ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЛИСТЫ АСБЕСТОЦЕМЕНТНЫЕ ВОЛНИСТЫЕ УНИФИЦИРОВАННОГО ПРОФИЛЯ 54/200 И ДЕТАЛИ К НИМ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 16233-77
10 руб. БЗ 6—92
Издание официальное
ИЗДАТЕЛЬСТВО СТАНДАРТОВ
Москва
ЛИСТЫ АСБЕСТОЦЕМЕНТНЫЕ ВОЛНИСТЫЕ
УНИФИЦИРОВАННОГО ПРОФИЛЯ 54/200
И ДЕТАЛИ К НИМ | гост |
Технические условия | 16233—77 |
Asbestos-cement corrugated sheets of unified profile 54/200 and parts for them. Specifications
Дата введения 01.01.73
Настоящий стандарт распространяется на асбестоцементные волнистые листы унифицированного профиля и детали к ним, изготовляемые из асбеста и портландцемента, предназначенные для устройства кровель и стеновых ограждающих конструкций зданий и сооружений.
Ласты и детали могут выпускаться окрашенными и неокрашенными.
(Измененная редакция, Изм. № 1).
1. ФОРМА И РАЗМЕРЫ
1.1. Листы в зависимости от качества изготовления подразделяют на два сорта: высший и первый.
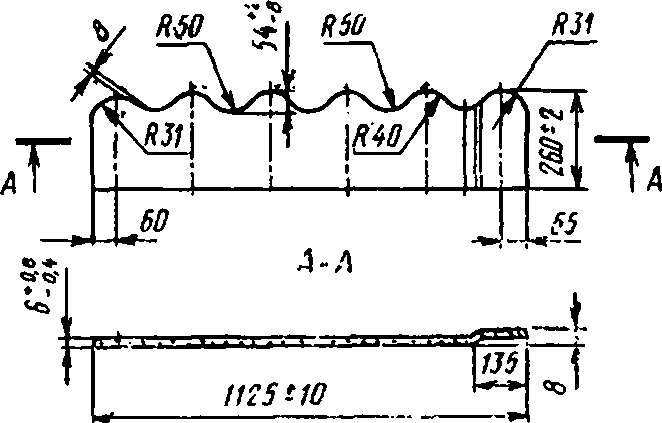
1.2. Листы должны иметь поперечный шестиволновый профиль, соответствующий черт. 1.
L3. Основные размеры и отклонения от них должны соответствовать указанным в табл. 1.
Справочная масса листов и деталей приведена в приложении.
1.2; 1.3. (Измененная редакция, Изм. № 1,2).
1.4. Условное обозначение листов должно состоять из размеров шо высоте и шагу волны, определяющих профиль листа, толщине и длине листа в миллиметрах, а также обозначения настоящего стандарта.
