ГОСТ Р 56001-2014
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
АРМАТУРА ТРУБОПРОВОДНАЯ ДЛЯ ОБЪЕКТОВ ГАЗОВОЙ ПРОМЫШЛЕННОСТИ
Общие технические условия
Pipeline valves for objects of gas industry. General specifications
ОКС 23.060, 75.180
ОКП 37 0000
Дата введения 2015-02-01
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью "Научно-исследовательский институт природных газов и газовых технологий - Газпром ВНИИГАЗ" (ООО "Газпром ВНИИГАЗ"), Закрытым акционерным обществом "Научно-производственная фирма "Центральное конструкторское бюро арматуростроения" (ЗАО "НПФ "ЦКБА"), Открытым акционерным обществом "Оргэнергогаз" (ОАО "Оргэнергогаз")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 23 "Техника и технология добычи и переработки нефти и газа"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 17 апреля 2014 г. N 364-ст
4 Настоящий стандарт разработан с учетом основных нормативных положений стандарта ИСО 14313:2007* "Промышленность нефтяная и газовая. Системы трубопроводного транспорта. Арматура трубопроводная" (ISO 14313:2007 "Petroleum and natural gaz industries - Pipeline transportation systems - Pipeline valves", NEQ) в части основных требований, предъявляемых к конструкциям арматуры, а также с учетом стандарта Американского института нефти "Технический осмотр и испытания клапанов" (API Std 598:2009 "Valve inspection and testing", NEQ) в части требований к основным параметрам испытаний
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
5 РАЗРАБОТАН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (Раздел 8). Информация об изменениях к настоящему стандарту публикуется в годовом (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячно издаваемом информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет (gost.ru).
1 Область применения
Настоящий стандарт распространяется на трубопроводную арматуру с номинальными диаметрами до 1400 на номинальные давления до
400, применяемую на объектах добычи, подземного хранения, переработки, транспортировки, распределения и потребления газа, и устанавливает общие технические требования к запорной, регулирующей, предохранительной и обратной трубопроводной арматуре при ее проектировании, изготовлении, приемке, испытаниях, транспортировке, монтаже, эксплуатации, ремонте, хранении и утилизации.
Настоящий стандарт не распространяется на устьевую (фонтанную) арматуру, арматуру конденсатопроводов, на трубопроводную арматуру для рабочей среды с содержанием сероводорода (HS) более 7 мг/м
, а также арматуру морских газопроводов и газопроводов, предназначенных для транспортировки сжиженных газов.
Настоящий стандарт может быть использован для подтверждения соответствия.
2 Нормативные ссылки
В настоящем стандарте использованы ссылки на следующие стандарты:
ГОСТ Р 15.201-2000 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения. Порядок разработки и постановки продукции на производство
ГОСТ Р ИСО 3183-2009 Трубы стальные для трубопроводов нефтяной и газовой промышленности. Общие технические условия
ГОСТ Р 50753-95 Пружины винтовые цилиндрические сжатия и растяжения из специальных сталей и сплавов. Общие технические условия
ГОСТ Р 51164-98 Трубопроводы стальные магистральные. Общие требования к защите от коррозии
ГОСТ Р 51330.0-99 Электрооборудование взрывозащищенное. Часть 0. Общие требования
ГОСТ Р 51901.12-2007 Менеджмент риска. Метод анализа видов и последствий отказов
ГОСТ Р 52079-2003 Трубы стальные сварные для магистральных газопроводов, нефтепроводов и нефтепродуктопроводов. Технические условия
ГОСТ Р 52568-2006 Трубы стальные с защитными наружными покрытиями для магистральных газонефтепроводов. Технические условия
ГОСТ Р 52760-2007 Арматура трубопроводная. Требования к маркировке и отличительной окраске
ГОСТ Р 52857.1-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Общие требования
ГОСТ Р 52857.2-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет цилиндрических и конических обечаек, выпуклых и плоских днищ и крышек
ГОСТ Р 52857.3-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Укрепление отверстий в обечайках и днищах при внутреннем и внешнем давлениях. Расчет на прочность обечаек и днищ при внешних статических нагрузках на штуцер
ГОСТ Р 52857.4-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет на прочность и герметичность фланцевых соединений
ГОСТ Р 52857.5-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет обечаек и днищ от воздействия опорных нагрузок
ГОСТ Р 52857.6-2007 Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет на прочность при малоцикловых нагрузках
ГОСТ Р 53402-2009 Арматура трубопроводная. Методы контроля и испытаний
ГОСТ Р 53671-2009 Арматура трубопроводная. Затворы и клапаны обратные. Общие технические условия
ГОСТ Р 53672-2009 Арматура трубопроводная. Общие требования безопасности
ГОСТ Р 53674-2009 Арматура трубопроводная. Номенклатура показателей. Опросные листы для проектирования и заказа
ГОСТ Р 54432-2011 Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление от 1 до
200. Конструкция, размеры и общие технические требования
ГОСТ Р 54808-2011 Арматура трубопроводная. Нормы герметичности затворов
ГОСТ Р 55509-2013 Арматура трубопроводная. Металлы, применяемые в арматуростроении. Общие требования к выбору материалов
ГОСТ Р 55510-2013 Арматура трубопроводная. Приводы вращательного действия. Присоединительные размеры
ГОСТ Р 55511-2013 Арматура трубопроводная. Электроприводы. Общие технические условия
ГОСТ 2.601-2006 Единая система конструкторской документации. Эксплуатационные документы
ГОСТ 2.610-2006 Единая система конструкторской документации. Правила выполнения эксплуатационных документов
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.2.085-2002 Сосуды, работающие под давлением. Клапаны предохранительные. Требования безопасности
ГОСТ 12.3.009-76 Система стандартов безопасности труда. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 15.311-90 Система разработки и постановки продукции на производство. Постановка на производство продукции по технической документации иностранных фирм
ГОСТ 27.310-95 Надежность в технике. Анализ видов, последствий и критичности отказов. Основные положения
ГОСТ 263-75 Резина. Метод определения твердости по Шору А
ГОСТ 356-80 Арматура и детали трубопроводов. Давления номинальные, пробные и рабочие. Ряды
ГОСТ 1778-70 Сталь. Металлографические методы определения неметаллических включений
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3326-86 Клапаны запорные, клапаны и затворы обратные. Строительные длины
ГОСТ 3706-93 Задвижки. Строительные длины
ГОСТ 5639-82 Стали и сплавы. Метод выявления и определения величины зерна
ГОСТ 5761-2005 Клапаны на номинальное давление не более 250. Общие технические условия
ГОСТ 5762-2002 Арматура трубопроводная промышленная. Задвижки на номинальное давление не более 250. Общие технические условия
ГОСТ 6996-66 Сварные соединения. Методы определения механических свойств
ГОСТ 7192-89 Механизмы исполнительные электрические постоянной скорости ГСП. Общие технические условия
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 8908-81 Основные нормы взаимозаменяемости. Нормальные углы и допуски углов
ГОСТ 9150-2002 Основные нормы взаимозаменяемости. Резьба метрическая. Профиль
ГОСТ 9399-81 Фланцы стальные резьбовые на Ру 20-100 МПа (200-1000 кгс/см). Технические условия
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9466-75 Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия
ГОСТ 10051-75 Электроды покрытые металлические для ручной дуговой наплавки поверхностных слоев с особыми свойствами. Типы
ГОСТ 10549-80 Выход резьбы. Сбеги, недорезы, проточки и фаски
ГОСТ 10877-76 Масло консервационное К-17. Технические условия
ГОСТ 11881-76 ГСП. Регуляторы, работающие без использования постороннего источника энергии. Общие технические условия
ГОСТ 12678-80 Регуляторы давления прямого действия. Основные параметры
ГОСТ 12893-2005 Клапаны регулирующие односедельные, двухседельные и клеточные. Общие технические условия
ГОСТ 12971-67 Таблички прямоугольные для машин и приборов. Размеры
ГОСТ 14187-84 Краны конусные. Строительные длины
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14254-96 Степени защиты, обеспечиваемые оболочками (Код IP)
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16037-80 Соединения сварные стальных трубопроводов. Основные типы, конструктивные элементы и размеры
ГОСТ 16118-70 Пружины винтовые цилиндрические сжатия и растяжения из стали круглого сечения. Технические условия
ГОСТ 16587-71 Клапаны предохранительные, регулирующие и регуляторы давления. Строительные длины
ГОСТ 17516.1-90 Изделия электротехнические. Общие требования в части стойкости к механическим внешним воздействующим факторам
ГОСТ 20700-75 Болты, шпильки, гайки и шайбы для фланцевых и анкерных соединений, пробки и хомуты с температурой среды от 0 до 650°C. Технические условия
ГОСТ 21345-2005 Краны шаровые, конусные и цилиндрические на номинальное давление не более 250. Общие технические условия
ГОСТ 24297-87 Входной контроль продукции. Основные положения
ГОСТ 24643-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Числовые значения
ГОСТ 24705-2004 Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 24737-81 Основные нормы взаимозаменяемости. Резьба трапецеидальная однозаходная. Основные размеры
ГОСТ 26304-84 Арматура промышленная трубопроводная для экспорта. Общие технические условия
ГОСТ 28338-89 Соединения трубопроводов и арматура. Номинальные диаметры. Ряды
ГОСТ 28908-91 Краны шаровые и затворы дисковые. Строительные длины
ГОСТ 30546.1-98 Общие требования к машинам, приборам и другим техническим изделиям и методы расчета их сложных конструкций в части сейсмостойкости
ГОСТ 30893.1-2002 Основные нормы взаимозаменяемости. Общие допуски. Предельные отклонения линейных и угловых размеров с неуказанными допусками
ГОСТ 30893.2-2002 Основные нормы взаимозаменяемости. Общие допуски. Допуски формы и расположения поверхностей, не указанные индивидуально
ГОСТ 31294-2005 Клапаны предохранительные прямого действия. Общие технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячно издаваемого информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт (документ), на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта (документа) с учетом всех внесенных в данную версию изменений, настоящим стандартом следует руководствоваться заменяющим (измененным) документом. Если заменен ссылочный стандарт (документ), на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта (документа) с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт (документ), на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения, сокращения и обозначения
3.1 В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1.1 арматура трубопроводная (арматура): Техническое устройство, устанавливаемое на трубопроводах и емкостях, предназначенное для управления потоком рабочей среды путем изменения площади проходного сечения.
3.1.2 вероятность безотказной работы по отношению к критическим отказам: Вероятность того, что в пределах заданной наработки (назначенного срока службы, назначенного ресурса) критический отказ арматуры не возникнет.
3.1.3 демпферная жидкость: Техническая рабочая жидкость, используемая в гидравлической системе пневмо- и электрогидравлических приводов для выполнения роли демпфера при автоматическом управлении и роли рабочей среды при ручном управлении.
3.1.4
запорная арматура: Арматура, предназначенная для перекрытия потока рабочей среды с определенной герметичностью. [ГОСТ Р 52720-2007, статья 3.1] |
3.1.5
корпусные детали: Детали арматуры (как правило, корпус арматуры и крышка), которые удерживают рабочую среду внутри арматуры. [ГОСТ Р 52720-2007, статья 7.1] |
3.1.6
коэффициент сопротивления Примечание - Для запорной арматуры коэффициент сопротивления указывается при полностью открытом положении затвора (совершении полного хода на открытие арматуры), если другое не оговорено технической документацией. [ГОСТ Р 52720-2007, статья 6.13] |
3.1.7
коэффициент оперативной готовности: Вероятность того, что арматура окажется в работоспособном состоянии в произвольный момент времени, кроме планируемых периодов, в течение которых применение арматуры по назначению не предусматривается, и, начиная с этого момента, будет работать безотказно в течение заданного интервала времени. [ГОСТ Р 52720-2007, статья 2.27] |
3.1.8
критический отказ арматуры: Отказ арматуры, возможными последствиями которого является причинение вреда жизни или здоровью граждан, имуществу физических или юридических лиц, государственному или муниципальному имуществу, окружающей среде, жизни или здоровью животных и растений. [ГОСТ Р 53672-2009, статья 3.1.5] |
3.1.9 критическое предельное состояние: Состояние арматуры, при котором ее дальнейшая эксплуатация недопустима из-за возможности наступления критического отказа.
3.1.10 назначенный ресурс: Суммарная наработка, при достижении которой эксплуатация арматуры должна быть прекращена независимо от ее технического состояния.
3.1.11 назначенный срок службы: Календарная продолжительность эксплуатации, при достижении которой эксплуатация арматуры должна быть прекращена независимо от ее технического состояния.
3.1.12 наработка на отказ: Отношение суммарной наработки восстанавливаемого объекта к математическому ожиданию числа его отказов в течение этой наработки.
3.1.13
номинальное давление [ГОСТ Р 52720-2007, статья 6.1] |
3.1.14
номинальный диаметр Примечание - минимальный* диаметр приблизительно равен внутреннему диаметру присоединяемого трубопровода, выраженному в миллиметрах и соответствующему ближайшему значению из ряда чисел, принятых в установленном порядке. _________________ * Вероятно, ошибка оригинала. Следует читать "номинальный". - . [ГОСТ Р 52720-2007, статья 6.2] |
3.1.15
обратная арматура: Арматура, предназначенная для автоматического предотвращения обратного потока рабочей среды. [ГОСТ Р 52720-2007, статья 3.5] |
3.1.16 отказ: Событие, заключающееся в нарушении работоспособного состояния арматуры.
3.1.17
показатели назначения: Основные технические данные и характеристики арматуры, определяющие возможность ее безопасного применения в конкретных условиях эксплуатации. [ГОСТ Р 53674-2009, статья 3.1] |
3.1.18
пробка: Запирающий элемент в кранах, имеющий сферическую форму (у шаровых кранов), форму конуса (у конусных кранов) и форму цилиндра (у цилиндрических кранов). |
3.1.19
предохранительная арматура: Арматура, предназначенная для автоматической защиты оборудования и трубопроводов от недопустимого превышения давления посредством сброса избытка рабочей среды. [ГОСТ Р 52720-2007, статья 3.2] |
3.1.20 пробное давление : Избыточное давление, при котором проводят испытание арматуры на прочность.
3.1.21 регулирующая арматура: Арматура, предназначенная для регулирования параметров рабочей среды посредством изменения расхода или проходного сечения.
3.1.22
регулятор давления "до себя": Регулятор, поддерживающий давление рабочей среды в заданном диапазоне на участке или в контуре системы, расположенной до регулятора. [ГОСТ Р 52720-2007, статья 5.53] |
3.1.23
регулятор давления "после себя": Регулятор, поддерживающий давление рабочей среды в заданном диапазоне на участке или в контуре системы, расположенной после регулятора. [ГОСТ Р 52720-2007, статья 5.54] |
3.1.24
ручной дублер: Устройство, предназначенное для ручного управления арматурой с приводом, в случаях, когда последний не используется по каким-либо причинам. [ГОСТ Р 52720-2007, статья 7.17] |
3.1.25 цикл: Перемещение запирающего элемента из одного крайнего положения ("открыто" или "закрыто") в противоположное и обратно.
3.2 В настоящем стандарте применены следующие сокращения:
ААЗК | - автомат аварийного закрытия крана; | |
ВТУ | - внутритрубное устройство; | |
ГПА | - газоперекачивающий агрегат; | |
ГРС | - газораспределительная станция; | |
ДКС | - дожимная компрессорная станция; | |
ЗИП | - запасной инструмент и приспособления; | |
ЗЭл | - запирающий элемент; | |
ИМ | - исполнительный механизм; | |
КД | - конструкторская документация; | |
КС | - компрессорная станция; | |
ЛЧ МГ | - линейная часть магистрального газопровода; | |
ЛРГ | - линия рециркуляции газа; | |
МИМ | - мембранный исполнительный механизм; | |
НД | - нормативная документация; | |
НЗ | - нормально-закрытая арматура; | |
НО | - нормально-открытая арматура; | |
ОТК (СКК) | - отдел технического контроля (служба технического контроля); | |
ПВ | - продолжительность включения; | |
ПМ | - программа и методика испытаний; | |
ПС | - паспорт; | |
ПП | - пневмопривод; | |
ПГП | - пневмогидравлический привод; | |
ППГП | - поршневой пневмогидравлический привод; | |
РК | - регулирующий клапан; | |
РЭ | - руководство по эксплуатации; | |
РЭл | - регулирующий элемент; | |
ТУ | - технические условия; | |
УРГ | - узел редуцирования газа; | |
ЭГП | - электрогидропривод; | |
ЭД | - эксплуатационная документация; | |
ЭИМ | - электрический исполнительный механизм. |
3.3 В настоящем стандарте применены следующие обозначения:
- показатель, используемый для обозначения условной пропускной способности импортной арматуры; | ||
- диаметр номинальный; | ||
- эффективный диаметр в седле неполнопроходной арматуры; | ||
HB | - единица измерения твердости по Бринеллю; | |
HV | - единица измерения твердости по Виккерсу; | |
| - ударная вязкость, определенная на образце с концентратором вида U при комнатной температуре; | |
- ударная вязкость, определенная на образце с концентратором вида V при комнатной температуре; | ||
- условная пропускная способность; | ||
- давление номинальное; | ||
- давление рабочее; | ||
- номинальный размер трубы (Nominal pipe size); | ||
- коэффициент расхода; | ||
- коэффициент сопротивления; | ||
| - максимальный перепад давления. |
4 Классификация
4.1 Виды и типы арматуры
4.1.1 На объектах газовой промышленности применяются следующие виды и типы арматуры:
- запорная арматура:
а) краны шаровые (с пробкой в опорах и с плавающей пробкой);
б) задвижки (клиновые, шиберные, параллельные);
в) клапаны;
г) краны конусные;
- обратная арматура:
а) затворы обратные;
б) клапаны обратные;
- предохранительная арматура - предохранительные клапаны;
- регулирующая арматура - регулирующие клапаны (односедельные, двухседельные, клеточные), регулирующие краны, регуляторы давления "до себя" и регуляторы давления "после себя".
4.1.2 По требованию заказчика необходимость применения других разновидностей арматуры или арматуры, обладающей определенными конструкционными особенностями, может быть предусмотрена договором поставки.
4.2 Разновидности и конструктивные особенности арматуры
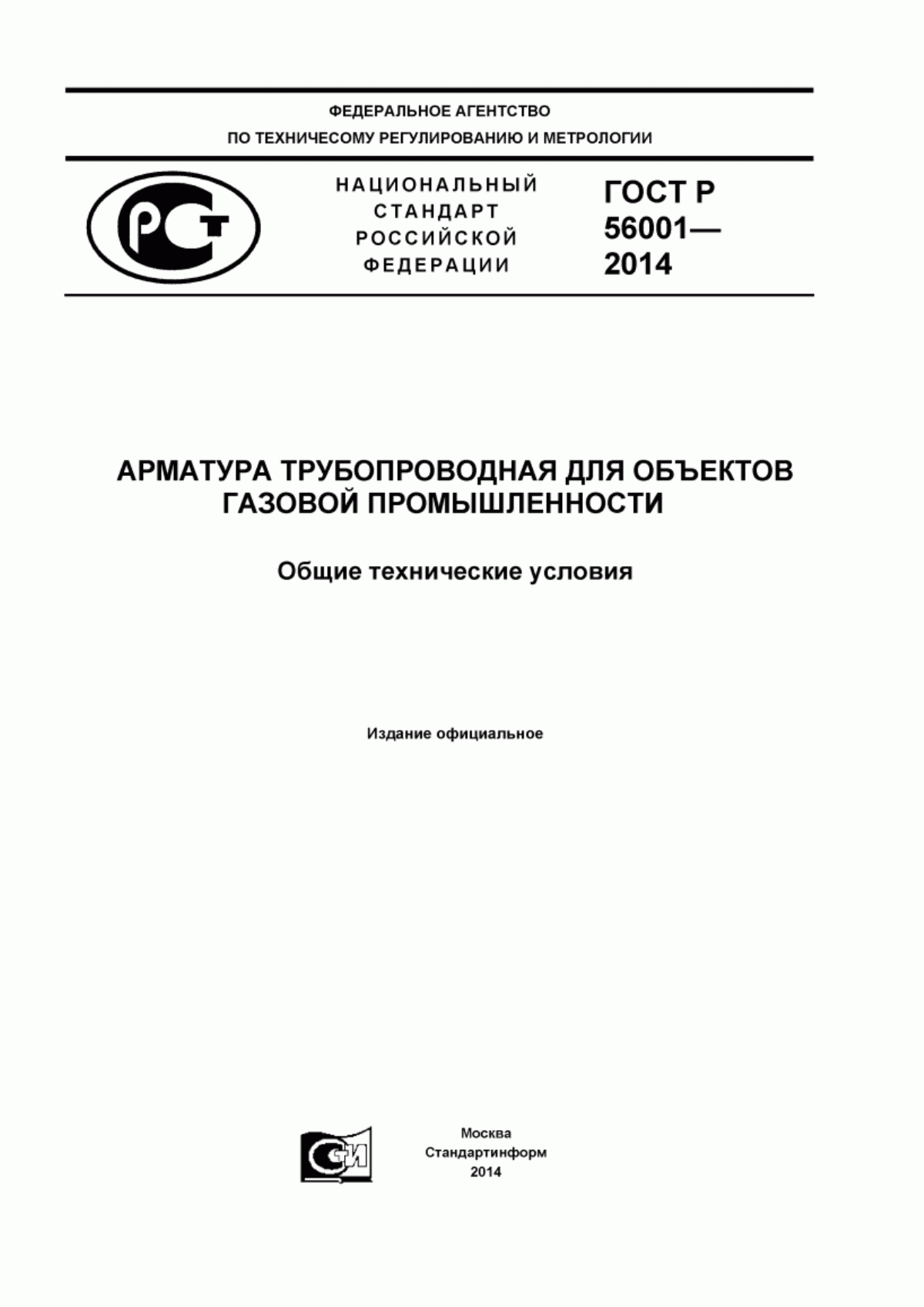
4.2.1 Типовые конструкции арматуры приведены на Рисунках А.1-А.17* (Приложение А).
________________
* Рисунки А.1-А.17 приведены только с целью иллюстрации разновидностей типовых конструкций арматуры.
4.2.2 В зависимости от размеров проточной части арматура изготавливается:
- полнопроходная;
- неполнопроходная (зауженная).
4.2.2.1 Полнопроходная арматура имеет круглое проходное сечение в проточной части диаметром не менее установленного в Таблице 1.
