ГОСТ 12855-77
Группа Л63
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПЛАСТИНА РЕЗИНОВАЯ ДЛЯ ТРАНСФОРМАТОРОВ
Технические условия
Rubber sheet for transformers. Specifications
ОКП 25 4321
Срок действия с 01.01.79
до 01.01.93*
_______________________________
* Ограничение срока действия снято
по протоколу N 9-92 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 2, 1993 год). - .
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством нефтеперерабатывающей и нефтехимической промышленности СССР
ИСПОЛНИТЕЛИ
А.Л.Рейнус (руководитель темы), А.Г.Алексеев, Б.К.Дерюжинский, Э.В.Яковлева, С.С.Смоленцева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 30.12.77 N 3154
3. ВЗАМЕН ГОСТ 12855-67
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
4.7 | |
2.10 | |
2.4, 2.10 | |
2.4, 2.10, 4.5 | |
2.10 | |
4.1 | |
Приложение 1 | |
4.6, приложение 2 | |
2.5, 2.8, 4.6 | |
ГОСТ 1435-74 | Приложение 1 |
ГОСТ 1477-84 | Приложение 1 |
ГОСТ 1868-72 | 5.2 |
5.2 | |
5.2 | |
ГОСТ 3282-84 | Приложение 1 |
5.2 | |
2.8 | |
ГОСТ 7502-80 | 4.1 |
Приложение 1 | |
5.2 | |
5.2 | |
Приложение 2 | |
2.8 | |
ГОСТ 11358-74 | 4.1 |
2.10 | |
Вводная часть, 2.8 | |
5.4 | |
5.2 | |
2.4, 2.10, 4.5 | |
Приложение 1 | |
5.2 | |
5.2 | |
ОСТ 63.30-78 | 5.2 |
ОСТ 63.89-88 | 5.2 |
ТУ 38 105290-81 | Приложение 1 |
ТУ 38 105771-85 | Приложение 1 |
5. Срок действия продлен до 01.01.93 Постановлением Государственного комитета СССР по стандартам от 23.06.87 N 2250.
6. ПЕРЕИЗДАНИЕ (март 1989 г.) с Изменениями N 1, 2, 3, 4, 5, 6 (ИУС 6-81, 5-83, 3-84, 10-85, 10-87, 5-89).
Настоящий стандарт распространяется на вулканизованную резиновую пластину, предназначенную для изготовления различных неподвижных уплотнений, используемых в трансформаторах и других электротехнических устройствах, исполнения У, УХЛ, ХЛ, Т категории I по ГОСТ 15150-69.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Резиновую пластину изготовляют двух типов:
УМ - универсальная маслотепломорозостойкая,
ОМ - озономорозостойкая.
(Измененная редакция, Изм. N 2).
1.2. Пластину выпускают в виде листов, рулонов, полос и шнура.
Пластину типа УМ выпускают в виде листов, рулонов, полос и шнура; пластину типа ОМ - листов.
(Измененная редакция, Изм. N 5).
1.3. Основные размеры пластины должны соответствовать указанным в табл.1-2.
Таблица 1
Размеры, мм
Вид пластины | Длина | Ширина | Толщина | Диаметр | |||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | ||
Лист | 250-1000 | ±50 | 250-800 | ±25 | 2-25 | - | - |
Рулон | 800-5000 | 200-800 | - | - | |||
800-5000 | 800-1200 | ±50 | |||||
Полоса | 1000-20000 | ±50 | 10-40 | ±2,0 | 4-16 | - | - |
Шнур | 1000-20000 | ±50 | - | - | - | 8,0 | ±1,0 |
Таблица 2
Толщина пластины, мм
Номин. | Пред. откл. листа | Пред. откл. рулона | Пред. откл. полосы |
2 | ±0,3 | ±0,4 | - |
3 | ±0,5 | - | |
4 | ±0,4 | ±0,6 | ±0,6 |
5 | ±0,5 | ±0,7 | ±0,7 |
6 | ±0,6 | ±0,8 | ±0,8 |
8 | ±0,8 | ±1,0 | ±1,0 |
10 | |||
12 | ±1,0 | ±1,2 | ±1,2 |
16 | ±1,2 | ±1,6 | ±1,6 |
20 | ±1,5 | ±2,0 | - |
25 | ±1,8 | ±2,2 | - |
(Измененная редакция, Изм. N 1, 5, 6).
