МЕЖГОСУДАРСТВЕННЫЙ СОВЕТ ПО СТАНДАРТИЗАЦИИ, МЕТРОЛОГИИ И СЕРТИФИКАЦИИ (МГС)
INTERSTATE COUNCIL FOR STANDARDIZATION, METROLOGY AND CERTIFICATION
(ISC)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ГОСТ
32601—
2022
(ISO 13709:2009)
НАСОСЫ ЦЕНТРОБЕЖНЫЕ ДЛЯ НЕФТЯНОЙ, НЕФТЕХИМИЧЕСКОЙ И ГАЗОВОЙ ПРОМЫШЛЕННОСТИ
Общие технические требования
(ISO 13709:2009, «Centrifugal pumps for petroleum, petrochemical and natural gas industries», MOD)
Издание официальное
Москва Российский институт стандартизации 2022
ГОСТ 32601—2022
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 «Межгосударственная система стандартизации. Основные положения» и ГОСТ 1.2 «Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены»
Сведения о стандарте
1 ПОДГОТОВЛЕН Российской ассоциацией производителей насосов (РАПН)
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 245 «Насосы»
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 31 марта 2022 г. № 149-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166)004—97 | Код страны по МК (ИСО 3166) 004—97 | Сокращенное наименование национального органа по стандартизации |
Армения | АМ | ЗАО «Национальный орган по стандартизации и метрологии» Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | uz | Узстандарт |
Украина | UA | Минэкономразвития Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 7 июля 2022 г. № 578-ст межгосударственный стандарт ГОСТ 32601—2022 (ISO 13709:2009) введен в действие в качестве национального стандарта Российской Федерации с 1 марта 2023 г.
5 Настоящий стандарт является модифицированным по отношению к международному стандарту ISO 13709:2009 «Насосы центробежные для нефтяной, нефтехимической и газовой промышленности» («Centrifugal pumps for petroleum, petrochemical and natural gas industries», MOD). При этом дополнительные слова (фразы, показатели, ссылки), включенные в текст стандарта для учета потребностей национальных экономик стран и/или особенностей межгосударственной стандартизации, выделены курсивом.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в примененном международном стандарте, приведены в дополнительном приложении ДБ
6 ВЗАМЕН ГОСТ 32601—2013
II
ГОСТ 32601—2022
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге «Межгосударственные стандарты»
© ISO, 2009
© Оформление. ФГБУ «РОТ», 2022
В Российской Федерации настоящий стандарт не может быть полностью или частично воспроизведен, тиражирован и распространен в качестве официального издания без разрешения Федерального агентства по техническому регулированию и метрологии
III
ГОСТ 32601—2022
Содержание
1 Область применения..................................................................1
2 Нормативные ссылки..................................................................1
3 Термины и определения...............................................................3
4 Общие положения....................................................................7
4.1 Комплексная ответственность.......................................................7
4.2 Классификация и обозначения......................................................7
5 Требования соответствия.............................................................15
5.1 Единицы измерения..............................................................15
5.2 Соблюдение стандартов и норм....................................................15
5.3 Конфликты требований...........................................................15
6 Базовая конструкция.................................................................15
6.1 Общие требования...............................................................15
6.2 Отклонения для отдельных типов насосов...........................................20
6.3 Корпуса, работающие под давлением...............................................21
6.4 Патрубки и соединения корпусов, работающих под давлением...........................24
6.5 Внешние силы и моменты, действующие на патрубки..................................28
6.6 Роторы.........................................................................34
6.7 Щелевые уплотнения и рабочие зазоры..............................................36
6.8 Торцевые уплотнения вала........................................................38
6.9 Ротор-динамика и вибрация.......................................................41
6.10 Подшипники и корпуса подшипников...............................................53
6.11 Смазка........................................................................58
6.12 Материалы....................................................................58
6.13 Таблички и указатели направления вращения........................................64
7 Вспомогательное оборудование насосных агрегатов.......................................65
7.1 Приводы........................................................................65
7.2 Соединительные муфты валов и защитные ограждения................................67
7.3 Рамы (опорные плиты)............................................................69
7.4 Контрольно-измерительные приборы................................................72
7.5 Вспомогательная трубная обвязка..................................................72
7.6 Специальные инструменты........................................................74
8 Контроль, испытания и подготовка к отгрузке.............................................74
8.1 Общие положения...............................................................74
8.2 Контроль.......................................................................75
8.3 Испытания......................................................................78
8.4 Подготовка к отгрузке.............................................................84
9 Дополнительные требования к отдельным типам насосов..................................86
9.1 Одноступенчатые консольные насосы...............................................86
9.2 Двухопорные горизонтальные насосы (типы ВВ1, ВВ2, ВВЗ и ВВ5).......................87
9.3 Вертикальные полупогружные насосы (типы VS1-VS7).................................92
10 Информация, предоставляемая поставщиком...........................................98
10.1 Общие положения..............................................................98
10.2 Техническое предложение.......................................................98
10.3 Документация, предоставляемая по договору......................................102
Приложение А (справочное) Коэффициент быстроходности и кавитационный коэффициент быстроходности.........................................................104
Приложение В (обязательное) Схемы систем водяного охлаждения и смазки...................105
Приложение С (обязательное) Гидравлические турбины для рекуперации гидравлической мощности..............................................................111
Приложение D (обязательное) Стандартные рамы (опорные плиты)..........................115
Приложение Е (справочное) Контрольная ведомость инспектора.............................117
Приложение F (обязательное) Критерии для проектирования входного и нагнетательного трубопроводов..........................................................119
Приложение G (справочное) Руководство по выбору класса материалов......................128
IV
ГОСТ 32601—2022
Приложение Н (обязательное) Материалы и нормативные документы на них для деталей насосов...............................................................130
Приложение I (обязательное) Анализ изгибных колебаний..................................142
Приложение J (обязательное) Определение остаточного дисбаланса.........................147
Приложение К (справочное) Жесткость вала и ресурс системы подшипников...................152
Приложение L (справочное) Требования к документации поставщика.........................157
Приложение М (справочное) Сводные результаты параметрических испытаний.................164
Приложение N (справочное) Опросные листы на насосы и электронный обмен данными.........169
Приложение ДА (справочное) Форма опросных листов на насосы (единицы СИ).................170
Приложение ДБ (справочное) Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в настоящем международном стандарте.........................177
Библиография.......................................................................178
V
ГОСТ 32601—2022
Введение
Необходимо, чтобы лица, использующие настоящий стандарт, были осведомлены о том, что для его применения в конкретных условиях могут понадобиться дополнительные или специфические требования. Настоящий стандарт не накладывает запрета на право поставщика предлагать, а заказчика — приобретать и использовать альтернативное оборудование и технические решения для конкретных областей применения. Данное обстоятельство особенно важно в случае использования инновационных или разрабатывающихся технологий. Если предлагается указанная альтернатива, необходимо, чтобы поставщик указал на любые отклонения от положений настоящего стандарта и дал их подробное описание.
Знак (•) в начале параграфа или его раздела указывает на то, что здесь требуется принятие решения или представление заказчиком дополнительной информации. Такую информацию необходимо привести в опросных листах или указать в запросе или в заказе на поставку.
Из соображений удобства и в информационных целях в настоящем стандарте в скобках после величин в системе единиц СИ приводятся эти же величины в системе единиц США или в других системах единиц.
Поправка к ГОСТ 32601—2022 (ISO 13709:2009) Насосы центробежные для нефтяной, нефтехимической и газовой промышленности. Общие технические требования
В каком месте | Напечатано | Должно быть | ||
Предисловие. Таблица согласования | — | Азербайджан | AZ | Азстандарт |
(ИУС № 9 2023 г.)
ГОСТ 32601—2022
(ISO 13709:2009)
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
НАСОСЫ ЦЕНТРОБЕЖНЫЕ ДЛЯ НЕФТЯНОЙ, НЕФТЕХИМИЧЕСКОЙ И ГАЗОВОЙ ПРОМЫШЛЕННОСТИ
Общие технические требования
Centrifugal pumps for petroleum, petrochemical and natural gas industries. General technical requirements
Дата введения — 2023—03—01
1 Область применения
Настоящий стандарт устанавливает требования к центробежным насосам (включая насосы, работающие в реверсивном режиме в качестве гидротурбин для рекуперации гидравлической энергии), предназначенным для использования в технологических процессах нефтяной, нефтехимической и газовой промышленности.
Настоящий стандарт распространяется на консольные, двухопорные (с ротором, расположенным между подшипниками) и вертикальные полупогружные насосы с классификацией по 4.2. Раздел 9 настоящего стандарта устанавливает требования к отдельным типам насосов. Все остальные разделы настоящего стандарта применимы ко всем типам насосов. Настоящий стандарт содержит иллюстрации и условные обозначения каждого типа насоса.
Опыт промышленной эксплуатации показывает, что применение насосов в соответствии с требованиями настоящего стандарта целесообразно в случае, если рабочие параметры насоса превышают любое из нижеследующих значений:
- давление на выходе из насоса (изб.)— 1,9 МПа (275 psi; 19,0 бар);
- давление на входе в насос (изб.) — 0,5 МПа (75 psi; 5,0 бар);
- температура перекачиваемой среды — 150 °C (300 °F);
- частота вращения — 3600 об/мин.;
- напор при номинальном режиме работы — 120 м (400 фут);
- диаметр рабочего колеса консольного насоса — 330 мм (13”).
Примечание — Настоящий стандарт относится к насосам с торцевыми уплотнениями вала. Требования к герметичным насосам необходимо искать в других стандартах, таких как ГОСТ 34252 или [1], а для насосов, применяемых в других областях промышленности, помимо нефтяной, нефтехимической и газовой, — в таком, как [2], и в других, в зависимости от области применения.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 12.2.003 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.2.062 Система стандартов безопасности труда. Оборудование производственное. Ограждения защитные
ГОСТ 356 Арматура и детали трубопроводов. Давления номинальные, пробные и рабочие. Ряды
ГОСТ 977 Отливки стальные. Общие технические условия
Издание официальное
1
ГОСТ 32601—2022
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 1412 Чугун с пластинчатым графитом для отливок. Марки
ГОСТ ИСО 1940-1 Вибрация. Требования к качеству балансировки жестких роторов. Часть 1. Определение допустимого дисбаланса
ГОСТ 4543 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 5632 Легированные нержавеющие стали и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки
ГОСТ 6134—2007 (ИСО 9906:1999) Насосы динамические. Методы испытаний
ГОСТ 7512 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8479 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 8724 (ИСО 261-98) Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги
ГОСТ 9454 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9567 Трубы стальные прецизионные. Сортамент
ГОСТ ISO 10684 Изделия крепежные. Покрытия, нанесенные методом горячего цинкования
ГОСТ 14782 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ 16093 (ИСО 965-1:1998, ИСО 965-3:1998) Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ ISO 17769-1 Насосы жидкостные и установки. Основные термины, определения, количественные величины, буквенные обозначения и единицы измерения
ГОСТ 18442 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 18855 (ИСО 281—89) Подшипники качения. Динамическая расчетная грузоподъемность и расчетный ресурс (долговечность)
ГОСТ 19281 Прокат повышенной прочности. Общие технические условия
ГОСТ 21105 Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 22247 Насосы центробежные консольные для воды. Основные параметры и размеры. Требования безопасности. Методы контроля
ГОСТ 24069 (ИСО 3117—77) Основные нормы взаимозаменяемости. Тангенциальные шпонки и шпоночные пазы
ГОСТ 24705 (ИСО 724:1993) Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 31252 (ИСО 3740:2000) Шум машин. Руководство по выбору метода определения уровней звуковой мощности
ГОСТ 31320 (ИСО 11342:1998) Вибрация. Методы и критерии балансировки гибких роторов
ГОСТ 31610.0 (IEC 60079-0:2004) Электрооборудование для взрывоопасных газовых сред. Часть 0. Общие требования
ГОСТ 32600 (ISO 21049:2004) Насосы. Уплотнительные системы вала для центробежных и роторных насосов. Общие технические требования и методы контроля
ГОСТ 33259—2015 Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление до PN 250. Конструкция, размеры и общие технические требования
ГОСТ 34233.1 Сосуды и аппараты. Нормы и методы расчета на прочность. Общие требования
ГОСТ 34252 (ISO 15783:2002) Насосы центробежные герметичные. Технические требования. Класс II
Примечание — При пользовании настоящим стандартом целесообразно проверить действие ссылочных документов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных документов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на ссылочный документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
2
ГОСТ 32601—2022
3 Термины и определения
В настоящем стандарте применимы термины по ГОСТ 17769, а также следующие термины с соответствующими определениями:
3.1 аналогичный насос (similar pump): Насос, который по соглашению между заказчиком и поставщиком принят в качестве аналога ранее поставленному насосу и не требует проведения дополнительных анализов конструкции.
3.2 вертикальный насос с патрубками в линию (vertical in-line pump): Консольный насос с вертикальной осью, всасывающий и напорный патрубки которого имеют общую центральную ось, которая пересекает ось вала.
Примечание — Насосы типов VS6 и VS7 (см. таблицу 1) не считаются такими насосами.
3.3 вертикальный полупогружной насос (vertically suspended pump): Насос с вертикальной центральной осью, монтируемый на опорную плиту, проточная часть которого обычно объединена с корпусом посредством колонны.
Примечание — Проточная часть насоса обычно погружается в перекачиваемую среду.
3.4 двухкорпусной «баррельный» насос (barrel pump): Горизонтальный насос двухкорпусного типа с внешним корпусом в виде цилиндра («барреля»),
3.5 допустимый рабочий диапазон (allowable operating region): Часть общего рабочего диапазона насоса по подаче, в пределах которого допускается эксплуатация насоса; определение границ рабочего диапазона основано на критерии предельного допустимого значения вибрации, установленном в настоящем стандарте, либо на критерии максимальной температуры, либо на другом критерии, указанном поставщиком насоса.
3.6 дроссельная втулка (throat bushing): Деталь, образующая узкий кольцевой зазор вокруг вала или втулки вала и находящаяся между уплотнением (или внутренним уплотнением двойного торцевого уплотнения) и рабочим колесом (или другой полостью насоса, находящейся под более высоким давлением).
3.7 естественно изнашиваемая деталь (normal-wear part): Подверженная естественному износу при штатной эксплуатации насоса деталь. Обычно восстанавливается или заменяется при каждом ремонте насоса.
Примечание — Кольца щелевых уплотнений, межсекционные втулки, разгрузочные барабаны, дросселирующие втулки, пары трения торцевых уплотнений, подшипники и прокладки.
3.8 заказчик (purchaser): Покупатель (будущий владелец) оборудования или его представитель, направляющие поставщику заказ и спецификацию на это оборудование.
Примечание — Заказ является видом оферты или предложением заказчика изготовить и поставить ему оборудование. Как правило, в дальнейшем оформляется в виде договора на поставку, но может быть оформлен и в другом виде в соответствии с законодательством стран, принявших настоящий стандарт. В настоящем стандарте употребляются общие термины: «заказ» — для периода времени до заключения договора и «договор» — для периода, когда заказ принят поставщиком путем акцепта оферты или заключения договора на поставку или иным способом в соответствии с законодательством страны, принявшей настоящий стандарт.
3.9 идентичный насос (identical pump): Насос, имеющий одинаковые размеры, количество ступеней, частоту вращения, зазоры, тип уплотнения вала, тип подшипников, тип муфты и гидравлические параметры при перекачивании аналогичной среды при сравнении с другим насосом.
3.10 имеющийся кавитационный запас системы NPSHA или NPSHa (net positive suction head available): Характеристика гидравлической системы, в которой работает насос. Равен полному напору на приеме насоса минус давление насыщенных паров перекачиваемого продукта, пересчитанное в метры столба перекачиваемой среды. Указывается заказчиком в опросном листе на насос для расчетной подачи и температуры среды.
Примечание — Кавитационный запас выражается в метрах (футах) столба перекачиваемой среды.
3.11 кавитационный коэффициент быстроходности nss (suction-specific speed): Безразмерный коэффициент, связывающий подачу, требуемый кавитационный запас и частоту вращения ротора насосов со сходной геометрией.
3
ГОСТ 32601—2022
3.12 картридж проточной части (cartridge-type element): Вся внутренняя проточная часть насоса, которая вставляется во внешний корпус насоса одной сборочной единицей.
3.13 классический жесткий ротор (classically stiff rotor): Конструкция ротора насоса, при которой первая сухая критическая частота превышает максимальную возможную постоянную рабочую частоту вращения ротора насоса не менее чем:
- на 20 % для роторов, предназначенных только для вращения в жидкости;
- на 30 % для роторов, допускающих вращение без жидкости.
3.14 комплексная ответственность поставщика за насосный агрегат (unit responsibility): Ответственность поставщика насоса за комплектацию, поставку, документацию и технические характеристики насоса, привода, всего оборудования и всех вспомогательных систем, включенных в объем поставки насосного агрегата.
Примечание — Технические характеристики включают следующие параметры (но не ограничиваются этим перечнем): потребляемую мощность и КПД, частоту и направление вращения, ротор-динамику и вибрационные характеристики, массогабаритные характеристики и присоединительные размеры, систему смазки, уплотнения вала, соединительную муфту, подтвержденные свойства материалов, трубную обвязку в пределах агрегата, а также соответствие другим оговоренным договором техническим требованиям.
3.15 компонент привода насосного агрегата (drive-train component): Узел оборудования, сборочная единица насосного агрегата, используемая в системе привода насоса.
Пример — Электродвигатель, мультипликатор или редуктор, паровая или газовая турбина, двигатель внутреннего сгорания, гидромотор, муфта обгонная.
3.16 консольный насос (overhung pump): Насос, у которого рабочие органы расположены на консольной части его вала.
3.17 контроль или испытания в присутствии заказчика (witnessed test, witnessed inspection): Контрольные мероприятия или испытания насоса, о времени проведения которых заранее оповещен заказчик и которые проведены в соответствии с запланированным временем в присутствии заказчика или его представителя.
3.18 контроль или испытания с возможностью присутствия заказчика (observed inspection, observed test): Контрольные мероприятия или испытания насоса, о времени проведения которых заранее оповещен заказчик, но которые проводятся в запланированное время независимо от того, присутствует ли на них заказчик или его представитель.
3.19 двойной корпус (double casing): Тип конструкции насоса, в котором объединенные в сборочную единицу детали проточной части помещаются внутрь наружного корпуса, работающего под давлением.
Примечание — Примерами деталей проточной части являются направляющие аппараты, диафрагмы, спиральные внутренние корпуса.
3.20 корпус с осевым разъемом (axially split): Корпус насоса, главный разъем которого расположен параллельно оси вала.
3.21 корпус с радиальным разъемом (radially split): Корпус насоса, главный разъем которого расположен в плоскости, перпендикулярной оси вала.
3.22 корпус, работающий под давлением (pressure casing): Совокупность всех неподвижных деталей насоса, работающих под давлением, включая все патрубки, корпуса сальниковых уплотнений, камеры уплотнений и места присоединения вспомогательной трубной обвязки, за исключением всех неподвижных и вращающихся деталей торцевых уплотнений.
Примечание — Находящиеся под воздействием атмосферного давления детали сальниковых уплотнений, система обвязки торцевых уплотнений, вспомогательные трубопроводы и арматура не являются частью корпуса, работающего под давлением.
3.23 критическая частота (critical speed): Частота вращения ротора насоса, при которой система ротор — опоры ротора — корпус насоса попадает в состояние резонанса.
3.24 «мокрая» критическая частота (wet critical speed): Критическая частота вращения ротора насоса, рассчитанная с учетом дополнительных опор, создаваемых гидравлической упругостью тонкого слоя перекачиваемой среды в узких рабочих зазорах между вращающимися частями ротора и стационарными частями корпуса.
4
ГОСТ 32601—2022
3.25 «сухая» критическая частота (dry critical speed): Критическая частота вращения ротора насоса, при расчете которой принимается, что действие сил упругости тонкого слоя жидкости в узких зазорах отсутствует, ротор поддерживается только своими подшипниками.
3.26 максимальное давление на входе в насос (maximum suction pressure): Максимальное давление, которое может возникнуть на входе в насос при его эксплуатации, без учета скачков давления, которые могут возникать при переходных режимах или гидроударе.
3.27 максимальное давление на выходе из насоса (maximum discharge pressure): Максимальное заданное давление всасывания плюс максимальный перепад давления, который способен развить насос при работе на заданной частоте вращения ротора на перекачиваемой среде заданной плотности.
3.28 максимальное динамическое давление на уплотнении (maximum dynamic sealing pressure): Максимальное возможное давление в камере перед торцевым уплотнением при заданных рабочих условиях, а также во время запуска и останова.
Примечание — Как статическое, так и динамическое давление на уплотнении важны для выбора торцевого уплотнения. Они зависят от давления на приеме насоса, конструкции насоса, режимов работы, давления барьерной жидкости в уплотнительной системе. Максимальные статическое и динамическое давление на уплотнении указывают в технических требованиях к поставщикам уплотнений.
3.29 максимальное допустимое рабочее давление (maximum allowable working pressure); MAWP: Максимальное давление, на которое поставщик спроектировал насос (либо его деталь или сборочную единицу, для которой применим данный термин), для указанной перекачиваемой среды при указанной максимальной расчетной допустимой температуре.
3.30 максимальная рабочая температура (maximum operating temperature): Максимальная температура перекачиваемой среды (включая возможные нештатные ситуации при работе насоса), под воздействием которой может находиться насос.
Примечание — Эта температура указывается также в технических требованиях к поставщику уплотнений (см. ГОСТ 32600 или [3]).
3.31 максимальное статическое давление на уплотнении (maximum static sealing pressure): Максимальное возможное давление в камере перед торцевым уплотнением, которое может возникнуть в остановленном насосе (за исключением давления гидроиспытаний).
3.32 максимальная частота вращения ротора электродвигателя (trip speed, electric motor driver): частота вращения ротора электродвигателя без скольжения при максимально возможной частоте питающей электрической сети.
Примечание — Термин используется для учета поставщиком возможности возникновения ситуаций, когда происходит одновременное наложение двух обстоятельств при эксплуатации насоса заказчиком, а именно замена изначально комплектного асинхронного двигателя на синхронный и повышение в питающей сети заказчика частоты питающего напряжения до соответствующей величины предельного положительного допуска на нее.
3.33 максимальная частота вращения ротора регулируемого привода (trip speed, variablespeed driver): максимальная частота вращения ротора регулируемого привода, при которой срабатывает автономная аварийная защита по превышению предельной частоты, отключающая привод.
3.34 минимальная допустимая частота вращения (minimum allowable speed): Минимальная частота вращения ротора насоса, при которой поставщик насоса допускает его продолжительную эксплуатацию.
Примечание — Частота вращения выражается в оборотах в минуту.
3.35 минимальная расчетная температура металла (minimum design metal temperature): Минимальная температура металла насоса (по всей толщине), при которой поставщик насоса разрешает его эксплуатацию, с учетом возможных нештатных рабочих условий, автоохлаждения, изменения температуры окружающей среды.
3.36 номинальная точка (rated operating point): Точка (подача — напор), в которой поставщик гарантирует, что рабочие характеристики насоса находятся в пределах, установленных в настоящем стандарте допусков.
Примечание — В общем случае это точка с максимальной подачей из заданного (оговоренного заказчиком) диапазона эксплуатации насоса.
5
ГОСТ 32601—2022
3.37 номинальный диаметр трубы; DN (diametre nominal) или NPS (nominal pipe size): Числовое обозначение размера, который примерно соответствует внутреннему диаметру трубы.
Примечание — DN выражается в миллиметрах, a NPS — в дюймах.
3.38 нулевая высотная отметка (datum elevation): Высотная отметка, к которой приведен кавитационный запас (NPSH).
3.39 опросный лист; ОЛ (data sheets): Документ, содержащий основные технические характеристики заказываемого оборудования, рекомендуемая форма которого приведена в приложении ДА.
Примечание — Опросный лист (ОЛ) в соответствии с настоящим стандартом является совместно заполняемым заказчиком и поставщиком документом, который после взаимного согласования утверждается заказчиком (final data sheets) и, как правило, становится неотъемлемой частью договора. В тексте стандарта особо подчеркнуты разделы ОЛ, которые заполняются заказчиком или поставщиком; например, согласно 6.1.2 заказчик должен внести в ОЛ исчерпывающие данные по рабочим условиям, а согласно 6.1.8 именно поставщик должен вносить в ОЛ данные по NPSH3.
3.40 относительная плотность перекачиваемой среды (relative density, specific gravity): Характеристика перекачиваемой среды, определяемая как отношение плотности среды к плотности воды при температуре 4 °C.
Примечание — Плотность воды для целей настоящего стандарта при 4 °C (39,2 °F) принимается равной 1000 кг/м3.
3.41 полное показание индикатора (total indicator reading, total indicated runout); TIR: Разность между максимальным и минимальным показаниями циферблатного индикатора или аналогичного измерительного прибора при проверке осевого биения торца детали вращения или радиального биения цилиндрической поверхности за один полный оборот контролируемой детали.
Примечание — В случае идеальной цилиндрической поверхности ее эксцентриситет равен половине показания индикатора. В случае идеально плоского торца отклонение от перпендикулярности равно показанию индикатора. Но если измеряемая поверхность не является идеально цилиндрической или плоской, интерпретация значения TIR оказывается более сложной и должна учитывать возможную овальность или неплоскостность.
3.42 поставщик (vendor): Изготовитель оборудования или его представитель, поставляющие оборудование заказчику и обеспечивающие, как правило, его техническое обслуживание.
3.43 предпочтительный рабочий диапазон (preferred operating region): Часть гидравлической характеристики насоса, при работе в пределах которой вибрация насоса остается в предпочтительных пределах, установленных в настоящем стандарте.
3.44 требуемая рабочая точка (normal operating point): Рабочая точка (подача-напор), которую должен обеспечить насос по проекту, соответственно, с учетом действия всех проектных технологических условий.