Пример условного обозначения листов толщиной 7,5 мм и длиной 1750 мм:
54/200-7,5-/750 ГОСТ 16233—77
Издаийе офмосиалыгое
С. 2 ГОСТ 16233—77
Профиль листа
Детали профиля
А Ь А
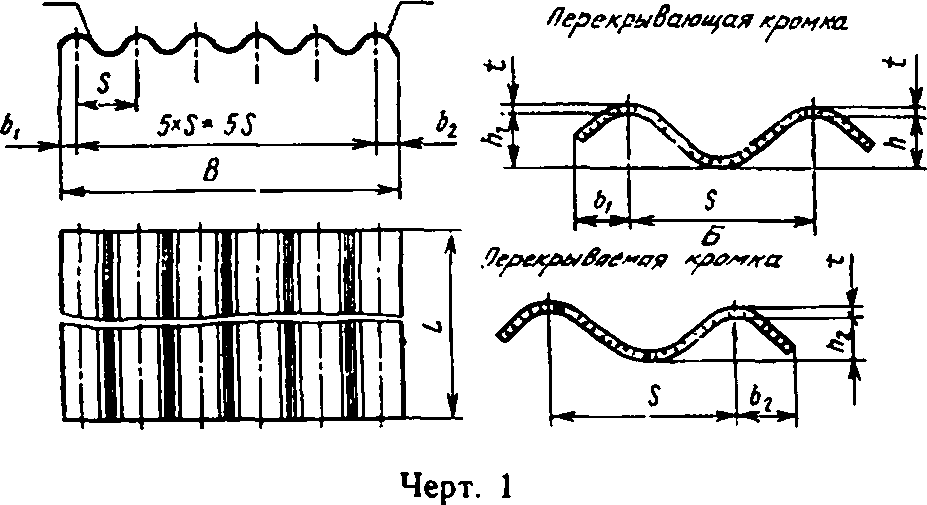
Таблица 1
Наименование размера листа | Ном ин. размер | Отклонение от размеров для листов | ||
высшего сорта | первого сорта первой категории качества | |||
высшей категории качества | первой категории качества | |||
1. Длина L | 2500; 2000; 1750 | ±10 | ±10 | ±15 |
2. Ширина В | 1125 | + 10 —5 | + 10 —5 | + 10 |
3. Толщина t | 7.5; 6.0 | +0,7 —0,3 | +0,7 -0,3 | + 1,0 -0,4 |
4. Высота волны: | ||||
рядовой h | 54 | +2 | ±3 | ±3 |
перекрывающей /и | 54 | —о +2 —5 | +2 —5 | +2 —5 |
перекрываемой Л2 | 45 | +2 —5 | + 4 —6 | + 4 —6 |
5. Шаг волны S1 | 200 | __ | ||
6. Величина перекры- | ||||
вающей кромки bi | 60 | ±5 | ±7 | ±7 |
7. Величина перекры- | ||||
ваемой кромки Ь21 | 65 | — | — | — |
Таблица 2 | |
Обозначения листов | Назначение листов |
54/200-6—1750 | Для чер-дачных кровель жилых и общественных |
54/200-6—2000 | зданий и сооружений Для свесов чердачных кровель и стеновых огражде- |
54/200-6—2500 54/200-7,5—1750 54/200-7,5—2000; 54/200-7,5—2500 | ний производственных зданий Для стеновых ограждений зданий и сооружений Для кровель производственных зданий Для доборных элементов кровель производственных зданий и сооружений |
1.4, 1.5. (Измененная редакция, Изм, № 1).