Таблица 1 - Минимальные диаметры проходного сечения в проточной части полнопроходной арматуры
| Минимальный диаметр проходного сечения в проточной части полнопроходной арматуры, мм, для | ||||
до | св. | св. | св. | ||
15 | 13 | ||||
20 | 19 | ||||
25 | 1 | 25 | |||
32 | 1 | 32 | |||
40 | 1 | 38 | |||
50 | 2 | 49 | 42 | ||
65 | 2 | 62 | 52 | ||
80 | 3 | 74 | 62 | ||
100 | 4 | 100 | 87 | ||
125 | 5 | 125 | 120 | ||
150 | 6 | 140 | 144 | 131 | |
200 | 8 | 190 | 192 | 179 | |
250 | 10 | 250 | 239 | 223 | |
300 | 12 | 285 | 287 | 265 | |
350 | 14 | 334 | 322 | 315 | 292 |
400 | 16 | 385 | 373 | 360 | 333 |
450 | 18 | 436 | 423 | 406 | 374 |
500 | 20 | 487 | 471 | 454 | 419 |
600 | 24 | 589 | 570 | 546 | - |
700 | 28 | 684 | 665 | 641 | - |
800 | 32 | 779 | 760 | 730 | - |
900 | 36 | 874 | 855 | 819 | - |
1000 | 40 | 976 | 956 | - | - |
1200 | 48 | 1166 | 1149 | - | - |
1400 | 56 | 1360 | - | - | - |
Примечание - Размеры, не указанные в таблице, а также отсутствующие или отличающиеся от приведенных в ней, устанавливает разработчик арматуры по согласованию с заказчиком. | |||||
Арматура с патрубками под приварку по согласованию с заказчиком может иметь патрубки меньшего внутреннего диаметра для соединения с трубой.
4.2.2.2 Неполнопроходная арматура имеет минимальный диаметр проходного сечения в проточной части:
- для 300 - на один размер меньше
арматуры по Таблице 1;
- для от 350 до 600 включительно - на два размера меньше
арматуры по Таблице 1;
- для ![]() 600 - по согласованию с заказчиком.
600 - по согласованию с заказчиком.
Пример - Минимальный диаметр проходного сечения в проточной части для неполнопроходного шарового крана 250
160 - 190 мм; шарового крана
400
250-287 мм.
Диаметр проходного сечения в проточной части неполнопроходной арматуры (эффективный диаметр ) указывают в ЭД и маркировке.
4.2.3 В зависимости от способа присоединения к трубопроводу (оборудованию) арматуру изготавливают:
- с патрубками под приварку к переходным кольцам или непосредственно к трубопроводу;
- фланцевую;
- межфланцевую;
- муфтовую;
- цапковую;
- ниппельную;
- стяжную;
- комбинированную (например, "фланец-патрубок под приварку", "патрубок под приварку-муфта").
4.2.4 По способу управления арматура может быть с ручным управлением (приводится в действие посредством механического редуктора или рычага) и с дистанционным управлением (приводится в действие посредством приводов).
Арматура с дистанционным управлением приводится в действие посредством приводов следующих типов:
- запорная арматура - пневмогидроприводы, электрогидроприводы, пневмоприводы, электроприводы и электромагнитные приводы;
- регулирующая арматура - пневмоприводы, пневмогидроприводы, электроприводы, электрогидроприводы, исполнительные механизмы.
Все типы приводов должны быть укомплектованы ручным (аварийным) дублером, если это предусмотрено проектом объекта или заказом.
4.2.5 В зависимости от сейсмичности района размещения (по 12-балльной шкале сейсмической интенсивности MSK-64 - по ГОСТ 30546.1), арматуру изготавливают в исполнении:
- несейсмостойком - для районов с сейсмичностью до 6 баллов включительно;
- сейсмостойком - для районов с сейсмичностью свыше 6 баллов и до 9 баллов включительно.
4.2.6 В зависимости от места установки относительно уровня земли, арматура подразделяется:
- для подземной установки (с засыпкой в траншее);
- для надземной установки.
4.2.7 Условное обозначение арматуры при заказе приводят в ТУ.
При заказе арматуры под приварку к трубопроводу или арматуры фланцевой с ответным фланцем дополнительно к условному обозначению указывают следующие данные о геометрических размерах и механических свойствах основного металла присоединяемой трубы:
- наружный диаметр;
- толщину стенки;
- марку материала;
- класс прочности по ГОСТ Р 52079 или группу прочности по ГОСТ Р ИСО 3183;
- климатическое исполнение.
5 Технические требования
5.1 Общие требования
Арматура должна соответствовать требованиям настоящего стандарта, КД, ТУ и требованиям заказчика. Требования заказчика могут уточнять отдельные положения настоящего стандарта и быть оформлены в виде опросных листов, приведенных в Приложении Б или в ГОСТ Р 53674.
При проектировании и изготовлении арматуры необходимо также соблюдать требования ГОСТ 5761 (для клапанов), ГОСТ 5762 (для задвижек), ГОСТ Р 53671 (для затворов обратных и клапанов обратных), ГОСТ 12893 (для клапанов регулирующих), ГОСТ 21345 (для кранов шаровых, конусных), ГОСТ 31294 (для клапанов предохранительных прямого действия) в части, не противоречащей настоящему стандарту.
5.2 Основные показатели и характеристики
5.2.1 К основным показателям и характеристикам арматуры относятся:
- показатели назначения;
- показатели надежности;
- показатели безопасности.
5.2.2 Показатели назначения
5.2.2.1 Номенклатура показателей назначения - в соответствии с ГОСТ Р 53674.
Показателями назначения независимо от вида и типа арматуры являются:
- номинальное давление или рабочее давление
;
- номинальный диаметр ;
- рабочая среда;
- температура рабочей среды;
- максимальный перепад давлений (допускается устанавливать два значения: при закрытом положении ЗЭл и при открытии арматуры);
- герметичность затвора;
- строительная длина;
- климатическое исполнение (с параметрами окружающей среды).
Дополнительные показатели назначения к конкретным видам арматуры:
- коэффициент сопротивления - для запорной и обратной арматуры;
- коэффициент расхода , площадь седла, давление настройки - для предохранительной арматуры;
- условная пропускная способность , точность регулирования (зона регулирования, или зона пропорциональности, или предел пропорциональности, или степень неравномерности), значение регулируемого давления, диапазон регулируемых давлений - для регуляторов давления, вид пропускной характеристики и параметры исполнительного механизма - для регулирующей арматуры.
Примечание - Связь показателя с показателем
, используемым при обозначении условной пропускной способности импортной арматуры, выражается соотношением
![]() (или
(или ![]() ).
).
5.2.2.2 Давления номинальные до 400 (40 МПа) включительно, пробные и рабочие - по ГОСТ 356.
5.2.2.3 Диаметры номинальные - в соответствии с Таблицей 1 ГОСТ 28338.
5.2.2.4 Рабочая среда - природный газ. Состав и свойства рабочей среды приведены в Приложении В.
5.2.2.5 Температура рабочей среды:
- от минус 20°С до 50°С - для арматуры подземной установки;
- от минус 20°С до 80°С кратковременно (продолжительность уточняет заказчик) - до 100°С - для арматуры надземной установки.
Температура рабочей среды может быть ниже минус 20°С (например, при низкотемпературной сепарации или для конденсации и выделения разных фракций углеводородов) и выше 100 °С (например, для арматуры объектов добычи, подземного хранения и переработки газа). В этих случаях значение температуры уточняет или согласовывает заказчик арматуры.
5.2.2.6 Максимальный перепад давлений на арматуре ![]() , при котором требуется открыть арматуру приводом, указывается или согласовывается заказчиком. Если максимальный перепад не указан, то его принимают равным
, при котором требуется открыть арматуру приводом, указывается или согласовывается заказчиком. Если максимальный перепад не указан, то его принимают равным .
5.2.2.7 Герметичность затвора - по ГОСТ Р 54808. Требования к герметичности указывают в ТУ на конкретный вид и тип арматуры.
Рекомендации по назначению классов герметичности затворов запорной, обратной, предохранительной и регулирующей арматуры приведены в Таблице 2.
Таблица 2 - Рекомендации по назначению классов герметичности затворов
Вид арматуры | Тип арматуры | Класс герметичности затвора по ГОСТ Р 54808 | |||||||
A | AA | B | C | CC | D, E | II, III | III, IV | ||
Уплотнение затвора "металл-металл" | |||||||||
Запорная | Клапаны | + | + | + | + | ||||
Задвижки | + | + | + | + | |||||
Краны | + | + | + | + | |||||
Обратная | Затворы | + | |||||||
Клапаны | + | + | |||||||
Предохранительная | Клапаны | + | + | + | |||||
Регулирующая | Все | + | |||||||
Уплотнение затвора "мягкое" | |||||||||
Запорная | Клапаны | + | + | + | |||||
Задвижки | + | + | + | ||||||
Краны | + | + | + | + | |||||
Обратная | Затворы | + | + | ||||||
Клапаны | + | + | + | ||||||
Предохранительная | Клапаны | + | + | + | |||||
Регулирующая | Все | + | |||||||
Герметичность затвора шаровых кранов для КС, ЛЧ МГ и их ответвлений:
- с уплотнением из полимерных или эластомерных материалов - по классу А ГОСТ Р 54808;
- с уплотнением "металл по металлу" - по Таблице 2 (в зависимости от требований заказчика).
5.2.2.8 Строительные длины:
- клапанов запорных, клапанов обратных и затворов обратных - по ГОСТ 3326;
- задвижек - по ГОСТ 3706;
- кранов конусных - по ГОСТ 14187;
- клапанов предохранительных, регулирующих и регуляторов давления - по ГОСТ 16587;
- кранов шаровых - по ГОСТ 28908.
По согласованию с заказчиком арматура может изготавливаться с нестандартной строительной длиной.
5.2.2.9 Климатическое исполнение и категория размещения по ГОСТ 15150:
- Т1 - для районов с тропическим климатом при температуре окружающего воздуха от -10°С до 55°С;
- У1 - для районов с умеренным климатом при температуре окружающего воздуха от -40°С до 50°С;
- ХЛ1 - для районов с холодным климатом при температуре окружающего воздуха от -60°С до 45°С.
Относительная влажность окружающего воздуха при транспортировании, хранении, монтаже и эксплуатации арматуры 100% при температуре 25°С.
Атмосферное давление - от 84,0 кПа (630 мм рт.ст.) до 106,7 кПа (800 мм рт.ст.).
По требованию заказчика могут быть установлены другие диапазоны температур окружающего воздуха и другие климатические исполнения по ГОСТ 15150.
5.2.3 Показатели надежности и показатели безопасности
5.2.3.1 Арматура относится к классу ремонтируемых восстанавливаемых изделий с регламентированной дисциплиной и назначенной продолжительностью эксплуатации. Объем ремонтных работ при техническом обслуживании и ремонте арматуры указывают в РЭ.
5.2.3.2 Номенклатура показателей надежности и показателей безопасности - по ГОСТ Р 53674.
Для арматуры, отказы которой не могут быть критическими, должны быть установлены показатели надежности.
Для арматуры, отказы которой могут быть критическими, должны быть установлены показатели надежности и показатели безопасности (в дополнение к показателям надежности или взамен их).
5.2.3.3 Номенклатура и количественные значения показателей надежности и показателей безопасности должны быть приведены в ТУ, ПС и РЭ.
5.2.3.4 Рекомендуемые количественные значения показателей надежности и показателей безопасности приведены в Приложении Г.
5.2.3.5 Показатели надежности и показатели безопасности изделий на этапе проектирования обеспечивают:
- анализом исходных требований;
- правильным выбором материалов основных деталей, отвечающих требованиям условий эксплуатации (параметрам и характеристикам рабочей и окружающей среды, внешним воздействиям), и уплотнительных элементов, обеспечивающих герметичность относительно внешней среды;
- использованием узлов и деталей, апробированных в условиях эксплуатации или прошедших отработку в составе макетов и опытных или головных образцов;
- расчетом на прочность основных элементов конструкции с обеспечением запасов прочности с учетом внешних воздействий.
5.2.3.6 Показатели надежности и показатели безопасности в процессе изготовления обеспечивают стабильностью технологического процесса изготовления и системой контроля, включающей проведение входного, пооперационного и приемочного контроля на всех стадиях технологического процесса.
5.2.3.7 Полный ресурс и назначенный ресурс в циклах, а также показатели ремонтопригодности подтверждают при приемочных испытаниях, если в ТУ не указано иное.
Допускается подтверждать показатели надежности и показатели безопасности путем анализа технологических процессов изготовления и действующей в организации-изготовителе системы производственного контроля, а также сбором и анализом данных, полученных в процессе эксплуатации. В этом случае соответствующие методики определяет разработчик арматуры и согласует их с организацией-изготовителем или с эксплуатирующей организацией (рекомендуемая НД - [1], [2]).
5.2.3.8 В ТУ и РЭ должны быть приведены перечни возможных отказов и критерии предельных состояний. Критичность отказа (и критические предельные состояния) арматуры определяет разработчик арматуры и подтверждает заказчик (или проектировщик системы, в которой применяют арматуру), в зависимости от вероятности проявления отказа и тяжести его последствий на месте эксплуатации. Анализ видов, последствий и критичности отказов проводят в соответствии с ГОСТ Р 51901.12 или ГОСТ 27.310.
5.2.3.9 Перечень потенциально возможных отказов и критериев предельных состояний арматуры приведен в Приложении Д.
5.3 Требования к конструкции арматуры
5.3.1 Общие требования
5.3.1.1 Присоединение арматуры к трубопроводу:
На газопроводах, как правило, применяют сварное присоединение к трубопроводу.
Применение фланцевой (или межфланцевой) арматуры допускается, когда применение сварного присоединения нецелесообразно или невозможно. Муфтовая арматура может применяться для 100,
160 (16 МПа).
По требованию заказчика арматуру 700 и менее изготавливают с одним патрубком под приварку и другим - фланцевым.
5.3.1.2 Разделка кромок присоединительных патрубков под приварку - по КД, ГОСТ 16037 или по требованиям заказчика. Рекомендуется учитывать положения [3]-[7].
5.3.1.3 Присоединительные размеры и размеры уплотнительных поверхностей фланцев до 200 включительно и требования к ним - по ГОСТ Р 54432 и КД. Уплотнительная поверхность фланцев для арматуры на
63 - выступ-впадина, на
63 - под линзовую прокладку или прокладку овального сечения. В соответствии с рекомендациями ГОСТ 52857.4* для арматуры на
16 могут применяться фланцы с гладкой уплотнительной поверхностью.
______________
* Вероятно, ошибка оригинала. Следует читать: ГОСТ Р 52857.4. - .
Присоединительные размеры фланцев для арматуры на 200 - по ГОСТ 9399.
5.3.1.4 Арматура должна быть прочной и герметичной по отношению к внешней среде, обладать коррозионной стойкостью в эксплуатационных условиях. Пропуск среды или "потение" через металл и сварные соединения, а также пропуск среды через места соединений (прокладочные соединения и сальник) не допускаются.
5.3.1.5 Прочность основных деталей арматуры должна быть подтверждена расчетом и испытаниями пробным давлением .
Расчеты на прочность корпусных деталей арматуры должны быть выполнены с учетом максимально допустимых нагрузок от присоединяемых трубопроводов (если они указаны заказчиком). Расчеты выполняют инженерными методами (например, в соответствии с ГОСТ Р 52857.1-ГОСТ Р 52857.6) и (или) методом конечных элементов с применением сертифицированных программных комплексов.
5.3.1.6 Силовой расчет запорной арматуры всех типов проводят при максимальных перепадах давления газа на ЗЭл, соответствующих началу открытия арматуры. Допустимый перепад давлений согласовывают при разработке, исходя из условий эксплуатации арматуры. Перепад давлений должен быть указан в ТУ и РЭ.
Регулирующую арматуру рассчитывают для работы при перепадах давлений, указанных в ТУ.
5.3.1.7 Детали подвижных соединений арматуры должны перемещаться плавно без рывков и заеданий.
5.3.1.8 Арматуру с ручным управлением (или ручным дублером) маховиком (рукояткой) закрывают вращением маховика (рукоятки) арматуры или ручного дублера привода по часовой стрелке.
5.3.1.9 ЗЭл и РЭл приводной арматуры при исчезновении питания на привод (электрического или пневматического) не должны менять своего положения. Арматура с приводами НО или НЗ при исчезновении напряжения питания устанавливается приводом в исходное положение (соответствующее для НО или НЗ).
5.3.1.10 Усилие на маховике (рукоятке) ручного привода или ручного дублера не должно превышать значений, указанных в ГОСТ Р 53672 или РЭ.
5.3.1.11 Время открытия (закрытия) арматуры определяется функциональным назначением, требованиями автоматизированной системы управления технологическим процессом и должно быть указано в ТУ.
Время полного открытия (закрытия) задвижек и шаровых кранов должно соответствовать Таблице 3.
Таблица 3 - Время полного открытия или закрытия арматуры
Тип арматуры и привода | Время полного открытия или закрытия, с, не более, для | |||||||||||||
| 150 | 200 | 300 | 400 | 500 | 600 | 700 | 800 | 1000 | 1200 | 1400 | |||
Задвижки при управлении приводом | 120 | Не предусматривается | ||||||||||||
Задвижки при ручном управлении (ручным дублером) | 300 | Не предусматривается | ||||||||||||
Шаровой кран с приводом с автоматическим (дистанционным) управлением | 6 | 9 | 12 | 18 | 24 | 30 | 36 | 42 | 48 | 60 | 72 | 84 | ||
Шаровой кран при ручном управлении (ручным дублером) | 300 | Не предусматривается | ||||||||||||
Примечание - Время открытия и закрытия приведено для температуры воздуха 0°С. При других температурах воздуха время может изменяться не более чем на 20%. | ||||||||||||||
5.3.1.12 Конструкция арматуры и приводов арматуры должна обеспечивать:
- требуемые по НД показатели диэлектрических свойств защитного покрытия корпуса (нормального и усиленного типов);
- электрическую (гальваническую) развязку с блоком управления для выполнения требований КД и ТУ по показателю сопротивления растеканию постоянного тока арматуры подземного исполнения.
5.3.1.13 В задвижках и клапанах по требованию заказчика должно предусматриваться "верхнее" и (или) дублирующее сальниковое уплотнение, в том числе с отводом протечек.
5.3.1.14 На арматуре подземного исполнения верхнее подвижное крепление удлинителя, если оно менее прочное, чем нижнее, рассчитывают на момент, развиваемый приводом, но не превышающий допустимый для арматуры.
5.3.1.15 Соединение выходного вала привода со шпинделем (удлинителем шпинделя) затвора арматуры должно быть шпоночное или муфтовое. Для шаровых кранов до 100 допускаются другие виды соединений (квадрат, шип-паз и т.д.).
5.3.1.16 Соединение фланцевого разъема привода с арматурой или с колонной удлинителя шпинделя - по ГОСТ Р 55510. Дополнительно производят соединение фланцев при помощи штифтов в соответствии с КД.
5.3.1.17 Арматура надземного исполнения до 700 включительно, с ручным приводом или электроприводом должна иметь возможность устанавливаться на вертикальных трубопроводах, если иное не оговорено в руководстве по эксплуатации электропривода.
5.3.1.18 Подземное исполнение арматуры предусматривает бесколодезную установку.
5.3.1.19 Запорная арматура 400 и более (краны, задвижки) должна быть с управляемым приводом (электрическим, пневматическим, гидравлическим и др.) Тип привода устанавливают при разработке проекта или оговаривают при заказе.
5.3.1.20 Арматура с приводом, имеющим электрическую часть, должна удовлетворять условиям безопасной работы электрооборудования в соответствии с [8]-[11] и требованиям по взрывозащищенности электрооборудования, установленным в [12] и [13].
5.3.1.21 Для фланцевой арматуры:
- смещение осевой линии выравниваемого фланца - поперечное центрирование:
а) не более 2 мм - для арматуры до 100 включительно;
б) не более 3 мм - для арматуры свыше 100 до
400 включительно;
в) не более 4 мм - для арматуры свыше 400;
- непараллельность уплотнительных поверхностей фланцев - угловое выравнивание - не более 2,5 мм/м;
- общие допустимые отклонения отверстий для шпилек (болтов):
а) не более 2 мм - для арматуры до 100 включительно;
б) не более 3 мм - для арматуры свыше 100 до
400 включительно;
в) не более 4 мм - для арматуры свыше 400.
5.3.1.22 Для сопрягаемых поверхностей подвижных и неподвижных соединений:
- допуски формы и расположения поверхностей - по ГОСТ 24643;
- неуказанные допуски формы и расположения поверхностей - по ГОСТ 30893.2;
- параметры и характеристики (шероховатость поверхности) - по ГОСТ 2789;
- нормальные углы и допуски углов - по ГОСТ 8908;
- предельные отклонения размеров с неуказанными допусками - по ГОСТ 30893.1.
Другие отклонения геометрических параметров приводят в КД и ТУ.
5.3.1.23 Метрические резьбы - по ГОСТ 24705, трапецеидальные однозаходные резьбы - по ГОСТ 24737. Профиль резьбы - по ГОСТ 9150. Сбеги, недорезы, проточки и фаски - по ГОСТ 10549.
5.3.1.24 Технические требования к винтовым пружинам - по ГОСТ Р 50753 и ГОСТ 16118.
5.3.1.25 На корпусе арматуры массой более 16 кг должны быть монтажные проушины (или рым-болты) для грузоподъемной техники, обеспечивающие подъем арматуры в комплекте с приводом.
5.3.1.26 Арматура 300 и более должна иметь опорные поверхности для установки на фундамент.
5.3.1.27 Дополнительные требования к конструкции арматуры и приводов для обеспечения работы систем управления при эксплуатации оговаривают в исходных технических требованиях заказчика и предусматривают в ТУ на арматуру и приводы.
5.3.1.28 При поставке арматуры с переходными кольцами:
- материал переходного кольца должен соответствовать категории прочности материала присоединяемого трубопровода или быть более прочным, при этом допускается уменьшение толщины кольца (за счет уменьшения его наружного диаметра) по сравнению с трубопроводом при условии, что разность в нормативных значениях пределов прочности материала трубы и переходного кольца не превышает 80 МПа;
- допускается поставка переходных колец из менее прочного материала при условии, что разность в нормативных пределах прочности материала трубы и переходного кольца не превышает 80 МПа, прочность соединения обеспечивается за счет увеличения наружного диаметра кольца.
5.3.1.29 Свариваемые кромки патрубка (переходного кольца) арматуры должны быть механически обработаны ее изготовителем и соответствовать толщине стенки присоединяемой трубы. Формы свариваемых кромок должны указываться в соответствующих технических требованиях и ТУ. Рекомендуется учитывать положения нормативных документов [3]-[7].
5.3.1.30 В случае, когда материал трубы и материал присоединяемых концов арматуры имеют разные значения временного сопротивления, для обеспечения равнопрочности соединения необходимо соблюдать условие
![]() , (1)
, (1)
где - присоединительный размер кромки патрубка (переходного кольца) под приварку к трубе, мм;
- значение временного сопротивления материала патрубка (переходного кольца), МПа;
- присоединительный размер кромки трубы, мм;
- значение временного сопротивления материала присоединяемой трубы, МПа.
Примечание - Если при заказе не указан присоединительный размер кромки трубы, то в качестве значения принимается значение толщины стенки трубы.
5.3.1.31 Арматура, поставляемая на экспорт, в том числе в страны с тропическим климатом, дополнительно должна соответствовать требованиям ГОСТ 26304.
5.3.2 Требования к конструкции шаровых кранов
5.3.2.1 Краны должны иметь ремонтопригодную конструкцию узла затвора с шаровой пробкой (плавающей или в опорах) и седлами, поджимаемыми с помощью упругих элементов.
