ГОСТ Р 54806-2011
(ИСО 9905:1994)
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
НАСОСЫ ЦЕНТРОБЕЖНЫЕ
Технические требования
КЛАСС I
Centrifugal pumps. Technical specifications. Class I
ОКС 23.080
ОКП 36 3100
Дата введения 2012-07-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Некоммерческим партнерством "Сертификационный центр НАСТХОЛ" (НП "СЦ НАСТХОЛ") на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 245 "Насосы"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 13 декабря 2011 г. N 1170-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 9905:1994* "Насосы центробежные. Технические условия. Класс I" (ISO 9905:1994 "Technical specifications for centrifugal pumps - Class I") путем внесения редакционного изменения отдельных фраз (слов, ссылок) и дополнений, внесенных непосредственно в текст стандарта и выделенных курсивом, объяснение которых приведено во введении к настоящему стандарту.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Сведения о соответствии ссылочных национальных и межгосударственных стандартов европейским региональным и международным стандартам приведены в дополнительном приложении ДА
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 9905:1994 "Насосы центробежные. Технические условия. Класс I".
Настоящий национальный стандарт подготовлен в обеспечение Федерального закона "О промышленной безопасности опасных производственных объектов" и Федерального закона "О техническом регулировании".
Настоящий стандарт, разработанный на основе международного стандарта ИСО 9905:1994, является первым из серии стандартов, устанавливающих технические требования к центробежным насосам. По техническим требованиям центробежные насосы подразделяются на классы: I, II и III. Класс I (настоящий стандарт) включает наиболее жесткие требования и класс III (см. ГОСТ Р 54804.3-2011 (ИСО 9908:1993) - наименее строгие. Требования к центробежным насосам класса II установлены в ГОСТ Р 54805.2-2011 (ИСО 5199:2002).
Выбор класса насоса осуществляется в соответствии с условиями применения насоса. Выбранный класс должен быть согласован между потребителем и изготовителем. Кроме того, во внимание принимаются дополнительные требования безопасности, касающиеся области применения.
Критерии выбора насоса определенного класса для конкретных условий могут основываться на:
- надежности;
- необходимом ресурсе;
- энергоэффективности;
- рабочих условиях;
- климатических условиях;
- условиях на рабочем месте.
Ссылки на номера пунктов и подпунктов стандарта и соответствующие им требования, приведенные в приложении K, указывают, какие решения принимаются потребителем или согласовываются между потребителем и изготовителем.
Настоящий национальный стандарт полностью повторяет нумерацию и наименования пунктов международного стандарта ИСО 9905.
Настоящий национальный стандарт имеет следующие отличия от примененного международного стандарта ИСО 9905:
- нормативные ссылки настоящего стандарта дополнены национальными стандартами ГОСТ Р 52744 и ГОСТ Р 52743, которые устанавливают требования безопасности, обязательные на территории Российской Федерации;
- определения по пунктам 3.15, 3.20 и 3.26 приведены в соответствии с ИСО 5199, как наиболее точно отражающие смысл соответствующих терминов;
- в соответствии с ГОСТ Р 52743 в пункт 4.15.2 добавлены требования, не установленные в ИСО 9908 и являющиеся обязательными на территории Российской Федерации;
- ГОСТ 22247 рекомендуется в части конструкции и параметров консольных насосов;
- справочное приложение L, содержащее библиографический список в соответствии с требованиями ГОСТ Р 1.5 и ГОСТ Р 1.7, переоформлено в структурный элемент "Библиография";
- приложение A на территории России имеет рекомендуемый характер в отличие от установленного в международном стандарте статуса обязательного;
- таблица спецификации в приложении A приведена в соответствии со спецификацией ИСО 5199 с целью обеспечения единой формы спецификации во всех трех национальных стандартах данной серии;
- из приложения J исключена таблица J.1, содержавшая для деталей насоса ссылки на международные стандарты на материалы. Таблица считается информативной и исключена в связи с отменой действия большинства международных стандартов на материалы и невозможностью сопоставления с национальными стандартами, а также в связи с тем, что эти международные стандарты не содержат требований безопасности и не относятся непосредственно к объекту стандартизации.
Внесение указанных изменений направлено на учет нормативно-правовых требований, установленных в Российской Федерации.
Настоящий стандарт относится к стандарту типа C согласно определению ГОСТ Р ИСО 12100-1 и ГОСТ Р ИСО 12100-2.
Требования настоящего стандарта предназначены для использования конструкторами, изготовителями, поставщиками и импортерами центробежных насосов.
Настоящий стандарт устанавливает также требования к информации, которую изготовитель должен предоставлять потребителю центробежных насосов.
1 Область применения
1.1 Настоящий национальный стандарт устанавливает основные требования (наиболее жесткие) для центробежных насосов класса I, применяемых в различных отраслях промышленности. Технические требования относятся только к насосному агрегату.
Настоящий стандарт не распространяется на насосы гидроаккумулирующей ГЭС.
1.2 Настоящий стандарт устанавливает конструктивные особенности монтажа, технического обслуживания и безопасности указанных насосов и их узлов, включая опорную плиту, муфту и вспомогательный трубопровод, но не устанавливает требования к приводу.
1.3 Наряду с требованиями настоящего национального стандарта:
a) могут быть применены альтернативные варианты исполнения, удовлетворяющие целям настоящего стандарта и подтвержденные детальным описанием варианта;
b) насосы, не соответствующие всем необходимым требованиям настоящего стандарта, могут применяться, если все отклонения согласованы между потребителем и изготовителем.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р ИСО 3506-1-2009 Механические свойства крепежных изделий из коррозионно-стойкой нержавеющей стали. Часть 1. Болты, винты и шпильки
ГОСТ Р 50266-92 (ИСО 4863-84) Муфты упругие. Сведения, представляемые потребителями и изготовителями
ГОСТ Р 51401-99 (ИСО 3744-94) Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Технический метод в существенно свободном звуковом поле над звукоотражающей плоскостью
ГОСТ Р 51402-99 (ИСО 3746-95) Шум машин. Определение уровней звуковой мощности источников шума по звуковому давлению. Ориентировочный метод с использованием измерительной поверхности над звукоотражающей плоскостью
ГОСТ Р 52743-2007 (ЕН 809:1998) Насосы и агрегаты насосные для перекачки жидкостей. Общие требования безопасности
ГОСТ Р 52744-2007 Насосы погружные и агрегаты насосные. Требования безопасности
ГОСТ Р 53689-2009 Материалы сварочные. Технические условия поставки присадочных материалов. Вид продукции, размеры, допуски и маркировка
ГОСТ Р 54432-2011 Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление от PN 1 до PN 200. Конструкция, размеры и общие технические требования
ГОСТ ИСО 1940-1-2007 Вибрация. Требования к качеству балансировки жестких роторов. Часть 1. Определение допустимого дисбаланса
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 6134-2007 (ИСО 9906:1999) Насосы динамические. Методы испытаний
ГОСТ 6211-81 Основные нормы взаимозаменяемости. Резьба трубная коническая
ГОСТ 6357-81 Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая
ГОСТ ИСО 10816-1-97 Вибрация. Контроль состояния машин по результатам измерений вибрации на невращающихся частях. Часть 1. Общие требования
ГОСТ 18854-94 (ИСО 76-87) Подшипники качения. Статическая грузоподъемность
ГОСТ 18855-94 (ИСО 281-89) Подшипники качения. Динамическая расчетная грузоподъемность и расчетный ресурс (долговечность)
ГОСТ 22247-96 Насосы центробежные консольные для воды. Основные параметры и размеры. Требования безопасности. Методы контроля
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем национальном стандарте применены следующие термины с соответствующими определениями.
3.1 нормальные условия (normal conditions): Условия, при которых ожидается обычный режим эксплуатации.
3.2 номинальные (расчетные) условия (rated conditions): Установленная гарантийная точка рабочих условий, включая подачу, напор, мощность, эффективность (КПД), кавитационный запас, давление всасывания, температуру, плотность, вязкость и частоту вращения в пределах установленных допусков.
3.3 рабочие условия (operating conditions): Все рабочие параметры (например, температура, давление и др.), определенные установленными условиями применения и перекачиваемыми средами.
Примечание - Указанные параметры влияют на выбор конструкционных материалов.
3.4 допустимый рабочий диапазон (рабочая область) (allowable operating range): Диапазон подач, определенный изготовителем для использования в указанных рабочих условиях поставленного рабочего колеса и ограниченный кавитацией, напором, вибрацией, шумом, отклонением вала и другими подобными критериями, диапазон которых сверху и снизу ограничен максимальной и минимальной постоянными подачами соответственно.
3.5 максимально допустимое рабочее давление корпуса (maximum allowable casing working pressure): Максимальное давление на выходе, допускаемое для корпуса насоса при указанной рабочей температуре.
3.6 базовое расчетное давление (basic design pressure): Давление, подвергающее примененный материал находящихся под давлением деталей допускаемому напряжению при плюс 20 °С.
3.7 максимальный рабочий напор на выходе (maximum outlet working pressure): Сумма максимального напора на входе и максимального перепада давления при номинальных условиях эксплуатации поставленного рабочего колеса.
3.8 номинальный напор на выходе (rated outlet pressure): Напор на выходе насоса при заданной плотности жидкости и в заданной гарантийной точке с номинальной подачей, номинальной частотой вращения, номинальным напором на входе.
3.9 максимальный напор на входе (maximum inlet pressure): Наибольший напор на входе, которому подвергается насос во время работы.
3.10 номинальный напор на входе (rated inlet pressure): Напор на входе для рабочего режима в гарантийной точке.
3.11 максимально допустимая температура (maximum allowable temperature): Наибольшая допустимая постоянная температура, приемлемая для оборудования (или любой его части) при эксплуатации на указанной рабочей жидкости с указанным рабочим давлением.
3.12 номинальная подводимая мощность (rated power input): Мощность, необходимая насосу в номинальных условиях.
3.13 максимальное давление динамического уплотнения (maximum dynamic sealing pressure): Наибольшее давление, ожидаемое в уплотнениях валов в период любых указанных рабочих условий и во время запуска и остановки.
Примечание - При определении этого давления должны быть рассмотрены представленные максимальное входное давление, циркуляционное или инжекционное (промывочное) давление и влияние изменения внутренних зазоров.
3.14 минимально допустимая подача (minimum permitted flow):
(1) Для устойчивого потока: самая низкая подача, которая допустима для работы насоса без превышения пределов шума и вибрации, установленных настоящим национальным стандартом.
(2) Для неустойчивого потока: самая низкая подача, при которой насос может работать и сохранять температуру перекачиваемой жидкости ниже, чем при которой имеющийся надкавитационный напор (NPSHA) равняется требуемому надкавитационному напору (NPSHR).
3.15 коррозионный припуск (corrosion allowance): Прибавка толщины стенки, соприкасающейся с перекачиваемой жидкостью, сверх расчетной толщины.
3.16 максимально допустимая непрерывная частота вращения (maximum allowable continuous speed): Наивысшая частота вращения, которую изготовитель установил для непрерывной работы.
3.17 номинальная частота вращения (rated speed): Число оборотов в единицу времени для получения номинальных показателей.
Примечание - Асинхронные электродвигатели имеют рабочую частоту вращения в зависимости от приложенной нагрузки.
3.18 предельная частота вращения (trip speed): Частота вращения, при которой независимые устройства, осуществляющие аварийный сброс оборотов, срабатывают для останова первичного приводного механизма.
3.19 первая критическая частота вращения (first critical speed): Самая низкая частота вращения, при которой боковая собственная частота колебаний вращающихся деталей соответствует частоте вращения.
3.20 расчетная радиальная нагрузка (design radial load): Радиальная нагрузка, передаваемая ротором насоса, в соответствии с которой выбирается система подшипников.
3.21 максимальная радиальная нагрузка (maximum radial load): Наибольшие гидравлические радиальные силы на наибольшем рабочем колесе (диаметр и ширина), работающем на жидкости наибольшей плотности, в любой точке рабочей характеристики при максимальной частоте вращения.
3.22 биение вала (shaft runout): Суммарное радиальное отклонение, определяемое приспособлением для измерения положения вала относительно гнезда подшипника при поворачивании вручную вала в горизонтальном положении в своих подшипниках.
3.23 торцевое биение (face runout): Суммарное осевое отклонение, определяемое на внешней поверхности корпуса уплотнения вала измерительным устройством, которое вращается вместе с горизонтально расположенным валом при поворачивании вала вручную в своих подшипниках.
Примечание - Биение радиального торца определяет выверку уплотняющих компонентов.
3.24 отклонение вала (shaft deflection): Смещение вала от геометрического центра при воздействии радиальных гидравлических сил, действующих на рабочее колесо.
Примечание - Отклонение вала не подразумевает включения перемещений, вызванных изгибом в пределах подшипникового зазора, изгиба, вызванного дисбалансом рабочего колеса или биением вала.
3.25 циркуляция (промывка струей) (circulation [flush]): Возврат рабочей жидкости, поступающей из трубопровода или внутреннего подвода, из области высокого давления в полость уплотнения с целью охлаждения уплотнения, поддержания подпора в полости уплотнения или для улучшения условий эксплуатации уплотнения.
Примечание - В некоторых случаях может быть желательна циркуляция жидкости из полости уплотнения в область пониженного давления (например, в подводящий патрубок).
3.26 инжекция (промывка струей) (injection [flush]): Введение соответствующей (чистой, совместимой и т.д.) жидкости в полость уплотнения от внешнего источника и затем в рабочую жидкость.
Примечание - Поток инжекции используется как в целях циркуляции, так и для обеспечения лучших рабочих условий уплотнения.
3.27 промывка (quenching): Непрерывное или перемежающееся введение соответствующей (чистой, совместимой и т.п.) жидкости на наружную сторону уплотнения ведущего вала во избежание проникновения воздуха или влаги, для предотвращения или очистки налета (включая оледенение), для предотвращения возгорания, для смазки вспомогательных уплотнений, разбавления, нагревания или охлаждения утечки.
3.28 затворная жидкость (промывочная) (barriers liquid [buffer]): Жидкость (чистая, совместимая и т.п.), введенная между двумя уплотнениями (механическими уплотнениями и/или мягкими сальниками).
Примечание - Давление затворной жидкости зависит от компоновки уплотнения. Затворная жидкость может быть использована для предотвращения проникновения воздуха в насос.
3.29 дроссельная втулка (throttle bush [safety bush]): Хорошо пригнанный вкладыш (или манжета), ограничивающий зазор по валу на наружном конце механического уплотнения и предназначенный для уменьшения утечки в случае отказа уплотнения.
3.30 предохранительная втулка (throat bush): Втулка с малым зазором (или гильза) на валу между уплотнением (или набивкой) и рабочим колесом.
3.31 корпус, находящийся под давлением (pressure casing): Деталь механизма, подвергаемая избыточному давлению и являющаяся барьером между перекачиваемой жидкостью и атмосферой.
3.32 двойной корпус (double casing): Тип конструкции, в которой между внутренним корпусом, содержащим элементы насоса, и внешним корпусом имеется герметичное пространство.
3.33 цилиндрический корпус (barrel casing): Специальный корпус, относящийся в основном к горизонтальному типу двойных корпусов.
3.34 вертикальные герметичные насосы (vertical canned pump): Вертикальные насосы, встроенные во внешний корпус (оболочку или кессон), допускающие самовсасывание жидкости из кольцевой камеры.
3.35 вертикальный герметичный электронасос (vertical canned motor pump): Герметичный насосный агрегат, в котором статор электродвигателя герметизирован оболочкой от ротора, вращающегося в рабочей или любой другой жидкости.
3.36 гидравлическая рекуперация в режиме турбины (hydraulic power recovery turbine): Насос, функционирующий с обратным потоком, отдает механическую энергию в результате высвобождения рекуперируемой энергии от понижения давления жидкости (и иногда от дополнительной энергии высвобождаемых пара или газа, выделяемых из жидкости).
Примечание - Для отводов гидравлических рекуперационных турбин все рекомендации настоящего стандарта к всасыванию и нагнетанию применять к выходу и входу соответственно.
3.37 радиальный разъем (radial split): Разъем корпуса, который расположен поперек осевой линии вала.
3.38 осевой разъем (axial split): Разъем корпуса, который расположен параллельно осевой линии вала.
3.39 надкавитационный напор на входе, NPSH (кавитационный запас ) (net positive suction head, NPSH): Полный абсолютный напор на всасывании за вычетом напора, соответствующего давлению пара, относительно базовой плоскости NPSH.
Примечание - NPSH определяется относительно базовой плоскости, тогда как полный напор на входе определяется относительно эталонной. Базовая плоскость NPSH - горизонтальная плоскость, проходящая через центр окружности, которую описывают наиболее удаленные точки входных кромок рабочего колеса. Для насосов двухстороннего входа с вертикальной или наклонной осью вращения - плоскость, проходящая через наиболее высокий центр окружности. Изготовителю следует определить положение этой плоскости относительно характерных точек насоса.
3.40 имеющийся надкавитационный напор, NPSHA (net positive suction head available, NPSHA): Надкавитационный напор, определенный условиями монтажа относительно уровня перекачиваемой жидкости, температуры и подачи.
3.41 требуемый надкавитационный напор, NPSHR (![]() ) (net positive suction head required, NPSHR): Минимальное значение надкавитационного напора для номинальной подачи, обеспечивающее работу насоса без падения напора, КПД и без увеличения шума от кавитации.
) (net positive suction head required, NPSHR): Минимальное значение надкавитационного напора для номинальной подачи, обеспечивающее работу насоса без падения напора, КПД и без увеличения шума от кавитации.
3.42 коэффициент быстроходности (suction specific speed): Параметрическая связь частоты вращения, подачи и NPSH, определенная в точке максимального КПД.
3.43 гидродинамический подшипник (hydrodynamic bearing): Подшипник, поверхность которого ориентирована относительно другой поверхности таким образом, что их относительное перемещение создает масляный клин, обеспечивающий отсутствие в подшипниковой паре металлического контакта.
3.44 гидродинамический радиальный подшипник (hydrodynamic radial bearing): Подшипник втулочно-цапфовой или разъемной конструкции.
3.45 гидродинамический упорный подшипник (hydrodynamic thrust bearing): Подшипник многосегментного типа или разъемной конструкции.
3.46 расчетная величина (design values): Значения, используемые в конструкции насоса с целью определения характеристик, допустимых толщин стенок и физических свойств различных частей насоса.
Примечание - В спецификации следует избегать использования применяемых в расчетах терминов (например: проектное давление, проектная мощность, проектная температура или проектная скорость). Эту терминологию следует использовать проектантам оборудования и изготовителю.
3.47 расчетный коэффициент соединительной муфты (coupling service factor): Коэффициент , учитывающий режим работы.
Примечание - Номинальный крутящий момент приводного механизма, указанный в заказе, умножается на коэффициент
. По полученному расчетному крутящему моменту
![]() производится подбор муфты, способной функционировать с допустимым изменением крутящего момента насоса и/или собственно привода и, следовательно, гарантировать достаточный срок службы муфты. Для насосов с незначительными массами роторов и при спокойной работе
производится подбор муфты, способной функционировать с допустимым изменением крутящего момента насоса и/или собственно привода и, следовательно, гарантировать достаточный срок службы муфты. Для насосов с незначительными массами роторов и при спокойной работе ![]() , для насосов со средними массами и переменной нагрузкой
, для насосов со средними массами и переменной нагрузкой ![]() .
.
4 Проектирование
4.1 Основные положения
В случае возникновения противоречий в технических требованиях изготовителя и потребителя следует руководствоваться следующими приоритетными документами:
- заказом на поставку (или запросом, если нет заказа). См. приложения С и D;
- спецификацией (см. приложение А);
- настоящим национальным стандартом;
- другими стандартами, на которые ссылаются при заказе (или при запросе, если нет заказа).
Применение любых национальных или международных нормативных документов должно быть согласовано между потребителем и изготовителем.
4.1.1 Характеристика насоса
4.1.1.1 Рабочая характеристика рабочего колеса насоса должна отражать напор, эффективность (КПД), допускаемый надкавитационный напор и потребляемую мощность в зависимости от подачи. В ней также должны быть указаны допустимый рабочий диапазон насоса и частота вращения. Для одноступенчатого насоса должна быть выстроена характеристика зависимости Q-H (на основе расчетов или испытаний) для наибольшего и наименьшего диаметров рабочего колеса, а для многоступенчатого насоса - по требованию потребителя.
4.1.1.2 Насосы, имеющие стабильные кривые характеристики с достаточным наклоном для предотвращения нестабильности потока и постоянным возрастанием напора до отключения, являются предпочтительными для большинства условий эксплуатации насосов и используются, когда потребителем установлена их параллельная работа. Нестабильные характеристики или характеристики с провалами (как кривая характеристики осевого насоса) могут быть предложены для рассмотрения, если применение насоса с такими характеристиками является допустимым. В случае невозможности применения насоса с нестабильной характеристикой должны быть использованы другие средства обеспечения устойчивой работы насоса.
4.1.1.3 Рекомендуется, чтобы точка максимального КПД рабочего колеса находилась между номинальной и рабочей точкой (см. 3.1).
4.1.1.4 Если конструкция насоса подразумевает применение привода с постоянной частотой вращения, то насос должен иметь возможность увеличить напор примерно на 5% на номинальном режиме за счет установки нового, большего по размерам рабочего колеса или рабочих колес.
4.1.1.5 Исполнение насосов, работающих с ньютоновскими жидкостями, отличными от холодной воды, должно дорабатываться в соответствии с изменяющимися факторами и согласовываться между потребителем и изготовителем. Насосы, работающие на неньютовских жидкостях, требуют специального рассмотрения.
4.1.2 Надкавитационный напор (NPSH)
Требуемый надкавитационный напор NPSHR (допускаемый кавитационный запас ![]() ) подтверждается испытаниями на чистой холодной воде в соответствии с ГОСТ 6134, если не указано иное.
) подтверждается испытаниями на чистой холодной воде в соответствии с ГОСТ 6134, если не указано иное.