1.6. Форма и основные размеры деталей должны соответствовать указанным на черт. 2—7.
КОНЬКОВЫЕ ДВТАЛИ
Перекрываемая деталь КУ-1 Перекрывающая деталь КУ-2
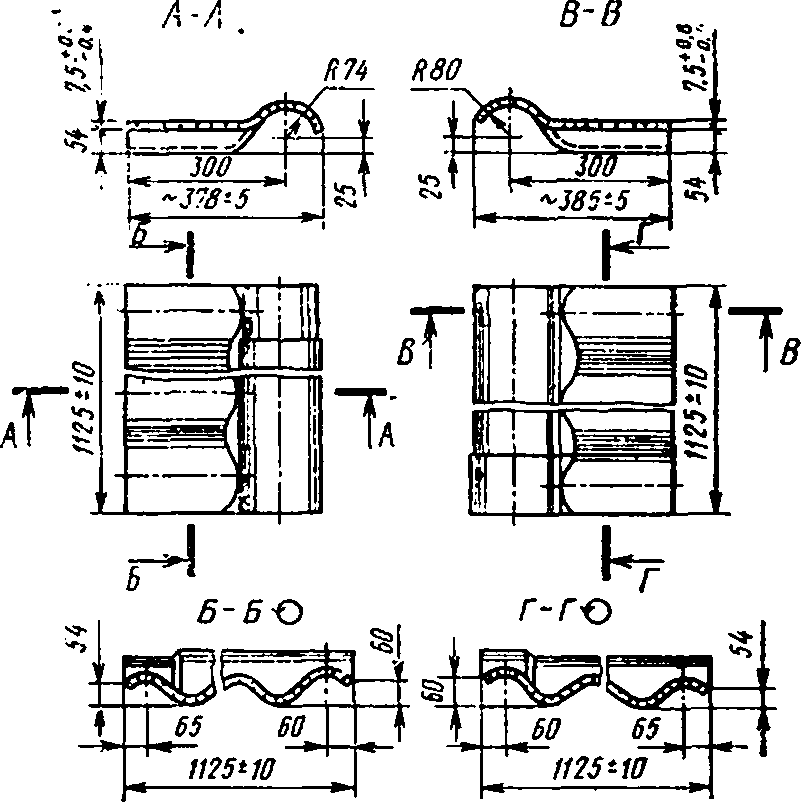
Черт. 2
С. 4 ГОСТ F623B—77
КОНЬКОВЫЕ УПРОЩЕННЫЕ ДЕТАЛИ
Перекрываемая деталь УКУ-1 Перекрывающая деталь УКУ-2
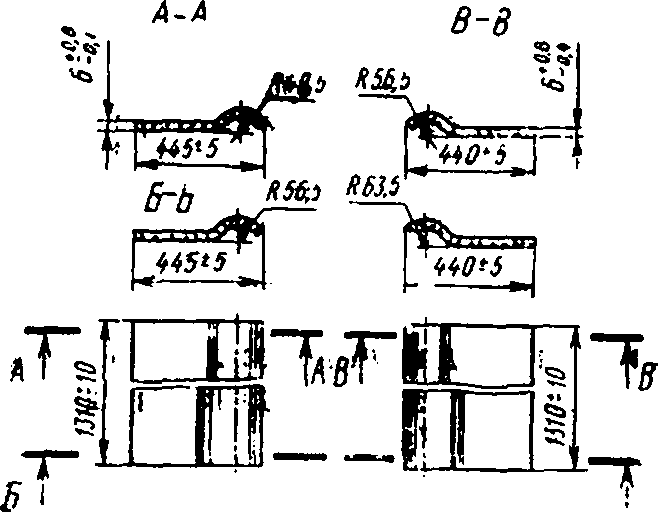
Черт. 3
1.7. Наименование деталей, их назначение и сокращенные обозначения указаны в табл. 3.
Переходная деталь ПУ
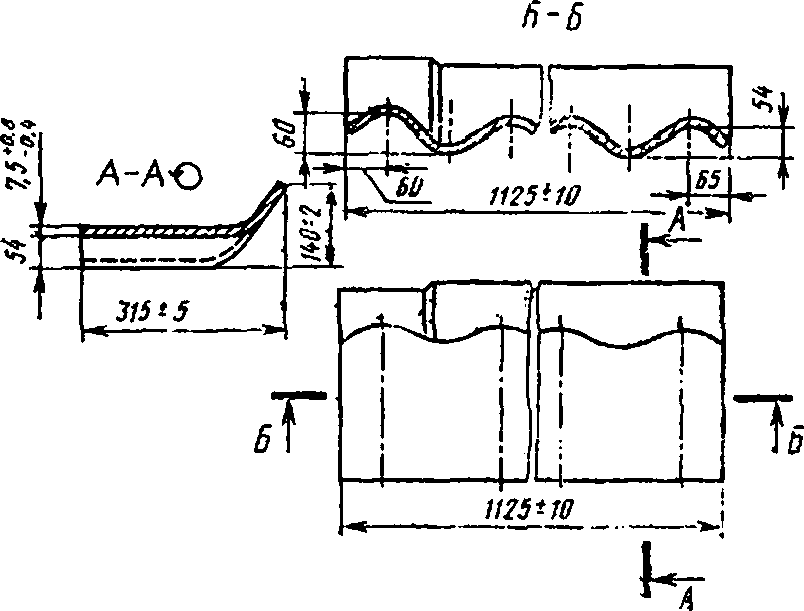
Черт. 4
Равнобокая угловая деталь РУ-1, РУ-2, РУ-3
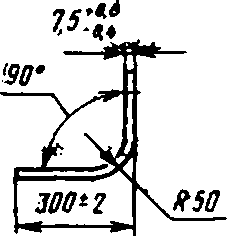
h | ||
/750* 10; 7890*10, 2М8* Ю |
Черт, 5
Лотковая деталь ЛУ-1, ЛУ-2, ЛУ-3
Гч>
Л-Л
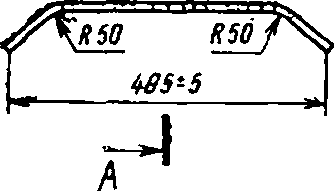
СТ™™ | ||
175940,2000*10 | .2500 *10 |
Черт. 6
Гребется ГУ
Черт. 7
С. 6 ГОСТ 16233—77
Таблица 3
Сокращенные обозначения | Наименование деталей | Назначение деталей |
КУ-1, КУ-2 | Коньковая | Для устройства коньков |
УКУ-1, УКУ-2 | Коньковая упрощенная | То же |
ПУ | Переходная | Для перехода от ската покрытий к вертикальной поверхности |
РУ-1, РУ-2, | Равнобокая | Для обрамления торцевых покрытий |
РУ-З | угловая | и .углов стен |
ЛУ-1, ЛУ-2, | Лотковая | Для устройства деформационных |
ЛУ-3 | швов покрытий и стен | |
ГУ | Гребенка | Для устройства незадуваемых к не-затекаемых стыков у карниза |
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Листы и детали к ним должны изготовляться в соответствии с требованиями настоящего стандарта.
