ГОСТ Р 59555-2021
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ИЗДЕЛИЯ ПРОФИЛЬНЫЕ ИЗ ДРЕВЕСНО-ПОЛИМЕРНОГО КОМПОЗИТА
Технические условия
Layout profile products from wood-polymeric composite. Specifications
ОКС 91.100.99
Дата введения 2021-12-01
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью "Научно-инновационный центр "Древесно-полимерные композиты"
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 144 "Строительные материалы и изделия"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 9 июня 2021 г. N 529-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
1 Область применения
Настоящий стандарт распространяется на профильные изделия из древесно-полимерного композита (далее - профили, изделия), изготовленные методом экструзии из композиции на основе термопластичных полимеров и предназначенные для эксплуатации на открытом воздухе (воздействие совокупности климатических факторов, характерных для макроклиматических районов с умеренным и холодным климатом) и применения в качестве отделочных материалов, используемых в строительстве, реконструкции зданий и сооружений различного назначения, и устанавливает технические требования к ним. При эксплуатации изделия не должны погружаться в воду и иметь контакт с почвой.
Настоящий стандарт не распространяется на профильные изделия, подвергнутые после изготовления дополнительной обработке.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9.048-89 Единая система защиты от коррозии и старения. Изделия технические. Методы лабораторных испытаний на стойкость к воздействию плесневых грибов
ГОСТ 9.407 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Метод оценки внешнего вида
ГОСТ 12.1.018 Система стандартов безопасности труда. Пожаровзрывобезопасность статического электричества. Общие требования
ГОСТ 12.1.030 Система стандартов безопасности труда. Электробезопасность. Защитное заземление, зануление
ГОСТ 12.1.044 (ИСО 4589-84) Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения
ГОСТ 12.3.002 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 12.3.014 Система стандартов безопасности труда. Производство древесно-стружечных плит. Общие требования безопасности
ГОСТ 12.3.030 Система стандартов безопасности труда. Переработка пластических масс. Требования безопасности
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 1146 Шурупы с полупотайной головкой. Конструкция и размеры
ГОСТ OIML R 76-1 Государственная система обеспечения единства измерений. Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания
ГОСТ 3749 Угольники поверочные 90°. Технические условия
ГОСТ 4647 Пластмассы. Метод определения ударной вязкости по Шарпи
ГОСТ 4648 (ISO 178:2010) Пластмассы. Метод испытания на статический изгиб
ГОСТ 4670 (ISO 2039-1:2001) Пластмассы. Определение твердости. Метод вдавливания шарика
ГОСТ 6456 Шкурка шлифовальная бумажная. Технические условия
ГОСТ 6507 Микрометры. Технические условия
ГОСТ 7502 Рулетки измерительные металлические. Технические условия
ГОСТ 8026 Линейки поверочные. Технические условия
ГОСТ 10354 Пленка полиэтиленовая. Технические условия
ГОСТ 10637 Плиты древесно-стружечные и древесно-волокнистые. Метод определения удельного сопротивления выдергиванию гвоздей и шурупов
ГОСТ 10905 Плиты поверочные и разметочные. Технические условия
ГОСТ 11262 (ISO 527-2:2012) Пластмассы. Метод испытания на растяжение
ГОСТ 12423 (ISO 291:2008) Пластмассы. Условия кондиционирования и испытания образцов (проб)
ГОСТ 14192 Маркировка грузов
ГОСТ 14919 Электроплиты, электроплитки и жарочные электрошкафы бытовые. Общие технические условия
ГОСТ 15139-69 Пластмассы. Методы определения плотности (объемной массы)
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16337 Полиэтилен высокого давления. Технические условия
ГОСТ 16338 Полиэтилен низкого давления. Технические условия
ГОСТ 21400 Стекло химико-лабораторное. Технические требования. Методы испытаний
ГОСТ 21903 Материалы лакокрасочные. Методы определения условной светостойкости
ГОСТ 24643 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения
ГОСТ 25336 Посуда и оборудование лабораторные стеклянные. Типы, основные параметры и размеры
ГОСТ 28840 Машины для испытания материалов на растяжение, сжатие и изгиб. Общие технические требования
ГОСТ 30108-94 Материалы и изделия строительные. Определение удельной эффективной активности естественных радионуклидов
ГОСТ 30244 Материалы строительные. Методы испытаний на горючесть
ГОСТ 30402 Материалы строительные. Метод испытания на воспламеняемость
ГОСТ 30673 Профили поливинилхлоридные для оконных и дверных блоков. Технические условия
ГОСТ Р 51032 Материалы строительные. Метод испытания на распространение пламени
ГОСТ Р 51474 Упаковка. Маркировка, указывающая на способ обращения с грузами
ГОСТ Р 53228 Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания
ГОСТ Р 58514 Уровни строительные. Технические условия
ГОСТ Р 58939 Система обеспечения точности геометрических параметров в строительстве. Правила выполнения измерений. Элементы заводского изготовления
ГОСТ Р 58941 Система обеспечения точности геометрических параметров в строительстве. Правила выполнения измерений. Общие положения
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1
профиль: Изделие, изготовленное способом экструзии, с заданными размерами и формой сечения. [ГОСТ 30673-2013, пункт 3.1] |
3.2
стенка профиля: Стенка наружного контура профиля, имеющая заданную конфигурацию и толщину. [ГОСТ 30673-2013, пункт 3.9] |
3.3 лицевая стенка профиля: Стенка профиля, которая видна в смонтированном элементе или части строительной конструкции.
3.4 нелицевая стенка профиля: Стенка профиля, которая не видна в смонтированном элементе или части строительной конструкции.
3.5
перегородка профиля: Стенка профиля, расположенная во внутрипрофильном пространстве, ограниченном внешними стенками профиля. [ГОСТ 30673-2013, пункт 3.12] |
3.6
ширина (глубина) профиля: Наибольший размер поперечного сечения профиля между лицевыми поверхностями (наружными поверхностями лицевых стенок). [ГОСТ 30673-2013, пункт 3.13] |
3.7
высота профиля: Наибольший размер поперечного сечения профиля, измеряемый в направлении, перпендикулярном к продольной оси и ширине профиля. [ГОСТ 30673-2013, пункт 3.14] |
3.8 первичный (базовый) материал: Материал (сырье) для экструдирования профилей с использованием композиции, установленной в технической документации изготовителя, включающий все необходимые компоненты (древесная мука, полимер, технологические добавки, красители и стабилизаторы) в виде гранул или порошка без добавления повторно используемого или утилизированного материала профилей.
3.9 вторичный материал: Используемый для экструзионной переработки материал (сырье), свободный от примесей и следов деструкции, полученный из непригодных к использованию профилей собственного производства или полученный путем дробления бывших в эксплуатации или не использовавшихся в течение длительного времени профилей, не подвергавшихся существенному воздействию окружающей среды.
3.10
коэкструзия: Способ совмещенной (одновременной) экструзии, обеспечивающий выход из экструдера профиля, состоящего из двух и более разнородных материалов (сырьевых композиций). [ГОСТ 30673-2013, пункт 3.19] |
3.11
долговечность: Характеристика (параметр) изделий, определяющая их способность сохранять эксплуатационные свойства в течение заданного срока, подтвержденная результатами лабораторных испытаний и выражаемая в циклах стандартных испытаний или условных годах эксплуатации (срока службы). [ГОСТ 23166-99, приложение А] |
3.12 артикул профиля: Буквенно-цифровое обозначение профиля, устанавливаемое в технической документации изготовителя.
3.13
образец-эталон: Мерный отрезок профиля длиной до 1 м, утвержденный на предприятии в качестве образца для визуального контроля качества выпускаемой продукции. [ГОСТ 30673-2013, пункт 3.28] |
3.14 моноструктурные профили: Профили однородного состава материала по всему объему.
4 Технические требования
4.1 Основные типы
4.1.1 Профили изготовляют в соответствии с требованиями настоящего стандарта по технической документации изготовителя (см. приложение А), а также в соответствии с образцом-эталоном, утвержденным на предприятии. Примеры конструктивных решений (сечения) основных профилей приведены в приложении Б.