1.4. Листы и рулоны выпускают длиной и шириной, кратной 50, полосы выпускают по длине, кратной 50, и ширине, кратной 5. По согласованию изготовителя с потребителем допускается изготовлять полосы шириной, кратной 2.
Пример условного обозначения пластины типа УМ, изготовляемой в виде листа толщиной 4 мм, шириной 250 мм, длиной 5000 мм:
УМ Лист 4х250х5000 ГОСТ 12855-77
То же, в виде рулона толщиной 4 мм, шириной 250 мм, длиной 5000 мм:
УМ Рулон 4х250х5000 ГОСТ 12855-77
То же, в виде полосы толщиной 4 мм, шириной 20 мм, длиной 5000 мм:
УМ Полоса 4х20х5000 ГОСТ 12855-77
То же, в виде шнура диаметром 8 мм:
УМ Шнур 8 ГОСТ 12855-77
(Измененная редакция, Изм. N 2, 3, 4, 5, 6).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Резиновая пластина должна изготовляться в соответствии с требованиями настоящего стандарта по технологической документации, утвержденной в установленном порядке.
2.2. Поверхность пластины должна быть ровной. На поверхности и в срезе пластины не допускаются:
включения и углубления свыше 0,50 мм при толщине пластины до 5 мм; свыше 0,75 мм при толщине пластины свыше 5 до 10 мм; свыше 1,00 мм при толщине пластины свыше 10 до 20 мм; свыше 1,50 мм при толщине пластины свыше 20 мм более пяти шт. на площади 250х250 мм или более десяти на площади 500х500 мм и более тридцати на участке длиной 1 м (для рулона и полосы);
пузыри площадью более 1 см; общая площадь пузырей не должна превышать 10 см
на 1 м
пластины;
складки при бинтовке шириной свыше 4 мм, длиной более 100 мм и глубиной более допуска по толщине рулона или полосы более пяти на 1 м;
поперечный отпечаток от сдавливания концов рулона при бинтовке более допуска на толщину;
расслоение по торцам и кромкам рулона или полосы длиной более 5 мм, шириной более 1 мм свыше шести на 1 м.
(Измененная редакция, Изм. N 4, 5).
2.3. На поверхности пластины допускаются отпечатки и неровность в пределах допуска на толщину пластины, а также разнотон. В срезе пластины допускается наличие отдельных пор диаметром не более 0,3 мм в количестве не более 3 шт. на 1 см.
2.4. По физико-механическим показателям пластина должна соответствовать нормам, указанным в табл.3.
Таблица 3
Наименование показателя | Норма для пластины типа | Метод испытания | |
УМ | ОМ | ||
Твердость, единицы Шора А | 55-70 | 70-80 | По ГОСТ 263-75 |
Твердость, международные единицы | 56-65 | 70-80 | |
Изменение массы после воздействия стандартного масла марки СЖР-2 при 100°С в течение 24 ч, % | -3 | ||
Примечание. Допускается проводить испытания твердости по одному из указанных методов.
2.3, 2.4. (Измененная редакция, Изм. N 5).
2.5. Пластина типов УМ после воздействия трансформаторного масла по ГОСТ 982-80 не должна выделять свободной серы.
(Измененная редакция, Изм. N 2).
2.6. Пластина типов ОМ после воздействия света и озона в объемных долях 5·10% при растяжении 10% в течение 8 ч не должна иметь трещин, видимых невооруженным глазом.
2.7. Плотность пластин 1,2-1,4 г/см (справочная величина).
2.8. Резиновая пластина должна быть работоспособна в условиях, указанных в табл.4.
(Измененная редакция, Изм. N 2).
Таблица 4
Тип пластины | Рабочая среда | Температура, °С | Исполнение трансформаторов |
УМ | Масло трансформаторное | ||
Масло трансформаторное марки ТКп | От минус 60 | У, ХЛ, Т | |
Масла конденсаторные (ГОСТ 5775-85) | |||
Воздух | |||
ОМ | Воздух с повышенным содержанием озона (объемная доля 5·10 | От минус 55 | У, УХЛ |
Примечание. (Исключено, Изм. N 2).
2.9. (Исключен, Изм. N 4).