2.2. Листы должны иметь правильную прямоугольную форму в плане. Отклонение от прямоугольности не должно быть более 10 мм.
2.3. Продольные кромки листов должны быть прямолинейными. Отклонение от прямолинейности не должно превышать 10 мм. Обрез кромок должен быть ровным.
2.4. Листы и детали не должны иметь пробоин, трещин, отколов и посторонних включений.
Допускаются малозначительные дефекты:
1) отдельные сдиры протяженностью в любом направлении не более 100 мм;
2) на листах первого сорта отдельные выщербины с одной торцевой стороны листа размером не более 15 мм по длине листа. Суммарная величина выщербин, измеряемая в направлении ширины листа, не должна превышать 60 мм;
3) на лицевой поверхности листов первого сорта отдельные поверхностные разрывы длиной не более 100 мм и шириной не более 2 мм.
Суммарное число малозначительных дефектов на одном листе в любой комбинации не должно быть более трех, а число таких листов в выборке не должно быть более одной трети.
Определения дефектов — по ГОСТ 20430.
Допускаются на лицевой поверхности деталей отпечатки от швов и складок рабочего полотна, а также наличие не более трех выступающих отпечатков технологических отверстий форм, диаметр которых не должен быть более 40 мм и высота более 5 мм.
2.5. Физико-механические показатели листов первого и высшего сортов и листов, которым в установленном порядке присвоен государственный Знак качества, а также деталей должны соответствовать указанным в табл. 4.
(Измененнаяредакция, Изм. № 2),
2.6. Листы и детали должны быть морозостойкими и при испытании на морозостойкость выдерживать без каких-либо признаков расслоения или повреждения:
листы толщиной 6 мм и детали — 25 циклов попеременного замораживания и оттаивания;
листы толщиной 7,5 мм — 50 циклов попеременного замораживания и оттаивания.
Таблица 4
Наименование показателей | Нормы для листов | Нормы для деталей | ||
высшего сорта | первого сорта первой категории качества | |||
высшей категории качества | первой категории кач ества | |||
1. Предел прочности при изгибе, МПа (кгс/см2), не менее: при /=6 мм | 18,5(185) | 18,0(180) | 16(160) | 16(160) |
при / = 7,5 мм | 21(210) | 20(200) | 19(190) | 16(160) |
2. Сосредоточенная нагрузка от штампа, кН (кге), не менее: при /==6 мм | 1,65((165) | 1,50(150) | 1,50(150) | |
при 1—7,5 мм | 2,35(235) | 2,20(220) | 2,20(220) | — |
3. Плотность,кг/м3 (г/gm3), не менее: при t=6 мм | 1,70 | 1,70 | 1,65 | 1,65 |
при /=7,5 мм | 1,75 | 1,75 | 1,70 | 1,65 |
4. Ударная вязкость, кДж/м2 (кгс-см/см2), не менее: при /=6 мм | 1,6 | 1,5 | 1,4 | 1Л |
при /-7,5 мм | 1,8 | 1,6 | 1,5 | 1.4 |
После испытания на морозостойкость предел прочности листов (деталей) при изгибе должен быть не менее 90 % предела прочности листов (деталей), не подвергавшихся замораживанию.
(Измененная редакция, Изм. № 1).
2.7. Листы и детали должны быть водонепроницаемыми и после их испытания в течение 24 ч на нижней поверхности листов и деталей не должны появляться капли воды.
С. 8 ГОСТ IS233—77
2.8. Цвет окрашенных листов и деталей и интенсивность окраски должны соответствовать эталонам, утвержденным в установленном порядке и хранящимся на предприятии-изготовителе.