4.1.2 В зависимости от конструктивного исполнения профили могут быть монолитными полнотелыми и иметь различное число внутренних полых камер, разделенных перегородками по сечению профиля.
4.1.3 По виду поверхностей стенок, вариантам экструзии и типу покрытия профили подразделяют на:
- профили моноструктурные;
- профили с лицевым покрытием, изготовленным методом коэкструзии.
4.1.4 Состав технической документации изготовителя на готовую продукцию приведен в приложении А.
4.1.5 Условное обозначение профилей должно содержать: наименование продукции, наименование изготовителя или его торговой марки (артикул профиля по технической документации изготовителя), обозначение цвета (или фактуры) лицевой поверхности в соответствии с утвержденными образцами-эталонами или каталогом цветности, аббревиатуру ДПК (древесно-полимерный композиционный материал) и применяемый полимерный материал: полиэтилен (ПЭ); полипропилен (ПП); поливинилхлорид (ПВХ); размеры, обозначение настоящего стандарта.
При изготовлении профилей с использованием в рецептуре композиции более 25% вторичного материала в условное обозначение профилей следует добавить аббревиатуру ВМ.
Примеры условных обозначений профилей ДПК:
Доска террасная торговой марки "ХХХХ", цвет - коричневый, ДПК/полиэтилен (ДПК/ПЭ), длиной 3000 мм, шириной 150 мм, толщиной 18 мм:
Доска террасная "ХХХХ" - коричневый - ДПК/ПЭ - 3000150
18 - ГОСТ Р 59555-2021
То же, с коэкструдированным поливинилхлоридным покрытием (ПВХ-К):
Доска террасная "ХХХХ" - коричневый - ДПК/ПВХ-К - 3000150
18 - ГОСТ Р 59555-2021
То же, с полипропиленовым связующим (ПП) при содержании в рецептуре композиции более 25% вторичного материала (ВМ):
Доска террасная "ХХХХ" - коричневый - ДПК/ПП-ВМ - 3000150
18 - ГОСТ Р 59555-2021
Допускается включать дополнительные характеристики продукции (например, массу одного изделия), тип профиля или конструкции и др. (в том числе вводить буквенно-цифровую или другую информацию).
При экспортно-импортных поставках условное обозначение профилей допускается устанавливать в договоре на поставку продукции.
4.2 Показатели и характеристики
4.2.1 Профили следует поставлять в мерных отрезках. Длину профиля и предельные отклонения по длине устанавливают в договоре на поставку.
4.2.2 Форма, размеры поперечного сечения, цвет и масса 1 м длины профиля должны соответствовать указанным в технической документации и в образцах-эталонах изготовителя для каждого артикула (наименования продукции).
Отклонение от массы 1 м длины профиля должно быть в пределах минус 5% - плюс 10% значения, указанного в технической документации.
4.2.3 Предельные отклонения номинальных размеров профилей приведены в таблице 1.
Таблица 1 - Предельные отклонения номинальных размеров
Размеры | Предельное отклонение, мм |
Длина | ±5,0 |
Ширина | ±1,0 |
Высота (толщина) | ±1,0 |
Функциональные размеры пазов | ±0,3 |
Другие размеры | ±1,0 |
Номинальные размеры поперечного сечения изделий соответствующего артикула (и их марки) должны соответствовать чертежам, указанным в технической документации изготовителя.
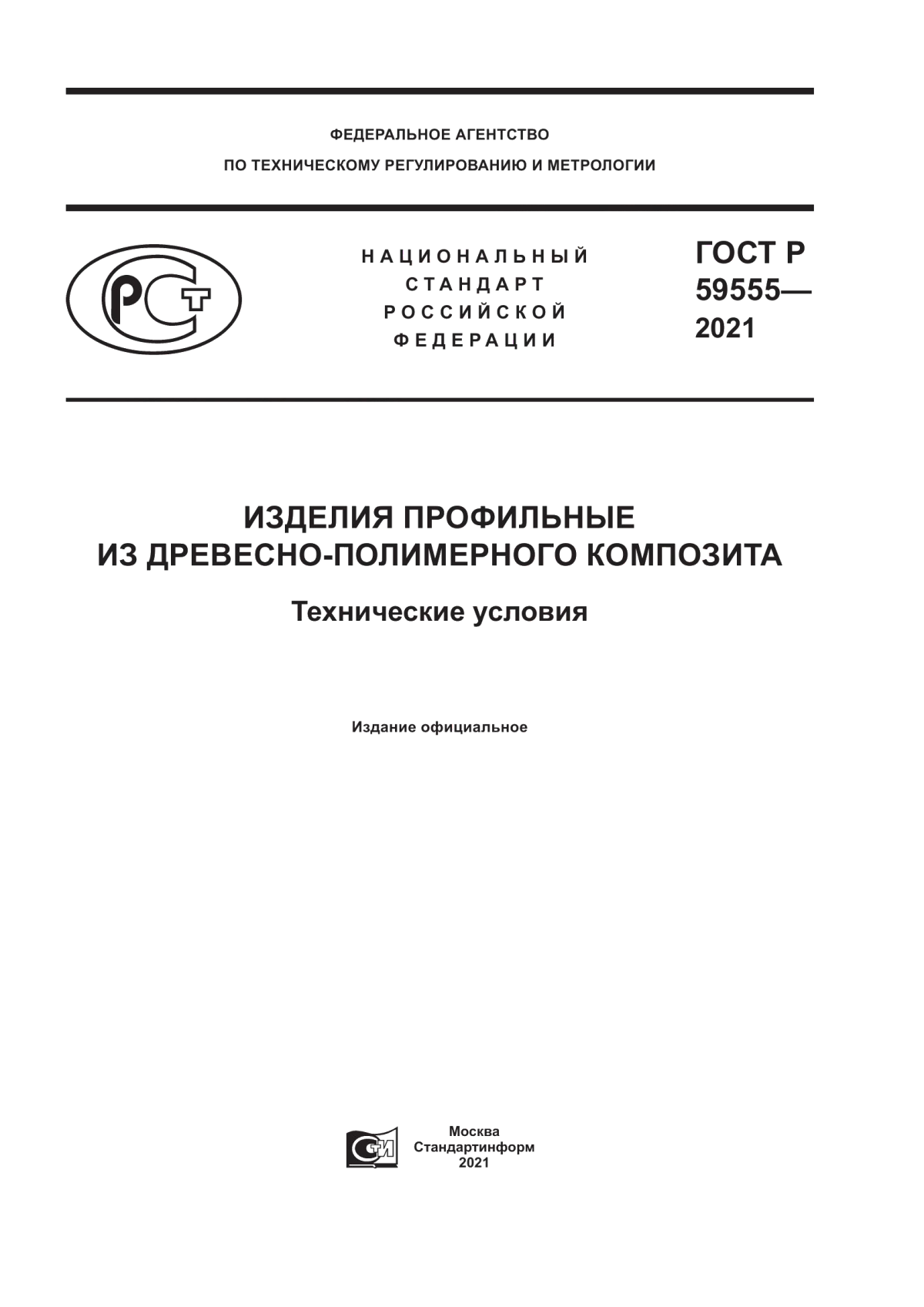
4.2.4 Предельные отклонения от формы профилей должны быть, не более:
- 0,3 мм на 100 мм - от прямолинейности лицевых стенок по поперечному сечению;
- 1 мм на 100 мм - от параллельности лицевых стенок по поперечному сечению профиля;
- 1,0 мм на 1000 мм длины - от прямолинейности сторон профиля по длине.
Отклонения формы профилей приведены на рисунке 1.
4.2.5 Торцы мерных отрезков профиля должны быть ровно обрезаны под прямым углом к их оси. Отклонение от перпендикулярности сторон деталей не должно быть более 1 мм на участке длиной 100 мм.
4.2.6 Показатели свойств материала, из которого изготовлены профили, а также показатели физико-механических свойств профилей должны соответствовать требованиям технической документации изготовителя и должны быть не ниже требований, указанных в таблице 2.