5.3.2.2 Краны ЛЧ МГ должны быть полнопроходными, при этом конструкция проточной части затвора не должна препятствовать пропуску ВТУ.
5.3.2.3 Уплотнение затвора должно быть выполнено из удовлетворяющего условиям эксплуатации материала (полимерного, эластомерного, металлического или другого) и обладать:
- высокой износостойкостью;
- отсутствием склонности к взрывной декомпрессии;
- коррозионной стойкостью к транспортируемой среде.
5.3.2.4 Сферическая поверхность шаровой пробки кранов должна иметь защитное покрытие (хромированное, никелированное) с твердостью не ниже 900 HV. Допускается применение других материалов и покрытий, обеспечивающих защиту от эрозии, коррозии и износостойкость.
5.3.2.5 В конструкции шаровых кранов предусматривают антистатическое устройство для отвода статического электричества от шаровой пробки на корпус или шпинделя на корпус.
5.3.2.6 На верхней части шпинделя и на корпусе привода шаровых кранов должны быть метки для определения точного положения шарового затвора в открытом положении для монтажа крана в трубопровод.
5.3.2.7 Краны для подземной установки должны иметь удлинитель шпинделя внутри цилиндрической колонны. Колонна соединяется с краном и приводом фланцами.
Длина колонны удлинителя шпинделя (расстояние от фланца корпуса арматуры до фланца корпуса привода) арматуры подземного исполнения должна составлять:
- 2,0 м - для от 50 до 500 включительно;
- 1,8 м - для от 600 до 1000 включительно;
- 1,6 м - для 1200 и более.
Для арматуры подземного исполнения расстояние от фланца привода до поверхности земли должно быть от 800 до 1100 мм, при этом максимальная высота рычагов управления должна находиться на высоте не более 1,6 м от поверхности земли.
По требованию заказчика допускается изготовление колонны удлинителя шпинделя с другими длинами, с соблюдением требований надежности и безопасности конструкции.
Нижнее фланцевое соединение колонны с краном должно быть герметично по отношению к грунтовым водам. Уплотнение фланцевого соединения должно быть в виде неразрезного кольца из эластомера.
В верхней части колонны предусматривают отверстие диаметром не менее 10 мм для проверки отсутствия (наличия) грунтовых вод, а также для вентиляции колонны, исключающее попадание газа в корпус привода или редуктора.
5.3.2.8 Шпиндельный узел шарового крана должен иметь ремонтопригодную (в условиях действующего газопровода) антивыбросную конструкцию с возможностью замены уплотнения при закрытом затворе и двойным стопорением в корпусе крана:
- основное стопорение - шпинделя;
- дублирующее стопорение - уплотнительного узла шпинделя.
Крепление шпинделя в корпусе должно исключать его выталкивание давлением при замене уплотнения шпинделя, а также его воздействия на привод.
5.3.2.9 Узел уплотнения шпинделя у крана должен иметь не менее двух уплотнительных элементов и систему ввода герметика между ними. Ввод герметика осуществляется через фитинг с обратным клапаном, конструкция которых не должна препятствовать проходу твердых наполнителей уплотнительных паст.
5.3.2.10 В конструкции кранов 100 и более предусматривают систему ввода смазки, очистителя и (или) уплотнительного герметика в зону "седло-затвор" для смазки, промывки или восстановления герметичности по затвору.
Подачу смазки осуществляют через фитинги, обеспечивающие быстросъемное подсоединение набивочного устройства.
5.3.2.11 Фитинги закрывают резьбовой травмобезопасной крышкой (заглушкой). Фитинги и трубки подвода смазок и герметиков, а также седло и шпиндельный узел должны быть рассчитаны на следующие значения давления нагнетания герметика, МПа:
30 | для |
|
50 | " |
|
56 | " |
|
65 | " |
|
80 | " |
|
Для кранов надземного исполнения 100 и более подачу уплотнительной смазки в седла и сальник шпинделя осуществляют через фитинги, установленные на корпусе крана. Количество точек подвода смазки в каждое седло крана надземной установки и их рекомендуемое расположение приведено в Таблице 4.
Таблица 4 - Количество точек (фитингов) подвода смазки в седла крана для надземной установки и их расположение
| Количество точек (фитингов) подвода смазки на корпусе крана в каждое седло, шт., не менее | Рекомендуемое расположение точек подвода смазки по часовому циферблату с осью, совпадающей с осью магистральных патрубков | ||||
От | 100 | до | 250 | включ. | 1 | 12 |
Св. | 250 | " | 500 | " | 2 | 3 |
" | 500 | 4 | 2 | |||
Примечание - Для другого числа точек подвода смазки их расположение согласовывают с заказчиком. | ||||||
Краны подземного исполнения от 200 до
500 включительно должны иметь один фитинг с трубкой, объединяющий две трубки подвода смазки в корпус, расположенные на точках З
и 9
(по часовому циферблату с осью, совпадающей с осью магистральных патрубков).
Краны подземного исполнения свыше 500 должны иметь два фитинга с трубками для каждого седла, объединяющие по две трубки (всего четыре трубки) подвода смазки в корпус, расположенные на точках 2
, 4
, 8
и 10
(по часовому циферблату, с осью, совпадающей с осью магистральных патрубков).
На кранах подземного исполнения трубки отбора управляющего газа, подвода уплотнительной пасты и дренажа присоединяют к корпусу крана через бобышки при помощи сварки. Трубки подвода уплотнительной пасты в седла должны иметь двойную блокировку обратными клапанами: один обратный клапан - в фитинге подсоединения устройства для набивки, второй - в корпусе крана или в бобышке для приварки трубки подвода смазки в седла корпуса крана. На трубопроводе подачи смазки в сальник шпинделя устанавливают обратный клапан в фитинге подсоединения устройства для набивки.
Количество точек подвода смазки в каждое седло крана подземной установки и их рекомендуемое расположение приведено в Таблице 5.
Таблица 5 - Количество точек (фитингов) подвода смазки в седла крана для подземной установки и их расположение
| Количество фитингов на трубках в каждое седло, шт., не менее | Количество точек подвода смазки на корпусе крана в | Рекомендуемое расположение точек подвода смазки по часовому циферблату с осью, совпадающей с осью магистральных патрубков |
От 200 до 500 включ. | 1 | 2 | 3 |
Св. 500 | 2 | 4 | 2 |
Примечание - Для другого числа точек подвода смазки их расположение согласовывают с заказчиком. | |||
Обратный клапан в линии ввода герметика в седло и сальник шпинделя должен быть ремонтопригодным и перед ним должен быть установлен запорный орган (шаровой кран) для исключения протечек газа и невозможности набить кран в случае "залипания" шарика в обратном клапане.
5.3.2.12 Конструкция седел кранов с пробкой в опорах должна обеспечивать:
- требуемую герметичность затвора в любом направлении рабочей среды в диапазоне рабочих давлений;
- ввод уплотнительного герметика по всему периметру седла с необходимым количеством выходных отверстий в зоне контакта "седло-затвор" перед уплотнительным элементом седла;
- наличие уплотнений, препятствующих проходу уплотнительной смазки между седлом и корпусом крана.
По требованию заказчика краны могут обеспечивать герметичность затвора в одном из направлений рабочей среды с обязательной маркировкой на корпусе крана направления рабочей среды.
Количество выходных отверстий в каждом седле шарового крана и диаметр отверстий приведены в Таблице 6.
Таблица 6 - Количество выходных отверстий подвода смазки в каждом седле крана
| Количество выходных отверстий в каждом седле, шт., не менее | Диаметр отверстий, мм, не менее | ||||
От | 100 | до | 250 | включ. | 4 | 4 |
" | 300 | " | 500 | " | 8 | 5 |
" | 700 | " | 1000 | " | 10 | 6 |
Св. | 1000 | 12 | 8 | |||
5.3.2.13 Конструкция седел шаровых кранов с пробкой в "опорах", в случае потери герметичности, должна обеспечивать герметичность затвора подачей герметика в первое по ходу газа седло.
5.3.2.14 В нижней точке корпуса кранов должно быть дренажное отверстие для спуска воды, механических частиц, газового конденсата и продувки корпуса. Отверстие должно быть оснащено:
- для кранов подземной установки 50 и более - дренажным трубопроводом, заканчивающимся шаровым краном и дополнительным запорным устройством, стойким к абразивному износу (допускается второй шаровой кран) с возможностью резьбового подсоединения к нему емкости для сбора воды и конденсата;
- для кранов надземной установки от 50 до
250 включительно - травмобезопасным спускным устройством;
- для кранов надземной установки 50 и более - трубопроводом с шаровым краном и травмобезопасной заглушкой на выходном патрубке, который должен иметь возможность резьбового подсоединения к нему емкости для сбора воды и конденсата;
- для шаровых кранов 50 и более в огнестойком исполнении - дренажным трубопроводом с запорным устройством, способным противостоять огневому воздействию в течение 30 минут.
5.3.2.15 В верхней части корпуса крана предусматривают травмобезопасную пробку-заглушку для спуска воздуха из полости крана при гидроиспытаниях.
5.3.2.16 Краны подземного исполнения с управлением от транспортируемого газа 100 и более должны иметь трубки отбора управляющего газа с обеих сторон затвора, если не предусмотрен иной способ подачи управляющего газа. По требованию заказчика краны могут быть изготовлены без отверстий в корпусе крана для отбора управляющего газа.
Трубки отборов управляющего газа должны иметь изолирующие вставки перед узлами управления арматурой и запорные устройства (шаровые краны).
5.3.2.17 Внутренние диаметры трубопроводов обвязки крана приведены в Таблице 7.
Таблица 7 - Внутренние диаметры трубопроводов обвязки крана
| Внутренний диаметр трубопровода, мм | ||||||
Управляющего газа | Дренажа, не менее | Подвода герметика и смазки | |||||
От | 100 | до | 500 | включ. | 8 | 15 | 10 |
" | 500 | " | 1000 | " | 8 | 25 | 12 |
" | 1000 | 10 | 32 | 20 | |||
Примечания 1 Толщину стенок трубопровода управляющего газа и дренажа выбирают из условия обеспечения прочности при номинальном давлении арматуры. 2 Толщину стенок трубопроводов подвода герметика и смазки выбирают из условия обеспечения прочности при давлении нагнетания герметика по 5.3.2.11. 3 По согласованию с заказчиком допускаются другие значения диаметров обвязки крана. | |||||||
5.3.2.18 Трубопроводы обвязки шаровых кранов, располагаемые вдоль корпуса крана и колонны удлинителя, следует закреплять на колонне съемными кронштейнами, а подземную часть закрывать съемными металлическими кожухами для защиты от механических повреждений, в том числе при осевых перемещениях крана с трубопроводом.
5.3.2.19 Краны 500 и более с трубками отбора управляющего газа должны иметь байпасный трубопровод с запорным устройством, соединяющий трубки отбора управляющего газа и дренажный трубопровод для выравнивания давления в корпусе крана и трубопроводе.
По требованию заказчика в корпусе шаровой пробки могут быть предусмотрены отверстия для выравнивания давления при открытом затворе в полостях: "корпус-затвор" и проточной части крана.
5.3.2.20 При комплектации шаровых кранов приводами сторонних изготовителей по требованию заказчика предусматривают внутренние ограничители конечных положений шаровой пробки или другие способы контроля регулировки положений шаровой пробки ("смотровое" окно с метками на колонне-удлинителе, сигнализаторы и др.).
5.3.2.21 Конструкция седел шарового крана должна обеспечивать герметичность при следующих условиях работы:
- при закрытом затворе прижатием седел давлением газа в трубопроводе до крана и после него;
- при закрытом затворе и отсутствии давления в трубопроводе давлением газа внутри крана, если к конструкции крана не предъявляется требование по 5.3.2.19.
5.3.2.22 Материалы уплотнения затвора и способ закрепления уплотнения в седле обеспечивают его целостность при открытии и закрытии крана согласно 5.3.9.7.
5.3.3 Требования к конструкции конусных кранов
5.3.3.1 Уплотнение крышек и корпуса кранов осуществляют при помощи уплотнительных элементов из эластомеров.
5.3.3.2 В конструкции крана предусматривают систему ввода смазки, очистителя и (или) уплотнительного герметика в зону сопряжения конусной пробки и корпуса крана для смазки, промывки или восстановления герметичности по пробке.
Подачу смазки осуществляют через фитинг на приводе, обеспечивающий быстросъемное подсоединение набивочного устройства.
5.3.3.3 В пробке крана предусматривают разгрузочные отверстия, не соединяющиеся со смазочными каналами.
5.3.3.4 Конструкция кранов должна обеспечивать возможность перемещения конусной пробки вдоль ее оси вращения для регулировки степени ее поджатия, обеспечивающую эффективность смазки поверхностей трения.
5.3.3.5 Поверхности сопряжения конусной пробки и корпуса крана выполняют из антифрикционных материалов или с антифрикционным покрытием.
5.3.3.6 В нижней точке корпуса крана должно быть дренажное отверстие для спуска воды, механических частиц, газового конденсата и продувки корпуса. Отверстие должно быть оснащено трубопроводом с шаровым краном и травмобезопасной заглушкой на выходном патрубке, который должен иметь возможность резьбового подсоединения к нему емкости для сбора воды и конденсата.
5.3.4 Требования к конструкции задвижек
5.3.4.1 Задвижки могут быть клиновыми двухдисковыми, шиберными и параллельными, имеющими выдвижной шпиндель и ремонтопригодную конструкцию.
5.3.4.2 Задвижки должны обеспечивать двухстороннее направление подачи рабочей среды.
5.3.4.3 Конструкция полнопроходных задвижек должна обеспечивать свободный проход ВТУ.
5.3.4.4 Задвижки должны иметь местный указатель положения ЗЭл и указатель направления его движения при открытии и закрытии.
5.3.4.5 Конструкция должна обеспечивать возможность замены сальниковой набивки в условиях эксплуатации без демонтажа привода.
5.3.4.6 В дополнение к сальниковому уплотнению задвижки должны иметь верхнее уплотнение ("шпиндель-крышка"), обеспечивающее герметичность относительно внешней среды при принудительном поджатии. Для конструкции сальника с отводом утечек допускается верхнее уплотнение не предусматривать.
5.3.4.7 Конструкция задвижек должна предусматривать возможность проведения ремонта (зачистку, притирку) уплотнительных поверхностей корпуса в заданном диапазоне ремонтных размеров или замену седел без демонтажа с трубопровода
5.3.4.8 Конструкция задвижки должна предусматривать установку устройства сброса избыточного давления (комплектность данного устройства оговаривается при заказе) из корпуса крышки в трубную часть при превышении значения:
- 1,33 - для арматуры
40 (4 МПа);
- 1,25 - для арматуры
63 (6,3 МПа).
5.3.4.9 Электропривод задвижки должен обеспечивать время открытия или закрытия, приведенное в Таблице 3.
Время открытия и закрытия задвижек с другими приводами, имеющими автоматическое управление, устанавливают по согласованию с заказчиком.
Для задвижек с ручным управлением время открытия или закрытия не регламентировано.
5.3.5 Требования к конструкции запорных клапанов
5.3.5.1 Клапаны по типу корпуса могут быть проходными (с соосным или смещенным расположением магистральных патрубков), прямоточными или угловыми, а по типу уплотнения шпинделя - сальниковыми или сильфонными.
5.3.5.2 Конструкция клапанов должна позволять установку на горизонтальных, наклонных и вертикальных трубопроводах.
5.3.6 Требования к конструкции регулирующей арматуры
5.3.6.1 Тип и номинальный диаметр РК выбирают в зависимости от условной пропускной способности и диапазона регулирования.
5.3.6.2 Значение условной пропускной способности принимают исходя из условия
![]() , (2)
, (2)
где - максимальное расчетное значение пропускной способности.
5.3.6.3 Скорость газа в выходном патрубке РК не должна превышать 75 м/с.
Значения расходов и перепадов давления (или значение ) следует указывать в опросном листе заказчика по форме, приведенной в ГОСТ Р 53674.
5.3.6.4 РК должен обеспечивать:
- позиционное регулирование (изменение положения РЭл) в зависимости от командного сигнала системы автоматического регулирования;
- возможность остановки РЭл в любом промежуточном положении (кроме РК в исполнениях НО или НЗ) в течение неограниченного промежутка времени и последующее перемещение от исполнительного механизма в любом направлении;
- работоспособность во всем диапазоне перепада давления, указанного заказчиком.
5.3.6.5 При скоростях газа в трубопроводе до РК не более 75 м/с РК не должен являться источником повышенного шума и вибрации:
- уровень звукового давления на расстоянии 2 м от РК не должен превышать 80 дБА;
- виброскорость не должна превышать 7 мм/с в диапазоне частот от 1 Гц до 60 Гц.
5.3.6.6 Проточная часть РК должна обеспечивать соосность потока при минимально возможных резких изменений направления потока газа.
5.3.6.7 В РК предусматривают возможность установки различных плунжеров, обеспечивающих различные значения по требованию заказчика.
5.3.6.8 Пропускная характеристика РК - по ГОСТ 12893.
5.3.6.9 Конструкция РК предусматривает возможность принудительного подвода уплотнительной смазки в зону уплотнения шпинделя (сальника).
5.3.6.10 РК должны поставляться с ИМ, оснащенным узлом контроля и позиционирования.
5.3.6.11 РК узлов редуцирования газа на перемычках между газопроводами и на газопроводах-отводах, а также РК ЛРГ компрессорных станций и антипомпажного регулирования газоперекачивающих агрегатов, должны иметь ручной дублер и возможность управления:
- автоматически;
- дистанционно (способом управления, задействованным в алгоритм загрузки, разгрузки и антипомпажной защиты нагнетателя ГПА КС).
5.3.6.12 РК ЛРГ должен обеспечивать двухстороннюю герметичность (в обоих направлениях).
5.3.6.13 Основные параметры регуляторов давления - по ГОСТ 12678.
5.3.7 Требования к конструкции обратной арматуры
5.3.7.1 Перепад давления начала открытия ЗЭл - не более 0,01 МПа при установке арматуры на горизонтальном трубопроводе, и не более 0,03 МПа при установке на вертикальном трубопроводе.
5.3.7.2 При закрытом положении затвора обратная арматура должна выдерживать перепады давления в пределах значений до .
5.3.7.3 Конструкция обратных затворов должна быть максимально защищена от механического износа и исключать заклинивание элементов подвески ЗЭл.
5.3.7.4 Потери давления на обратной арматуре при номинальных режимах работы ГПА не должны превышать 0,01 МПа (при скоростях газа на входе в арматуру - не более 10 м/с).
5.3.7.5 Обратная арматура 300 и более, может быть снабжена демпфирующими устройствами, предназначенными для плавного открытия и закрытия, гашения колебаний и уменьшения удара при посадке ЗЭл на седло и в положении "открыто". Необходимость установки демпфирующего устройства оговаривают при заказе.
Конструкция демпфера должна обеспечивать начало демпфирования с различных углов положения диска, а также устройство регулировки времени закрытия ЗЭл.
Конструкция обратной арматуры и демпфера должна быть контролепригодной для возможности использования системы диагностирования.
В ЭД (ПС, РЭ) на обратные затворы необходимо предусматривать требование о контроле момента сопротивления демпфера при перемещении запирающего элемента.
Необходимость разработки, изготовления и поставки обратных затворов с устройствами демпфирования должна оговариваться заказчиком в договорных условиях на разработку и поставку.
5.3.7.6 Конструкция внешних пневматических демпферов должна исключать возможность демонтажа разъемных крышек при наличии в демпферах давления газа.
5.3.7.7 В гидравлических демпферах необходимо применять жидкость, не агрессивную к материалам уплотнений из полимерных или эластомерных материалов.
5.3.7.8 Наличие указателя положения ЗЭл для обратной арматуры оговаривают при заказе.
5.3.8 Требования к конструкции предохранительных клапанов
5.3.8.1 Предохранительные клапаны должны соответствовать требованиям ГОСТ 12.2.085, ГОСТ 31294, ТУ и КД.
5.3.8.2 Нормы превышения давления на входе в предохранительный клапан над давлением настройки при полном открытии клапана и расчет пропускной способности клапанов необходимо принимать по ГОСТ 12.2.085.
В КД и ПС должны быть указаны значения расчетного проходного сечения клапана и коэффициент расхода, на основании которых рассчитывается его пропускная способность.
5.3.8.3 Давление закрытия клапанов - не менее 0,8 от давления настройки.
5.3.8.4 Для проверки функционирования в клапанах предусматривают ручной дублер. Проверку функционирования проводят при давлении 0,8 от давления настройки. Уплотнение ручного дублера должно быть герметичным относительно внешней среды.
5.3.8.5 При применении блоков предохранительных клапанов конструкция переключающего устройства должна исключать возможность одновременного отключения предохранительных клапанов блока.
5.3.8.6 Пружины предохранительных клапанов должны быть защищены от недопустимого нагрева (охлаждения) и непосредственного воздействия рабочей среды, если она оказывает недопустимое коррозионное воздействие на материал пружины.
5.3.8.7 Конструкция предохранительных клапанов должна предусматривать возможность поднастройки пружины (при необходимости) в пределах, установленных в ТУ и РЭ.
5.3.8.8 Предохранительные клапаны, приводимые в действие с помощью клапанов управления, должны сохранять функцию защиты сосуда от превышения давления путем дублирования или иных мер при отказе любого управляющего или регулирующего элемента или при прекращении подачи энергии на клапан управления.
5.3.8.9 Конструкция предохранительных клапанов, приводимых в действие с помощью клапана управления, предусматривают возможность управления им вручную или дистанционно.
5.3.8.10 Предохранительные клапаны, приводимые в действие с помощью электроэнергии, снабжаются двумя независимыми друг от друга источниками питания. В электрических схемах, где отключение энергии вызывает импульс, открывающий клапан, допускается один источник питания.
5.3.8.11 Конструкция предохранительных клапанов должна исключать при хранении и эксплуатации возможность произвольного изменения их настройки без распломбирования и разборки.
5.3.8.12 Для обеспечения предварительного натяга пружины при сборке предохранительных клапанов и для их безопасной разборки применяют удлиненные шпильки.
5.3.9 Основные требования к приводам запорной арматуры
5.3.9.1 Конструкция приводов должна обеспечивать:
- надежность функционирования и безопасность для персонала при ее эксплуатации;
- работоспособность арматуры, в том числе достаточное усилие или крутящий момент и удержание ЗЭл в требуемом положении (или возврата в исходное положение для арматуры НО или НЗ);
- предотвращение чрезмерных усилий на арматуру;
- герметичность корпусных деталей относительно внешней среды;
- электрическую (гальваническую) развязку с блоком управления для обеспечения требуемого НД показателя сопротивления растекания постоянного тока арматуры подземного исполнения;
- взаимозаменяемость при установке на однотипную арматуру с проведением регулировки упорами.
5.3.9.2 Для управления запорной арматурой должны применяться:
- поршневые приводы (пневматический, пневмогидравлический и электрогидравлический);
- пневматические, пневмогидравлические приводы поворотного типа (лопастные);
- приводы со струйным пневматическим приводом (струйные приводы);
- электрические приводы с механическим редуктором;
- ручные приводы с механическим редуктором;
- ручные приводы от рукоятки (рычага), маховика, штурвала.
