ГОСТ 30673-2013
Группа Ж35
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ПРОФИЛИ ПОЛИВИНИЛХЛОРИДНЫЕ ДЛЯ ОКОННЫХ И ДВЕРНЫХ БЛОКОВ
Технические условия
Polyvinylchloride profiles for window and door blocks. Specifications
МКС 83.140.01
Дата введения 2015-05-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Союзом производителей полимерных профилей (СППП)
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 465 "Строительство"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 14 ноября 2013 г. N 44)
За принятие проголосовали
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 октября 2014 г. N 1372-ст межгосударственный стандарт ГОСТ 30673-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 мая 2015 г.
5 Настоящий стандарт соответствует европейскому региональному стандарту EN 12608:2003* Unplasticized polyvinylchloride (PVC-U) profiles for the fabrication of windows and doors - Classification, requirements and test methods (Профили из поливинилхлорида (PVC-U) без пластификатора, предназначенные для изготовления окон и дверей. Классификация, технические требования и методы испытаний) в части допусков на толщины стенок, методов испытаний сырья и ПВХ-профиля.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Степень соответствия - неэквивалентная (NEQ).
6 ВЗАМЕН ГОСТ 30673-99
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт распространяется на поливинилхлоридные профили (ПВХ профили), применяемые при изготовлении оконных и дверных блоков (далее по тексту - профили), производимые способом экструзии из композиции на основе непластифицированного поливинилхлорида.
Настоящий стандарт устанавливает технические требования, методы контроля, правила приемки профилей.
Настоящий стандарт не распространяется на профили, подвергнутые после изготовления дополнительной обработке методом окрашивания.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 3749-77 Угольники поверочные 90°. Технические условия
ГОСТ 4647-80 Пластмассы. Метод определения ударной вязкости по Шарпи
ГОСТ 5378-88 Угломеры с нониусом. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 9416-83 Уровни строительные. Технические условия
ГОСТ 9550-81 Пластмассы. Методы определения модуля упругости при растяжении, сжатии и изгибе
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 10905-86 Плиты поверочные и разметочные. Технические условия
ГОСТ 11262-80 Пластмассы. Метод испытания на растяжение
ГОСТ 11529-86 Материалы поливинилхлоридные для полов. Методы контроля
ГОСТ 15088-83 (СТ СЭВ 3760-82) Пластмассы. Метод определения температуры размягчения термопластов по Вика
ГОСТ 19111-2001 Изделия погонажные профильные поливинилхлоридные для внутренней отделки. Технические условия.
ГОСТ 26433.0-85 Система обеспечения точности геометрических параметров в строительстве. Правила выполнения измерений. Общие положения
ГОСТ 26433.1-89 Система обеспечения точности геометрических параметров в строительстве. Правила выполнения измерений. Элементы заводского изготовления
ГОСТ 26602.1-99 Блоки оконные и дверные. Методы определения сопротивления теплопередаче
ГОСТ 24643-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения
ГОСТ 30244-94 Материалы строительные. Методы испытаний на горючесть
ГОСТ 30402-96 Материалы строительные. Метод испытания на воспламеняемость
ГОСТ 30778-2001 Прокладки уплотняющие из эластомерных материалов для оконных и дверных блоков. Технические условия
ГОСТ 30973-2002 Профили поливинилхлоридные для оконных и дверных блоков. Метод определения сопротивления климатическим воздействиям и оценки долговечности
ГОСТ 31362-2007 Прокладки уплотняющие для оконных и дверных блоков. Метод определения сопротивления эксплуатационным воздействиям
ГОСТ OIML R 76-1-2011 Государственная система обеспечения единства измерений. Весы неавтоматического действия. Часть 1. Метрологические и технические требования. Испытания
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 профиль: Изделие, изготовленное способом экструзии, с заданными размерами и формой сечения.
3.2 главный профиль: Профиль, основное назначение которого состоит в обеспечении прочностных характеристик оконных и дверных блоков (профили коробок, створок, импостов и др.).
3.3 вспомогательный профиль: Профиль, назначение которого не состоит в обеспечении прочностных характеристик оконных и дверных блоков (штапики, соединительные, расширительные, подставочные профили, наличники, декоративные накладки и др.).
3.4 соединительный профиль: Вспомогательный профиль (или комплект профилей), обеспечивающий соединение (в том числе угловое) оконных (дверных) блоков.
3.5 штульповой профиль (штульп): Профиль, жестко закрепляемый на створке и обеспечивающий безъимпостный притвор.
3.6 подставочный профиль: Вспомогательный профиль, жестко закрепляемый на нижнем профиле коробки для улучшения условий монтажа оконного блока.
3.7 штапик: Профиль, предназначенный для крепления стекла, стеклопакета или иного заполнения рамочных элементов оконной (дверной) конструкции.
3.8 доборный профиль: Комплектующий профиль, который не входит в состав оконной (дверной) конструкции и предназначен для защиты монтажных узлов от различных воздействий или отделки стеновых проемов (отливы, нащельники, детали оконных откосов и др.).
3.9 стенка профиля: Стенка наружного контура профиля, имеющая заданную конфигурацию и толщину.
3.10 лицевая стенка профиля: Стенка профиля, которая видна в смонтированном оконном или дверном блоке при закрытых створках.
3.11 нелицевая стенка профиля: Стенка профиля, которая не видна в смонтированном оконном или дверном блоке при закрытых створках.
3.12 перегородка профиля: Стенка профиля, расположенная во внутрипрофильном пространстве, ограниченном внешними стенками профиля.
3.13 ширина (глубина) профиля: Наибольший размер поперечного сечения профиля между лицевыми поверхностями (наружными поверхностями лицевых стенок).
3.14 высота профиля: Наибольший размер поперечного сечения профиля, измеряемый в направлении, перпендикулярном продольной оси и ширине профиля.
3.15 камера: Полость профиля, ограниченная его стенками и перегородками. Камеры располагают последовательно по ширине профиля. Камера может состоять из подкамер, разделенных перегородками, как правило, по ее высоте.
3.16 главная камера: Камера, предназначенная для установки усилительного вкладыша.
3.17 базовый (первичный) материал: Материал (сырье) для экструдирования профилей с композицией, установленной в технической документации изготовителя, в виде гранул или порошка без добавления повторно используемого или утилизированного поливинилхлорида.
3.18 вторичный материал: Используемый для экструзионной переработки материал (сырье), свободный от примесей и следов деструкции, полученный из не пригодных к использованию профилей собственного производства или полученный путем дробления бывших в эксплуатации или не использовавшихся в течение длительного времени профилей или оконных (дверных) блоков, не подвергавшихся существенному воздействию окружающей среды.
3.19 коэкструзия: Способ совмещенной (одновременной) экструзии, обеспечивающий выход из экструдера профиля, состоящего из двух и более разнородных материалов (сырьевых композиций).
3.20 прочность угловых сварных соединений: Способность угловых соединений профилей воспринимать внешние механические нагрузки без разрушения.