2.10. По физико-механическим показателям резина, применяемая для изготовления пластин, должна соответствовать нормам, указанным в табл.5.
(Измененная редакция, Изм. N 2).
Таблица 5
Наименование показателя | Норма для резины пластины типа | Метод испытания | |
УМ | ОМ | ||
1. Условная прочность при растяжении, МПа (кгс/см | 6,4 (65) | 7,8 (80) | По ГОСТ 270-75, образец типа 1 толщиной 2 мм |
2. Относительное удлинение при разрыве, %, не менее | 200 | 160 | По ГОСТ 270-75, образец типа 1 толщиной 2 мм |
3. Твердость по Шору А, единицы | 55-70 | 70-80 | По ГОСТ 263-75 |
4. Твердость, международные единицы IRHD | 56-65 | 70-80 | |
5. Относительная остаточная деформация при сжатии в воздушной среде в течение 24 ч, %, не более: | |||
при 50°С при сжатии 20% | - | 35 | По ГОСТ 9.029-74, метод Б |
при 100°С при сжатии 30% | 25 | - | |
6. Коэффициент морозостойкости по эластическому восстановлению после сжатия, не менее: | |||
при температуре минус 45°С | - | 0,2 | |
при температуре минус 50°С | 0,25 | - | |
Примечание. Допускается проводить испытания твердости резин по одному из указанных методов.
(Измененная редакция, Изм. N 4, 5, 6).
2.11. Средний срок службы пластин типа УМ - 12 лет, типа ОМ - 6 лет.
(Измененная редакция, Изм. N 1, 2, 5).
2.12. (Исключен, Изм. N 4).
3. ПРАВИЛА ПРИЕМКИ
3.1. Пластину принимают партиями. Партией считают пластины одного типа и вида массой не более 3000 кг, сопровождаемые одним документом о качестве.
Документ о качестве должен содержать следующие данные:
товарный знак предприятия-изготовителя;
условное обозначение пластин;
номер партии;
количество упаковочных единиц в партии или массу партии;
результаты проведенных испытаний.
(Измененная редакция, Изм. N 2, 4, 5).
3.2. Для проверки соответствия качества пластины требованиям настоящего стандарта их подвергают приемо-сдаточным и периодическим испытаниям.
3.3. При проведении приемо-сдаточных испытаний пластины подвергают проверке:
по внешнему виду поверхности и толщине - сплошным контролем;
по твердости, изменению массы, пористости, расслоению и включениям - не менее 3% от партии;
по ширине и длине - выборочный контроль не менее трех единиц от партии.
(Измененная редакция, Изм. N 4, 5).
3.4. Периодические испытания проводят на пластинах, прошедших приемо-сдаточные испытания:
на отсутствие свободной серы после воздействия на пластины трансформаторного масла - на 3 шт. пластин от партии не реже двух раз в месяц;
на воздействие света и озона для пластин типа ОМ - на 5 шт. от партии не реже одного раза в квартал;
по физико-механическим показателям - 5% от массы партии пластин, но не менее, чем на одной закладке резины.
(Измененная редакция, Изм. N 1, 4, 5).
3.5. При получении неудовлетворительных результатов испытаний хотя бы по одному показателю по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяются на всю партию.
3.6. (Исключен, Изм. N 5).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Толщину пластины и диаметр шнура измеряют толщиномером по ГОСТ 11358-74. Толщину пластины, изготовленной в виде листа, измеряют в трех точках по длине и ширине. Толщину пластины, изготовляемой в виде рулона, измеряют по длине рулона через каждые (300±10) мм и по ширине рулона в трех точках на расстоянии не менее 20 мм от края или на максимальном расстоянии от края пластины, которое может быть обеспечено применяемым инструментом. Толщину полосы измеряют по длине через каждые (500±10) мм. За результат измерения принимают показания толщиномера. Ширину и длину пластины измеряют линейкой по ГОСТ 427-75 с ценой деления 1 мм или рулеткой по ГОСТ 7502-80 2-го класса точности с пределом измерения до 10 м. Допускается применять другие средства измерения, обеспечивающие точность измерений в соответствии с требованиями настоящего стандарта.
(Измененная редакция, Изм. N 5).
4.2. Внешний вид по пп.2.2 и 2.3 поверхностей пластины определяют визуально.
Допускается внешний вид поверхностей пластины проверять, сравнивая его с контрольным образцом, утвержденным в установленном порядке.