Кривая NPSHR должна быть представлена как функция подачи воды.
Имеющийся надкавитационный напор (NPSHA) должен быть больше NPSHR минимум на 10%, но не меньше 0,5 м. Основой для используемого вида кривых является надкавитационный напор NPSH3, зависящий от трехпроцентного снижения полного напора на первой ступени насоса.
Изготовитель должен предусмотреть требуемое превышение надкавитационного напора NPSH в зависимости от конструкционного материала и перекачиваемой жидкости. Это необходимо указать в своем предложении и подтвердить соответствующей характеристикой.
Изготовитель должен указать в спецификации требуемый надкавитационный напор (NPSHR), соответствующий напору при работе насоса на воде для номинальной подачи и номинальной частоты вращения.
Углеводородные поправки не должны учитываться.
Кавитационные испытания - см. 6.3.5.
4.1.3 Конструкция насоса
4.1.3.1 Насосы могут быть одноступенчатые и многоступенчатые. Если расчетное значение напора на входе положительное или перепад давления превышает 0,35 МПа, насос необходимо проектировать с учетом уменьшения давления на уплотнение вала и с уравновешиванием осевой нагрузки (упор), если не указано другое. В одноступенчатых консольных исполнениях этого можно достигнуть с помощью уплотнительных колец или импеллера на задней части рабочего колеса. В многоступенчатых насосах это достигается расположением рабочих колес "спиной к спине" с дросселированием зазора распорных втулок и расположением рабочих колес "в линию" с использованием цилиндра или диска для уравновешивания.
Другие конструктивные исполнения могут использоваться только при согласовании между потребителем и изготовителем.
4.1.3.2 Насосы высокой мощности (напор более 200 м на ступень и мощностью более 225 кВт на ступень) требуют специального рассмотрения, чтобы убедиться, что радиальное расстояние между спиралью (включая корпус с двойной спиралью) или отводом и периферией рабочего колеса гарантирует предотвращение превышения максимально допустимой вибрации и уровня шума.
4.1.3.3 Вертикальные насосы с резьбовыми соединительными муфтами валов, которые могут быть повреждены обратным вращением, необходимо обеспечить устройством, ограничивающим вращение в обратную сторону, или другими согласованными средствами.
4.1.3.4 Все оборудование должно быть разработано с учетом обеспечения быстрого и экономичного обслуживания. Основные сборочные единицы (корпус, крышка, корпус подшипника) должны быть выполнены с обеспечением точной ориентации при повторной сборке.
4.1.3.5 Обеспечение санитарных норм по шуму при обслуживании насоса является совместной обязанностью потребителя и изготовителя.
Если определено иное, то изготовитель должен поставить оборудование в соответствии с требованиями максимально допустимого уровня шума, установленного потребителем.
Примечание - Данный стандарт не распространяется на приводы, но влияние привода на уровень шума должно быть учтено.
4.1.4 Наружная установка
Потребитель должен указать изготовителю:
- место монтажа в помещении (обогреваемое или необогреваемое) или на наружной площадке (с навесом или без него);
- местные условия окружающей среды, в которых оборудование будет эксплуатироваться (максимальная и минимальная температуры; нехарактерная влажность; агрессивность среды или запыленность воздуха).
Насос (агрегат) и его вспомогательные механизмы должны соответствовать заданным условиям эксплуатации. Для информации потребителя изготовитель обязан представить предложения по дополнительной специальной защите.
4.2 Приводы
4.2.1 Основные положения
4.2.1.1 Требования для определения исполнения привода
При определении конструктивного исполнения привода необходимо рассмотреть:
a) область применения и схему эксплуатации насоса; например, в случае параллельной работы насосов должна быть рассмотрена возможность работы в установленном диапазоне H-Q только с одним насосом с учетом особенностей схемы эксплуатации;
b) положение рабочей точки на графической характеристике насоса;
c) потери на трение в уплотнении вала;
d) циркуляционные потоки в торцевом уплотнении (особенно для насосов с низкой подачей);
e) свойства перекачиваемой жидкости (вязкость, содержание твердых частиц, плотность);
f) потери мощности и проскальзывание передачи;
g) климатические условия месторасположения насоса.
Приводы для насосов, относящихся к настоящему стандарту, должны иметь выходную мощность, по крайней мере равную процентному соотношению значения потребляемой (входной) мощности при номинальных условиях, приведенной на рисунке 1, но не менее 1 кВт. Если выполнение вышеуказанного требования влечет за собой применение нестандартного исполнения двигателя, альтернативный вариант следует согласовать с потребителем.

Рисунок 1 - Выходная мощность привода, пропорциональная потребляемой мощности насоса при номинальных условиях, требуемой в диапазоне от 1 до 100 кВт
4.2.1.2 Осевая нагрузка
Если упорный подшипник не является частью насоса и если иное не согласовано с потребителем, электродвигатель, конструкция турбины или механизма привода для вертикального насоса, включая вертикальные насосы "в линию", должны обеспечить возможность воспринимать развиваемую насосом максимальную осевую нагрузку во время пуска, останова и работы на любых подачах. Максимальная осевая нагрузка определяется при удвоенном значении внутреннего зазора. Если привод не поставляется изготовителем, последний должен сообщить потребителю требования, предъявляемые к приводу.
4.2.2 Турбонасосный агрегат
4.2.2.1 Паровые турбины
Выбранные паровые турбины должны обеспечивать требуемую входную расчетную мощность насоса для заявленных условий применения с учетом гарантированной эффективности насоса или максимально требуемую входную мощность для всего рабочего диапазона насоса. Расчетная мощность паровой турбины основывается на установленных минимальной входной и максимальной выпускной характеристиках пара.
4.2.2.2 Частота вращения турбонасосного агрегата
Конструкция турбонасосного агрегата должна обеспечивать его непрерывную работу при 105% номинальной частоты вращения и немедленное отключение при непредвиденных (недопустимых) условиях эксплуатации или при превышении частоты вращения до 110% номинальной частоты (турбина с настройкой сверхскоростного отключения).
Для паровых турбин и возвратно-поступательного двигателя частота вращения отключения составляет минимум 110% максимально допустимой постоянной частоты вращения. Для газовых турбин отключение должно быть минимум при 105% максимально допустимой постоянной частоты вращения.
4.3 Критическая скорость, балансировка и вибрация
4.3.1 Критическая скорость
4.3.1.1 Критические скорости соответствуют резонансным частотам системы ротор-подшипниковой опоры. Значения критических скоростей определяются по частотам собственных колебаний системы и силовых воздействий. Условие резонанса может существовать, если частота любой гармонической составляющей из периодических силовых явлений равна или приближается на любом режиме к частоте вибрации ротора. Если резонанс имеет место на ограниченной (конечной) скорости, то эта скорость является критической. Это требование связано с подтверждением фактической критической скорости, а не с различными расчетными значениями боковых и крутильных колебаний.
4.3.1.2 Частота силовых явлений, или возбуждающая частота, может быть меньше, равна или больше собственных колебаний ротора. Такие воздействия могут обусловливаться следующими факторами:
a) дисбалансом роторной системы;
b) эффектом масляной пленки;
c) внутренним задеванием при вращении;
d) импеллером, лопастью, патрубком или диффузором, передающими частотные колебания;
e) шестеренным приводом или боковой ременной передачей;
f) несоосностью муфт привода;
g) ослаблением креплений деталей роторной системы;
h) гистерезисными и фрикционными завихрениями;
i) граничным слоем (вихреобразованием);
j) акустическими или динамическими воздействиями;
k) условиями пуска, например наличием предохранителей (в соответствии с инерционным сопротивлением) или крутильным прогибом, способствующим крутильному резонансу;
I) числом цилиндров, углом между цилиндрами и в случае применения в качестве привода двух- или четырехтактного двигателя внутреннего сгорания.
Помимо вышеперечисленных, на критическую скорость могут оказывать влияние и другие факторы.
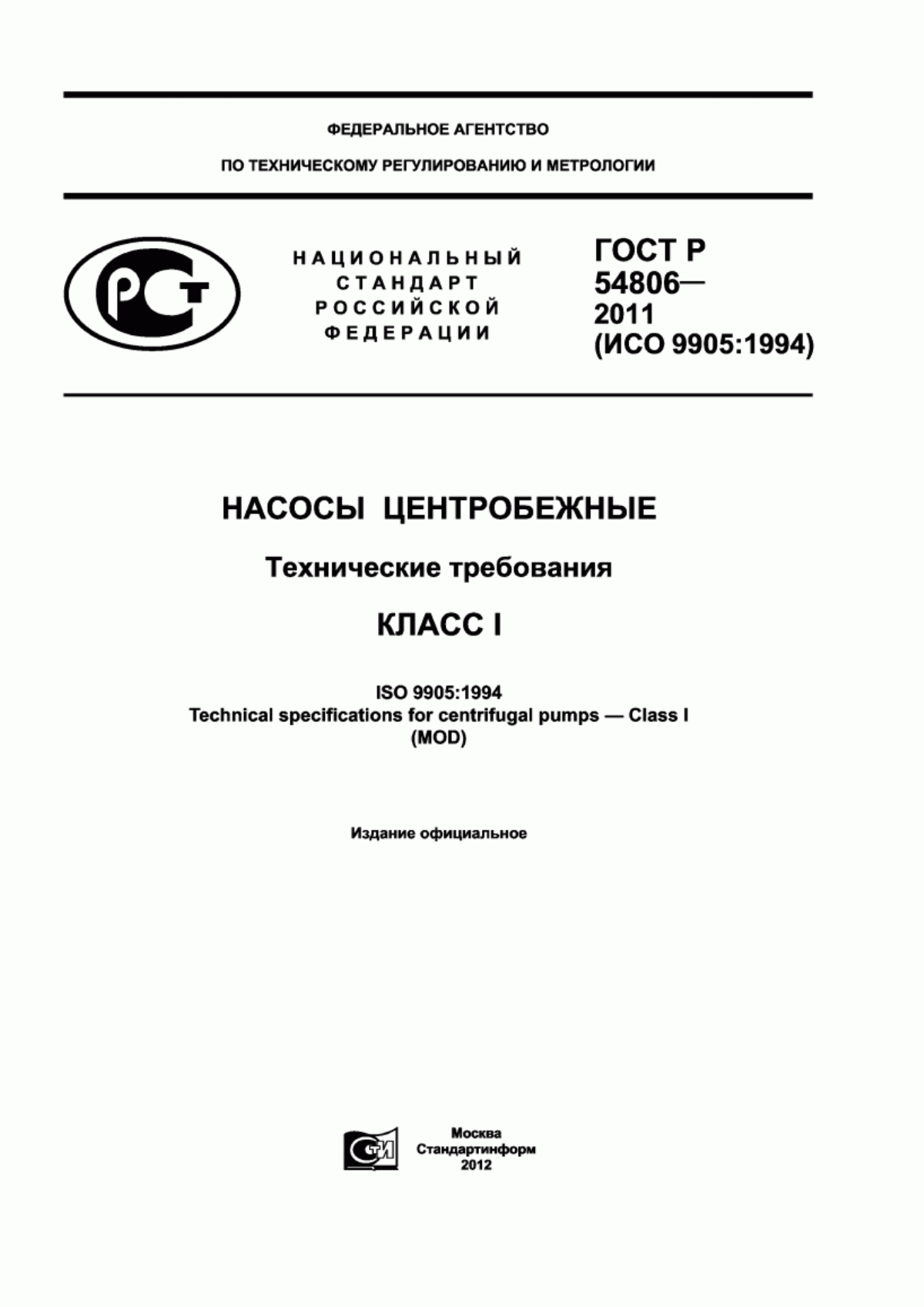
4.3.1.3 Первая критическая скорость (вызывающая отклонение от оси) должна быть минимум на 20% больше максимальной рабочей частоты вращения, кроме случая, когда нецелесообразно проектирование более жесткого вала. Первая критическая скорость должна быть согласована с потребителем.
Это особенно применимо для насосов с вертикальным валом, когда перекачиваемая жидкость содержит значительное количество твердых частиц.
Если невозможно спроектировать жесткий вал и это согласовано с потребителем, то:
- первая критическая скорость не должна превышать 0,37 (
) минимальной рабочей частоты вращения
;
- вторая критическая скорость должна быть не менее чем в 1,2 раза больше максимальной постоянной частоты вращения
.
Пояснения приведены на рисунке 2.
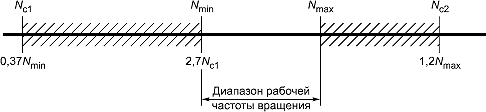
Рисунок 2 - Предельные значения критических частот вращения относительно диапазона рабочих скоростей (см. 4.3.1.3)
4.3.1.4 Разделительный диапазон частот вращений, не подверженный влиянию поперечных составляющих, должен быть минимум:
a) на 20% больше максимальной постоянной частоты вращения для жесткой системы роторов или
b) на 15% меньше любой рабочей частоты вращения и на 20% больше максимальной постоянной частоты вращения для системы с гибким валом ротора.
Крутильные колебания, как составляющая величина, должны быть минимум на 10% меньше рабочей частоты вращения и минимум на 10% больше частоты вращения отключения.
Указанные разделительные пределы установлены для предотвращения взаимного наложения и перекрытия предельной границы в пределах диапазона рабочей частоты вращения.
4.3.1.5 Медленное прокручивание, пуск и останов вращающегося оборудования не должны вызывать каких-либо повреждений при прохождении критической скорости.
4.3.1.6 Резонанс станины и корпуса подшипника с приводом и приводным механизмом не должен возникать в пределах частот вращения установленной рабочей зоны или установленных разделительных пределов.
4.3.1.7 По требованию потребителя критические скорости должны быть подтверждены данными стендового испытания, а если критические скорости больше частоты вращения при испытании, они должны быть:
a) вычислены с учетом затухания или
b) определены внешне приложенными возбуждениями ротора.
4.3.1.8 По требованию потребителя детальные расчеты по нижеуказанным перечислениям a) и b) должны быть проведены изготовителем. Если привод обеспечивается потребителем, то последний должен предоставить данные для следующих расчетов:
a) боковая критическая частота вращения анализируется для определения критической частоты вращения привода в части совместимости с критической частотой насоса и их комбинации для обеспечения рабочего диапазона частоты вращения;
b) крутильные колебания рассматриваются для системы "насос-привод", и передача крутильных колебаний анализируется для синхронизации системы с электроприводом. Изготовитель должен представить необходимый отчет о работе системы.
При применении двигателя внутреннего сгорания изготовитель должен его проанализировать.
4.3.2 Балансировка и вибрация
4.3.2.1 Основные положения
Все основные вращающиеся элементы должны быть отбалансированы. По требованию потребителя должны быть отбалансированы собранные роторы.
По требованию потребителя изготовитель обязан продемонстрировать способность насоса работать при установленной минимальной постоянной подаче без превышения вибрационного предела, приведенного в 4.3.2.2.
Насосы должны бесперебойно работать в пределах частоты вращения до достижения номинальной частоты вращения и при превышении предела частоты вращения в случае применения турбинных приводов.
За плавную работу насоса (и его привода) после установки несут ответственность как изготовитель, так и потребитель. Агрегат должен быть проверен как на испытательном стенде изготовителя, так и на постоянном месте эксплуатации.
4.3.2.2 Горизонтальные насосы
Значения некомпенсированных вибраций при измерении аппаратурой изготовителя не должны превышать пределы, установленные в таблице 1. Эти значения измеряются по радиусу на корпусе радиального подшипника в одной рабочей точке при номинальной частоте вращения (±5%) и номинальной подаче (±5%) при работе без кавитации. Обычно это может быть достигнуто балансировкой в соответствии с классом G6.3 по ГОСТ ИСО 1940-1 (дополнительно см. ИСО 11342 [1] и ИСО 8821 [2]).
Для насосов со специальными лопатками, например при одноканальном рабочем колесе, скорость вибрации может быть выше пределов, установленных в таблице 1. В таком случае изготовитель насоса должен их указать в своей технической документации.
Таблица 1 - Максимально допустимые величины среднеквадратической скорости вибрации
Частота вращения | Максимальные величины среднеквадратической скорости вибрации, мм/с, с высотой центральной линии вала над плитой | |
|
| |
| 2,8 | 4,5 |
| 4,5 | 7,1 |
* Для насосов, монтируемых на лапах, | ||
4.3.2.3 Вертикальные насосы
Точки замера вибрации должны быть взяты на верхнем фланце привода, устанавливаемого на вертикальные насосы с жестким соединением вала с валом привода, и на корпусах подшипников вертикальных насосов с подвижным соединением вала с валом привода.
Пределы скорости вибрации как для насосов с подшипниками качения, так и для насосов с подшипниками скольжения не должны превышать 7,1 мм/с во время испытания при номинальной частоте вращения (±5%) и номинальной подаче (±5%) при работе без кавитации.
4.4 Детали, работающие под давлением (см. также 5.1)
4.4.1 Характеристика давление - температура
Максимально допустимое рабочее давление насоса в наиболее жестких рабочих условиях должно быть четко определено изготовителем. Максимально допустимое рабочее давление насоса (корпус и крышка, включая корпус уплотнения вала и нажимную крышку сальника/торцевую пластину) не должно превышать номинального давления фланцев насоса.
4.4.2 Корпус насоса
4.4.2.1 Насосы следует изготавливать с радиальным разъемом корпусов, если в спецификации указано одно из следующих условий:
a) температура перекачиваемой жидкости 200 °С и больше (нижний температурный предел должен быть определен при вероятности термического удара);
b) перекачивается токсичная или легковоспламеняющаяся жидкость плотностью менее 0,7·10 кг/м
при установленной рабочей температуре;
c) легковоспламеняющаяся жидкость при установленном уровне давления нагнетания выше 7 МПа.
Примечание - Насосы с осевым разъемом корпусов могут быть применены в вышеуказанных условиях по согласованию с потребителем. (Потребителю рекомендуется детально рассмотреть разработку и предыдущие аналогичные разработки изготовителя на соответствие насоса с осевым разъемом корпуса данным условиям. Условиями для принятия решения должны быть: гидростатические испытания максимальным давлением, способ уплотнения горизонтального разъема, месторасположение насоса и компетентность обслуживающего персонала.)
4.4.2.2 Толщина стенки корпуса насоса должна соответствовать максимальному рабочему давлению с учетом допуска на увеличение напора и повышение частоты вращения при температуре перекачиваемой среды и давлению гидростатических испытаний при температуре окружающей среды.
Максимально допустимое давление на рабочий корпус должно быть больше или равно максимальному давлению нагнетания.
Полости двойных корпусов горизонтальных многоступенчатых насосов (3 и более ступени) и насосов с осевым разъемом корпусов, обычно подверженных действию давления на всасывании, нет необходимости рассчитывать на величину давления на выходе (потребитель должен рассмотреть целесообразность монтажа разгрузочного клапана или подобного устройства на входной стороне насоса). Потребителю необходимо определить, должен ли вход вертикального герметичного насоса соответствовать/выдерживать максимальное давление нагнетания (это является целесообразным, если 2 и более насоса имеют общую систему нагнетания). Допускаемые напряжения, возникающие в конструкции деталей из любого материала, не должны превышать значений, указанных в стандартах на материалы. Методы расчета деталей, работающих под давлением, и запас прочности при выборе материалов должны соответствовать действующим национальным стандартам.
Толщины стенок деталей, работающих под давлением, должны иметь припуск на коррозию, равный минимум 3 мм, но в отдельно обоснованных случаях может быть и меньше.
4.4.2.3 Максимальное давление нагнетания должно применяться для всех частей корпуса, находящегося под давлением, в соответствии с его определением (см. 3.31), кроме случая для насоса с двойным корпусом, горизонтального многоступенчатого насоса (3 и более ступеней) и насоса с осевым разъемом корпуса.
4.4.2.4 Для насосов с двойным корпусом внутренний корпус должен быть рассчитан на максимальную разницу внутренних давлений. Если максимальная разница внутренних давлений менее 0,35 МПа, то внутренний корпус насоса должен быть рассчитан на давление 0,35 МПа.
4.4.2.5 Если есть риск возникновения несоосности между насосом и приводом из-за разницы температур или по другой причине, должны быть приняты предохранительные меры для ее минимизации, например выверка опор относительно оси, охлаждение опор, предварительная юстировка.
4.4.3 Материалы
Материалы, используемые для изготовления деталей, подверженных давлению жидкости, должны выбираться с учетом свойств перекачиваемой жидкости, конструкции насоса и его назначения (см. раздел 5).
4.4.4 Конструктивные особенности
4.4.4.1 Разборка
Конструкция насосов, за исключением насосов с вертикальным трансмиссионным валом и секционных многоступенчатых насосов, должна обеспечивать возможность замены рабочего колеса, вала, уплотнения вала и подшипникового узла без отсоединения всасывающего и напорного трубопроводов от корпуса.
Для насосов с осевым разъемом корпуса монтажная проушина или рым-болт должны обеспечивать подъем только верхней половины корпуса. Методы подъема собранных насосов должны быть указаны изготовителем.
4.4.4.2 Винтовой домкрат и штифты
Винтовой домкрат и штифты, ориентирующие детали относительно друг друга, должны обеспечивать легкость демонтажа и переборки. Если винтовой домкрат используется как средство разделения контактирующих поверхностей, одна из поверхностей должна иметь углубления или зенковку, соосную винтовому домкрату, чтобы предотвратить нарушение герметичности соединения или нарушение подгонки, вызванное ударом.
4.4.4.3 Кожухи
Наличие кожухов обогрева или охлаждения корпуса или сальника, или и того и другого является необязательным требованием. Кожухи должны проектироваться на рабочее давление от 0,6 МПа при температуре 170 °С.
Система охлаждения должна гарантированно предотвращать утечку перекачиваемой жидкости в хладагент. Канал охлаждающей жидкости не должен проходить через стыковой разъем корпуса.
4.4.4.4 Уплотнения корпуса
Уплотнения разъемов корпусов должны соответствовать условиям эксплуатации и гидростатических испытаний насоса при температуре окружающей среды.