3.21
долговечность: Характеристика (параметр) изделий, определяющая их способность сохранять эксплуатационные свойства в течение заданного срока, подтвержденная результатами лабораторных испытаний и выражаемая в циклах стандартных испытаний или условных годах эксплуатации (срока службы). [ГОСТ 23166-99, приложение А] |
Примечание - Число условных лет эксплуатации не может рассматриваться как гарантийный срок продукции, а является ориентировочной характеристикой, подтверждающей экономическую целесообразность применения изделий в строительстве.
3.22 профильная система: Комплект главных и вспомогательных профилей, определяющих конструктивную систему оконных (дверных) блоков.
3.23 комбинация профилей: Узлы соединения сопрягаемых профилей (например, профиль коробки - профиль створки со штапиком), определяющие основные технические параметры профильной системы.
3.24 артикул профиля: Буквенно-цифровое обозначение профиля, входящего в профильную систему, устанавливаемое в технической документации изготовителя.
3.25 ламинирование (кашированиие): Нанесение на преимущественно лицевые поверхности ПВХ-профиля покрытия в виде декоративной пленки.
3.26 протянутая уплотняющая прокладка: Уплотняющая прокладка, установленная в специальный паз профиля механическим способом.
3.27 коэкструдированная уплотняющая прокладка: Уплотняющая прокладка, изготовленная методом коэкструзии одновременно (единый технологический цикл) с профилем.
3.28 образец-эталон: Мерный отрезок профиля, длиной до 1 м, утвержденный на предприятии в качестве образца для визуального контроля качества выпускаемой продукции.
4 Технические требования
4.1 Основные типы
4.1.1 Профили для оконных и дверных блоков изготовляют в соответствии с требованиями настоящего стандарта по технической документации изготовителя, а также в соответствии с образцом-эталоном, утвержденным на предприятии.
4.1.2 В зависимости от функционального назначения в конструкциях оконных и дверных оконных блоков профили подразделяют на главные и вспомогательные. Конструкция главных профилей должна предусматривать установку усилительного вкладыша. Примеры конструктивных решений (сечения) профилей приведены в приложении А.
4.1.3 Конструкция главных профилей должна предусматривать возможность установки уплотняющих прокладок. В случае применения коэкструдированных уплотнителей должна быть обеспечена возможность замены уплотнителей в процессе эксплуатации изделий. Применение незаменяемых уплотнителей допускается при условии подтверждения их одинаковой долговечности с базовым профилем или возможности их ремонта в процессе эксплуатации.
4.1.4 В зависимости от конструктивного исполнения профили могут иметь различное число внутренних камер по сечению профиля.
4.1.5 По условиям эксплуатации (стойкости к климатическим воздействиям) главные профили подразделяют согласно таблице 1 на изделия универсального - I (У), морозостойкого - II (М), теплостойкого - III (Т) и нормального IV (Н) типов исполнения.
Таблица 1 - Типы профилей по условиям эксплуатации
Тип исполнения | Суммарное солнечное излучение на 1 м | Средняя месячная температура воздуха наиболее холодного месяца |
I (У) |
|
|
II (М) | <5 ГДж/м |
|
III (Т) |
|
|
IV (Н) | <5 ГДж/м |
|
Примечание - Под универсальным (У) типом исполнения принимают профиль, стойкий к самым экстремальным климатическим воздействиям, а именно - к максимально возможному солнечному излучению на территории России и зимней температуре ниже минус 20°С. | ||
4.1.6 В зависимости от толщины стенок главные профили подразделяют на типы, указанные в таблице 2. Толщину перегородок камер профилей не нормируют.
Таблица 2 - Типы главных профилей в зависимости от толщины стенок
Вид стенки | Толщина стенок, мм | ||
А | В | С | |
Лицевая |
|
| <2,5 |
Нелицевая |
|
| Не нормируется |
Допуск на толщину стенки | Минус 0,2* | ||
* Вводится с 01.01.2018 г., до 2018 г. допуск +0,1/-0,3 мм. | |||
4.1.7 По цвету поверхностей стенок, вариантам экструзии и типу покрытия профили подразделяют на следующие:
- белого цвета, окрашенные в массе;
- белого цвета, с декоративным покрытием методом ламинации;
- белого цвета с лицевым покрытием, изготовленным методом коэкструзии;
- цветные профили, окрашенные в массе;
- цветные профили с декоративным покрытием, изготовленным методом ламинации;
- цветные профили с лицевым покрытием, изготовленным методом коэкструзии.
4.1.8 По типу уплотняющей прокладки профили подразделяют на следующие:
- профили с протянутыми уплотняющими прокладками;
- профили с коэкструдированными уплотняющими прокладками.
4.1.9 По приведенному сопротивлению теплопередаче (рекомендуемый показатель) комбинации профилей коробки и створки с установленными уплотняющими прокладками и усилительными вкладышами подразделяют на типы, приведенные в таблице 3.
Таблица 3 - Типы профилей по приведенному сопротивлению теплопередаче
Номер типа | Приведенное сопротивление теплопередаче, м | |||||
1 | Свыше | 1,2 | ||||
2 | " | 1,0 | до | 1,2 | включ. | |
3 | " | 0,8 | до | 1,0 | " | |
4 | Свыше | 0,7 | до | 0,8 | включ. | |
5 | " | 0,6 | до | 0,7 | " | |
6 | Менее | 0,6 | ||||
4.1.10 Состав технической документации изготовителя на системы ПВХ профилей приведен в приложении Б.
4.1.11 Условное обозначение профилей должно состоять из: наименования изготовителя или его торговой марки, артикула профиля согласно технической документации изготовителя, типа по толщине стенок, типа по условиям эксплуатации, числа камер, обозначения настоящего стандарта.
Пример условного обозначения профиля ПВХ, изготовляемого ООО "Пласт", артикул по технической документации - 1107, тип по толщине стенок - А, тип по условиям эксплуатации - II, число камер - 5:
ООО "ПЛАСТ" 1107 (А - II - 5) ГОСТ 30673-2013
В случае изготовления профилей с коэкструдированным покрытием или коэкструдированными стенками к обозначению артикула добавляют букву "К": 1107 К, а при изготовлении профилей с использованием в рецептуре композиции вторичного материала - буквы "вм": 1107 К вм.
В условном обозначении допускается дополнительно указывать наименование системы профилей по технической документации.
При экспортно-импортных поставках условное обозначение профилей допускается устанавливать в договоре на поставку продукции.
4.2 Показатели и характеристики
4.2.1 Профили должны поставляться в мерных отрезках. Длину профиля и предельные отклонения по длине устанавливают в договоре на поставку. Предельные отклонения по длине не должны иметь отрицательных значений.
4.2.2 Форма, размеры поперечного сечения и масса 1 м длины профиля должны соответствовать номинальным значениям, указанным в технической документации изготовителя.