(Измененная редакция, Изм. N 4).
4.3. Физико-механические показатели по пунктам 1-6 табл.5 определяют на образцах, изготовленных из резиновой смеси, применяемой в производстве пластин.
(Измененная редакция, Изм. N 2).
4.4. Изменение массы пластин типа УМ после воздействия стандартного масла СЖР-2 по табл.3 определяют на образцах, изготовленных из пластины.
(Измененная редакция, Изм. N 2, 5).
4.5. Твердость пластин определяют по ГОСТ 263-75 и ГОСТ 20403-75 на образцах, изготовленных из пластин. Если размеры пластины не позволяют изготовить стандартные образцы, то этот показатель определяют па образцах, изготовленных из резиновой смеси, применяемой в производстве пластин.
4.6. Отсутствие выделения свободной серы из пластины после взаимодействия ее с трансформаторным маслом определяют по методике, изложенной в приложении 2.
(Измененная редакция, Изм. N 6).
4.7. Воздействие света и озона на пластины типа ОМ определяют по ГОСТ 9.026-74. Объемная доля озона (5,0±0,5)·10%, растяжение образцов (10±2)%, время выдержки (8,0±0,1) ч.
(Измененная редакция, Изм. N 2).
4.8. Отсутствие в пластине включений, пор, расслоений проверяют осмотром мест среза.
(Измененная редакция, Изм. N 4).
5. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Каждая пластина должна иметь четкую маркировку, нанесенную краской, с указанием:
товарного знака предприятия-изготовителя;
условного обозначения пластины;
даты выпуска (квартал, год);
штампа технического контроля.
По согласованию с потребителем допускается маркировка на бумажной этикетке или этикетке из прорезиненной ткани.
(Измененная редакция, Изм. N 1, 2, 5, 6).
5.2. Пластины одного вида, типа и размера упаковывают в стопы, рулонную пластину сворачивают в рулоны, а шнуры и полосы комплектуют из отрезков длиной не менее 3 м и сворачивают в бухту. Каждую стопу перевязывают крестообразно, рулоны, связки бухт и отрезков перевязывают в двух-трех местах веревкой по ГОСТ 1868-72 или шпагатом по ГОСТ 17308-88, или прорезиненным шнуром из отходов производства, или лентой по ГОСТ 4514-78, или другими перевязочными материалами, обеспечивающими сохранность при транспортировании и хранении.
Допускается упаковывать рулоны, пластины, полосы и стопы в мягкую тару по ГОСТ 2228-81 или дощатые ящики по ГОСТ 2991-85 (тип III), выложенные водонепроницаемым материалом.
Масса одной упаковочной единицы должна быть не более 50 кг. По согласованию изготовителя с потребителем допускается увеличивать массу одной упаковочной единицы.
Пластины пакетируют в соответствии с требованиями ОСТ 63.89-88 на ящичных поддонах ТМ-Ш по ОСТ 63.30-78 или плоских поддонах по ГОСТ 9078-84 или ГОСТ 9557-87. Допускается применять другие средства пакетирования в соответствии с технической документацией.
При использовании плоских поддонов обвязка пакета должна соответствовать требованиям ГОСТ 26663-85.
Масса пакета должна быть не более 1000 кг.
Каждая упаковочная единица должна иметь маркировку на ярлыке из отходов фанеры, картона или прорезиненных тканей.
Маркировка должна содержать:
товарный знак или товарный знак и наименование предприятия-изготовителя;
условное обозначение пластины;
год и квартал изготовления;
номер партии;
массу упаковочной единицы;
штамп технического контроля.
(Измененная редакция, Изм. N 6).
5.3. (Исключен, Изм. N 6).
5.4. Маркирование и упаковывание пластин, предназначенных для эксплуатации в странах с тропическим климатом, должно производиться в соответствии с требованиями ГОСТ 15152-69.
5.5. (Исключен, Изм. N 2).
5.6. Пластины транспортируют транспортом всех видов в соответствии с правилами перевозки грузов, действующими на транспорте данного вида. Допускается при транспортировании в контейнерах пластины не упаковывать.
При транспортировании пластин при температуре воздуха ниже минус 30°С не допускается воздействие ударных нагрузок на пластины и их деформация.