Примечание — Подразумевается, что это точка проектной подачи. Поскольку, как правило, для гарантированного обеспечения проектной подачи проектант системы рассчитывает необходимый напор (исходя из характеристики сети) с некоторым запасом, то в результате при установке насоса в систему после ее ввода в эксплуатацию реальная рабочая точка смещается правее по характеристике относительно «требуемой» точки. Именно поэтому в пункте 6.1.13 изложена рекомендация, чтобы точка максимального КПД находилась между требуемой и номинальной, т. к. в этом случае при смещении в реальных условиях рабочей точки вправо по характеристике она будет смещаться в зону более высокого КПД.
3.45 рабочий диапазон (operating region): Диапазон на гидравлической характеристике насоса, в пределах которого он эксплуатируется.
3.46 рекуперационная гидравлическая турбина (hydraulic power recovery turbine); HPRT: Гидравлическая турбина, сделанная на базе центробежного насоса, для полезного использования (рекуперации) энергии потока жидкости.
3.47 ротор в сборе (element bundle): Ротор насоса в сборе с некоторыми стационарными деталями (например, кольцами щелевых уплотнений), который вставляется в корпус насоса одной сборочной единицей.
3.48 смазка масляным туманом (oil-mist lubrication): Система смазки подшипников насоса масляным туманом, путем распыления масла и подачи масляного тумана в корпус подшипников с помощью сжатого воздуха.
6
ГОСТ 32601—2022
3.49 смазка исключительно масляным туманом с сухим картером (pure oil-mist lubrication, dry sump): Система смазки подшипников насоса с сухим картером (без какого-либо уровня масла внутри), в которой масляный туман одновременно и смазывает подшипники, и продувает картер подшипников.
3.50 смазка с продувкой масляным туманом с мокрым картером (purge oil-mist lubrication, wet sump): Система смазки подшипников насоса с мокрым картером, в которой масляный туман выполняет функцию только продувки картера подшипников.
3.51 ступень насоса (stage): Рабочее колесо и его спиральный отвод или направляющий аппарат, а также переводной канал (при его наличии).
3.52 точка максимального КПД; ВЕР (best efficiency point): Рабочая точка (подача — напор), в которой насос имеет максимальный коэффициент полезного действия (КПД) при расчетном диаметре рабочего колеса.
Примечание — Подача насоса с наивысшим КПД при максимальном диаметре рабочего колеса является базой при определении коэффициента быстроходности и кавитационного коэффициента быстроходности насоса. При уменьшении диаметра рабочего колеса посредством его подрезки подача насоса с наивысшим КПД также смещается в сторону меньшей подачи, кроме того, снижается значение максимального КПД.
3.53 участник закупки (bidder): Поставщик оборудования или иное физическое или юридическое лицо, являющееся официальным представителем поставщика оборудования и участвующее в закупочных процедурах заказчика.
4 Общие положения
4.1 Комплексная ответственность
Если не оговорено иное, ответственность за агрегат несет поставщик насоса. Проверку того, что все субпоставщики соответствуют требованиям настоящего стандарта и ссылочным документам, должен проводить поставщик насоса.
4.2 Классификация и обозначения
4.2.1 Типы насосов
Насосы, относящиеся к настоящему стандарту, классифицируются по типам и обозначаются в соответствии с таблицей 1.
Таблица 1 — Классификация центробежных насосов
Конструкция | Ориентация | Тип | ||
>s о о о | С упругой муф-той | Горизонтальный | С опорами корпуса на лапах | ОН1 |
С опорами корпуса по оси | ОН2 | |||
Вертикальный с патрубками в линию, с кронштейном подшипника | — | ОНЗ | ||
С жесткой муфтой | Вертикальный с патрубками в линию | — | ОН4 | |
Без муфтового соединения | Вертикальный с патрубками в линию | — | ОН5 | |
Высокооборотный с зубчатой передачей | — | ОН6 | ||
>s CL о с о X Ч | Одно- и двух-ступенчатый | С осевым разъемом корпуса | — | ВВ1 |
С радиальным разъемом корпуса | — | ВВ2 | ||
Многоступенчатый | С осевым разъемом корпуса | — | ВВЗ | |
С радиальным разъемом корпуса | Однокорпусной | ВВ4 | ||
С радиальным разъемом корпуса | Двухкорпусной | ВВ5 | ||
7
ГОСТ 32601—2022
Окончание таблицы 1
Конструкция | Ориентация | Тип | ||
>s ’S it Q_ CD ° | Однокорпусной | Выход через колонну | С направляющими аппаратами | VS1 |
Со спиральными отводами | VS2 | |||
С осевым потоком | VS3 | |||
Отдельный выход | С трансмиссионным валом (валами) | VS4 | ||
С консольным валом | VS5 | |||
Двухкорпусной | С направляющими аппаратами | — | VS6 | |
Со спиральными отводами | — | VS7 | ||
Примечание — Тип насоса является обобщающей характеристикой. Возможны ситуации, когда насосы совмещают в себе признаки более одного типа. В этих случаях в опросные листы вносится наиболее близкий по описанию тип, при этом заказчику целесообразно согласовывать его с потенциальными поставщиками.
4.2.2 Обозначения и описания типов насосов
4.2.2.1 Насосы типа ОН1 (см. рисунок 1)
Горизонтальные одноступенчатые консольные насосы, монтируемые на лапы, обозначаются как ОН1.
Насосы данного типа не отвечают всем требованиям настоящего стандарта (см. 6.2).
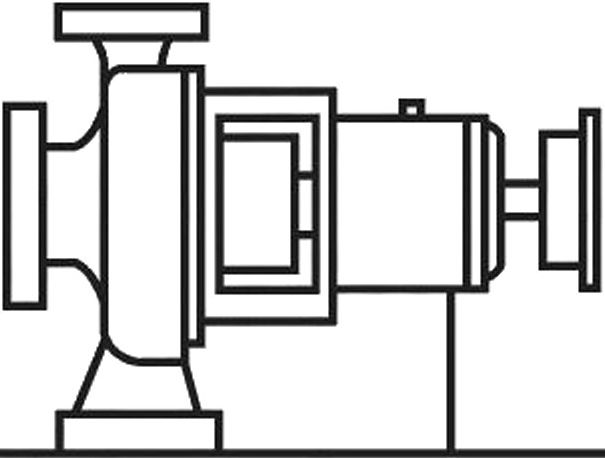
Рисунок 1 — Насос типа ОН1
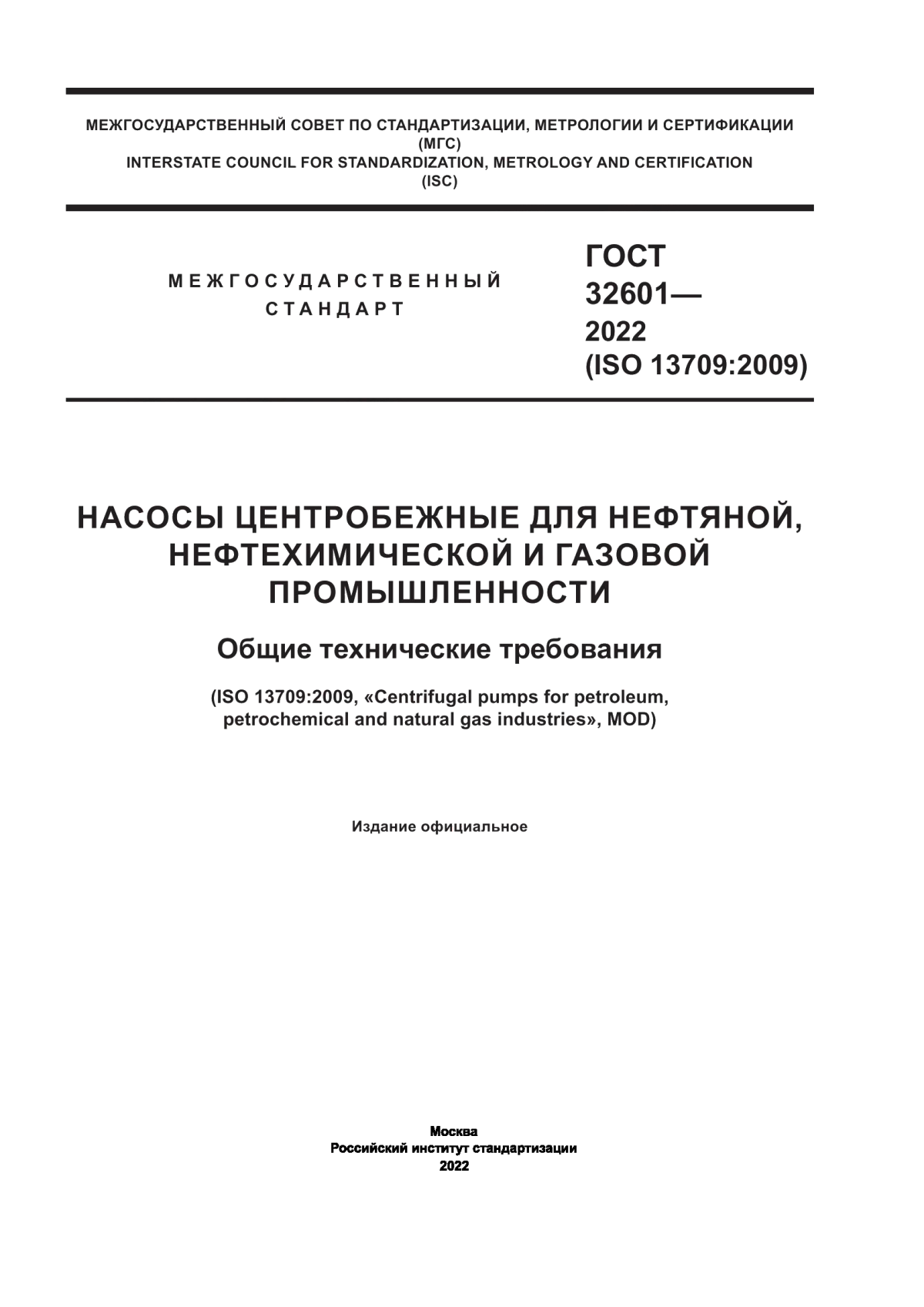
4.2.2.2 Насосы типа ОН2 (см. рисунок 2)
Горизонтальные одноступенчатые консольные насосы с расположением опорных поверхностей корпуса на уровне центральной оси обозначаются как ОН2. Они имеют один корпус подшипников, воспринимающий все действующие на ротор силы, а также обеспечивающий позиционирование ротора во время работы. Насосы монтируются на раме и соединяются с приводом посредством упругой муфты.
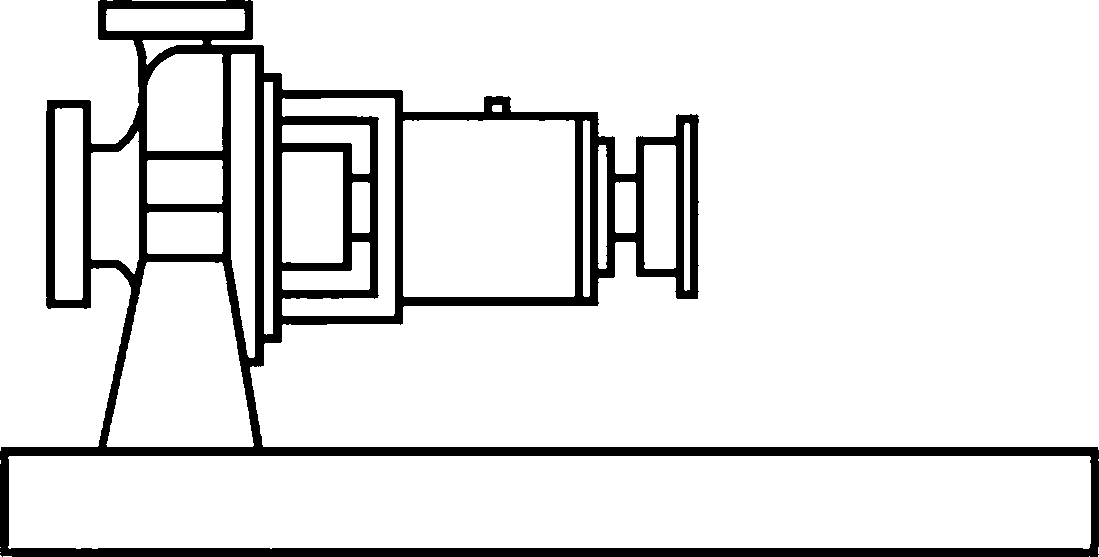
Рисунок 2 — Насос типа ОН2
4.2.2.3 Насосы типа ОНЗ (см. рисунок 3)
Вертикальные одноступенчатые консольные насосы с патрубками в линию и отдельным корпусом подшипников обозначаются как ОНЗ. Корпус подшипников встроен в корпус насоса и воспринимает все 8
ГОСТ 32601—2022
действующие на ротор силы. Привод обычно устанавливается на опорном корпусе, являющемся составной частью насоса. Насос и привод соединяются посредством упругой муфты.
С

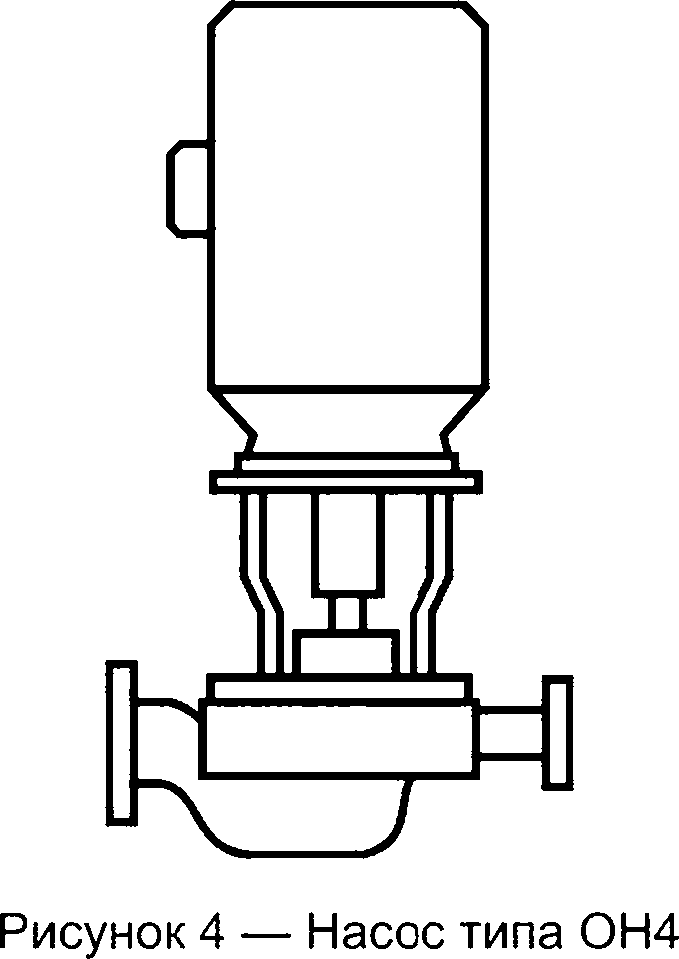
4.2.2.4 Насосы типа ОН4 (см. рисунок 4)
Вертикальные одноступенчатые консольные насосы с патрубками в линию и жесткой муфтой обозначаются как ОН4. Вал насоса жестко соединяется с валом привода.
Примечание — Насосы данного типа не отвечают всем требованиям настоящего стандарта (см. 6.2).
4.2.2.5 Насосы типа ОН5 (см. рисунок 5)
Вертикальные одноступенчатые консольные насосы с патрубками в линию и без муфтового соединения обозначаются как ОН5. Их рабочее колесо устанавливается непосредственно на вал привода.
Примечание — Насосы данного типа не отвечают всем требованиям настоящего стандарта (см. 6.2).
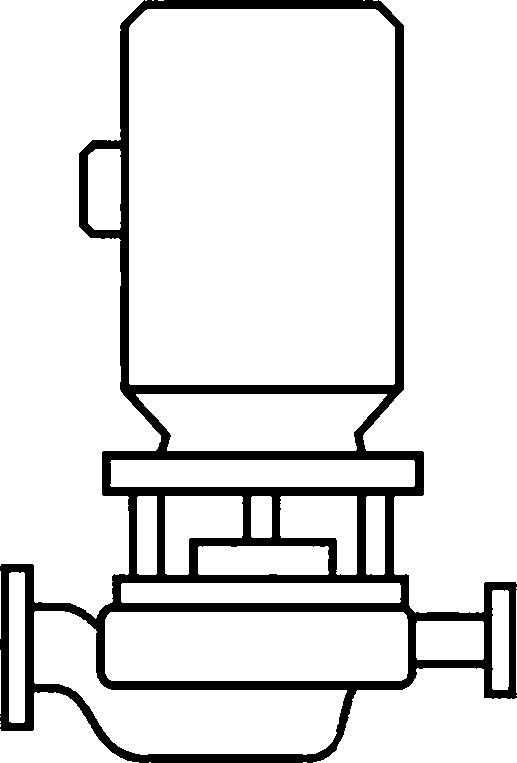
Рисунок 5 — Насос типа ОН5
9
ГОСТ 32601—2022
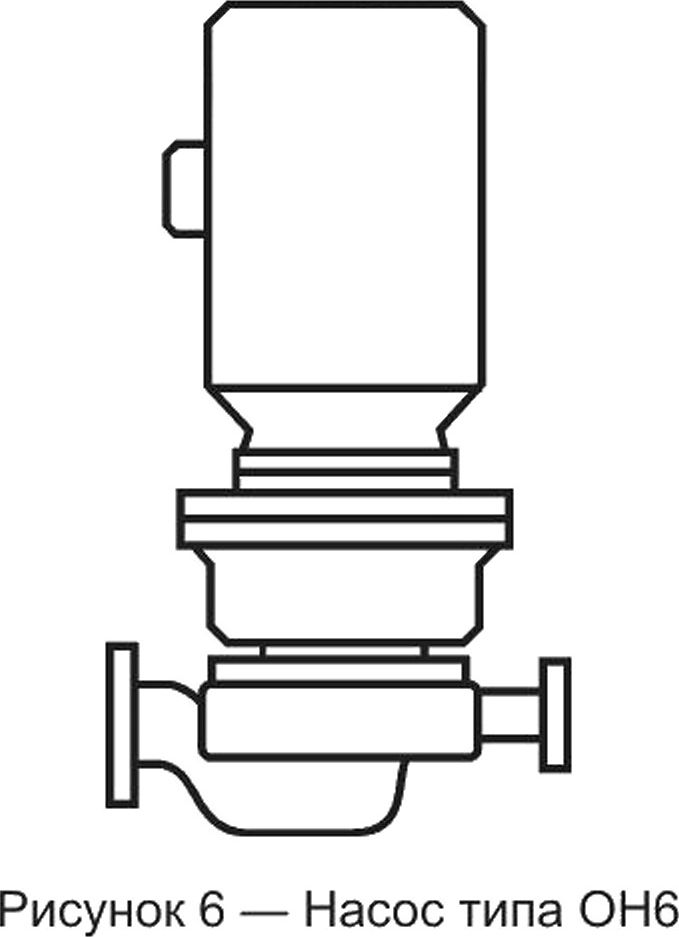
4.2.2.6 Насосы типа ОН6 (см. рисунок 6)
Высокооборотные одноступенчатые консольные насосы со встроенным зубчатым мультипликатором обозначаются как ОН6. Повышающий частоту вращения вала мультипликатор встраивается в насос и составляет с ним одно целое. Рабочее колесо устанавливается непосредственно на выходном валу мультипликатора. Муфты между мультипликатором и насосом нет, однако входной вал мультипликатора соединяется с приводом упругой муфтой. Эти насосы могут иметь вертикальное и горизонтальное исполнения.
4.2.2.7 Насосы типа ВВ1 (см. рисунок 7)
Одно- и двухступенчатые двухопорные насосы с главным разъемом корпуса по оси обозначаются как ВВ1.
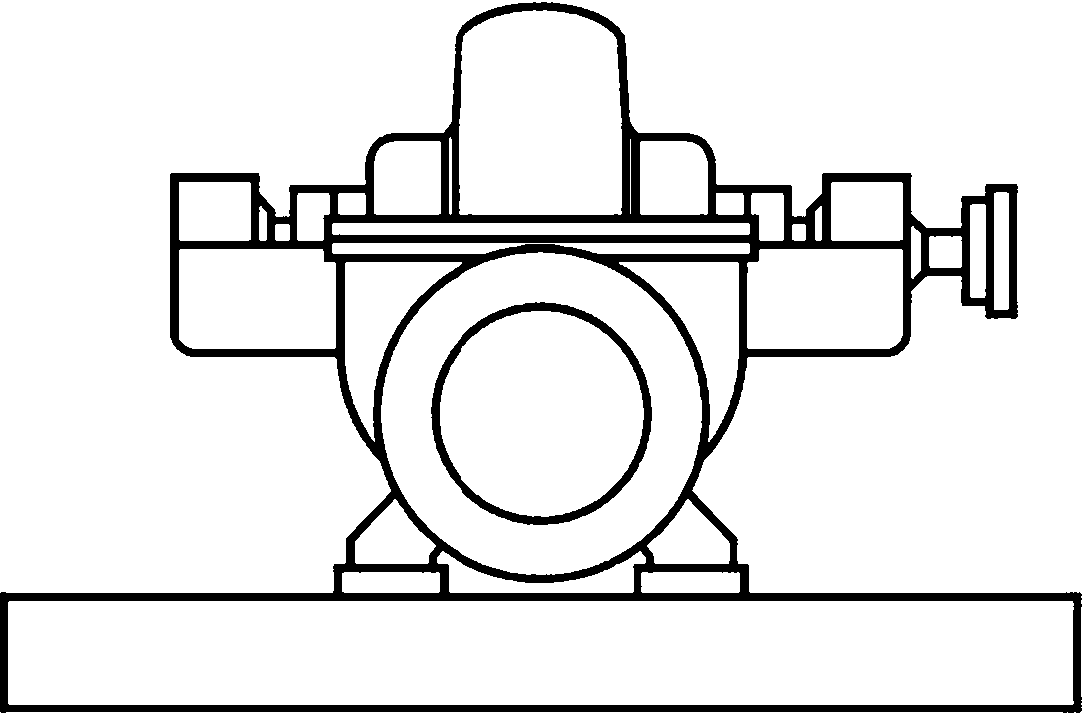
Рисунок 7 — Насос типа ВВ1
4.2.2.8 Насосы типа ВВ2 (см. рисунок 8)
Одно- и двухступенчатые двухопорные насосы с радиальным главным разъемом корпуса обозначаются как ВВ2.
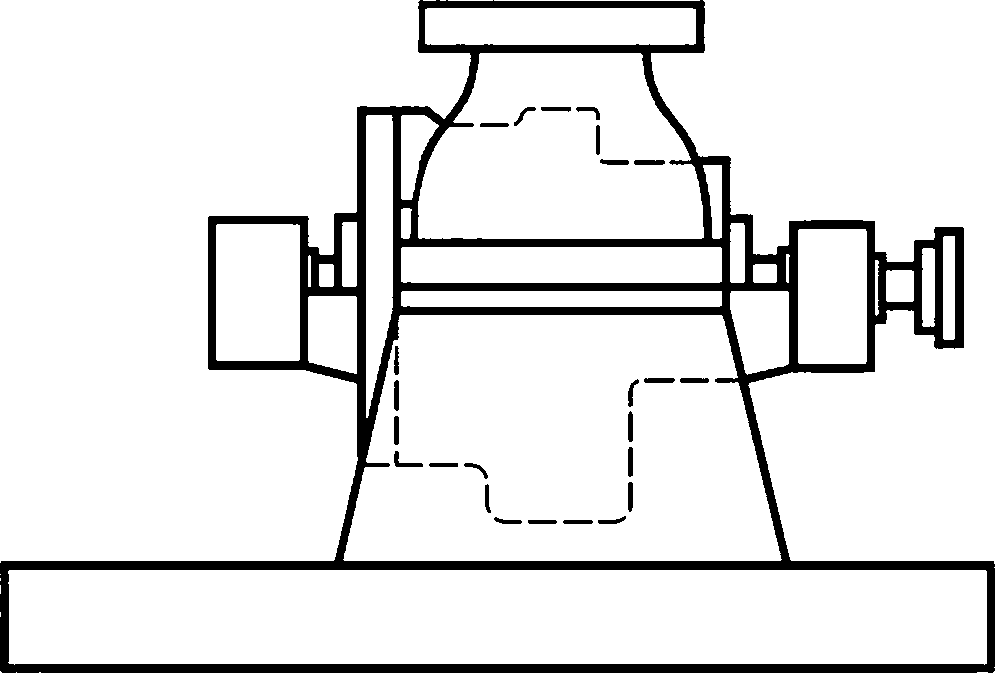
Рисунок 8 — Насос типа ВВ2
10
ГОСТ 32601—2022
4.2.2.9 Насосы типа ВВЗ (см. рисунок 9)
Многоступенчатые двухопорные насосы с главным разъемом корпуса по оси обозначаются как ВВЗ.
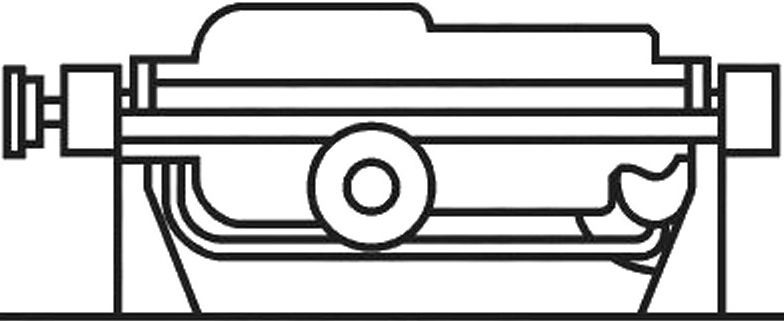
Рисунок 9 — Насос типа ВВЗ
4.2.2.10 Насосы типа ВВ4 (см. рисунок 10)
Однокорпусные многоступенчатые двухопорные насосы с радиальным разъемом между секциями корпуса обозначаются как ВВ4. Они также называются секционными насосами. В этих насосах есть опасность появления утечки между секциями.