Приводы должны иметь следующие способы управления:
- дистанционный;
- местный;
- ручной дублер.
5.3.9.3 Привод крана должен обеспечивать поворот пробки на 90° и иметь регулируемые механические упоры (ограничители) крайних положений затвора. Ограничители должны выполнять регулировку в пределах не менее чем от минус 2,5° до 2,5° и быть опломбированы.
5.3.9.4 Система управления приводом должна обеспечивать дистанционное и местное управление, в том числе:
- закрытие и открытие арматуры, остановку запирающего элемента в любом промежуточном положении с пульта дистанционного и местного управления;
- автоматическое размыкание электрической цепи путевыми выключателями при достижении запирающим элементом крайних положений;
- исключение самопроизвольного перемещения запирающего элемента под влиянием рабочей среды.
5.3.9.5 Привод должен обеспечивать время открытия или закрытия, приведенное в Таблице 3.
5.3.9.6 ПП и ПГП должны функционировать от энергии давления транспортируемого газа либо от энергии давления газа или воздуха из автономной системы, а также от ручного дублера.
Приводы должны обеспечивать открытие или закрытие кранов в диапазоне значений давлений управляющего газа от максимальных значений, соответствующих значению , до следующих минимальных значений, МПа:
0,5 | для |
|
1,0 | " |
|
1,5 | " |
|
2,5 | " |
|
3,5 | " |
|
4,5 | " |
|
8,0 | " |
|
5.3.9.7 Приводы обеспечивают открытие кранов при одновременной двусторонней подаче рабочей среды давлением на седла (при отсутствии давления во внутренней полости затвора крана), а также:
- для кранов от 50 до
400 - при односторонней подаче рабочей среды давлением
;
- для кранов от 500 до
1400 - при односторонней подаче рабочей среды давлением 0,2 МПа.
5.3.9.8 Максимальный крутящий момент привода должен быть не менее чем в два раза больше максимального расчетного крутящего момента для управления краном при рабочем давлении эксплуатации.
5.3.9.9 Приводы с электрогидравлической системой управления должны функционировать от энергии давления гидравлической жидкости:
- накопленной в аккумуляторной емкости;
- создаваемой электрогидронасосом;
- создаваемой насосом ручного дублера.
Запас энергии, накопленной в аккумуляторе, должен обеспечивать без его перезарядки совершение не менее 1,5 циклов (трех перестановок затвора "открыто"-"закрыто"-"открыто" или "закрыто"-"открыто"-"закрыто").
В гидросистему устанавливают манометр для контроля давления управляющей гидравлической жидкости в аккумуляторе.
Привод должен быть укомплектован устройством для зарядки аккумулятора инертным газом и контроля давления инертного газа.
Время полной зарядки гидрожидкостью аккумулятора до максимального давления должно быть не более:
- 5 мин - для 300 и менее;
- 7 мин - для 400, 500;
- 10 мин - для от 700 до
900 включительно;
- 15 мин - для 1000 и более.
5.3.9.10 Электроприводы должны функционировать от трехфазного переменного тока напряжением 380 В, 50 Гц, однофазного тока напряжением 220 В, 50 Гц (или другого) - по требованию заказчика и ручного дублера. Электроприводы подлежат заземлению в соответствии с проектом объекта, на котором они установлены.
5.3.9.11 В качестве ручного дублера для приводов применяют:
- штурвал (маховик) - для электроприводов;
- рукоятку или редуктор - для ПП и ПГП;
- гидронасос - для ППГП и ЭГП.
ЭГП должен быть укомплектован табличкой с указанием последовательности действий персонала при ручном управлении.
5.3.9.12 Усилие на рукоятке (маховике) ручного привода или ручного дублера - в соответствии с 5.3.1.10.
Длина рукоятки ручного дублера ПП, ППГП и ЭГП - не более 800 мм.
5.3.9.13 На приводах предусматривают возможность отключения автоматического управления при переходе на местное или ручное управление.
5.3.9.14 Внутренние поверхности цилиндров и штоки, в случае необходимости, определяемой разработчиком КД, должны иметь антикоррозионное износостойкое покрытие.
5.3.9.15 Приводы должны быть оснащены устройствами для удаления влаги в нижней точке гидросистемы, а также в нижней точке полостей пневмоцилиндров (пробки, заглушки, запорная арматура и др.).
5.3.9.16 Требования к электроприводам - по ГОСТ Р 55511.
Электрические части приводов всех типов должны выполняться во взрывозащищенном исполнении класса IExdIIBTЗ по ГОСТ Р 51330.0.
5.3.9.17 Электроприводы для запорной арматуры должны оснащаться:
- электродвигателем;
- пусковым блоком;
- редуктором;
- ручным дублером;
- ограничителем крутящего момента;
- концевыми (путевыми) выключателями;
- указателем положения затвора;
- пультом местного управления.
5.3.10 Основные требования к ИМ
5.3.10.1 ИМ должны обеспечивать крутящий момент или усилие, позволяющие производить открытие РК при перепаде давления газа на закрытом затворе, равном:
- - для РК до
400 включительно;
- 0,5 - для РК
500 и более.
5.3.10.2 ИМ РК для УРГ могут быть электрическими или электрогидравлическими.
При исчезновении энергии ИМ РК для УРГ выполняют одну из следующих функций, оговариваемую заказчиком:
- полностью закрыть РК;
- полностью открыть РК;
- не изменять положения РК, имевшегося до исчезновения энергии.
5.3.10.3 ИМ РК для ЛРГ могут быть пневматическими, электрическим или электрогидравлическими.
ИМ РК для ЛРГ компрессорных станций должны быть электрическими.
ИМ антипомпажных РК должны быть пневматическими либо электрогидравлическими.
При исчезновении энергии ИМ РК для ЛРГ должен обеспечивать полное открытие РК.
5.3.10.4 ИМ должны быть оснащены ручным дублером. На ИМ должна быть предусмотрена возможность отключения автоматического управления при переходе на местное или ручное управление. Время полного открытия или закрытия РК ручным дублером - по Таблице 3.
5.3.10.5 Система управления РК должна обеспечивать:
- точность поддержания давления с отклонением не более 0,5%;
- чувствительность регулирования по давлению с отклонением не более 0,2%;
- время реагирования на управляющий сигнал - не более 0,2 с.
5.3.10.6 Требования к ЭИМ - по ГОСТ 7192.
5.3.10.7 ИМ РК оснащают электронным узлом контроля и позиционирования на микропроцессоре или узлом управления и позиционирования. Входной сигнал - от 4 до 20 мА.
5.3.10.8 Узлы контроля (управления) и позиционирования ИМ РК должны обеспечивать:
- перемещение и остановку регулирующего элемента РК в промежуточном положении в зависимости:
а) от значения установки заданного давления (расхода) газа после РК (для узла контроля);
б) от значения входного управляющего сигнала (для узла управления);
- плавность регулирования давления (расхода) газа после РК;
- визуальный контроль положения регулирующего элемента РК (100% - РК полностью открыт);
- защиту от превышения предельного значения давления на выходе РК (для узла контроля);
- возможность дистанционного изменения значения установки заданного давления (расхода) газа после РК (для узла контроля);
- положение РЭл при исчезновении энергии:
а) требуемое (для узла контроля);
б) открытое (для узла управления).
- дистанционный контроль положения РЭл (для узла контроля).
5.3.10.9 Узлы контроля (управления) и позиционирования ИМ должны включать:
- блок управления ИМ;
- блок оценки положения РЭл;
- блок защиты ИМ;
- преобразователь давления (расхода) (для узла контроля);
- блок оценки преобразованного сигнала (для узла контроля);
- блок защиты от превышения предельной величины давления после РК (для узла контроля);
- дисплеи индикации положения регулирующего элемента РК и выходного давления (для узла контроля);
- блок оценки входного управляющего сигнала (для узла управления).
5.3.10.10 Блок управления ЭИМ должен обеспечивать:
- реверсивное управление электродвигателем от кнопочных выключателей;
- защиту электродвигателя и цепей управления от токов короткого замыкания и аварийных перегрузок;
- отключение электродвигателя в крайних положениях регулирующего элемента клапана;
- невозможность случайного запуска электродвигателя при аварийном срабатывании муфты до ликвидации причины, вызвавшей аварию;
- невозможность запуска двигателя в ту же сторону, куда он вращался ранее, если РЭл уже достиг крайнего положения.
5.3.10.11 Блок управления электрогидравлическим ИМ должен обеспечивать:
- включение и отключение электронасоса для поддержания требуемого давления в гидросистеме;
- управление соленоидными распределителями давления гидрожидкости.
5.4 Требования стойкости к внешним воздействиям
5.4.1 Климатическое исполнение, условия эксплуатации по ГОСТ 15150 приводят в ТУ, ПС и РЭ на конкретный вид и тип арматуры.
5.4.2 Арматура для надземной установки под открытым небом, подверженная воздействию климатических явлений (дождь, град, снег, пыль, гроза, паводок, солнечное излучение, ветровые и снеговые нагрузки, сейсмическое воздействие), должна иметь защитное антикоррозионное покрытие от атмосферных воздействий.
Арматуру для подземной и полузаглубленной установки (кроме предохранительных клапанов) устанавливают без сооружения колодцев и с засыпкой в траншеи. Надземная часть арматуры подлежит защите от коррозионного воздействия внешней среды климатически стойким покрытием, подземная часть - от грунтовой коррозии - полимерным защитным покрытием.
Арматура из коррозионностойких материалов не требует покрытия при отсутствии требований заказчика о его наличии.
Лицевые стороны фланца, разделку под сварку шва патрубков и поверхности трения шпинделя не покрывают.
5.4.3 Выбор покрытий арматуры следует проводить с учетом требований ГОСТ Р 51164 или другой НД - в зависимости от условий прокладки и эксплуатации трубопровода. Защитное покрытие арматуры должно по своим характеристикам соответствовать защитному покрытию труб.
Для арматуры, поставляемой на объекты газовой промышленности, должно быть обеспечено соответствие диэлектрических свойств наносимого в заводских условиях защитного антикоррозионного покрытия корпуса арматуры с аналогичными свойствами защитного покрытия газопровода. Материалы и технология нанесения защитного покрытия арматуры должны обеспечивать защиту в течение всего срока эксплуатации газопровода.
5.4.4 Все виды покрытий наносятся на арматуру в заводских условиях организацией-изготовителем арматуры (с учетом конкретных требований опросного листа заказчика).
5.4.5 При наличии требований по сейсмостойкости арматура должна сохранять работоспособность, прочность, герметичность затвора (для запорной арматуры) и герметичность по отношению к внешней среде во время и после сейсмического воздействия до значения (в баллах), указанного при заказе. В ТУ и РЭ должно быть указано значение величины сейсмического воздействия по шкале MSK-64.
Сейсмопрочность подтверждают расчетами, а функционирование (работоспособность) - по требованию заказчика дополнительно подтверждают расчетами и (или) испытаниями. Расчеты должны выполняться в соответствии с требованиями норм расчета на прочность (например, ГОСТ Р 52857.1, ГОСТ 30546.1). Расчеты и испытания на сейсмостойкость выполняют на сочетание сейсмических и эксплуатационных нагрузок. В расчетах используют общеинженерные методики расчета и (или) сертифицированные комплексы программ.
5.4.6 Электрические части приводов всех типов должны выполняться во взрывозащищенном исполнении класса IExdIIBTЗ по ГОСТ Р 51330.0 со степенью защиты оболочки не ниже IP 66 (IP 55 для соленоидов, помещенных в герметичном кожухе) по ГОСТ 14254 с двойным уплотнением и изолированным блоком клемм.
5.4.7 Приводы и ИМ должны быть стойкими к разрушающему воздействию различных видов вибрационных и ударных нагрузок и выполнять заданные функции с сохранением текущих значений параметров.
Выбор группы механического исполнения приводов с учетом вибрационных и ударных нагрузок - по ГОСТ 17516.1.
5.4.8 При наличии требований заказчика по огнестойкости арматуру испытывают на огнестойкость (рекомендуемая методика - [14]).
5.4.9 Если арматура подземного исполнения подключается к системе электрохимической защиты объекта установки, то электрические заземленные узлы (датчики, блоки конечных выключателей, узлы управления) гальванически разъединяют с арматурой и газопроводом.
5.5 Требования к изготовлению
5.5.1 Общие требования
5.5.1.1 Арматуру изготавливают в соответствии с требованиями настоящего стандарта, КД и ТУ.
5.5.1.2 При изготовлении арматуры применяют последовательную систему контроля качества, состоящую из входного, пооперационного и приемочного видов контроля.
5.5.1.3 Входной контроль материалов и комплектующих изделий - по ГОСТ 24297 (рекомендуется учитывать положения [15]).
5.5.1.4 Пооперационному контролю ОТК (СКК) организации-изготовителя должны подвергаться сборочные единицы и детали арматуры в процессе их изготовления. К сборке допускаются детали, принятые ОТК (СКК) организации-изготовителя.
Качество изготовленных изделий подтверждается путем оценки соответствия их требованиям КД и ТУ. При положительных результатах приемки на принятых изделиях ставят клеймо ОТК (СКК), а в паспорте - штамп ОТК (СКК) с подписью.
5.5.1.5 При изготовлении арматуры обеспечивают и документально подтверждают реализацию всех требований ТУ, КД в части применяемых материалов и их свойств, требований к сварным соединениям, геометрическим размерам и допускам узлов и деталей, требований к объему неразрушающего и разрушающего контроля отдельных деталей (узлов) и сварных соединений, приемо-сдаточных испытаний арматуры.
5.5.1.6 Технология сварки должна быть аттестована с учетом положений [16]. Аттестации подлежит технология сварных соединений корпусных деталей, работающих под давлением рабочей среды, разрушение которых может привести к потере герметичности относительно внешней среды.
Сварочные работы должны выполняться аттестованными сварщиками (рекомендуемая НД - [17], [18]). К руководству по выполнению работ по сварке и ремонту допускаются аттестованные специалисты, имеющие допуск к руководству и техническому контролю за выполнением сварочных работ технических устройств группы "Нефтегазодобывающее оборудование" (НГДО) или "Оборудование химических, нефтехимических, нефтеперерабатывающих и взрывоопасных производств" (ОХНВП).
5.5.1.7 Отклонения от требований КД при изготовлении арматуры должны быть согласованы с ее разработчиком и не снижать уровень ее безопасности.
5.5.1.8 Основные литые детали и кромки литых деталей под приварку (кроме концов под приварку к трубопроводу) подвергают контролю следующими методами:
- визуальным и измерительным;
- ультразвуковым и (или) радиографическим;
- капиллярным или магнитопорошковым.
Объем и необходимые методы неразрушающего контроля указывают в КД.
Методы, объем контроля и нормы оценки качества отливок при контроле неразрушающими методами - по КД, [19], [20] или другой НД.
Примечание - Метод контроля кромок литых деталей под приварку (ультразвуковой или радиографический) аналогичен методу контроля сварного соединения.
5.5.1.9 Поковки, штамповки и заготовки из проката, предназначенные для изготовления деталей арматуры, подвергают контролю следующими методами:
- визуальным и измерительным;
- ультразвуковым;
- капиллярным или магнитопорошковым (для магнитных сталей) (рекомендуемая НД - [21]).
Примечание - Поковки, штамповки и заготовки из проката, предназначенные для изготовления корпусных деталей арматуры, работающих при давлении более 40 (4 МПа), подлежат обязательному ультразвуковому контролю в объеме 100%, а при
40 (4 МПа) и менее - ультразвуковому контролю по требованию КД.
5.5.1.10 Присоединительные концы патрубков к трубопроводу подвергают контролю в соответствии с КД с учетом положений [22] следующими методами:
- визуальным и измерительным;
- радиографическим (для литых патрубков);
- ультразвуковым на наличие расслоений (для патрубков, изготовленных из поковок, проката и штамповок).
Объем контроля - 100% (указывают в КД).
5.5.1.11 Основной металл деталей арматуры из углеродистых, низколегированных и низкоуглеродистых сталей, металл крепежных изделий, сварные соединения деталей, находящихся под давлением или воспринимающих силовые нагрузки, а также обеспечивающих сейсмопрочность, испытывают на ударный изгиб при минимальной температуре эксплуатации (-10°C, -40°C или -60°C).
Испытания основного металла проводят на образцах типа KCV, при этом значения ударной вязкости при всех температурах испытаний должны быть не менее 24,5 Дж/см.
Испытания сварных соединений проводят на образцах типа KCU, при этом значения ударной вязкости при всех температурах испытаний ниже минус 20°C должны быть для номинальной толщины стенки свариваемых деталей:
- до 25 мм включительно - не менее 39,2 Дж/см;
- свыше 25 мм - не менее 49 Дж/см.
Испытания металла крепежных изделий (гаек, шпилек) проводят на образцах типа KCV, при этом значения ударной вязкости при всех температурах испытаний должны быть не менее 30 Дж/см.
Если техническими требованиями к материалу, нормами проектирования газопроводов или требованиями заказчика установлены более высокие требования к ударной вязкости, чем указанные выше, то эти более высокие требования должны быть соблюдены. Для арматуры, поставляемой на объекты магистральных газопроводов, рекомендуется принимать значения ударной вязкости (по испытаниям на образцах типа KCV и KCU), установленные в [23] для основного металла и сварных соединений труб и соединительных деталей газопроводов.
Испытания на ударный изгиб основного металла и металла крепежных деталей проводят по ГОСТ 9454, сварных соединений - по ГОСТ 6996.
5.5.1.12 Для защитных покрытий арматуры и приводов должны быть документальные подтверждения о соответствии покрытий требованиям НД.
Контроль качества материалов для нанесения защитного покрытия проводят на собранном изделии в рамках требований подраздела 8.2.
5.5.1.13 Сварку деталей арматуры и контроль качества сварных соединений проводят согласно указаниям в КД (рекомендуемая НД - [22]).
5.5.1.14 Наплавку и контроль качества наплавленного металла трущихся и уплотнительных поверхностей рекомендуется производить по [24]*.
________________
* См. раздел Библиография, здесь и далее по тексту. - .
5.5.1.15 Значение твердости приводят в КД и ТУ. При изготовлении арматуры следует проводить контроль твердости материала уплотнительных поверхностей затвора на соответствие КД.
Для уплотнений из эластомеров измерение твердости - по ГОСТ 263.
5.5.1.16 При проведении ремонтов арматуры в процессе изготовления следует:
- выполнять установленные технологическим процессом и НД, действующей в организации-изготовителе, процедуры устранения дефектов (сварка, термообработка, неразрушающий контроль, отчетность);
- устранять с помощью шлифовки незначительные дефекты, при условии наличия плавного перехода между зоной зачистки и исходным контуром и соблюдения требований к минимальной толщине стенок;
- проводить термообработку ремонтных швов (если требуется);
- проводить ремонт с помощью сварки поковок, штамповок и заготовок из проката, выполняемый с целью устранения заводских дефектов, в соответствии с действующей НД или технологической документацией изготовителя.
Согласно положениям [22] исправление дефектов деталей арматуры в процессе ее изготовления на одном и том же участке сварного соединения допускается проводить не более трех раз.
5.5.1.17 Организация-изготовитель в течение не менее десяти лет после даты изготовления должна хранить КД и отчетную документацию по контролю качества сварных соединений и наплавленных деталей при изготовлении и монтаже арматуры, включающую:
- виды и классификацию проведенных работ, включая ремонтные работы по устранению дефектов;
- данные о квалификации сварщиков, проводивших работы;
- результаты контроля проведенных работ;
- данные о персонале, проводящем неразрушающий контроль;
- отчет об испытаниях материала корпуса, крышки/стойки и присоединительных торцов с идентификационным серийным номером арматуры;
- результаты испытаний под давлением;
- другую документацию, оговариваемую договорными условиями на поставку.
В контракте на поставку может быть указан более длительный срок хранения документации.
Документация, предоставляемая изготовителем, должна быть разборчивой, пригодной для многократного использования в воспроизводимой форме и без повреждений.
5.5.2 Требования к сырью, материалам, покупным изделиям
5.5.2.1 Материалы деталей арматуры и сварных соединений, находящихся под давлением и соприкасающихся с рабочей средой, в пределах установленных показателей долговечности и назначенных показателей, должны удовлетворять следующим требованиям:
- обеспечение допустимых запасов прочности с учетом скорости коррозии (эрозии) в соответствии с ГОСТ Р 55509;
- отсутствие внутренних и внешних дефектов, влияющих на безопасность в соответствии с перечнем типов и характеристиками допустимых дефектов в основном металле и сварных соединениях, приведенных в ТУ;
- должно быть исключено взаимное химическое воздействие при соединении различных материалов.
5.5.2.2 При выборе материалов для деталей арматуры обеспечивают их соответствие заданным условиям эксплуатации:
- расчетное давление;
- минимальная температура окружающей среды;
- максимальная температура рабочей среды;
- химический состав и свойства рабочей среды (коррозионная активность, взрывоопасность; наличие примесей, приводящих к эрозионному износу);
- параметры окружающей среды и внешних воздействий.
5.5.2.3 Материалы должны соответствовать требованиям стандартов или ТУ, разрешенных к применению с учетом положений [25]*. Соответствие материалов требованиям стандартов или ТУ подтверждают сертификатами организаций-поставщиков или протоколами испытаний организации-изготовителя.
________________
* См. раздел Библиография. - .
Использование материалов, поступивших без сертификатов, для изготовления основных деталей арматуры (корпус, крышка, фланец, детали затвора и основной расчетный крепеж) не допускается.
5.5.2.4 Содержание углерода в составе нержавеющих сталей не должно превышать для сварных стыков 0,03% массы (за исключением стабилизированных материалов).
5.5.2.5 Перечень материалов основных деталей приводят в ТУ, ПС и РЭ.
5.5.2.6 Применение других марок материалов, а также расширение параметров применения для материалов, указанных в НД, допускается при положительном заключении специализированной металловедческой организации (или экспертной организации) и согласовании их применения с заказчиком.
Допускается применение импортных материалов, являющихся аналогами отечественных материалов.
5.5.2.7 Соударяющиеся в процессе работы детали арматуры и приводных устройств изготавливают из материалов, не допускающих искрообразования при ударе.
5.5.2.8 Детали арматуры не должны приводить к накоплению статического электричества или в конструкции арматуры предусматривают устройство для его снятия.
5.5.2.9 При применении в конструкции арматуры (по требованию заказчика) огнестойких уплотнительных материалов их огнестойкость подтверждают сертификатом пожарной безопасности.
5.5.2.10 Металл литых деталей арматуры подвергают контролю загрязненности неметаллическими включениями (оксиды, сульфиды, силикаты). Наличие неметаллических включений определяют по ГОСТ 1778. Методы и нормы контроля устанавливают в ТУ и КД, рекомендуемый метод - К по ГОСТ 1778.
5.5.2.11 Размер зерна металла литых корпусных деталей арматуры - не крупнее пятого номера шкалы 1 по ГОСТ 5639.
5.5.2.12 По требованию заказчика для арматуры исполнения ХЛ по ГОСТ 15150 из низколегированных сталей расчетом на сопротивление хрупкому разрушению подтверждают трещиностойкость материалов корпусных деталей и возможность испытаний на прочность арматуры при заданных параметрах.