Таблица 2 - Показатели свойств профилей
Наименование показателя | Значение | Метод контроля |
Плотность, кг/м | 1000 | По 6.10 |
Напряжение разрушения при изгибе, МПа, не менее | 30 | По 6.11 |
Прочность при растяжении, МПа, не менее | 12 | По 6.13 |
Водопоглощение за 24 ч, %, не более | 2,0 | По 6.9 |
Набухание за 24 ч, %, не более | 1,0 | По 6.9 |
Водопоглощение в кипящей воде за 2 ч, %, не более | 5,0 | По 6.8 |
Набухание в кипящей воде за 2 ч, %, не более | 2,0 | По 6.8 |
Твердость при вдавливании шарика, Н/мм | 80 | По 6.15 |
Ударная вязкость по Шарпи без надреза, кДж/м | 4,0 | По 6.16 |
Удельное сопротивление выдергиванию шурупов, Н/мм, не менее | 130 | По 6.14 |
Стойкость к удару (положительные результаты теста), %, не менее | 80 | По 6.7 |
Разрушающая нагрузка профильной доски при изгибе (расстояние между опорами - 400 мм), Н, не менее | 2000 | По 6.12 |
Условная светостойкость - потеря цвета за 24 ч УФ излучения, не хуже | Ц2 | По 6.17 |
Циклические испытания на ускоренное старение. Потеря прочности при изгибе после циклических испытаний, %, не более | 20 | По 6.18 |
Примечание - Показатель "Разрушающая нагрузка профильной доски при изгибе" определяют для террасных и половых досок, а также для ступеней и других видов продукции, где изделие испытывает изгибающие напряжения.
4.2.7 Коэкструдированные слои стенок (или стенки) профиля должны быть однородными с базовым материалом профиля (расслоения по сечению профиля не допускаются).
4.2.8 Показатели внешнего вида профилей: цвет, блеск, качество поверхностей - должны соответствовать цвету, блеску и качеству поверхностей образцов-эталонов.
4.2.9 Дефекты на лицевых поверхностях: риски, раковины, вздутия, царапины, трещины и т.п., видимые невооруженным глазом, не допускаются.
4.2.10 Торцы мерных отрезков не должны иметь дефектов механической обработки (сколов, бахромы и др.).
4.2.11 Профили должны быть стойкими к УФ излучению. Стойкость к УФ излучению определяют по методике 6.17.
4.2.12 Профили должны быть стойкими к длительным климатическим воздействиям. Долговечность профилей определяют по методике 6.18.
4.2.13 Внешний вид погонажных изделий должен соответствовать образцам-эталонам, утвержденным в установленном порядке. Лицевая поверхность профильных досок должна быть ровной, без локальных выступов, вмятин, волнистости и аналогичных дефектов.
4.2.14 На нелицевых поверхностях изделий допускаются те или иные незначительные дефекты экструзии и окраски, оговоренные в технологической документации. Если это не влияет на функциональные свойства изделий, допускаются следующие дефекты: волнистые полосы, риски, вмятины в пределах отклонений от номинальных размеров, шероховатость поверхности, включения размером до 1 мм, не выходящие на поверхность.
4.2.15 Кромки изделий не должны иметь местных искривлений, надрывов и зазубрин; торцы изделий должны быть ровно обрезаны и не должны иметь заусенцев и других неровностей. В изделиях допускаются притупленность ребер и углов глубиной не более 5 мм от вершины прямого угла и скосы по сторонам притуплённых углов длиной не более 50 мм.
4.2.16 Цвет изделий должен быть однотонным, без посторонних цветовых пятен и разводов, если это не предусмотрено видом покрытия. На поверхности профильных изделий не должно быть жировых и масляных пятен.
4.3 Требования к сырью и материалам
4.3.1 Материалы, изделия и сырье, применяемые для изготовления профилей, должны отвечать требованиям стандартов, технической документации, договоров (контрактов) на поставку и технологической документации на изготовление профилей.
Основным исходным сырьем для изготовления продукции должна быть древесная мука при содержании не менее 30% массы базового материала и первичный полимерный материал, используемый при изготовлении профильных изделий, которые должны соответствовать требованиям стандартов, технической документации или контрактов на поставку. Параметры входного контроля сырья приведены в приложении В.
Технологические добавки, красители и стабилизаторы по перечню и свойствам должны соответствовать технологической документации изготовителя.
4.3.2 Требования к композиционной смеси для экструзии устанавливают в технологической документации на изготовление профилей. При использовании вторичного материала в композиционной смеси в количестве более 25% необходимо проверять качество смеси по нормативным документам на испытания профилей.
4.4 Требования безопасности
4.4.1 Профили при монтаже, эксплуатации и хранении не должны оказывать вредного влияния на организм человека и окружающую среду.
Профили должны иметь санитарно-эпидемиологическое заключение. Санитарно-гигиенические характеристики продукции должны находиться в пределах норм, установленных [1] и другими документами.
При изменении рецептуры экструдируемой смеси следует проводить повторную гигиеническую оценку изделий.
4.4.2 Общие требования к безопасности производства при работе с изделиями из древесно-полимерных композитов - по ГОСТ 16337/ГОСТ 16338, ГОСТ 12.3.030, ГОСТ 12.3.002, ГОСТ 12.3.014 и [2].
4.4.3 При производстве профилей, а также при их хранении и переработке необходимо соблюдать требования правил пожарной и электрической безопасности, санитарных норм, стандартов системы безопасности труда (ССБТ), действующих норм и правил по технике безопасности.
4.4.4 Производственные помещения должны быть оборудованы системой приточно-вытяжной вентиляции. Предельно допустимые концентрации вредных веществ в воздухе рабочей зоны, порядок и периодичность их контроля устанавливают в соответствии с нормативными документами органов здравоохранения.
4.4.5 На все технологические операции и производственные процессы (включая погрузочно-разгрузочные, транспортные операции, а также операции, связанные с эксплуатацией производственного оборудования) должны быть разработаны и утверждены в установленном порядке инструкции по технике безопасности.
4.4.6 В соответствии с правилами защиты от статического электричества на производствах химической, нефтехимической и нефтеперерабатывающей промышленности оборудование, коммуникации и токоприемники на участках возможного образования зарядов статического электричества должны быть заземлены по ГОСТ 12.1.030 и ГОСТ 12.1.018.
4.4.7 Пожарно-технические показатели профилей в зависимости от областей применения установлены по ГОСТ 30244 и ГОСТ 30402.
Справочные пожарно-технические показатели профилей:
- горючесть: Г2-Г4;
- воспламеняемость: В2 (умеренно воспламеняемые);
- дымообразующая способность: Д3 (высокая);
- индекс токсичности продуктов горения: Т2 (умеренно опасные).
4.4.8 Специальные свойства продукции, не установленные в настоящем стандарте, устанавливаются в технической документации изготовителя.
При использовании изделий для обустройства детских игровых площадок, а также при другом применении, где устанавливаются особые требования к радиационной безопасности, определяют удельную эффективную активность естественных радионуклидов по ГОСТ 30108-94 лабораторным методом по подразделу 4.2.
Определение стойкости к воздействию плесневых грибов проводят по ГОСТ 9.048-89, раздел 2 (метод 2).
Характеристики подтверждают проведением соответствующих испытаний в испытательных центрах (лабораториях), аккредитованных на право их проведения.
4.5 Требования охраны окружающей среды
4.5.1 Профили должны быть экологически безопасными. В процессах переработки, транспортирования, хранения и эксплуатации профили (и материалы для их производства) не должны выделять в окружающую среду токсичные вещества в концентрациях, превышающих допустимые нормы.
4.5.2 Основным видом возможного опасного воздействия на окружающую среду является загрязнение атмосферного воздуха населенных мест, почвы и воды в результате:
- неорганизованного захоронения или сжигания отходов материалов при производстве и хранении продукции;
- произвольной свалки их в не предназначенных для этой цели местах.
4.5.3 Утилизацию отходов профилей проводят путем их промышленной переработки в соответствии с условиями действующих нормативных и правовых документов.