Примечание — Насосы данного типа не отвечают всем требованиям настоящего стандарта (см. 6.2).
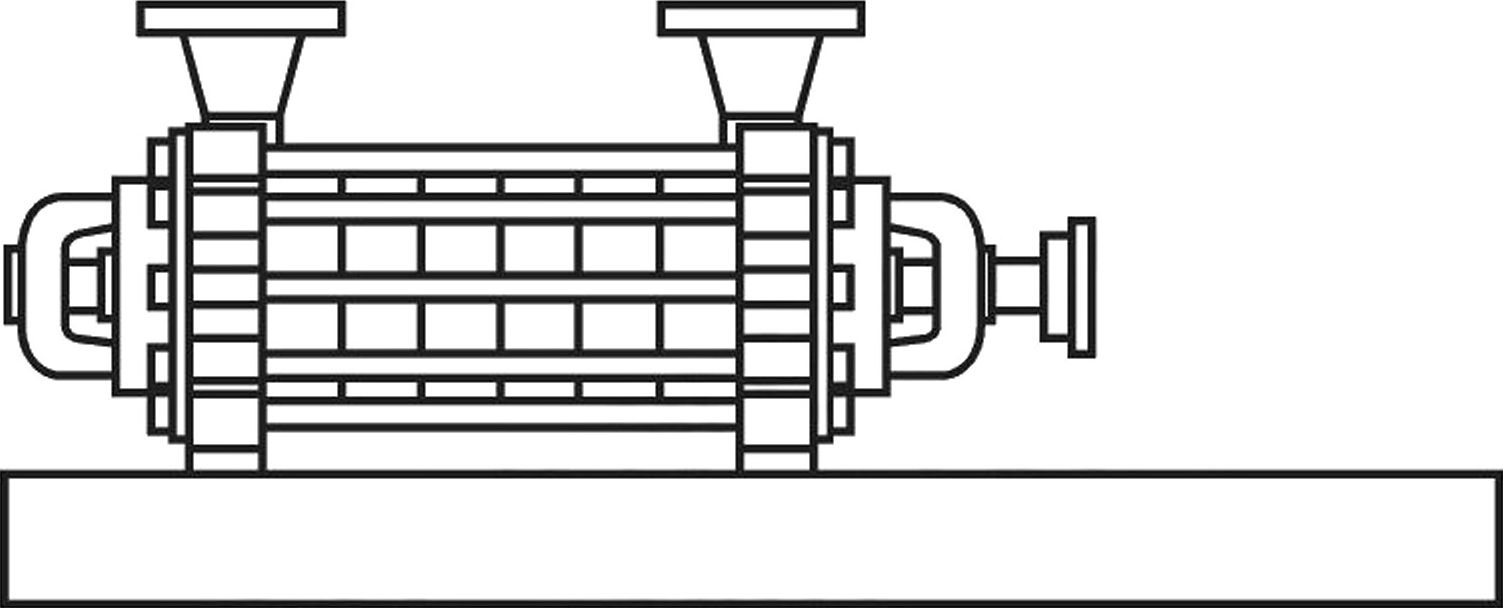
Рисунок 10 — Насос типа ВВ4
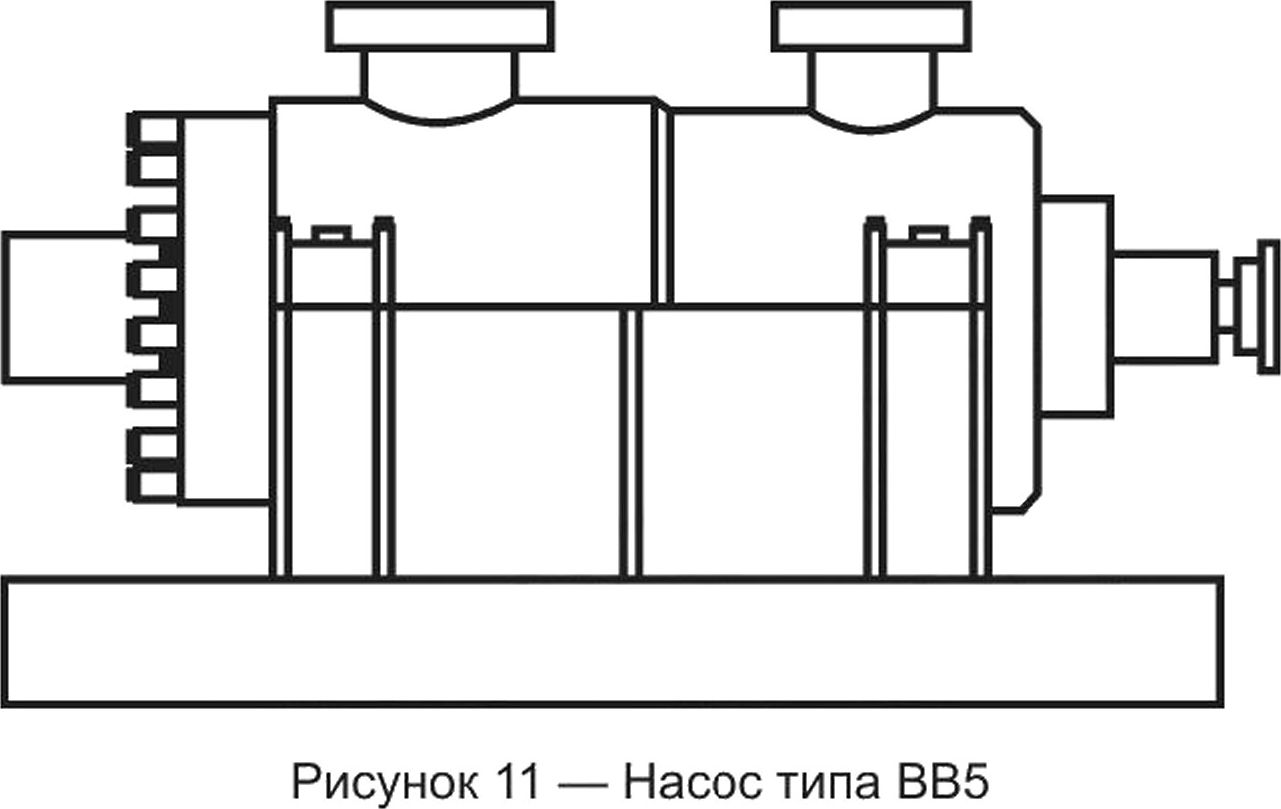
4.2.2.11 Насосы типа ВВ5 (см. рисунок 11)
Двухкорпусные многоступенчатые двухопорные насосы с радиальным главным разъемом корпуса («баррельные» насосы) обозначаются как ВВ5.
11
ГОСТ 32601—2022
4.2.2.12 Насосы типа VS1 (см. рисунок 12)
Вертикальные полупогружные однокорпусные насосы с направляющими аппаратами, с нижним приемом и выходом перекачиваемой среды к напорному патрубку через колонну, обозначаются как VS1.
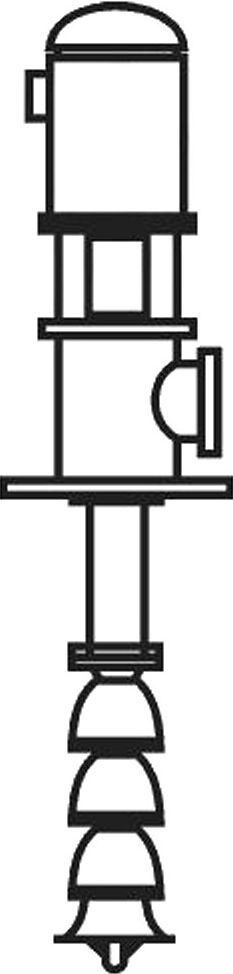
Рисунок 12 — Насос типа VS1
4.2.2.13 Насосы типа VS2 (см. рисунок 13)
Вертикальные полупогружные однокорпусные насосы со спиральным отводом, с нижним приемом и выходом перекачиваемой среды к напорному патрубку через колонну, обозначаются как VS2.
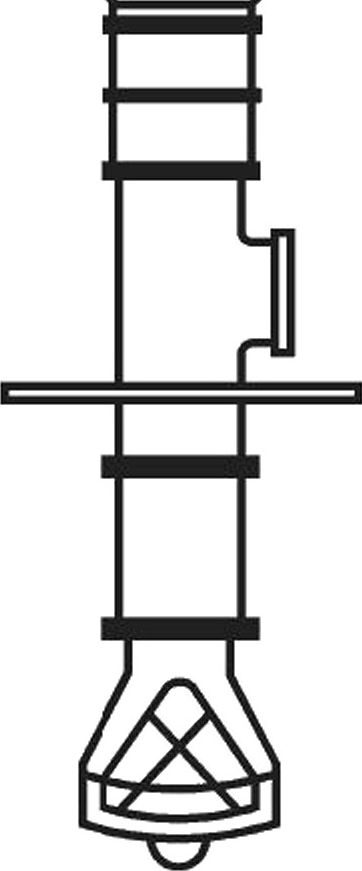
Рисунок 13 — Насос типа VS2
12
ГОСТ 32601—2022
4.2.2.14 Насосы типа VS3 (см. рисунок 14)
Вертикальные полупогружные однокорпусные насосы с осевым рабочим колесом, с нижним приемом и выходом перекачиваемой среды к напорному патрубку через колонну, обозначаются как VS3.

Рисунок 14 — Насос типа VS3
4.2.2.15 Насосы типа VS4 (см. рисунок 15)
Вертикальные полупогружные однокорпусные дренажные насосы со спиральным отводом, с выходом перекачиваемой среды к напорному патрубку через отдельный трубопровод, с приводом через трансмиссионный вал (валы) обозначаются как VS4.
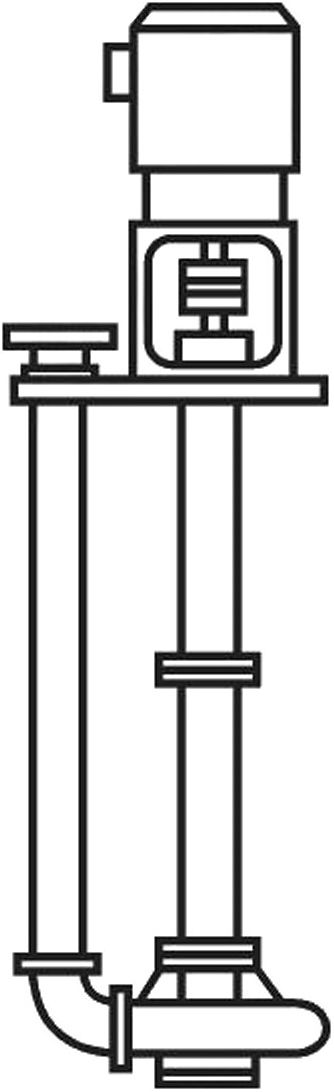
Рисунок 15 — Насос типа VS4
13
ГОСТ 32601—2022
4.2.2.16 Насосы типа VS5 (см. рисунок 16)
Вертикальные полупогружные однокорпусные дренажные консольные насосы со спиральным отводом, с выходом продукта к напорному патрубку через отдельный трубопровод, обозначаются как VS5.
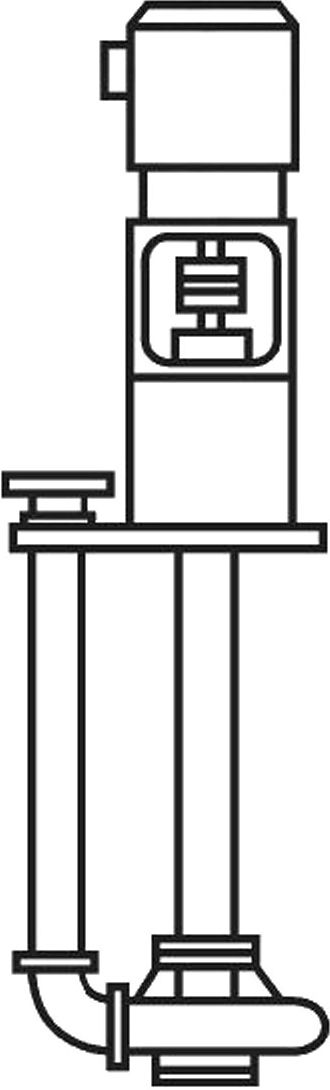
Рисунок 16 — Насос типа VS5
4.2.2.17 Насосы типа VS6 (см. рисунок 17)
Вертикальные полупогружные двухкорпусные насосы с направляющими аппаратами обозначаются как VS6.
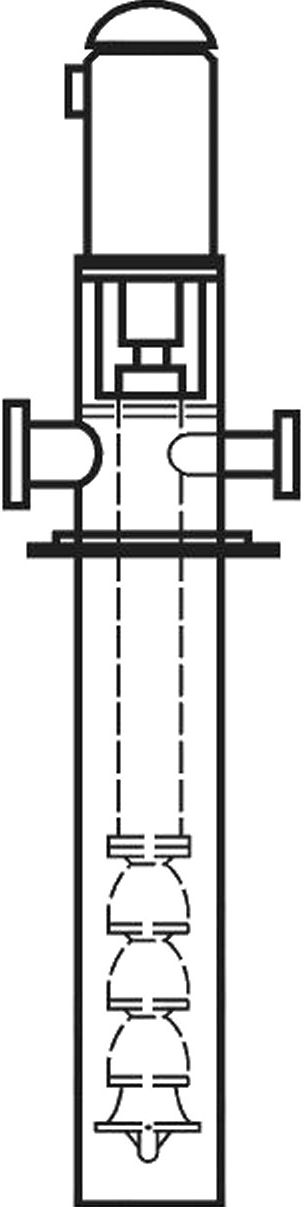
Рисунок 17 — Насос типа VS6
14
VS7.
ГОСТ 32601—2022
4.2.2.18 Насосы типа VS7 (см. рисунок 18)
Вертикальные полупогружные двухкорпусные насосы со спиральным отводом обозначаются как
Рисунок 18 — Насос типа VS7
5 Требования соответствия
5.1 Единицы измерения
• Заказчик должен определить, в какой системе единиц, а именно в системе СИ или в системе USC, должны приводиться данные, выполняться чертежи и указываться размеры насосов. Если опросные листы на насос (см. приложение ДА) заполнены в системе СИ, значит, во всей остальной документации следует использовать стандартную международную систему мер СИ. Если опросные листы на насос заполнены в системе USC, значит, и во всей остальной документации насоса должны использоваться единицы мер системы USC.
5.2 Соблюдение стандартов и норм
Заказчик и поставщик совместно должны определить необходимые меры для соблюдения соответствия национальным стандартам, нормам, регламентам, постановлениям и правилам, действующим в отношении оборудования, а также правил его упаковки и хранения.
5.3 Конфликты требований
5.3.1 В случае возникновения конфликта требований между настоящим стандартом и опросным листом или иными требованиями заказчика (например, техническими требованиями, техническим заданием и пр.) приоритет отдается опросному листу/требованиям заказчика.
5.3.2 Если требования, относящиеся к насосу конкретного типа в разделе 9, противоречат другим разделам настоящего стандарта, необходимо руководствоваться требованиями раздела 9.
6 Базовая конструкция
6.1 Общие требования
6.1.1 Насосное оборудование (включая вспомогательные системы), на которое распространяется настоящий стандарт, должно конструироваться и изготавливаться в расчете на срок службы не менее 20 лет [за исключением естественно изнашиваемых деталей, входящих в перечень запасных деталей в соответствии с перечислением f) 10.2.3] и не менее 3 лет непрерывной эксплуатации. Остановка оборудования для выполнения техобслуживания, проверок, плановых ремонтов по инструкциям поставщика не является нарушением этого требования. Приведенные выше сроки являются целевыми расчетными показателями. Тяжелые условия работы, неправильная эксплуатация и ненадлежащее обслуживание оборудования могут привести к выходу его из строя до достижения указанных выше сроков.
15
ГОСТ 32601—2022
• 6.1.2 Заказчик должен определить рабочие параметры, свойства перекачиваемой среды, условия эксплуатации, включая данные, приведенные в рекомендуемой форме опросных листов (см. приложение ДА). Заказчик должен указать, будет ли насос использоваться как рекуперационная гидротурбина и должны ли распространяться на него требования приложения С.
6.1.3 Насос должен быть приспособлен к эксплуатации в требуемой и номинальной точках, а также в любых других предполагаемых эксплуатационных режимах, заданных заказчиком. Конструкция насоса должна предусматривать возможность корректировки рабочих параметров насоса путем подрезки (обточки) рабочих колес и применения сменных роторов и/или сменных проточных частей, а также за счет изменения числа оборотов вала при применении регулируемого привода.
6.1.4 Конструкция насоса должна предусматривать возможность повышения напора как минимум на 5 % относительно номинальных параметров путем замены рабочего колеса (колес) на рабочее колесо (колеса) большего диаметра, или применения сменной проточной части, или увеличения частоты вращения вала регулируемого привода, или за счет предусмотренного места под установку в будущем дополнительной ступени насоса.
Это требование должно предотвратить необходимость замены выбранного типоразмера насоса в случае небольшого уточнения требований заказчика к гидравлическим характеристикам насоса уже после его поставки. Это требование не предназначено для значительных изменений параметров насоса при возникновении в будущем изменений в технологических требованиях. Если известно, что в будущем такие изменения в технологических требованиях могут возникнуть, то это должно быть оговорено отдельно и должно быть учтено при выборе насоса.
6.1.5 Насосы должны сохранять свою работоспособность при повышении частоты вращения, по крайней мере, до максимальной допустимой частоты. Максимальной допустимой частотой вращения считается:
а) синхронная частота вращения при максимальной допустимой частоте тока питающей электросети — для насосов с приводом от электродвигателей с нерегулируемой частотой вращения ротора;
Ь) не менее 105 % от номинальной частоты вращения — для насосов с регулируемой частотой вращения ротора, а также для насосов с нерегулируемой частотой вращения ротора, но при этом являющихся резервными для насосов, привод которых способен превышать номинальную частоту вращения.
6.1.6 Работающие совместно с регулируемым приводом насосы должны быть сконструированы так, чтобы при разгоне ротора до максимальной частоты вращения у насосов не возникало повреждений.
6.1.7 Условия в камере торцевого уплотнения, необходимые для сохранения жидкостной пленки на парах трения уплотнения, включая рабочую температуру, давление и расход через нее, а также перечень принимаемых конструктивных мер для недопущения проникновения окружающей среды внутрь насоса, находящегося в резерве под воздействием давления разряжения, должны быть согласованы между поставщиками насоса и уплотнения, одобрены заказчиком и внесены в опросные листы.
Меры по недопущению проникновения окружающей среды внутрь насоса особенно важны, если перекачиваются среды с давлением в линии всасывания, близким к давлению их насыщенных паров (например, сжиженные углеводородные газы). В процессе эксплуатации избыточное давление в камере уплотнения должно составлять не менее 35 кПа изб. (0,35 бар, 5 psi)1\
6.1.8 Поставщик должен указать в опросных листах на насос требуемое значение кавитационного запаса насоса (NPSH3) на воде при температуре менее 55 °C (130 °F), при номинальной подаче и частоте вращения ротора. При этом запрещается применение уменьшающего поправочного коэффициента для рабочих сред, не являющихся водой (например, для углеводородов), за исключением тех случаев, когда этого требует заказчик. При наличии данного требования пересчет должен производиться по предложенной поставщиком методике.
Заказчик должен учитывать необходимость превышения имеющегося кавитационного запаса системы (NPSHA) над требуемым кавитационным запасом насоса (NPSH3). Это превышение должно быть достаточным для обеспечения работы насоса во всем допускаемом диапазоне подач, от минимальной устойчивой подачи до максимальной предполагаемой рабочей подачи, с целью предотвращения повреждения насоса в результате кавитации, нарушения ламинарности потока или внутренней рециркуляции. Поставщик должен предоставлять информацию о рекомендуемом превышении значения кавитационного запаса системы над кавитационным запасом насоса конкретного предлагаемого типа с учетом его предполагаемых условий эксплуатации.
1) См. ГОСТ 32600 или [3].
16
ГОСТ 32601—2022
При задании кавитационного запаса системы NPSHA заказчик и поставщик должны учитывать связь между минимальной устойчивой подачей и кавитационным коэффициентом быстроходности насоса nss. Как правило, значение минимальной устойчивой подачи увеличивается с ростом кавитационного коэффициента быстроходности. В свою очередь кавитационный коэффициент быстроходности увеличивается с понижением значения NPSH3. Тем не менее имеются и другие факторы, такие как удельная мощность насоса, конструкция проточной части, свойства перекачиваемой среды и превышение NPSHA над NPSH3, которые также влияют на способность насоса удовлетворительно работать в широком диапазоне подач. Конструктивное обеспечение работы насосов с низкими подачами — это развивающаяся область насосной техники. Поэтому при выборе ограничений по кавитационному коэффициенту быстроходности и приемлемому превышению NPSHA над NPSH3 необходимо учитывать последние достижения насосной техники, а также опыт поставщика.
Если заказчик не требует иное, то за нулевую высотную отметку для отсчета кавитационного запаса принимаются ось вала в горизонтальных насосах, осевая линия патрубков в вертикальных насосах с патрубками «в линию», опорная плоскость для вертикальных полупогружных насосов и вертикальных двухкорпусных насосов при расположении входного патрубка на наружном корпусе (стакане).
• 6.1.9 Кавитационный коэффициент быстроходности насоса nss рассчитывается по методике, приведенной в приложении А. При необходимости он может быть ограничен путем внесения заказчиком соответствующей информации в опросный лист.
6.1.10 Для перекачивающих более вязкие среды относительно воды насосов рассчитанная для воды гидравлическая характеристика должна быть скорректирована в соответствии с ГОСТ 6134—2007 (приложение L)1\ Поправочные коэффициенты, использованные при этих расчетах, должны быть указаны на графиках характеристик насоса в техническом предложении (паспорте на насос), а также на графиках характеристик, полученных при стендовых испытаниях насоса.
Примечание — В рамках данного пункта требования [4] и [5] считаются эквивалентными требованиям ГОСТ 6134—2007 (приложение L).
• 6.1.11 Насосы с постоянно падающей гидравлической характеристикой (т. е. с напором, непрерывно уменьшающимся при увеличении подачи) являются предпочтительными для всех применений и обязательными при работе нескольких насосов в параллель. При параллельной работе насосов увеличение напора каждого насоса от номинального значения до максимального при закрытой задвижке на нагнетании должно составлять не менее 10 %. Отклонения от этого требования допускаются с одобрения заказчика.
Если для обеспечения непрерывного увеличения напора при уменьшении подачи используется дросселирующая шайба на нагнетании, то это должно быть указано поставщиком в его техническом предложении.
6.1.12 Предпочтительный рабочий диапазон поставляемого насоса должен иметь границы, равные 70 % и 120 % от подачи, соответствующей максимальному КПД насоса (точке ВЕР). Номинальная точка насоса должна располагаться в диапазоне от 80 % до 110 % от подачи в точке ВЕР. Отклонения от этого требования допускаются с одобрения заказчика.
Эти требования к предпочтительному рабочему диапазону и номинальной подаче не должны приводить к разработке дополнительных типоразмеров небольших насосов или препятствовать использованию насосов с высоким коэффициентом быстроходности ns (см. приложение А). Если это необходимо, допускается предлагать небольшие насосы, которые работают удовлетворительно при подачах, выходящих за установленные здесь пределы, и высокоскоростные насосы, которые могут иметь более узкий предпочтительный рабочий диапазон по сравнению с установленным здесь. При этом их предпочтительный рабочий диапазон должен быть четко указан поставщиком на графиках гидравлических характеристик. Коэффициент быстроходности насоса ns рассчитывается по методике, приведенной в приложении А.
Примечание — Выражение «поставляемого насоса» подразумевает исполнение насоса с расчетной подрезкой рабочих колес, обеспечивающей заданную в опросных листах требуемую рабочую точку (подача — напор).
Насосы с очень низким коэффициентом быстроходности могут быть неспособными обеспечить производительность не только 110 % отточки ВЕР, но и 105 % от нее. В таких случаях ожидаемые ограничения по производительности должны быть указаны в характеристике насоса в техническом предложении на насос (см. 10.2.4).
О См. также [4] и [5].
17
ГОСТ 32601—2022
Допустимый рабочий диапазон устанавливается в соответствии с 6.9.3.1.
6.1.13 Предпочтительно, чтобы точка максимального КПД насоса (точка ВЕР) в окончательном исполнении насоса при поставке находилась между требуемой рабочей и номинальной точками подачи.
• 6.1.14 По требованию заказчика поставщик должен предоставить данные как по максимальному звуковому давлению, так и по уровню звуковой мощности насосного агрегата, по октавам. Меры по контролю звукового давления должны быть обсуждены совместно заказчиком и поставщиком. Поставляемое насосное оборудование должно соответствовать установленному допустимому уровню звукового давления. В качестве источника дополнительной информации может быть использован ГОСТ 31252^.