Отклонение от массы 1 м длины профиля должно быть в пределах минус 5% - плюс 10% значения, указанного в технической документации.
4.2.3 Предельные отклонения номинальных размеров высоты, ширины, а также функциональных размеров пазов для уплотняющих прокладок, штапиков, запирающих приборов и других размеров главных профилей приведены в таблице 4. Требования к размерам и предельным отклонениям доборных профилей устанавливают в технической документации изготовителя.
Таблица 4 - Предельные отклонения номинальных размеров
В миллиметрах
Размер | Предельное отклонение |
Ширина (глубина) | ±0,3 |
Высота | ±0,5 |
Функциональные размеры пазов | ±0,3 |
Другие размеры | ±0,5 |
4.2.4 Предельные отклонения от формы профилей должны быть не более:
- ±0,3 мм на 100 мм - от прямолинейности лицевых стенок по поперечному сечению;
- 0,5 мм на 50 мм высоты профиля - от перпендикулярности внешних стенок профилей коробок;
- 1 мм на 100 мм - от параллельности лицевых стенок по поперечному сечению профиля;
- 1,0 мм на 1000 мм длины - от прямолинейности сторон профиля по длине.
Отклонения формы профилей приведены на рисунке 1.
4.2.5 Торцы мерных отрезков профиля должны быть ровно обрезаны под прямым углом (90±2)° к их оси.
4.2.6 Показатели физико-механических свойств профилей должны соответствовать требованиям технической документации изготовителя и быть не ниже требований, указанных в таблице 5.
Таблица 5 - Физико-механические свойства профилей
Показатель | Значение | |
Прочность при растяжении, МПа, не менее | 37 | |
Модуль упругости при растяжении, МПа, не менее | 2200 | |
Ударная вязкость по Шарпи, кДж/м | (20-55)/(40-75) | |
Температура размягчения по Вика, °С, не менее | 75 | |
Изменение линейных размеров после теплового воздействия, %, не более: | ||
- для главных профилей и штапиков, расположенных в изделии с внешней стороны | 2,0 | |
- для вспомогательных и доборных профилей | 3,0 | |
Разность в изменении линейных размеров главных профилей по лицевым сторонам | 0,4 | |
Термостойкость при 150°С | Отсутствие вздутий, трещин, расслоений | |
Стойкость к удару при отрицательной температуре профиля | Разрушение не более одного образца из десяти, а для ламинированного профиля, дополнительно, не допускается отслоение пленки от профиля и полиакрилатного защитного слоя от пленки основы | |
Прочность угловых сварных соединений | Согласно 4.2.13 | |
Прочность сцепления декоративного ламинированного покрытия с профилем, Н/мм | От 2,5 включ. | |
Стойкость к УФ облучению: | Отсутствие вздутий, пузырьков, пятен, трещин | |
- изменение внешнего вида | ||
- изменение цвета: | белого профиля |
|
цветного профиля |
| |
- изменение ударной вязкости по Шарпи, не более, % | 30 | |
Примечания | ||
4.2.7 Коэкструдированные слои стенок (или стенки) профиля должны быть однородными с базовым материалом профиля (расслоения по сечению профиля при испытаниях на термостойкость не допускаются).
4.2.8 Показатели внешнего вида профилей: цвет, блеск, качество поверхностей - должны соответствовать цвету, блеску и качеству поверхностей образцов-эталонов.
Цвет всех поверхностей профиля должен быть однотонным, без цветовых пятен, включений и разнотонности, если это не предусмотрено типом покрытия.
Дефекты на лицевых поверхностях: риски, раковины, вздутия, царапины, трещины, пузырьки и т. д., видимые невооруженным глазом, не допускаются.
На нелицевых поверхностях изделий допускаются незначительные дефекты экструзии: полосы, риски, разнотонность цвета и т.д., не влияющие на эксплуатационные и механические характеристики профилей.
4.2.9 Цветовые колориметрические характеристики профилей белого цвета должны лежать в диапазоне:
- стенки, видимые при эксплуатации, 90; -2,5
3,0; -1,0
5,0;
- для стенок, невидимых при эксплуатации, цветовые колориметрические характеристики не регламентируются.
Цветовую характеристику профилей (в том числе профилей других цветов и профилей, предназначенных для ламинирования) устанавливают в технической документации изготовителя.
Отклонения от номинальных значений цветовых характеристик профилей белого цвета, установленные в документации изготовителя, не должны превышать: 1,0;
0,5;
0,8;
![]() 1,0.
1,0.
4.2.10 Торцы мерных отрезков не должны иметь дефектов механической обработки (сколов, бахромы и др.).
4.2.11 Профили должны быть стойкими к УФ облучению.
Профили типов I и III по условиям эксплуатации (см. таблицу 1) должны выдерживать дозу УФ облучения - 0,3 ГДж/м, профили типов II и IV - 0,2 ГДж/м
. Стойкость цветных профилей к УФ облучению определяют согласно технической документации производителя.
4.2.12 Профили должны быть стойкими к длительным климатическим и эксплуатационным воздействиям (в том числе к слабоагрессивным кислотному, щелочному и соляному воздействию). Долговечность профилей, определяемая по ГОСТ 30973, должна быть не менее 40 условных лет эксплуатации для белых профилей, а для цветных - не менее 20 условных лет.
Тип профилей по условиям эксплуатации устанавливают по результатам последовательно проведенных испытаний на стойкость к УФ облучению (6.14) и долговечность по ГОСТ 30973.
4.2.13 Сварные угловые соединения профилей должны обладать необходимой прочностью и выдерживать действие разрушающих нагрузок, рассчитанных согласно приложению В и приведенных в технической документации изготовителя, при этом значения нагрузок должны быть не менее значений, приведенных в таблице 6 (схема приложения нагрузок приведена на рисунке 4*). Для испытаний используют незачищенные угловые соединения.
________________
* Текст документа соответствует оригиналу, в бумажном оригинале рисунок 4 не приводится. - .
Таблица 6 - Значения разрушающих нагрузок при испытаниях сварных соединений
Наименование свариваемого элемента | Значение разрушающей нагрузки, Н, не менее |
Створка оконного (балконного дверного) блока | 2600 |
Коробка оконного или дверного блока | 2000 |
Обвязка дверного полотна | 4600 |
Примечание - Значения разрушающих нагрузок для угловых соединений профилей раздвижных и специальных оконных конструкций (например, с вклеиваемыми стеклопакетами) устанавливают в технической документации изготовителя. | |
4.2.14 Значения приведенного сопротивления теплопередаче комбинации профилей (рекомендуемый показатель) с установленными уплотняющими прокладками и усилительными вкладышами для различных типов профилей приведены в таблице 3. В том случае, если при испытаниях сопротивления теплопередаче комбинации профилей невозможно осуществить тепловое воздействие непосредственно на поверхность профилей (например, при испытаниях оконных блоков со сложной вклейкой стеклопакетов в створки), рекомендуется применять расчетный метод по ГОСТ 26602.1.