Распаковывать пластины при низких температурах следует после выдержки их в течение суток при температуре от 0 до 25°С.
5.7. Пластина должна храниться в складском помещении при температуре не выше 25°С. Допускается хранить пластины при температуре не выше 35°С в течение не более 80 сут., в том числе до 15 сут. при температуре не выше 40°С.
При хранении пластин при температуре ниже 0°С перед использованием их выдерживают в течение суток при температуре не ниже 15°С или в течение 3 ч при температуре 50°С.
5.6, 5.7. (Измененная редакция, Изм. N 5).
5.8. При хранении пластины должны быть защищены от воздействия прямых солнечных и тепловых лучей, попадания на них масла, бензина, керосина и других разрушающих резину веществ, а также воздействия кислот, щелочей и газов, разрушающих резину.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие пластин требованиям настоящего стандарта при соблюдении условий транспортирования и хранения.
6.2. Гарантийный срок хранения пластин - два года со дня изготовления.
6.3. Гарантийный срок эксплуатации пластин - три года со дня ввода в эксплуатацию.
6.1-6.3. (Измененная редакция, Изм. N 4).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
ОБЩИЕ РЕКОМЕНДАЦИИ ПО ИЗГОТОВЛЕНИЮ И ПРИМЕНЕНИЮ УПЛОТНИТЕЛЕЙ
1. Уплотнители из пластины должны изготовляться в соответствии с требованиями настоящего стандарта по конструкторской и технологической документации, утвержденной в установленном порядке.
2. На уплотнители, изготовленные из одной партии пластин, полос или шнуров и принятые техническим контролем предприятия-потребителя, должен быть оформлен документ о качестве, содержащий обозначение марки резиновой смеси, номер документа о качестве на партию резиновой пластины, шнуров или полос, номер чертежа уплотнителя и дату изготовления уплотнителя.
3. Уплотнители изготовляют вырубкой или вырезкой из пластины, а также стыкованием из элементов пластин, шнуров и полос.
4. Для вырубки или вырезки уплотнителей и их элементов используют струю воды высокого давления, острые режущие инструменты, специальные штанцевые ножи, которые во время резки следует смачивать водой или мыльной эмульсией.
При изготовлении уплотнителей на станках смачивание производят непрерывно. Не допускается применять для смачивания режущего инструмента керосин, бензин, масла и другие разрушающие резину вещества.
5. Вырубку уплотнителей из пластин толщиной не более 6 мм рекомендуется проводить штанцевыми ножами в соответствии с черт.1-3. Уплотнители из пластины толщиной 6 мм и более рекомендуется изготовлять на токарном станке или с помощью вращающихся штанцевых ножей, а также вырезкой по шаблонам на станке ленточным ножом или другим режущим инструментом.
Штанцевый нож для вырубки прокладок
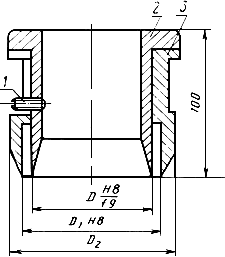
1 - винт М6х20.58 по ГОСТ 1477-84; 2 - внутренний пуансон; 3 - наружный пуансон
Черт.1
Внутренний пуансон
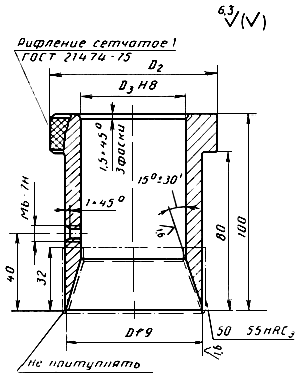
Черт.2
Наружный пуансон
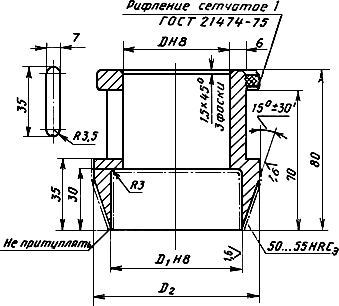
Черт.3
Примечания к черт.2, 3:
1. Неуказанные предельные отклонения размеров:
для внутреннего пуансона h12, ±![]() ;
;
для наружного пуансона H12, h12, ±![]() .
.
2. Покрытие - Хим. Окс.
3. Материал - сталь У7А ГОСТ 1435-74.