2.9. Поверхность листов и деталей должна быть равномерно окрашенной без выцветов и пятен, видимых иа расстоянии 10 м.
2.10. Ократноиная поверхность листов и деталей должна быть устойчивой к истиранию. Прочность покрытия, изменяемая количеством израсходованного при истирании абразивного материала, должна быть не менее 3 кг.
3. КОМПЛЕКТНОСТЬ
3.1. Листы должны поставляться предприятием-изготовителем комплектно с деталями по спецификации заказчика, а также с крепежными изделиями по соответствующей технической документации.
При отсутствии спецификации заказчика листы могут поставляться без деталей.
4. ПРАВИЛА ПРИЕМКИ
4.1. Листы и детали должны быть приняты техническим контролем предприятия-изготовителя в соответствии с требованиями настоящего стандарта.
4.2. Каждую партию листов (деталей) принимают путем проведения выборочного приемочного контроля по следующим показателям:
а) внешний вид, состояние окрашенной поверхности, линейные размеры, правильность формы;
б) сосредоточенная нагрузка от штампа (предел прочности при изгибе — для деталей);
в) плотность (объемная масса);
г) прочность цветного покрытия на истирание.
4.3. Размер партии листов или деталей устанавливают в количестве сменной выработки одной технологической линии. В состав партии должны входить листы одной толщины и одного сорта.
4.4. Предприятие-изготовитель должно проводить периодический выборочный контроль изделий одной партии с каждой технологической линии по следующим показателям:
а) предел прочности при изгибе — не реже одного раза в месяц;
б) ударная вязкость — не реже одного раза в месяц;
в) морозостойкость — не реже одного раза в квартал;
г) водонепроницаемость — не реже одного раза в квартал.
В случае получения неудовлетворительных результатов по любому из указанных показателей (кроме морозостойкости) следует перейти на контроль по этому показателю каждой партии изделий. При получении положительных результатов контроля десяти следующих друг за другом партий переходят вновь к периодическому контролю.
4.5. Для проведения испытаний на предприятии-изготовителе от партии следует отбирать три листа и две детали.
Из стопы отбирают один лист (деталь), кроме двух верхних и двух нижних.
4.2—4.5. (Измененная редакция, Изм, ЛЬ 1, 2)-
4.5.1. Партию листов (деталей) принимают, если:
1) при контроле по показателям внешнего вида, формы и размеров, состояния окрашенной поверхности, прочности цветного покрытия на истирание, сосредоточенной нагрузки от штампа, водонепроницаемости каждое изделие, отобранное для контроля, удовлетворяет требованиям настоящего стандарта;
2) при контроле по показателям плотности, предела прочности при изгибе, ударной вязкости средняя арифметическая из полученных при контроле величин удовлетворяет требованиям настоящего стандарта;
3) при контроле по показателю морозостойкости каждое изделие по отсутствию признаков расслоения и повреждения удовлетворяет требованиям настоящего стандарта и средняя арифметическая пределов прочности при изгибе подвергавшихся испытанию образцов составляет не менее 90 % от средней арифметической пределов прочности при изгибе контрольных образцов.
При получении неудовлетворительных результатов контроля хотя бы по одному из показателей, переходят на контроль по этому показателю в соответствии с п. 4.9.
4.5.2. В случае несоответствия партии листов (деталей) требованиям настоящего стандарта по внешнему виду, форме и размерам допускается ее повторное предъявление для приемки после разбраковки, а при несоответствии по физико-механическим показателям — после дополнительного выдерживания.
Партия листов толщиной 7,5 мм, не соответствующая требованиям стандарта по толщине или физико-механическим показателям, указанным в табл. I и 4, может быть принята как партия листов толщиной 6 мм при соответствии физико-механических показателей требованиям стандарта к этим листам, о чем должно быть указано в паспорте.
4.5.1, 4.5.2. (Введены дополнительно, Изм. № 2).
4.6. (Исключен, Изм. № 1).
4.7. Допускается наличие в партии не более 5 % листов этой же партии или других принятых техническим контролем партий, которые имеют:
меньшее число волн — 5 при ширине листа не менее 925 мм, 4 при ширине не менее 725 мм;
длину, уменьшенную не более чем на 500 мм (неполномерные листы).