4.5.4 Содержание вредных веществ в выбросах в атмосферу, сбросах в водоемы и загрязнение почвы контролируют в соответствии с "Санитарными нормами проектирования промышленных предприятий", [3], [4] и [5].
4.6 Маркировка
4.6.1 Маркировка в сопроводительной документации продукции должна содержать:
- наименование изготовителя и/или его товарный знак;
- адрес предприятия-изготовителя;
- условное обозначение продукции по настоящему стандарту;
- номер партии и дату изготовления (месяц, год);
- количество изделий в штуках, погонных метрах;
- гарантийный срок хранения;
- отметку технического контроля о соответствии профильных изделий требованиям настоящего стандарта;
- отметку о подтверждении соответствия (при осуществлении);
- ссылку на настоящий стандарт.
4.6.2 На каждую упаковку (пачку, паллету, поддон) профилей прикрепляют водостойкую этикетку с маркировкой, которая должна включать в себя:
- условное обозначение профиля;
- количество профилей (шт.);
- длину профилей (м);
- дату упаковки.
Допускается включать в маркировку дополнительные сведения согласно требованиям технической документации изготовителя или условий договора на поставку.
4.6.3 Транспортная маркировка - по ГОСТ 14192 и ГОСТ Р 51474.
5 Правила приемки
5.1 Профили должны быть приняты техническим контролем изготовителя.
Профили принимают партиями. Партией считают количество профилей одного артикула, поставляемое одному заказчику в рамках одного заказа.
5.2 Качество профилей, установленное в настоящем стандарте, подтверждают входным контролем сырья, операционным производственным контролем, контрольными приемо-сдаточными испытаниями партии продукции, проводимыми службой качества изготовителя, периодическими и квалификационными испытаниями. Виды испытаний приведены в таблице 3.
5.3 Приемо-сдаточные испытания проводит служба качества (лаборатория) предприятия - изготовителя профилей.
5.3.1 Для проверки соответствия профилей требованиям настоящего стандарта от каждой партии методом случайного отбора отбирают не менее пяти профилей, на которых проверяют маркировку, длину, качество реза торцов. Допускается проводить отбор профилей непосредственно с технологической линии.
5.3.2 Из мерных профилей вырезают отрезки (образцы) длиной (1000±5) мм для проверки предельных отклонений от формы, массы и показателей внешнего вида.
5.3.3 После проверки по 5.3.2 из метровых отрезков профилей вырезают образцы для определения физико-механических показателей. Число и размеры образцов, а также порядок проведения испытаний приведены в разделе 6.
Для проведения физико-механических испытаний необходимо изготовлять модельные образцы из древесно-полимерной композиции путем выпиливания образца заданных размеров таким образом, чтобы обе его поверхности были плоскими, без механических повреждений. Образцы вырезают по центру профиля в направлении его продольной оси.
Таблица 3 - Виды испытаний
Наименование показателя | Испытания | Раздел, | ||
приемо- | периоди- | типо- | подраздел | |
Маркировка, упаковка, комплектность | + | - | - | 4.6; 6.6; 7 |
Внешний вид, фактура и/или цвет по образцу-эталону, качество поверхностей | + | + | + | 6.4 |
Геометрические размеры и предельные отклонения | + | + | + | 6.2 |
Водопоглощение в кипящей воде за 2 ч | + | + | + | 6.8 |
Набухание в кипящей воде за 2 ч | + | + | + | 6.8 |
Водопоглощение за 24 ч | + | + | + | 6.9 |
Набухание за 24 ч | + | + | + | 6.9 |
Плотность | - | + | + | 6.10 |
Стойкость к удару профильной доски | - | + | + | 6.7 |
Напряжение разрушения при изгибе | + | + | + | 6.11 |
Прочность при растяжении | - | + | + | 6.13 |
Разрушающая нагрузка профильной доски при изгибе | + | + | + | 6.12 |
Твердость при вдавливании шарика | + | + | + | 6.15 |
Удельное сопротивление выдергиванию шурупов | - | + | + | 6.14 |
Ударная вязкость по Шарпи | + | + | 6.16 | |
Условная светостойкость - потеря цвета за 24 ч УФ излучения | - | - | + | 6.17 |
Циклические испытания на ускоренное старение | - | - | + | 6.18 |
Примечание - Знак "+" означает, что испытания проводят, знак "-" - не проводят. При получении неудовлетворительных результатов испытаний хотя бы по одному из проверяемых показателей проводят повторные испытания удвоенного числа образцов, отобранных от других профильных изделий той же партии. При получении неудовлетворительных результатов повторных испытаний партия изделий приемке не подлежит. | ||||
5.4 Периодические и типовые испытания
5.4.1 Периодические испытания проводят при изменении технологии (рецептуры) и конструкции профилей, но не реже чем один раз в три года.
5.4.2 Отбор образцов для испытаний - по 5.3.1, 5.3.2.
5.4.3 Периодические и типовые испытания проводят в испытательных лабораториях, аккредитованных на их выполнение.
5.4.4 При постановке профильных изделий на производство проводят их квалификационные (типовые) испытания на соответствие всем требованиям настоящего стандарта.
В обоснованных случаях допускается совмещать квалификационные (типовые) и сертификационные испытания. Сертификационные испытания проводят в независимых аккредитованных испытательных центрах.
5.4.5 Потребитель имеет право проводить контрольную проверку качества профильных изделий, соблюдая при этом установленный порядок отбора образцов и методы испытаний, указанные в настоящем стандарте.
5.4.6 По договоренности сторон приемку изделий потребителем можно проводить на складе изготовителя, на складе потребителя или в ином оговоренном в договоре на поставку месте, соблюдая при этом установленный порядок отбора образцов и методы испытаний, указанные в настоящем стандарте.
5.4.7 Приемка изделий потребителем не освобождает изготовителя от ответственности при обнаружении скрытых дефектов, приведших к нарушению эксплуатационных характеристик изделий в течение гарантийного срока хранения.
Каждую партию профилей следует сопровождать документом о качестве (паспортом), в котором указывают:
- наименование и адрес предприятия-изготовителя или его товарный знак;
- наименование и адрес поставщика (продавца);
- условное обозначение профилей;
- номер партии и/или смену изготовления;
- дату отгрузки;
- количество профилей в штуках и/или в метрах, пачек (паллет, поддонов);
- обозначение настоящего стандарта;
- результаты проведенных испытаний;
- гарантии изготовителя и другие требования (по усмотрению изготовителя).
Документ о качестве должен иметь знак (штамп), подтверждающий приемку партии изделий техническим контролем изготовителя.
Рекомендуется включать в документ о качестве технические характеристики профилей и сведения о подтверждении соответствия.
Допускается сопровождать одно транспортное средство, включающее в себя несколько марок профилей, одним документом о качестве.
При экспортно-импортных операциях содержание сопроводительного документа о качестве уточняют в контракте на поставку изделий.
6 Методы испытаний
6.1 Общие положения
6.1.1 Профили после изготовления и до проведения приемо-сдаточных испытаний должны быть выдержаны при стандартной атмосфере 23 при температуре (23±2)°С не менее 2 ч. Перед проведением периодических испытаний, а также в случае, если профили хранились (транспортировались) при температуре, отличной от температуры испытаний, перед испытаниями их выдерживают при стандартной атмосфере 23 в течение суток.
6.1.2 Испытания (подготовку к испытаниям) профилей, если нет других указаний, проводят при температуре (23±2)°С.
6.1.3 Отбор образцов для испытаний проводят согласно 5.3.1, 5.3.2. Отбор образцов для периодических испытаний проводят от партии профилей, прошедшей приемо-сдаточные испытания.
6.1.4 При испытаниях допускается применение испытательного оборудования и средств измерений, не указанных в настоящем разделе, если их применение удовлетворяет установленным требованиям к погрешности измерений и условиям испытаний.