6.1.15 Для насосов с напорами более 200 м (650 футов) на ступень и с мощностью более 225 кВт (300 л.с.) на ступень могут потребоваться специальные меры для снижения вибрации, вызванной прохождением лопастей рабочего колеса мимо входа в направляющий аппарат или спиральный отвод, и низкочастотных вибраций при пониженных подачах. Для таких насосов радиальный зазор между лопаткой направляющего аппарата или передней кромкой (языком) спирального отвода и выходной кромкой лопасти рабочего колеса должен составлять не менее 3 % от максимального радиуса рабочего колеса по выходным кромкам лопастей для конструкций с направляющими аппаратами и не менее 6 % — для конструкций со спиральными отводами. Максимальным радиусом считается радиус наибольшего рабочего колеса, который может использоваться в корпусе данного насоса (с учетом 6.1.6). Зазор Р, %, определяют по формуле
Р= 100 ■ (R2-R^/R^ (1)
где R2 — радиус до входной кромки (языка) спирального отвода или до входной кромки лопатки направляющего аппарата;
R1 — максимальный радиус рабочего колеса по выходной кромке лопастей.
Допускается доработка рабочих колес насосов после предварительных испытаний путем затыловки лопастей или V-образного выреза на выходных кромках лопастей с целью корректировки гидравлических параметров с учетом перечисления с) 8.3.3.7. Любые такие доработки должны быть указаны поставщиком в документации на насос (см. 10.3.4.1).
6.1.16 Для насосов с частотой вращения более 3600 об/мин и/или потребляющих мощность более 300 кВт (-400 л.с.) на одну ступень может потребоваться применить больший зазор между выходными кромками лопастей рабочего колеса и заходами в направляющий аппарат или спиральный отвод либо другие конструктивные решения для снижения лопаточной вибрации. Эти увеличенные зазоры или другие конструктивные решения должны согласовываться между заказчиком и поставщиком с учетом опыта, приобретенного в процессе эксплуатации насосов этих типов.
• 6.1.17 Потребность в охлаждении насоса должна определяться поставщиком, а метод охлаждения должен согласовываться с заказчиком. Предпочтительным является воздушное охлаждение при помощи вентилятора. Если данного воздушного охлаждения будет недостаточно, то должен быть выбран один из вариантов жидкостного охлаждения в соответствии с приложением В. Система охлаждения должна учитывать тип охлаждающей среды, давление и температуру, указанные заказчиком. Поставщик должен определить требуемую подачу охлаждающей жидкости. Для исключения конденсации минимальная температура охлаждающей жидкости на входе в корпуса подшипников должна быть выше температуры окружающего воздуха.
6.1.18 Рубашки охлаждения, если они предусмотрены, должны иметь технологические крышки для очистки, расположенные так, чтобы весь канал рубашки мог механически очищаться, промываться и осушаться. Отклонения от этого требования допускаются с одобрения заказчика.
6.1.19 Рубашки охлаждения, если они предусмотрены, должны быть сконструированы так, чтобы исключить попадание перекачиваемой среды в рубашку. Каналы рубашки не должны пересекать соединительные стыки (плоскости разъема) корпуса.
6.1.20 Если заказчик не требует иное, то системы водяного охлаждения должны удовлетворять ограничениям, приведенным в таблице 2.
1 > См. также [6] и [7].
18
Таблица 2 — Системы водяного охлаждения насосов, основные требования
ГОСТ 32601—2022
Параметр | Единицы СИ | Единицы USC |
Скорость потока по поверхностям теплообмена | 1,5—2,5 м/с | 5—8 фут/с |
Максимальное допустимое рабочее давление в рубашке охлаждения (MAWP), не менее | 700 кПа изб. | 100 psi; 7 бар |
Испытательное давление в рубашке охлаждения (> 1,5 MAWP), не менее | 1 050 кПа изб. | 150 psi; 10,5 бар |
Максимальное падение давления в рубашке охлаждения | 100 кПа | 15 psi; 1 бар |
Максимальная температура на входе | 30 °C | 90 °F |
Максимальная температура на выходе | 50 °C | 120 °F |
Максимальное повышение температуры | 20 °C | 30 °F |
Фактор загрязнения, не более | 0,35 м2 ■ К/кВт | 0,002 h-ft2-°R/Btu |
Припуск на коррозию стенок (не для труб) | 3,0 мм | 0,125” |
Должны быть предусмотрены меры для возможности осуществления полного дренажа и продувки системы охлаждения.
6.1.21 Заказчик и поставщик должны согласовать компоновку насосного агрегата, в том числе компоновку трубной обвязки и вспомогательных устройств. Компоновка должна обеспечивать достаточное пространство вокруг агрегата, необходимое для безопасного доступа к агрегату для выполнения работ по его эксплуатации и техобслуживанию.
• 6.1.22 Электродвигатели и все электрические компоненты насосного агрегата должны иметь защиту, соответствующую их месту установки (класс, группа, зона), указанной в спецификации заказчика, и должны отвечать требованиям ГОСТ 31610.0^, а также требованиям местных технических правил и регламентов, выполнение которых требуется заказчиком. На агрегате должно быть предусмотрено место(а) подключения заземляющего кабеля(ей) в соответствии с правилами, установленными в стране, принявшей настоящий стандарт.
6.1.23 Конструкция масляных картеров и корпусов узлов, в которых находятся смазываемые детали (например, подшипники, уплотнения вала, полированные детали, измерительные приборы и элементы управления), должна сводить к минимуму загрязнение влагой, пылью и другими посторонними материалами во время эксплуатации и остановки насоса.
6.1.24 Конструкция насосов должна обеспечивать быстрое и экономичное техническое обслуживание. Основные детали (например, корпус насоса и корпуса подшипников) должны быть спроектированы и изготовлены так, чтобы обеспечить точное совмещение при повторной сборке. Это должно достигаться посредством использования направляющих выступов, штифтов или шпонок.
6.1.25 Конструкция насосов всех типов, за исключением вертикальных полупогружных насосов, насосов со встроенным мультипликатором и секционных насосов, должна обеспечивать возможность демонтажа ротора или внутреннего картриджа ротора без отсоединения всасывающего и напорного трубопроводов или перемещения привода.
6.1.26 Насос и его привод должны удовлетворять критериям вибрации, установленным в 6.9.3, и при стендовых испытаниях, и при работе на месте постоянной эксплуатации на постоянном фундамен-те/основании. После ввода в эксплуатацию заказчик и поставщик несут совместную ответственность за вибрационные характеристики насосного агрегата.
6.1.27 Запасные части и все сменные детали насосов, а также всех вспомогательных систем насосных агрегатов должны отвечать, как минимум, требованиям настоящего стандарта.
6.1.28 Насосные агрегаты, включая все вспомогательные системы, должны быть рассчитаны на применение в условиях окружающей среды, указанных в опросных листах заказчика. Если требуется, поставщик должен дать рекомендации по защите оборудования на месте эксплуатации (например, по подготовке оборудования к эксплуатации в зимних условиях при низкой температуре окружающей среды или по защите от чрезмерной влажности, запыленности, коррозии и т. д.).
1) См. также [8] и [9].
19
ГОСТ 32601—2022
6.1.29 Болтовые соединения и резьбы
• 6.1.29.1 Резьбовые детали должны соответствовать ГОСТ 8724, ГОСТ 24705, ГОСТ 16093^. Поставщик должен указать тип резьбовых соединений, использованных в насосе.
6.1.29.2 При применении цилиндрических дюймовых резьбовых соединений2) резьба должна быть 2 класса для основных шпилек, болтов и гаек, а для остальных резьбовых элементов допускается также применение 3 класса.
6.1.29.3 При применении резьб по ГОСТ 8724^ должен быть выбран класс резьбы с крупным шагом. Резьбы должны соответствовать классу 6g для болтов и шпилек и классу 6Н для гаек.
6.1.30 Покупные крепежные изделия должны сопровождаться сертификатами, подтверждающими происхождение, материалы и качество этих изделий в соответствии с оговоренными с заказчиком нормативными документами4).
6.1.31 Вокруг гаек и головок болтов должно быть предусмотрено место для возможности использования накидных гаечных ключей и торцевых головок.
6.1.32 Если заказчик не требует иное, то на всех главных разъемах корпуса должны применяться шпильки, а в остальных соединениях и разъемах — болтовые соединения с внешней шестигранной головкой. Отклонения от этого требования допускаются с одобрения заказчика. Длина шпилек должна обеспечивать превышение резьбовой части над гайкой не менее чем на 1,5 шага резьбы.
6.1.33 Крепежные детали (за исключением шайб и стопорных винтов без головки) должны иметь маркировку с указанием класса материала и изготовителя, которая наносится на один конец шпилек диаметром от 10 мм (3/8 дюйма) и на головки болтов диаметром от 6 мм (1/4 дюйма). Если имеющейся площади недостаточно для нанесения маркировки, тогда обозначение класса может быть нанесено на один конец, а обозначение изготовителя — на другой. Шпильки должны маркироваться на открытом конце. Отклонения от этого требования допускаются с одобрения заказчика.
Примечание — Стопорные винты без головки имеют шестигранное углубление под ключ на одном конце.
6.1.34 Для корпусов под давлением размер резьбы крепежных деталей должен быть не менее 12 мм (1/2 дюйма).
6.2 Отклонения для отдельных типов насосов
6.2.1 Приведенные в таблице 3 типы насосов имеют отклонения от вышеизложенных общих требований. Эти насосы допускается применять только в том случае, если у заказчика в них есть особая потребность или если поставщик имеет положительный опыт эксплуатации подобных насосов в аналогичных условиях. Для этих типов насосов в таблице 3 приведены характеристики, требующие особого рассмотрения, со ссылкой на соответствующий пункт настоящего стандарта.
Таблица 3 — Характеристики, требующие особого рассмотрения
Тип насоса | Характеристики, требующие особого рассмотрения |
Одноступенчатые консольные насосы с опорами корпуса на лапах — тип ОН1 | а) Максимальное допустимое рабочее давление MAWP (по 6.3.5). Ь) Расположение опор корпуса (по 6.3.11). |
Вертикальные одноступенчатые консольные насосы с патрубками в линию и жесткой муфтой — тип ОН4 | а) Конструкция привода (по 7.1.7 и 7.1.8). Ь) Жесткость ротора (по 6.9.1.3). с) Направляющий подшипник, смазываемый перекачиваемым продуктом (по 6.10.1.1). d) Биение вала на торцевом уплотнении (по 6.6.9 и 6.8.5). |
Вертикальные одноступенчатые консольные насосы с патрубками в линию и без муфтового соединения — тип ОН5 | а) Конструкция привода (по 7.1.7 и 7.1.8). Ь) Температура подшипников и обмоток электродвигателя при высоких температурах среды. с) Демонтаж торцевых уплотнений (по 6.8.2). |
1) См. также [10] и [11].
2) См. [11].
3) См. также [10].
4) См. также [12].
20
ГОСТ 32601—2022
Окончание таблицы 3
Тип насоса | Характеристики, требующие особого рассмотрения |
Двухступенчатые консольные насосы | а) Жесткость ротора (по 6.9.1.3). |
Консольные насосы с рабочим колесом двухстороннего всасывания | а) Жесткость ротора (по 6.9.1.3). |
Однокорпусные многоступенчатые двухопорные насосы с радиальным разъемом корпуса — тип ВВ4 | а) Корпуса под давлением (по 6.3.3 и 6.3.10). Ь) Демонтаж (по 6.1.24). |
Встроенное торцевое уплотнение (не картриджный тип уплотнений) | а) Демонтаж торцевых уплотнений (по 6.8.2). |
6.3 Корпуса, работающие под давлением
6.3.1 Максимальное давление нагнетания насоса принимается равным сумме максимального давления на входе и максимального дифференциального давления, которое может создать насос при работе с установленным рабочим колесом (колесами) при номинальной частоте вращения и заданной плотности перекачиваемой среды.
Примечание — Расчет максимального давления на выходе из насоса должен основываться на условиях его применения.
• 6.3.2 Максимальное давление нагнетания насоса должно быть указано в опросном листе на насос. Максимальное расчетное давление на выходе из насоса должно быть увеличено на величину дополнительного перепада давления, образующегося за счет выполнения одного или нескольких из нижеперечисленных условий эксплуатации (при их наличии):
а) перекачивание среды с максимальной плотностью при любых из заданных условий эксплуатации;
Ь) установка рабочего колеса максимального диаметра и/или дополнительных ступеней, если они могут быть установлены в насосе;
с) эксплуатация на максимальной частоте вращения ротора.
Заказчик должен оценить вероятность возникновения приведенных в перечислениях а)—с) дополнительных условий эксплуатации прежде, чем учитывать их.
Примечание — Если вероятность возникновения указанных в перечислениях а)—с) дополнительных условий эксплуатации низка, а создаваемое ими максимальное давление находится в пределах давления гидравлических испытаний, то ими можно пренебречь.
Увеличение дифференциального давления насоса из-за увеличения частоты вращения ротора до максимальной частоты, как правило, является непродолжительным отклонением и находится в пределах давления гидравлических испытаний.
6.3.3 Корпуса, работающие под давлением, должны быть сконструированы так, чтобы:
а) работать без внешних утечек и без контакта между вращающимися и неподвижными деталями, при условии одновременного воздействия на корпус максимального допустимого рабочего давления (с учетом максимальной рабочей температуры) и комбинации удвоенных допустимых нагрузок, приведенных в 6.5.4, приложенных одновременно к каждому из патрубков корпуса;
Ь) выдержать гидравлические испытания (см. 8.3.2).
Примечание — Требование по удвоенным нагрузкам на патрубки является расчетным условием при разработке корпуса, работающего под давлением. Значения допустимых нагрузок на патрубки для проектировщиков трубопроводных систем приведены в 6.5.4. Эти значения учитывают не только конструктивное исполнение корпуса, работающего под давлением, но и учитывают другие факторы, влияющие на допустимые нагрузки на патрубки, такие как конструкция опор корпуса или жесткость фундаментной рамы.
6.3.4 При расчете корпуса, работающего под давлением, растягивающие напряжения для любого применяемого материала не должны превышать 25 % от минимального предела прочности на разрыв и 67 % от минимального предела текучести для этого материала для всего диапазона рабочих температур при максимальном допустимом рабочем давлении насоса (MAWP). Для отливок корпусов расчетные значения пределов прочности должны быть уменьшены в соответствии с поправочными ко-
21
ГОСТ 32601—2022
эффициентами, приведенными в таблице 4. Поставщик в своем предложении должен указать источник информации о свойствах, приведенных в таблице Н.2 (приложение Н) материалов (то есть международные стандарты ISO, ASTM, UNS, EN, JIS), а также примененные значения поправочных коэффициентов для отливок. Национальные стандарты, отличные от приведенных в таблице Н.2 (приложение Н), могут быть использованы с одобрения заказчика.
Примечание 1 — Как правило, указанные в перечислении а) 6.3.3 условия приводят к деформациям (растяжениям), которые в конструкции корпусов насосов являются определяющими факторами по отношению к фактору сохранения целостности (несущей способности) корпуса при воздействии на него максимального давления (в том числе давления гидроиспытаний) и нагрузок на патрубки. Предел прочности или предел текучести материала редко являются ограничивающими факторами.
Примечание 2 — Исходя из гидравлического давления или необходимого уровня сжатия прокладки рассчитывается необходимая площадь сечения шпилек или болтов с учетом значений максимального допустимого растягивающего напряжения для них. Для обеспечения надежного резьбового соединения необходимо создать предварительный натяг шпилек так, чтобы напряжение сжатия в стыке от них было выше, чем расчетное растягивающее напряжение. Обычно расчетные значения напряжений в шпильках находятся в диапазоне от 0,5 до 0,7 от предела текучести материала.
Таблица 4 — Поправочные коэффициенты для отливок
Вид неразрушающего контроля | Поправочный коэффициент для отливки |
Визуальный контроль, магнитопорошковый и/или капиллярный контроль | 0,8 |
Ультразвуковой контроль | 0,9 |
Локальный радиографический контроль | 0,9 |
Полный радиографический контроль | 1.0 |
6.3.5 За исключением установленного в 6.3.6, максимальное допустимое рабочее давление насоса (MAWP) должно равняться, как минимум, максимальному давлению на нагнетании насоса (см. 6.3.1 и 6.3.2), плюс 10 % от максимального дифференциального давления в насосе, но не должно быть меньше, чем:
а) установленное максимальное рабочее давление при максимальной допустимой температуре перекачиваемой среды для фланцев ряда PN 201) из материала, аналогичного материалу корпуса насоса, или для арматуры ряда PN 16 по ГОСТ 356 из материала, аналогичного материалу корпуса насоса, для межопорных одно- и двухступенчатых насосов с осевым разъемом корпуса и вертикальных полупогружных насосов;
Ь) 4,0 МПа (40 бар, 600 psi) при температуре 38 °C (100 °F) — для всех остальных типов насосов.
Примечание 1 — Для целей данного пункта фланцы класса 1252) считаются эквивалентными фланцам PN 203) и соответствующим фланцам PN 16 из чугуна по ГОСТ 356, а фланцы класса 1504) считаются эквивалентными фланцам PN 205) и соответствующим фланцам PN 16 из стали по ГОСТ 356.
Примечание 2 — Данные требования на момент публикации настоящего стандарта соответствуют широко распространенным в отрасли минимальным требованиям6).
Примечание 3 — Вышеуказанный запас в 10 % по давлению предназначен для перекрытия возможного увеличения напора по 6.1.4 из-за увеличения частоты вращения ротора насоса по 6.1.5 и с допуском на напор насоса при испытаниях (см. допуски, приведенные в перечислении Ь) 8.3.3.3).
Примечание 4 — Для целей данного пункта фланцы класса 3007) считаются эквивалентными фланцам PN 508) и соответствующим фланцам PN 40 из стали по ГОСТ 356.
1) См. [13] и [14].
2) См. [15].
3) См. [13].
4) См. [16] и [17].
5) См. [14].
6) См. также [18].
7) См. [16] и [17].
8) См. [14].
22
ГОСТ 32601—2022
Камеры и корпуса торцевых уплотнений должны иметь значения максимально допустимого дав-ления/температуры, как минимум, равные значению максимально допустимого давления/температуры корпуса насоса, в который они устанавливаются, согласно ГОСТ 32600^.
• 6.3.6 Если заказчик не требует иное, то вертикальные полупогружные насосы (типа VS), двухкорпусные насосы (типа ВВ5), насосы со встроенным мультипликатором (типа ОН6) и горизонтальные многоступенчатые насосы с тремя или более ступенями (типа ВВЗ и ВВ4) допускается конструировать на два разных значения максимального рабочего давления внутри корпуса. Если оговорено в договоре, то зона всасывания должна быть рассчитана для такого же максимально допустимого рабочего давления, как и зона нагнетания насоса. В таком случае заказчик должен определить, требуется ли установка предохранительного клапана в зоне всасывания.
6.3.7 Корпуса, работающие под давлением, должны проектироваться с припуском на коррозию в соответствии с требованиями срока службы по 6.1.1. Если заказчик не требует иное, то минимальный припуск на коррозию должен составлять 3 мм (0,12 дюйма).
С одобрения заказчика поставщик может предложить иной минимальный допуск на коррозию, если в конструкции насоса используются материалы, обладающие большой коррозионной стойкостью, и если их применение может привести к снижению стоимости насоса без ущерба безопасности и надежности.
6.3.8 Внутренний корпус двухкорпусных насосов должен быть спроектирован так, чтобы выдержать максимальное возможное дифференциальное давление, которое может возникнуть во время эксплуатации, но не менее 350 кПа (3,5 бар, 50 psi).
6.3.9 Если не требуется иное, то необходимо применение насосов с радиальным разъемом корпуса для всех нижеперечисленных случаев:
а) температура перекачиваемой среды 200 °C (400 °F) или выше.
Примечание — Если есть вероятность термоудара, то указанное значение следует уменьшить;
Ь) перекачиваемая среда имеет относительную плотность менее 0,7 при рабочей температуре;
с) давление перекачиваемой среды на выходе превышает 10 МПа (100 бар, 1450 psi).
Насосы с осевым разъемом корпуса также могут успешно применяться для параметров, превышающих вышеуказанные, в основном для случаев перекачивания сред с более низкой плотностью или для более высоких давлений. Возможность их применения зависит от величины запаса прочности корпуса по давлению, от конструкции и технологии изготовления главного разъема корпуса, а также от наличия опыта подобного применения у поставщика и от наличия возможностей у заказчика по правильному восстановлению главного разъема корпуса на месте эксплуатации. Заказчик должен учитывать вышеуказанные факторы при заказе насосов с горизонтальным разъемом корпуса на параметры, выходящие за пределы вышеуказанных.
• 6.3.10 Корпуса с радиальным разъемом должны иметь посадку главного разъема «металл по металлу» с использованием уплотнительных прокладок с нормированным сжатием, таких как уплотнительные кольца круглого сечения или спирально-навитые прокладки. Уплотнительные прокладки других типов могут быть предложены и использованы с одобрения заказчика, если они подходят для данного применения. Общая конструкция главных разъемов насосов с радиальными разъемами, за исключением насосов типов VS, должна быть рассчитана на применение спирально-навитых прокладок. Для насосов типов VS руководствуются требованиями 9.3.2.3.
Примечание — В таблице Н.1 (приложение Н) указаны только спирально-навитые прокладки для разъемов корпуса. Прокладки этого типа предпочтительны, поскольку позволяют легко идентифицировать материалы, имеют более широкие химическую совместимость и диапазон рабочих температур, имеют большую поверхность контакта, менее чувствительны к неровностям уплотняемых поверхностей, а также проще в обращении и хранении, чем уплотнительные кольца круглого сечения. Тем не менее ГОСТ32600^ требует применения уплотнительных колец круглого сечения для уплотнения разъема корпуса торцевого уплотнения с корпусом насоса на низкотемпературных применениях [при температурах ниже 175 °C (350 °F)].
6.3.11 Корпуса всех горизонтальных насосов должны быть с опорами по центральной оси, кроме насосов типа ОН1 и исключений, указанных в 9.2.1.2. Отклонения от этого требования допускаются с одобрения заказчика.
1 > См. также [3].
23
ГОСТ 32601—2022
6.3.12 Все поверхности под уплотнительными кольцами круглого сечения, включая канавки и установочные гнезда, должны иметь шероховатость Ra поверхностей не более 1,6 мкм (63 микродюйма) для неподвижных уплотнительных колец круглого сечения и не более 0,8 мкм (32 микродюйма) для скользящих уплотнительных колец круглого сечения. Отверстия, куда вставляются уплотнительные кольца круглого сечения, должны иметь минимальный радиус скругления входной кромки 3 мм (0,12 дюйма), или минимальную длину заходной фаски 1,5 мм (0,06 дюйма) для неподвижных уплотнительных колец круглого сечения, и 2 мм (0,08 дюйма) для подвижных уплотнительных колец круглого сечения. Заходные фаски должны иметь максимальный угол 30°.
6.3.13 Для облегчения разборки корпуса насоса должны использоваться отжимные винты. Поверхность, в которую упирается отжимной винт, должна иметь выточку или углубление, чтобы деформация поверхности под отжимным винтом не повлияла на прилегание поверхностей разъема корпуса.
6.3.14 Использование резьбовых отверстий в деталях, работающих под давлением, должно быть сведено к минимуму. Для предотвращения утечек в резьбовых зонах корпуса, работающего под давлением, толщина металла вокруг просверленного резьбового отверстия и ниже его дна должна быть не менее половины диаметра болта или шпильки плюс припуск на коррозию. Минимальная допустимая глубина резьбового отверстия под болт или шпильку должна определяться прочностью резьбы на срез, но должна быть не менее полутора номинальных диаметров болта. Отклонения от этих требований допускаются с одобрения заказчика.
6.3.15 Внутренние резьбовые крепежные детали должны изготавливаться из материала, стойкого к коррозионному воздействию перекачиваемой среды.
6.3.16 Если для изготовления литых корпусов, работающих под давлением, требуется сделать в них технологические отверстия для извлечения литейных стержней или проверки и очистки каналов, то в этом случае эти технологические отверстия должны быть спроектированы так, чтобы их можно было заварить с использованием одобренных методов сварки.
6.4 Патрубки и соединения корпусов, работающих под давлением
6.4.1 Размеры отверстий в корпусах
6.4.1.1 Размеры отверстий для патрубков и других соединений корпусов, работающих под давлением, должны быть выбраны из рядов по ГОСТ 28338. Размеры DN32, DN65, DN90, DN125, DN175 и DN225 (NPS 1 %, NPS 2 %, NPS 3 16, NPS 5, NPS 7 и NPS 9) допускается использовать только с одобрения заказчика.
• 6.4.1.2 Все вспомогательные соединения корпуса, кроме входных и выходных патрубков, должны быть не менее DN15 (NPS 14) для насосов с выходными патрубками DN50 (NPS 2) и меньше. Для насосов с выходными патрубками DN80 (NPS 3) и больше вспомогательные соединения должны быть как минимум DN20 (NPS %). Исключение: соединения для линий обвязки торцевых уплотнений и подключения измерительных приборов могут быть DN15 (NPS 14) независимо от размеров насосов.
6.4.2 Входные и выходные патрубки
6.4.2.1 Входные и выходные патрубки должны быть с присоединительными фланцами. С одобрения заказчика патрубки вместо фланцев могут иметь обработанные кромки под приварку к трубе. На кованых корпусах допускается выполнять места на корпусе под присоединение входного и выходного трубопроводов в виде фрезерованных поверхностей с ввернутыми в корпус шпильками под ответные фланцы трубопроводов. В таких случаях поставщик насоса должен предоставить присоединительный чертеж этих мест корпуса под входной и выходной трубопроводы. Если в договоре указано, что требуется поставка насосов с переходами на диаметры трубопроводов, отличающиеся от диаметров патрубков, то переход на входе в насос должен быть эксцентричный, с горизонтальной верхней образующей, если не оговорено иное.
Одно- и двухступенчатые насосы должны иметь входные и выходные фланцы одинакового условного давления (одинакового класса давления). Отклонения от этого требования допускаются с одобрения заказчика.