Неполномерные листы, включаемые в одну партию, должны иметь одинаковую длину в пределах допускаемых отклонений, указанных в табл. 1.
На листах с меньшим числом волн маркировка должна быть на одной из крайних волн.
(Измененная редакция, Изм. № 2).
4.8. (Исключен, Изм. № 2).
4.9. Потребитель имеет право проводить контрольную проверку изделий в соответствии с требованиями, указанными ниже. Такой же порядок распространяют на инспекционные проверки.
Отбор образцов для контроля осуществляют по табл. 5.
Оценку результатов контроля и решение о приемке партии по показателям внешнего вида, формы и размеров, состояния окрашенной поверхности, прочности цветного покрытия к истиранию, сосредоточенной нагрузки от штампа, водонепроницаемости осуществляют по табл. 5.
Таблица 5
Объем партии | Объем выборки | Первоначальные испытания | Первона альуые плкс повторнье испытания | |||
Условие приемки партии Aci | Условие отклонения партии | Условие приемки партии Асс | Условие отклонения партии Де) | |||
До | 200 | 3 | 0 | 2 | 1 | 2 |
От | 201 до 400 | 4 | 0 | 2 | 1 | 2 |
> | 401 > 800 | 5 | 0 | 2 | 1 | 2 |
> | 801 >1500 | 7 | 0 | 2 | 1 | 2 |
» | 1501 > 3000 | 10 | 0 | 2 | 2 | 3 |
Если число дефектных листов, т. е. листов, не соответствующих требованиям настоящего стандарта, равно приемочному числу Ась то партию считают принятой.
Если число дефектных листов равно или более браковочного числа Reb то партия приемке не подлежит.
Если число дефектных листов находится между Acj и Reb необходимо проводить повторные испытания такого же количества образцов из этой же партии.
В этом случае число дефектных листов при первоначальных и повторных испытаниях суммируют.
Если полученная сумма равна или меньше приемочного числа Асг, то партию считают принятой. Если полученная сумма равна или больше браковочного числа Re2, то партия приемке не подлежит.
Оценку результатов контроля по показателям плотности, предела прочности при изгибе, ударной вязкости, морозостойкости осуществляют по п. 4.5.1 (перечисления 2 и 3). При неудовлетворительных результатах контроля хотя бы по одному из показателей, партия приемке не подлежит.
(Измененная редакция, Изм. № 1, 2).
5. МЕТОДЫ ИСПЫТАНИИ
5.1. Методы испытаний листов должны соответствовать ГОСТ 8747 со следующими дополнениями.
5.1.1. Испытание листов сосредоточенной нагрузкой от • штампа следует проводить по однопролет^ой схеме укладки с расстоянием междуопорами /, равным (1500±5) мм (в осях).
5.1.2. Величина предела прочности при изгибе отдельного образца не должна быть ниже нормативной, указанной в табл. 4, более чем на 10 %.
(Измененная редакция, Изм. № 2).
6. МАРКИРОВКА, ХРАНЕНИЕ И ТРАНСПОРТИРОВАНИЕ
6.1. На лицевой стороне перекрываемой части всех листов должны быть нанесены краской:
наименование или товарный знак предприятия-изготовителя;
условное обозначение профиля листа и его толщина —54/200— 7,5 (54/200—6);
номер партии;
розничная цена (для листов, отгружаемых в торговую сеть).
Не менее чем на 1 % листов должны быть нанесены: сорт листов и штамп ОТК, а на деталях — штамп ОТК.
6.2. Предприятие-изготовитель должно гарантировать соответствие листов и деталей требованиям настоящего стандарта при соблюдении потребителем условий транспортирования и хранения.
Каждая партия листов и деталей, отгружаемых потребителю, должна сопровождаться паспортом, в котором указывают:
а) наименование и адрес предприятия-изготовителя;
б) номер партии и дату изготовления;
в) условное обозначение листов и деталей;
г) количество листов и деталей;
д) результаты испытаний;
е) сорт листов;
ж) цвет (для окрашенных листов);
з) розничную цену \для листов и деталей, отгружаемых в торговую сеть);
и) обозначение настоящего стандарта.