Если расчет на сопротивление хрупкому разрушению, выполненный по требованию заказчика, не подтверждает требуемое значение минусовой температуры испытаний на прочность, то испытания проводят только при температуре стенки корпуса не ниже минимальной, полученной по расчету трещиностойкости. В случае, если расчет на трещиностойкость для данного исполнения арматуры, не проводился, то испытания на прочность должны проводиться при плюсовых температурах.
5.5.2.13 Корпусные детали арматуры под приварку к трубопроводу изготавливают из сталей, обеспечивающих качественную сварку патрубков (переходных колец) арматуры с трубопроводом в полевых условиях.
5.5.2.14 Для переходных колец, патрубков в случае приварки их непосредственно к трубопроводу, а также ответных фланцев значение эквивалента углерода , характеризующего свариваемость стали, не должно превышать 0,43. Эквивалент углерода рассчитывают по формуле
![]() , (3)
, (3)
где ,
,
,
,
,
,
- массовые доли в стали соответственно углерода, марганца, хрома, молибдена, ванадия, никеля и меди в процентах.
Медь, никель, хром, содержащиеся в сталях как примеси, при расчете не учитывать, если их суммарное содержание не превышает 0,20%.
Эквивалент углерода углеродистых марок стали (например, стали 10, 20) и низколегированной стали, только с кремнемарганцевой системой легирования (например, стали 17ГС, 17Г1С, 09Г2С), рассчитывают по формуле
![]() . (4)
. (4)
Фактическое значение эквивалента углерода материала патрубков (или переходных колец) наносят на внутренней поверхности патрубков корпуса (или катушек) на расстоянии от 30 мм до 50 мм от торца по внутреннему диаметру несмываемой краской (или другим способом, обеспечивающим сохранность маркировки) и отражают в ПС.
5.5.2.15 Детали из углеродистых и низколегированных марганцовистых и марганцево-кремнистых сталей, изготовленные с применением штамповки или вальцовки, подлежат обязательной термообработке, если:
- детали предназначены для эксплуатации в средах, вызывающих коррозионное растрескивание;
- детали штампуют (вальцуют) при температуре окончания штамповки (вальцовки) ниже 700°С;
- детали изготавливают холодной штамповкой.
5.5.2.16 Детали арматуры, изготовленные из аустенитных сталей холодной штамповкой или вальцовкой, подвергают термообработке. Допускается не подвергать термической обработке горячедеформированные стали с отношением внутреннего диаметра обечайки к толщине стенки более 28, если они не предназначены для работы в средах, вызывающих коррозионное растрескивание (сероводород и др.). Для деталей из аустенитных хромоникелевых сталей, штампуемых (вальцуемых) при температуре не ниже 850°С, термическая обработка не требуется.
После термообработки материалы должны иметь следующую твердость:
- не более 200 НВ - для низкоуглеродистой стали;
- не более 240 НВ - для низколегированной стали.
Для арматуры, поставляемой на объекты магистральных газопроводов, рекомендуется учитывать принятые в [23] максимально допустимые значения твердости металла шва и зоны термического влияния.
5.5.2.17 Поковки, штамповки и заготовки должны соответствовать IV группе по ГОСТ 8479.
5.5.2.18 Марки материалов и технические требования к крепежным деталям - по ГОСТ 20700.
Материалы крепежных деталей выбирают с коэффициентом линейного расширения, близким по значению коэффициенту линейного расширения материала фланца. При этом разница в значениях коэффициентов линейного расширения не должна превышать 10%.
Применение сталей с различными коэффициентами линейного расширения (более 10%) допускается в случаях, обоснованных расчетом на прочность или экспериментальными исследованиями, а также в тех случаях, когда расчетная температура крепежа не превышает 50°С.
Гайки и шпильки для соединений, работающих под давлением, изготавливают из сталей с разной твердостью так, чтобы твердость гаек была ниже твердости шпилек не менее чем на 15 НВ.
5.5.2.19 В качестве уплотнительных прокладок для фланцевых соединений арматуры с трубопроводами применяют армированные прокладки из терморасширенного графита, прокладки линзовые и овального сечения или спирально навитые прокладки.
5.5.2.20 Уплотнение разъема "корпус-крышка", уплотнение шпинделя (штока) изготавливают на основе терморасширенного графита, либо эластомерных и других безасбестовых материалов, работоспособных при заданных параметрах рабочих сред во всем интервале температур окружающего воздуха, и должны обеспечивать герметичность в течение назначенного срока службы (ресурса) выемных частей.
5.5.2.21 Сварочные материалы, применяемые при изготовлении и ремонте арматуры, должны удовлетворять требованиям соответствующих стандартов и иметь сертификат.
5.5.2.22 Требования к наплавочным материалам для наплавки уплотнительных и трущихся поверхностей - по ГОСТ 10051, ГОСТ 9466 (рекомендуется учитывать положения [24] или другую НД на наплавочный материал). Материалы должны иметь сертификат соответствия этим требованиям.
5.5.3 Комплектность
5.5.3.1 В комплект поставки арматуры входит:
- арматура в сборе;
- паспорт (ПС), составленный в соответствии с Приложением Е, отвечающим требованиям ГОСТ 2.601, ГОСТ 2.610 (рекомендуется учитывать положения [27]);
- руководство по эксплуатации (РЭ), разработанное по ГОСТ 2.601 и ГОСТ 2.610;
- комплект запасных частей в соответствии с ведомостью ЗИП (оговариваемый при заказе);
- ведомость ЗИП;
- чертежи общих видов и быстроизнашивающихся деталей (по требованию заказчика).
Если арматура или привод укомплектованы изделиями (насос, приборы, датчики, исполнительный механизм, сигнализаторы крайних положений и т.п.) сторонних изготовителей, то организация, где комплектовалась арматура, предоставляет документы на эти изделия (ПС, РЭ) в составе изделия.
Фланцевая арматура может поставляться укомплектованной ответными фланцами с крепежными деталями и прокладками по условиям договора на поставку.
5.5.3.2 Вся документация, входящая в комплект поставки, должна быть на русском языке. Количество ЭД приводят в ТУ, при этом на предохранительную арматуру всех типоразмеров и на арматуру других видов 50 паспорт и РЭ оформляют на каждую единицу арматуры.
5.5.3.3 По требованию заказчика в комплект сопроводительной документации могут дополнительно входить:
- расчет на прочность (или выписка из расчета);
- расчет на сейсмопрочность или выписка из расчета (если он не входит составной частью в расчет на прочность);
- чертеж общего вида* (или сборочный чертеж арматуры);
________________
* При отсутствии их в РЭ.
- документация на систему контроля (управления) и позиционирования и ААЗК, содержащая пневмогидравлические, пневматические и электрические схемы, конструктивное исполнение и подробное их описание, а также описание устройства для их настройки в полевых условиях с графиками или номограммами;
- схема строповки и монтажа арматуры.
5.5.3.4 В паспорте приводят:
- основные сведения об изделии;
- сведения о разрешительных документах;
- основные технические данные;
- сведения о материалах основных деталей;
- режимы термической обработки и результаты неразрушающего контроля основных деталей арматуры для 300, если проведение этих операций предусмотрено ТУ на изделие;
- данные приемо-сдаточных испытаний;
- комплектность;
- информацию о марке и типе привода (если арматура комплектовалась приводом от стороннего производителя);
- сведения о пригодности или непригодности проушин для подъема арматуры с приводом;
- гарантии изготовителя;
- сведения о консервации;
- свидетельство об упаковывании;
- свидетельство о приемке;
- свидетельство об утилизации.
Рекомендуемая форма паспорта приведена в Приложении Е.
По требованию заказчика к паспорту прикладывают протокол результатов исправления дефектов (при наличии исправлений), схему расположения сварных швов с указанием вида дефекта, характеристики дефекта, места расположения дефекта, его метода исправления и контроля и подписью исполнителей (при отсутствии клеймения).
5.5.3.5 РЭ на арматуру, привод (если арматура комплектовалась приводом от стороннего производителя) и комплектующие изделия должно включать следующие разделы:
- описание и работа (в том числе, описание монтажа и процессов выполнения пусконаладочных работ);
- перечень быстроизнашиваемых изделий с указанием их размеров и материалов, из которых они изготовлены;
- схемы управления (электрические, пневмогидравлические, пневматические, принципиальные и монтажные) приводами арматуры с подробным описанием их работы;
- использование по назначению;
- техническое обслуживание;
- ремонт;
- транспортирование и хранение;
- утилизация;
- техническое освидетельствование.
В РЭ приводят инструкцию по монтажу привода и системы управления с указанием момента настройки муфты, ограничения крутящего момента привода, максимально допустимого крутящего момента и, при необходимости, определяемой разработчиком - усилия тяги, действующие на шпиндель (шток) арматуры.
5.5.3.6 При наличии технических возможностей поставку арматуры производят в сборе с приводом. В этом случае схема строповки и монтажа, входящая в комплект поставки, должна исключать возможность повреждения стропами узлов, деталей и трубной обвязки арматуры и привода.
При раздельной поставке арматуры и привода поставщик представляет подробную инструкцию по монтажу привода и системы управления.
Условия и технические возможности поставки (в сборе с приводом или раздельно) оговаривают при заказе.
5.5.3.7 Каналы подвода уплотнительной смазки должны быть полностью заполнены консервационной смазкой.
5.5.3.8 Гидросистемы пневмогидравлических приводов и ЭГП арматуры необходимо заправлять демпферной жидкостью. Тип, марку и объем заправленной демпферной жидкости необходимо указывать в ПС привода и несмываемой краской на гидроцилиндре.
5.5.3.9 Фильтры-осушители на приводах арматуры заправляют адсорбентом.
5.5.3.10 Аккумуляторы ЭГП заправляют управляющим инертным газом до давления, обеспечивающего срабатывание по 5.3.9.9.
5.5.3.11 Если арматуру поставляют с установленным на ней приводе, то устройства для строповки рассчитывают на полный вес арматуры с приводом, при этом возле устройств для строповки наносят соответствующие манипуляционные знаки.
Если устройства для строповки на приводе не рассчитаны на полный вес арматуры с приводом, то соответствующие манипуляционные знаки наносят возле устройств для строповки, расположенных на корпусе арматуры, а привод поставляют отдельно от арматуры.
5.5.4 Маркировка
5.5.4.1 Маркировка и отличительная окраска арматуры - по ГОСТ Р 52760, ТУ и КД.
5.5.4.2 Маркировку наносят как на лицевой, так и на обратной стороне корпуса арматуры на видном месте. Допускается наносить маркировку на верхнем фланце крышки и (или) на металлической табличке из коррозионно-стойкой стали или цветных металлов и их сплавов.
5.5.4.3 Табличку выполняют по ГОСТ 12971 и размещают:
- для арматуры, не подлежащей теплоизоляции, на лицевой стороне фланца, стойки или корпусе арматуры на видном месте;
- для арматуры, подлежащей теплоизоляции, табличку крепят к стойке на приварной скобе, планке или кронштейне с обеспечением доступа к табличке после нанесения теплоизоляции.
Размеры таблички определяются в опросном листе при заказе.
5.5.4.4 Содержание маркировки на корпусе и на табличке:
- наименование и (или) товарный знак организации-изготовителя;
- наименование и (или) обозначение арматуры (в соответствии с ТУ);
- давление номинальное , кгс/см
(без указания размерности);
- диаметр номинальный ;
- максимальный перепад давления при открытии , кгс/см
(в скобках - в МПа);
- масса;
- марка или условное обозначение материала корпуса;
- заводской номер и год изготовления;
- клеймо ОТК (СКК);
- климатическое исполнение и категория размещения;
- условная пропускная способность и пропускная характеристика - для регулирующей арматуры;
- условная пропускная способность , регулируемое давление и диапазон регулируемых давлений, закон регулирования - для регуляторов давления;
- значение эффективного диаметра - для неполнопроходной арматуры (краны, задвижки, затворы обратные);
- диапазон давлений настройки (или давление настройки) - для предохранительной арматуры.
Маркировка должна соответствовать данным, приведенным в ПС.
5.5.4.5 Фактическое значение эквивалента углерода материала патрубков (переходных колец) для арматуры под приварку к трубопроводу наносят на внутреннюю поверхность патрубков корпуса (переходных колец) на расстоянии 30-50 мм от торца по внутреннему диаметру несмываемой краской или, по согласованию с заказчиком, на табличке.
5.5.4.6 На корпусе арматуры, предназначенной для одностороннего направления рабочей среды, наносят стрелку, указывающую направление рабочей среды.
5.5.4.7 На маховиках управления арматурой должны быть стрелки и буквы "О" и "З" или слова "откр", "закр", указывающие направление вращения при открытии и закрытии арматуры.
5.5.4.8 На запорной арматуре маркируют положение (указатели положения) ЗЭл.
Рядом с указателем положения должны быть буквы "О" и "З" или слова "откр" и "закр", указывающие крайние положения ЗЭл.
5.5.4.9 Кроме перечисленных в 5.5.4.1-5.5.4.6 требований к маркировке корпуса арматуры необходимо:
- наносить маркировку буквами "О", "З" или словами "откр", "закр" в верхней части поршневых пневмогидроцилиндров, обозначающую полости нагнетаемого давления (гидравлического, пневматического) для перестановки затвора;
- маркировать буквами "О", "З" или словами "откр", "закр" гидравлические баллоны (при наличии двух и более);
- наносить маркировку буквами "О", "З" или словами "откр", "закр" на корпусе ручного дублера (масляного насоса) для обозначения положения селектора (распределителя потоков жидкости);
- маркировать буквами "О", "З" или словами "откр", "закр" и стрелками направления вращения штурвала редуктора (ручного дублера) привода;
- маркировать буквами "Д", "Р" или словами "дист", "ручн" селектор режима редуктора, переключающий дистанционное управление арматурой;
- маркировать электроклапаны внутри корпуса блока пневматического управления арматурой буквами "О", "З" или словами "откр", "закр";
- наносить маркировку обозначениями "Дренаж", "Упл. седла", "Упл. шпинделя" и т.д. на обратных клапанах, шаровых кранах технологической обвязки арматуры подземного исполнения (на табличках или методом штамповки).
5.5.4.10 В зависимости от вида климатического исполнения наружные поверхности элементов арматуры подземной установки, эксплуатирующиеся в атмосферных условиях (стойка, бугельный узел, дренажные элементы) и все наружные поверхности арматуры надземной установки окрашивают в отличительный цвет.
Отличительные цвета запорной арматуры в зависимости от климатического исполнения - в соответствии с Таблицей 8.
Таблица 8 - Отличительные цвета запорной арматуры
Климатическое исполнение | Цвет отличительной окраски |
У | Светло-серый |
ХЛ | Светло-синий |
Т | Желтый |
Отличительный цвет арматуры:
- регулирующей - зеленый;
- предохранительной и обратной арматуры - красный.
Приводы рекомендуется окрашивать в светлый цвет.
Изменение цвета окраски согласовывается с заказчиком.
5.5.4.11 Дополнительно, по требованию заказчика, в объем маркировки арматуры входят:
- марка или условное обозначение переходных колец или патрубков к трубопроводу;
- монтажный номер арматуры - на табличке;
- категория сейсмостойкости - на корпусе.
5.5.4.12 На приводе и исполнительном механизме укрепляют табличку из коррозионно-стойкой стали или цветных металлов и сплавов, на которой наносят следующие сведения:
- товарный знак и (или) наименование организации-изготовителя;
- типовое обозначение привода или исполнительного механизма;
- основные технические характеристики (диапазон крутящих моментов или усилий, род тока, электрические характеристики, управляющее давление, предельное число оборотов выходного вала или номинальный ход, ПВ, степень защиты и др. в соответствии с КД и ТУ);
- заводской порядковый номер привода;
- массу привода (если привод поступает отдельно от арматуры);
- монтажный номер привода при указании в опросном листе на арматуру;
- год выпуска.
5.5.4.13 Маркировку запасных частей располагают на них непосредственно либо на прикрепленных к ним бирках с обозначением изделия, которое они комплектуют. Маркировка должна содержать данные, необходимые для идентификации конкретной запасной части.
5.5.4.14 Маркировка транспортной тары - по ГОСТ 14192.
На торцевой и боковой поверхности транспортной тары наносят следующую маркировку:
- адрес и наименование получателя;
- адрес и наименование отправителя;
- наименование и обозначение арматуры;
- масса изделия с тарой (брутто);
- манипуляционные знаки "БЕРЕЧЬ ОТ ВЛАГИ", "ВЕРХ", "НЕ КАНТОВАТЬ".
На ящик (на крышке, передней и боковой стенках), в который упаковывается ремонтный и групповой ЗИП, наносят следующую маркировку:
- адрес и наименование получателя;
- адрес и наименование отправителя;
- обозначение арматуры в сочетании со словом "ЗИП изделия";
- количество комплектов ЗИП в ящике;
- номер ящика;
- количество ящиков в партии;
- масса ЗИП с тарой (брутто);
- манипуляционные знаки "БЕРЕЧЬ ОТ ВЛАГИ", "ВЕРХ", "НЕ КАНТОВАТЬ".
5.5.4.15 Способ нанесения маркировки:
- литьем, ударным способом - для литых, лито-сварных и лито-штампосварных корпусов;
- ударным способом - для сварных, штампосварных и ковано-сварных корпусов;
- несмываемой краской - для транспортной тары.
5.5.4.16 Изготовитель арматуры может вводить другие знаки маркировки, согласованные с заказчиком.
5.5.4.17 Маркировку двухстороннего направления рабочей среды наносят только по требованию заказчика.
5.5.5 Консервация и упаковка
5.5.5.1 При подготовке арматуры к упаковыванию:
- положение затвора арматуры, подготовленной к отправке, должно быть в соответствии с указанным в КД, при этом:
а) краны и осесимметричные клапаны должны отгружаться в полностью открытом положении, если только они не оснащены приводом, обеспечивающим принудительное закрытие арматуры (например, пружинным);
б) задвижки должны отгружаться с ЗЭл в полностью закрытом положении, кроме особо оговариваемых заказчиком случаев - для шиберных задвижек;
- поверхности арматуры, не имеющие защитного антикоррозионного покрытия, а также лакокрасочного или другого атмосферостойкого покрытия, подвергать временной антикоррозионной защите по ГОСТ 9.014: вариант защиты ВЗ-4 или ВЗ-8, вариант упаковки ВУ-0, для изделий, не упаковываемых в деревянную тару;
- на время транспортирования и хранения арматура должна быть подвергнута консервации по ГОСТ 9.014, сведения о консервации (метод и срок консервации) должны быть приведены в ПС;
- крепежные детали и другие неокрашиваемые поверхности консервируются смазкой К-17 по ГОСТ 10877 или другим консервантом по согласованию с заказчиком;
- фланцевые присоединения, патрубки арматуры под приварку к трубопроводу, а также бугельный узел при поставке арматуры, не имеющей привода, или со снятым приводом должны быть заглушены для защиты поверхностей прокладок, патрубков под приварку и внутренних компонентов арматуры от загрязнения, попадания влаги и для защиты кромок от повреждения;
- при использовании деревянной тары внутренняя упаковка должна быть по ГОСТ 9.014, вариант внутренней упаковки ВУ-4 без применения упаковочного средства УМ-1.
5.5.5.2 Арматура подлежит консервации на срок не менее трех лет (по ГОСТ 9.014).
5.5.5.3 Порядок размещения и способ укладывания продукции должен обеспечить сохранность арматуры при транспортировании и хранении.
5.5.5.4 Эксплуатационную и сопроводительную документацию, прилагаемую к арматуре, упаковывают в водонепроницаемую бумагу или бумагу с полиэтиленовым покрытием, вкладывают в герметичный пакет из полиэтиленовой пленки толщиной не менее 150 мкм и помещают в деревянную тару. Швы пакета должны свариваться (заклеиваться). Пакет дополнительно должен быть обернут водонепроницаемой бумагой или полиэтиленовой пленкой, края которых должны свариваться (заклеиваться). Документацию размещают в первом ящике отправляемой по заказу арматуры, при этом на ящик должна быть нанесена надпись "Документация находится здесь". В случае транспортирования арматуры без тары документацию размещают в проходе арматуры.
Упаковочный лист вкладывают в каждый ящик с перечнем продукции данного ящика.
5.5.5.5 Заглушки надежно крепят к арматуре, обеспечивая блокировку перемещения и предотвращая установку арматуры без их снятия.
5.5.5.6 Обратные клапаны 200 и больше транспортируют с диском, имеющим фиксированное положение или опору, при этом на заглушке должна быть предупреждающая надпись о наличии съемных фиксирующих элементов и способе их удаления перед монтажом.
5.5.5.7 Арматуру, отгружаемую с удлинителями штока и без приводного механизма, фиксируют круговым креплением, а удлинитель штока крепят отдельно.
5.5.5.8 Крепежные детали, запасные части и инструменты упаковывают в деревянную тару.
5.5.5.9 Арматуру надежно закрепляют от смещений и колебаний на поддонах. По требованию заказчика арматуру на поддонах упаковывают в деревянные ящики.
5.5.5.10 При поставке арматуры больших диаметров отдельно от приводов на каждой упаковке наносят метки для определения соответствующих друг другу частей.
5.5.5.11 Упаковка должна позволять хранение арматуры на открытом воздухе в климатических условиях, указанных в 5.2.2.9.
5.5.5.12 Транспортная тара должна обеспечивать возможность транспортирования арматуры всеми видами транспорта.
6 Требования безопасности и охраны окружающей среды
6.1 Требования безопасности - в соответствии с ГОСТ Р 53672, в том числе:
- при проектировании;
- при изготовлении арматуры;
- при включении арматуры в состав системы;
- при монтаже арматуры и вводе ее в эксплуатацию;
- при эксплуатации;
- при ремонте арматуры;
- при транспортировании и хранении арматуры;
- при утилизации арматуры.
6.2 Содержание вредных веществ возле разъемных соединений арматуры не должно превышать предельно допустимых концентраций (ориентировочно безопасных уровней воздействия) вредных веществ, установленных в соответствии с требованиями ГОСТ 12.1.007.
6.3 Концентрация вредных веществ, методы и периодичность контроля должны соответствовать требованиям ГОСТ 12.1.005 и нормам [28] для соответствующего класса опасности.
7 Правила приемки
7.1 Общие правила
7.1.1 Приемку и контроль качества арматуры (сборочных единиц и деталей), материалов, комплектующих изделий и отдельных операций проводит ОТК (СКК) организации-изготовителя на соответствие требованиям, установленным в стандартах и (или) ТУ, КД, договорах, контрактах. Результатом приемки является клеймо ОТК (СКК) на деталях, сборках, арматуре, приводах, бирках и штамп ОТК (СКК) с подписью в паспорте изделия.
7.1.2 К изготовлению и сборке допускают материалы и детали, качество которых отвечает требованиям технической документации и которые приняты ОТК (СКК) организации-изготовителя изделий.
7.1.3 Изготовитель арматуры и приводов проводит следующие виды испытаний:
- приемочные;
- квалификационные;
- приемо-сдаточные;
- периодические;
- типовые.