4.2.15 Лицевые поверхности главных профилей должны быть покрыты защитной пленкой, предохраняющей их от повреждений при транспортировании, а также при производстве и монтаже оконных и дверных блоков. Ширина защитной пленки устанавливается в рабочей документации изготовителя.
Удаление пленки должно происходить свободно, от руки, без помощи вспомогательных приспособлений. После удаления защитной пленки внешний вид изделий должен соответствовать требованиям настоящего стандарта.
4.2.16 Коэкструдированные уплотняющие прокладки должны быть стойкими к атмосферному воздействию и отвечать требованиям ГОСТ 30778 и ГОСТ 31362.
4.3 Требования к материалам
4.3.1 Материалы, изделия и сырье, применяемые для изготовления профилей, должны отвечать требованиям стандартов, технических условий и договоров (контрактов) на поставку.
4.3.2 Требования к композиционной смеси для экструзии устанавливают в технической документации на изготовление профилей. При использовании вторичного материала в композиционной смеси в количестве более 25% необходимо проверять качество смеси по действующей нормативно-технической документации на испытания профилей с применением вторичного материала.
4.4 Требования безопасности
4.4.1 Профили при эксплуатации и хранении не должны оказывать вредного влияния на организм человека и окружающую среду. Профили должны иметь санитарно-эпидемиологическое заключение. При изменении рецептуры экструдируемой смеси следует проводить повторную гигиеническую оценку изделий.
4.4.2 При производстве профилей, а также при их хранении и переработке необходимо соблюдать требования правил пожарной и электрической безопасности, санитарных норм, системы стандартов безопасности труда (ССБТ), действующих норм и правил по технике безопасности.
4.4.3 Производственные помещения должны быть оборудованы системой приточно-вытяжной вентиляции. Предельно допустимые концентрации вредных веществ в воздухе рабочей зоны, порядок и периодичность их контроля устанавливают согласно нормативной документации органов здравоохранения.
4.4.4 На все технологические операции и производственные процессы должны быть разработаны и утверждены в установленном порядке инструкции по технике безопасности (включая погрузочно-разгрузочные, транспортные операции, а также операции, связанные с эксплуатацией производственного оборудования).
4.4.5 Пожарно-технические показатели профилей определяют согласно ГОСТ 30244 и ГОСТ 30402.
Пожарно-технические показатели профилей подтверждают проведением соответствующих испытаний в испытательных центрах (лабораториях), аккредитованных на право их проведения.
4.5 Требования охраны окружающей среды
4.5.1 Профили должны быть экологически безопасными. В процессах переработки, транспортирования, хранения и эксплуатации профили (и материалы для их производства) не должны выделять в окружающую среду токсичные вещества в концентрациях, превышающих допустимые нормы.
4.5.2 Утилизацию отходов профилей производят путем их промышленной переработки в соответствии с условиями действующих нормативных и правовых документов.
4.6 Маркировка
4.6.1 На каждый главный профиль должна быть нанесена разборчивая маркировка не более чем через каждые 1000 мм по всей длине профиля.
Маркировку следует наносить на поверхности профилей таким образом, чтобы обеспечивалась возможность ее визуального контроля.
Допускается нанесение маркировки в зонах профиля, доступных визуальному контролю после демонтажа стеклопакета или заполнения дверного полотна. Вспомогательные и доборные профили допускается маркировать на упаковке (этикетка в этом случае должна включать в себя информацию по 4.6.3).
4.6.2 Маркировка профиля должна быть водостойкой, четко различимой и содержать:
- название торговой марки производителя;
- ссылку на ГОСТ 30673;
- информацию о том, применяется или нет вторичный материал;
- код изготовителя, позволяющий восстановить происхождение изделия (например, дата, номер технологического оборудования и/или номер партии).
Пример - XXX - ГОСТ 30673 - R - 12 04.17 - 38 - 2.
В маркировку могут быть включены следующие факультативные данные:
- вид/код профиля;
- отметка о подтверждении соответствия.
Допускается не проставлять в маркировке слово "Профиль".
Допускается включать в маркировку дополнительные сведения согласно требованиям технической документации изготовителя или условий договора на поставку.
4.6.3 На каждую упаковку (пачку, паллету, поддон) профилей прикрепляют водостойкую этикетку с маркировкой, которая должна включать в себя:
- условное обозначение профиля;
- количество профилей, (шт.);
- длину профилей, (м);
- дату упаковки;
- номер упаковщика (приемщика).
5 Правила приемки
5.1 Профили должны быть приняты техническим контролем изготовителя.
Профили принимают партиями. Партией считают количество профилей одного артикула, изготовленных на одной технологической линии в объеме не более суточной выработки.
5.2 Качество сырья для изготовления ПВХ-профиля подтверждают путем осуществления входного контроля. Входной контроль производят по параметрам, указанным в приложении Г.
5.3 Качество профилей, установленное в настоящем стандарте, подтверждают входным контролем сырья, операционным производственным контролем, контрольными приемо-сдаточными испытаниями партии продукции, проводимыми службой качества изготовителя, периодическими и сертификационными испытаниями в независимых центрах.
5.4 Приемо-сдаточные испытания
5.4.1 Приемо-сдаточные испытания проводит служба качества (лаборатория) предприятия - изготовителя профилей.
5.4.2 Для проверки соответствия профилей требованиям настоящего стандарта от каждой партии методом случайного отбора отбирают не менее пяти профилей, на которых проверяют маркировку, длину, качество реза торцов, наличие защитной пленки. Допускается проводить отбор профилей непосредственно с технологической линии.
5.4.3 Из отобранных профилей вырезают не менее пяти образцов длиной (1000+5) мм для проверки предельных отклонений от формы.
5.4.4 После проверки по 5.4.3 из метровых отрезков профилей вырезают образцы для определения физико-механических показателей (пункты 5-8 таблицы 7), массы, внешнего вида и предельных отклонений геометрических размеров сечения. Число и размеры образцов, а также порядок проведения испытаний приведены в разделе 6.