Для листов, которым в установленном порядке присвоена высшая категория качества, в паспорте наносят изображение государственного Знака качества согласно Положению о государственном Знаке качества № 39—в/775.
6.3. Листы (детали) при хранении должны быть уложены в стопы по сортам на поддоны или поперечные деревянные бруски.
Стопы на поддонах допускается устанавливать в штабеля друг на друга, при этом общая высота штабеля не должна превышать 2,5 м.
Транспортные пакеты при хранении допускается устанавливать в штабеля друг на друга, при этом общая высота штабеля не должна превышать 3,5 м.
>6.4. Транспортирование изделий должно осуществляться в соответствии с правилами перевозок грузов, установленными для данного вида транспорта, и другой документацией, утвержденной в установленном порядке.
6.2—6.4. (Измененная редакция, Изм. М 1, 2).
6.5. При погрузочно-разгрузочных операциях и других перемещениях не допускается сбрасывание листов и деталей с какой бы то ни было высоты, а также удары по ним.
6.6. При транспортировании листы должны быть сформированы в транспортные пакеты.
Допускается транспортировать листы стопами без пакетов в железнодорожных вагонах и автомобилях. Число листов в штабеле, состоящем из одной или более стоп, при-перевозке в железнодорожных вагонах не должно превышать 130 шт. для листов толщиной^, 5 мм и 150 шт.— для листов толщиной 6 мм.
6.7. При транспортировании листов в районы Крайнего Севера и труднодоступные районы тара и упаковка должны соответствовать ГОСТ 15846.
6.6, 6.7. (Введены дополнительно, Изм. № 2).
ПРИЛОЖЕНИЕ
Справочное
Справочная масса листов
Обозначение листов | Справочная масса, кг | Обозначение листов | Справочная масса, кг |
54/200-6—1750 | 26 | 54/200-7,5—1750 | 36 |
54/200-6-2000 | 32 | 54/200-7,5—2000 | 40 |
54 /200-6—2500 | 39 | 54/200-7,5—2500 | 50 |
Справочная масса деталей
Обозначение деталей | Справочная масса, кг | Обозначение деталей | Справочная масса, кг |
КУ-1 | 8,0 | ЛУ-3 при длине 2500 | 16,3 |
КУ-2 | 8,0 | ПУ | w> |
УКУ-1 | 7,5 | РУ-1 при длине 1750 | 14,7 |
УКУ-2 | 7,4 | РУ-2 » » 2000 | 16,3 |
ЛУ-1 при длине 1750 | 11,4 | РУ-Э » > 2500 | 21,2 |
ЛУ-2 » » 2000 | 13,1 | ГУ ври ширине 260 | 3,1 |
(Измененная редакция, Изм. М 1).
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством промышленности строительных материалов СССР
РАЗРАБОТЧИКИ
И. Н. Иорамашвили, канд. техн, наук (руководитель темы); Р. 3. Элькинсон, канд. техн, наук; А. И. Иванова; Л. М. Лей-бенгруб
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета Совета Министров СССР по делам строительства от 31.12.76 № 231
3. ВЗАМЕН ГОСТ 16233—70
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, иа который дана ссылка
Номер пункта
ГОСТ 8747—88
5.1
ГОСТ 15846—79
6.7
ГОСТ 20430—84
2.4
Положение № 39—8/775
6.2
5. ПЕРЕИЗДАНИЕ (ноябрь 1992 г.) с ИЗМЕНЕНИЯМИ № 1 и
2, утвержденными в августе 1981 г., в марте 1988 г. (ИУС 1—82, 7—88)
Редактор В. П. Огурцов Технический редактор О. Н. Никитина Корректор О. Я. Чернецова
Сдано в наб. 13.10.92. Подп. в печ. 04.01.93. Усл. п. л. 1,0. Усл. кр.отт 1.0. Уч.-изд. л. 0,96. Тирк 729 экз.
Ордена «Знак Почета» Издательство стандартов, 123557, Москва. ГСП.
Новопресненский пер.. 3.
Калужская типография стандартов, ул. Московская, 256. Зал. 2339
1
Размеры шага волны и перекрываемой кромки приведены как справоч-мые и не являются браковочным признаком.
Справочная масса листов и деталей приведена в приложении.
1.5. Назначение листов и их обозначения указаны в табл. 2.