7.1.4 Приемочные и квалификационные испытания являются этапами работ при разработке и постановке на производство новых конструкций и типоразмеров арматуры, проводимых в соответствии с ГОСТ Р 15.201.
Постановка на производство продукции по технической документации иностранных фирм - по ГОСТ 15.311 с учетом требований ГОСТ Р 15.201.
7.1.5 Приемо-сдаточные испытания проводит ОТК (СКК) организации-изготовителя. По требованию заказчика (по условию договора) испытания проводят с участием представителя заказчика в присутствии ОТК (СКК) силами и средствами организации-изготовителя.
При обнаружении какого-либо несоответствия изделия при приемо-сдаточных и периодических испытаниях по проверяемым параметрам, изделие бракуют до выявления причин возникновения несоответствий и их устранения - в соответствии с ГОСТ 15.309. После устранения обнаруженных несоответствий изделие подвергают повторным испытаниям по всем параметрам. При положительных результатах повторных испытаний изделие считается принятым, а при отрицательных - окончательно бракуется.
7.1.6 Гидравлические характеристики арматуры определяют в процессе приемочных испытаний опытных образцов.
Допускается устанавливать гидравлические характеристики арматуры на основе анализа геометрических размеров проточной части и характеристик подобных конструкций, если вследствие отсутствия испытательных стендов или по другим причинам их экспериментальные значения определить невозможно.
7.1.7 Контроль массы проводят при изготовлении первой партии арматуры одного типоразмера, а также при проведении периодических и типовых испытаний.
7.1.8 Результаты испытаний арматуры оформляют документально в соответствии с ГОСТ Р 15.201 и (или) ГОСТ 15.309.
Ход и результаты испытаний отражают в журнале испытаний.
7.1.9 Допускается распространять результаты приемочных, квалификационных, периодических и типовых испытаний конкретного изделия на группу конструктивно подобных изделий, изготавливаемой по одинаковой технологии. Решение о распространении результатов испытаний может быть принято комиссией, проводящей испытания, либо разработчиком и заказчиком.
7.2 Программы проведения испытаний
7.2.1 Приемочные и квалификационные испытания проводят по программам испытаний, разработанным в соответствии с ГОСТ Р 15.201.
7.2.2 Приемо-сдаточные испытания проводит организация-изготовитель по ТУ с учетом требований ГОСТ 15.309.
7.2.3 Периодические и типовые испытания проводят по соответствующим программам и методикам испытаний с учетом требований ГОСТ 15.309 (рекомендуется учитывать положения [29]).
7.2.4 Приемо-сдаточные испытания
7.2.4.1 Испытаниям подвергают изделие в сборе до консервации и нанесения антикоррозионного и (или) лакокрасочного покрытия, если в КД не указано иное. Грунтовка, наносимая для исключения образования ржавчины, не считается защитным окрасочным слоем.
7.2.4.2 Объем приемо-сдаточных испытаний:
- визуальный и измерительный контроль;
- гидравлические испытания:
а) на прочность (пробным давлением) и плотность материала корпусных деталей и сварных соединений, находящихся под давлением рабочей среды (см. 5.3.1.5);
б) на герметичность относительно внешней среды по уплотнению подвижных и неподвижных соединений (см. 5.3.1.4);
в) на герметичность затвора (см. 5.2.2.7);
г) на функционирование (работоспособность) (см. 5.3.1.7);
- проверка показателей диэлектрических свойств защитного покрытия корпуса (нормального и усиленного типов) и блока управления приводом при наличии требований в ТУ (см. 5.3.1.12);
- контроль грузоподъемности проушин для подъема арматуры, в том числе и в комплекте с приводом (см. 8.3);
- испытание системы автоматического сброса давления из корпуса при ее наличии (см. 5.3.4.8).
По требованию заказчика арматуру дополнительно испытывают на плотность материала и сварных швов, герметичность относительно внешней среды и герметичность затвора воздухом (пневматические испытания).
7.2.4.3 Результаты приемо-сдаточных испытаний отражают в журнале испытаний и ПС.
7.2.4.4 После гидравлических испытаний арматуры производят проверку обтяжки и (при необходимости) обтяжку фланцевого соединения "корпус-крышка" с максимально допустимым моментом, указанным на сборочном чертеже (или в ТУ), нанесение и контроль наружного антикоррозионного покрытия (см. 5.4.2).
7.2.4.5 После нанесения наружного антикоррозионного покрытия проводят контроль покрытия с оформлением протокола испытаний антикоррозионного покрытия.
7.2.4.6 Разность температур стенки корпуса арматуры и окружающего воздуха во время гидравлических испытаний не должна вызывать конденсацию влаги на поверхности стенки корпуса.
7.2.5 Периодические испытания
7.2.5.1 Периодические испытания проводят для контроля стабильности технологического процесса изготовления арматуры и подтверждения возможности продолжения ее выпуска.
7.2.5.2 Испытания проводит организация-изготовитель в объеме и порядке, предусмотренными ПМ, разработанной организацией-изготовителем либо разработчиком арматуры или привода, а также при выпуске новой продукции или при изменении технологии производства в соответствии с требованиями ГОСТ 5762, ГОСТ 11881, ГОСТ 12893, ГОСТ 21345, ГОСТ 31294 (рекомендуется также применять [29]).
7.2.5.3 Периодические испытания проводят:
- для задвижек на номинальное давление не более 250 в соответствии с ГОСТ 5762 - не реже одного раза в 3 года;
- для регуляторов, работающих без использования постороннего источника энергии в соответствии с ГОСТ 11881, - не реже одного раза в год (не менее чем на трех регуляторах);
- для односедельных, двухседельных и клеточных РК в соответствии с ГОСТ 12893 - не реже одного раза в 3 года (если в КД на конкретный клапан не предусмотрено иное);
- для шаровых, конусных и цилиндрических кранов на номинальное давление не более 250 в соответствии с ГОСТ 21345 - не реже одного раза в 3 года (если в технических документах на конкретный кран не предусмотрено иное);
- для предохранительных клапанов прямого действия в соответствии с ГОСТ 31294 - не реже одного раза в три года (если в КД на конкретный клапан не предусмотрено иное).
7.2.6 Типовые испытания
7.2.6.1 Типовые испытания арматуры проводят с целью оценки эффективности и целесообразности предлагаемых изменений в конструкции или технологии изготовления, которые могут повлиять на технические характеристики арматуры, связанные с безопасностью, либо могут повлиять на эксплуатацию арматуры.
7.2.6.2 ПМ типовых испытаний должна содержать:
- необходимые проверки из состава приемо-сдаточных или периодических испытаний;
-требования по количеству образцов, необходимых для проведения типовых испытаний;
- указания об использовании образцов, подвергнутых типовым испытаниям.
8 Методы контроля и испытаний
8.1 Общие требования к методам контроля и испытаниям
8.1.1 Методы контроля и испытаний арматуры и приводов - по ГОСТ Р 53402 и ТУ.
8.1.2 Требования к испытательному оборудованию, измерительным средствам и перечень рекомендуемого оборудования и измерительных средств - по ГОСТ Р 53402.
8.1.3 При испытании запорной арматуры на функционирование наработку циклов проводят приводом и ручным дублером с замером:
- необходимого крутящего момента;
- давления управляющего газа для ПП и ПГП при перестановке затвора;
- давления инертного газа в аккумуляторе для ЭГП при перестановке затвора;
- усилия на ручном приводе или ручном дублере.
8.1.4 Проверку работоспособности узла управления и позиционирования для ПП и ПГП производить наработкой не менее трех циклов при максимальном и минимальном давлениях управляющего газа.
8.1.5 Проверку работоспособности узла управления и позиционирования для ЭГП проводить наработкой не менее трех циклов от энергии инертного газа, накопленной в аккумуляторе, с дозаправкой после наработки 1,5 циклов и проверки работоспособности электронасоса.
8.2 Контроль качества наружного защитного покрытия
8.2.1 После нанесения на арматуру и приводы антикоррозионного покрытия, соответствующего требованиям 5.4.3, проводят его контроль с оформлением протокола испытаний.
8.2.2 Контроль антикоррозионного покрытия арматуры следует проводить с учетом требований ГОСТ Р 52568 или другой НД на покрытия.
8.2.3 При проверке качества антикоррозионного покрытия на соответствие техническим требованиям на каждом изделии проводят:
- измерение длины неизолированных концов изделий;
- контроль угла скоса покрытия к металлической поверхности;
- контроль внешнего вида покрытия;
- измерение толщины покрытия;
- измерение диэлектрической сплошности покрытия;
- контроль переходного сопротивления покрытия;
- измерение адгезии покрытия к стали.
Кроме того, выборочно, на одном изделии от партии, проводят контроль прочности покрытия при ударе.
Перечень показателей качества конкретных покрытий, с указанием критериев, норм контроля и методов контроля качества и испытаний должен быть приведен в КД и ТУ на конкретные изделия.
8.3 Контроль пригодности проушин для подъема арматуры
Контроль пригодности проушин для подъема арматуры проводят по КД и ТУ на арматуру проверкой наличия расчета на прочность проушин и испытанием их на грузоподъемность подъемом арматуры в комплекте с приводом.
8.4 Испытание системы автоматического сброса давления из корпуса
Испытание системы автоматического сброса давления из корпуса арматуры проводят в следующей последовательности:
- установить ЗЭл или РЭл в положение "приоткрыто" на 15-20% от закрытого положения;
- заполнить изделие водой до полного удаления воздуха из полости корпуса, поднять давление воды в корпусе до ;
- установить ЗЭл или РЭл в положение "открыто";
- увеличить давление среды в корпусе арматуры, контролируя повышения давления по манометру;
- зафиксировать значение рабочего давления, при котором произойдет сброс среды из корпуса в проход патрубка арматуры, учитывая, что сброс должен произойти при давлении в корпусе не более:
а) 1,3 - для арматуры
40 (4 МПа);
б) 1,25 - для арматуры
63 (6,3 МПа);
- повторить испытания при установке ЗЭл или РЭл в положение "закрыто".
9 Транспортирование и хранение
9.1 Арматура подлежит перевозке транспортом всех видов в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
9.2 Условия транспортирования и хранения - по группе 4 (Ж2) ГОСТ 15150.
Допускаются другие условия транспортирования и хранения, если это оговорено в ТУ.
9.3 При поставке арматуры с ответными фланцами при транспортировании допускается снимать последние, укладывая их вместе с крепежными деталями и прокладками в одну тару с арматурой.
9.4 Привод арматуры, являющийся покупным изделием, по усмотрению организации-изготовителя арматуры допускается транспортировать в таре поставщика привода или в таре изготовителя арматуры.
10 Указания по эксплуатации (техническому обслуживанию, ремонту, утилизации)
10.1 Указания о содержании арматуры в готовности к эксплуатации, подготовке к действию, вводе в действие, возможных неисправностях, повреждениях и способах их устранения, осмотрах и ремонтах должны быть приведены в РЭ и технологических регламентах эксплуатирующей организации.
10.2 Трубопроводную арматуру и приводы применяют в соответствии с их назначением в части рабочих параметров, сред, условий эксплуатации и характеристик надежности.
10.3 Установочное положение арматуры должно соответствовать указанию в РЭ.
10.4 Использовать запорную арматуру для работы в качестве регулирующих устройств при не полностью открытом положении затвора не допускается. В рабочем положении запорная арматура должна быть полностью закрыта или открыта.
10.5 Запрещается эксплуатация арматуры при отсутствии ПС и РЭ, а также при параметрах рабочей среды, превышающих указанные в ПС и РЭ.
10.6 Арматура должна размещаться в местах, доступных для удобного и безопасного ее обслуживания и ремонта.
10.7 Перед вводом в эксплуатацию арматура подвергается входному контролю, предварительным испытаниям и, после монтажа в трубопровод, пусконаладке.
10.8 Устранение дефектов должно проводиться после сброса давления рабочей среды до атмосферного.
10.9 Каждое изделие, поступившее потребителю, следует подвергнуть входному контролю в соответствии с РЭ (рекомендуется также руководствоваться [30]).
При входном контроле рекомендуется проверить:
- соответствие изделий условиям договора на поставку;
- состояние упаковки;
- комплектность поставки изделия (в т.ч. наличие ЭД и сведений о разрешительных документах);
- наличие маркировки, заглушек;
- герметичность прокладочных соединений и сальникового уплотнения относительно внешней среды (визуально, например по наличию подтеков).
Дефекты изделий, обнаруженные при входном контроле, должны устраняться силами организации-изготовителя при соблюдении потребителем условий по обращению с арматурой.
10.10 Эксплуатацию трубопроводной арматуры осуществляет организация, эксплуатирующая объект, на котором она установлена (рекомендуемая НД - [31]).
10.11 Техническое обслуживание и ремонт трубопроводной арматуры осуществляют по утвержденным планам-графикам (рекомендуется по РЭ и [32]-[35]).
Виды работ по техническому обслуживанию и ремонту арматуры:
- плановое техническое обслуживание;
- сезонное техническое обслуживание;
- техническое диагностирование;
- текущий ремонт;
- средний ремонт;
- капитальный ремонт;
- другие виды технического обслуживания и ремонта (при необходимости).
10.12 Сварку арматуры с трубопроводом производят при полностью открытом затворе для исключения повреждения поверхности ЗЭл и РЭл. При этом следует обеспечить защиту внутренних полостей арматуры и трубопровода от попадания сварочного грата и окалины (рекомендуемая НД по технологии сварки - [3]-[7]).
10.13 Эксплуатацию, обслуживание и ремонт арматуры осуществляют после ознакомления обслуживающего персонала с РЭ на арматуру и при наличии инструкции по технике безопасности, утвержденной руководителем эксплуатирующей организации.
10.14 Приводы с электрическим оборудованием и арматура, имеющая устройства для заземления, должны быть надежно заземлены.
10.15 Элементы конструкций электрических устройств, входящих в состав электропривода, находящиеся под напряжением и доступные для прикосновения, должны быть ограждены или изолированы.
10.16 Приводы, установленные на арматуре, должны быть отрегулированы. Муфты крутящего момента или осевого усилия должны быть настроены на значение крутящего момента или осевого усилия, указанное в ЭД.
10.17 Строповка арматуры должна осуществляться за специально сделанные проушины, рым-болты, элементы конструкции и места крепления, указанные в ЭД или КД. Погрузочно-разгрузочные работы следует производить в соответствии с требованиями ГОСТ 12.3.009.
10.18 Предохранительные клапаны до установки в систему должны быть проверены и при необходимости отрегулированы на требуемое давление настройки. При выполнении поднастройки пружины клапан не должен находиться под давлением. После проверки или регулировки предохранительные клапаны должны быть опломбированы. Предохранительные клапаны должны иметь бирки с указанием давления срабатывания, даты очередной настройки и даты очередной ревизии.
Переключающее устройство блоков предохранительных клапанов не должно оставаться в промежуточном положении.
10.19 В период пусконаладочных и ремонтных работ установки допускается возможность многократных испытаний давлением при условиях, указанных в РЭ. Срабатывание изделий при проведении испытаний не допускается.
10.20 При эксплуатации запрещается:
- производить работы по устранению дефектов, подтяжку уплотнения, резьбовых соединений трубной обвязки и фитингов, находящихся под давлением;
- производить ремонт арматуры под давлением (ремонт должен выполняться только после сброса давления до атмосферного);
- производить открытие запорной арматуры 500 при перепаде давления газа в затворе более 0,2 МПа;
- использовать арматуру в качестве опор;
- применять для управления арматурой рычаги, удлиняющие плечо рукоятки или маховика, не предусмотренные инструкцией по эксплуатации;
- применять удлинители к ключам для крепежных деталей;
- вскрывать крышку корпуса конечных выключателей без снятия напряжения с питающей электрической линии;
- эксплуатировать опломбированную арматуру при поврежденных гарантийных пломбах;
- производить перестановку приводов от давления сжатого газа из переносных баллонов;
- применять устройства с открытым пламенем или взрывоопасные газы для обогрева узлов арматуры, блока управления, импульсных трубок и т.д. (обогрев производится подогретым воздухом, паром или электротэнами во взрывобезопасном исполнении);
- стравливать импульсный газ или переставлять арматуру во время грозы;
- дросселировать газ при частично открытом затворе запорной арматуры, установленной на обводных и выпускных газопроводах.
10.21 Гидросистемы ПП и ЭГП заправляет изготовитель приводов с указанием марки заправленной демпферной жидкости на гидроцилиндре. При эксплуатации допускают использование аналогов ранее заправленных демпферных жидкостей, разрешенных к применению, и имеющих те же характеристики (вязкость, температурный диапазон применения, неагрессивность по отношению к материалу деталей привода).
При замене демпферной жидкости гидросистему опорожняют полностью и промывают. Попадание воды в системы пневмогидравлического управления в процессе эксплуатации должно быть исключено. Марку заправленной демпферной жидкости заносят в журнал технического обслуживания и ремонта, технический паспорт и при изменении марки меняют надпись на гидроцилиндре привода.
10.22 Для смазки, промывки, восстановления герметичности уплотнений в запорной арматуре применяют консистентные смазки, промывочные составы и герметизирующие пасты, разрешенные к применению.
10.23 Надземную часть арматуры защищают от коррозионного воздействия внешней среды климатически стойким покрытием. Для защиты подземной части от грунтовой коррозии применяют разрешенное защитное покрытие.
10.24 Запорную арматуру на ЛЧ МГ (линейную, охранную и на перемычках), а также на узлах подключения КС (обводного, входного и выходного газопроводов) оснащают системами дистанционного и местного управления, резервирования импульсного газа, техническими манометрами для измерения давления газа до и после арматуры, трубопроводной обвязкой. При отсутствии системы дистанционного управления линейную запорную арматуру оснащают автоматом аварийного закрытия.
10.25 Работоспособность арматуры проверяют в соответствии с ЭД и оформлением акта проверки по форме, принятой в эксплуатирующей организации.
При проведении проверки работоспособности выполняют следующие работы:
- затворы арматуры многониточных газопроводов полностью переставляют в положение "закрыто"-"открыто" два раза в год при подготовке объектов к осенне-зимнему и весеннему периоду эксплуатации (сезонное обслуживание);
- затворы арматуры однониточных газопроводов полностью переставляют в положение "закрыто"-"открыто" при плановой остановке газопровода (как правило, один раз в год);
- затворы арматуры ГРС при сезонном обслуживании переставляют не более чем на 30%, а при плановой остановке ГРС - полностью;
- затворы арматуры узлов подключения КС (обводного, входного и выходного газопроводов) полностью переставляют в положение "закрыто"-"открыто" один раз в год при плановой остановке цеха;
- системы линейной телемеханики и резервирования импульсного газа проверяют одновременно с арматурой;
- обратная арматура технологической обвязки КС не реже одного раза в год подлежит вскрытию и внутреннему осмотру.
10.26 Линейные крановые узлы, узлы запуска и приема ВТУ оборудуют постоянными сигнализаторами их прохождения.
10.27 При достижении назначенного срока службы или назначенного ресурса эксплуатацию арматуры следует прекратить независимо от ее технического состояния. По результатам экспертизы промышленной безопасности определяют остаточный ресурс (срок службы) арматуры, возможность продления ее эксплуатации и значения новых назначенных показателей.
10.28 Если в РЭ отсутствует назначенный срок службы (ресурс), его может установить исполнитель работ по экспертизе промышленной безопасности арматуры на основании диагностирования технического состояния арматуры, испытаний и данных эксплуатационной статистики.
10.29 Требования к утилизации
10.29.1 Демонтированную арматуру после дефектовки направляют в специализированные ремонтные организации для проведения ремонта, либо принимают решение о ее списании. Узлы арматуры, вышедшие из строя или отработавшие свой ресурс, передают в специализированные организации по переработке материалов.
Примечание - Под дефектовкой, как правило, понимают поиск и определение типов всех существенных дефектов в одном конкретном изделии.
10.29.2 Арматура подлежит утилизации после принятия решения о невозможности или нецелесообразности ее капитального ремонта или недопустимости ее дальнейшей эксплуатации.
10.29.3 Требования безопасности при утилизации - по ГОСТ Р 53672.
11 Гарантии изготовителя (поставщика)
11.1 Изготовитель (поставщик) должен гарантировать соответствие выпускаемой (поставляемой) арматуры и комплектующих ее изделий требованиям ТУ при соблюдении потребителем условий монтажа, ремонта, эксплуатации, транспортирования и хранения, установленных в РЭ.
11.2 Гарантийные обязательства (гарантийный срок хранения без переконсервации, гарантийный срок эксплуатации и гарантийная наработка) указывают в ТУ и ПС на изделие или в договоре на поставку.
11.3 Рекомендуемые значения гарантийного срока эксплуатации - 24 месяца со дня ввода в эксплуатацию, но не более 36 месяцев со дня отгрузки потребителю; гарантийного срока хранения - не более 36 месяцев со дня отгрузки потребителю. Гарантийная наработка в циклах - в пределах гарантийного срока эксплуатации.
Приложение А
(справочное)
Типовые конструкции арматуры
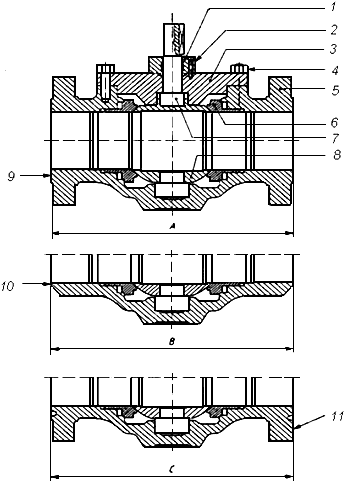
1 - уплотнение штока; 2 - сальниковая коробка; 3 - крышка; 4 - болтовое соединение; 5 - корпус; 6 - седло; 7 - шток; 8 - шаровая пробка; 9 - фланец с соединительным выступом; 10 - патрубок под приварку; 11 - фланец с выступом с канавкой под уплотнительное кольцо.
А - строительная длина крана с фланцами с соединительным выступом;
В - строительная длина крана с патрубками под приварку;
С - строительная длина крана с фланцами с канавкой под уплотнительное кольцо.
Рисунок А.1 - Кран шаровой с верхним разъемом
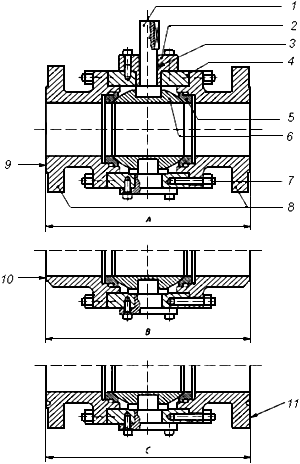
1 - шток;
2 - крышка корпуса; 3 - сальник; 4 - корпус; 5 - седло; 6 - шаровая пробка; 7 - болтовое соединение корпуса; 8 - уплотняющий элемент; 9 - фланец с соединительным выступом; 10 - патрубок под приварку; 11 - фланец с выступом с канавкой под уплотнительное кольцо.
А - строительная длина крана с фланцами с соединительным выступом;
В - строительная длина крана с патрубками под приварку;
С - строительная длина крана с фланцами с канавкой под уплотнительное кольцо.