6. Скос кромок уплотнителей не должен превышать половины допуска на толщину пластины.
Случайные прорези в углах уплотнителей необходимо устранять вырубкой штанцевым ножом в соответствии с черт.4, заусенцы и подрезы устраняются зашлифовкой.

Черт.4
7. Для изготовления стыкованных уплотнителей торцы элементов срезают под углом 30°±5° в соответствии с черт.5, шлифуют, поверхности среза склеивают специально приготовленным клеем и вулканизуют в пресс-форме при температуре (150±3)°С в соответствии с технологической картой на стыковку уплотнителя.
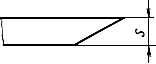
Черт.5
В качестве основы клея используют резиновую смесь, применяемую для изготовления пластины. В качестве растворителя используют этилацетат по ГОСТ 8981-78 и бензин по ГОСТ 443-76 в массовом соотношении 1:1. Массовое соотношение резиновой смеси и растворителя 1:3.
Допускается изготовлять стыкованные уплотнители через прослойку развальцованного листа резиновой смеси, применяемой для изготовления пластины или аналогичной резиновой смеси на основе того же каучука, толщиной не более 2,0 мм. Место стыка не должно иметь расслоений и пузырей. Уплотняющие поверхности в месте стыка должны быть зашлифованы или срезаны заподлицо.
Формующее гнездо в пресс-форме для стыковки должно быть длиной не менее 150 м. Размеры сечения формующего гнезда должны соответствовать размерам сечения уплотнителя.
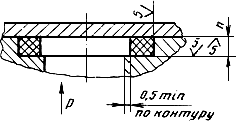
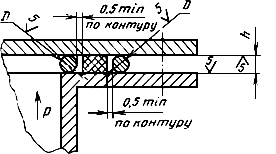
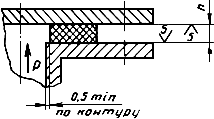
8. Конструкцию посадочных мест в зависимости от направления избыточного давления следует выполнять в соответствии с черт.6-14.

Черт.6

Черт.7
Черт.8
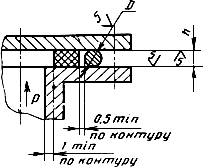
- диаметр ограничительной проволоки по ГОСТ 3282-84*, выбирается из условий поджатия прокладки
и
_______________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ 3282-74. - .
Черт.9
Черт.10
Черт.11

Черт.12

Черт.13

Черт.14
Места установки прокладок по черт.6-8 предпочтительнее.
Деформация сжатия для уплотнителей с учетом допуска плоскостности контактирующих поверхностей должна быть 20-50%, при этом расстояние между участками минимальной и максимальной деформации должно быть не менее 200 мм по периметру уплотняемой поверхности.
На уплотняемых поверхностях не допускаются местные выступы сварных швов более 0,5 мм, радиальные (поперечные) риски и царапины, пересекающие уплотняемую поверхность, сварные брызги, забоины и раковины, которые могут разрушить уплотнитель.
9. Отношение ширины к толщине уплотнителя должно быть:
для закрытых посадочных мест (черт.6-8, 14) - от 1 до 3;
для открытых посадочных мест (черт.9-13) - от 2 до 5.
10. Площадь сечения закрытого посадочного места должна превышать площадь сечения уплотнителя на 5-10%.
11. Сжатие уплотнителя между уплотняемыми поверхностями должно быть 20-50%. Сжатие () вычисляют по формуле
![]() ,
,
где - толщина уплотнителя, мм;
- глубина посадочного места (см. черт.6-10) или толщина уплотнителя в сжатом состоянии (см. черт.11-13), мм.
Пример расчета минимального и максимального сжатия шнура =(10±1) мм и размеров посадочного места
Так как ![]() , то
, то ![]() ;
;
![]() ;
; ![]() ;
;![]() .
.
Сжатие должно быть 20-50%, т.е. =0,2;
=0,5 с учетом допусков
=9,
=11, таким образом
![]() ,
,![]() ,
,
т.е. глубину посадочного места с учетом допусков можно записать так:
![]() .
.
Ширину посадочного места следует рассчитать из формулы площади
![]() ,
,
где - коэффициент, учитывающий изменение массы после воздействия среды.
![]() мм
мм,
![]() ,
,
т.е. ширина гнезда не должна быть менее 19 мм.