6.1.5 При приемо-сдаточных испытаниях результаты контроля заносят в журнал, в котором указывают условное обозначение профиля, вид, режим и результаты испытаний, номер партии (даты) изготовления и испытания образцов, подпись и фамилию испытателя. Допускается хранение результатов испытаний в электронном виде.
6.2 Определение размеров и формы
6.2.1 Средства измерений:
- линейка по ГОСТ 427;
- рулетка по ГОСТ 7502, класс 3;
- щупы металлические толщиной 0,1-1,0 мм;
- штангенциркуль по ГОСТ 166;
- уровень строительный длиной не менее 1000 мм по ГОСТ Р 58514;
- линейка поверочная длиной не менее 1000 мм по ГОСТ 8026;
- угольник поверочный 90° по ГОСТ 3749;
- плита поверочная по ГОСТ 10905.
При контроле размеров и формы профилей руководствуются требованиями ГОСТ Р 58939, ГОСТ Р 58941.
6.2.2 Длину профилей измеряют на пяти мерных отрезках рулеткой. Результат испытаний считают положительным, если каждый результат измерения отвечает требованиям 4.2.1.
6.2.3 Отклонения от формы профиля определяют на трех метровых образцах. За результат измерения каждого параметра принимают среднеарифметическое значение результатов измерений трех образцов. При этом значение каждого результата должно быть в пределах допусков.
6.2.3.1 Отклонения от прямолинейности и перпендикулярности стенок профиля к поперечному сечению измеряют щупом, определяя наибольший зазор между поверхностью профиля и стороной угольника.
Для определения отклонений от параллельности лицевых стенок профиля по поперечному сечению используют две металлические линейки, которые прижимают ребрами одну над другой перпендикулярно к продольной оси образца (см. рисунок 1 в). Измеряют расстояния между ребрами линеек штангенциркулем на 100 мм длины. Отклонение от параллельности лицевых стенок определяют как разность между наибольшим и наименьшим размерами. Измерения проводят в трех точках по длине образца. За результат измерения по каждому образцу принимают значение наибольшего отклонения. Вместо металлических линеек допускается использовать два поверочных угольника 90°.
6.2.3.2 Для определения отклонений от прямолинейности сторон профиля по длине образец прикладывают поочередно всеми наружными поверхностями к поверочной плите и щупом измеряют расстояние между профилем и поверхностью поверочной плиты. За отклонение от прямолинейности принимают максимальное значение этого расстояния (см. рисунок 1 г).
|
- отклонение от прямолинейности лицевой стенки по поперечному сечению профиля;
- отклонение от перпендикулярности внешних стенок профиля по поперечному сечению;
- отклонение от параллельности лицевых стенок профиля по поперечному сечению (
![]() );
); - отклонение от прямолинейности сторон профиля по длине
Рисунок 1 - Определение отклонений формы профиля
Примечание - Для испытаний допускается использовать поверхность любого средства измерения (например, строительного уровня по ГОСТ Р 58514) с допуском плоскостности не менее девятой степени точности по ГОСТ 24643.
6.2.4 Отклонение размеров поперечного сечения определяют на пяти отрезках профиля длиной 50-100 мм. Размеры измеряют на каждом торце отрезка штангенциркулем.
За результат испытания по каждому параметру измерения принимают среднеарифметическое значение результатов измерений, при этом каждый результат не должен превышать допускаемых предельных отклонений.
6.2.5 Порядок определения качества реза профилей по длине устанавливают в технической документации изготовителя.
6.3 Определение массы 1 м профиля
6.3.1 Средства испытаний (измерений)
Весы лабораторные по ГОСТ OIML R 76-1 общего назначения с погрешностью измерения не более 0,1 г
Линейка металлическая по ГОСТ 427 или другой измерительный инструмент, обеспечивающий погрешность измерения 1 мм.
6.3.2 Проведение испытаний и обработка результатов
Испытания проводят на трех образцах длиной (200±2) мм.
Измеряют фактическую длину и взвешивают образец, определяя его массу.
Массу 1 м профиля М, г, вычисляют по формуле
![]() , (1)
, (1)
где m - масса образца, г;
L - длина образца, равная 1 м;
- фактическая длина образца, м.
Результаты округляют до 1 г.
За результат испытаний принимают среднеарифметическое значение результатов испытаний трех образцов, при этом значение каждого результата должно соответствовать требованиям 4.2.2.
6.4 Определение показателей внешнего вида
Внешний вид профилей (цвет, блеск, качество поверхностей по 4.2.8) определяют визуально путем сравнения с образцами-эталонами.
Испытания проводят на трех образцах длиной не менее 250 мм при равномерной освещенности не менее 300 лк, направленной под углом 45° к поверхности параллельно расположенных образцов.
Образцы рассматривают с расстояния 0,5-0,8 м, направление луча зрения должно быть перпендикулярно к поверхности и оси образца.
Результат испытаний признают удовлетворительным, если каждый образец отвечает установленным требованиям.
6.5 Характеристики пожарной безопасности
Характеристики пожарной безопасности устанавливают по ГОСТ 30402, ГОСТ 12.1.044, ГОСТ 30244 и ГОСТ Р 51032.
6.6 Контроль качества упаковки, маркировки и комплектности
Контроль качества упаковки, маркировки и комплектности осуществляют визуально при дневном или искусственном освещении.
6.7 Определение стойкости к удару
6.7.1 Средства испытаний (измерений)
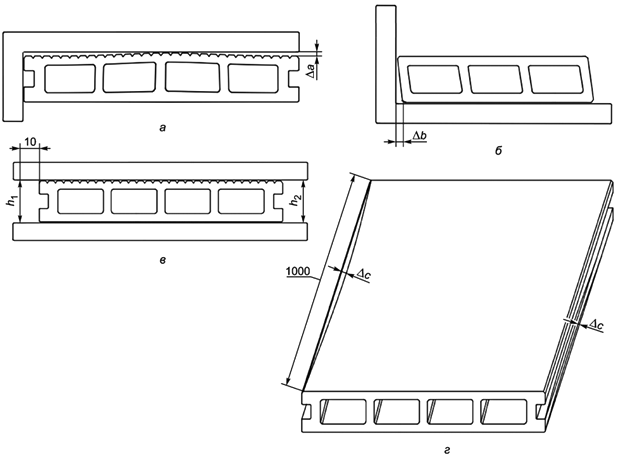
Устройство для определения стойкости к удару (см. рисунок 2), которое должно отвечать следующим требованиям:
- радиус сферической поверхности бойка - (25±0,5) мм;
- масса бойка - (1000±5) г;
- высота падения бойка - (700 ±10) мм;
- расстояние между опорами - (200±1) мм.
Линейка металлическая по ГОСТ 427 или другой измерительный инструмент, обеспечивающий погрешность измерения 1 мм.
Штангенциркуль ШЦЦ 1-300 по ГОСТ 166.
|
1 - образец; 2 - труба внутренним диаметром (50+1) мм; 3 - боек; 4 - штатив; 5 - опора; 6 - фундамент
Рисунок 2 - Устройство для определения стойкости профилей к удару
6.7.2 Подготовка образцов
Профили подвергаются тесту падающего шара аналогично ГОСТ 30673 с учетом следующих дополнений. Испытуемый профиль должен быть длиной (300±2) мм. Его устанавливают на опоры 5 (см. рисунок 2) с расстоянием между опорами 200 мм. Толщина и ширина испытуемых образцов соответствуют размерам профиля. Профили должны быть испытаны не менее чем через 24 ч после изготовления. Профили должны быть кондиционированы при стандартной атмосфере 23 по ГОСТ 12423. Если обе поверхности профилей могут быть использованы, тестируют обе поверхности. В противном случае должна быть проверена только годная к эксплуатации поверхность.
6.7.3 Порядок проведения испытаний
Для каждой годной к эксплуатации поверхности тесты должны быть проведены на продольных краях в трех точках профилей и в средней части в трех точках (т.е. 9 тестов всего для годной к эксплуатации поверхности).