Для радиальных разъемов корпусов должны быть предусмотрены защитные кожухи с целью предотвращения фонтанирующих выбросов в атмосферу.
Радиальные разъемы корпусов (включая концевую пластину механического уплотнения) должны иметь посадку "металл-по-металлу", позволяющую обеспечить контроль за герметичностью уплотнения.
4.4.4.5 Внешнее болтовое соединение
Болты и шпильки, соединяющие детали корпуса, работающие под давлением, включая корпус уплотнения вала, должны быть диаметром не менее 12 мм (метрическая резьба).
Использование болтов или шпилек диаметром меньше 12 мм при ограниченности пространства должно быть согласовано между потребителем и изготовителем. В этом случае изготовителю следует указать моменты затяжки.
Выбранное болтовое соединение должно соответствовать допустимому рабочему давлению, температуре и процессу затяжки. При небольшом количестве мест крепления необходимо использовать крепеж со специальными параметрами. С целью обеспечения взаимозаменяемости для других соединений должен быть применен тот же крепеж с теми же специальными параметрами.
Резьбовые отверстия в деталях, работающих под давлением, должны быть минимальными. Вокруг резьбового отверстия и на дне сверловки в корпусной секции должен быть предусмотрен дополнительный припуск на коррозию для предупреждения возможной течи под давлением.
Для облегчения разборки наружные болтовые соединения вертикальных насосов должны быть изготовлены из материалов, коррозионно-стойких к воздействию перекачиваемой жидкости.
При поставке насосов шпильки должны быть установлены в базовую деталь. Глухие отверстия под шпильки должны быть просверлены на глубину, необходимую для нарезки резьбы глубиной 1,5 основного диаметра шпильки.
Применение шпилек предпочтительнее болтов.
Расстояние между болтами должно обеспечить возможность использования необходимого инструмента. Изготовитель должен поставлять необходимые специальные инструменты и приспособления.
4.5 Патрубки (насадки) и различные соединения
4.5.1 Основные положения
В целях настоящего стандарта термины "патрубки" и "насадки" являются синонимами.
Данный подпункт относится ко всем элементам подвода жидкости к насосу независимо от режима: эксплуатация или обслуживание.
4.5.2 Вентиляция, замер давления и дренаж
4.5.2.1 Если насос в соответствии с конструкцией не осуществляет самовентиляцию от форсунки (клапана), он должен иметь средства вентиляции всех областей корпуса и уплотнительной камеры.
4.5.2.2 Отверстия во всасывающих, разгрузочных или других высокоскоростных зонах насоса, необходимые для обеспечения работы насоса, должны быть нерезьбовыми. Требуемые соединения для дренажа, вентиляции и замера давления должны быть указаны потребителем в запросе или заказе.
4.5.3 Заглушки
Материал запорного элемента (пробок, заглушек на фланцы и др.) должен соответствовать свойствам перекачиваемой жидкости. Следует учитывать коррозионную стойкость материалов и минимизировать риск заклинивания или наволакивания резьбы при завинчивании.
Все отверстия, расположенные в зоне действия давления, включая все отверстия уплотнения вала, должны быть оснащены сменными заглушками, выдерживающими максимально допустимое рабочее давление.
4.5.4 Соединения вспомогательных трубопроводов
4.5.4.1 Все соединения вспомогательных трубопроводов должны быть изготовлены из соответствующего материала, соответствующего размера и конструкции для заданного режима работы.
4.5.4.2 Для насосов с номинальным диаметром напорного фланца 50 мм и менее соединения должны быть с наружным диаметром не менее 15 мм. Для насосов с номинальным диаметром напорного фланца от 80 мм и более соединения должны быть с наружным диаметром не менее 20 мм, кроме соединений трубопровода для промывочной жидкости уплотнения и обоймы смотрового стекла, наружный диаметр которых может быть 15 мм вне зависимости от размера насоса. Из-за ограничения места используют соединения трубопроводов меньшего диаметра, при этом принимаются все меры защиты от их повреждения и обеспечения их надежности.
4.5.5 Идентификация соединений
Все соединения трубопровода и насоса должны быть идентифицированы с монтажной схемой в соответствии с их назначением и функциями. Если возможно, рекомендованная идентификация также должна быть нанесена на насосе, особенно на системах механических уплотнений, смазки подшипников и охлаждения.
4.6 Внешние силы и моменты на патрубках (всасывающем и напорном)
Для насосов с упругим соединением трубопроводов с патрубками должен быть использован метод расчета нагрузок, приведенный в приложении B, если другой метод не был согласован между потребителем и изготовителем.
Потребитель должен определить силы и моменты, передаваемые от трубопровода на насос.
Изготовитель должен на стадии рассмотрения заявки проверить, являются ли эти нагрузки допустимыми. Если нагрузки превышают приведенные в приложении B, то принятие решения необходимо согласовать между потребителем и изготовителем.
4.7 Всасывающие и напорные фланцы и их поверхности
4.7.1 Размеры фланцев должны соответствовать ГОСТ Р 54432, при этом:
a) чугунные фланцы должны быть плоскими;
b) на корпусах, выполненных не из чугуна, плоские фланцы допустимы только при полной толщине торцевого выступа;
c) если толщина фланца и его диаметр больше установленных величин, применение таких фланцев допустимо, но они должны иметь стандартные торцевые поверхности уплотнения и отверстия для болтов.
4.7.2 Опорная поверхность под головки болтов и/или гайки на обратной поверхности литых фланцев должна иметь необходимую механическую обработку.
Отверстия под болтовые соединения должны размещаться концентрично оси фланцев.
4.8 Рабочие колеса
4.8.1 Конструктивное исполнение рабочих колес
4.8.1.1 Рабочие колеса могут быть изготовлены закрытого, полуоткрытого и открытого типа в соответствии с назначением.
4.8.1.2 Литые или сварные рабочие колеса должны состоять из единой части, исключая сменные кольца щелевого уплотнения рабочего колеса.
В особых случаях рабочие колеса могут изготавливаться иного конструктивного исполнения, например в случае рабочих колес с входом небольших размеров или изготовленных из специальных материалов.
4.8.1.3 Рабочие колеса должны иметь жесткую (прочную) ступицу.
4.8.1.4 С целью предотвращения возможной опасности при разборке насоса или загрязнении перекачиваемого продукта необходимо предусмотреть возможность отвода жидкости из замкнутых полостей в отдельную область. Конструкция рабочего колеса и его крепление на валу должны позволять производить опорожнение внутренней области через дренажный проход сечением не менее 10 мм. Штифтование рабочих колес не допускается.
4.8.2 Закрепление рабочего колеса
4.8.2.1 Рабочие колеса закрепляют от окружных и осевых перемещений при вращении в установленном направлении.
4.8.2.2 Консольные рабочие колеса должны быть закреплены на валу крепежным винтом или колпачковыми гайками для защиты резьбы вала.
Любое резьбовое закрепляющее устройство должно быть с затягиванием от момента сопротивления жидкости при штатном вращении рабочего колеса и с обязательной надежной контровкой механическим способом (например, стопорный элемент и коррозионно-стойкое резьбовое крепление или стопорная отгибающаяся шайба). Колпачковая гайка должна быть обтекаемой и иметь уменьшенный диаметр корпуса для снижения гидравлических потерь.
4.8.3 Осевая регулировка
Если регулирование осевого зазора рабочего колеса обязательно, следует обеспечить внешний (наружный) способ регулирования. Если регулировка достигается осевым перемещением ротора, должна быть рассмотрена вероятность риска от механического воздействия на уплотнения (см. также 4.11.6).
4.9 Износ уплотнительных колец
4.9.1 Износ уплотнительных колец следует выявлять своевременно. При выявлении износа колец они должны быть заменены и надежно зафиксированы от проворачивания.
4.9.2 Сопряженные изнашиваемые поверхности из упрочненного материала должны иметь разницу в твердости не менее 50 единиц по Бринеллю, за исключением случаев, когда обе - неподвижная и вращающаяся - поверхности имеют твердость по Бринеллю не менее 400 единиц или если такого различия в твердости невозможно добиться от используемых материалов.
4.9.3 Сменные изнашиваемые кольца должны устанавливаться по прессовой посадке с блокировкой штифтом или резьбовым винтом (осевым или радиальным), или фланцем с резьбовым креплением. Иной способ крепления (сварка в трех или более точках) требует согласования с потребителем.
4.10 Действующие зазоры
4.10.1 При определении величины зазора между сменными кольцами и другими движущимися частями должны учитываться температура насоса, режим всасывания, свойства рабочей жидкости, расширение и наволакивание, характерные для материала, и гидравлический КПД.
Зазор должен обеспечивать надежную работу и исключать возможность заедания на рабочем режиме.
4.10.2 Для деталей, изготовленных из литого чугуна, бронзы, материалов с содержанием хрома 11% - 13% и с аналогично низкой склонностью к истиранию, должен быть применен минимальный зазор, значения которого приведены в таблице 2. Для диаметра более 150 мм минимальный диаметральный зазор должен быть равен 0,43 мм плюс 0,025 мм зазора или соответствующая его доля на каждые дополнительные 25 мм диаметра или соответствующую его долю. Для материалов с большей склонностью к истиранию и/или для рабочих температур выше 260 °С к этим диаметральным зазорам должно быть прибавлено 0,125 мм.
Если материал, аналогичный литому чугуну и/или бронзе, используется для холодной и чистой жидкости, подобной воде, с температурой ниже 50 °С, изготовитель вправе применить зазоры с размерами нижеуказанных в таблице 2.
Таблица 2 - Минимальные рабочие зазоры
Диаметр вращающихся деталей, мм | Минимальный диаметральный зазор, мм | |||
50 | 0,25 | |||
От | 50 | до | 64,99 | 0,28 |
" | 65 | " | 79,99 | 0,30 |
" | 80 | " | 89,99 | 0,35 |
" | 90 | " | 99,99 | 0,40 |
" | 100 | " | 114,99 | 0,40 |
" | 115 | " | 124,99 | 0,40 |
" | 125 | " | 149,99 | 0,43 |
4.10.3 По согласованию с потребителем промежуточные втулки многоступенчатых насосов могут иметь зазоры по стандартам изготовителя.
4.10.4 Для вертикальных насосов рабочие зазоры, определенные в 4.10.2, не должны относиться к зазорам в упорных подшипниках или промежуточных втулках из материалов с недостаточной склонностью к истиранию. В этом случае должны применяться зазоры, согласованные между потребителем и изготовителем.
4.11 Валы и втулки валов
4.11.1 Основные положения
4.11.1.1 Размеры и жесткость валов должны обеспечивать:
a) передачу расчетной мощности от привода;
b) минимизацию последствий отказа уплотнения или его неудовлетворительного функционирования;
c) минимизацию износа и риска заклинивания;
d) соответствие требованиям методов пуска и приложенным инерционным нагрузкам;
e) восприятие радиальных нагрузок (статических и динамических).
4.11.1.2 Вал вертикального насоса должен быть по возможности цельный, если иное не оговорено потребителем (из-за общей длины вала или из-за ограничений транспортировки).
4.11.2 Шероховатость поверхности
Шероховатость поверхности вала или гильзы под механические и сальниковые уплотнения должна быть не более 0,8 мкм, если для уплотнения не требуется иное. Измерение поверхностной шероховатости проводится в соответствии с ГОСТ 2789 (см. 4.11.7.1).
4.11.3 Прогиб вала
Для обеспечения удовлетворительной набивки и функционирования уплотнения, предотвращения поломки вала и внутреннего износа или заклинивания и обеспечения необходимой жесткости вала для одно- и двухступенчатых горизонтальных и многоступенчатых вертикальных насосов прогиб цельного вала от поверхности корпуса сальника (или от поверхности механического уплотнения) при наиболее тяжелых динамических нагрузках на характеристике Q-H (при максимальном диаметре рабочего колеса, заданном числе оборотов и используемой жидкости) должен быть не более 50 мкм и менее половины минимального диаметрального зазора во всех вкладышах подшипников и изнашиваемых уплотнительных колец. Для встроенных насосов (исполнение "в линию") должна учитываться жесткость общей системы валов, включая соединительные муфты и двигатель.
Требуемая степень жесткости валов может быть достигнута комбинацией диаметров вала, расстояний пролетов вала или вылетов, конструкцией корпуса (включая использование двойной спирали или диффузора). Сальниковое уплотнение не должно рассматриваться как опора при определении прогиба вала.
4.11.4 Диаметр
Размеры концов валов следует выполнять в соответствии с ГОСТ 12080 [3], ГОСТ 12081 [4], а размеры шпоночных соединений для концов валов - в соответствии с ГОСТ 23360 [5].
4.11.5 Биение валов
4.11.5.1 Механическая обработка и финишная доводка валов должны проводиться по всей длине вала.
4.11.5.2 Радиальное биение торцевой наружной поверхности сборки вала с втулкой относительно камеры уплотнения должно быть не более:
- 50 мкм - для номинального диаметра меньше 50 мм;
- 80 мкм - для номинального диаметра от 50 до 100 мм;
- 100 мкм - для номинального диаметра более 100 мм.
4.11.6 Осевое перемещение
Допускаемое осевое перемещение ротора в подшипниковых опорах не должно негативно воздействовать на функционирование механического уплотнения.
4.11.7 Втулки валов
4.11.7.1 Втулки валов должны быть зафиксированы на валу. Втулки должны быть износостойкими и при необходимости выполнены из коррозионно- и эрозионно-стойкого материала. Наружная поверхность втулок валов должна соответствовать 4.11.2.
4.11.7.2 Если валы со стороны постановки уплотнения имеют резьбу, то наружный диаметр резьбы должен быть не менее чем на 1,5 мм меньше внутреннего диаметра уплотнения и диаметр вала под уплотнение должен иметь заходную фаску от 15° до 20° для исключения повреждения уплотнения.
4.11.7.3 Если в соответствии с заявкой валы изготавливаются из материала, имеющего равную износо- и коррозионностойкость и аналогичные финишные параметры, что и втулки для многоступенчатых и небольших горизонтальных насосов, то при согласовании с потребителем втулки могут быть исключены. Если втулки не входят в конструкцию насоса, то валы или выступы валов должны иметь центровые отверстия, позволяющие повторную финишную обработку.
4.11.7.4 При компоновке насосов с мягким сальниковым уплотнением конец смонтированной втулки вала располагается снаружи от внешнего торца нажимной втулки сальникового уплотнения. При компоновке насосов с механическим уплотнением втулка вала располагается снаружи от прижимного фланца торцевого уплотнения. В насосах с применением дополнительного уплотнения или дроссельного кольца уплотнения вала должны выступать от прижимного фланца уплотнения. Утечки между валом и втулкой не являются утечками через уплотнительную камеру или механическое уплотнение.
4.11.7.5 В горизонтальных насосах сменные вкладыши корпуса и промежуточные втулки валов или их эквиваленты должны быть установлены во всех промежуточных опорах.
4.11.7.6 Для вертикальных насосов заменяемые вкладыши должны быть установлены на все промежуточные и опорные подшипники. Свойства рабочей жидкости должны соответствовать требованиям к жидкости для соответствующих втулок валов. При необходимости следует проводить обработку рабочей жидкости (например, фильтрация) или организовывать подачу жидкости от постороннего источника.
4.12 Подшипники, корпуса подшипников и смазка
4.12.1 Подшипники, корпуса подшипников
4.12.1.1 Подшипники качения (шариковые, роликовые, сферические) должны быть стандартные, подтвержденные расчетом, или подшипниками скольжения, если иное не указано потребителем. В качестве упорных подшипников следует выбирать или подшипники качения, или гидродинамические подшипники в зависимости от назначения.
4.12.1.2 Выбор и расчет подшипников качения следует производить в соответствии с ГОСТ 18854 и ГОСТ 18855. Базовый расчетный ресурс () должен быть не менее 3 лет (25000 ч) при постоянной работе насоса на номинальном режиме, но не менее 16000 ч при максимальных осевых и радиальных нагрузках при номинальной скорости вращения в пределах допустимого рабочего диапазона.
4.12.1.3 Подшипники качения должны быть установлены вместе с валом в корпус в соответствии с инструкцией изготовителя подшипников. Фиксирующее кольцо, входящее в контакт с подшипником, не должно использоваться для восприятия осевых нагрузок. Резьбовое крепление с контргайкой или шайбой Гровера (пружинная шайба) является предпочтительным.
4.12.1.4 Гидродинамические радиальные и/или упорные подшипники должны применяться при следующих условиях:
a) -коэффициент составляет 300000 и более (
- произведение размера подшипника, мм, и номинальной частоты вращения, об/мин);
b) произведение номинальной подводимой мощности к насосу, кВт, и номинальной частоты вращения, об/мин, составляет 2·10 и более;
c) стандартный роликовый подшипник не удовлетворяет основному параметру - базовому расчетному ресурсу (). указанному в 4.12.1.2.
4.12.1.5 Если конструкцией насоса допустимо и обусловлено производственной необходимостью, гидродинамический радиальный подшипник может быть разобран для монтажа. Гидродинамический радиальный подшипник должен состоять из прецизионно-расточенных втулок или быть закладного типа с баббитовыми сменными втулками, обоймами или вкладышами. Подшипники должны быть снабжены штифтом для предотвращения проворачивания и закреплены в осевом направлении. Примененные подшипники должны подавлять гидродинамическую неустойчивость и обеспечивать достаточное демпфирование для ограничения вибрации насоса до максимальной указанной амплитуды (см. 4.3.2.2 и 4.3.2.3) при рабочей нагрузке. Втулки, вкладыши или обоймы должны быть в корпусе с осевым разъемом и быть заменяемыми. Для замены этих элементов снятие верхней половины корпуса с осевым устройством разъема или оголовки с радиальным устройством разъема не должно быть обязательным требованием. Конструкция подшипников должна предусматривать возможность замены подшипниковых втулок, обойм или вкладышей без отсоединения монтажных гнезд.
4.12.1.6 Упорные подшипники должны быть классифицированы для длительной работы во всех заданных режимах, включая режимы с максимальными внутренними перепадами давления. Все нагрузки должны быть определены и допущены внутренними документами. Нагрузка на гидродинамический упорный подшипник должна быть не более 50% нагрузки, установленной изготовителем подшипника, и должна быть достаточной для насоса и условий применения.
В дополнение к осевому давлению от ротора и внутренних реакций от предельно допустимых условий осевая сила, передаваемая через гибкую (упругую) муфту, должна быть принята как часть нагрузки на упорный подшипник.
Упорный подшипник должен сохранять работоспособность при штатном и обратном направлениях вращения насоса. Должен быть приведен анализ данного типа привода, соединительной муфты и допустимой несоосности.
4.12.1.7 Гидродинамический упорный подшипник должен быть спроектирован для соответствующей осевой нагрузки в обоих направлениях и обеспечивать непрерывную смазку с каждой стороны. Упорное кольцо должно быть сменным, когда это определено потребителем, и жестко закреплено на валу для предотвращения износа. После установки целиковые упорные кольца должны иметь запас минимум 3 мм для повторной финишной доводки в случае повреждения. Оба торца колец должны иметь чистоту поверхности 0,4 мкм, и осевое общее зафиксированное биение любого торца не должно превышать 13 мкм.
4.12.1.8 Корпуса подшипника, смазываемые маслом не под давлением, должны иметь резьбовое отверстие минимум 15 мм для ввода и дренирования смазки. Регулярное отслеживание уровня масла, подаваемого из масленки, обеспечивается связанной с ней прозрачной емкостью (не подвергаемой старению и помутнению от воздействия света или температуры), которая должна быть жестко закреплена на корпусе подшипника. Масленки должны удовлетворять выбору потребителя, если это указано в заказе. На внешней стороне корпуса подшипника или на корпусе насоса наносится долговременная и четкая маркировка, отражающая необходимый уровень смазки в зависимости от режима работы.
4.12.1.9 Корпуса гидродинамических подшипников, предназначенных для смазки под давлением, должны быть устроены с минимизацией вспенивания. Система дренажа должна сохранять уровень пены ниже вала и уплотнения. Повышение температуры масла при прохождении через подшипник и корпус подшипника не должно превышать 30 °С в соответствии с наиболее неблагоприятным рабочим режимом, когда температура масла на входе равна 40 °С. Если температура масла на входе превышает 50 °С, необходимо представить на рассмотрение специальный расчет подшипника, масляного потока и допустимой температуры. Выходы масляного потока упорного подшипника должны быть касательными к управляющему кольцу или к кассете упорного подшипника, если масляные управляющие кольца не применяются.
4.12.1.10 Применение прокладок или резьбовых соединений в схемах разделения охлаждающей или нагревающей жидкости от смазочной не допускается с целью предотвращения потерь или загрязнения.
4.12.1.11 Конструкция корпуса подшипника должна обеспечить предотвращение попадания загрязнений и утечку смазки через отверстия в корпусе и уплотнение между корпусом подшипника и валом при рабочих условиях.
4.12.1.12 В опасных зонах никакое устройство для уплотнения вала и корпуса подшипника не должно быть источником воспламенения.
4.12.1.13 Допускается применение корпуса с кольцевой смазкой подшипника, если он обеспечивает визуальный контроль за масляными кольцами функционирующего насоса.
4.12.1.14 Подогреватель масла устанавливается в зависимости от условий окружающей среды и требований потребителя.
4.12.1.15 Корпуса подшипников должны быть предпочтительно расположены таким образом, чтобы подшипники могли быть заменены без отсоединения привода или опоры.
4.12.1.16 Необходимо предусмотреть достаточное охлаждение с контролем степени загрязнения масла для поддержания температуры масла ниже 70 °С для стока в системах смазки под давлением и ниже 80 °С - для систем кольцевой смазки или разбрызгивания при рабочем режиме и температуре окружающей среды 40 °С. Используемый охлаждающий змеевик должен быть изготовлен из цветного металла и не должен иметь арматуру и внутренние соединения (контактирующие со смазкой) под давлением. Змеевик должен иметь минимальную толщину стенки 1 мм и минимальный наружный диаметр трубы 12 мм.