Аналогично следует рассчитать посадочное место под полосу.
12. Натяг уплотнителя в посадочном месте в соответствии с черт.6-8 не должен быть более 3%, при монтаже допускается кратковременное растяжение уплотнителя относительно внутреннего диаметра посадочного места до 25%.
13. Минимальный радиус изгиба уплотнителей из шнура или полосы устанавливают в соответствии с табл.6.
Таблица 6
Наименование изделия | Минимальный радиус изгиба, мм |
Шнур Полоса | 5 |
| 15 |
| 6 |
14. Для посадочных мест сложной конфигурации предпочтительным является применение уплотнителя из шнура круглого сечения.
15. В конструкции уплотнителей с отверстиями под крепежные изделия диаметры отверстий должны быть на 2 мм больше диаметра крепежных изделий. Отверстия в уплотнителях не должны проходить через стык.
Допустимое расстояние от края уплотнителя до отверстия рекомендуется выбирать с учетом толщины уплотнителя, но не менее его толщины.
Примечание. В новых конструкциях уплотнители с отверстиями применять не рекомендуется.
16. При монтаже уплотнителей на резьбовых соединениях вращение металлических уплотняемых поверхностей относительно уплотнителя не допускается.
17. В открытых посадочных местах (см. черт.11-13) уплотнитель не должен выходить за пределы фланцев. Он должен быть защищен от попадания прямых солнечных лучей. Для защиты уплотнителей от воздействия солнечных лучей и озона допускается наносить озоностойкое покрытие (клей типа 23-С-А по ТУ 38 105290-81*, клей КЗС по ТУ 38 105771-85).
________________
* Документ в информационных продуктах не содержится. За информацией о документе Вы можете обратиться в Службу поддержки пользователей. - .
18. При монтаже должны быть исключены перекосы и смещения уплотнителя.
19. Затяжку крепежных изделий следует выполнять постепенно по периметру до надежного уплотнения разъема. Норма сжатия уплотнителя должна соответствовать п.11.
20. Сжатие уплотнителя контролируют щупом, калибром, ограничителем и другими приспособлениями.
21. При установке уплотнителя на наклонные, вертикальные плоскости и горизонтальные плоскости большой длины допускается применять монтажный прерывистый приклей пятнами не более 10 мм.
22. В случае хранения уплотнителей при температуре ниже 0°С перед монтажом они должны быть прогреты воздухом при температуре (50±3)°С в течение (60±5) мин или не менее 24 ч на открытом воздухе при температуре (25±10)°С и иметь температуру не ниже 0°С.
Сборка уплотнителей, имеющих температуру не ниже 0°С, не допускается.*
________________
* Текст документа соответствует оригиналу. - .
ПРИЛОЖЕНИЕ 1. (Измененная редакция, Изм. N 6).
ПРИЛОЖЕНИЕ 2
Обязательное
ОПРЕДЕЛЕНИЕ ВЫДЕЛЕНИЯ СВОБОДНОЙ СЕРЫ ИЗ ПЛАСТИНЫ ПОСЛЕ ВЗАИМОДЕЙСТВИЯ ЕЕ С ТРАНСФОРМАТОРНЫМ МАСЛОМ
Из пластины вырубают три образца толщиной не более 5 мм размером (20,0±1,0)х(20,0±1,0) мм и помещают их в сосуд с маслом Т-1500 или Т-750 по ГОСТ 982-80 (количество масла должно быть не менее 30 см на 1 кг резины), где находится пластинка из электролитической меди по ГОСТ 859-78 размером (50,0±1,0)х(50,0±1,0) мм, толщиной от 0,15 мм до 10 мм шероховатостью поверхности не более 12,5 мкм, выдерживают в течение (24,0±0,5) ч при температуре (100±2)°С. Параллельно проводят контрольную пробу масла без резины, помещая в него аналогичную пластинку из электролитической меди.
После извлечения медных пластинок из масла на медной пластинке, находившейся в сосуде с резиновыми образцами, не должно быть более интенсивного почернения по сравнению с медной пластинкой, извлеченной из контрольной пробы масла.
Для повторного использования медных пластинок их поверхность очищают шлифовальной шкуркой по ГОСТ 10054-82 с зернистостью М14.
ПРИЛОЖЕНИЕ 2. (Введено дополнительно, Изм. N 6).
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1989