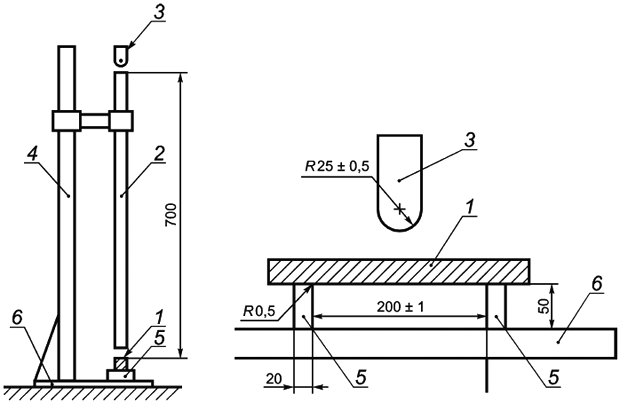
Положение воздействия бойка на профиле должно соответствовать точке с самой низкой прочностью на разрыв. Для полых профилей - это обычно центральная точка с самым большим расстоянием между ребрами (см. рисунок 3). Если будет сомнение в правильности выбора точки, то правильное положение должно быть определено предварительным тестированием.
Для испытания поднимают боек и стопорным винтом устанавливают на необходимой высоте. Затем освобождают боек, который по трубе свободно падает на образец. После удара вынимают образец и визуально осматривают его.
Высота падения бойка должна быть на (700±10) мм выше поверхности профиля, который будет подвергнут испытанию. Испытание следует проводить при стандартной атмосфере 23.
|
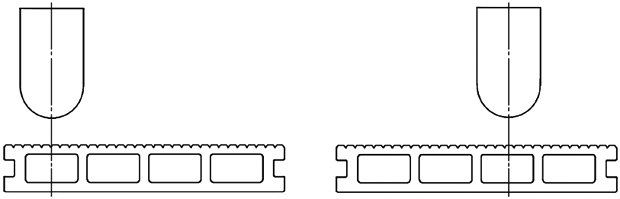
Рисунок 3 - Пример тестирования падающим шаром на продольном крае и в средней части профильной доски
Каждый продольный край должен быть испытан. Положение воздействия должно быть установлено таким образом, чтобы край окружности бойка был на уровне с внешним краем поверхности профиля (используемая поверхность).
6.7.4 Обработка результатов
Измерения должны быть выполнены через (5±2) мин после испытания. Самая длинная заметная поверхностная трещина должна быть измерена с точностью до 0,5 мм (линейное расстояние между конечными точками трещины). Ориентация трещины не важна. Размеры повреждений (длину трещин и глубину вмятин) измеряют штангенциркулем с точностью до 0,1 мм.
Пороговое значение:
- полые профили - ни одна из испытанных частей не должна иметь поверхностных трещин длиной более 10 мм;
- сплошные профили - максимальная остаточная глубина воздействия не должна превышать 0,5 мм.
Результат испытаний считают удовлетворительным, если испытания выдержали не менее восьми из десяти испытанных образцов.
6.8 Определение водопоглощения и набухания в кипящей воде за 2 ч
6.8.1 Средства испытаний (измерений)
Весы лабораторные по ГОСТ Р 53228, обеспечивающие максимальную нагрузку не менее 500 г, с ценой деления (d) 0,01 г и погрешностью показания не более 0,05 г.
Шкаф сушильный лабораторный.
Сосуды из эмалированной стали для кипячения и выдержки образцов в воде.
Плитка электрическая нагревательная по ГОСТ 14919.
Эксикатор по ГОСТ 25336.
Прибор для измерения длины и ширины образцов с погрешностью не более 0,1%.
Прибор для измерения толщины образцов с погрешностью не более 0,01 мм.
Рекомендуются:
- штангенциркули ШЦЦ 1-300 по ГОСТ 166;
- микрометры по ГОСТ 6507;
- часы (секундомер) с точностью хода не более ±5 с за час;
- шкурка шлифовальная на бумажной основе марки БШ-140 из нормального электрокорунда, зернистостью 6 по ГОСТ 6456.
6.8.2 Подготовка к испытанию
Испытанию подвергают три образца из ДПК, которые представляют собой мерные отрезки профиля длиной (100±2) мм. Ширина образцов соответствует размерам профиля. Кромки образцов должны быть гладкими, не должны иметь сколов, должны быть зачищены шлифовальной шкуркой. Перед испытанием образцы выдерживают в сушильном шкафу при температуре (103±2)°С в течение 1 ч и взвешивают с точностью до 0,01 г.
Размеры образца (длину, ширину, толщину) измеряют в одних и тех же точках до и после испытания. Точки обмера образцов представлены на рисунке 4.
|
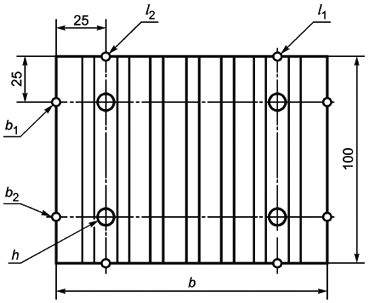
Рисунок 4 - Способ обмера образцов для определения набухания
6.8.3 Проведение испытания
Образцы помещают в сосуд из эмалированной стали с кипящей дистиллированной водой (водяную баню) так, чтобы они не соприкасались друг с другом и были погружены на 20 мм от поверхности воды до верхней кромки образцов.
По истечении 2 ч образцы вынимают, переносят для охлаждения в сосуд с дистиллированной водой и выдерживают при температуре (20±5)°С в течение 10 мин. После охлаждения с поверхности образцов удаляют всю воду чистой, сухой тканью или фильтровальной бумагой.
Образцы повторно взвешивают и измеряют их длину, ширину и толщину в контрольных точках. Результаты измерений округляют до второго десятичного знака. Изменение внешнего вида определяют визуально.
6.8.4 Обработка результатов
Водопоглощение образца , %, вычисляют по формуле
![]() , (2)
, (2)
где m - масса образца после охлаждения и удаления влаги с поверхности, г;
- масса образца до погружения в воду, г.
За результат принимают среднеарифметическое значение водопоглощения трех образцов. Результат округляют до второго десятичного знака.
Набухание в воде по длине, ширине, толщине образца, %, вычисляют по формулам:
![]() , (3)
, (3)
где - набухание по длине, %;
- длина образца после погружения в воду, мм;
- длина образца до погружения в воду, мм.
![]() , (4)
, (4)
где - набухание по ширине, %;
- ширина образца после погружения в воду, мм;
- ширина образца до погружения в воду, мм.
![]() , (5)
, (5)
где - набухание по ширине, %;
- ширина образца после погружения в воду, м;
- ширина образца до погружения в воду, мм.
За результат принимают среднеарифметическое значение показаний трех образцов. Результат округляют с точностью до второго десятичного знака.
6.9 Определение водопоглощения и набухания за 24 ч
6.9.1 Аппаратура - см. 6.8.1.
6.9.2 Подготовка образцов и способ их измерения - по 6.8.2.
6.9.3 Проведение испытания
Образцы помещают в сосуд из эмалированной стали с дистиллированной водой при температуре (20±1)°С так, чтобы они не соприкасались друг с другом и были погружены на 20 мм от поверхности воды до верхней кромки образцов. По истечении 24 ч образцы вынимают, удаляют всю воду чистой, сухой тканью или фильтровальной бумагой, взвешивают и измеряют их длину, ширину и толщину в контрольных точках. Изменение внешнего вида определяют визуально.
6.9.4 Обработку результатов выполняют по 6.8.4.
6.10 Определение плотности
Определение плотности древесно-полимерной композиции проводят по ГОСТ 15139-69, раздел 2 (метод обмера и взвешивания).
6.10.1 Средства испытаний (измерений)
Весы лабораторные по ГОСТ Р 53228, обеспечивающие максимальную нагрузку не менее 500 г, с ценой деления (d) 0,01 г и погрешностью показания не более 0,05 г.
Прибор для измерения размеров образцов должен обеспечивать измерение длины с погрешностью не более 0,05 мм. Толщину и ширину измеряют с погрешностью не более 0,01 мм.
Рекомендуются:
- штангенциркули ШЦЦ 1-300 по ГОСТ 166;
- микрометры по ГОСТ 6507.