Таблица 7 - Показатели, контролируемые при приемочном контроле и периодических испытаниях
Наименование показателя | Пункт стандарта | Вид испытаний | Периодичность испытаний | ||
Требование | Метод испытания | Испытания при приемочном контроле | Периодические испытания | ||
1 Маркировка профиля, наличие защитной пленки | 4.2.15 | 6.2 | + | - | Каждая партия |
2 Размеры, допуски формы и предельные отклонения от номинальных размеров | 4.2.1-4.2.5 | 6.3 | + | - | То же |
3 Масса 1 м длины | 4.2.2 | 6.4 | + | - | " |
4 Показатели внешнего вида, (включая цвет по образцам-эталонам) | 4.2.8-4.2.10 | 6.5 | + | - | " |
5 Изменение линейных размеров после теплового воздействия | 4.2.6 | 6.6 | + | + | " |
6 Термостойкость | 4.2.6 | 6.7 | + | + | " |
7 Стойкость к удару | 4.2.6 | 6.8 | + | + | " |
8 Прочность угловых сварных соединений | 4.2.6 | 6.9 | + | + | " |
9 Температура размягчения по Вика | 4.2.6 | 6.10 | - | + | Один раз в три года |
10 Прочность и модуль упругости при растяжении | 4.2.6 | 6.11 | - | + | То же |
11 Ударная вязкость по Шарпи | 4.2.6 | 6.12 | - | + | " |
12 Цветовые колориметрические характеристики (координатный метод) | 4.2.9 | 6.13 | - | + | " |
13 Стойкость к УФ облучению | 4.2.6, 4.2.11 | 6.14 | - | + | " |
14 Прочность сцепления декоративного ламинированного покрытия | 4.2.6 | 6.18 | - | + | " |
15 Долговечность профиля | 4.2.12 | ГОСТ 30973 | - | + | При постановке на производство, далее - при изменении рецептуры |
16 Сопротивление теплопередаче профильной системы | 4.2.14 | ГОСТ 26602.1 | - | + | При постановке на производство, далее - при изменении рецептуры |
Примечания | |||||
5.4.5 При получении неудовлетворительных результатов испытаний хотя бы по одному из проверяемых показателей по нему проводят повторные испытания удвоенного числа образцов, отобранных от других профилей той же партии. При получении неудовлетворительных результатов повторных испытаний партия профилей приемке не подлежит.
5.5 Периодические и типовые испытания
5.5.1 Периодические испытания проводят при изменении технологии (рецептуры) и конструкции профилей, но не реже чем один раз в три года.
5.5.2 Отбор образцов для испытаний - по 5.4.2, 5.4.3.
5.5.3 Периодические и типовые испытания проводят в испытательных лабораториях (центрах), аккредитованных на право их проведения.
5.5.4 Приведенное сопротивление теплопередаче комбинации профилей рекомендуется определять путем проведения типовых испытаний при постановке на производстве, внесении изменений в конструкцию профилей или усилительного вкладыша.
5.5.5 Долговечность профилей (в том числе тип по условиям эксплуатации) определяют путем проведения типовых испытаний при постановке на производстве или изменении технологии (рецептуры) изготовления профилей.
5.5.6 Потребитель имеет право проводить контрольную проверку качества профилей, соблюдая при этом установленный порядок отбора образцов и методы испытаний, указанные в настоящем стандарте. В случае разногласий при оценке цвета и блеска профилей способом сравнения с эталоном, следует проводить оценку этих показателей с применением приборов.
5.5.7 Каждая партия профилей должна сопровождаться документом о качестве (паспортом), в котором указывают:
- наименование и адрес предприятия-изготовителя или его товарный знак;
- наименование и адрес поставщика (продавца);
- условное обозначение профилей;
- номер партии и (или) смены изготовления;
- дату отгрузки;
- количество профилей в штуках и (или) в метрах, пачек (паллет, поддонов);
- обозначение настоящего стандарта;
- гарантии изготовителя и другие требования (по усмотрению изготовителя).
Документ о качестве должен иметь знак (штамп), подтверждающий приемку партии изделий техническим контролем изготовителя.
Рекомендуется включать в документ о качестве технические характеристики профилей и сведения о подтверждении соответствия.
Допускается сопровождать одно транспортное средство, включающее в себя несколько марок профилей, одним документом о качестве.
При экспортно-импортных операциях содержание сопроводительного документа о качестве уточняют в контракте на поставку изделий.
6 Методы испытаний
6.1 Общие положения
6.1.1 Профили после изготовления и до проведения приемо-сдаточных испытаний должны быть выдержаны при температуре (21±4)°С не менее 2 ч. Перед проведением периодических испытаний, а также в случае если профили хранились (транспортировались) при температуре, отличной от температуры испытаний, перед испытаниями их выдерживают при температуре (21±4)°С в течение суток.
6.1.2 Испытания (подготовку к испытаниям) профилей, если нет других указаний, проводят при температуре (21±4)°С.
6.1.3 Отбор образцов для испытаний проводят согласно 5.4.2-5.4.4. Отбор образцов для периодических испытаний проводят из партии профилей, прошедшей приемо-сдаточные испытания.
6.1.4 При испытаниях допускается применение испытательного оборудования и средств измерений, не указанных в настоящем разделе, если их применение удовлетворяет установленным требованиям к погрешности измерений и условиям испытаний.
6.1.5 При приемо-сдаточных испытаниях результаты контроля заносят в журнал, в котором указывают условное обозначение профиля; вид, режим и результат испытаний; номер партии (даты) изготовления и испытания образцов; подпись и фамилию испытателя. Допускается хранение результатов испытаний в электронном виде.
6.2 Определение маркировки
Маркировку и наличие защитной пленки проверяют визуально, а условия удаления пленки - вручную. Контроль маркировки и наличия защитной пленки допускается проводить на технологической линии.
6.3 Определение размеров и формы
6.3.1 Средства измерений:
- линейка по ГОСТ 427;
- рулетка по ГОСТ 7502, класс 3;
- металлические щупы толщиной 0,1-1,0 мм по действующей нормативно-технической документации;
- штангенциркуль по ГОСТ 166;
- строительный уровень длиной не менее 1000 мм по ГОСТ 9416;
- поверочная линейка длиной не менее 1000 мм по ГОСТ 8026;
- угольник поверочный 90° по ГОСТ 3749;
- поверочная плита по ГОСТ 10905.
При контроле размеров и формы профилей руководствуются требованиями ГОСТ 26433.0 и ГОСТ 26433.1.
6.3.2 Длину профилей измеряют на пяти мерных отрезках рулеткой.
Результат испытаний считают положительным, если каждый результат измерения отвечает требованиям 4.2.1.
6.3.3 Отклонения от формы профиля определяют на трех метровых образцах. За результат измерения каждого параметра принимают среднее арифметическое значение результатов измерений трех образцов. При этом значение каждого результата должно быть в пределах допусков, установленных в 4.15.
6.3.3.1 Отклонения от прямолинейности и перпендикулярности стенок профиля по поперечному сечению коробок измеряют щупом, определяя наибольший зазор между поверхностью профиля и стороной угольника (см. рисунки 1а, 1б).
Для определения отклонений от параллельности лицевых стенок профиля по поперечному сечению используют две металлические линейки, которые прижимают ребрами одну над другой перпендикулярно продольной оси образца (см. рисунок 1в). Измеряют расстояния между ребрами линеек штангенциркулем на 100 мм длины. Отклонение от параллельности лицевых стенок определяют как разность между наибольшим и наименьшим размерами. Измерения проводят в трех точках по длине образца. За результат измерения по каждому образцу принимают значение наибольшего отклонения.
Вместо металлических линеек допускается использовать два поверочных угольника 90°.