4.12.2 Направляющие втулки и подшипники для вертикальных насосов с трансмиссионным валом
4.12.2.1 Максимальные расстояния между направляющими втулками составного вала должны соответствовать указанным на рисунке 3, кроме валов насосов консольного типа. Если смазка производится перекачиваемым продуктом, втулки должны быть коррозионно- и эрозионно-стойкими к продукту и температуре.
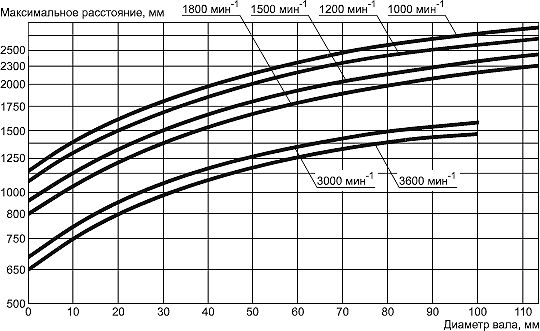
Рисунок 3 - Максимальное расстояние между направляющими втулками вала
4.12.2.2 Упорные подшипники, являющиеся неотъемлемой частью привода, описаны в 4.2.1.2. Если упорные подшипники являются частью вертикального насоса с трансмиссионным валом, то упорные подшипники и корпуса подшипников применяются в соответствии с пунктом 4.12.1.
4.12.3 Смазка
4.12.3.1 Подшипники и корпуса подшипников должны быть разработаны под жидко-минеральное масло или консистентную смазку, если не указано иное.
4.12.3.2 Способ системы смазки под давлением или масляным туманом должен быть определен потребителем или рекомендован изготовителем и одобрен потребителем. Важно постоянно поддерживать необходимый уровень смазочного масла.
Если автономная система смазки под давлением обязательна, она должна состоять минимум из:
- масляного насоса с сеткой или фильтром на всасывании в кольцевой системе;
- масляного теплообменника, если он требуется;
- масляной емкости с полнопоточным фильтром и средствами для смазки перед запуском насоса и всех необходимых средств управления и инструментов, включая сигнализацию слабого напора масла и аварийного отключения агрегата.
По требованию потребителя для нагревания заправочной емкости для масла перед пуском насоса в холодную погоду должны быть предусмотрены сменный элемент с внешним паровым подогревом масла в резервуаре или погруженный термостат электрического подогрева. Нагревательное устройство должно иметь достаточную способность для нагрева масла за 4 ч от указанной минимальной температуры окружающей среды до требуемой изготовителем пусковой температуры, когда система смазки находится в рабочем состоянии.
Масляные емкости должны быть выполнены с учетом нижеуказанных требований:
a) емкость должна обеспечивать работу в течение не менее 3 мин при отсутствии вторичного наполнения и обеспечивать достаточное дренирование, допустимое для содержимого системы;
b) обеспечивать удаление воздуха и минимизацию флотации инородных частиц, засасываемых насосом;
c) соединения для заполнения, указатель уровня и дыхательный клапан должны быть приемлемы для использования на открытом воздухе;
d) емкость должна иметь наклон для отстоя и соединения для полного дренажа;
e) иметь люк для чистки достаточного размера;
f) очистка, предохранение от коррозии и нанесение долговременного внутреннего покрытия выполняются в соответствии с инструкцией по эксплуатации изготовителя, если не определено иное.
Разбрызгиватель или масляное кольцо должны быть погружены выше нижнего края разбрызгивателя или расточки масляного кольца. Масляный разбрызгиватель должен иметь монтажную втулку, сохранять соосность и быть жестко закреплен на валу.
Изготовитель устанавливает в инструкции по эксплуатации количество требуемого смазочного масла и его характеристику с учетом окружающей среды и условий обслуживания.
Требования к смазочным (масляным) трубопроводам установлены в 4.14.3.
4.12.3.3 Если в подшипнике предусмотрена возможность замены смазки, то необходимо обеспечить отвод отработанной смазки.
4.13 Уплотнения валов
4.13.1 Конструкция насосов для герметизации вала должна позволять использовать любой из следующих вариантов уплотнений вала (см. приложение F):
- мягкий сальник (P);
- одинарное торцевое уплотнение (S);
- составное торцевое уплотнение (D).
Необходимость замены одного варианта другим указывается потребителем. Иные способы уплотнительных устройств (например, лабиринтные уплотнения, гидродинамические уплотнения, магнитно-жидкостные уплотнения) должны быть согласованы между потребителем и изготовителем. Компоновки охлаждения, которое в определенных случаях является необходимым, приведены в приложении F.
Конструкция уплотнения должна предусматривать сбор и отвод всей утечки жидкости из области уплотнения. При условии ограниченного сбора и дренажа всех утечек жидкости из области уплотнения, особенно из механических уплотнений, должны быть предусмотрены устройства для контроля утечек.
В технической спецификации должны быть отражены (см. приложение A):
- конструкция уплотнения вала (как указано в приложении F);
- для механических уплотнений:
тип: - разгруженное (B);
- неразгруженное (U);
- сильфонное (Z);
размер: - номинальный диаметр вала или втулки, мм;
- базовый диаметр вала, проходящий через неподвижное кольцо (см. ОСТ 26-06-1493-87* [6]);
________________
* Документ в информационных продуктах не содержится. За информацией о документе Вы можете обратиться в Службу поддержки пользователей. - .
- для корпуса сальника:
размер: диаметр сальниковой камеры (см. ОСТ 26-06-1493-87 [6]).
4.13.2 Эксплуатационные критерии для выбора уплотнения
Главными эксплуатационными критериями выбора механического уплотнения и мягкого сальника являются:
- химические, физические свойства и природа перекачиваемой жидкости;
- минимальное и максимально допустимое рабочее давление уплотнения;
- температура жидкости в уплотнении;
- особые условия эксплуатации (пуски - остановы, температурные и механические удары и т.п.);
- диаметр вала и число оборотов;
и дополнительно для механических уплотнений:
- направление вращения вала насоса.
4.13.3 Механические уплотнения
4.13.3.1 Типы и компоновка
Механические уплотнения должны быть разгруженного типа. Неразгруженные уплотнения должны устанавливаться, только если они указаны в спецификации или одобрены потребителем.
Настоящий стандарт не устанавливает конструкцию компонентов уплотнений, однако компоненты должны соответствовать рабочим условиям эксплуатации, указанным в спецификации (см. приложение A).
Расчетное осевое перемещение вала должно быть допустимо для конструкции механического уплотнения во время рабочего режима.
Компоновка уплотнения (например, одиночные или комплексные механические уплотнения - см. приложение F) должна быть согласована с потребителем.
При перекачивании жидкостей с температурой, близкой к их точке кипения, давление в камере механического уплотнения должно быть значительно выше входного давления или температура в непосредственной близости от уплотнения должна быть значительно ниже температуры парообразования для предотвращения испарения в зоне контакта уплотняющих пар.
Если применено составное механическое уплотнение (конструкция "спиной к спине"), то затворная жидкость между уплотнениями должна быть совместима с перекачиваемой средой и находиться под давлением выше герметизируемого давления.
Если применена компоновка составных механических уплотнений "спина к спине", необходимо закрепить стационарное кольцо со стороны рабочего колеса от возможного выдавливания в связи с падением давления затворной жидкости.
Для насосов, эксплуатируемых при температуре ниже 0 °С, для предупреждения льдообразования может быть использован теплоотвод.
4.13.3.2 Требования к охлаждению или обогреву
Если требует режим работы, на камере уплотнения насоса должна быть предусмотрена рубашка охлаждения или обогрева. Потребность в охлаждении (или в нагревании) для примененного в насосе механического уплотнения согласовывается между потребителем, изготовителем насоса и изготовителем уплотнения. Рубашка обычно требуется при следующих условиях эксплуатации:
a) температура жидкости выше 150 °С и используется механическое уплотнение сильфонного типа;
b) температура жидкости выше 315 °С;
c) глухая компоновка уплотнения;
d) низкая точка воспламенения жидкости;
e) высокая точка плавления жидкости (нагревание).
4.13.3.3 Материал
Для компонентов уплотнений выбираются материалы с соответствующей устойчивостью к коррозии, эрозии, термическим и механическим нагрузкам и т.п. Свойства материала металлических деталей механических уплотнений, контактирующих с перекачиваемой жидкостью (в части механических свойств и коррозионной стойкости), должны быть не ниже свойств материала корпуса насоса (см. раздел 5).
Обозначения материала для компонентов механических уплотнений, приведенные в таблице J.1 (приложение J), должны быть использованы в технической спецификации (приложение A).
4.13.3.4 Конструктивные особенности
Необходимо обеспечить центрирование торцевой крышки уплотнения относительно расточки камеры уплотнения.
Торцевая крышка уплотнения должна иметь достаточную жесткость для предотвращения деформации. Корпус уплотнения и торцевая крышка, включая крепящие болты (см. 4.4.4.5), должны быть рассчитаны для максимально допустимого рабочего давления при рабочей температуре и необходимой нагрузке для уплотнения разъема.
Уплотнения между корпусом уплотнения и неподвижным кольцом (опорное кольцо в гнезде и/или подпружиненное кольцо) или торцевой крышкой уплотнения должны быть внешне замкнутыми или равнозначной конструкции по степени предотвращения выброса жидкости.
Все неподвижные элементы уплотнения, включая торцевую крышку уплотнения, должны быть защищены от случайного контакта с валом или втулкой при вращении. В случае контакта неподвижных компонентов уплотнения (кольцо в гнезде и/или подпружиненное кольцо) с валом или втулкой поверхность контакта с уплотнением должна быть соответствующей твердости и коррозионной стойкости. Необходимо предусмотреть заходы и удалить острые кромки, чтобы предотвратить повреждения уплотнения при сборке.
Механическая обработка камеры уплотнения и торцевой крышки уплотнения должна обеспечивать торцевое биение неподвижного кольца (кольцо в гнезде и/или подпружиненное кольцо) механического уплотнения в пределах максимально допустимого значения, установленного изготовителем уплотнений.
Если предусмотрена дроссельная втулка в торцевой крышке для обеспечения минимизации утечки при неисправности уплотнения или для подключения устройства контроля жидкости, диаметральный зазор (в мм) между втулкой и валом должен быть минимально возможным, но не более чем
![]() . (1)
. (1)
Дроссельные втулки предусматриваются по требованию потребителя или по рекомендации изготовителя. Дроссельные втулки обычно используют с целью увеличения давления в камере, изоляции жидкости или преобразования потока на входе или выходе камеры уплотнения.
Если необходимо исключить утечку жидкости, то следует использовать дополнительные уплотнения (например, составные уплотнения - см. приложение F).
Конструкция уплотнительной камеры должна по возможности предотвращать улавливание (скапливание) воздуха (см. 4.5.2.1). Если это невозможно, отвод воздуха из уплотнительной камеры осуществляется оператором. Методика отвода воздуха приводится в инструкции по эксплуатации.
Жидкость входящего и, если необходимо, выходящего потока из камеры должна по возможности быть близко к уплотняющим поверхностям, предпочтительно на стороне вращающегося кольца (подпружиненное кольцо и/или кольцо в гнезде).
Из условий унификации места подвода (отвода) могут быть выполнены даже там, где они не требуются для конкретного типа уплотнения (см. 4.5.2 и 4.5.4), если не согласовано иное.
4.13.3.5 Сборка и испытание
Для сборки под отгрузку см. 7.1.
Механические уплотнения не должны подвергаться гидростатическим испытаниям давлением, превышающим максимально допустимое рабочее уплотнение. Механические уплотнения могут быть испытаны в режиме всех нагрузок или параметров (см. 6.3.3.4 и 6.3.4.4). На насосах, нуждающихся в заключительной регулировке в рабочей области, изготовитель должен прикреплять металлическую бирку, предупреждающую об этом требовании.
4.13.4 Сальниковое уплотнение (мягкий сальник)
4.13.4.1 Основные положения
Если определено нагрузками или установлено потребителем, мягкий сальник должен обеспечивать возможность установки фонарного кольца для введения охлаждающей жидкости непосредственно внутрь сальника. Для фонарного кольца необходимо предусмотреть входное и выходное соединения.
Необходимо предусмотреть место для смены набивки без перемещения или демонтажа любых частей, кроме уплотнительных компонентов и защитных устройств. Уплотнительный компонент должен надежно удерживаться даже при изменении плотности набивки.
Если уплотнение разъемное, его половины соединяются болтами. Использование рым-болтов для соединения уплотнения нежелательно; присоединение шпильками в корпус насоса предпочтительнее.
На вертикальных насосах для предотвращения накопления жидкости в части опоры привода должен быть предусмотрен дренаж.
При эксплуатации насоса с температурой перекачиваемой жидкости выше 90 °С или при перемещении жидкостей с абсолютным давлением паров выше 0,1 МПа при температуре перекачивания набивка должна быть типа "водяной затвор". При высокотемпературной эксплуатации можно использовать вместо воды пар. Если изготовителем предусмотрен охлаждающий трубопровод, то гибкий шланг или трубопровод для охлаждения уплотнения должен иметь внутренний диаметр не менее 6 мм.
Охлаждающая рубашка предусматривается на насосах с сальниковой набивкой при любом из нижеуказанных условий:
a) температура перекачиваемой жидкости выше 150 °С или
b) абсолютное давление паров жидкости выше 0,07 МПа при температуре перекачиваемой жидкости.
4.14 Трубопровод и арматура
4.14.1 Основные положения
По требованию потребителя системы охлаждения, смазки и вспомогательные трубопроводные системы со всеми комплектующими изделиями, также как измерительные приборы и запорно-регулирующая арматура, поставляются изготовителем полностью смонтированными на горизонтальных насосах, а также при необходимости на вертикальных насосах.
4.14.1.1 Конструкция трубопроводов
Конструкция трубопроводных систем должна удовлетворять следующим условиям:
a) возможность снятия трубопроводов для технического обслуживания, если установлены сварные трубопроводы;
b) иметь надлежащую опору для предотвращения повреждений от вибрации во время работы и технического обслуживания, применяемого в признанной практике;
c) обладать надлежащей гибкостью и свободным доступом для обслуживания, ремонта и полной очистки;
d) обеспечивать необходимые условия монтажа, надлежащее размещение по контуру машины и не препятствовать доступу для обслуживания насосного оборудования.
4.14.1.2 Обозначение трубопровода
Изготовитель должен включать в обозначение трубопровода все необходимые для требуемого функционирования насоса элементы трубопровода, а также все неотъемлемые элементы трубопровода в соответствии со схемой обвязки, определенной в приложении G и пунктах, обозначенных в технической спецификации.
4.14.1.3 Конструктивные особенности
Трубные резьбы должны соответствовать ГОСТ 6211 или ГОСТ 6357. Фланцы должны соответствовать ГОСТ Р 54432-2011. Приварные воротниковые фланцы допустимы при специальном согласовании между потребителем и изготовителем.
Требования к болтовому соединению по 4.4.4.5 применимы для вспомогательных трубопроводов.
При использовании негорючих или нетоксичных жидкостей, включая смазочное масло, соединения труб и присоединения участков трубопровода осуществляются по стандартам изготовителя или указываются потребителем в спецификации.
4.14.2 Трубопроводы охлаждения
4.14.2.1 Охлаждающий трубопровод состоит из труб с номинальным диаметром присоединительной резьбы минимум . Если место размещения не позволяет этого, разрешается использовать трубы с номинальным диаметром резьбы
.
4.14.2.2 Материал для трубопровода охлаждения должен быть указан в спецификации. Если материал не указан, должен быть использован трубопровод из отожженной меди с латунными фитингами с присоединительной резьбой . По согласованию с потребителем материал трубопроводной системы может быть заменен на хромоникелевую или хромоникельмолибденовую нержавеющую сталь или на оцинкованную конструкционную сталь. Трубопровод с арматурой должен быть рассчитан на номинальное давление
2 МПа.
4.14.2.3 По требованию потребителя визуальный датчик подачи (открытый или закрытый, как установлено) устанавливается на каждом выходе трубопровода.
4.14.2.4 Дренаж, предусмотренный во всех нижних точках, должен обеспечивать полное осушение из трубопровода или рубашки. Исполнение трубопровода должно исключать образование воздушных мешков в охлаждающей рубашке.
4.14.3 Смазочный (масляный) трубопровод
4.14.3.1 Масляный трубопровод должен иметь минимальный номинальный диаметр присоединительной резьбы . Если место размещения не позволяет этого, разрешается использовать трубы с номинальным диаметром резьбы
.
4.14.3.2 Линия возврата масла должна быть такого размера, чтобы прогонять не более чем половину полного объема масла, и обеспечена хорошим дренажем (исключение возможности пенообразования). Горизонтальная линия должна иметь непрерывный уклон к емкости минимум 20 мм на 1 м.
4.14.3.3 Для каждой возвратной линии предусмотрен визуальный указатель потока.
4.14.3.4 Все масляные трубопроводы полностью очищаются перед монтажом на насосе в соответствии с методом очистки, приемлемым для материала трубопровода. Открытые концы отгружаемого отдельно трубопровода необходимо заглушить. Оцинкованные трубопроводы не применять.
4.14.4 Другие вспомогательные трубопроводы
4.14.4.1 Другие вспомогательные трубопроводы включают в себя вентиляционные и дренажные уравновешивающие трубопроводы и трубопроводы подготовки жидкости. О вспомогательных трубопроводах для мягких сальников и механических уплотнений см. 4.14.5.
4.14.4.2 Вспомогательные технологические трубопроводы имеют номинальный диаметр присоединительной резьбы минимум . Если место размещения не позволяет этого, разрешается использовать трубы с номинальным диаметром присоединительной резьбы
.
4.14.4.3 Расчетные температура и давление в компонентах вспомогательных трубопроводов, контактирующих с перекачиваемой жидкостью, должны быть не менее температуры и давления в корпусе насоса.
4.14.4.4 Если корпус насоса выполнен из сплава материалов, все компоненты трубопровода, подверженные воздействию перекачиваемой жидкости, должны иметь показатели коррозионной и эрозионной стойкости не ниже показателей материала корпуса.
4.14.4.5 Если предусмотрено сужающее отверстие (диафрагма), его диаметр должен быть не менее 3 мм.
При применении регулируемой диафрагмы должен обеспечиваться минимальный непрерывный поток.
4.14.4.6 Если предусмотрены обогрев или охлаждение, компоненты теплообменника должны соответствовать перекачиваемой жидкости и/или воздействующему хладагенту. Размеры теплообменника должны соответствовать скорости циркуляции.
4.14.4.7 Если установлено использование запорно-регулирующей арматуры, резьба корпусов вентиляционных и дренажных подсоединений должна быть заглушена твердыми пробками. Пробки чугунных корпусов должны быть, как правило, из углеродистой стали.
4.14.5 Вспомогательные трубопроводы для сальниковых и механических уплотнений
4.14.5.1 Конструкция насоса должна предусматривать размещение вспомогательного трубопровода, который может быть необходим для функционирования уплотнения вала при указанных рабочих условиях.
4.14.5.2 Вспомогательные трубопроводы могут применяться:
a) для подачи технологической жидкости или возможности введения перекачиваемой насосом жидкости с целью:
- циркуляции, если отсутствуют внутренние каналы;
- инжекции;
- затвора;
- оказания поджима (запирание торцевого уплотнения);
b) для подачи жидкостей, которые не входят в технологический процесс перекачивания насосом с целью:
- подогрева;
- охлаждения;
- промывки - см. 3.27.
В каждом случае объем поставки и детализация соединений для внешнего обслуживания согласовываются между изготовителем и потребителем.
Вспомогательный трубопровод должен быть выполнен в соответствии с приложением G или другим согласованным между изготовителем и потребителем способом.
4.14.5.3 Материал трубопроводов для механических и сальниковых уплотнений должен соответствовать технологическим жидкостям. Трубопроводная арматура (фитинги) может изготавливаться по технической документации изготовителя.
4.14.5.4 Вспомогательный трубопровод имеет следующие конструктивные характеристики:
a) параметры давления и температуры вспомогательного трубопровода, содержащего технологическую жидкость (см. 4.14.4.3 и 4.14.5.2), должны быть не менее параметров корпуса (см. 6.3). Материал трубопровода должен быть коррозионно-стойкий к рабочей жидкости (см. 4.5.4) и окружающей среде;
b) выводы дренажа и утечки должны располагаться во всех нижних точках для обеспечения полного осушения;
c) обслуживание паром должно производиться "сверху вниз". Другие виды обслуживания должны производиться в основном "снизу или сбоку вверх";
d) если предусмотрено ограничительное отверстие (сопло), его диаметр должен быть не менее 3 мм;
e) если используется регулируемое отверстие, должен обеспечиваться минимальный постоянный поток.
4.15 Маркировка
4.15.1 Направление вращения
Направление вращения обозначается четкой нестираемой стрелкой, расположенной на видном месте.
4.15.2 Фирменная табличка*
________________
* Выполнять в соответствии с ГОСТ Р 52743.
4.15.2.1 На каждый насос на видное место прикрепляется табличка, содержащая:
- надпись "Сделано в России";
- наименование или товарный знак предприятия-изготовителя;
- знак соответствия;
- обозначение стандарта или ТУ, по которым изготовлена и идентифицирована продукция;
- обозначение насоса (в обозначении насосов, предназначенных для взрыво-, пожароопасных производств, указывают конструктивное исполнение насоса - индекс Е);
- заводской номер насоса;
- год выпуска;
- технические характеристики: подача, напор (для динамических насосов) или давление (для объемных насосов), мощность, частота вращения ротора;
- массу насоса;
- клеймо ОТК.
Далее может быть предусмотрено размещение дополнительной информации о диаметре рабочего колеса (максимального и установленного), максимально допустимом рабочем давлении и номинальной температуре насоса.
В дополнение к информации, указанной на фирменной табличке, на корпусе насоса должен быть четко набит его серийный номер (например, на напорном фланце по внешнему диаметру).