6.4.2.2 Чугунные фланцы должны иметь плоскую присоединительную поверхность и, за исключением указаний в 6.4.2.4, соответствовать требованиям к размерам и исполнению присоединительной поверхности по ГОСТ 33259—2015^. Для фланцев с DN 200 (NPS 8) и меньше фланцы PN20 (класса 125) должны иметь минимальную толщину, равную толщине фланцев PN40 (класса 250).
1) См. также [13], [15], [19].
24
ГОСТ 32601—2022
6.4.2.3 Все фланцы, кроме чугунных и за исключением указаний в 6.4.2.4, должны быть как минимум PN40 по ГОСТ 33259—2015 (см. 6.3.5) или PN 501) и иметь присоединительные поверхности по ГОСТ 33259—20152\
Примечание — Для целей данного пункта фланцы класса ЗОО3) и PN501) считаются эквивалентными фланцам PN40 по ГОСТ 33259—2015.
6.4.2.4 Допускается применение фланцев с большей толщиной или большего наружного диаметра, чем требуется по ГОСТ 33259—2015 для всех материалов. Все присоединительные размеры нестандартных (переразмеренных) фланцев должны быть указаны на чертеже насоса. Если для таких фланцев требуются шпильки или болты нестандартной длины, то это требование должно быть вынесено на монтажный чертеж насоса.
6.4.2.5 Фланцы должны быть полностью механически обработаны с двух сторон и должны проектироваться для сквозных шпилек (кроме фланцев для насосов с рубашками охлаждения или обогрева корпуса).
6.4.2.6 Механически обработанные присоединительные поверхности фланцев должны быть параллельны плоскости, указанной на монтажном чертеже, с отклонением не более 0,5°, для уменьшения нагрузки на патрубки насоса и упрощения процесса монтажа трубной обвязки. Осевые линии отверстий под болты или шпильки должны быть параллельны главным осям насоса.
6.4.3 Вспомогательные присоединения к корпусу
• 6.4.3.1 Все вспомогательные соединения с работающими под давлением корпусами, за исключением корпусов торцевых уплотнений, должны быть фланцевыми в соответствии с 6.4.2.2 или 6.4.2.3. Фланцы должны быть отлитыми заодно с корпусом насоса, либо сборка из трубы и фланца должна быть приварена сваркой внахлест (враструб) или встык к корпусу, по выбору заказчика. Обварка резьбовых соединений не разрешается. Все подключения трубопроводов к ответным трубопроводам заказчика должны быть фланцевыми.
• 6.4.3.2 Если оговорено в договоре, то для насосов с максимальной рабочей температурой до 55 °C (130 °F) допускается применение резьбовых вспомогательных соединений.
• 6.4.3.3 Если оговорено в договоре, то в трубной обвязке торцевых уплотнений допускается применение резьбовых соединений при условии, что уплотнение жидкости в этих соединениях обеспечивается не только резьбой, но и применением дополнительного уплотнительного элемента (например, уплотнительного кольца круглого сечения). В резьбовом отверстии должна быть предусмотрена механически обработанная поверхность под установку уплотнительного элемента, как показано на рисунке 19.
6.4.3.4 Привариваемые к корпусу насоса соединения, включая их опорные элементы и косынки, по своим механическим свойствам, включая ударную вязкость и пределы применимости по давлению/ температуре, должны соответствовать или превосходить требования к материалу корпуса.
6.4.3.5 Сварка всех соединений должна быть завершена до начала гидравлических испытаний корпуса (см. 8.3.2).
6.4.3.6 Для чугунных корпусов, работающих под давлением, допускаются резьбовые вспомогательные соединения.
6.4.3.7 Если заказчик не требует иное, то в качестве трубной резьбы для вспомогательных соединений должна использоваться коническая резьба по ГОСТ 6211^. Отверстия и втулки для резьбы также должны соответствовать ГОСТ 6211^.
Примечание — Для целей данного пункта требования [21] и [22] считаются эквивалентными требованиям ГОСТ 6211.
• 6.4.3.8 Если оговорено в договоре, то во вспомогательных соединениях должны быть применены цилиндрические резьбы по ГОСТ 6357^. При использовании цилиндрических резьб они должны
1) См. [14].
2) См. также [14], [16], [20].
3) См. [16], [17], [20].
4) См. также [21].
5) См. также [16].
6) См. также [23].
25
ГОСТ 32601—2022
уплотняться торцевой прокладкой, а резьбовая бобышка должна иметь соответствующую проточку для установки и удержания от чрезмерного смещения уплотнительной прокладки, как показано на рисунке 19.
Рисунок 19 — Проточка под уплотнительную прокладку (верхняя часть рисунка) при использовании цилиндрических резьб
6.4.3.9 Первый сегмент вспомогательной трубной обвязки, привинчиваемый или привариваемый к корпусу насоса, должен быть не более 150 мм (6 дюймов) в длину. Труба должна быть бесшовной, с толщиной стенки не менее 5 мм для DN15, 5,5 мм для DN20, 6,5 мм для DN25, 5 мм для DN40, или труба, как минимум, должна соответствовать сортаменту 160 (Schedule 160) по классификации ANSI/ ASME для диаметров до DN25 (NPS 1) включительно и не меньше чем сортаменту 80 (Schedule 80) для DN40 (NPS Г/2). Также возможно применение трубы DN32 с толщиной стенки не менее 5,5 мм. Этот сегмент трубной обвязки должен быть прямым для обеспечения возможности механической очистки. Допускается продольное присоединение первого сегмента трубной обвязки к корпусу, если это позволяет снизить высоту оси насоса (см. 7.3.4). В обоснованных случаях допускается делать первый сегмент вспомогательной трубной обвязки не прямым. Например, на небольших насосах прямой первый сегмент вспомогательной обвязки может помешать подводу основного всасывающего трубопровода.
• 6.4.3.10 Если оговорено в договоре, то трубная обвязка должна иметь поддерживающие косынки в двух взаимно перпендикулярных плоскостях для повышения жесткости конструкции. Эти косынки должны соответствовать следующим требованиям:
а) материал косынки должен быть совместим с материалами трубной обвязки и корпуса, работающего под давлением. Косынка должна быть изготовлена либо из плоского проката с сечением не менее 25 х 3 мм (1 х 0,12 дюйма), либо из прутка диаметром не менее 9 мм (0,38 дюйма);
Ь) конструкция косынки должна соответствовать типовой конструкции, показанной на рисунке 20;
с) косынка должна располагаться непосредственно вблизи места присоединения трубы к корпусу насоса и привариваться к ближайшим частям корпуса для обеспечения максимальной жесткости конструкции. Для косынок из проката прямоугольного сечения длинная часть сечения должна быть перпендикулярна трубе. Косынка должна располагаться так, чтобы не мешать доступу к болтам фланца или любым другим частям насоса, подлежащим обслуживанию;
d) косынка должна быть приварена к корпусу насоса с соблюдением требований 6.12.3, включая при необходимости термообработку после сварки и проверку по 8.2.2;
е) допускается присоединение косынки к корпусу насоса болтами при условии, что сверление отверстий под болты в корпусе и нарезание в них резьбы выполнены до опрессовки корпуса;
f) использование болтовых или зажимных присоединений косынок к корпусу насоса должно быть согласовано с заказчиком.
26
ГОСТ 32601—2022
Рисунок 20 — Типовая конструкция косынок трубной обвязки
6.4.3.11 Резьбовые соединительные отверстия, к которым не подсоединены трубопроводы, допускаются только в корпусах торцевых уплотнений, а также в корпусах насосов, изготовленных из материалов классов 1-1 и I-2 в соответствии с приложением Н. Если такие отверстия имеются, то они должны быть заглушены. Заглушки с конической резьбой должны иметь длинную круглую головку под внутренний шестигранный ключ или длинную шестигранную головку под накидной ключ1) либо коническую резьбу по ГОСТ 6211 и головку под ключ по ГОСТ 16983 или ГОСТ 11737. Если в спецификации требуются цилиндрические резьбы по 6.4.3.7, тогда заглушки должны быть с шестигранными головками2). Допускается применять цилиндрическую резьбу по ГОСТ 6357. Материал заглушек должен отвечать всем требованиям, предъявляемым к материалам корпуса под давлением. Для герметизации резьбы заглушек должен использоваться герметик, подходящий для работы в условиях всего диапазона рабочих температур насоса. Запрещается использование пластиковых заглушек.
• 6.4.3.12 Если оговорено в договоре, то вспомогательные фланцевые соединения должны быть со шпильками, ввинченными в тело одного из фланцев. В этом случае допускается использование фрезерованных мест на корпусе насоса под присоединение фланцев вспомогательных трубопроводов с ввинчиванием шпилек в тело корпуса. Присоединительные поверхности этих мест должны соответствовать требованиям ГОСТ 33259^. Шпильки и гайки должны быть заранее установлены. Первые полтора витка резьбы на обоих концах каждой шпильки должны быть удалены.
Примечание —Для целей данного пункта требования [15] и [16] считаются эквивалентными требованиям [13] и [14] соответственно, а также ГОСТ 33259.
6.4.3.13 Все вспомогательные соединения должны быть пригодны для проведения гидравлических испытаний того участка корпуса, к которому они присоединены.
6.4.3.14 Все насосы должны иметь выпускные и дренажные отверстия. Допускается отсутствие выпускных отверстий для насосов, выход газов из которых обеспечивается естественным путем благодаря конфигурации патрубков. Остальные насосы должны иметь выпускные отверстия в корпусах, работающих под давлением (см. 6.8.10). Если насос не может быть полностью опорожнен в связи с особенностями его геометрической конфигурации, то это должно быть указано в предложении на насос. Инструкция по эксплуатации насоса должна содержать эскиз с указанием расположения и объема жидкости, остающейся в насосе после его полного опорожнения.
Примечание — Насос считается приспособленным к естественному выходу газов, если расположение патрубков и конфигурация корпуса обеспечивают полный выход газов из зоны рабочего колеса первой ступени и его спирального отвода или направляющего аппарата, чем предотвращается срыв подачи при пуске.
6.4.3.15 Все вспомогательные соединения к линиям заказчика должны быть доступными для демонтажа без перемещения насоса или его основных деталей.
1) См. [24].
2) См. [25].
3) См. также [13] и [14].
27
ГОСТ 32601—2022
6.5 Внешние силы и моменты, действующие на патрубки
6.5.1 Все стальные горизонтальные насосы, устанавливаемые на рамы, вертикальные насосы с патрубками в линию, устанавливаемые на закрепляемые к фундаменту анкерными болтами опорные плиты, а также вертикальные полупогружные насосы должны быть спроектированы так, чтобы сохранять свои рабочие характеристики в случае «наихудшего сценария»: одновременного воздействия на входной и выходной патрубки максимальных сил и моментов, указанных в таблице 5. Для горизонтальных насосов учитываются два эффекта: деформация корпуса насоса (см. 6.3.3 и 6.3.4) и нарушение соосности валов насоса и привода (см. 7.3.20).
6.5.2 Для вертикальных насосов с патрубками в линию, у которых опоры не крепятся к фундаменту анкерными болтами, допускаемые максимальные нагрузки должны быть равны удвоенным значениям, приведенным в таблице 5 для боковых патрубков.
6.5.3 Для насосов, изготовленных из материалов, отличных от сталей или стальных сплавов, а также для насосов с диаметрами патрубков свыше DN1000 (NPS40), поставщик должен предоставить допустимые нагрузки на патрубки по форме, соответствующей таблице 5 в одной из принятых систем единиц по 5.1.
6.5.4 В таблице 5 приведены значения сил и моментов в соответствии с системами координат, показанными на рисунках 21—25 для обеих систем единиц (СИ и USC).
28
Таблица 5 — Нагрузки на патрубки
Сила, действующая на патрубок (единицы СИ), Н | ||||||||||||||||
Расположение | ||||||||||||||||
(направление) | Номинальный размер фланца или патрубка корпуса DN | |||||||||||||||
1 Idl pyUKd | ||||||||||||||||
<50 | 80 | 100 | 150 | 200 | 250 | 300 | 350 | 400 | 500 | 600 | 700 | 800 | 900 | 1000 | ||
FX | 710 | 1070 | 1420 | 2490 | 3780 | 5340 | 6670 | 7120 | 8450 | 10850 | 13160 | 15480 | 17790 | 20100 | 22420 | |
J 1юбой | FY | 580 | 890 | 1160 | 2050 | 3110 | 4450 | 5340 | 5780 | 6670 | 8700 | 10540 | 12380 | 14220 | 16070 | 17910 |
верхний | FZ | 890 | 1330 | 1780 | 3110 | 4890 | 6670 | 8000 | 8900 | 10230 | 13280 | 16100 | 18910 | 21720 | 24540 | 27350 |
ПаТруООК | FR | 1280 | 1930 | 2560 | 4480 | 6920 | 9630 | 11700 | 12780 | 14850 | 19230 | 23310 | 27390 | 31470 | 35560 | 39640 |
FX | 710 | 1070 | 1420 | 2490 | 3780 | 5340 | 6670 | 7120 | 8450 | 10850 | 13160 | 15480 | 17790 | 20100 | 22420 | |
J 1ЮбОИ | FY | 890 | 1330 | 1780 | 3110 | 4890 | 6670 | 8000 | 8900 | 10230 | 13280 | 16100 | 18910 | 21720 | 24540 | 27350 |
боковой | FZ | 580 | 890 | 1160 | 2050 | 3110 | 4450 | 5340 | 5780 | 6670 | 8700 | 10540 | 12380 | 14220 | 16070 | 17910 |
патрубок | FR | 1280 | 1930 | 2560 | 4480 | 6920 | 9630 | 11700 | 12780 | 14850 | 19230 | 23310 | 27390 | 31470 | 35560 | 39640 |
FX | 890 | 1330 | 1780 | 3110 | 4890 | 6670 | 8000 | 8900 | 10230 | 13280 | 16100 | 18910 | 21720 | 24540 | 27350 | |
Любой | FY | 710 | 1070 | 1420 | 2490 | 3780 | 5340 | 6670 | 7120 | 8450 | 10850 | 13160 | 15480 | 17790 | 20100 | 22420 |
осевой | FZ | 580 | 890 | 1160 | 2050 | 3110 | 4450 | 5340 | 5780 | 6670 | 8700 | 10540 | 12380 | 14220 | 16070 | 17910 |
патрубок | FR | 1280 | 1930 | 2560 | 4480 | 6920 | 9630 | 11700 | 12780 | 14850 | 19230 | 23310 | 27390 | 31470 | 35560 | 39640 |
Момент, действующий на патрубок, Н • м | ||||||||||||||||
MX | 460 | 950 | 1330 | 2300 | 3530 | 5020 | 6100 | 6370 | 7320 | 9720 | 11780 | 13840 | 15910 | 17970 | 20040 | |
Любой | MY | 230 | 470 | 680 | 1180 | 1760 | 2440 | 2980 | 3120 | 3660 | 4790 | 5800 | 6820 | 7830 | 8850 | 9860 |
патрубок | MZ | 350 | 720 | 1000 | 1760 | 2580 | 3800 | 4610 | 4750 | 5420 | 7240 | 8780 | 10310 | 11850 | 13380 | 14920 |
MR | 620 | 1280 | 1800 | 3130 | 4710 | 6750 | 8210 | 8540 | 9820 | 13030 | 15800 | 18560 | 21330 | 24090 | 26860 | |
Сила, действующая на патрубок (единицы USC), фунт-сила | ||||||||||||||||
То же | Номинальный размер фланца или патрубка корпуса NPS | |||||||||||||||
<2 | 3 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 20 | 24 | 26 | 32 | 36 | 40 | ||
FX | 160 | 240 | 320 | 560 | 850 | 1200 | 1500 | 1600 | 1900 | 2440 | 2960 | 3480 | 4000 | 4520 | 5040 | |
J 1юбОИ | FY | 130 | 200 | 260 | 460 | 700 | 1000 | 1200 | 1300 | 1500 | 1955 | 2370 | 2785 | 3200 | 3610 | 4025 |
верхний | FZ | 200 | 300 | 400 | 700 | 1100 | 1500 | 1800 | 2000 | 2300 | 2985 | 3620 | 4250 | 4885 | 5515 | 6150 |
патрубок | FR | 290 | 430 | 570 | 1010 | 1560 | 2200 | 2600 | 2900 | 3300 | 4325 | 5240 | 6160 | 7080 | 7990 | 8910 |
FX | 160 | 240 | 320 | 560 | 850 | 1200 | 1500 | 1600 | 1900 | 2440 | 2960 | 3480 | 4000 | 4520 | 5040 | |
J 1ЮбОИ | FY | 200 | 300 | 400 | 700 | 1100 | 1500 | 1800 | 2000 | 2300 | 2985 | 3620 | 4250 | 4885 | 5515 | 6150 |
OUKUdUH | FZ | 130 | 200 | 260 | 460 | 700 | 1000 | 1200 | 1300 | 1500 | 1955 | 2370 | 2785 | 3200 | 3610 | 4025 |
патрубок | FR | 290 | 430 | 570 | 1010 | 1560 | 2200 | 2600 | 2900 | 3300 | 4325 | 5240 | 6160 | 7080 | 7990 | 8910 |
FX | 200 | 300 | 400 | 700 | 1100 | 1500 | 1800 | 2000 | 2300 | 2985 | 3620 | 4250 | 4885 | 5515 | 6150 | |
Любой | FY | 160 | 240 | 320 | 560 | 850 | 1200 | 1500 | 1600 | 1900 | 2440 | 2960 | 3480 | 4000 | 4520 | 5040 |
осевой | FZ | 130 | 200 | 260 | 460 | 700 | 1000 | 1200 | 1300 | 1500 | 1955 | 2370 | 2785 | 3200 | 3610 | 4025 |
патрубок | FR | 290 | 430 | 570 | 1010 | 1560 | 2200 | 2600 | 2900 | 3300 | 4325 | 5240 | 6160 | 7080 | 7990 | 8910 |
ГОСТ 32601—2022
g Окончание таблицы 5
То же | Сила, действующая на патрубок (единицы USC), фунт-сила | |||||||||||||||
Номинальный размер фланца или патрубка корпуса NPS | ||||||||||||||||
<2 | 3 | 4 | 6 | 8 | 10 | 12 | 14 | 16 | 20 | 24 | 28 | 32 | 36 | 40 | ||
Момент, действующий на патрубок, Н • м | ||||||||||||||||