6.3.3.2 Для определения отклонений от прямолинейности сторон профиля по длине образец прикладывают поочередно всеми наружными поверхностями к поверочной плите и с помощью щупа замеряют расстояние между профилем и поверхностью поверочной плиты. За отклонение от прямолинейности принимают максимальное значение этого расстояния [рисунок 1г].
Примечание - Для испытаний допускается использовать поверхность любого средства измерения (например, строительного уровня по ГОСТ 9416) с допуском плоскостности не менее девятой степени точности по ГОСТ 24643.
6.3.4 Отклонение размеров поперечного сечения определяют на пяти отрезках профиля длиной 50-100 мм. Размеры измеряют на каждом торце отрезка штангенциркулем.
Рекомендуется проводить контроль отклонений номинальных размеров поперечных сечений профилей с помощью оптических и других приборов, обеспечивающих точность измерения не менее 0,1 мм. В этом случае длину отрезков устанавливают в соответствии с техническими характеристиками испытательного оборудования.
За результат испытания по каждому параметру измерения принимают среднее арифметическое значение результатов измерений, при этом каждый результат не должен превышать допускаемых предельных отклонений.
6.3.5 Порядок определения качества реза профилей подлине устанавливают в технической документации изготовителя.

- отклонение от прямолинейности лицевой стенки по поперечному сечению профиля;
- отклонение от перпендикулярности внешних стенок профиля коробок по поперечному сечению;
- отклонение от параллельности лицевых стенок профиля по поперечному сечению (
![]() );
);
- отклонение от прямолинейности сторон профиля по длине
Рисунок 1 - Определение отклонений формы профиля
6.4 Определение массы 1 м профиля
6.4.1 Средства испытаний (измерений):
- весы лабораторные по ГОСТ OIML R 76-1 общего назначения погрешностью измерения не более 0,1 г;
- металлическая линейка по ГОСТ 427 или другой измерительный инструмент, обеспечивающий погрешность измерения 1 мм.
6.4.2 Проведение испытаний и обработка результатов
Испытания проводят на трех образцах длиной (200±2) мм.
Измеряют фактическую длину и взвешивают образец, определяя его массу -
.
Массу 1 м профиля , г, вычисляют по формуле
![]() , (1)
, (1)
где - масса образца, г;
- длина образца, равная 1 м;
- фактическая длина образца, м.
Результаты округляют до 1 г.
За результат испытаний принимают среднее арифметическое значение результатов испытаний трех образцов, при этом значение каждого результата должно соответствовать требованиям 4.2.2.
6.5 Определение показателей внешнего вида
Внешний вид профилей (цвет, блеск, качество поверхностей по 4.2.8) определяют визуально путем сравнения с образцами-эталонами.
Испытания проводят на трех образцах длиной не менее 250 мм при равномерной освещенности не менее 300 лк, направленной под углом 45° к поверхности параллельно расположенных образцов.
Образцы рассматривают невооруженным глазом с расстояния 0,5-0,8 м, направление луча зрения должно быть перпендикулярно поверхности и оси образца.
Результат испытаний признают удовлетворительным, если каждый образец отвечает установленным требованиям.
6.6 Определение изменения линейных размеров после теплового воздействия
Изменение линейных размеров после теплового воздействия (термоусадку) проводят по ГОСТ 11529, методом "по рискам", на трех образцах длиной (220±5) мм в продольном направлении со следующими дополнениями:
- расстояние между иглами разметочного шаблона - (200±0,2) мм;
- риски наносят на лицевые поверхности образца;
- образец укладывают на стеклянную пластинку, покрытую тальком;
- температура теплового воздействия - (100±2)°С, время - (60±2) мин.
Изменения линейных размеров каждого образца не должны превышать установленных значений.
6.7 Определение термостойкости
6.7.1 Средства испытаний и вспомогательные устройства:
- термошкаф, обеспечивающий поддержание температуры (150±2)°С;
- измеритель длины с погрешностью не более ±0,5 мм;
- стеклянная пластинка;
- тальк.
6.7.2 Порядок проведения испытаний и оценка результатов
Испытания проводят на трех образцах длиной (200±2) мм.
Образцы укладывают горизонтально на стеклянную пластинку, предварительно посыпанную тальком, и помещают в термошкаф, нагретый до температуры (150±2)°С, на 30 мин.
После термостатирования образцы охлаждают на воздухе в течение 1 ч.
Результат испытаний признают удовлетворительным, если на всех поверхностях каждого образца отсутствуют повреждения (вздутия, пузыри, раковины, трещины, расслоения).
Примечание - Положительный результат испытаний является косвенным подтверждением пригодности профиля к операции гибки.
6.8 Определение стойкости к удару
6.8.1 Средства испытаний и вспомогательные устройства:
- устройство (рисунок 2), включающее в себя направляющее устройство, закрепленное на штативе и обеспечивающее падение бойка с высоты (1500±10) мм; стальной боек массой (1000±5) г с полусферической ударной поверхностью радиусом (25±0,5) мм; стальные опоры, закрепленные на фундаменте (столе) массой не менее 50 кг;
- морозильная камера, обеспечивающая поддержание температуры до минус 25°С.

1 - образец; 2 - труба с внутренним диаметром (50+1) мм; 3 - боек; 4 - штатив; 5 - опора; 6 - фундамент
Рисунок 2 - Устройство для определения стойкости профилей к удару
6.8.2 Подготовка к проведению испытаний
Испытания проводят на десяти образцах длиной (300±5) мм.
До испытаний образцы профилей типов III и IV (таблица 1, 4.5) выдерживают в морозильной камере при температуре минус (10±1)°С, а профили типов I и II - минус (20±1)°С в течение не менее 1 ч. Профиль должен быть расположен таким образом, чтобы удар бойка приходился на лицевую стенку, которая подвергается влияниям климатического воздействия (уличная сторона), в середину одной из камер ближе к оси центра тяжести поперечного сечения профиля, указанной на чертежах сечений профилей. Испытания проводят не позже, чем через 10 с после извлечения образца из морозильной камеры.
6.8.3 Порядок проведения испытаний и оценка результатов
Поднимают боек и с помощью стопорного винта устанавливают на высоте 1500±10 мм от поверхности профиля. Освобождают боек, который свободно падает на образец. Боек должен быть зафиксирован при отскоке (повторный удар не допускается), затем боек поднимают, а образец вынимают и осматривают.
Образец считают выдержавшим испытание, если при осмотре на его поверхности не обнаружено трещин, разрушений, расслоений. В месте удара допускаются вмятины на поверхности образца. Результат испытаний считают удовлетворительным, если испытания выдержали не менее девяти из десяти испытанных образцов.
6.9 Определение прочности угловых сварных соединений
6.9.1 Средства испытаний и вспомогательные устройства:
- испытательная машина, обеспечивающая воздействие сил от 2 до 20 кН с погрешностью измерения не более 2% и скоростью перемещения нажимного пуансона (50±5) мм/мин, с приспособлением для установки образца, состоящим из опорной траверсы и двух передвижных опорных кареток с шарнирным креплением к траверсе (рисунок 3);
- угломер с нониусом по ГОСТ 5378;
- металлическая линейка по ГОСТ 427 ценой деления 1 мм.