4.15.2.2 На табличке насосного агрегата указывают:
- надпись "Сделано в России";
- знак соответствия;
- наименование или товарный знак предприятия-изготовителя;
- обозначение стандарта или ТУ, по которым изготовлена и идентифицирована продукция;
- обозначение насосного агрегата (в обозначении насосов, предназначенных для взрыво-, пожароопасных производств, конструктивное исполнение насоса - индекс Е);
- серийный номер агрегата;
- год выпуска;
- мощность агрегата;
- массу агрегата;
- клеймо ОТК.
4.15.2.3 Материал таблички и способ нанесения надписей должны обеспечивать их сохранность в течение всего срока службы насоса или насосного агрегата.
4.15.2.4 Если насос и насосный агрегат изготавливаются на одном предприятии, допускается прикреплять одну табличку на насосный агрегат с обобщенной информацией.
Электрические параметры, если они отсутствуют на табличке электропривода, указывают на табличке агрегата.
4.15.2.5 Маркировку насосов и насосных агрегатов допускается проводить в соответствии с пунктом 8 ГОСТ Р 52743 и требованиями стандартов на насосы и насосные агрегаты конкретных типов.
4.16 Муфты
4.16.1 Основные положения
4.16.1.1 Насосы, как правило, следует соединять с приводом упругой муфтой.
Могут быть использованы другие виды муфт типа жесткой, полужесткой муфты или карданного вала, если они являются приемлемыми. В зависимости от условий эксплуатации (тип привода, вероятность ударных нагрузок, изменения частоты вращения, изменения гидравлических осевых нагрузок и т.д.) муфта должна быть выбрана в соответствии с максимальным крутящим моментом используемого привода и осевыми воздействующими факторами в соответствии с ГОСТ Р 50266. Предельная частота вращения муфты должна удовлетворять всем возможным рабочим частотам вращения привода насоса.
4.16.1.2 Проставок муфты должен позволять разборку (демонтаж) ротора насоса или замену узла уплотнения, включая втулки, без перемещения привода. Длина проставка муфты зависит от необходимого расстояния между концами валов для демонтажа насоса. Расстояние между концами валов должно соответствовать установленному в технической документации на конкретный тип насоса.
4.16.1.3 Конструкция муфт с гибкими конструктивными элементами должна обеспечивать предотвращение выхода из зацепления гибких элементов муфты при их неисправности. Осевое перемещение ступицы муфты на валу, позволяющее выход из зацепления, должно быть конструктивно предотвращено.
4.16.1.4 Должен быть обеспечен обязательный осевой зазор муфт для горизонтальных насосов с приводами, не допускающими осевой нагрузки на подшипники (см. таблицу 3).
Таблица 3 - Максимальный осевой зазор муфты
В миллиметрах
Минимальный осевой зазор между приводом и ротором | Максимальный осевой зазор муфты |
6 | 2 |
12 | 5 |
4.16.1.5 Полумуфты должны быть надежно зафиксированы от проворота и осевого перемещения относительно валов.
4.16.1.6 По требованию потребителя или рекомендации изготовителя муфты должны быть динамически отбалансированы в соответствии с ГОСТ ИСО 1940-1. Класс балансировки должен быть взаимно согласован между потребителем и изготовителем.
4.16.1.7 Если компоненты муфты отбалансированы совместно, сборка компонентов должна быть выполнена в соответствии с нанесенной на компоненты четкой и долго сохраняемой маркировкой.
4.16.1.8 Эксплуатационные радиальная, осевая и угловая несоосности не должны превышать пределы, установленные изготовителем муфты. Муфты необходимо выбирать с учетом условий эксплуатации (таких как температура, изменяющийся крутящий момент, количество включений и т.п.) и жесткости насоса, опорной плиты и станины привода.
4.16.1.9 Эксплуатационный коэффициент для гибких элементов муфт должен быть принят минимум 1,5 (см. 3.47).
4.16.1.10 Для муфт необходимо предусмотреть соответствующие защитные устройства. Защитные устройства разрабатываются в соответствии с правилами безопасности.
4.16.1.11 При поставке насоса без привода изготовитель насоса и потребитель должны согласовать следующие основные параметры:
a) система привода: тип, мощность, размеры, масса, способ монтажа;
b) муфта: тип, изготовитель, размеры, механическая обработка (расточка и шпоночный паз), защитное устройство;
c) диапазон частот вращения и входная мощность.
4.16.2 Муфты вертикальных насосов (полупогружных) с трансмиссионным валом
Если жесткий вал привода использован на вертикальном насосе с трансмиссионным валом без промежуточных подшипниковых опор, муфты должны быть стальными и жестко регулируемого типа. Резьбовое соединение валов необходимо заблокировать соответствующим устройством.
4.17 Опорная плита
4.17.1 Основные положения
Опорная плита для установки на месте эксплуатации и основание насоса предназначаются для противодействия силам, действующим извне на насос, указанным в 4.6, без превышения несоосности валов, определенной изготовителем муфты, и для минимизации неточности совмещений, вызванных иными механическими силами вследствие внутреннего температурного расширения и нагрузки гидравлической обвязки. Опорные плиты могут быть изготовлены из различных материалов.
4.17.2 Опорные плиты для горизонтальных насосов
4.17.2.1 При необходимости на опорной плите предусматривается зона для сбора и дренажа утечек всех вредных жидкостей. Для плит с отбортовкой дренажное соединение в бобышке на насосе должно быть резьбовым (минимум 25 мм) и обеспечивать эффективный дренаж. Поддон или верхняя поверхность опорной плиты должны иметь уклон минимум 8,5 мм на 1 м к стоку.
4.17.2.2 Насос и привод размещаются на одной опорной плите, если не установлено иное.
4.17.2.3 Монтажные приливы, предусмотренные для закрепления насоса и привода, должны иметь механически обработанные поверхности. Неплоскостность соответствующих обработанных поверхностей должна быть в пределах 0,2 мм на 1 м расстояния между приливами. Все приливы приводной системы должны быть механически обработаны для установки прокладок (минимальная толщина 1,5 мм) под элементы привода. Если привод поставляется изготовителем насоса, изготовитель обязан обеспечить и предоставить комплект прокладок из нержавеющей стали (минимальная толщина 3 мм). Если привод не поставляется изготовителем насоса, приливы под привод механически обрабатываются, но не сверлятся и комплект прокладок поставлять не требуется. Все прокладки должны свободно вставляться между крепежными болтами.
4.17.2.4 С нижней стороны опорной плиты под насосом и станиной привода следует устанавливать усиливающую сварную фасонную крестовину, жестко блокирующую от перемещения в вертикальном направлении опорную плиту после заливки жидкого цементного раствора.
4.17.2.5 Если это возможно, то опорные плиты для одноступенчатых консольных насосов с электроприводом, выполненным по стандартам МЭК, должны иметь предпочтительно стандартные размеры. Со всасывающей стороны одноступенчатых насосов, установленных на лапах, размеры плит предпочтительно выбирают по ОСТ 26-06-1493-87 [6]. Плиты могут быть заливаемыми и не заливаемыми раствором.
4.17.2.6 Если опорные плиты предназначены под заливку цементным раствором, в них необходимо предусмотреть минимум одно отверстие для заливки раствора с площадью сечения не менее 0,01 м и/или диаметром не менее 80 мм в каждой изолированной секции.
Расположение этих отверстий должно обеспечивать заполнение всей полости под опорной плитой без создания воздушных карманов. Вентиляционные отверстия должны быть предусмотрены для каждого разделенного перемычкой отсека. Для предупреждения прогиба в центре опорной плиты вентиляционные отверстия располагаются в верхней части прилегающих отсеков. Отверстия на опорной плите должны быть удобными для заливки цементным раствором с установленными на ней насосом и приводом. В заливочных отверстиях в водосборной области плиты (зона поддона) следует предусмотреть наличие возвышенных краев (отбортовку).
Если заливочные отверстия расположены в зоне попадания жидкости, то следует предусмотреть защиту металла отверстий.
4.17.2.7 Незаливаемые опорные плиты должны быть достаточно жесткими для противостояния нагрузкам, описанным в 4.6, при автономном монтаже или при монтаже болтами на фундаменте без заливки цементом.
4.17.2.8 По требованию потребителя или изготовителя опоры, используемые для осевой центровки насосов, перекачивающих горячую жидкость, должны иметь дополнительное охлаждение.
4.17.2.9 Для привода мощностью свыше 150 кВт предусматривается центровка расположения винтами каждого приводного элемента, облегчающая продольное и поперечное горизонтальное регулирование. Выступы крепления этих винтов должны быть расположены на опорной плите так, чтобы они не мешали установке или перемещению элементов привода.
4.17.2.10 По требованию потребителя предусмотрено раздельное вертикальное выравнивание винтами на внешнем периметре опорной плиты. Винты должны воспринимать нагрузку от опорной плиты, насоса и привода в пределах допускаемого прогиба. Необходимо предусмотреть не менее шести винтов.
4.17.2.11 Высота оси вала насоса над опорной плитой должна быть минимизирована.
4.17.2.12 По требованию потребителя для установки гидравлического домкрата следует предусмотреть вертикальный зазор между нижней точкой фланца каждого конца привода, редуктора и опорной плитой минимум 50 мм.
4.17.2.13 Если эпоксидная заливка указана потребителем в заявке или спецификации, изготовитель все заливаемые поверхности опорной плиты обязан грунтовать эпоксидной грунтовкой с катализатором с применением очистки и обезжиривания металла.
4.17.2.14 Двухопорные и многоступенчатые насосы с рабочей температурой на 170 °С больше температуры окружающей среды должны выверяться по оси вала при монтаже и предусматривать быстротечную поперечную и продольную выверки оси между лапами насоса и монтажными приливами опорной плиты, предусматривающую точное горизонтальное совмещение в течение температурного переходного процесса.
4.17.3 Опорные плиты для вертикальных насосов
4.17.3.1 Двухкорпусные вертикальные насосы должны иметь стальную опорную плиту, присоединенную непосредственно к внешнему кожуху корпуса или к цилиндру. Фундаментные болты не должны использоваться для закрепления фланцевых соединений под давлением.
4.17.3.2 Однокорпусные вертикальные насосы должны иметь монтажную компоновку по технической документации изготовителя.
4.17.3.3 По требованию потребителя для каждого приводного элемента (привод и редуктор) с целью облегчения горизонтального регулирования должны быть предусмотрены минимум четыре винта, ориентирующих и регулирующих расположение.
4.18 Специальные инструментальные средства
Специальные инструментальные средства, определенные изготовителем насоса как обязательные к применению для монтажа и демонтажа насоса, поставляются изготовителем.
5 Материалы
5.1 Выбор материалов
5.1.1 Материал, как правило, задается в спецификации. Если материал выбран потребителем, но изготовитель насосов считает, что другие материалы более приемлемы, они должны быть предложены изготовителем как возможный вариант согласно рабочим условиям, указанным в спецификации.
Материалы, применяемые для опасных жидкостей, должны быть согласованы между потребителем и изготовителем. В насосах, перекачивающих взрыво-, пожароопасные жидкости, для деталей, работающих под давлением, применять непластичные материалы не допускается.
Для высоко- или низкотемпературного применения (т.е. выше 175 °С или ниже минус 10 °С) изготовитель представляет проверочный расчет на прочность. Для материалов уплотнений - см. 4.13.3.3.
5.1.2 Материалы указываются в заявке с применением стандартных обозначений. Если такое обозначение не используется, в заявку к изготовителю (поставщику) материалов включается требование по обеспечению физических свойств, химического состава и испытаниям материала.
5.1.3 Изготовитель обязан устанавливать дополнительные испытания и проверки, гарантирующие, что материал пригоден для применения. Такие испытания и проверки необходимо перечислить в заявке.
Потребителю надлежит учитывать данные дополнительных испытаний и проверок, особенно для критических условий эксплуатации.
5.1.4 Применять материалы для насосов следует в соответствии с требованиями, изложенными ниже:
a) внешние части корпусов под давлением для насосов с двойным корпусом изготавливаются из углеродистой или легированной стали;
b) части корпусов под давлением для насосов, перекачивающих пожаро-, взрывоопасные или токсичные жидкости, должны быть из углеродистой или легированной стали;
c) чугун или другие конструкционные материалы могут быть применены для других условий работы.
5.1.5 Детали, изготавливаемые с нанесением твердых покрытий, облицовки или применением сварки и подвергаемые при эксплуатации воздействию рабочих жидкостей или окружающих условий, способствующих межкристаллитной коррозии, изготавливаются из низкоуглеродистых конструкционных или стабилизированных марок нержавеющих сталей аустенитного класса.
5.1.6 Материалы, критерии требований к отливкам и качеству сварки должны соответствовать требованиям национальных стандартов.
5.1.7 По требованию потребителя изготовитель обязан предоставить данные о химическом составе и механических свойствах от каждой плавки поставляемого материала для корпусных деталей, работающих под давлением.
5.1.8 Потребитель указывает наличие факторов, способствующих коррозии в перекачиваемой жидкости и в окружающей среде, включая компоненты, которые могут вызвать растрескивающие воздействия.
5.1.9 Неидентифицируемые второстепенные детали (гайки, пружины, прокладки, шайбы, шплинты и т.п.) должны иметь коррозионную стойкость, эквивалентную соответствующим узлам и деталям и той же окружающей среде. Прокладка или уплотнительный материал между валом и втулкой вала под набивку или механическое уплотнение должны удовлетворять условиям эксплуатации, что подтверждается изготовителем.
5.1.10 Сопрягаемые детали типа шпильки и гайки из нержавеющих аустенитных сталей с содержанием хрома 18% и никеля 8% или материалов, имеющих аналогичную склонность к наволакиванию при эксплуатации, перед сборкой необходимо смазать соответствующим антизадирным составом.
5.1.11 Не защищенные от смачивания рабочие компоненты насоса (корпуса под давлением, приводные валы, уравновешивающие поршни, рабочие колеса и элементы болтового соединения) надлежит выполнять из материалов с пределом текучести более 620 Н/мм
или твердостью более HR
22. Сборные сварные компоненты должны быть отпущены, если необходимо, так, чтобы и сварные швы, и подвергшаяся сварке область удовлетворяли требованиям по пределу текучести и твердости. Потребитель несет ответственность за указание наличия подобных факторов и сред.
5.2 Отливки
5.2.1 Изготовитель указывает марку материала литья в спецификации.
5.2.2 Литье должно быть доброкачественным и без усадочных раковин, свищей, газовых раковин, окалины и других дефектов. Поверхность литья необходимо очистить пескоструйной обработкой, в дробеметной камере, травлением или другим стандартным способом. Облои разъемов форм, остатки от литников и стояков должны быть обрублены, запилены или сточены с применением охлаждающей жидкости.
5.2.3 Использование жеребеек в литье должно быть минимальным. Жеребейки должны быть чистыми, без следов коррозии (с разрешенным покрытием) и совместимые с материалом корпуса.
5.2.4 Дефекты отливок работающих под давлением корпусов из черных и цветных металлов не должны устраняться наклепом, тампонированием, наплавкой или пропиткой. Если возможно исправление сваркой, на материал составляется спецификация; исправление сваркой проводится в соответствии с этой спецификацией. Нормы допустимых и подлежащих исправлению дефектов, способы и технология исправления, объем и методы контроля разрабатываются и утверждаются изготовителем.
5.3 Сварка
5.3.1 Трубопроводы, соединяющиеся с корпусами, работающими под давлением, должны соответствовать указаниям следующих пунктов:
a) сварка всасывающих и напорных патрубков производится с полным проваром стенки. Сварка разнородных металлов не допускается. Потребителю надлежит установить вид обязательного контроля сварки патрубков: методом магнитной или цветной дефектоскопии.
b) вспомогательный трубопровод, привариваемый к корпусу из легированной стали, изготовлен из материала с теми же свойствами, что и корпус, или из низкоуглеродистой аустенитной нержавеющей стали. Другой материал, совместимый с материалом корпуса и условиями эксплуатации, может быть применен с разрешения потребителя. Все сварные конструкции должны быть термообработаны согласно соответствующему стандарту на материал. Если это невозможно, во время сварки принимаются технологические меры в соответствии со стандартом на материалы. Вспомогательные трубопроводы, сваренные с корпусом, завершаются фланцем, если это установлено потребителем.
c) по требованию потребителя предложения изготовителя по исполнению соединений трубопроводов следует представить потребителю для согласования перед изготовлением. Предложения должны содержать сведения о сварочном расчете, размерах, материалах, предварительном подогреве и послесварочной термообработке.
5.3.2 Сварка деталей трубопроводов и корпусов, работающих под давлением, должна осуществляться аттестованными сварщиками в соответствии с согласованными условиями сварки. Исправление сваркой см. 5.2.4.
5.4 Контроль материалов
5.4.1 При необходимости или по требованию потребителя контроль сварки и материала (радиографический, ультразвуковой, методом магнитной или цветной дефектоскопии) проводится в соответствии с национальными нормативными документами.
5.4.2 По требованию потребителя отчеты о всех термообработках и радиографии (полностью идентифицированные) независимо от того, выполнялись они в нормальном производственном процессе или частично при исправлении, сохраняются в течение пяти лет.
5.4.3 Если методы контроля, указанные в 5.4.1, необходимы, нормы допускаемых дефектов следует согласовать между потребителем и изготовителем. Дефекты, превышающие допускаемые нормы, должны быть уменьшены до соответствия качеству эталона с дополнительным контролем, предшествующим исправлению сваркой.
5.5 Низкотемпературное исполнение
Для работы при температурах жидкости ниже минус 30 °С или, по требованию потребителя, для низких температур окружающей среды сталь должна иметь достаточные свойства ударной вязкости при самой низкой установленной температуре и при минимальной стандартной пластичности. Для материалов и толщин, не установленных соответствующими стандартами, потребитель должен устанавливать требования в спецификации.
6 Заводской контроль и испытания
6.1 Основные положения
6.1.1 Любые или все предусмотренные проверки и испытания могут быть затребованы потребителем, что должно быть отражено в спецификации (см. приложение А). Проверки и испытания могут быть засвидетельствованы потребителем или гарантированы изготовителем. Протокол проверок и испытаний подписывают представители потребителя и изготовителя. Свидетельство выдает представитель изготовителя.
6.1.2 Если предусмотрена проверка, представителю потребителя предоставляется доступ на предприятие изготовителя к оборудованию и данным, позволяющим проводить проверку. Изготовитель должен составить и утвердить полный детальный список всех заключительных испытаний и подготовить необходимое количество копий (дубликатов) результатов испытаний, включая графические характеристики, и данные, гарантирующие их достоверность. Все рабочие испытания и механические проверки изготовитель должен закончить до проверки потребителем.
6.1.3 Положительные результаты заводских испытаний не освобождают изготовителя от обеспечения эксплуатационных качеств насосного оборудования в соответствии с установленными рабочими условиями и не являются основанием для освобождения изготовителя от его ответственности.
6.2 Проверка
6.2.1 Инспекционные работы будут сведены к минимуму при назначении от изготовителя ответственного лица для обеспечения инспектора всеми указанными сертификатами на материалы и данными заводских испытаний, подтверждающими соответствие требованиям спецификации или контракта.
6.2.2 Если потребителем установлен инспекционный контроль, поверхности деталей, работающих под давлением, не должны быть окрашены до окончания испытания и проверки, если нет иного соглашения.
6.2.3 Если потребителем установлен инспекционный контроль инспектором, изготовитель может организовать участие потребителя в контроле по месту производства во время визита инспектора.
6.2.4 Могут требоваться следующие проверки:
- компонентов (узлов) перед сборкой;
- после проведения испытаний под нагрузкой;
- установочных размеров;
- вспомогательных трубопроводов и иного вспомогательного оборудования;
- информации на фирменной табличке (см. 4.15.2).
6.3 Испытания
6.3.1 Общие требования
6.3.1.1 Потребитель устанавливает степень своего участия в испытаниях:
a) "свидетельские испытания" - испытания, проводимые в соответствии с программой испытаний в присутствии потребителя. Обычно подразумевают повторные испытания;
b) испытания, при которых потребитель требует уведомления о времени их проведения. При этом испытания проводятся в запланированные сроки, и, если потребитель не принимает участие в испытаниях, изготовитель может продолжать технологический процесс. С момента планирования испытания потребитель должен быть готов провести на заводе больше времени, чем в случае "свидетельских испытаний".
6.3.1.2 Вертикальные насосы обычно испытываются полностью собранными. Испытание только корпуса и колеса недопустимо. В случаях, когда испытание агрегата нецелесообразно из-за длины насоса, изготовитель насоса должен представить предложения по альтернативным методам испытаний.
6.3.1.3 Потребителю следует определить, какие требования следующих пунктов должны входить в объем испытаний:
a) гидростатические испытания, 6.3.3;
b) параметрические испытания, 6.3.4;
c) кавитационные испытания, 6.3.5;
d) заводские проверки, 6.2;
e) разборка и контроль слива остатков жидкости после рабочих испытаний, если нет необходимости выполнения требований по 6.3.4.7;
f) другие испытания, не указанные в перечислениях а)-е), и другие виды проверок, установленных в запросе или в заказе.
Кроме того, потребителю необходимо указать, являются ли эти испытания свидетельскими или наблюдаемыми.
6.3.2 Документация испытаний
По требованию потребителя акт проведенных испытаний должен подтверждать:
a) соответствие химического состава стандартным техническим требованиям изготовителя на плавку или образцу;
b) соответствие механических свойств стандартным техническим требованиям изготовителя на плавку и термообработку или образцу;
c) отсутствие склонности к межкристаллитной коррозии (при необходимости);
d) результаты неразрушающих испытаний, например опрессовки, ультразвука, цветной и магнитной дефектоскопии, радиографического метода, спектральной идентификации.