Любой патрубок | MX MY MZ MR | 340 170 260 460 | 700 350 530 950 | 980 500 740 1330 | 1700 870 1300 2310 | 2600 1300 1900 3500 | 3700 1800 2800 5000 | 4500 2200 3400 6100 | 4700 2300 3500 6300 | 5400 2700 4000 7200 | 7170 3535 5340 9610 | 8690 4280 6475 11650 | 10210 5030 7605 13690 | 11255 5775 8740 15730 | 13255 6525 9870 17770 | 14780 7270 11005 19810 |
Примечание 1 — На рисунках 21—25 указаны направления действия сил и моментов на патрубки (X, Y, Z). Примечание 2 — Каждое приведенное в таблице 5 значение следует понимать как диапазон от значения величины со знаком минус до значения величины со знаком плюс; например значение 160 указывает на диапазон от минус 160 до плюс 160. | ||||||||||||||||
ГОСТ 32601—2022
ГОСТ 32601—2022
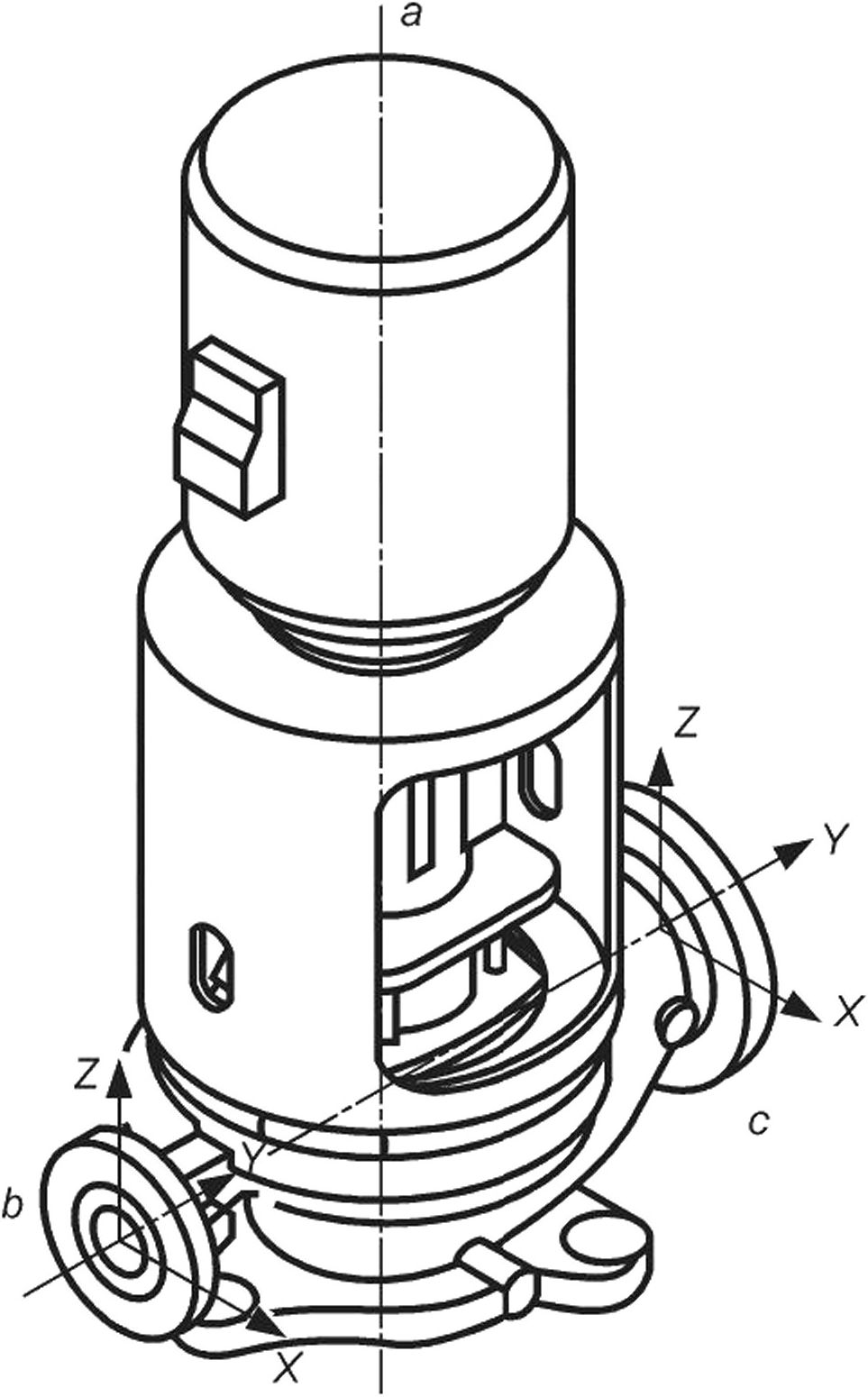
а — ось вала насоса; b — нагнетательный патрубок; с — всасывающий патрубок
Рисунок 21 — Система координат для вертикальных консольных насосов с патрубками в линию
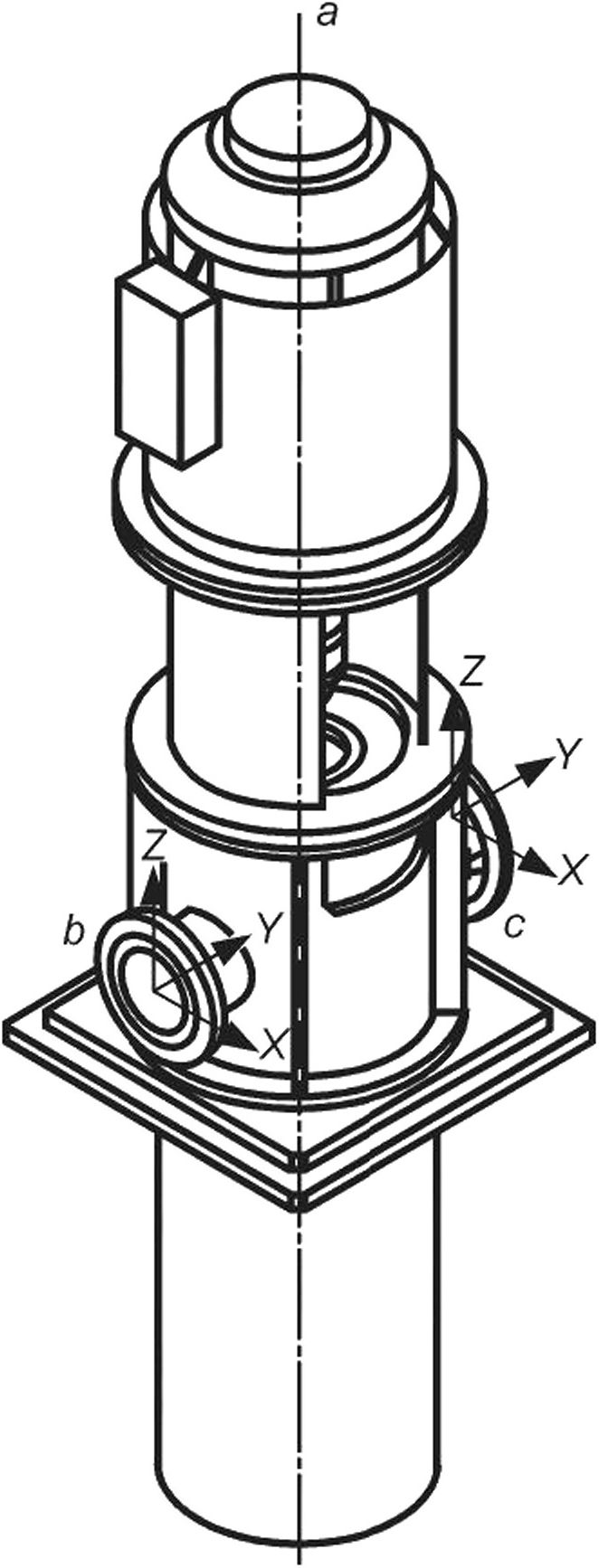
а — ось вала насоса; b — нагнетательный патрубок; с — всасывающий патрубок
Рисунок 22 — Система координат для вертикальных полупогружных двухкорпусных насосов
31
ГОСТ 32601—2022
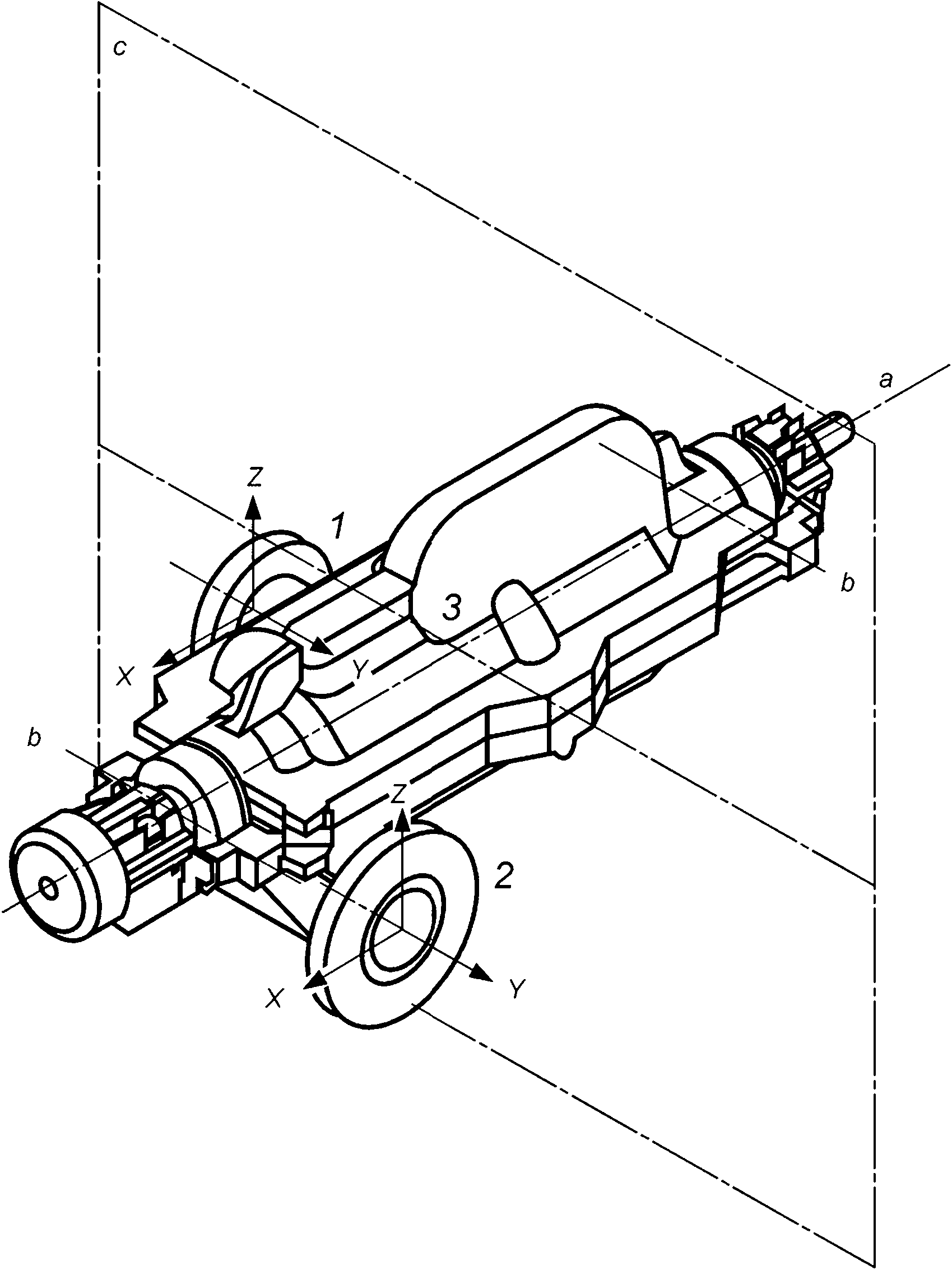
1 — нагнетательный патрубок; 2 — всасывающий патрубок; 3 — центр насоса; а — ось вала насоса; b — ось опор насоса; с — вертикальная плоскость
Рисунок 23 — Система координат для горизонтальных насосов с боковым расположением всасывающего и нагнетательного патрубков
32
ГОСТ 32601—2022
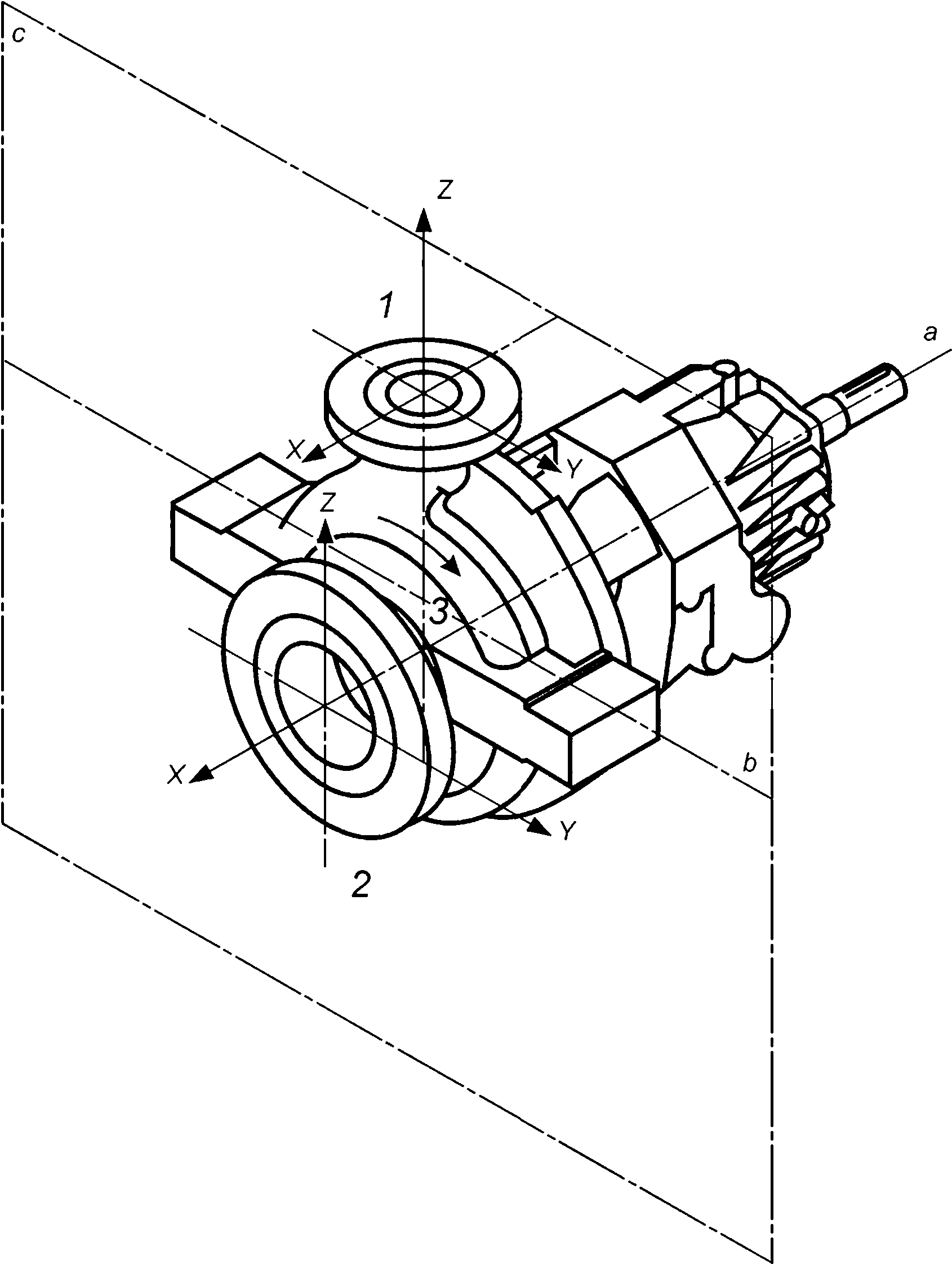
1 — нагнетательный патрубок; 2 — всасывающий патрубок; 3 — центр насоса; а — ось вала насоса; b — ось опор насоса; с — вертикальная плоскость
Рисунок 24 — Система координат для горизонтальных насосов с осевым всасывающим и вертикально направленным нагнетательным патрубками
33
ГОСТ 32601—2022
1 — нагнетательный патрубок; 2 — всасывающий патрубок; 3 — центр насоса; а — ось вала насоса; b — ось опор насоса;
с — вертикальная плоскость
Рисунок 25 — Система координат для горизонтальных насосов со всасывающим и нагнетательным патрубками, направленными вертикально вверх
• 6.5.5 Оценка допустимости значений нагрузок на патрубки, превышающих приведенные в таблице 5 величины, проводится в соответствии с приложением F. Заказчик должен понимать, что при использовании методов оценки нагрузок на патрубки по приложению F расцентровка валов насоса и привода может быть до 50 % выше, чем расцентровка при нагрузках на патрубки, находящихся в пределах значений по таблице 5, что может повлиять на условия монтажа оборудования. Использование разработчиками трубной обвязки методов расчетов нагрузок на патрубки по приложению F должно быть одобрено заказчиком.
6.6 Роторы
6.6.1 Если заказчик не требует иное, то рабочие колеса должны быть закрытого, полуоткрытого или открытого типов.
Закрытые рабочие колеса менее требовательны к точности аксиального положения и поэтому предпочтительны для применения в длинных роторах, у которых аксиальное смещение рабочего колеса может оказаться значительным из-за теплового расширения/сжатия вала или осевой нагрузки.
Полуоткрытые рабочие колеса могут обеспечить более высокий КПД из-за отсутствия дискового трения одного из дисков. Осевой рабочий зазор полуоткрытых рабочих колес в вертикальных насосах 34
ГОСТ 32601—2022
может регулироваться со стороны муфты или привода, что позволяет частично восстановить КПД или рабочие характеристики насоса при износе рабочего зазора без демонтажа деталей насоса.
Открытые рабочие колеса обычно применяются в насосах осевого типа, предназначенных для обеспечения большой подачи при малом напоре. Также они применяются в вертикальных полупогружных дренажных насосах со спиральным отводом и выходом продукта к напорному патрубку через отдельную колонну и в ряде других типов насосов.
6.6.2 Рабочие колеса должны быть цельнолитыми, кованными или сварными. Для насосов с рабочими колесами двухстороннего входа допускается применять составные из двух половин рабочие колеса.
Примечание — Кованные и сварные рабочие колеса имеют точно обработанные профрезерованные лопасти и стенки каналов. Это позволяет улучшить рабочие характеристики рабочих колес, в особенности при низких коэффициентах быстроходности (Ns).
6.6.3 Рабочие колеса должны иметь шпоночное соединение с валом. Использование штифтового соединения недопустимо. С одобрения заказчика в вертикальных полупогружных насосах для фиксации рабочих колес допускаются зажимные конусные втулки. Консольные рабочие колеса должны крепиться на валу с помощью гайки или винта, резьба которых закрыта от попадания перекачиваемой среды. Гайка или винт рабочего колеса должны быть самозатягивающимися при нормальном направлении вращения ротора, за счет сопротивления перекачиваемой среды. Должна также использоваться механическая фиксация гайки или винта рабочего колеса (например, коррозионно-стойким стопорным винтом или стопорной шайбой с отгибными лепестками). Винты с головкой должны иметь галтели и закругления уменьшенного радиуса для уменьшения напряжений.
6.6.4 Все шпоночные пазы должны иметь галтельные радиусы и соответствовать ГОСТ 24069^.
Примечание — В рамках данного пункта требования [26] и [27] считаются эквивалентными требованиям ГОСТ 24069.
6.6.5 Ступицы рабочих колес должны быть цельными. Рабочие колеса могут отливаться в стержневые литейные формы, при условии, что форма полностью проливается металлом с температурой плавления не менее 260 °C (500 °F) для насосов с чугунными корпусами, и не менее 540 °C (1000 °F) для насосов с корпусами из стали.
Примечание — Требование о полной проливке ступиц рабочих колес позволяет свести к минимуму опасность для персонала в случае съема колес с вала с помощью нагрева.
6.6.6 Если уплотнительные кольца при монтаже должны проходить над резьбовыми участками вала, то на этих участках должен быть радиальный зазор не менее 1,5 мм (0,06 дюйма) между резьбой и внутренним диаметром уплотнения, а все заходные фаски должны соответствовать 6.3.12.
6.6.7 Посадка втулок торцевых уплотнений на валу должна быть F7/h6 по ГОСТ 25346 и ГОСТ 25347. Допускается иная посадка с одобрения заказчика.
6.6.8 Участки валов, которые могут быть повреждены стопорными винтами, должны иметь уменьшенный диаметр для облегчения демонтажа втулок или других деталей.
6.6.9 Валы должны механически обрабатываться и шлифоваться по всей длине так, чтобы полное радиальное биение вала (TIR) составляло не более 25 мкм (0,001 дюйма). Допускается не проводить контроль биения во вспомогаательных переходных местах вала, таких, как канавки для выхода режущего инструмента.
6.6.10 Если в насосе предполагается установка бесконтактных датчиков вибрации (проксиметров) в соответствии с 7.4.2.2, то участки вала под них должны удовлетворять следующим требованиям:
а) быть соосными с радиальными подшипниками вала;
Ь) быть свободными от любых неоднородностей поверхности, таких как разметочные отметки, царапины, смазочные пазы или шпоночные пазы, на расстояние как минимум одного диаметра стержня датчика, в обе стороны от стержня датчика;
с) быть без втулок, неметаллизированными, без каких-либо покрытий, меняющих электрические свойства поверхности вала под датчиком;
d) иметь шероховатость (Ra — среднеарифметическое отклонение профиля) не более 0,8 мкм (32 микродюйма), предпочтительно полученную путем суперфиниширования или накатной полировки (выглаживания);
1) См. также [26] и [27].
35
ГОСТ 32601—2022
е) быть размагниченными до необходимого уровня1) или обработанными другими способами так, чтобы общие электрические и механические биения на датчике не превышали следующих значений:
1) для датчиков радиальной вибрации — не более 25 % от допустимой амплитуды вибрации «от пика до пика» или не более 6 мкм (0,25 mil), в зависимости от того, какое значение больше;
2) для датчиков осевой вибрации — не более 13 мкм (0,5 mil).
6.6.11 Если вал изготовлен из материала с нестабильными электрическими свойствами, то допускается делать места под установку бесконтактных датчиков вибрации путем установки на вал с натягом специальных втулок. Требования к поверхности этих втулок, электрическим и механическим биениям на них аналогичны указанным в 6.6.10. Установка этих втулок на валу должна быть отражена в технической документации на насос. Известно, что нестабильные электрические свойства проявляют некоторые хромистые стали, например, 17-4 РН, дуплексные стали и многие из аустенитных нержавеющих сталей.
6.6.12 Если оговорено, что какие-либо другие механизмы насосного агрегата должны быть оснащены бесконтактными датчиками вибрации (проксиметрами) в соответствии с 7.4.2.2, то их валы также должны быть подготовлены в соответствии с требованиями 6.6.101).
6.6.13 В случае применения бесконтактных датчиков вибрации (проксиметров), точные показания электрических и механических биений вала на полной окружности (360 °) для каждого датчика должны быть включены в протоколы испытаний оборудования.
6.6.14 Если поставщик может обосновать наличие электрического и/или механического биения вала под бесконтактным датчиком (проксиметром), то эта величина биения векторно вычитается из величины вибрации, измеренной при заводских стендовых испытаниях, но не более чем до 25 % от амплитуды вибрации «от пика до пика», или 6,5 мкм (0,25 mil), в зависимости от того, какое значение меньше.
6.7 Щелевые уплотнения и рабочие зазоры
6.7.1 Радиальные рабочие зазоры должны использоваться для ограничения внутренних утечек и, при необходимости, для компенсации осевых сил. Применение лопаток на задней стороне рабочего колеса или иных методов с малыми осевыми зазорами с целью компенсации осевых сил не допускается, за исключением применения упорного диска (гидропяты) в многоступенчатых насосах с одобрения заказчика. В корпусе насоса должны быть предусмотрены сменные кольца щелевых уплотнений. Рабочие колеса должны иметь либо уплотнительные поверхности, либо сменные кольца щелевых уплотнений.
6.7.2 Рабочие поверхности уплотнений, изготавливаемых из упрочняемых материалов, должны иметь разницу в твердости не менее чем в 50 единиц по Бринеллю, за исключением случаев, когда обе сопряженные поверхности (неподвижная и вращающаяся) имеют твердость свыше 400 единиц по Бринеллю.
6.7.3 Сменные кольца щелевых уплотнений, в случае их применения, должны фиксироваться посадкой с натягом, с использованием стопорных штифтов, винтов (осевых или радиальных), либо точечной сваркой. Допускаются альтернативные методы фиксации с одобрения заказчика. Диаметр отверстия под радиальный стопорный штифт или винт в кольце щелевого уплотнения не должен превышать 1/3 ширины этого кольца.
6.7.4 Рабочие зазоры должны отвечать следующим требованиям:
а) при выборе рабочих зазоров между кольцами щелевых уплотнений и другими подвижными деталями необходимо учитывать температуру перекачиваемой жидкости, режимы всасывания, свойства жидкости, характеристики теплового расширения материалов, стойкость материалов к истиранию, а также КПД насоса. Зазоры должны быть достаточными для обеспечения надежности работы и отсутствия касания во всех установленных рабочих режимах;
Ь) для чугуна, бронзы, закаленной мартенситной нержавеющей стали и других материалов, имеющих похожую низкую склонность к затиранию, должны выдерживаться минимальные зазоры, при-
1) См. также [28].
36
ГОСТ 32601—2022
веденные в таблице 6. Для материалов с большей склонностью к затиранию, а также для всех материалов, работающих при температурах свыше 260 °C (500 °F), к величине диаметральных зазоров, указанной в таблице 6, должно быть прибавлено 125 мкм (0,005 дюйма). Допускаются иные зазоры с одобрения заказчика;
с) для колец щелевых уплотнений из неметаллических материалов со слабой или отсутствующей склонностью к затиранию с одобрения заказчика допускается применение зазоров с величинами, меньше приведенных в таблице 6. Примеры неметаллических материалов приведены в таблице Н.З (приложение Н). Для выбора величины зазоров, достаточной для обеспечения надежной эксплуатации и отсутствия касания при всех требуемых режимах работы, должны быть учтены такие факторы, как деформация материалов под давлением и при перепадах температур.
Примечание — Существуют опубликованные данные, подтверждающие успешное применение неметаллических материалов для щелевых колец с рабочими зазорами, на 50 % меньше указанных в таблице 6. Такое значительное уменьшение зазоров зависит от свойств конкретных применяемых материалов и других условий, например от температуры перекачиваемой жидкости и наличия в ней механических примесей.
Таблица 6 — Минимальные внутренние рабочие зазоры
Диаметр вращающейся детали, мм | Минимальный диаметральный зазор, мм | Диаметр вращающейся детали, дюйм | Минимальный диаметральный зазор, дюйм |
До 50 | 0,25 | До 2 | 0,010 |
50—64,99 | 0,28 | 2—2,499 | 0,011 |
65—79,99 | 0,30 | 2,5—2,999 | 0,012 |
80—89,99 | 0,33 | 3—3,499 | 0,013 |
90—99,99 | 0,35 | 3,5—3,999 | 0,014 |
100—114,99 | 0,38 | 4—4,499 | 0,015 |
115—124,99 | 0,40 | 4,5—4,999 | 0,016 |
125—149,99 | 0,43 | 5—5,999 | 0,017 |
150—174,99 | 0,45 | 6—6,999 | 0,018 |
175—199,99 | 0,48 | 7—7,999 | 0,019 |
200—224,99 | 0,50 | 8—8,999 | 0,020 |
225—249,99 | 0,53 | 9—9,999 | 0,021 |
250—274,99 | 0,55 | 10—10,999 | 0,022 |
275—299,99 | 0,58 | 11—11,999 | 0,023 |
300—324,99 | 0,60 | 12—12,999 | 0,024 |
325—349,99 | 0,63 | 13—13,999 | 0,025 |
350—374,99 | 0,65 | 14—14,999 | 0,026 |
375—399,99 | 0,68 | 15—15,999 | 0,027 |
400—424,99 | 0,70 | 16—16,999 | 0,028 |
425—449,99 | 0,73 | 17—17,999 | 0,029 |
450—474,99 | 0,75 | 18—18,999 | 0,030 |
475—499,99 | 0,78 | 19—19,999 | 0,031 |
500—524,99 | 0,80 | 20—20,999 | 0,032 |
525—549,99 | 0,83 | 21—21,999 | 0,033 |
37
ГОСТ 32601—2022
Окончание таблицы 6
Диаметр вращающейся детали, мм | Минимальный диаметральный зазор, мм | Диаметр вращающейся детали, дюйм | Минимальный диаметральный зазор, дюйм |
550—574,99 | 0,85 | 22—22,999 | 0,034 |
575—599,99 | 0,88 | 23—23,999 | 0,035 |
600—624,99 | 0,90 | 24—24,999 | 0,036 |
625—649,99а) | 0,95 | 25—25,999 | 0,037 |
а) Для диаметров, превышающих 649,99 мм (25,999 дюйма), минимальные диаметральные зазоры должны составлять 0,95 мм (0,037 дюйма) плюс 1 мкм для каждого дополнительного полного или неполного миллиметра диаметра (0,001 дюйм для каждого дополнительного 1 дюйма диаметра). | |||
6.8 Торцевые уплотнения вала
• 6.8.1 Торцевые уплотнения насосов и системы промывки торцевых уплотнений должны быть в соответствии с ГОСТ 32600^. Допускаются иные конструкции торцевых уплотнений с одобрения заказчика. Присоединительные размеры торцевых уплотнений должны соответствовать размерам, приведенным на рисунке 26 и в таблице 7. Заказчик должен определить категорию необходимого уплотнения путем заполнения опросного листа по рекомендуемой форме, приведенной в ГОСТ 32600^. На основании заполненного заказчиком опросного листа изготовитель должен произвести выбор торцевого уплотнения.
6.8.2 Торцевые уплотнения должны быть картриджного типа и должны демонтироваться без демонтажа привода.
6.8.3 Камера торцевого уплотнения должна соответствовать размерам, приведенным на рисунке 26 и в таблице 7. Для насосов с расчетным давлением корпусов и фланцев, превышающим минимальные значения, рассчитанные в соответствии с 6.3.5, размер шпилек корпуса уплотнения и диаметр окружности, на которой расположены оси шпилек, могут быть увеличены. Шпильки увеличенных размеров должны использоваться только в случаях, если необходимо выполнение ограничений по 6.3.4, или для того, чтобы обеспечить обжатие спирально-навитых уплотнительных прокладок, согласно техническим требованиям их изготовителя. Отклонение размеров камер торцевых уплотнений от указанных здесь допускается с одобрения заказчика.
1> См. также [3].