Рисунок А.2 - Шаровой кран с корпусом из трех частей
1 - шток;
2 - крышка корпуса; 3 - уплотнение штока; 4 - корпус; 5 - седло; 6 - шаровая пробка; 7 - уплотняющий элемент; 8 - фланец с соединительным выступом; 9 - патрубок под приварку; 10 - фланец с выступом с канавкой под уплотнительное кольцо.
А - строительная длина крана с фланцами с соединительным выступом;
В - строительная длина крана с патрубками под приварку;
С - строительная длина крана с фланцами с канавкой под уплотнительное кольцо.
Рисунок А.3 - Шаровой кран с цельносварным корпусом
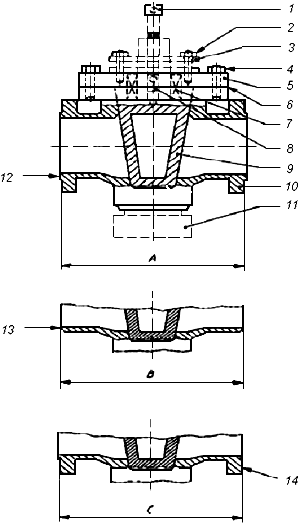
1 - винт для подачи смазки; 2 - шпильки и гайки сальника; 3 - сальник; 4 - шпильки и гайки; 5 - крышка; 6 - прокладка соединения крышки с корпусом; 7 - набивка шпинделя; 8 - обратный клапан для смазки; 9 - конусная пробка; 10 - корпус; 11 - стопорное кольцо; 12 - фланец с соединительным выступом; 13 - патрубок под приварку; 14 - выступ фланцев с канавкой под уплотнительное кольцо.
А - строительная длина крана с фланцами с соединительным выступом;
В - строительная длина крана с патрубками под приварку;
С - строительная длина крана с фланцами с канавкой под уплотнительное кольцо.
Рисунок А.4 - Конусный кран
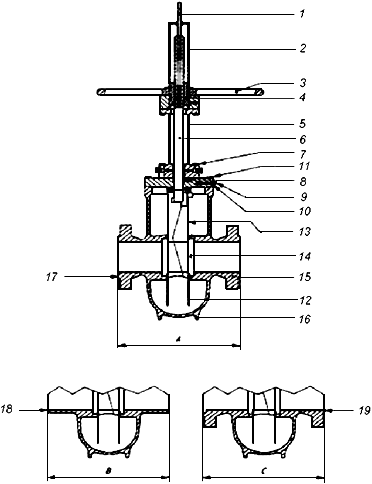
1 - указатель положения; 2 - кожух шпинделя; 3 - маховик; 4 - ходовая гайка; 5 - стойка; 6 - шпиндель; 7 - болтовое соединение стойки с крышкой; 8 - сальниковая набивка; 9 - отверстие для сброса давления из полости (подачи давления в полость) корпуса; 10 - крышка; 11 - болтовое соединение крышки с корпусом; 12 - направляющая; 13 - запирающий элемент; 14 - седло; 15 - корпус; 16 - опоры; 17 - выступ плоской уплотнительной поверхности фланцев; 18 - патрубок под приварку; 19 - выступ фланца с канавкой под уплотнительное кольцо.
А - строительная длина с фланцами с соединительным выступом;
В - строительная длина с патрубками под приварку;
С - строительная длина с фланцами с канавкой под уплотнительное кольцо.
Рисунок А.5 - Задвижка параллельная с выдвижным шпинделем с раздвижными дисками
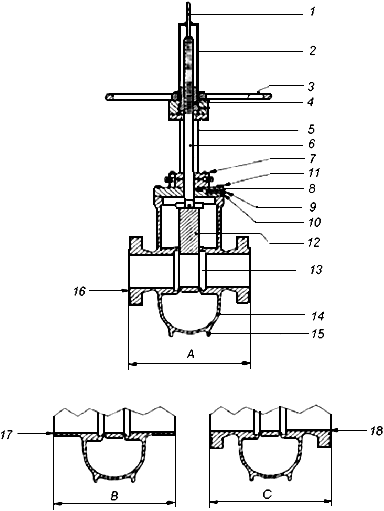
1 - указатель положения; 2 - кожух шпинделя; 3 - маховик; 4 - ходовая гайка; 5 - стойка; 6 - шпиндель; 7 - болтовое соединение стойки с крышкой; 8 - сальниковая набивка; 9 - отверстие для сброса давления из полости (подачи давления в полость) корпуса; 10 - крышка; 11 - болтовое соединение крышки с корпусом; 12 - запирающий элемент (шибер); 13 - седло; 14 - корпус; 15 - опоры; 16 - выступ уплотнительной поверхности фланцев; 17 - патрубок под приварку; 18 - выступ фланца с канавкой под уплотнительное кольцо.
А - строительная длина с фланцами с соединительным выступом;
В - строительная длина с патрубками под приварку;
С - строительная длина с фланцами с канавкой под уплотнительное кольцо.
Рисунок А.6 - Задвижка шиберная с выдвижным шпинделем
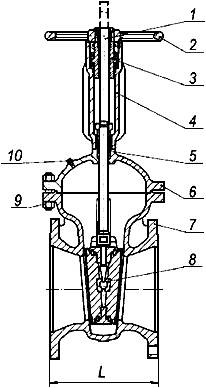
1 - шпиндель; 2 - маховик; 3 - втулка резьбовая; 4 - стойка; 5 - сальниковая набивка; 6 - крышка; 7 - корпус; 8 - запирающий элемент; 9 - болтовое соединение крышки с корпусом; 10 - технологическое отверстие с пробкой на корпусе.
- строительная длина.
Рисунок А.7 - Задвижка клиновая двухдисковая фланцевая
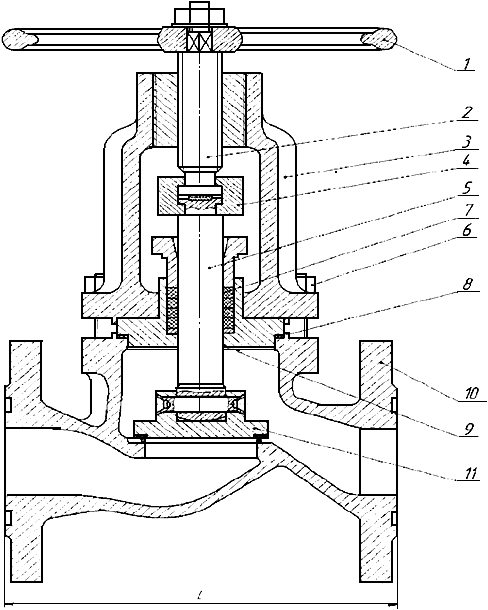
1 - маховик; 2 - шпиндель; 3 - стойка; 4 - муфта соединительная; 5 - шток; 6 - болтовое соединение; 7 - сальниковая набивка; 8 - прокладка, 9 - верхнее уплотнение; 10 - корпус; 11 - золотник.
- строительная длина.
Рисунок А.8 - Клапан запорный
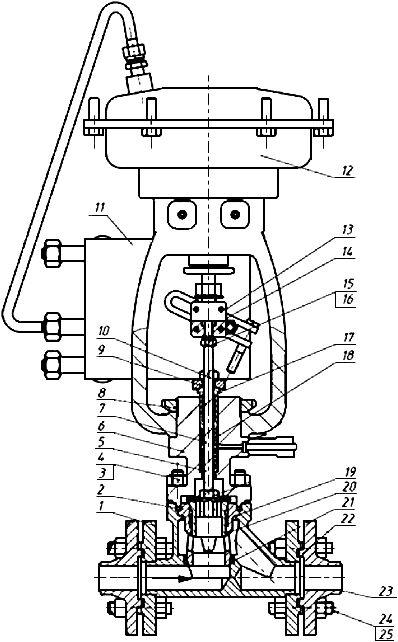
1 - корпус; 2 - прокладка; 3 - гайка; 4 - шпилька; 5 - втулка; 6 - крышка; 7 - втулка; 8 - гайка; 9 - фланец сальника; 10 - шток; 11 - позиционер; 12 - МИМ 1; 13 - болт; 14 - гайка разъемная; 15 - гайка; 16 - шайба; 17 - втулка; 18 - кольцо; 19 - стакан; 20 - плунжер; 21 - прокладка; 22 - прокладка; 23 - фланец; 24 - гайка; 25 - шпилька.
Рисунок А.9 - Клапан регулирующий
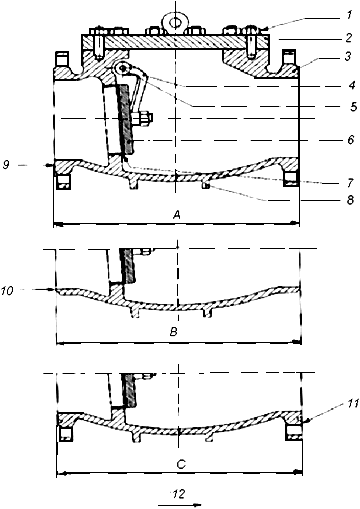
1 - крепеж крышки; 2 - крышка; 3 - корпус; 4 - рычаг диска; 5 - ось; 6 - диск; 7 - седло; 8 - опоры; 9 - фланец с соединительным выступом; 10 - патрубок под приварку; 11 - фланец с канавкой под овальную прокладку; 12 - направление потока.
А - строительная длина с фланцами с соединительным выступом;
В - строительная длина с патрубками под приварку;
С - строительная длина с фланцами с канавкой под овальную прокладку.
Рисунок А.10 - Неполнопроходной обратный затвор с вынесенной осью
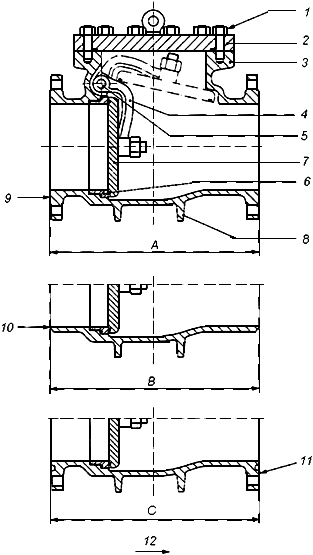
1 - крепеж крышки; 2 - крышка; 3 - корпус; 4 - рычаг диска; 5 - ось; 6 - седло; 7 - диск; 8 - опоры; 9 - фланец с соединительным выступом; 10 - патрубок под приварку; 11 - фланец с выступом под овальную прокладку; 12 - направление потока.
А - строительная длина с фланцами с соединительным выступом;
В - строительная длина с патрубками под приварку;
С - строительная длина с фланцами с канавкой под овальную прокладку.
Рисунок А.11 - Полнопроходный обратный затвор
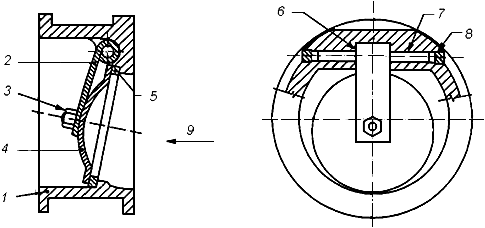
1 - корпус; 2 - петля; 3 - гайка; 4 - уплотнительная пластина/цапфа; 5 - седло; 6 - распорные втулки; 7 - шпилька петли; 8 - стопоры шпильки петли; 9 - направление потока.
Рисунок А.12 - Однодисковый обратный затвор с межфланцевым присоединением к трубопроводу
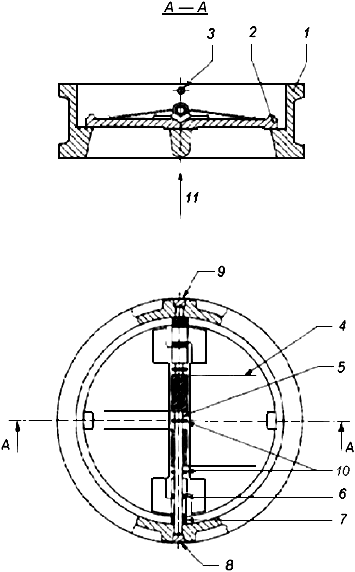
1 - корпус; 2 - створка; 3 - ограничительный упор; 4 - пружина; 5 - ось шарнира; 6 - центральная шайба створок; 7 - центральная шайба в корпусе; 8 - фиксаторы стопорного упора; 9 - фиксаторы соединительных шпилек; 10 - ограничители пружины; 11 - направление потока.
Рисунок А.13 - Двухстворчатый обратный затвор с межфланцевым присоединением к трубопроводу
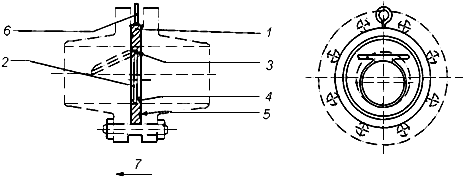
1 - корпус; 2 - диск; 3 - ось; 4 - уплотнение диска; 5 - уплотнение корпуса; 6 - подъемная проушина; 7 - направление потока.
Рисунок А.14 - Одностворчатый обратный затвор с коротким корпусом и межфланцевым присоединением к трубопроводу

1 - корпус; 2 - направляющая штанги; 3 - диск; 4 - подшипник; 5 - пружина; 6 - направление потока.
А - строительная длина с фланцами с соединительным выступом;
В - строительная длина с патрубками под приварку;
С - строительная длина с фланцами с канавкой под уплотнительное кольцо.
Рисунок А.15 - Осесимметричный обратный клапан
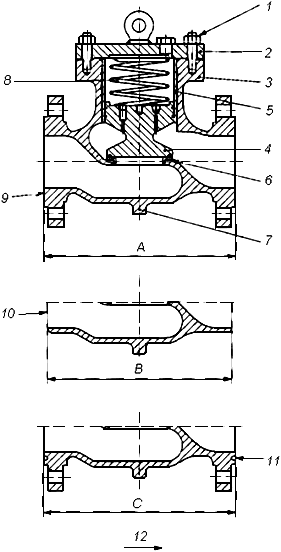
1 - крепеж крышки; 2 - крышка; 3 - корпус; 4 - поршень; 5 - вкладыш; 6 - седло; 7 - опоры; 8 - пружина; 9 - выступ фланца; 10 - патрубок под приварку; 11 - фланец с выступом с канавкой под уплотнительное кольцо; 12 - направление потока.
А - строительная длина с фланцами с соединительным выступом;
В - строительная длина с патрубками под приварку;
С - строительная длина с фланцами с канавкой под уплотнительное кольцо.
Рисунок А.16 - Клапан обратный подъемный
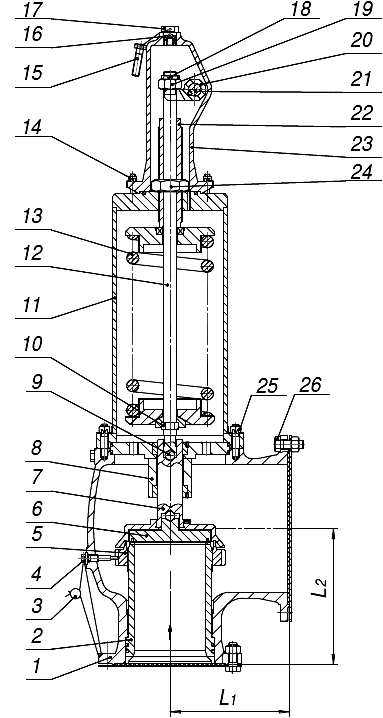
1 - корпус; 2 - седло; 3 - элемент пломбирования; 4 - фиксатор кольца; 5 - кольцо; 6 - диск; 7 - дискодержатель; 8, 10 - втулка; 9 - шарик; 11 - крышка; 12 - шток; 13 - пружина; 14 - болтовое соединение; 15 - элемент стопорения; 16, 17 - пробка; 18 - шплинт; 19, 24 - гайка; 20 - кулачок; 21 - вал рычага ручного дублера; 22 - винт; 23 - колпак; 25, 26 - болтовое соединение.
,
- строительные длины.
Рисунок А.17 - Клапан предохранительный
Приложение Б
(рекомендуемое)
Форма опросных листов
Б.1 Форма опросного листа на запорную арматуру
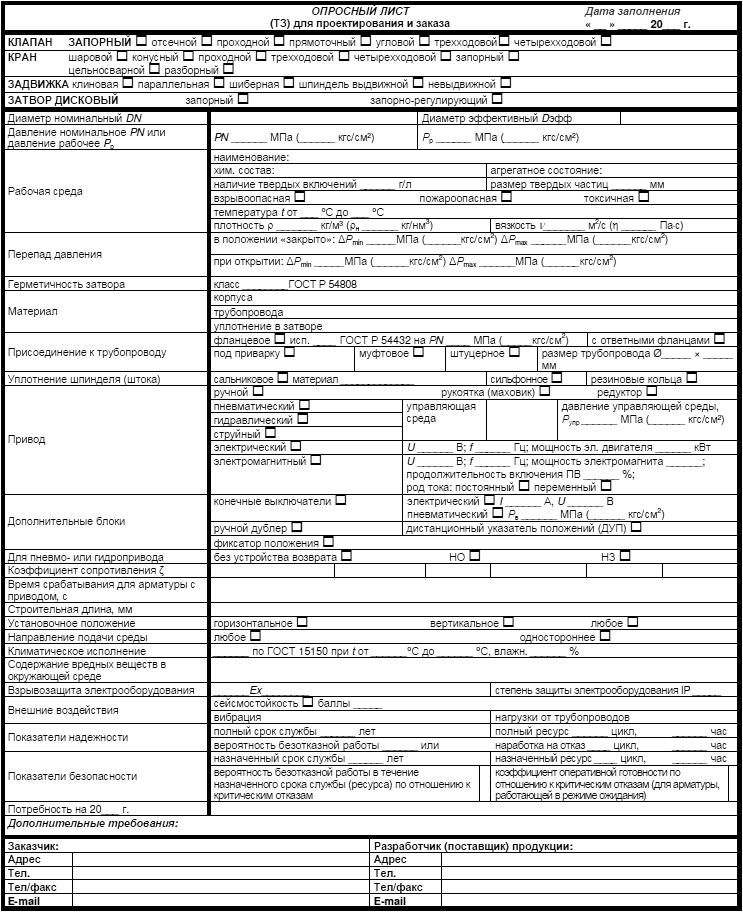
Б.2 Форма опросного листа на предохранительную арматуру
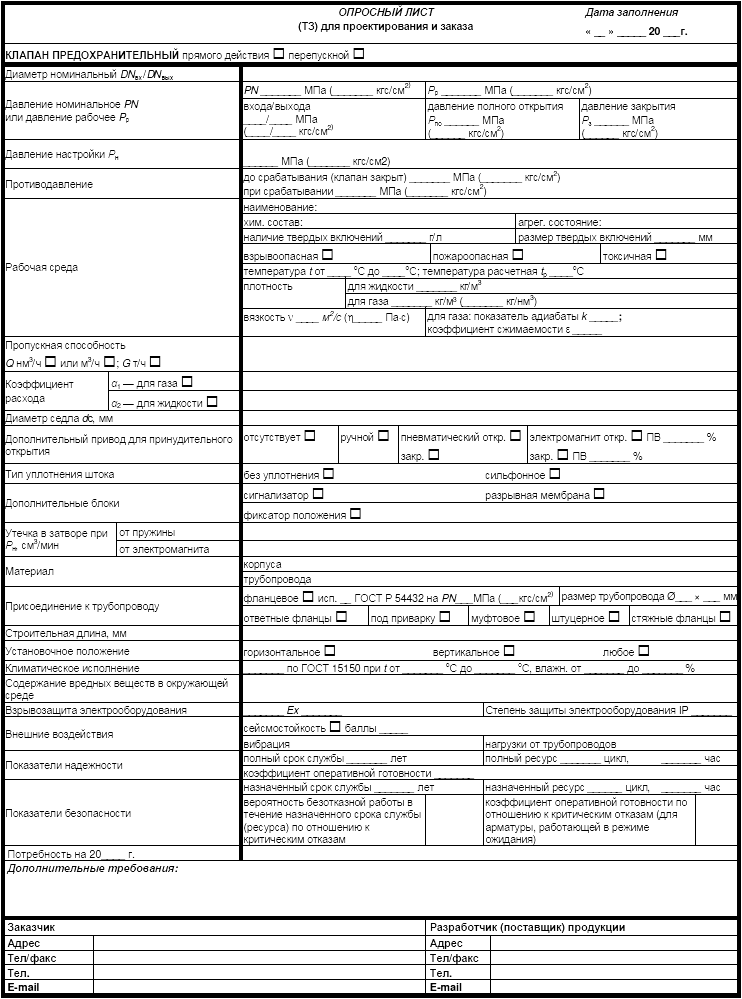
Б.3 Форма опросного листа на регулирующую арматуру
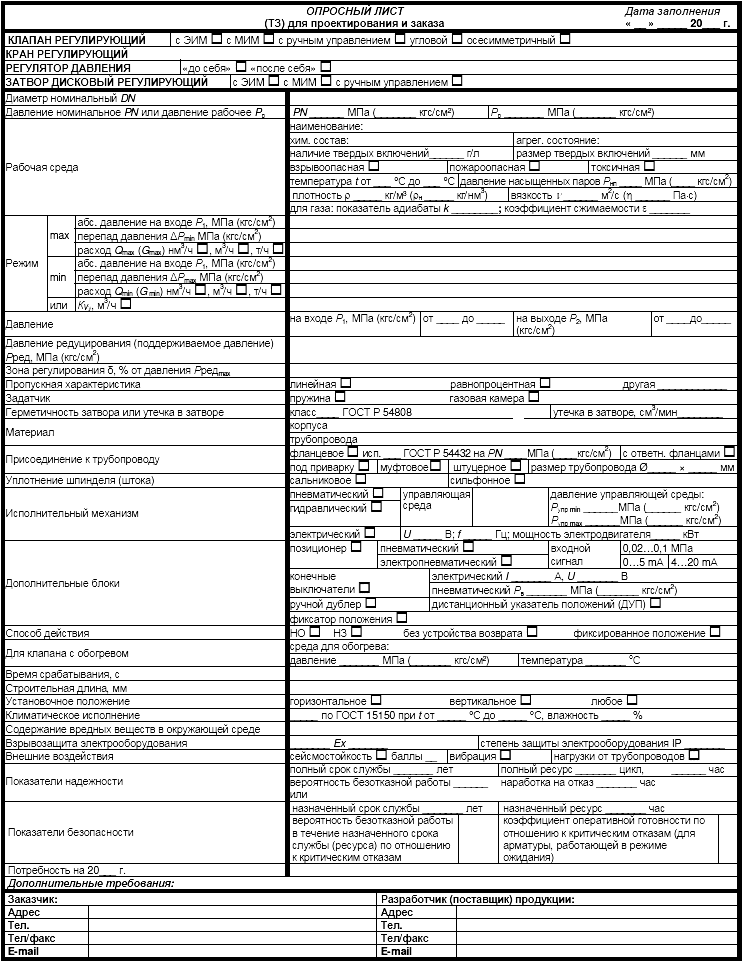
Б.4 Форма опросного листа на обратную арматуру
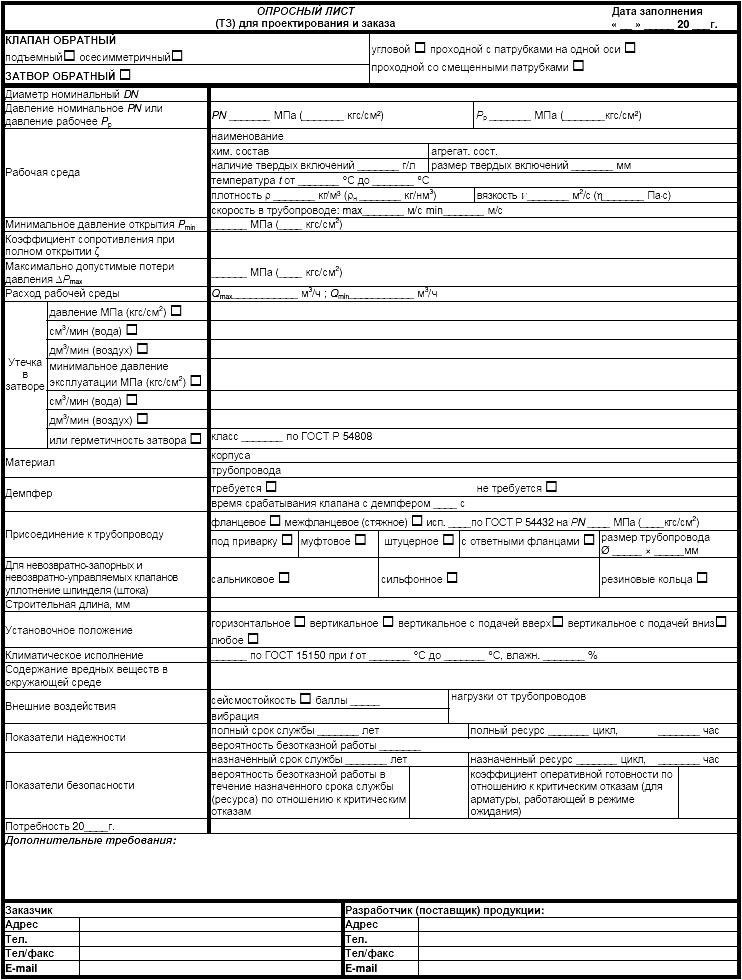
Приложение В
(справочное)
Рабочая среда для магистральных газопроводов и их ответвлений
В.1 Рабочая среда - неагрессивный природный горючий газ, содержащий жидкие углеводороды (конденсат), этиленгликоль, турбинные масла, углекислый газ, метанол (СНОН), воду и механические примеси со следующими показателями:
- массовая концентрация сероводорода - не более 7 мг/м;
- массовая концентрация меркаптановой серы - не более 0,036 г/м;
- массовая концентрация общей серы - не более 0,070 г/м;
- молярная доля кислорода - не более 0,050%;
- молярная доля диоксида углерода - не более 2,5%;
- массовая концентрация механических примесей - до 0,01 г/м, с размером отдельных частиц до 1 мм.