6.3.3 Гидростатические испытания
6.3.3.1 Каждый корпус, находящийся под давлением (см. определение в 3.31), подвергается гидростатическому испытанию чистой водой при температуре окружающей среды (минимум 15 °С для углеродистых сталей) в соответствии с требованиями, указанными в следующих пунктах:
a) насосы с радиальными и осевыми разъемами корпусов (все материалы) должны быть испытаны давлением, превышающим максимально допустимое рабочее давление минимум в 1,5 раза;
b) двойные корпуса насосов, горизонтальных многоступенчатых и других насосов специального исполнения, если одобрено потребителем, могут быть испытаны поступенчато соответствующим секционным давлением;
c) вспомогательное оборудование, включая наружные трубопроводы для перекачиваемой жидкости, должно быть испытано давлением, превышающим максимально допустимое рабочее давление минимум в 1,5 раза.
Давление гидростатических испытаний должно быть в 1,5 раза больше максимально допустимого рабочего давления корпуса при комнатной температуре, несмотря на то, что при проведении гидростатических испытаний с повышенной температурой жидкости прочность материала будет ниже прочности материала при комнатной температуре. В спецификации указывается фактическое давление гидростатических испытаний.
6.3.3.2 Значение испытательного давления для охлаждающих каналов, корпусов подшипников, камеры уплотнений, охлаждения опор, масляных холодильников и т.п. должно превышать значение максимально допустимого рабочего давления в 1,5 раза, но не менее 0,3 МПа.
6.3.3.3 Испытания не должны прерываться в течение периода времени, позволяющего провести проверки узлов под давлением. Гидростатические испытания являются удовлетворительными, если нет видимых утечек корпусов или корпусных узлов при выдержке давления испытания не менее 30 мин.
Время испытаний больших и тяжелых корпусов может увеличиваться по согласованию между потребителем и изготовителем. Для поддержания постоянного давления и функционирования стендового испытательного насоса при секционных испытаниях корпусов должна обеспечиваться герметизация испытываемых секций.
6.3.3.4 Если заданы гидростатические испытания полностью собранного насоса, необходимо предотвратить перегрузку вспомогательных комплектующих изделий типа сальниковой набивки, торцевого уплотнения и т.п. (см. 4.13.3.5).
6.3.4 Параметрические испытания
6.3.4.1 Если не установлено иное, изготовитель должен при заводских испытаниях получить минимум пять точек, фиксируемых в протоколе испытаний, включая напор, подачу и мощность. Эти пять точек должны быть согласованы с потребителем, но, как правило, показания снимают при нулевой подаче (с закрытой напорной задвижкой), минимальной непрерывной стабильной подаче, на полпути между минимальной и расчетной подачей, при расчетной подаче и 110% расчетной подачи.
6.3.4.2 Эквивалентные методы испытаний жидкостью, отличной от чистой холодной воды, и для рабочих условий (например, испытание с подпором) должны быть согласованы между потребителем и изготовителем.
6.3.4.3 Привод потребителя не должен использоваться при заводских испытаниях, если при данных испытаниях возможны значительные перегрузки.
6.3.4.4 Насос необходимо испытывать со всеми установленными уплотнениями, если они сочетаются с водой. Насосы с двойными торцевыми уплотнениями или уплотнениями типа "тандем" для подачи масла должны иметь чистую минеральную затворную жидкость (минеральное масло) или чистую водопроводную воду между двумя уплотнениями.
6.3.4.5 Во время заводских испытаний насос должен работать без превышения допустимого нагрева подшипников или без других отмеченных неблагоприятных факторов (например, шум, вызванный кавитацией).
6.3.4.6 Если необходимо разбирать насос после заводских испытаний единственно с целью подрезки рабочего колеса для удовлетворения допуска отклонения по напору, можно не проводить требуемые повторные испытания, если уменьшение напора не превышает 8% для насосов с типовым числом 1,5 (для определения
см. ГОСТ 6134, п.3.1.30). Диаметр рабочего колеса, на котором проводились испытания, и диаметр колеса после его подрезки фиксируются в протоколе испытаний, отражающем рабочую характеристику насоса при испытаниях и характеристику, вычисленную для уменьшенного диаметра рабочего колеса.
6.3.4.7 Если требуется разборка насоса для иных доработок, таких как доведение КПД, NPSH или механическая доработка, то результаты испытаний не являются окончательными. После выполнения подобных доработок проводятся повторные заводские испытания.
6.3.4.8 Гидравлические испытания проводятся в соответствии с ГОСТ 6134.
6.3.4.9 По требованию потребителя после выполненных по результатам испытаний доработок проверяются: вибрация (см. 4.3.2), температура подшипников, утечки уплотнений.
6.3.4.10 Если необходимо проведение шумовых испытаний, уровни шума, генерируемого насосом, должны соответствовать ГОСТ Р 51401 и ГОСТ Р 51402 или согласованы между потребителем и изготовителем.
6.3.5 Кавитационные испытания
6.3.5.1 Данные допустимого кавитационного запаса NPSHR обычно должны быть сняты с четырех точек: с минимальной постоянной устойчивой подачей, в середине между минимальной и расчетной подачей, на расчетной подаче и 110% расчетной подачи.
6.3.5.2 Для кавитационных испытаний предпочтительнее использовать закрытый испытательный контур. Кавитационные испытания по согласованию между изготовителем и потребителем допускается проводить через всасывающий клапан или переменную глубину входного колодца.
6.3.5.3 Кавитационные испытания должны проводиться в соответствии с ГОСТ 6134.
6.4 Заключительная проверка
Заключительная проверка проводится для подтверждения выполнения объема поставки в соответствии с заказом потребителя, включая идентификацию компонентов, окраску, консервацию и документацию.
7 Подготовка к отгрузке
7.1 Основные положения
7.1.1 Подготовка к отгрузке выполняется после всех испытаний, проверок оборудования и их одобрения потребителем.
7.1.2 После заводских испытаний и проверок насосы с тремя или более ступенями разбираются, а все внутренние узлы, выполненные из некоррозионно-стойкого материала, перед сборкой покрываются соответствующим консервантом для предупреждения коррозии. Для одно- и двухступенчатых насосов необходимо без разборки после заводских приемочных испытаний обеспечить полный дренаж, сушку и профилактическую консервацию всех внутренних частей насоса, включая камеры уплотнения. Все насосы отгружаются полностью собранными, кроме случаев, когда это нецелесообразно из-за размеров или конфигурации. В этих случаях изготовитель представляет соответствующую информацию.
7.1.3 Оборудование надлежит подготовить для указанного типа отгрузки. Подготовка призвана обеспечить хранение оборудования в течение 6 месяцев на открытом воздухе с момента отгрузки, исключить разборку перед началом работы, кроме разборки для проверки подшипников и уплотнений. Если хранить оборудование предстоит более длительное время, потребитель может проконсультироваться с изготовителем относительно необходимых процедур.
7.2 Уплотнение валов
Если не согласовано иное:
a) мягкая набивка поставляется отдельно для установки на месте. В этом случае требуется надежно прикрепить ярлык с предупреждением, что в камере сальника отсутствует набивка;
b) механические уплотнения в сборе устанавливаются на насос перед отгрузкой. Они должны быть чистыми, смазанными, если необходимо, и готовыми для начала работы.
7.3 Хранение и подготовка к транспортированию
7.3.1 Перед отгрузкой все внутренние полости и детали, выполненные из материалов, неустойчивых к коррозионному воздействию окружающей среды, надлежит осушить и обработать консервантом, предохраняющим от коррозии.
7.3.2 Все внешние поверхности, подверженные атмосферной коррозии, за исключением подвергнутых механической обработке, должны иметь покрытие по технической документации изготовителя.
Для невидимых поверхностей вертикальных насосов независимо от того, погружные они или нет, способ защиты необходимо согласовать между потребителем и изготовителем.
7.3.3 Все внешние механически обработанные поверхности должны иметь соответствующее покрытие для предупреждения коррозии.
7.3.4 Подшипники и корпуса подшипников защищаются консервантом, совместимым со смазкой. К насосу надежно прикрепляется ярлык, предупреждающий, что перед запуском смазочное масло в корпусе подшипника должно быть дополнено до необходимого уровня.
7.3.5 Информация о предохранительных средствах и способах расконсервации надежно прикрепляется к насосу.
7.3.6 Изготовитель должен предоставить потребителю инструкцию по хранению, подготовке к монтажу на рабочем месте и пуску насоса.
7.4 Закрепление вращающихся узлов при транспортировании
Во избежание повреждений подшипников, вызванных вибрацией во время транспортирования, вращающиеся части закрепляются в соответствии со способом и расстоянием транспортирования и в зависимости от массы ротора и конструкции подшипников. При этом предупреждающий ярлык должен быть надежно прикреплен.
7.5 Отверстия
Все элементы необходимо подготовить соответствующим образом (в том числе трубопроводы и вспомогательное оборудование) для предотвращения повреждений во время отгрузки или хранения.
Фланцы и патрубки должны быть закрыты заглушками и опломбированы. Резьбовые отверстия заглушаются резьбовыми пробками (см. также 4.5.3).
7.6 Трубопроводы и вспомогательное оборудование
Меры предосторожности призваны гарантировать, что трубопроводы и вспомогательное оборудование не будут повреждены во время отгрузки или хранения.
7.7 Идентификация
Насос и все компоненты, поставляемые отдельно от насоса, должны иметь четкую долговременную маркировку с указанием идентификационного номера.
7.8 Инструкция по монтажу
Один экземпляр стандартной инструкции по монтажу должен быть упакован и отправлен изготовителем вместе с насосом.
Инструкция по монтажу может быть как отдельным документом, так и частью инструкции по эксплуатации.
8 Ответственность
8.1 Изготовитель поставляемых деталей и частей оборудования несет ответственность за их конструкцию, изготовление и поставку качественных изделий.
8.2 Изготовитель оборудования несет ответственность за его эксплуатационные качества во всех рабочих условиях, указанных в спецификации.
8.3 Потребитель несет ответственность за достоверное и правильное указание рабочих условий в спецификации.
8.4 Потребитель также несет ответственность за хранение, монтаж, эксплуатацию и техническое обслуживание оборудования в соответствии с инструкцией по эксплуатации.
Приложение A
(рекомендуемое)
Техническая спецификация центробежных насосов
A.1 Основные положения
Техническая спецификация является необходимой для описания центробежных насосов при:
- запросе, заказе и контроле договора потребителем;
- участии в тендере;
- производстве изготовителем.
Техническая спецификация насоса составляется в соответствии с настоящим стандартом. Пример формы технической спецификации приведен на рисунке A.1*.
________________
* В связи с особенностями российского производства структура спецификации, приведенной в данном приложении, может быть изменена.
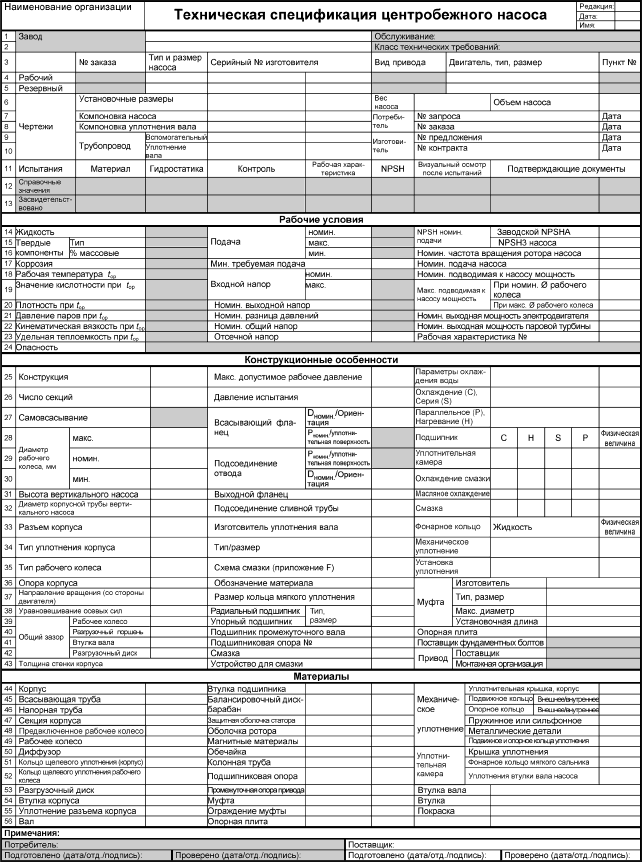
Рисунок A.1 - Форма технической спецификации
Техническая спецификация с целью обеспечения большего количества места для внесения данных может быть увеличена и разделена на две страницы, но при этом нумерация строк в любом случае должна соответствовать стандартной технической спецификации.
A.2 Инструкция по заполнению технической спецификации
Обязательные сведения должны быть отмечены крестиком (x) в соответствующей колонке.
Строки, заполняемые потребителем при заказе, отмечать заливкой.
Для отражения обязательных сведений, а также для отметок о пересмотре пунктов, в которые были внесены изменения или добавлена информация, использовать колонки бланка.
Для обеспечения обратной связи информации данной строки и позиции колонки использовать следующий ключ: "линия xx/yy", где xx - номер строки, а yy - номер колонки.
a) для трех колонок:
Колонка 1 | Колонка 2 | Колонка 3 | |||||
30 | X | 30 |
Например, линия 30/2: строка N 30/колонка N 2.
b) для двух колонок:
Колонка 1 | Колонка 2 | ||||
56 | X | 56 |
Например, линия 56/1: строка N 56/колонка N 1.
c) для одной колонки:
Колонка 1 | |||
7 | X | 7 |
Например, линия 7: строка N 7.
Детальное пояснение конкретных терминов приведено в таблице A.1.
Таблица A.1
Линия | Термин | Пояснение |
1/1 | Завод | Способ размещения, месторасположения, эксплуатации, строения или другие характеристики |
1/2 | Обслуживание | Рабочие условия (например, насос подачи горячей воды, насос сточных вод, пожарный насос, циркуляционный насос, осушительный насос и пр.) |
2/2 | Класс технических требований | Например, класс I, II или III |
3/2 | Вид привода | Краткая характеристика приводится в примечании |
7/1 | Потребитель | Название компании |
9/2 | Изготовитель | Название компании |
11 по 13 | Испытания | Компания или уполномоченный, который должен выполнять различные испытания, например изготовитель; на соответствие каким стандартам (51) проводятся испытания и имя лица, уполномоченного на засвидетельствование испытаний |
14/1 | Жидкость | Достаточно точные характеристики (обозначение) жидкости. Если используется смесь, ее состав должен быть приведен в примечаниях |
14/3 | Надкавитационный напор (NPSH), имеющийся на номинальном режиме (номинальная подача) | Может возникнуть необходимость в принятии во внимание условий имеющегося NPSHA |
15/1 | Содержание твердых частиц | Вид и размер зерна твердых элементов в жидкости, их количество в массовом проценте от жидкости, характеристика зерна (круглое, кубическое, продолговатое) и плотность твердой фазы (кг/дм |
17/1 | Коррозия | Коррозионные компоненты жидкости |
18/2 | Входной напор | Максимальное давление на входе во время работы, например изменение уровня давления системы и пр. |
19/3 | Максимальная подводимая к насосу мощность при номинальном диаметре рабочего колеса | Максимальная мощность насоса, рекомендуемая для заданного диаметра рабочего колеса и определенная для заданных плотности, вязкости среды и скорости вращения рабочего колеса |
20/3 | Максимальная подводимая к насосу мощность при максимальном диаметре рабочего колеса | Максимальная мощность насоса, рекомендуемая для максимального диаметра рабочего колеса и определенная для заданных плотности, вязкости среды и скорости вращения рабочего колеса |
21/3 | Расчетная мощность двигателя | Определяется условиями: |
22/2 | Номинальный общий напор | Максимальный напор для данного рабочего колеса |
24/1 | Опасность | Например, пожароопасность, токсичность, пахучесть, едкость, радиоактивность |
33/1 | Разъем корпуса | Радиальный, осевой, параллельно оси вала |
34/2 | Тип/размер (уплотнение вала) | Для механического уплотнения: |
35/1 | Тип рабочего колеса | Например, закрытый, открытый, канальный и пр. |
36/1 | Опора корпуса | Например, по оси вала, по лапам, кронштейн |
38/1 | Уравновешивание осевых сил | Например, упорный подшипник, балансирующий диск/барабан, балансировочное отверстие, оппозитное рабочее колесо |
38/2 | Тип, размер радиального подшипника | Включая внутренний зазор |
39/2 | Тип, размер упорного подшипника | Включая внутренний зазор |
42/2 | Смазка | Тип смазки, например масло, масло под давлением, смазочное вещество (консистентная смазка) и пр. |
43/2 | Устройства для смазки | Масляный насос, пресс-масленка, уровнемер для масла, смазочный стакан, смотровое стекло со шкалой и пр. |
42/3 | Привод | Для большей информативности использовать дополнительный лист спецификации или примечания |
Приложение B
(обязательное)
Внешние силы и моменты, прикладываемые к патрубкам (фланцам) насоса
B.1 Основные положения
Силы и моменты, приложенные к патрубкам (фланцам) насоса при присоединении трубопровода, могут вызвать несоосность валов насоса и привода, деформацию и превышение предельных нагрузок в корпусе насоса или болтов крепления насоса к опорной плите.
В настоящем приложении предложен простой метод проверки допустимости нагрузок, передаваемых насосу трубопроводом. В данном методе нагрузки (силы и моменты) вычисляются проектировщиком трубопровода, а оценка максимально допустимых нагрузок на патрубках (фланцах) для различных групп зависит от их размеров и способа установки.
B.2 Определение группы насоса
Основное количество групп было определено конструкцией насосов и наиболее часто используемыми эксплуатационными режимами.
Характеристика групп горизонтальных насосов приведена в таблице B.1, а вертикальных - в таблице B.2.
Если определенное исполнение насоса не отражено в настоящих таблицах, то изготовитель может отнести его к одной из групп по своему усмотрению или же должно быть проведено согласование между потребителем и изготовителем в каждом конкретном случае.
B.3 Допустимые значения сил и моментов
B.3.1 Максимально допустимые силы и моменты для каждой группы насосов были установлены с применением соответствующих коэффициентов к базовым значениям, которые являются характерными для каждой группы насосов (см. таблицы В.4 и В.5).
B.3.2 Базовые значения, приведенные в таблице В.З, применимы к каждому из фланцев насоса, учитывая расположение трех осей координат в зависимости от рассматриваемого фланца.