38
ГОСТ 32601—2022
Размеры в миллиметрах (в дюймах)
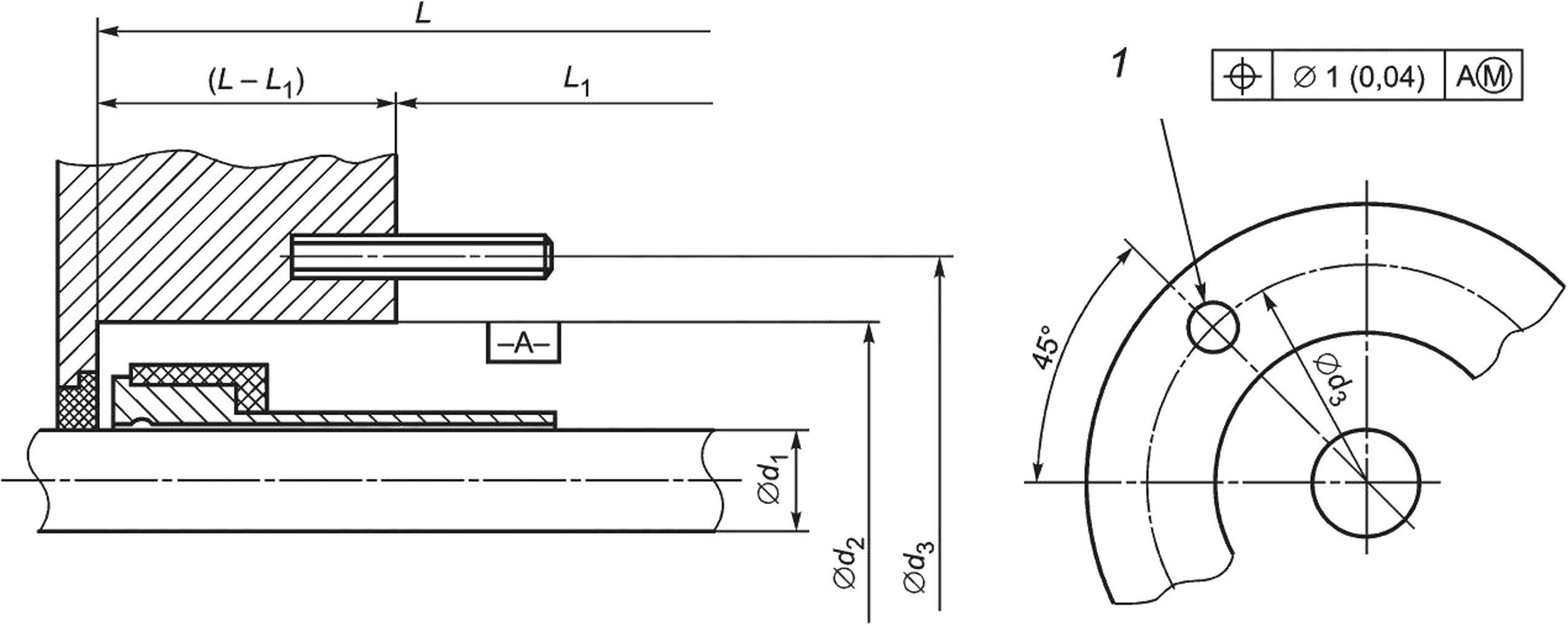
а) Одинарное торцевое уплотнение
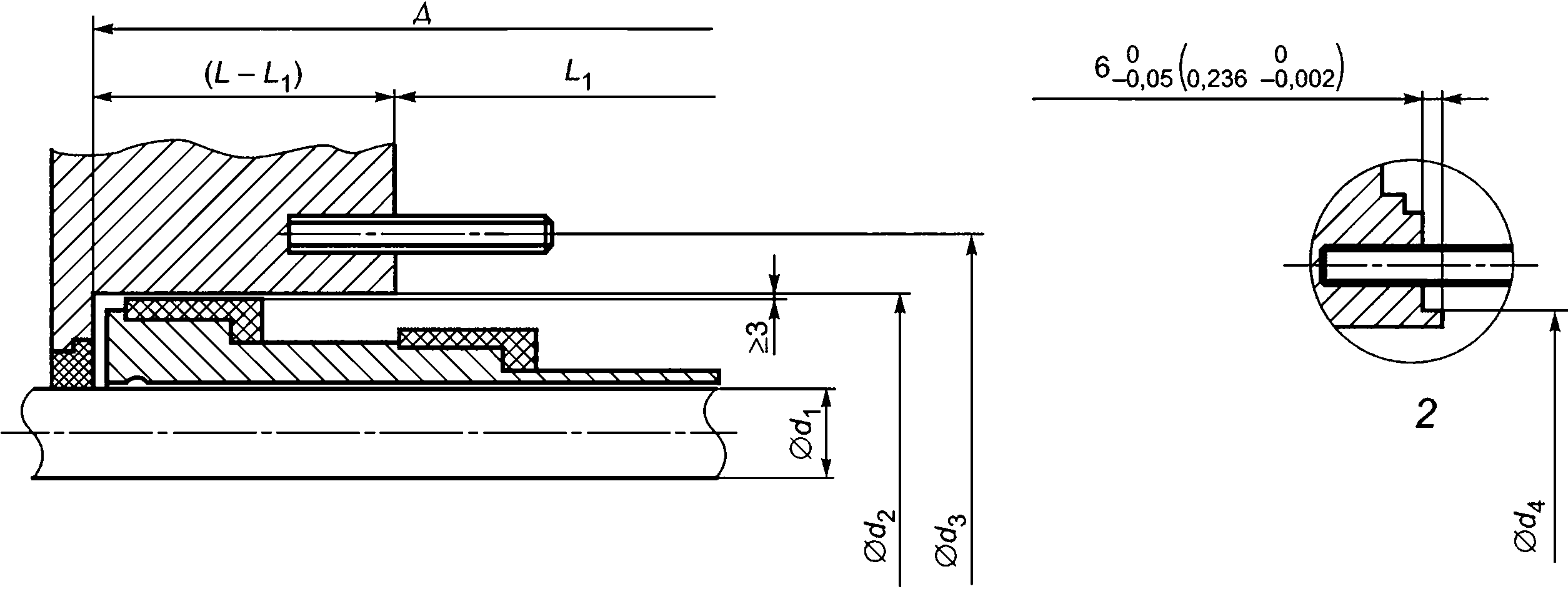
б) Двойное торцевое уплотнение
1 — шпильки корпуса уплотнения (четыре штуки); 2 — опциональный посадочный выступ; L — общая длина до ближайшего препятствия по валу; Ly —длина от торца камеры уплотнения до ближайшего препятствия по валу
Рисунок 26 — Схема камеры торцевого уплотнения
Таблица 7 — Стандартный размер камер торцевых уплотнений и втулок картриджных торцевых уплотнений
Размеры в миллиметрах (дюймах)
Типоразмер камеры уплот-нения | Максимальный диаметр валаа> | Внутренний диаметр камеры уплотнения6) | Диаметр центров болтов | Диаметр посадочного выступа0) | Общая длина до ближайшего препятствия6) | Длина от торца камеры уплотнения до ближайшего препятствия6) | Размер шпилек корпуса уплотнения | |
di | d2 | ^3 | d4 | L | ^■1 | СИ | use | |
1 | 20 (0,787) | 70 (2,756) | 105 (4,13) | 85 (3,46) | 150 (5,90) | 100 (3,94) | М12 х 1,75 | 1/2"—13 |
2 | 30 (1,181) | 80 (3,150) | 115 (4,53) | 95 (3,740) | 155 (6,10) | 100 (3,94) | М12 х 1,75 | 1/2"—13 |
3 | 40 (1,575) | 90 (3,543) | 125 (4,92) | 105 (4,134) | 160 (6,30) | 100 (3,94) | М12 х 1,75 | 1/2"—13 |
4 | 50 (1,968) | 100 (3,937) | 140 (5,51) | 115 (4,528) | 165 (6,50) | 110 (4,33) | М16 х 2,0 | 5/8"—11 |
39
ГОСТ 32601—2022
Окончание таблицы 7 Размеры в миллиметрах (дюймах)
Типоразмер камеры уплот-нения | Максимальный диаметр валаа) | Внутренний диаметр камеры уплотнения6) | Диаметр центров болтов | Диаметр посадочного выступа0) | Общая длина до ближайшего препятствия6) | Длина от торца камеры уплотнения до ближайшего препятствия6) | Размер шпилек корпуса уплотнения | |
^1 | ^2 | ^3 | ^4 | L | ^1 | СИ | use | |
5 | 60 (2,362) | 120 (4,724) | 160 (6,30) | 135 (5,315) | 170 (6,69) | 110 (4,33) | М16 х 2,0 | 5/8"—11 |
6 | 70 (2,756) | 130 (5,118) | 170 (6,69) | 145 (5,709) | 175 (6,89) | 110 (4,33) | М16 х 2,0 | 5/8"—11 |
7 | 80 (3,150) | 140 (5,512) | 180 (7,09) | 155 (6,102) | 180 (7,09) | 110 (4,33) | М16 х 2,0 | 5/8"—11 |
8 | 90 (3,543) | 160 (6,299) | 205 (8,07) | 175 (6,890) | 185 (7,28) | 120 (4,72) | М20 х 2,5 | 3/4"—10 |
9 | 100 (3,937) | 170 (6,693) | 215 (8,46) | 185 (7,283) | 190 (7,48) | 120 (4,72) | М20 х 2,5 | 3/4"—10 |
10 | 110 (4,331) | 180 (7,087) | 225 (8,86) | 195 (7,677) | 195 (7,68) | 120 (4,72) | М20 х 2,5 | 3/4"—10 |
а) Допуск на размер — h6. ь) Допуск на размер — Н7; для насосов с осевым разъемом корпуса разрешается дополнительный допуск ±75 мкм (0,003 дюйма) на толщину прокладки главного разъема. с) Допуск на размер — f7. d) Критерии прогиба вала по 6.9.1.3 могут потребовать уменьшения приведенных здесь размеров для камер уплотнений типоразмеров 1 и 2 до меньших значений, в зависимости от конструкции конкретного насоса. Камеры уплотнения размеров 1 и 2 обычно не используются в насосах типов ОН2 и ОНЗ. | ||||||||
6.8.4 Должна быть предусмотрена возможность центрирования вала насоса относительно камер уплотнений по внутреннему или наружному посадочному пояску камеры. Вал должн быть соосен посадочному пояску камеры уплотнения и иметь суммарное биение по предельным показаниям индикатора (TIR) не более 125 мкм (0,005 дюйма), согласно рисунку 27. Корпус торцевого уплотнения должен центрироваться в камере насоса посадочным пояском. Не допускается центрирование корпуса торцевого уплотнения в камере за счет шпилек корпуса уплотнения.
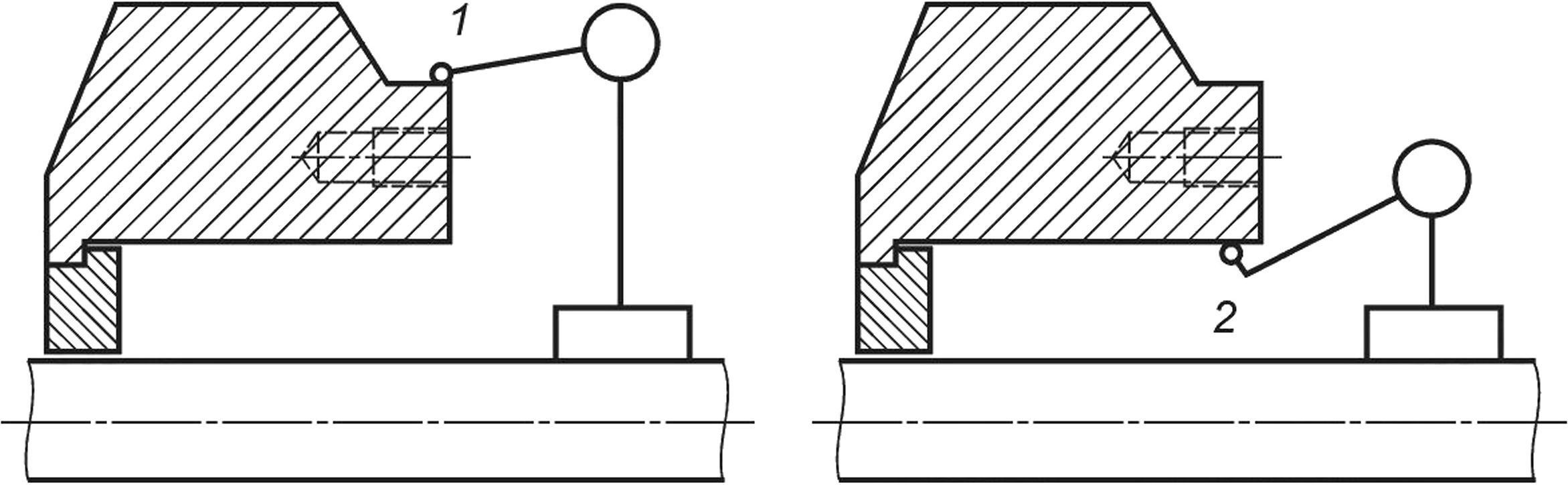
1 — место измерения биения внешнего диаметра камеры уплотнения; 2 — место измерения биения внутреннего диаметра камеры уплотнения
Рисунок 27 — Центрирование камеры уплотнения относительно вала
6.8.5 Биение торца камеры уплотнения относительно вала не должно превышать 0,5 мкм/мм TIR (0,0005 дюйма на дюйм), в зависимости от внутреннего диаметра камеры уплотнения, согласно рисунку 28.
6.8.6 Корпус торцевого уплотнения должен герметизироваться по торцу камеры уплотнения при помощи уплотнительной прокладки или уплотнительного кольца с контролируемым сжатием, например, уплотнительного кольца круглого сечения или спирально-навитой прокладки, с контактом уплотняемых поверхностей металл в металл. Если ограничения размеров или особенности конструкции делают это требование непрактичным, то с одобрения заказчика допускаются другие конструкции уплотнительного элемента.
40
ГОСТ 32601—2022
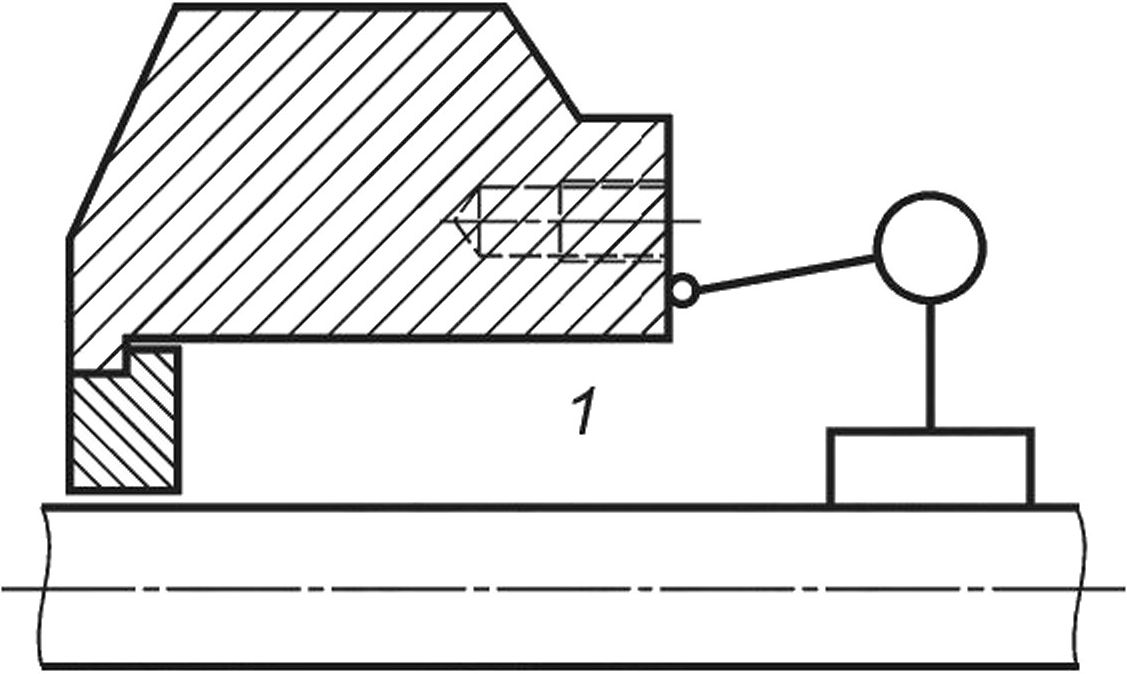
1 — место измерения торцевого биения
Рисунок 28 — Торцевое биение камеры уплотнения
6.8.7 Все отверстия (порты) в корпусе торцевого уплотнения для присоединения трубной обвязки должны быть четко маркированы путем нанесения нестираемых обозначений (например, путем штамповки, отливки или химического травления). Обозначения портов должны соответствовать требованиям, установленным в ГОСТ 32600^1.
6.8.8 Корпуса торцевых уплотнений и камеры уплотнений насоса должны иметь только те отверстия (порты) для присоединения трубной обвязки, которые требуются согласно плану обвязки, указанному в спецификации насоса. При наличии неиспользуемых дополнительных портов они должны быть заглушены в соответствии с 6.4.3.11.
• 6.8.9 Камеры торцевых уплотнений должны иметь предусмотренные места на корпусе насоса для дополнительных отверстий подвода промывочной линии, расположенной вблизи центральной оси камеры уплотнений и направленной вертикально вверх. Если оговорено, то отверстие должно быть механически обработано под фланцевое соединение вместо сварки. Использование резьбового соединения не допускается.
6.8.10 Должна быть конструктивно обеспечена возможность полного дренажа камеры уплотнения.
• 6.8.11 Если оговорено в договоре, то должны применяться рубашки обогрева уплотнительных камер. Требования по обогреву уплотнительных камер должны быть согласованы между заказчиком, поставщиком насоса и поставщиком торцевого уплотнения.
Примечание — Необходимость обогрева зависит от многих факторов, в том числе от конструкции насоса. Целесообразность обогрева должна определяться на основании рекомендаций поставщика насоса исходя из климатических условий его эксплуатации.
6.8.12 Для всех типов насосов, кроме вертикальных полупогружных насосов, транспортируемых с демонтированным приводом, торцевые уплотнения должны быть установлены в насосе перед отгрузкой и быть готовыми к эксплуатации. Если уплотнения должны быть дополнительно отрегулированы или установлены на месте эксплуатации, поставщик должен прикрепить на них металлическую бирку, предупреждающую об этом требовании.
• 6.8.13 Заказчик и поставщик насоса должны согласовать максимальное значение динамического и статического давления, которое может возникнуть в уплотнительной камере при всех условиях эксплуатации. Поставщик должен указать эти величины давления в опросных листах на насос [см. перечисление Ь) 6.3.5].
6.9 Ротор-динамика и вибрация
6.9.1 Общие положения
6.9.1.1 Специфические требования по анализу критических частот и поперечных колебаний для отдельных типов насосов указаны в разделе 9.
6.9.1.2 Роторы одно- и двухступенчатых насосов должны быть сконструированы так, чтобы их первая «сухая» критическая частота была как минимум на 20 % больше максимальной постоянной рабочей частоты вращения ротора насоса.
1) См. также [3].
41
ГОСТ 32601—2022
6.9.1.3 Для обеспечения удовлетворительной работы торцевых уплотнений жесткость вала насоса должна быть такой, чтобы изгиб вала в районе пар трения торцевых уплотнений не превышал 50 мкм (0,002 дюйма) при наихудших условиях эксплуатации во всем рабочем диапазоне подач насоса, при максимальном диаметре рабочих колес, на перекачиваемой среде, указанной в опросном листе. Это ограничение изгиба вала может быть достигнуто путем правильного выбора диаметра вала, вылета консоли вала или величины пролета вала между опорами, а также выбором конструкции насоса (включая использование двойных спиральных отводов или направляющих аппаратов). Для одно- и двухступенчатых насосов не следует учитывать эффект поддержки вала пленкой жидкости в узких зазорах щелевых уплотнений. Для многоступенчатых насосов этот эффект необходимо учитывать, но расчет жесткости вала должен быть сделан как для номинальных рабочих зазоров в щелевых уплотнениях, так и для зазоров, увеличенных в два раза вследствие износа щелевых уплотнений.
6.9.2 Анализ крутильных колебаний
6.9.2.1 Допускается применять анализ крутильных колебаний, следующих трех видов:
а) расчет недемпфированных собственных частот свободных колебаний; определение собственных частот и форм крутильных колебаний валопровода агрегата; построение диаграммы Кэмпбелла для определения потенциальных точек резонанса;
Ь) анализ отклика при установившихся вынужденных демпфированных колебаниях. Определение дополнительных точек резонанса посредством учета вынуждающей нагрузки и демпфирования в опорах. Результат — циклические моменты и напряжения во всех элементах расчетной модели;
с) расчет крутильных колебаний на нестационарных режимах работы. Аналогично перечислению Ь), только для нестационарных режимов. Результат — циклические моменты и напряжения как функция времени. Характерное применение — для расчета пуска насоса с синхронным электродвигателем.
Для выбора вида анализа крутильных колебаний и оценки результатов анализа необходимо использовать алгоритм, представленный на рисунке 29.
6.9.2.2 Если заказчик не требует иное, то расчет недемпфированных собственных частот свободных колебаний должен выполняться, если насосный агрегат подпадает под любое из следующих описаний:
а) насосный агрегат состоит из трех или более соединенных механизмов общей потребляемой мощностью 1500 кВт (2000 л.с.) и выше;
Ь) приводом насоса является асинхронный электродвигатель или турбина, соединенные с насосом через мультипликатор, с номинальной мощностью 1500 кВт (2040 л.с.) и выше;
с) приводом насоса является двигатель внутреннего сгорания с номинальной мощностью 250 кВт (340 л.с.) и выше;
d) приводом насоса является синхронный электродвигатель с номинальной мощностью 500 кВт (680 л.с.) и выше;
е) приводом насоса является электродвигатель с частотно-регулируемым приводом (ЧРП) с номинальной мощностью 1000 кВт (1360 л.с.) и выше;
f) вертикальный насос с приводом номинальной мощностью 750 кВт (1020 л.с.) и выше.
Опыт применения показывает, что вертикальные насосы, особенно с длинными валами, имеют относительно большие моменты инерции ротора и привода и обладают малой склонностью к возбуждению крутильных колебаний.
Анализ недемпфированных собственных частот свободных колебаний должен проводиться для насосного агрегата в целом, за исключением случаев, когда в состав агрегата входит механизм со слабой механической связью валов, например, гидравлическая муфта или гидравлический преобразователь крутящего момента. В любом случае поставщик, несущий комплексную ответственность за насосный агрегат, должен отвечать за внесение любых модификаций во все механизмы насосного агрегата, необходимые для соблюдения требований по 6.9.2.3—6.9.2.9.
• 6.9.2.3 Если оговорено в договоре, то для насосных агрегатов с частотно-регулируемым приводом (ЧРП) должен проводиться анализ отклика при установившихся вынужденных демпфированных колебаниях. Анализ должен охватывать все возможные резонансные частоты вплоть до 12-кратной частоты питающей сети.
42
ГОСТ 32601—2022
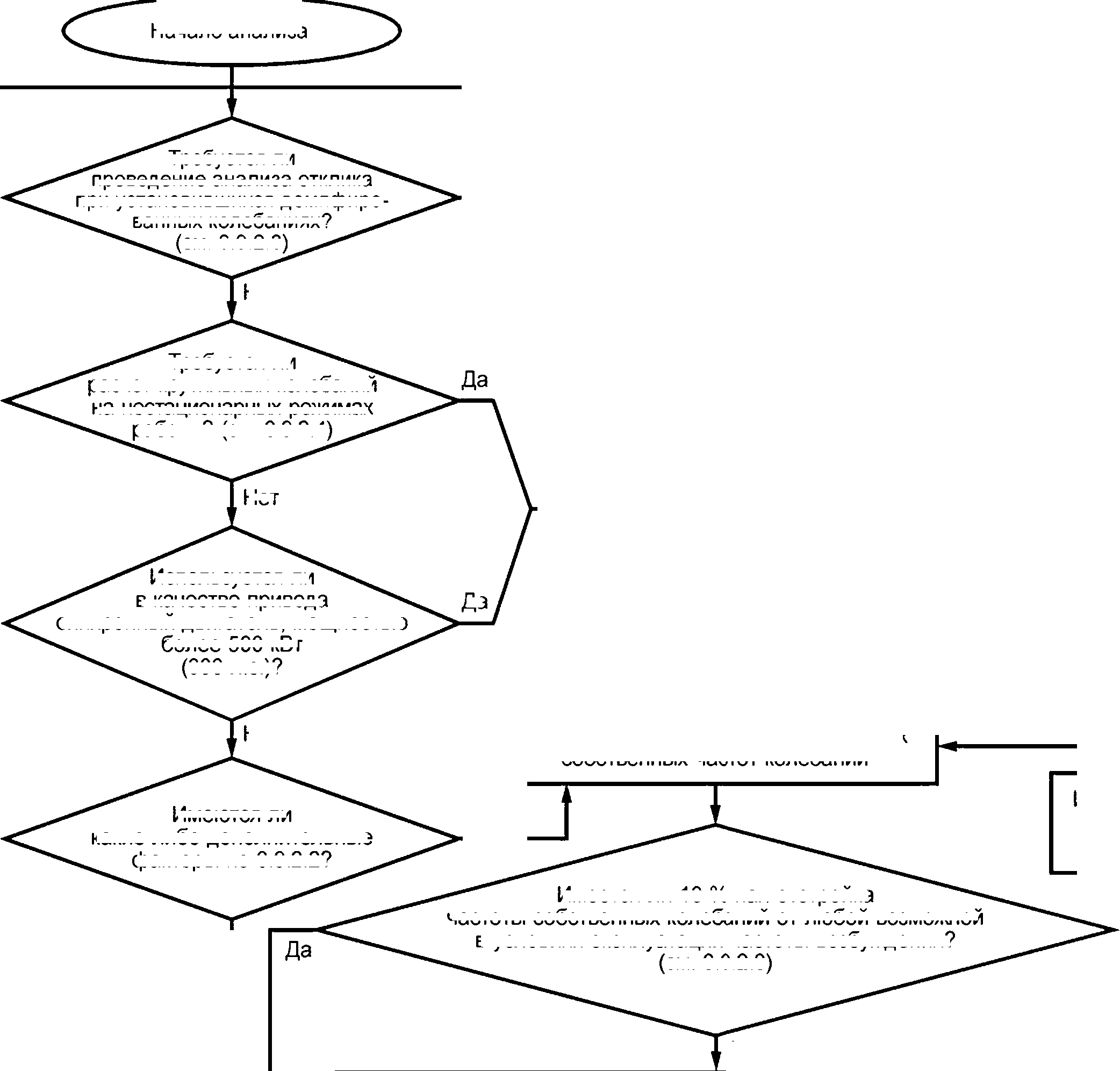
Начало анализа
Требуется ли
проведение анализа отклика
при установившихся демпфиро
ванных колебаниях?
см. 6.9.2.3
Нет
Требуется ли
расчет крутильных колебаний
на нестационарных режимах
работы? (см. 6.Э.2.4)
Нет
Используется ли
в качестве привода
синхронный двигатель, мощностью
более 500 кВт
680 л.с.)?
Нет
Имеются ли
какие-либо дополнительные
факторы по 6.9.2.2?
Нет
Завершение анализа
Да
Да
Да
Выполнить анализ отклика при установившихся демпфированных колебаниях
Изменить конструкцию и провести повторный анализ
Выполнить расчет крутильных колебаний на нестационарных режимах
Максимальное
расчетное
напряжение меньше.
чем максимально
допустимое
напряжение?
Нет
Изменить конструкцию и провести повторный анализ
Расчетное значение
максимального количества
пусков превышает указанное
в требованиях?
(см. 6.9.2.14)
Выполнить расчет недемпфированных собственных частот колебаний
Имеется ли 10 %-ная отстройка
частоты собственных колебаний от любой возможной
в условиях эксплуатации частоты возбуждения?