Температура точки росы по воде (ТТРв) при абсолютном давлении 3,92 МПа - не выше - 10°C. Температура точки росы по углеводородам (ТТРув) при абсолютном давлении от 2,5 МПа до 7,5 МПа - не выше - 2°C.
Температура рабочей среды - в соответствии с 5.2.2.5.
Скорость рабочей среды - до 20 м/с.
В.2 Рабочая среда и ее параметры могут уточняться и записываться в опросных листах для конкретных поставок арматуры.
Приложение Г
(рекомендуемое)
Рекомендуемые показатели надежности и показатели безопасности
Г.1 Рекомендуемые количественные значения показателей надежности для арматуры, отказ которой не является критическим, приведены в Таблице Г.1.
Таблица Г.1 - Рекомендуемые показатели надежности
Показатели надежности | Наименование показателя | Значение показателя, не менее | |
Показатели безотказности | Средняя наработка на отказ или вероятность безотказной работы в течение срока службы (ресурса) | Показатель устанавливается по требованию заказчика | |
Показатели долговечности | Полный срок службы (до списания) | 40 лет - | для всей арматуры, кроме предохранительных клапанов; |
30 лет - | для предохранительных клапанов | ||
Полный ресурс (до списания) | 320000 ч - | для запорной арматуры; | |
240000 ч - | для обратной арматуры, регулирующих и предохранительных клапанов; | ||
4000 циклов | для шаровых кранов от | ||
3000 циклов | для клапанов и обратной арматуры; | ||
2000 циклов | для шаровых кранов от | ||
1500 циклов | для предохранительных клапанов; | ||
500 циклов | для шаровых кранов | ||
Показатель сохраняемости | Срок хранения | 3 года | |
Показатели ремонтопригодности | Время восстановления работоспособного состояния или средняя оперативная продолжительность планового ремонта | Показатели устанавливаются по требованию заказчика | |
Средняя трудоемкость работ по восстановлению работоспособного состояния или средняя оперативная трудоемкость планового ремонта | |||
Примечания 1 Полный срок службы арматуры соответствует сроку службы трубопровода, на котором она устанавливается. 2 Показатели "средняя наработка на отказ", "полный ресурс (до списания)", "средний ресурс (до ремонта)" измеряют в часах и циклах (для регулирующей арматуры - в часах). | |||
Дополнительно, по требованию заказчика, устанавливают следующие показатели долговечности:
- срок службы до капитального ремонта (в годах);
- средний ресурс до капитального ремонта (в циклах и часах);
- средний срок службы до первого ремонта (или списания) выемных деталей арматуры.
Г.2 Для арматуры, отказы которой являются критическими, устанавливают показатели долговечности, ремонтопригодности и сохраняемости в соответствии с Таблицей Г.1.
Г.3 Рекомендуемые количественные значения показателей безопасности для арматуры, отказ которой является критическим, приведены в Таблице Г.2.
Таблица Г.2 - Рекомендуемые показатели безопасности
Наименование показателя | Значение показателя | |
Назначенный срок службы | 30 лет - | для всей арматуры, кроме предохранительных клапанов; |
20 лет - | для предохранительных клапанов | |
Назначенный ресурс | 3000 циклов | для шаровых кранов от |
1500 циклов | для шаровых кранов от | |
1000 циклов | для предохранительных клапанов; | |
300 циклов | для шаровых кранов | |
Вероятность безотказной работы по отношению к критическим отказам в течение назначенного срока службы (ресурса) | Не менее 0,95 | |
Коэффициент оперативной готовности в течение назначенного срока службы (ресурса) (для арматуры, находящейся в режиме ожидания) | Не менее 0,9999 | |
Назначенный срок службы выемных частей и комплектующих изделий | Принимается по согласованию с заказчиком, в зависимости от технического регламента обслуживания арматуры в условиях эксплуатации | |
Назначенный срок хранения | 3 года | |
Примечание - Назначенный срок хранения устанавливают для арматуры, изменение свойств которой в процессе хранения может привести к критическому отказу в процессе эксплуатации или фактическое состояние которой в течение срока хранения неизвестно. Показатель принимается по согласованию с заказчиком, в зависимости от технического регламента обслуживания арматуры в условиях хранения и эксплуатации. | ||
Приложение Д
(справочное)
Перечень возможных отказов и критериев предельных состояний
Д.1 Перечень возможных отказов:
- потеря плотности корпусных деталей и сварных соединений;
- потеря герметичности сальникового уплотнения;
- потеря герметичности уплотнений неподвижных соединений;
- потеря герметичности затвора (наличие утечек в затворе, превышающих установленные нормы по условиям эксплуатации);
- невыполнение функции "закрыто";
- невыполнение функции "открыто";
- несоответствие времени срабатывания (открытие, закрытие).
Возможные отказы арматуры, характерные для конкретного типа арматуры, указывают в ТУ и РЭ. В перечне отказов выделяют критические отказы.
Д.2 Критерии предельных состояний:
- начальная стадия нарушения целостности корпусных деталей (потение, капельная течь);
- утечка через сальниковое уплотнение, неустранимая подтяжкой и поднабивкой;
- увеличение крутящего момента (превышающее расчетную величину) затяжки фланцевого соединения для достижения герметичности;
- увеличение крутящего момента на закрытие или открытие арматуры более 10% от установленной в РЭ величины;
- дефекты шпинделя, которые могут привести к его разрыву (трещины всех видов и направлений);
- превышение предельно допустимых дефектов металла корпусных деталей и сварных швов при сплошном контроле методами неразрушающего контроля;
- изменение геометрических размеров и состояния поверхностей корпусных и внутренних деталей, в том числе, препятствующее нормальному функционированию арматуры.
Критерии предельных состояний, характерные для конкретного типа арматуры, указывают в ТУ и РЭ.
Приложение Е
(рекомендуемое)
Форма паспорта арматуры
Товарный знак | ПАСПОРТ | Лист 1 | ||||||||||||
изготовителя | обозначение паспорта |
| ||||||||||||
Место знака обращения на рынке | Сертификат соответствия требованиям технического регламента | |||||||||||||
N | ||||||||||||||
дата выдачи | ||||||||||||||
срок действия | ||||||||||||||
| ||||||||||||||
Наименование изделия | ......... | |||||||||||||
Обозначение изделия | ||||||||||||||
Документ на изготовление и поставку | ||||||||||||||
обозначение ТУ | ||||||||||||||
Изготовитель (поставщик) | ||||||||||||||
Заводской номер изделия | ||||||||||||||
Дата изготовления (поставки) | ||||||||||||||
Назначение | ||||||||||||||
| ||||||||||||||
Наименование параметра | Значение | |||||||||||||
Диаметр номинальный | ||||||||||||||
Давление номинальное | ||||||||||||||
Рабочая среда | ||||||||||||||
Температура рабочей среды | ||||||||||||||
Герметичность затвора | ||||||||||||||
Климатическое исполнение и параметры окружающей среды | ||||||||||||||
Тип присоединения к трубопроводу | ||||||||||||||
Гидравлические характеристики (коэффициент сопротивления или условная пропускная способность или коэффициент расхода) | ||||||||||||||
Масса, кг | ||||||||||||||
Остальные технические данные и характеристики - в соответствии с ТУ | ||||||||||||||
Показатели надежности | В соответствии с ТУ | |||||||||||||
Показатели безопасности | В соответствии с ТУ | |||||||||||||
Изготовитель привода | ||||||||||||||
Тип (чертеж), зав. N | ||||||||||||||
Исполнение | ||||||||||||||
Напряжение, В | ||||||||||||||
Вид привода | Мощность, кВт | |||||||||||||
Передаточное число | ||||||||||||||
КПД, % | ||||||||||||||
Максимальный крутящий момент, Н·м | ||||||||||||||
Масса, кг | ||||||||||||||
Паспорт | ||||||||||||||
Дополнительная информация: | ||||||||||||||
ПАСПОРТ | Лист 2 | |||||||||||||||||||
обозначение паспорта | ||||||||||||||||||||
3 СВЕДЕНИЯ О МАТЕРИАЛАХ ОСНОВНЫХ ДЕТАЛЕЙ | ||||||||||||||||||||
Наименование детали | Марка материала, стандарт или ТУ | |||||||||||||||||||
Примечание - При необходимости (по требованию заказчика) оформляют таблицы с данными для основных деталей (химический состав, механические свойства материалов, сведения о контроле качества материалов) и сведения о результатах контроля качества сварочных материалов, сварных соединений и наплавки. Рекомендуемые унифицированные формы - соответствии [21]. | ||||||||||||||||||||
4 ДАННЫЕ ПРИЕМО-СДАТОЧНЫХ ИСПЫТАНИЙ | ||||||||||||||||||||
Наи- | Вид испытаний | Среда испы- | Дав- | Темпе- | Дав- | Результат испытаний | Дата | |||||||||||||
По докумен- | ||||||||||||||||||||
Факти- | ||||||||||||||||||||
Гид- | На прочность и плотность материала корпусных деталей и сварных швов |
| ||||||||||||||||||
На |
| |||||||||||||||||||
На герметичность затвора | Утечки, см | |||||||||||||||||||
На функционирование (работоспособность) | ||||||||||||||||||||
5 КОМПЛЕКТНОСТЬ | ||||||||||||||||||||
5.1 В комплект поставки входят: | ||||||||||||||||||||
- | ||||||||||||||||||||
наименование изделия, обозначение | ||||||||||||||||||||
- паспорт | - 1 экз. на каждое изделие (или на партию изделий до | штук); | ||||||||||||||||||
обозначение | ||||||||||||||||||||
- руководство по эксплуатации | ; | |||||||||||||||||||
обозначение | ||||||||||||||||||||
- эксплуатационная документация на комплектующие изделия (ПС, РЭ); | ||||||||||||||||||||
- ведомость ЗИП | ; | |||||||||||||||||||
обозначение | ||||||||||||||||||||
- комплект запасных частей в соответствии с ведомостью ЗИП | ||||||||||||||||||||
ПАСПОРТ | Лист 3 | |||||||||||||||||||||
обозначение паспорта |
| |||||||||||||||||||||
6 ГАРАНТИИ ИЗГОТОВИТЕЛЯ (ПОСТАВЩИКА) Изготовитель (поставщик) гарантирует работоспособность изделий при условии соблюдения потребителем условий эксплуатации, транспортирования, хранения и технического обслуживания, указанных в РЭ. | ||||||||||||||||||||||
Гарантийный срок эксплуатации | со дня ввода в эксплуатацию, но не более | |||||||||||||||||||||
месяцев | ||||||||||||||||||||||
со дня отгрузки. | ||||||||||||||||||||||
месяцев | ||||||||||||||||||||||
Гарантийная наработка | циклов в пределах гарантийного срока эксплуатации. | |||||||||||||||||||||
Гарантийные обязательства действуют только при сохранении гарантийных пломб изготовителя. 7 КОНСЕРВАЦИЯ | ||||||||||||||||||||||
Дата | Наименование работы | Срок действия, годы | Должность, фамилия подпись | |||||||||||||||||||
Консервация | ||||||||||||||||||||||
Вариант защиты | по ГОСТ 9.014 | |||||||||||||||||||||
Переконсервация | ||||||||||||||||||||||
Расконсервация | ||||||||||||||||||||||
8 СВИДЕТЕЛЬСТВО ОБ УПАКОВЫВАНИИ | ||||||||||||||||||||||
Вариант внутренней упаковки | по ГОСТ 9.014. | |||||||||||||||||||||
N | ||||||||||||||||||||||
наименование изделия | обозначение | заводской номер | ||||||||||||||||||||
упакован(а) | ||||||||||||||||||||||
наименование или код изготовителя | ||||||||||||||||||||||
согласно требованиям, предусмотренным в ТУ | ||||||||||||||||||||||
должность | личная подпись | расшифровка подписи | год, месяц, число | |||||||||||||||||||
ПАСПОРТ | Лист 4 | |||||||||||||||||||||||||||
обозначение паспорта |
| |||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||
Наименование и обозначение детали, сборочной единицы | Краткое содержание отклонения, несоответствия | Номер отчета по несоответствию | Номер разрешения, дата | |||||||||||||||||||||||||
10 СВИДЕТЕЛЬСТВО О ПРИЕМКЕ | ||||||||||||||||||||||||||||
N | ||||||||||||||||||||||||||||
наименование изделия | обозначение | заводской номер | ||||||||||||||||||||||||||
изготовлен(а) и принят(а) в соответствии с обязательными требованиями государственных (национальных) стандартов, действующей технической документации и признан(а) годным(ой) для эксплуатации на указанные в настоящем паспорте параметры | ||||||||||||||||||||||||||||
Начальник ОТК (СКК) МП | ||||||||||||||||||||||||||||
личная подпись | расшифровка подписи | год, месяц, число | ||||||||||||||||||||||||||
| ||||||||||||||||||||||||||||
линия отреза при поставке на экспорт | ||||||||||||||||||||||||||||
Руководитель организации | ||||||||||||||||||||||||||||
обозначение документа, по которому производится поставка | ||||||||||||||||||||||||||||
МП | ||||||||||||||||||||||||||||
личная подпись | расшифровка подписи | год, месяц, число | ||||||||||||||||||||||||||
Заказчик | ||||||||||||||||||||||||||||
МП | ||||||||||||||||||||||||||||
личная подпись | расшифровка подписи | год, месяц, число | ||||||||||||||||||||||||||
11 РЕЗУЛЬТАТЫ ТЕХНИЧЕСКОГО ОСВИДЕТЕЛЬСТВОВАНИЯ | ||||||||||||||||||||||||||||
Дата осви- | Результаты освидетельствования | Срок следующего освидетель- | Подпись ответствен- | |||||||||||||||||||||||||
Проверка докумен- | Наружный осмотр в | Внутрений осмотр в | Гидрав- | |||||||||||||||||||||||||
ПАСПОРТ | Лист 5 | ||||||||||||
обозначение паспорта |
| ||||||||||||
| |||||||||||||
Дата уста- | Место уста- | Основные параметры ( | Наработка | Вид технического обслуживания (плановое, сезонное, диагнос- | Сведения о ремонте | Должность, подпись | |||||||
с начала эксплуа- тации | после послед- | ||||||||||||
13 СВЕДЕНИЯ ОБ УТИЛИЗАЦИИ | |||||||||||||
Дата | Сведения об утилизации | Примечание | |||||||||||
| |||||||||||||
Библиография
[1] | Стандарт ЗАО "НПФ "ЦКБА" | Арматура трубопроводная. Обеспечение безотказности при изготовлении | |||
[2] | Руководящий документ ЗАО "НПФ "ЦКБА" | Арматура трубопроводная. Методика оценки надежности по результатам испытаний и (или) эксплуатации | |||
[3] | Стандарт ЗАО "НПФ "ЦКБА" | Арматура трубопроводная. Приварка арматуры к трубопроводу. Технические требования | |||
[4] | Стандарт ОАО "Газпром" | Документы нормативные для проектирования, строительства и эксплуатации ОАО "Газпром". Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I | |||
[5] | Стандарт ОАО "Газпром" | Документы нормативные для проектирования, строительства и эксплуатации ОАО "Газпром". Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть II | |||
[6] | Стандарт ОАО "Газпром" | Документы нормативные для проектирования, строительства и эксплуатации ОАО "Газпром". Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть III | |||
[7] | Стандарт ОАО "Газпром" | Документы нормативные для проектирования, строительства и эксплуатации ОАО "Газпром". Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть IV | |||
[8] | Технический регламент Таможенного союза | О безопасности низковольтного оборудования | |||
[9] | Правила устройства электроустановок (утверждены: Минэнерго СССР 05 октября 1979 г.; Минтопэнерго Российской Федерации 06 октября 1999 г.; приказами Минэнерго Российской Федерации от 08 июля 2002 г. N 204, от 09 апреля, 2003 г. N 150; от 20 мая 2003 г. N 187, от 20 июня 2003 г. N 242) | ||||
[10] | Правила технической эксплуатации электроустановок потребителей (утверждены приказом Минэнерго Российской Федерации от 13 января 2003 г. N 6) | ||||
[11] | Нормативный документ межотраслевого применения | Межотраслевые правила по охране труда (правила безопасности) при эксплуатации электроустановок | |||
[12] | Нормативный документ межотраслевого применения | Правила изготовления взрывозащищенного и рудничного оборудования (ПИВРЭ) | |||
[13] | Технический регламент Таможенного союза | О безопасности оборудования для работы во взрывоопасных средах | |||
[14] | Стандарт ЗАО "НПФ "ЦКБА" | Арматура трубопроводная. Общие требования к проведению испытаний на огнестойкость | |||
[15] | Стандарт ЗАО "НПФ "ЦКБА" | Арматура трубопроводная. Входной контроль материалов, полуфабрикатов и комплектующих изделий | |||
[16] | Руководящий документ Госгортехнадзора России | Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств опасных производственных объектов | |||
[17] | Правила безопасности Госгортехнадзора России | Правила аттестации сварщиков и специалистов сварочного производства | |||
[18] | Руководящий документ Госгортехнадзора России | Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства | |||
[19] | Промышленные нормы атомной энергетики Российской Федерации | Стальные отливки для атомных энергетических установок. Правила контроля | |||
[20] | Стандарт ЗАО "НПФ "ЦКБА" | Арматура трубопроводная. Программа контроля качества литых деталей крупногабаритной арматуры | |||
[21] | Стандарт ЗАО "НПФ "ЦКБА" | Арматура трубопроводная. Поковки, штамповки и заготовки из проката. Технические требования | |||
[22] | Стандарт ЗАО "НПФ "ЦКБА" | Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования | |||
[23] | Стандарт ОАО "Газпром" | Документы нормативные для проектирования, строительства и эксплуатации ОАО "Газпром". Магистральные газопроводы | |||
[24] | Стандарт ЗАО "НПФ "ЦКБА" | Арматура трубопроводная. Наплавка и контроль качества наплавленных поверхностей. Технические требования | |||
________________ * Действует СТ ЦКБА 053-2008. - . | |||||
[25] | Правила безопасности Госгортехнадзора России | Правила устройства и безопасной эксплуатации технологических трубопроводов | |||
________________ * На территории Российской Федерации документ не действует. Утверждены Федеральные нормы и правила в области промышленной безопасности "Правила безопасности для опасных производственных объектов магистральных трубопроводов", Руководство по безопасности "Рекомендации по устройству и безопасной эксплуатации технологических трубопроводов". - .
| |||||
[26] | Строительные нормы и правила Российской Федерации СНиП 23-01-99 | Строительная климатология | |||
[27] | Стандарт ЗАО "НПФ "ЦКБА" | Арматура трубопроводная. Паспорт. Правила разработки и оформления | |||
[28] | Гигиенические нормативы Российской Федерации | Предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны | |||
[29] | Стандарт ЗАО "НПФ "ЦКБА" | Арматура трубопроводная. Периодические испытания. Общие требования | |||
[30] | Стандарт ЗАО "НПФ "ЦКБА" | Арматура трубопроводная. Входной контроль | |||
[31] | Стандарт ОАО "Газпром" | Документы нормативные для проектирования, строительства и эксплуатации ОАО "Газпром". Правила эксплуатации магистральных газопроводов | |||
[32] | Стандарт ОАО "Газпром" | Документы нормативные для проектирования, строительства и эксплуатации ОАО "Газпром". Порядок проведения технического обслуживания и ремонта трубопроводной арматуры | |||
[33] | Стандарт ОАО "Газпром" | Документы нормативные для проектирования, строительства и эксплуатации ОАО "Газпром". Правила производства работ при капитальном ремонте линейной части магистральных газопроводов ОАО "Газпром" | |||
[34] | Стандарт ЗАО "НПФ "ЦКБА" и НПО "ГАКС-АРМСЕРВИС" | Арматура трубопроводная. Ремонт. Организация ремонта и общее руководство по ремонту | |||
[35] | Стандарт ОАО "Газпром" | Документы нормативные для проектирования, строительства и эксплуатации ОАО "Газпром". Методика оценки ресурса запорно-регулирующей арматуры магистральных газопроводов | |||
| |||||
____________________________________________________________________________
УДК 001.4:621.646:006.354 ОКС 23.060, 75.180 ОКП 37 0000
Ключевые слова: арматура трубопроводная, объекты газовой промышленности, общие технические условия
____________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