Таблица B.1 - Классификация групп горизонтальных насосов
N группы и число секций | Основная | Технические параметры | Материал | ||
Максимально | Максимально | Фланец | |||
1 |
| 5,5 | 430 | 350 | Литая сталь |
2 |
| 5,5 | 430 | 350 | Литая сталь |
3 |
| 5,5 | 430 | 400 | Литая сталь |
4A |
| 2,5 | 110 | 150 | Чугун |
4B | 4,0 | 175 | 150 | Литая сталь | |
5A |
| 2,0 | 110 | 600 | Чугун |
5B | 12,0 | 175 | 450 | Литая сталь | |
6 |
| 12,0 | 175 | 450 | Литая сталь |
7A |
| 15,0 | 175 | 350 | Литая сталь |
7B | |||||
7C | |||||





Таблица В.2 - Классификация групп вертикальных насосов
N группы | Основная схема | Технические параметры | Материал | |||
Максимально | Максимально допустимая | Фланец | ||||
10A |
| Патру- | 2,0 | 60 | От 50 до 600 включ. | Чугун |
10B | Литая сталь | |||||
11 A |
| 2,0 | 60 | " 50 " 600 " | Чугун | |
11B | Литая сталь | |||||
12A |
| 3,0 | От 0 до 110 включ. | " 40 " 350 " | Чугун | |
12B | 5,5 | " - 45 " 250" | Литая сталь | |||
13A |
| 3,0 | " 0 " 110 | " 40 " 350 " | Чугун | |
13B | 5,5 | " - 45 " 250 | Литая сталь | |||
14A |
| 3,0 | " 0 " 110 | " 40 " 350 " | Чугун | |
14B | 5,5 | " - 45 " 250 | Литая сталь | |||
15A |
| 3,0 | " 0 " 110 | " 40 " 350 " | Чугун | |
15B | 5,5 | " - 45 " 250 | Литая сталь | |||
16A |
| 3,0 | 110 | "40 " 150 " | Чугун | |
16B | 250 | " 40 " 200 " | Литая сталь | |||
17A |
| 3,0 | 110 | "40 " 150 " | Чугун | |
17B | 250 | " 40 " 200 " | Литая сталь | |||
Примечание - Части, изготовленные из стали (сварные), могут быть приравнены к литой стали, поскольку допустимые нагрузки рассмотрены при условии, что они имеют жесткую конструкцию с эквивалентной толщиной стенки. | ||||||
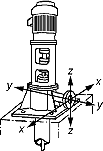
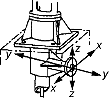
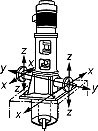
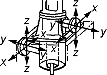

Таблица В.3 - Базовые значения сил и моментов для горизонтальных и вертикальных насосов
Тип насоса, патрубок | Диаметр | Сила, Н | Момент, Н·м | ||||||
Горизонтальный насос | 40 | 1000 | 1250 | 1100 | 1950 | 900 | 1050 | 1300 | 1900 |
Верхний патрубок, расположенный вдоль оси | 50 | 1350 | 1650 | 1500 | 2600 | 1000 | 1150 | 1400 | 2050 |
80 | 2050 | 2500 | 2250 | 3950 | 1150 | 1300 | 1600 | 2350 | |
100 | 2700 | 3350 | 3000 | 5250 | 1250 | 1450 | 1750 | 2600 | |
150 | 4050 | 5000 | 4500 | 7850 | 1750 | 2050 | 2500 | 3650 | |
200 | 5400 | 6700 | 6000 | 10450 | 2300 | 2650 | 3250 | 4800 | |
250 | 6750 | 8350 | 7450 | 13050 | 3150 | 3650 | 4450 | 6550 | |
300 | 8050 | 10000 | 8950 | 15650 | 4300 | 4950 | 6050 | 8900 | |
350 | 9400 | 11650 | 10450 | 18250 | 5500 | 6350 | 7750 | 11400 | |
400 | 10750 | 13300 | 11950 | 20850 | 6900 | 7950 | 9700 | 14300 | |
450 | 12100 | 14950 | 13450 | 23450 | 8500 | 9800 | 11950 | 17600 | |
500 | 13450 | 16600 | 14950 | 26050 | 10250 | 11800 | 14450 | 21300 | |
550 | 14800 | 18250 | 16450 | 28650 | 12200 | 14050 | 17100 | 25300 | |
600 | 16150 | 19900 | 17950 | 31250 | 14400 | 16600 | 20200 | 29900 | |
Горизонтальный насос | 40 | 1250 | 1000 | 1100 | 1950 | 900 | 1050 | 1300 | 1900 |
Боковой патрубок, расположенный вдоль оси | 50 | 1650 | 1350 | 1500 | 2600 | 1000 | 1150 | 1400 | 2050 |
80 | 2500 | 2050 | 2250 | 3950 | 1150 | 1300 | 1600 | 2350 | |
100 | 3350 | 2700 | 3000 | 5250 | 1250 | 1450 | 1750 | 2600 | |
150 | 5000 | 4050 | 4500 | 7850 | 1750 | 2050 | 2500 | 3650 | |
200 | 6700 | 5400 | 6000 | 10450 | 2300 | 2650 | 3250 | 4800 | |
Вертикальный насос | 250 | 8350 | 6750 | 7450 | 13050 | 3150 | 3650 | 4450 | 6550 |
Боковой патрубок под прямым углом от вала и расположенный вдоль оси | 300 | 10000 | 8050 | 8950 | 15650 | 4300 | 4950 | 6050 | 8900 |
350 | 11650 | 9400 | 10450 | 18250 | 5500 | 6350 | 7750 | 11400 | |
400 | 13300 | 10750 | 11950 | 20850 | 6900 | 7950 | 9700 | 14300 | |
450 | 14950 | 12100 | 13450 | 23450 | 8500 | 9800 | 11950 | 17600 | |
500 | 16600 | 13450 | 14950 | 26050 | 10250 | 11800 | 14450 | 21300 | |
550 | 18250 | 14800 | 16450 | 28650 | 12200 | 14050 | 17100 | 25300 | |
600 | 19900 | 16150 | 17950 | 31250 | 14400 | 16600 | 20200 | 29900 | |
Горизонтальный насос | 40 | 1100 | 1000 | 1250 | 1950 | 900 | 1050 | 1300 | 1900 |
Концевой патрубок, расположенный вдоль оси | 50 | 1500 | 1350 | 1650 | 2600 | 1000 | 1150 | 1400 | 2050 |
80 | 2250 | 2050 | 2500 | 3950 | 1150 | 1300 | 1600 | 2350 | |
100 | 3000 | 2700 | 3350 | 5250 | 1250 | 1450 | 1750 | 2600 | |
150 | 4500 | 4050 | 5000 | 7850 | 1750 | 2050 | 2500 | 3650 | |
200 | 6000 | 5400 | 6700 | 10450 | 2300 | 2650 | 3250 | 4800 | |
250 | 7450 | 6750 | 8350 | 13050 | 3150 | 3650 | 4450 | 6550 | |
300 | 8950 | 8050 | 10000 | 15650 | 4300 | 4950 | 6050 | 8900 | |
350 | 10450 | 9400 | 11650 | 18250 | 5500 | 6350 | 7750 | 11400 | |
400 | 11950 | 10750 | 13300 | 20850 | 6900 | 7950 | 9700 | 14300 | |
450 | 13450 | 12100 | 14950 | 23450 | 8500 | 9800 | 11950 | 17600 | |
500 | 14950 | 13450 | 16600 | 26050 | 10250 | 11800 | 14450 | 21300 | |
550 | 16450 | 14800 | 18250 | 28650 | 12200 | 14050 | 17100 | 25300 | |
600 | 17950 | 16150 | 19900 | 31250 | 14400 | 16600 | 20200 | 29900 | |
| |||||||||
Таблица В.4 - Коэффициенты для базовых значений сил и моментов для горизонтальных насосов
N группы насоса | Коэффициент для базовых значений | |
силы | момента | |
1 | 0,85 |
|
2 | 0,85 |
|
3 | 1 | 1 |
4А | 0,30 |
|
4В | 0,72 |
|
5А | 0,40 | 0,30 |
5В | 1 | 1 |
6 | 1 | 1 |
7А | 1 | 1 |
7В | 1 | 0,75 |
7С | 1 | 0,50 |
Таблица В.5 - Коэффициенты приведения к фактическим значениям сил и моментов для вертикальных насосов
N группы насоса | Коэффициент | |
для силы | для момента | |
10A | 0,3 | 0,3 |
10B | 0,6 | 0,6 |
11A | 0,1 | 0,1 |
11B | 0,2 | 0,2 |
12A | 0,375 |
|
12B | 0,75 |
|
13A | 0,262 |
|
13B | 0,525 |
|
14A | 0,375 |
|
14B | 0,75 |
|
15A | 0,262 |
|
15B | 0,525 |
|
16A | 0,5 | 0,5 |
16B | 1 | 1 |
17A | 0,375 |
|
17B | 0,75 |
|
| ||
B.4 Пути увеличения базовых значений сил и моментов
B.4.1 Основные положения
Основные значения сил и моментов указаны для насосов со стандартными составными элементами и применяемых для нормального обслуживания. С целью облегчения проектирования и строительства трубопровода потребителю может быть предложено увеличение базовых значений сил и моментов, если назначение трубопровода требует этого.
B.4.1.1 Горизонтальные насосы
Необходимо учитывать два возможных типа исполнения горизонтальных насосов:
a) с усиленными фундаментными плитами (выполняются изготовителем);
b) с корректирующими устройствами (выполняются потребителем):
- при отключении насоса с дополнительной регулировкой или без нее;
- с предварительной нагрузкой трубопроводов.
B.4.1.2 Вертикальные насосы
Для вертикальных насосов только к группам 12B, 14B, 15B, 16B и 17B может быть применено увеличение базовых допустимых нагрузок, за исключением следующих случаев:
- отключение насоса с или без регулировки;
- усиленные или залитые раствором опорные плиты.
Основанием для увеличения базовых допустимых нагрузок могут быть:
- предварительно нагружаемый трубопровод;
- использование взвешивания или формулы компенсации;
- комбинация этих двух вариантов.
Предварительное нагружение трубопровода неприменимо для группы 16B.
Увеличения базовых допустимых нагрузок могут быть применены, если предварительно было достигнуто соглашение между потребителем и изготовителем.
B.4.2 Нагружение или формула компенсации
Если не все приложенные нагрузки достигают максимально допустимых величин, одна из них может превысить нормальный предел при условии, что выполнены следующие требования:
- каждый компонент силы или момента не должен превышать 1,4 его максимально допустимой величины;
- фактические силы и моменты, действующие на каждый фланец, соответствуют следующей формуле:
 (2)
(2)
где - суммарные нагрузки на уровне насоса (фланец входа + фланец выхода) и
- арифметические суммы для каждого фланца (входного и выходного) как расчетного, так и максимально допустимого значения без учета их алгебраического знака.
B.4.3 Влияние материала и температуры
В отсутствие какой-либо противодействующей нагрузки все значения сил и моментов приведены в таблицах B.1 и B.2 для основного материала рассматриваемой группы насоса и для максимальной температуры, равной 100 °C.
Выше этой температуры и для других материалов величины нагрузок должны быть скорректированы в соответствии с отношением их модулей эластичности по следующей формуле:
![]() , (3)
, (3)
где - модуль эластичности основного материала при 20 °С;
- модуль эластичности материала, выбранного при рабочей температуре
.
B.5 Обязанности изготовителя и потребителя
Изготовитель обязан сообщить потребителю группу, к которой принадлежит предложенное оборудование.
Тип используемой опорной плиты (стандартная, усиленная, забетонированная в фундамент) должен быть согласован между потребителем и изготовителем.
Потребитель (или подрядчик монтажа, технический консультант и т.д.) обязан рассчитать или определить расчетным путем нагрузки при всех предусмотренных рабочих условиях (влияние горячего, холодного, опорожненного трубопровода или находящегося под давлением), действующие на фланцы насоса.
Потребитель должен убедиться, что величины действующих нагрузок не превышают пределы, указанные в соответствующей для выбранного насоса таблице. В случае превышения пределов либо трубопровод должен быть изменен для уменьшения этих нагрузок, либо выбран другой тип насоса, способный выдержать более высокие нагрузки.
B.6 Практические условия
B.6.1 Насос является не статичным элементом системы трубопровода, а высокоточной машиной с вращающимся с высокой скоростью ротором при минимальном зазоре и высокой точности уплотнительных элементов механических уплотнений. Необходимо оставаться в рамках максимальных пределов нагрузок, установленных в его спецификации.
B.6.2 Данные условия, согласованные и составленные совместно изготовителем и потребителем в их взаимных интересах, содержат следующие рекомендации:
a) начальная центровка соединения привод - насос должна быть выполнена и периодически проверяться согласно инструкциям изготовителя муфты или насоса;
b) соединение с карданной передачей всегда является более предпочтительным, особенно для крупного насосного агрегата и/или системы, содержащей жидкость при температурах, превышающих значение 250 °С;
c) соединения трубопровода во время начального монтажа выполняются согласно правилам и инструкции, данным изготовителем насоса или проектировщиком системы трубопровода. Проверку рекомендуется проводить каждый раз, когда есть возможность частичного или полного демонтажа насоса (насосного агрегата);
d) в соответствии с типом насоса и температурой перекачиваемой жидкости при эксплуатации (обслуживании) в определенных случаях первоначальная центровка осей насоса и привода проводится при температуре выше температуры окружающей среды.
Условия сборки и центровки соединения должны быть определены изготовителем и потребителем и согласованы между ними.
B.6.3 Вертикальные насосы, кроме моноблоков, соединенных по типу "в линию", имеют своей характерной особенностью длинный или достаточно длинный трансмиссионный вал, вращающийся в подшипниках скольжения, установленных на одинаковом интервале; часто эти подшипники смачиваются перекачиваемой жидкостью. Уменьшение вибрации (поперечной) валов зависит от качественной центровки. Это может быть обеспечено только при условии, что внешние нагрузки, приложенные к фланцам, не вызывают упругих деформаций (перекосов), превышающих установленные изготовителем.
В силу конструктивных особенностей вертикальных насосов и их чувствительности к несоосности настоящие правила устанавливают предельные значения сил и моментов на фланцах меньше, чем для горизонтальных насосов.
В связи с тем, что у вертикальных насосов затруднено отслеживание перекосов полумуфт относительно друг друга, перекосы в таких местах могут быть зафиксированы относительно точки отсчета. Поскольку верификация является затруднительной, потребитель обязан строго следовать предписаниям, данным изготовителем.
Чрезмерные нагрузки на фланцы в дополнение к ухудшению условий работы насоса и/или надежности обычно приводят к:
- повышению вибрации относительно установленного уровня;
- затруднению проворачивания ротора рукой во время технологического останова (при рабочей температуре), если вес ротора позволяет такое проворачивание.
Приложение C
(обязательное)
Запрос, предложение, заказ на поставку
C.1. Запрос
Запрос включает информацию технической спецификации, выделенную заливкой.
C.2. Предложение
Предложение включает следующие технические данные:
- заполненные строки спецификации, отмеченные потребителем знаком "х";
- предварительную компоновку;
- рабочие характеристики.
C.3. Заказ на поставку
Заказ на поставку включает следующие технические данные:
- заполненную спецификацию;
- требуемую поставочную документацию.
Приложение D
(обязательное)
Поставочная документация
D.1 Согласованное число копий документов поставляется потребителю в составе заказа.
Любой специальный стиль или форма документации должны быть согласованы.
D.2 Как правило, документация состоит из:
- паспорта;
- технической спецификации;
- чертежей с проставленными размерами*;
________________
* За исключением теоретических чертежей.
- инструкции, включающей информацию по монтажу, вводу в эксплуатацию, эксплуатации, завершению работы, техническому обслуживанию с приложением сборочных чертежей с необходимыми разрезами и сечениями или объемного изображения с пространственным разделением деталей со списком запасных частей, включая материалы и обозначения стандартных элементов;
- рабочей характеристики;
- списка запасных частей.
D.3 Документация должна быть четко идентифицирована:
- номером изделия;
- номером заказа на поставку;
- номером заказа изготовителя.
Приложение E
(справочное)
Пиковое смещение
Зависимость между амплитудой, частотой и скоростью вибрации приведена на рисунке E.1.
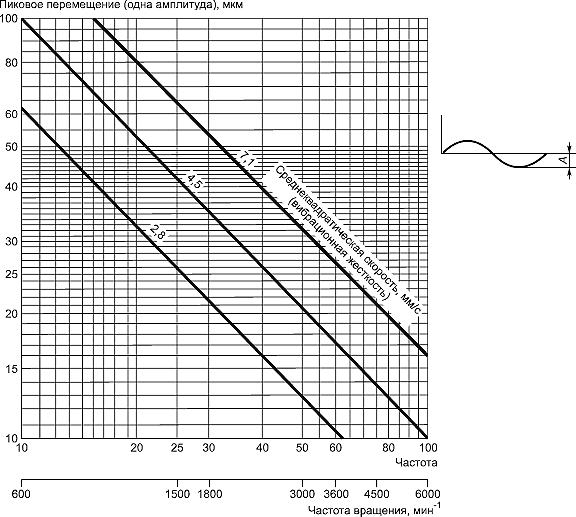
Примечание - Данный график отражает зависимость в любых дискретных частотах, поскольку значения вибрационной жесткости охватывают диапазон указанных частот.
Рисунок E.1 - Одиночная амплитуда как функция частоты вращения для различных величин среднеквадратических скоростей
Приложение F
(справочное)
Примеры компоновок уплотнений
Рисунки F.1-F.4 отражают принципиальные схемы компоновки уплотнений, но не уточняют их конструкцию.
F.1 Мягкий сальник* (P)
________________
* Левая часть рисунка относится к внутренней части насоса, правая - к внешней среде.
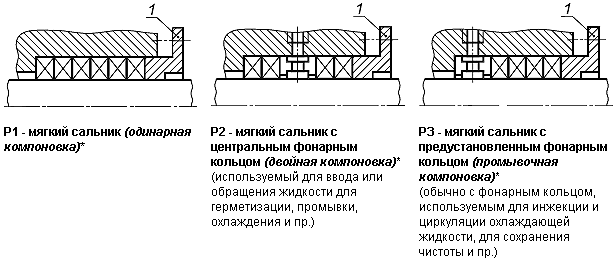
________________
* Названия компоновок приведены в соответствие с [7].
1 - крышка сальника
Рисунок F.1 - Примеры компоновок мягкого сальника
F.2 Одинарное торцевое уплотнение* (S)
________________
* Левая часть рисунка относится к внутренней части насоса, правая - к внешней среде.
Уплотнения данного типа могут быть:
a) неразгруженные (U), (рисунок F.2), разгруженные (B) или с сильфоном (Z);
b) с циркуляцией или инжекцией для наружного уплотнения или без них;
c) с дроссельной втулкой или без нее.
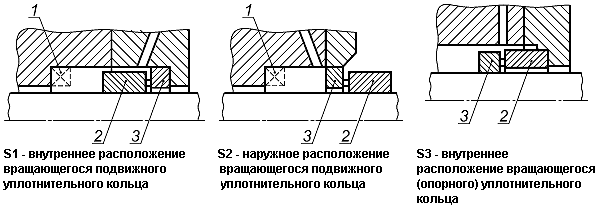
1 - дроссельная втулка; 2 - подвижное кольцо; 3 - опорное кольцо
Рисунок F.2 - Примеры компоновок одинарного торцевого уплотнения
F.3 Составное торцевое уплотнение* (D)
________________
* Левая часть рисунка относится к внутренней части насоса, правая - к внешней среде.
Одно или оба уплотнения могут быть как разгруженные, так и неразгруженные (см. рисунок F.3).
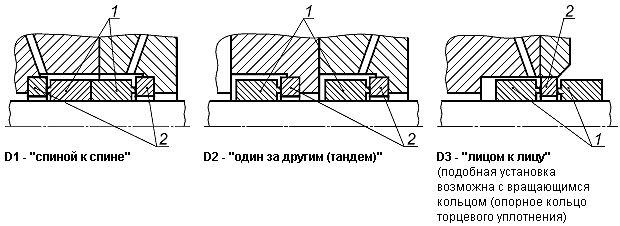
1 - подвижное кольцо; 2 - опорное кольцо
Рисунок F.3 - Примеры компоновок составного торцевого уплотнения
F.4 Установка мягкого сальника, одинарного или составного торцевого уплотнения* с охлаждением (Q)
________________
* Левая часть рисунка относится к внутренней части насоса, правая - к внешней среде.
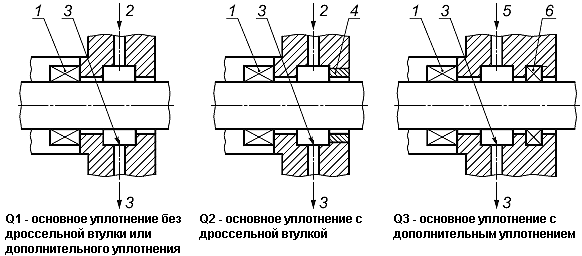
1 - основное уплотнение; 2 - подвод охлаждения (необязательно); 3 - отвод утечки (проток); 4 - дроссельная втулка; 5 - подвод охлаждения (обязательно); 6 - дополнительное уплотнение
Рисунок F.4 - Примеры компоновок уплотнения с охлаждением
Приложение G
(справочное)
Трубопроводная обвязка уплотнения
Приведенные схемы трубопроводов для типовых компоновок уплотнений отражают принцип подсоединения трубопровода к уплотнениям, но не уточняют их конструкцию.
G.1 Основные типовые трубопроводные обвязки уплотнений
Таблица G.1 - Базовые схемы трубопроводов для типовых компоновок уплотнений
Основная классификация | Применение с типом уплотнения | |||||
Мар- | Схема | Описание | Мягкий саль- | Оди- | Состав- | Про- |
P | S | D | Q | |||
00 |
| Без трубопровода, без циркуляции | X | X | - | - |
01 | Без трубопровода, с внутренней циркуляцией | X | X | - | - | |
02 |
| Циркуляция жидкости из напорного патрубка насоса в полость уплотнения (с внутренним возвратом) | X | X | - | - |
03 |
| Циркуляция жидкости из напорного патрубка насоса в полость уплотнения и возврат во всасывающий патрубок | X | X | - | - |
04 |
| Циркуляция жидкости через циклон (с внутренним возвратом охлаждающей жидкости) с подачей грязной жидкости по линии отвода к всасывающему патрубку насоса | X | X | - | - |
05 |
| Циркуляция жидкости через циклон с линией отвода в дренаж | X | X | - | - |
06 |
| Циркуляция жидкости перекачивающим внутренним устройством от полости уплотнения через теплообменник с возвратом в полость уплотнения | - | X | - | - |
07 |
| Циркуляция жидкости к уплотнению и возврат во всасывающий патрубок насоса | X | X | - | - |
08 |
| Жидкость от внешнего источника: | X | X | X | X |
09 |
| Наружная жидкость (например, инжекционная, промывочная жидкость) поступает в полость уплотнения и отводится в наружную систему | X | X | X | X |
10 |
| Запорная или охлаждающая жидкость, подаваемая из основной емкости, циркулирующая с помощью термосифона или насосного устройства | - | - | X | X |
11 |
| Запорная или охлаждающая жидкость, подаваемая из герметичного резервуара, циркулирующая с помощью термосифона или насосного устройства | - | - | X | X |
12 |
| Запорная или охлаждающая жидкость, подаваемая из герметичного резервуара, циркулирующая с помощью термосифона или насосного устройства; резервуар герметизируется выводным патрубком через герметичное устройство (например, емкостью с диафрагмой) | - | - | X | - |
13 |
| Запорная или охлаждающая жидкость, подаваемая из расположенной выше емкости | X | - | - | X |
G.2 Обозначения схем трубопроводных обвязок уплотнений
Обозначение состоит из совокупности заглавной буквы, отражающей тип уплотнения (P, S, D, Q), номера компоновки уплотнения (1, 2, 3 - см. приложение F) и маркировочного кода, отражающего основную компоновку трубопровода (01, 02, 03 и т.д. - см. таблицу G.1), разделенных между собой точками.
При применении вспомогательного оборудования они обозначаются соответствующим маркировочным кодом (см. таблицу G.2). Последовательность соответствует их расположению по направлению потока.
Когда поток исходит из полости уплотнения и возвращается в него (замкнутая цепь), нумерация кода остается в той же последовательности.
Положение полости уплотнения в компоновке трубопровода, который начинается до и продолжен после полости уплотнения, должно быть обозначено чертой /.
Является допустимой комбинация различных компоновок трубопровода и полости уплотнения. В этом случае обозначение последовательности компоновки трубопровода соответствует той компоновке уплотнения, которая находится со стороны насоса (см. G.4, примеры 5 и 8).
Если вспомогательное оборудование является частью или находится в пределах насоса, его код указывается в скобках.