6.10.2 Подготовка образцов
Образцы для испытаний прямоугольного сечения изготовляют механической обработкой из лицевой стенки или боковых стенок профилей. Габариты и масса образцов с учетом точности средств измерений должны обеспечивать измерение плотности с погрешностью не более 0,5% в соответствии с ГОСТ 15139. Допускается использовать образцы размерами по длине, ширине и толщине 15020
4 мм.
Образцы должны иметь гладкую, ровную поверхность, разница между размерами в пределах одного образца не должна превышать 0,1 мм. Масса образца должна быть не менее 15 г.
Кондиционирование образцов перед испытанием и испытания проводят при стандартной атмосфере 23 по ГОСТ 12423. Относительная влажность воздуха не регламентируется.
За результат принимают среднеарифметическое значение показателей трех образцов, допускаемые расхождения между которыми не должны быть более 5 кг/м. Выборочное среднее значение округляют с точностью до 10 кг/м
.
6.11 Определение напряжения разрушения при изгибе
Напряжение разрушения при изгибе определяют по ГОСТ 4648 на пяти образцах, вырезанных из лицевой стенки профиля в направлении его продольной оси.
6.11.1 Подготовка образцов
Кондиционирование - по 6.1.1. Испытания проводят на модельных образцах. Образцы изготовляют механической обработкой путем выпиливания заготовок заданных размеров в продольном направлении из пласти профильной доски.
Затем заготовки шлифуют со всех сторон, чтобы убрать дефекты обработки и выровнять поверхность образца. Стандартный образец должен быть следующих размеров:
- длина (L) - 140-150 мм;
- ширина (b) - (20,00±0,50) мм;
- толщина (h) - (4,00±0,50) мм.
Если невозможно изготовить образец указанных размеров, допускается применять образцы, соотношение длины и толщины которых должно составлять L>20h, а ширина образца должна быть от 10 до 20 мм.
Соотношение толщины и ширины образцов указано в таблице 4.
Таблица 4 - Размеры образцов
Толщина h, мм | Ширина b±0,50 мм |
3...5 | 20,00 |
5...10 | 15,00 |
10...20 | 10,00 |
За результат принимают среднеарифметическое значение показателей пяти образцов. Результат округляют до первого десятичного знака.
6.12 Определение разрушающей нагрузки профильной доски при изгибе
6.12.1 Средства испытаний (измерений)
Машины для испытания материалов на растяжение, сжатие и изгиб. Общие технические требования - по ГОСТ 28840 или аналогичные, обеспечивающие равномерную скорость v относительного движения нагружающего наконечника и опор и позволяющие проводить измерение нагрузки и величину деформации (прогиба) образцов с погрешностью не более ±1%. Радиус наконечника и опор =(15±1) мм (см. рисунок 5).
|
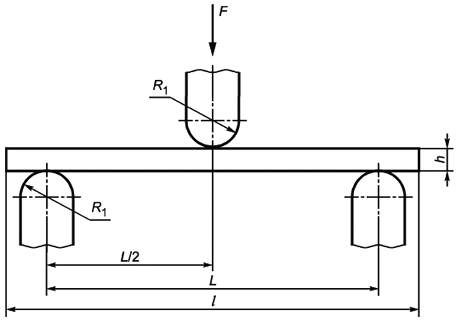
l - длина; L - расстояние между опорами; h - толщина
Рисунок 5 - Схема испытаний образцов на статический изгиб
Устройство с опорами должно обеспечивать возможность их установки и закрепления на требуемом между ними расстоянии.
Приборы для измерения размеров образцов должны обеспечивать измерение толщины и ширины с точностью до 0,1 мм, а остальных размеров - до 1,0 мм.
Рекомендуются:
- штангенциркули ШЦЦ 1-300 по ГОСТ 166;
- линейка металлическая 1000 мм по ГОСТ 427.
6.12.2 Подготовка образцов
Для испытаний используют профили террасных и половых досок длиной не менее 450 мм. Если изделия имеют обе рабочие поверхности, то каждая поверхность должна быть испытана. В протоколе необходимо описать тип и фактуру поверхности и значение результата испытания по ней. Это обязательное требование для получения сходимости результатов при последующих тестированиях.
6.12.3 Проведение испытаний
Испытание проводят при стандартной атмосфере 23 по ГОСТ 12423. Определение разрушающей нагрузки профильной доски при изгибе проводят следующим образом: отрезок профиля длиной не менее 450 мм помещают на опоры испытательной машины, расстояние между которыми (400±1) мм, и выполняют нагружение образца со скоростью перемещения опоры (10,0±0,5) мм/мин.
В процессе нагружения ведут контроль величины прогиба в центре образца. При достижении величины прогиба (3,00±0,03) мм проводят отсчет значения нагрузки при заданной деформации. Результат округляют до целых значений.
Допускается для снятия отсчетов при достижении заданной величины прогиба остановить подвижную траверсу испытательной машины на 3...5 с. Затем продолжают дальнейшее нагружение образца до его разрушения и фиксируют разрушающую нагрузку.
Испытания профильной доски при необходимости также могут быть выполнены при расстояниях между опорами (500±1) и (300±1) мм. При этом используют образцы длиной 550 и 350 мм соответственно.
6.13 Определение прочности при растяжении
Прочность при растяжении определяют по ГОСТ 11262.
Для испытаний из лицевой поверхности профиля вырезают образец типа 1 или типа 2.
Скорость перемещения траверсы испытательной машины - (10±1) мм/мин.
За результат испытаний принимают среднеарифметическое значение результатов испытаний пяти образцов.
6.14 Удельное сопротивление выдергиванию шурупов
Удельное сопротивление выдергиванию шурупов определяют по ГОСТ 10637. Для испытаний используют шурупы с полупотайной головкой по ГОСТ 1146.
6.15 Твердость при вдавливании шарика
Твердость при вдавливании шарика определяют по ГОСТ 4670.
6.16 Ударная вязкость по Шарпи без надреза
Ударную вязкость по Шарпи без надреза определяют по ГОСТ 4647.
6.17 Условная светостойкость
Условную светостойкость, потерю цвета за 24 ч УФ излучения, определяют по ГОСТ 21903 (метод 2), метод оценки внешнего вида - по ГОСТ 9.407.
6.18 Циклические испытания на ускоренное старение
6.18.1 Средства испытаний (измерений)
Шкаф сушильный диапазоном температур от 50°С до 200°С.
Установка для определения условной светостойкости по ГОСТ 21903 с лампой ДПКС-1500 со спектральным диапазоном 220-1100 нм, лампа ДРТ 400 со стеклом группы ТС по ГОСТ 21400 или другие установки, обеспечивающие необходимую интенсивность ультрафиолетового излучения в пределах 35-90 Вт/м при температуре в камере по термометру (55±2)°С.
Машина испытательная универсальная по ГОСТ 28840.
Весы лабораторные по ГОСТ Р 53228, обеспечивающие максимальную нагрузку не менее 500 г, с ценой деления (d) 0,01 г и погрешностью показания не более 0,05 г.
Приборы для измерения размеров образцов должны обеспечивать измерение ширины и толщины с точностью до 0,01 мм, а остальных размеров - до 0,1 мм.
Рекомендуются:
- штангенциркули ШЦЦ 1-300 по ГОСТ 166;
- микрометры по ГОСТ 6507.
Сосуды из стекла и эмалированной стали.
Вода дистиллированная.
Раствор NaCI 3%-ный.
Камера низкотемпературная с температурой замораживания минус 30°С.
6.18.2 Подготовка к испытанию
Испытанию подвергают образцы из ДПК, которые изготовляют из профильных досок и которые представляют собой мерные отрезки профиля длиной (150±2) мм. Длина и ширина образцов соответствуют размерам профиля.
6.18.3 Проведение испытаний
Образцы экспонируют в течение 500 ч под источником УФ излучения.
В процессе проведения испытания проводят промежуточный контроль изменения цвета и блеска через 24, 100, 200, 400 ч. Режим испытаний представлен в таблице 5.