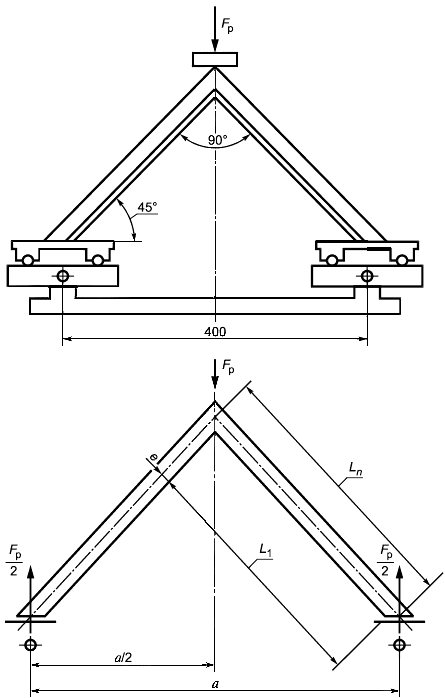
- длина нейтральной оси профиля, равная
![]() мм;
мм; - длина стороны угла по внутренней поверхности;
![]() мм
мм
Рисунок 3 - Схема испытаний для определения прочности угловых сварных соединений и геометрические параметры для расчета разрушающего усилия
6.9.2 Подготовка образцов
Образцы профилей сваривают на оборудовании и по режимам, установленным в технологическом регламенте. Для испытаний используют три образца равносторонних угловых соединений, сваренных под углом (90±1)°. Сварные наплавы не удаляют.
Перед испытанием образцы выдерживают в течение не менее 3 ч. Свободные концы образцов отрезают под углом (45±1)°.
6.9.3 Проведение испытаний и оценка результатов
6.9.3.1 Образец устанавливают на приспособление таким образом, чтобы свободные концы образца располагались на каретках, а продольная ось нагружающего пуансона и вершина образца углового соединения совпали между собой. Нейтральные оси сечения профиля должны располагаться над осями вращения испытательной каретки. В случае испытания профилей с асимметричным боковым профилем для достижения равномерного нагружения поперечного сечения образца используют контрпрофильные вставки и прокладки. Усилие на образец подают до его разрушения.
6.9.3.2 Разрушающее усилие фиксируют в журнале испытаний.
6.9.3.3 Результаты испытаний признают положительными, если значение разрушающей нагрузки при испытании каждого образца превышает значения контрольной нагрузки, установленные в технической документации изготовителя согласно 4.2.13 (геометрические параметры для расчета разрушающих усилий приведены на рисунке 3).
6.10 Определение температуры размягчения по Вика
Температуру размягчения по Вика определяют по ГОСТ 15088 (способ В, вариант нагревания 1, теплопередающая среда - силиконовое масло и жидкий парафин) на трех образцах, вырезанных из лицевых внешних стенок профиля. Допускается проводить испытание в воздушной среде.
За результат испытания принимают среднее арифметическое значение результатов испытаний трех образцов.
6.11 Определение прочности и модуля упругости при растяжении
Прочность и модуль упругости при растяжении определяют по ГОСТ 11262 и ГОСТ 9550 соответственно на пяти образцах со следующими дополнениями:
- тип образца - 3, ширина образца - (15,0±0,5) мм; длина - (100±1) мм; образцы вырезают из лицевой стенки профиля в направлении его продольной оси; толщина равна толщине профиля в месте вырезки образца;
- скорость перемещения захватов при определении прочности при растяжении (50±5) мм/мин и (2±0,2) мм/мин - при определении модуля упругости.
За результат испытаний принимают среднеарифметическое значение результатов испытаний пяти образцов.
6.12 Определение ударной вязкости по Шарпи
Ударную вязкость по Шарпи определяют по ГОСТ 4647 на десяти образцах с надрезом типа В [радиус основания надреза (1,00±0,05) мм] со следующими дополнениями:
- образцы вырезают из внешней лицевой стенки профиля в направлении его продольной оси;
- размер образца: длина - (50±1) мм; ширина - (6,0±0,2) мм, толщина равна толщине стенки профиля;
- надрез наносят с внутренней стороны образца, толщина образца под надрезом должна составлять не менее 2/3 общей толщины образца, удар производят по внешней плоскости образца;
- допускается определять ударную вязкость на образцах с двойным V-образным надрезом (тип надреза С) на противоположных кромках посредине образца, радиус надрезов - (0,10±0,02) мм, расстояние между надрезами по телу образца - (3,0±0,1) мм;
- за результат испытаний принимают среднее арифметическое значение результатов испытаний десяти образцов. При этом каждый результат испытания должен быть не менее 12 кДж/м, а на образцах с двойным V-образным надрезом - 20 кДж/м
.
6.13 Определение цветовых (колориметрических) характеристик
Цветовые колориметрические характеристики по координатному методу определяют с использованием приборов ахроматического излучения (спектрофотометр с погрешностью измерений отношения координат цвета не более 0,01), аттестованных в установленном порядке, согласно эксплуатационной документации, прилагаемой к прибору и по методикам, утвержденным руководителем испытательного центра (лаборатории). Базовые расчетные координаты цвета принимают по международной системе CIELAB. Измерение отношений соответствующих координат цвета исходного образца к координатам цвета эталона проводят не менее трех раз, устанавливая каждый раз образец заново.
За результат испытаний принимают среднее арифметическое значение трех измерений.
6.14 Определение стойкости к УФ облучению
Стойкость к УФ облучению определяют по ГОСТ 30973.
Результат испытаний признают удовлетворительным, если все образцы не имеют дефектов внешнего вида и сохранили цветовые характеристики в допустимых пределах (таблица 5), а разница цветов между испытанными образцами составляет не более половины диапазона , указанного в таблице 5.
Затем определяют ударную вязкость образцов, подверженных и неподверженных климатическому воздействию, по 6.12 (образцы для испытаний вырезают из контрольных образцов, прошедших УФ облучение), рассчитывают и сравнивают их среднее арифметическое значение. Результат испытаний признают удовлетворительным, если соблюдены следующие условия:
- результат испытаний образцов, не подверженных климатическому воздействию, отвечает требованиям таблицы 5 и 6.12;
- результат испытаний образцов, подверженных климатическому воздействию, снижен по сравнению с результатом испытаний образцов, не подверженных климатическому воздействию, не более чем на 30%.
6.15 Определение долговечности
Долговечность профилей определяют по ГОСТ 30973. При испытаниях по данному стандарту одновременно определяют значение показателей прочности при растяжении, ударной вязкости по Шарпи, изменения линейных размеров и цветовых колориметрических характеристик, а также подтверждают стойкость профилей к критическим знакопеременным температурам, УФ облучению и слабоагрессивному химическому воздействию.