G.3 Обозначение вспомогательного оборудования для герметизации трубопровода
Таблица G.2 - Вспомогательное оборудование для герметизации трубопровода
Марки- | Символ | Наименование | Примечание |
10 | Трубопроводная арматура | ||
11 |
| Запорный клапан | ИСО 3511-1:1977 [8], 3.4 |
12 |
| Клапан ручной регулировки давления или подачи | - |
13 |
| Клапан автоматического управления | ИСО 3511-1:1977 [8], 3.4 и 3.5.1 |
14 |
| Автоматический регулирующий клапан давления | - |
15 |
| Электромагнитный клапан | ИСО 3511-1:1977 [8], 3.4 |
16 |
| Запорный клапан | - |
17 |
| Предохранительный клапан | - |
20 | Диафрагмы | ||
21 |
| Нерегулируемая диафрагма | - |
22 |
| Регулируемая диафрагма контроля подачи и давления | - |
30 | Фильтр и сетчатый фильтр | ||
31 |
| Сетчатый фильтр | - |
32 |
| Фильтр | ИСО 3511-3:1984 [10], 3.5.1.4 |
40 | Датчики | ||
41 |
| Манометр | - |
42 |
| Термометр | ИСО 1219-1:2006 [11], 10.1.2 |
43 |
| Датчик подачи (расходомер) | ИСО 3511-1:1977 [8], 6.1.1 |
44 |
| Уровнемер | ИСО 3511-1:1977 [8], 6.1.6 |
50 | Выключатели (сигнализаторы) | ||
51 |
| Сигнализатор давления | - |
52 |
| Сигнализатор уровня | - |
53 |
| Сигнализатор подачи | - |
54 |
| Температурный сигнализатор | - |
60 | Аппараты | ||
61 |
| Циклон | - |
62 |
| Циклон с ручным клапаном регулирования на линии отвода | - |
63 |
| Теплообменник | ИСО 7000:2004 [12], 0111 |
64 | Емкость | ИСО 3511-3:1984 [10], 3.5.1.6 | |
65 | Емкость с диафрагмой | - | |
66 | Емкость с гидромультипликатором давления | - | |
67 |
| Емкость с подачей жидкости из дозаполняющего устройства | - |
68 |
| Циркуляционный насос | ИСО 7000:2004 [12], 0134 |
69 | Электродвигатель | - | |
70 |
| Охлаждающий змеевик | - |
71 |
| Электрический нагреватель резервуара | - |







G.4 Примеры обозначений
Таблица G.3
N п/п | Схема | Обозначение | Расшифровка |
1 |
| P1.01 | Мягкий сальник - P1 |
2 |
| S1.08 | Одинарное торцевое уплотнение - S1 |
3 |
| S1.08-12.32.11.41 | Одинарное торцевое уплотнение - S1 |
4 |
| D1.10-11.64 (63.44) 11 | Двойное торцевое уплотнение - D1 |
5 |
| S1/02-21Q3.13-64 (44) 11 | Одинарное торцевое уплотнение - S1 |
6 |
| S1.06-11.63.41.11 | Одинарное торцевое уплотнение - S1 |
7 |
| S1.08-11.42.41.21 | Одинарное торцевое уплотнение- S1 |
8 |
| S1.06-11.63.11Q3.09-11-21 | Одинарное торцевое уплотнение - S1 |
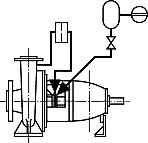
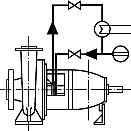
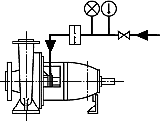
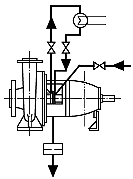
G.5 Схемы трубопровода водяного охлаждения
G.5.1 Схемы трубопровода водяного охлаждения консольных насосов
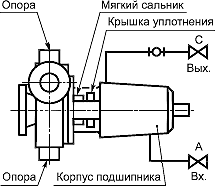
Схема A
Охлаждение корпуса подшипника
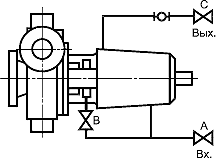
Схема B
Охлаждение корпуса подшипника с параллельной подачей в крышку уплотнения
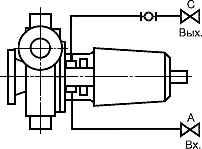
Схема C
Охлаждение камеры мягкого сальника
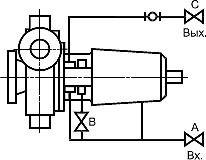
Схема D
Охлаждение камеры мягкого сальника с параллельной подачей в крышку уплотнения
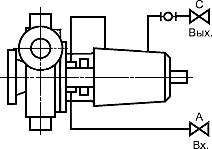
Схема E
Последовательное охлаждение камеры мягкого сальника и корпуса подшипника
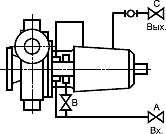
Схема F
Последовательное охлаждение камеры мягкого сальника и корпуса подшипника с параллельной подачей в крышку уплотнения
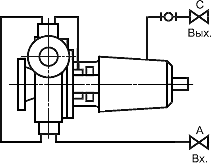
Схема G
Последовательное охлаждение опорных плит, корпуса подшипника и камеры мягкого сальника
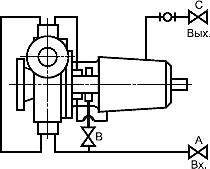
Схема H
Последовательное охлаждение опорных плит, корпуса подшипника и камеры мягкого сальника с параллельной подачей в крышку уплотнения
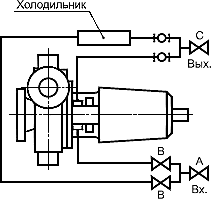
Схема J
Охлаждение камеры мягкого сальника с параллельной подачей в холодильник
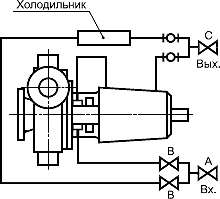
Схема K
Последовательное охлаждение камеры мягкого сальника и корпуса подшипника с параллельной подачей в холодильник
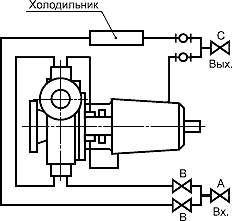
Схема L
Последовательное охлаждение опорных плит, корпуса подшипника и камеры мягкого сальника с параллельной подачей в холодильник
Обозначения:
- клапан;
- расходомер в виде смотрового окна, если необходимо;
A - клапан отключения на входе;
B - клапан управления потоком в патрубке;
C - клапан отключения на выходе (дополнительный)
G.5.2 Схемы трубопровода водяного охлаждения межопорных насосов
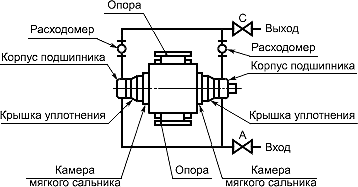
Схема A
Охлаждение корпуса подшипника
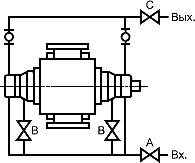
Схема B
Охлаждение корпуса подшипника с параллельной подачей в крышку уплотнения
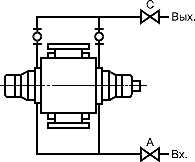
Схема C
Охлаждение камеры мягкого сальника
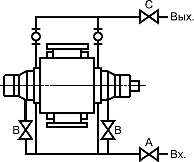
Схема D
Охлаждение камеры мягкого сальника с параллельной подачей в крышку уплотнения
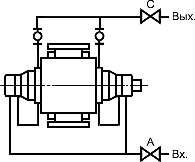
Схема E
Последовательное охлаждение камеры мягкого сальника и корпуса подшипника
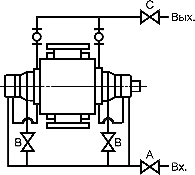
Схема F
Последовательное охлаждение камеры мягкого сальника и корпуса подшипника с параллельной подачей в крышку уплотнения
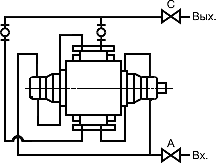
Схема G
Последовательное охлаждение опорных плит, корпуса подшипника и камеры мягкого сальника
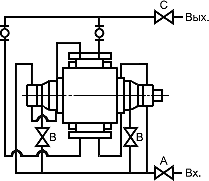
Схема H
Последовательное охлаждение опорных плит, корпуса подшипника и камеры мягкого сальника с параллельной подачей в крышку уплотнения
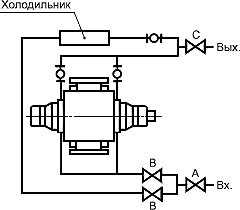
Схема J
Охлаждение камеры мягкого сальника с параллельной подачей в холодильник
Схема K
Последовательное охлаждение камеры мягкого сальника и корпуса подшипника с параллельной подачей в холодильник
Схема L
Последовательное охлаждение опорных плит, корпуса подшипника и камеры мягкого сальника с параллельной подачей в холодильник
G.6 Типовая схема масляной смазки под давлением
Примечание - Данный рисунок является типовой схемой и не определяет конкретное конструкционное исполнение, а также содержит не все элементы (например, отсутствуют вентили и сливы).
1 - главный масляный насос, приводимый валом основного насоса; 2 - клапан регулировки давления; 3 - полнопоточный фильтр; 4 - маслоохладитель; 5 - термометр; 6 - манометр; 7 - сигнализатор понижения давления и выключатель (двигателя); 8 - кнопка запуска главного насоса; 9 - вспомогательный насосный мембранный переключатель; 10 - трубопровод (подвода и отвода); 11 - визуальный поточный индикатор; 12 - масляная ванна; 13 - вспомогательный масляный насос; 14 - запорный клапан; 15 - уровнемер масла; 16 - предохранительный клапан; 17 - сетчатый фильтр на всасывающей линии (насоса); 18 - фильтр/сапун
Приложение H
(справочное)
Кодировка способов обозначения потоков жидкостей
Нижеприведенная кодировка может быть использована для обозначения насосов в документации (например, рисунки, руководства и подобные документы) или непосредственно на самом насосе и его вспомогательных элементах.
Опознавательный код состоит из сочетания двух букв, каждая из которых приведена в таблице H.1 и таблице H.2 (например, в соответствии с таблицей H.2 буквами II обозначается входное отверстие для впрыска). При наличии в документе нескольких сочетаний с опознавательными символами необходимо различать их путем добавления цифры (например, PM1 - манометр 1, PM2 - манометр 2).
Таблица H.1 - Обозначение для присоединяемых измерительных приборов
Буква | Значение |
F | Подача |
P | Давление |
T | Температура |
L | Уровень |
V | Вибрация |
M | Измерение |
Таблица H.2 - Обозначение для присоединяемых вспомогательных устройств
Буква | Значение |
F | Подача |
L | Утечка (негерметичность) |
B | Диафрагма, мембрана |
I | Инжекция |
C | Циркуляция |
Q | Промывка |
K | Охлаждение |
H | Обогрев |
G | Смазка |
E | Равновесие, балансировка |
I | Входной |
O | Выходной |
F | Прокладка, набивка |
D | Дренаж |
V | Вентиль |
Приложение J
(справочное)
Материалы деталей центробежных насосов и характеристика этих материалов
Материалы для повышения твердости поверхности (стеллит (кобальтохромовольфрамовый сплав), колмоной, карбид вольфрама и т.д.) должны быть выбраны изготовителем, если ранее не определены потребителем. Характеристика и обозначение материалов торцевых уплотнений центробежных насосов приведены в таблице J.1.
Потребитель определяет материалы согласно национальным стандартам.
Таблица J.1 - Обозначение материалов торцевого уплотнения
Материал поверхности, сопряженной с подвижным и опорным кольцом | Материал вторичного уплотнения | Материал других деталей |
Синтетический углерод | Эластомеры | D - углеродистая сталь |
| ||
Приложение K
(справочное)
Проверочный лист
Таблица K.1 - Номера пунктов и подпунктов, в которых могут содержаться требования потребителя или содержатся требования, согласованные между потребителем и изготовителем
Номер пункта | Объект согласования |
4 | Конструкция |
4.1 | Основные положения |
4.1.1.5 | Ньютоновские жидкости |
4.1.2 | Допускаемый надкавитационный напор NPSHR ( |
4.1.3.1 | Способы минимизации давления в уплотнении вала |
4.3.1.7 | Критическая скорость |
4.3.1.8 | |
4.3.2.1 | Собранные роторы |
4.3.2.1 | Минимальная постоянная подача |
4.4.2.2 | Предохранительный клапан на всасывании многоступенчатых вертикальных насосов |
4.4.4.5 | Внешнее болтовое соединение |
4.5.2.2 | Утечка, вентиляция и замер давления |
4.6 | Внешние силы и моменты на патрубках (фланцах) |
4.8.1.2 | Конструкция рабочего колеса |
4.11.7.3 | Втулки |
4.12.1.1 | Радиальные подшипники |
4.12.1.8 | Подшипниковая масленка |
4.12.1.14 | Подогреватель масла для смазки подшипников |
4.12.3.2 | Система смазки |
4.12.3.2 | Масляный резервуар: система подогрева масла |
4.13.1 | Уплотнение вала |
4.13.3.1 | Схема компоновки механического уплотнения |
4.13.3.2 | Требования к охлаждению или обогреву |
4.13.3.4 | Дроссельное кольцо |
4.14.1.3 | Накидные фланцы |
4.14.2.2 | Материал для трубопровода охлаждения |
4.14.2.3 | Визуальное отслеживание подачи |
4.14.5.2 | Вспомогательный трубопровод внешнего обслуживания: категория трубопровода и детализация соединений |
4.16.1.6 | Муфта: класс балансировки |
4.16.1.11 | Муфта: информация для насоса, поставленного без привода |
4.17.2.2 | Выступающая часть опорной плиты |
4.17.2.8 | Опоры для осеподдерживаемых насосов |
4.17.2.10 | Выравнивание винтами на внешнем периметре опорной плиты |
4.17.2.12 | Вертикальный зазор между приводным элементом и опорной плитой |
4.17.2.13 | Эпоксидная заливка: предварительное покрытие опорных плит |
4.17.3.3 | Регулирующие установочные винты для вертикальных насосов |
5 | Материал |
5.1.1 | Материалы для опасных жидкостей |
5.1.3 | Осмотры и дополнительные испытания материала |
5.1.7 | Химические и механические данные для деталей корпусов, находящихся под давлением |
5.1.11 | Материалы, контактирующие с |
5.3.1 | Контроль сварных швов |
5.4.1 | Контроль рентгеновский, ультразвуковой, методом магнитной или цветной дефектоскопии |
5.4.2 | Отчеты по результатам контроля материала |
5.4.3 | Нормы допускаемых дефектов |
5.5 | Низкотемпературное исполнение |
6 | Заводской контроль и испытания |
7 | Подготовка к отправке |
7.3.2 | Консервация |
Приложения | |
B.2 | Определение группы насоса |
Таблица B.3 | Фланцы с |
B.4.1 | Дополнительные возможности |
B.5 | Тип опорной плиты |
D.1 | Документация: количество копий, стиль и форма документации |
Приложение ДА
(справочное)
Сведения о соответствии ссылочных национальных и межгосударственных стандартов европейским региональным и международным стандартам, использованным в качестве ссылочных в примененном международном стандарте
Таблица ДА.1
Обозначение ссылочного национального, межгосударственного стандарта | Степень соответ- | Обозначение и наименование ссылочного европейского регионального и международного стандарта |
IDT | ИСО 3506-1:2009 "Свойства механические крепежных изделий из коррозионно-стойкой нержавеющей стали. Часть 1. Болты, винты и шпильки" | |
ГОСТ Р 50266-92 (ИСО 4863-84) | MOD | ИСО 4863:1984 "Муфты упругие для трансмиссионных валов. Данные, представляемые потребителями и изготовителями" |
ГОСТ Р 51401-99 (ИСО 3744-94) | MOD | ИСО 3744:2010 "Акустика. Определение уровней звуковой мощности и уровней звуковой энергии источников шума с использованием звукового давления. Технические методы в условиях свободного звукового поля над отражающей поверхностью" |
ГОСТ Р 51402-99 (ИСО 3746-95) | MOD | ИСО 3746:2010 "Акустика. Определение уровня звуковой мощности источников шума по звуковому давлению. Контрольный метод с использованием огибающей поверхности измерения над плоскостью отражения" |
ГОСТ Р 52743-2007 (ЕН 809:1998) | MOD | ЕН 809:1998 "Насосы и насосные установки для жидкостей. Общие требования безопасности" |
MOD | ЕН 13386:1998 "Насосы жидкостные. Погружные насосы и насосные агрегаты. Частные требования безопасности" | |
MOD | ИСО 544:2011 "Материалы, расходуемые для сварки. Технические требования к поставке присадочных материалов. Вид продукции, размеры, допуски и маркировки" | |
MOD | ИСО 7005-1:2011 "Фланцы металлические. Часть 1. Стальные фланцы" | |
ИСО 7005-2:1988 "Фланцы металлические. Часть 2. Фланцы из литейного чугуна" | ||
ИСО 7005-3:1988 "Фланцы металлические. Часть 3. Фланцы из медных сплавов и композиционных материалов" | ||
IDT | ИСО 1940-1:2003 "Вибрация механическая. Требования к качеству балансировки роторов в устойчивом положении (жестких). Часть 1. Технические требования и проверка допусков на балансировку" | |
NEQ | ИСО 3274:1996 "Геометрические характеристики изделий (GPS). Структура поверхности. Профильный метод. Номинальные характеристики контактных (щуповых) приборов" | |
ГОСТ 6134-2007 (ИСО 9906:1999) | MOD | ИСО 9906:1999 "Насосы центробежные. Эксплуатационные приемосдаточные испытания на герметичность. Степени 1 и 2" |
NEQ | ИСО 7-1:1994 "Резьбы трубные, обеспечивающие герметичность соединения. Часть 1. Размеры, допуски и обозначение" | |
MOD | ИСО 228-1:2000 "Резьбы трубные, не обеспечивающие герметичность соединения. Часть 1. Размеры, допуски и обозначения" | |
ГОСТ ИСО 10816-1- 97 | IDT | ИСО 10816-1:1995 "Вибрация механическая. Оценка состояния машин по результатам измерений вибрации на невращающихся частях. Часть 1. Общие руководящие указания" |
ГОСТ 18854-94 (ИСО 76-87) | MOD | ИСО 76:2006 "Подшипники качения. Статическая грузоподъемность" |
ГОСТ 18855-94 (ИСО 281-89) | MOD | ИСО 281:2007 "Подшипники качения. Динамическая грузоподъемность и номинальная долговечность" |
MOD | ИСО 2858:1975 "Насосы центробежные с осевым входом (номинальное давление 16 бар). Обозначение, номинальные параметры и размеры" | |
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT - идентичные стандарты; - MOD - модифицированные стандарты; - NEQ - неэквивалентные стандарты. | ||
Библиография*
_______________
* В бумажном оригинале наименование раздела "Библиография" выделено курсивом. - .
[1] | ISO 11342:1998 | Mechanical vibration - Methods and criteria for the mechanical balancing of flexible rotors Вибрация механическая. Методы и критерии балансировки гибких роторов | |
[2] | ISO 8821:1989 | Mechanical vibration; balancing; shaft and fitment key convention Вибрация механическая. Балансировка. Метод для вала и компонентов, посаженных на него с помощью шпонки | |
[3] | Концы валов цилиндрические. Основные размеры, допускаемые крутящие моменты | ||
[4] | Концы валов конические с конусностью 1:10. Основные размеры. Допускаемые крутящие моменты | ||
[5] | Основные нормы взаимозаменяемости. Соединения шпоночные с призматическими шпонками. Размеры шпонок и сечений пазов. Допуски и посадки | ||
[6] | ОСТ 26-06-1493-87* | Уплотнения торцевые валов насосов. Типы. Основные параметры и размеры | |
________________ * Документ в информационных продуктах не содержится. За информацией о документе Вы можете обратиться в Службу поддержки пользователей. - . | |||
[7] | Уплотнения и уплотнительная техника. Справочник/ Кондаков Л.А., Голубев А.И., Гордеев В.В. и др.; Под общ. ред. А.И.Голубева, Л.А.Кондакова. - 2-е издание, переработанное и дополненное. - М.: Машиностроение, 1994 - 488 с. | ||
[8] | ISO 3511-1:1977 | Process measurement control functions and instrumentation; Symbolic representation; Part I : Basic requirements Функции измерения и управления технологическими процессами и контрольно-измерительные приборы. Условные обозначения. Часть 1. Основные условные обозначения | |
[9] | ISO 3511-2:1984 | Process measurement control functions and instrumentation; Symbolic representation; Part 2: Extension of basic requirements Функции измерения и управления технологическими процессами и контрольно-измерительные приборы. Условные обозначения. Часть 2. Дополнения к основным требованиям | |
[10] | ISO 3511-3:1984 | Process measurement control functions and instrumentation; Symbolic representation; Part 3: Detailed symbols for instrument interconnection diagrams Функции измерения и управления технологическими процессами и контрольно-измерительные приборы. Условные обозначения. Часть 3. Подробные условные обозначения схем взаимосвязи приборов | |
[11] | ISO 1219-1:2006 | Fluid power systems and components - Graphic symbols and circuit diagrams - Part 1: Graphic symbols for conventional use and data-processing applications Приводы гидравлические и пневматические и их элементы. Графические обозначения и принципиальные схемы. Часть 1. Графические обозначения для общепринятого использования и применительно к обработке данных | |
[12] | ISO 7000:2004 | Graphical symbols for use on equipment - Index and synopsis Графические символы, наносимые на оборудование. Перечень и сводная таблица | |
[13] | ISO 185:2005 | Grey cast iron - Classification. Чугун серый литейный. Классификация | |
[14] | ISO 3755:1991 | Cast carbon steels for general engineering purposes. Стали углеродистые литые для общего машиностроения | |
[15] | ISO 683-1:1987 | Heat-treatable steels, alloy steels and free-cutting steels; Part 1: Direct-hardening unalloyed and low alloyed wrought steel in form of different black products Стали термообработанные, легированные и автоматные. Часть 1. Деформируемые закаленные с цементационного нагрева нелегированные и низколегированные стали в виде различных черненых изделий | |
[16] | ISO 3661:1977 | End-suction centrifugal pumps; Baseplate and installation dimensions Насосы центробежные с осевым входом. Размеры фундаментных плит и установочные размеры | |
[17] | ISO 5199:2002 | Technical specifications for centrifugal pumps - Class II Насосы центробежные. Технические условия. Класс II | |
[18] | ISO 9908:1993 | Technical specifications for centrifugal pumps; class III Насосы центробежные. Технические условия. Класс III | |
Электронный текст документа
и сверен по:
, 2012