Таблица 5 - Режим испытаний под источником УФ излучения
Интенсивность ультрафиолетового излучения, Вт/м | Температура воздуха на уровне расположения образцов, °С |
35±5 | 55±2 |
Затем проводят циклические испытания.
Режим циклических испытаний (см. таблицу 6) включает 20 циклов испытаний.
Перед началом испытаний образцы необходимо пронумеровать, взвесить, а также измерить их основные линейные размеры.
Таблица 6 - Режим циклических испытаний
N испытания | Местное время | Вид обработки | Продолжитель- | Темпера- | Примечание |
1 | 9.00-10.00 | Выдержка в емкости с раствором соли (NaCI) | 1 | 22±2 | Применяют 3%-ный раствор NaCI |
После выдержки образец следует промыть водой, поверхность промокнуть фильтровальной бумагой и сразу поместить в морозильную камеру | |||||
2 | 10.00-15.00 | Замораживание | 5 | Минус 30 | - |
Через 5 ч образцы следует извлечь из морозильной камеры и поместить в емкость с водой | |||||
3 | 15.00-16.00 | Выдержка в воде | 1 | 22±2 | - |
После окончания выдержки в воде образец следует промокнуть фильтровальной бумагой и поместить в термошкаф | |||||
4 | 16.00-9.00 | Нагрев в термошкафу | 17 | 60±2 | При наличии в шкафу вентиляционных отверстий они должны быть закрыты |
После завершения 20 циклов испытаний образцы выдерживают при стандартной атмосфере 23 по ГОСТ 12423 в течение 24 ч, регистрируют изменение состояния поверхности, а затем подвергают испытаниям на изгиб по 6.11.
6.18.4 Обработка результатов
После циклических испытаний не должны существенно изменяться окраска и состояние поверхности изделия.
Для оценки деградации материала вычисляют изменение прочности при изгибе, , %, по формуле
![]() , (6)
, (6)
где - средняя прочность при изгибе материала до циклических испытаний, МПа;
- средняя прочность при изгибе материала после циклических испытаний, МПа.
Примечания
1 Прогнозируемый срок службы изделия - более 10 лет, если потеря прочности при статическом изгибе не более 5%.
2 Прогнозируемый срок службы изделия - более 5 лет, если потеря прочности при статическом изгибе не более 10%.
3 Прогнозируемый срок службы изделия - не менее 2 лет, если потеря прочности при статическом изгибе не более 20%.
Число условных лет эксплуатации не может рассматриваться как гарантийный срок продукции, а является ориентировочной характеристикой, подтверждающей экономическую целесообразность применения изделий в строительстве.
7 Упаковка, транспортирование и хранение
7.1 Условия упаковки, транспортирования и хранения должны обеспечивать защиту профилей от загрязнения, деформаций и механических повреждений.
7.2 Профили укладывают в пачки. При укладке профилей сложного сечения рекомендуется применение специальных транспортных прокладок. Пачки упаковывают в полиэтиленовую пленку по ГОСТ 10354. Допускается использование других упаковочных материалов по действующим нормативам и технической документации.
7.3 Профили транспортируют всеми видами транспорта на паллетах или поддонах в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на каждом виде транспорта. По согласованию изготовителя с потребителем допускается транспортирование профилей штабелем в закрытых контейнерах.
7.4 Профили следует хранить в крытых складских помещениях вне зоны действия отопительных приборов и прямых солнечных лучей. Допускается хранение профилей в закрытых помещениях с естественной вентиляцией без искусственно регулируемых климатических условий в соответствии с условиями хранения изделий в исполнении УХЛ по ГОСТ 15150.
7.5 При хранении профили укладывают на ровную поверхность по всей длине или на прокладках. Расстояние между опорными подкладками не должно превышать 1 м. Длина свободно свисающих концов профиля не должна превышать 0,5 м. Максимальная высота штабеля при хранении россыпью - не более 0,8 м.
8 Гарантии изготовителя
8.1 Изготовитель гарантирует соответствие качества профильных изделий требованиям настоящего стандарта при соблюдении правил эксплуатации, хранения и транспортирования.
8.2 Гарантийный срок хранения - 2 года со дня отгрузки изделий потребителю.
8.3 После истечения гарантийного срока хранения изделия могут применяться по результатам проверки на соответствие требованиям настоящего стандарта в объеме приемо-сдаточных испытаний.
Приложение А
(справочное)
Состав технической документации изготовителя
А.1 Техническая документация изготовителя на системы профилей должна включать в себя следующие данные, которые подлежат предоставлению потребителю (переработчику, проектирующей или контролирующей организации) по его запросу:
А.1.1 Типоразмеры, конфигурация и характеристики профилей:
- чертежи сечений и узлов профилей, артикулы профилей;
- основные и функциональные размеры профилей с допусками;
- масса 1 м длины;
- физико-механические характеристики и долговечность профилей;
- цветовая колориметрическая характеристика профилей;
- типы профилей (комплектация);
- материал, формы и размеры сечений, технические показатели.
А.1.2 Результаты лабораторных испытаний технических, пожарных, санитарных характеристик профилей.
А.2 Приведенные в А.1 данные включают в себя минимальный объем технической информации, которая может быть расширена изготовителем.
Приложение Б
(справочное)
Примеры конструктивных решений (сечения) основных профилей
|
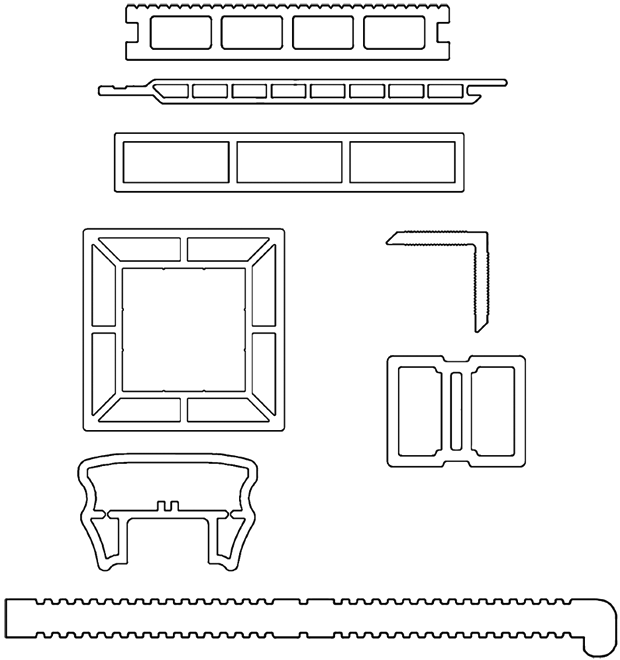
Рисунок Б.1
Приложение В
(справочное)
Параметры входного контроля сырья
Входной контроль сырья на производстве проводят путем взятия проб от каждой партии сырья.
Входной контроль проводят по следующим параметрам:
- влажность;
- насыпная плотность;
- сыпучесть;
- наличие посторонних включений;
- размер частиц.
Результаты контроля обрабатывают и хранят согласно 4.3 настоящего стандарта.
Библиография
[1] | Санитарные правила и нормы | Полимерные и полимерсодержащие строительные материалы, изделия и конструкции. Гигиенические требования безопасности |
[2] | Санитарно- | Гигиенические требования к организации технологических процессов, производственному оборудованию и рабочему инструменту |
[3] | Методические указания | Гигиеническая оценка качества почвы населенных мест |
[4] | Гигиенические нормативы | Предельно допустимые концентрации (ПДК) загрязняющих веществ в атмосферном воздухе городских и сельских поселений |
[5] | Гигиенические нормативы | Предельно допустимые концентрации (ПДК) химических веществ в воде водных объектов хозяйственно-питьевого и культурно-бытового водопользования |
УДК 674.815: 006.354 | ОКС 91.100.99 |
Ключевые слова: профильные изделия из древесно-полимерного композита, строительные древесно-полимерные изделия, экструзия, профили, строительство | |
Электронный текст документа
и сверен по:
, 2021