Для определения типа по условиям эксплуатации образцы профилей, прошедшие циклы воздействия УФ облучением по 6.14, передают на испытания долговечности по ГОСТ 30973. Число образцов и режим циклов испытаний устанавливают в программе испытаний, учитывая предполагаемые условия эксплуатации профилей.
6.16 Определение приведенного сопротивления теплопередаче
Приведенное сопротивление теплопередаче профилей (комбинации профилей) определяют по ГОСТ 26602.1.
Испытания проводят с использованием калибровочной сэндвич-панели, близкой по термическому сопротивлению расчетному значению термического сопротивления комбинации профилей. Толщина панели должна быть максимально приближена к толщине предполагаемого элемента остекления. При оформлении результатов испытаний рекомендуется приводить значения приведенного сопротивления теплопередаче комбинации профилей с установленным усилительным вкладышем, термического сопротивления, а также чертеж сечения испытуемой комбинации профилей.
6.17 Испытания коэкструдированных уплотняющих прокладок
Периодические испытания коэкструдируемых заменяемых (съемных) уплотняющих прокладок проводят по ГОСТ 30778 и ГОСТ 31362.
Несъемные прокладки испытывают по ГОСТ 31362 со следующими уточнениями.
Для испытаний от одной партии профилей отбирают не менее тридцати образцов профилей длиной (300±1) мм.
Испытания проводят в такой последовательности:
- у 15 образцов профилей срезают наружную часть уплотнителей, полученные таким образом жгуты уплотнителей проверяют на характерные показатели;
- другие 15 образцов профилей с уплотнителями испытывают на стойкость уплотнителей к циклическому сжатию и наличию цветового отпечатка, затем с профилей срезают наружную часть уплотнителей и полученные жгуты передают на климатические испытания; после завершения климатических испытаний определяют характерные показатели образцов;
- относительное изменение показателей старения вычисляют, сравнивая значения характерных показателей первой и второй группы образцов.
6.18 Прочность сцепления
Прочность сцепления декоративного ламинированного покрытия с профилем-основой испытывают по ГОСТ 19111.
7 Упаковка, транспортирование и хранение
7.1 Условия упаковки, транспортирования и хранения должны обеспечивать предохранение профилей от загрязнения, деформаций и механических повреждений.
7.2 Профили укладывают в пачки. При укладке профилей сложного сечения рекомендуется применение специальных транспортных прокладок. Пачки упаковывают в полиэтиленовую пленку по ГОСТ 10354. Допускается использование других упаковочных материалов по действующим нормативам и техническим документам.
7.3 Профили перевозят всеми видами транспорта на палеттах или поддонах в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на каждом виде транспорта. По согласованию изготовителя с потребителем допускается транспортирование профилей штабелем в закрытых контейнерах.
7.4 Профили следует хранить в крытых складских помещениях вне зоны действия отопительных приборов и прямых солнечных лучей. Допускается временное хранение белого, упакованного в защищающую от воздействия УФ облучения пленку профиля под открытым небом не более шести месяцев.
7.5 При хранении профили укладывают на ровную поверхность по всей длине или на прокладках, расстояние между опорными подкладками не должно превышать 1 м. Длина свободно свисающих концов профиля не должна превышать 0,5 м. Максимальная высота штабеля при хранении россыпью - не более 0,8 м.
7.6 Гарантийный срок хранения - 1 год со дня отгрузки изделий со склада изготовителя.
Приложение А
(справочное)
Примеры конструктивных решений (сечения) основных профилей
Сечения профилей коробок

Сечения профилей створок

Сечения профилей импостов

Сечения соединительных профилей

Сечения профилей штульпов

Сечения профилей штапиков

Приложение Б
(рекомендуемое)
Состав технической документации изготовителя
Б.1 Техническая документация изготовителя на системы ПВХ профилей должна включать в себя следующие данные, которые подлежат предоставлению потребителю (переработчику, проектирующей или контролирующей организации) по его запросу.
Б.1.1 Типоразмеры, конфигурацию и характеристики ПВХ профилей:
- чертежи сечений и узлов профилей, артикулы профилей;
- основные и функциональные размеры профилей с допусками; масса 1 м длины;
- физико-механические характеристики и долговечность ПВХ профилей;
- цветовая колориметрическая характеристика профилей;
- значения прочности всех сварных соединений;
- типы профилей (комбинаций профилей).
Б.1.2 Характеристики усилительных вкладышей:
- материал вкладышей, тип и толщина антикоррозионного покрытия;
- сечения с основными размерами и расчетными значениями моментов инерции и изгибной жесткости.
Б.1.3 Сведения об использовании вторичного поливинилхлорида.
Б.1.4 Характеристики уплотняющих прокладок:
- материал, формы и размеры сечений, технические показатели.
Б.1.5 Требования к оконным и дверным блокам, включая конструктивные решения основных узлов, способы и схемы открывания, таблицы (диаграммы) максимально допустимых размеров створок и полотен, чертежи расположения функциональных отверстий, сведения о запирающих приборах и петлях.
Б.1.6 Результаты лабораторных испытаний технических, пожарных, санитарных характеристик ПВХ профилей.
Б.2 Приведенный в Б.1 состав документации включает в себя минимальный объем технической информации, которая может быть расширена изготовителем.
Приложение В
(рекомендуемое)
Расчет прочности сварных угловых соединений
В.1 Расчет прочности сварных угловых соединений включает в себя определение расчетного разрушающего усилия
Расчетное разрушающее усилие , Н, определяют по формуле
 ,
,
где - расчетное разрушающее усилие, Н;
- момент сопротивления в направлении приложения нагрузки, мм
, равный
, где
- момент инерции сечения профиля, мм
, устанавливаемый в технической документации изготовителя;
- значение минимального разрушающего напряжения,
![]() 37 МПа;
37 МПа;
- расстояние между осями вращения,
400 мм (рисунок 3);
- расстояние от нейтральной оси профиля до критической линии, определяемое по чертежу сечения профиля.
Геометрические параметры для расчета разрушающего усилия приведены на рисунке 3.
В.2 В технической документации изготовителя должны быть приведены значения расчетного разрушающего усилия сварных соединений всех узлов профилей, предусмотренных профильной системой изготовителя.
Приложение Г
(рекомендуемое)
Параметры входного контроля сырья
Входной контроль сырья на производстве проводят путем взятия проб с каждой партии сырья.
Входной контроль проводят по следующим параметрам:
- влажность;
- насыпная плотность;
- сыпучесть;
- наличие посторонних включений;
- размер частиц.
Результаты контроля обрабатывают и хранят согласно 6.1.5.
УДК 692.8-42-036.5 (083.74) | МКС 83.140.01 | Ж35 | NEQ |
Ключевые слова: профили поливинилхлоридные, главные профили, доборные профили, внешняя лицевая стенка, камера | |||
Электронный текст документа
и сверен по:
, 2015