(см. 6.Э.2.6)
Нет
Имеется вероятность возникновения резонансных явлений
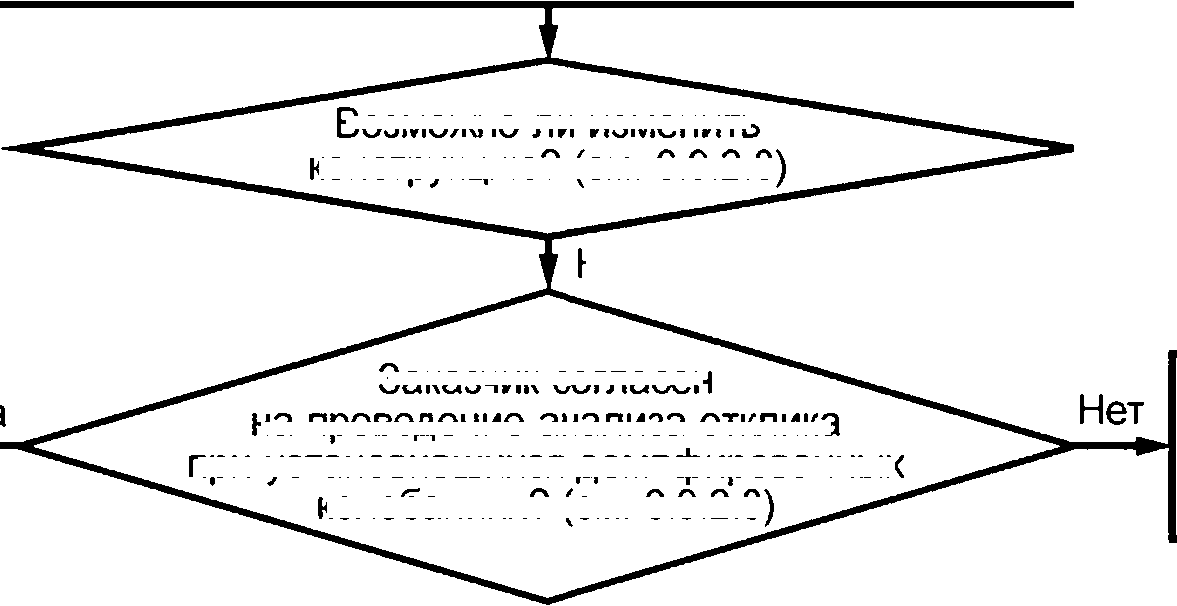
Возможно ли изменить
конструкцию? (см. 6.9.2.8)
Нет
Заказчик согласен
на проведение анализа отклика
при установившихся демпфированных
колебаниях? (см. 6.9.2.8)
Нет
Да
Требуется ли предоставление
отчета? (см. 6.9.2.10)
Да
Окончательный отчет
Изменить конструкцию и провести повторный анализ
Заказчик и поставщик должны совместно найти решение проблемы
Рисунок 29 — Алгоритм выбора вида анализа крутильных колебаний и оценки результатов анализа
Большинство современных ЧРП при условии правильной эксплуатации генерируют лишь незначительные крутильные колебания и напряжения на валу. Тем не менее все еще существуют конструкции ЧРП, генерирующие значительные торсионные пульсации.
• 6.9.2.4 Если оговорено в договоре или если приводом является синхронный электродвигатель с номинальной мощностью 500 кВт (670 л.с.) и выше, то должен быть выполнен расчет крутильных колебаний на нестационарных режимах работы. Этот расчет должен проводиться в соответствии с требованиями по 6.9.2.11—6.9.2.14.
43
ГОСТ 32601—2022
Примечание — Некоторые заказчики требуют проводить расчет крутильных колебаний на нестационарных режимах работы если существует высокий риск возникновения короткого замыкания между фазами, либо между фазой и землей, либо если при быстром подключении резервной шины происходит резкое падение мощности.
6.9.2.5 При анализе крутильных колебаний насосного агрегата должны быть учтены все возможные причины и частоты возбуждения колебаний, в том числе (но не ограничиваясь только ими) нижеследующие:
а) частоты прохождения лопастей рабочего колеса насоса мимо заходов в спиральный отвод или направляющий аппарат;
Ь) частоты зацепления шестерен в мультипликаторе насосного агрегата;
с) 1-я и 2-я оборотные частоты всех роторов всех вращающихся механизмов насосного агрегата;
d) при использовании в качестве привода двухтактных двигателей внутреннего сгорания: все частоты, кратные оборотной частоте;
е) при использовании в качестве привода четырехтактных двигателей внутреннего сгорания: все частоты, кратные оборотной частоте и половине оборотной частоты;
f) при использовании в качестве привода синхронного электродвигателя: все частоты, кратные частоте скольжения (только переходные явления), а также одно- и двукратная частота питающей сети;
д) при использовании в качестве привода асинхронного электродвигателя: одно- и двукратная частота питающей сети;
h) для приводов с переменной частотой вращения: п умножить на частоту вращения ротора, где п — целое число, определяемое изготовителем привода, по следующему принципу:
1) для двигателей внутреннего сгорания: определяется по числу рабочих тактов за оборот;
2) для электродвигателей: определяется по числу полюсов.
6.9.2.6 Собственные резонансные частоты крутильных колебаний всего валопровода насосного агрегата должны быть как минимум на 10 % больше или на 10 % меньше любой возможной частоты возбуждения в пределах всего установленного диапазона рабочих частот вращения ротора (от минимальной до максимальной постоянной рабочей частоты вращения ротора).
6.9.2.7 Требуется избегать возникновения собственных резонансных частот крутильных колебаний на частотах, кратных оборотной частоте в два или более раз. Если собственную резонансную частоту изменить нельзя, то поставщик должен подтвердить, что резонанс на этой частоте не оказывает отрицательного воздействия на эксплуатацию и ресурс агрегата.
6.9.2.8 Если расчетные значения резонансных частот крутильных колебаний попадают внутрь диапазона, указанного в 6.9.2.6, а заказчик и поставщик согласились, что исчерпаны все возможные меры по сдвигу резонансных частот за пределы этого диапазона, тогда должен быть проведен анализ резонансного отклика при установившихся вынужденных демпфированных колебаниях, подтверждающий, что резонанс не оказывает вредного воздействия на весь насосный агрегат. Принятые для этого анализа значения величины возбуждения и степени затухания должны быть четко обозначены поставщиком в отчете по выполненному анализу. Критерии приемки результатов этого анализа должны быть согласованы между заказчиком и поставщиком.
Примечание — Как правило, расчет резонансного отклика при установившихся вынужденных демпфированных колебаниях для насосных агрегатов с ЧРП с широтно-импульсной модуляцией показывает приемлемые низкие нагрузки в условиях резонанса, не оказывающие негативного воздействия на оборудование.
6.9.2.9 Если заказчиком не требуется иное и выполняется только расчет недемпфированных собственных частот свободных колебаний в стационарном режиме, поставщик должен предоставить заказчику отчет по анализу — с диаграммой Кэмпбелла, таблицами данных и кратким описанием методов расчета.
• 6.9.2.10 Если оговорено в договоре или если проводится расчет отклика при установившихся вынужденных демпфированных колебаниях либо расчет крутильных колебаний на нестационарных режимах, то поставщик должен представить заказчику подробный отчет по результатам расчета, включающий следующие данные
а) описание метода, используемого для вычисления собственных частот;
Ь) диаграмма упругой системы масс;
с) таблица моментов масс и крутильной жесткости каждого элемента упругой системы масс;
d) диаграмма Кэмпбелла;
е) диаграмма формы колебаний с пиковыми напряжениями для каждой резонансной частоты, если анализ напряжений был проведен.
44
ГОСТ 32601—2022
6.9.2.11 В дополнение к параметрам, используемым для проведения расчета недемпфированных собственных частот свободных колебаний в стационарном режиме, указанным в 6.9.2.2, в расчете крутильных колебаний на нестационарных режимах должны быть учтены следующие факторы:
а) средний крутящий момент привода, а также пульсирующий крутящий момент (по продольной и поперечной оси) в зависимости от частоты вращения ротора;
Ь) характеристика потребляемого крутящего момента насоса в зависимости от частоты вращения ротора;
с) характеристики электрических систем, влияющие на напряжение на электродвигателе, включая методы пуска (прямой пуск, плавный пуск и т. д.).
6.9.2.12 Анализ должен определить значение максимального крутящего момента, а также временную зависимость изменения момента для каждого из валов всех механизмов насосного агрегата.
Максимальные значения моментов должны использоваться для оценки несущей способности соединительных элементов и зубчатых передач, а также посадок соединительных элементов, например посадок втулок соединительных муфт. Временная зависимость крутящих моментов должна использоваться для проведения анализа усталостных повреждений валов, стопорных и соединительных деталей.
6.9.2.13 Должны быть учтены пределы усталостной прочности материалов и расположение концентраторов напряжений.
6.9.2.14 Для расчета допустимого количества пусков насосного агрегата с электродвигателем должен быть использован алгоритм расчета накопленной усталости. Допустимое количество пусков, безопасное для агрегата, должно быть согласовано заказчиком и поставщиком.
Примечание — Расчетное предельное число пусков электродвигателя зависит от его мощности, применяемой расчетной модели и практического опыта поставщика. Типичное расчетное предельное число пусков составляет порядка 1000 ... 1500. Стандарт [29] для электродвигателей мощностью более 375 кВт требует предельное число пусков не менее 5000. Это является разумным требованием к электродвигателю, поскольку не приводит еще к значительному удорожанию его конструкции. Вместе с тем это требование может привести к избыточному усилению конструкции приводимого оборудования.
Пример — 20-летний период работы с 1 пуском в неделю эквивалентен 1040 пускам. Но чаще встречаются ситуации, когда промышленное насосное оборудование запускается несколько раз в год, а не раз в неделю. В связи с этим заказчику необходимо указать разумное количество пусков, которое потребуется за весь срок службы.
6.9.3 Вибрация
• 6.9.3.1 Вибрация центробежного насоса изменяется с изменением подачи, обычно являясь минимальной при подаче, соответствующей максимальному КПД насоса {точка ВЕР), и возрастая при увеличении или уменьшении подачи относительно точки максимального КПД. Увеличение вибрации при отклонении подачи от точки максимального КПД зависит от плотности энергии насоса, его коэффициента быстроходности {Ns) и кавитационного коэффициента быстроходности (Nss). Как правило, вибрация растет быстрее при увеличении плотности энергии, коэффициента быстроходности и кавитационного коэффициента быстроходности.
С учетом этого весь рабочий диапазон подач центробежного насоса может быть разделен на две области, одна из корторых называется предпочтительным рабочим диапазоном, и в нем вибрация насоса минимальна, а вторая называется допустимым рабочим диапазоном, в котором вибрация насоса достигает более высокого, но все еще приемлемого уровня. На рисунке 30 показана эта концепция.
Другие факторы помимо вибрации, например повышение температуры при уменьшении подачи или рост требуемого кавитационного запаса (NPSH3) с увеличением подачи, могут сузить допустимый рабочий диапазон (см. также 6.1.12)
Допустимый рабочий диапазон насоса должен быть указан в техническом предложении поставщика. Если допустимый рабочий диапазон сужается из-за других факторов, помимо вибрации, тогда эти факторы должны быть также указаны в предложении.
В случае если заказчику требуется расширенный допустимый рабочий диапазон, например, необходимо обеспечение большей подачи для сохранения работоспособности системы при переходных режимах ее работы, то это должно быть оговорено договором. В этом случае для режимов работы, выходящих за пределы базовых допустимых рабочих диапазонов подач, поставщик может устанавливать иные нормы и требования по вибрации, NPSHA и прочим сопутствующим факторам, а также может вводить ограничение по времени на работу в этих режимах.
45
ГОСТ 32601—2022
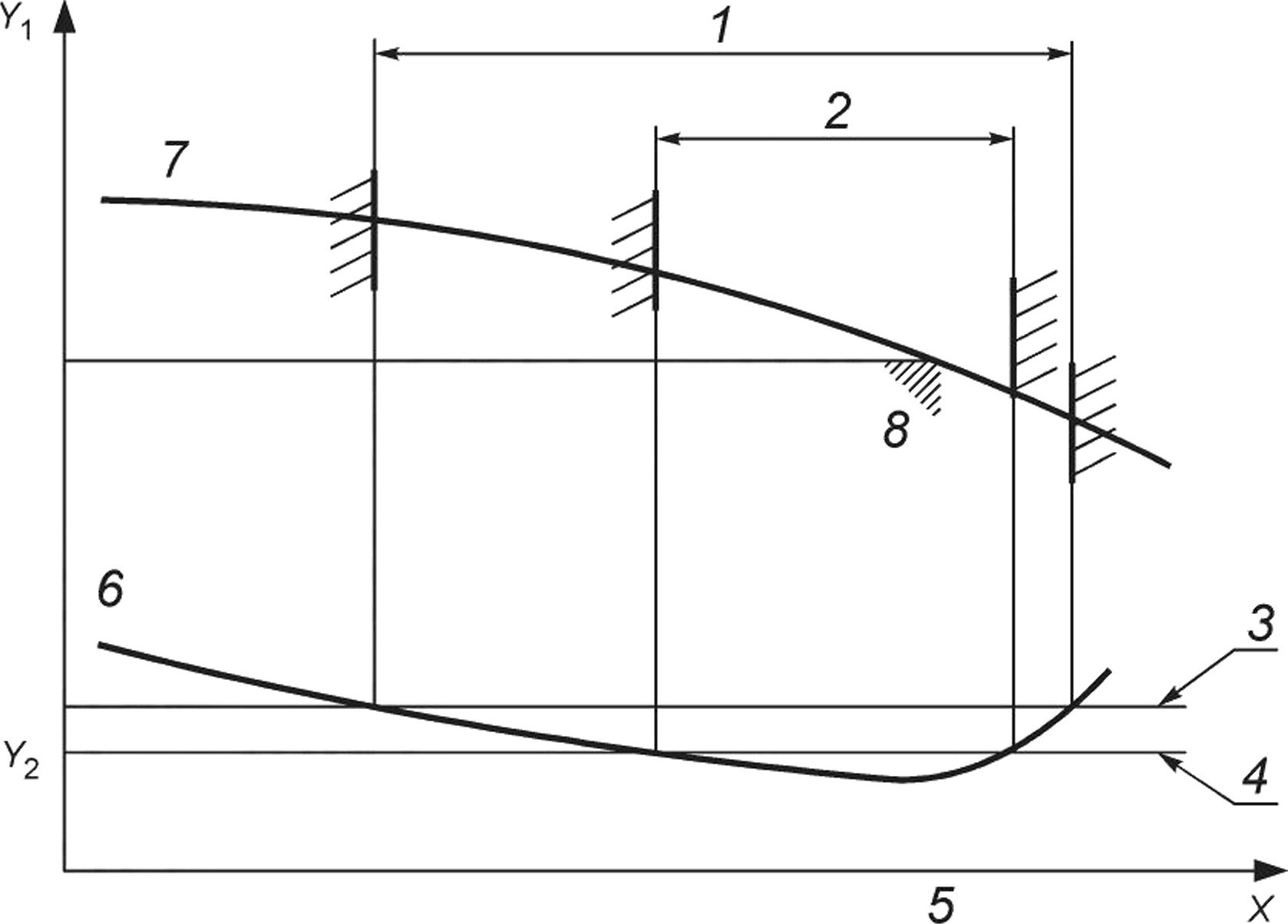
X — подача; У1 — напор; У2 — вибрация; 1 — полный допустимый рабочий диапазон подач; 2 — предпочтительный рабочий диапазон подач; 3 — уровень максимальной допустимой вибрации; 4 — уровень нормальной допустимой вибрации; 5 — подача в точке максимального КПД (ВЕР); б — типичная кривая зависимости вибрации от подачи, с указанием максимально допустимой вибрации; 7 — кривая зависимости напора от подачи; 8 — точка максимального КПД (точка ВЕР)
Рисунок 30 — Типичный график зависимости вибрации от подачи насоса
6.9.3.2 При заводских стендовых испытаниях насоса должны быть замерены общий уровень вибрации в диапазоне частот от 5 до 1000 Гц и спектры вибрации, полученные с использованием быстрого преобразования Фурье (FFT), при всех подачах, на которых регистрируются параметры насоса для построения графиков характеристик, за исключением нулевой подачи. Замеры вибрации должны быть выполнены в следующих местах насоса:
а) на корпусе (корпусах) подшипников или в аналогичных местах для всех типов насосов; позиции точек замеров показаны на рисунках 31—33;
Ь) на валу насосов с гидродинамическими подшипниками, с бесконтактными датчиками вибрации (проксиметрами), если насос имеет условия для установки таких датчиков; если условий для установки проксиметров нет, то с одобрения заказчика допускается производить замер вибрации только на корпусах подшипников.
• 6.9.3.3 Спектры вибрации, полученные с использованием быстрого преобразования Фурье, должны включать диапазон частот от 5 Гц до 2Z, умноженного на рабочую частоту вращения (где Z — число лопастей рабочего колеса; в многоступенчатых насосах, имеющих рабочие колеса с разным количеством лопастей, Z принимается равным наибольшему числу лопастей из всех рабочих колес). Если оговорено в договоре, то спектры вибрации должны быть предоставлены заказчику вместе с протоколами стендовых испытаний насоса.
Примечание — Дискретные частоты, кратные первой и второй оборотной (рабочей) частоте вращения вала и кратные Z, умноженному на оборотную частоту, связаны с различными типичными явлениями в центробежных насосах. Поэтому анализ спектров на этих частотах представляет значительный интерес.
46
ГОСТ 32601—2022
Размеры в миллиметрах (в дюймах)
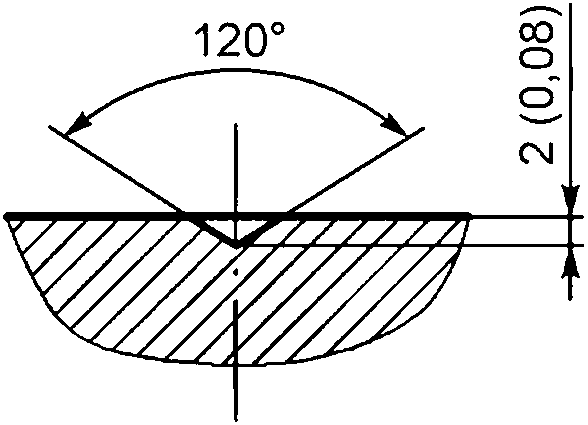
25(1)
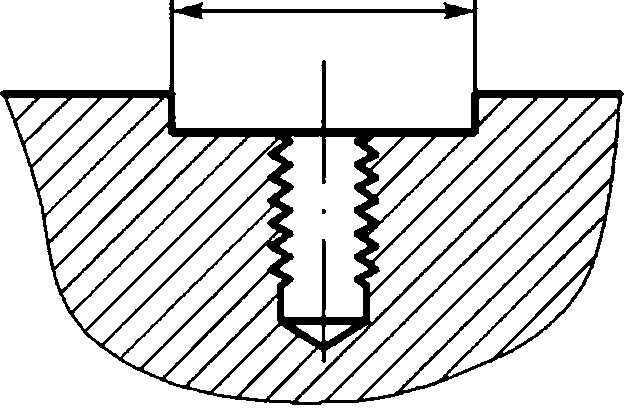
1
2
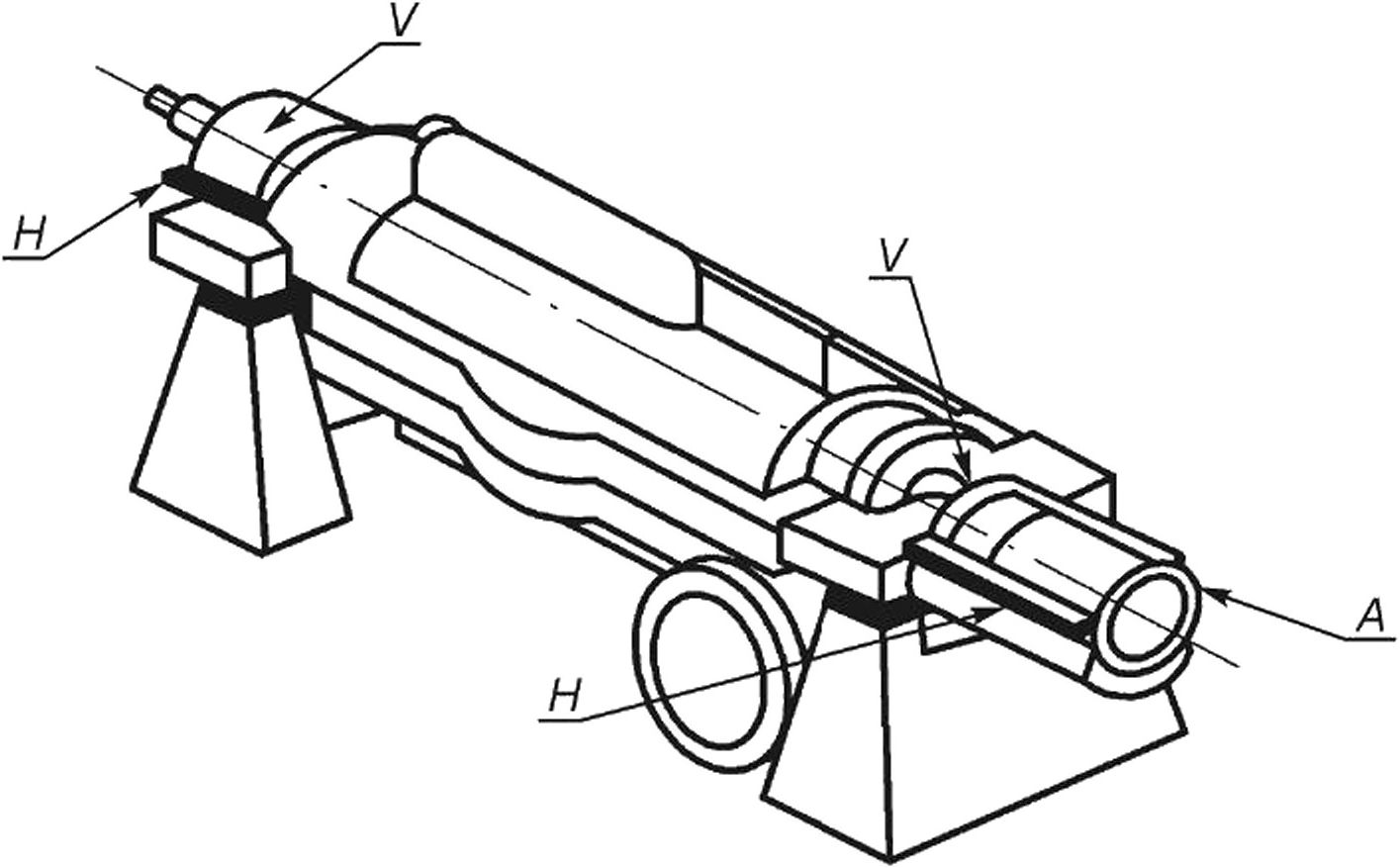

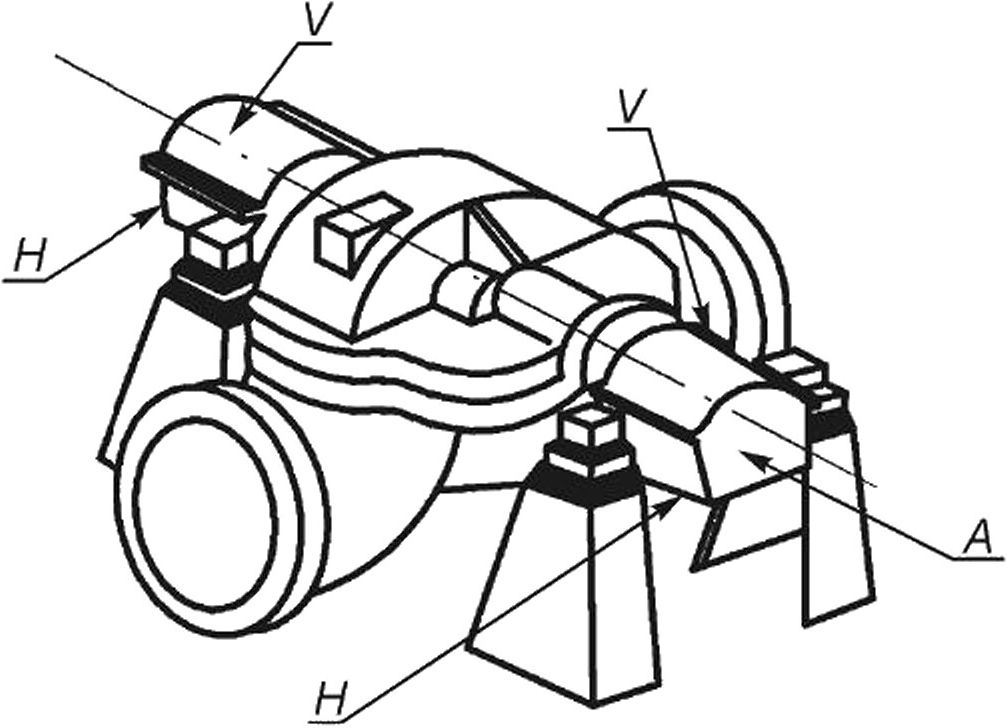
1 — место для установки датчика вибрации (см. 6.10.2.9); 2 — опциональное исполнение места для установки датчика вибрации (см. 6.10.2.10); А — осевое направление; Н — горизонтальное направление; V— вертикальное направление
Рисунок 31 — Места для измерения вибрации на горизонтальных насосах (типов ОН и ВВ)
47
ГОСТ 32601—2022
Размеры в миллиметрах (в дюймах)
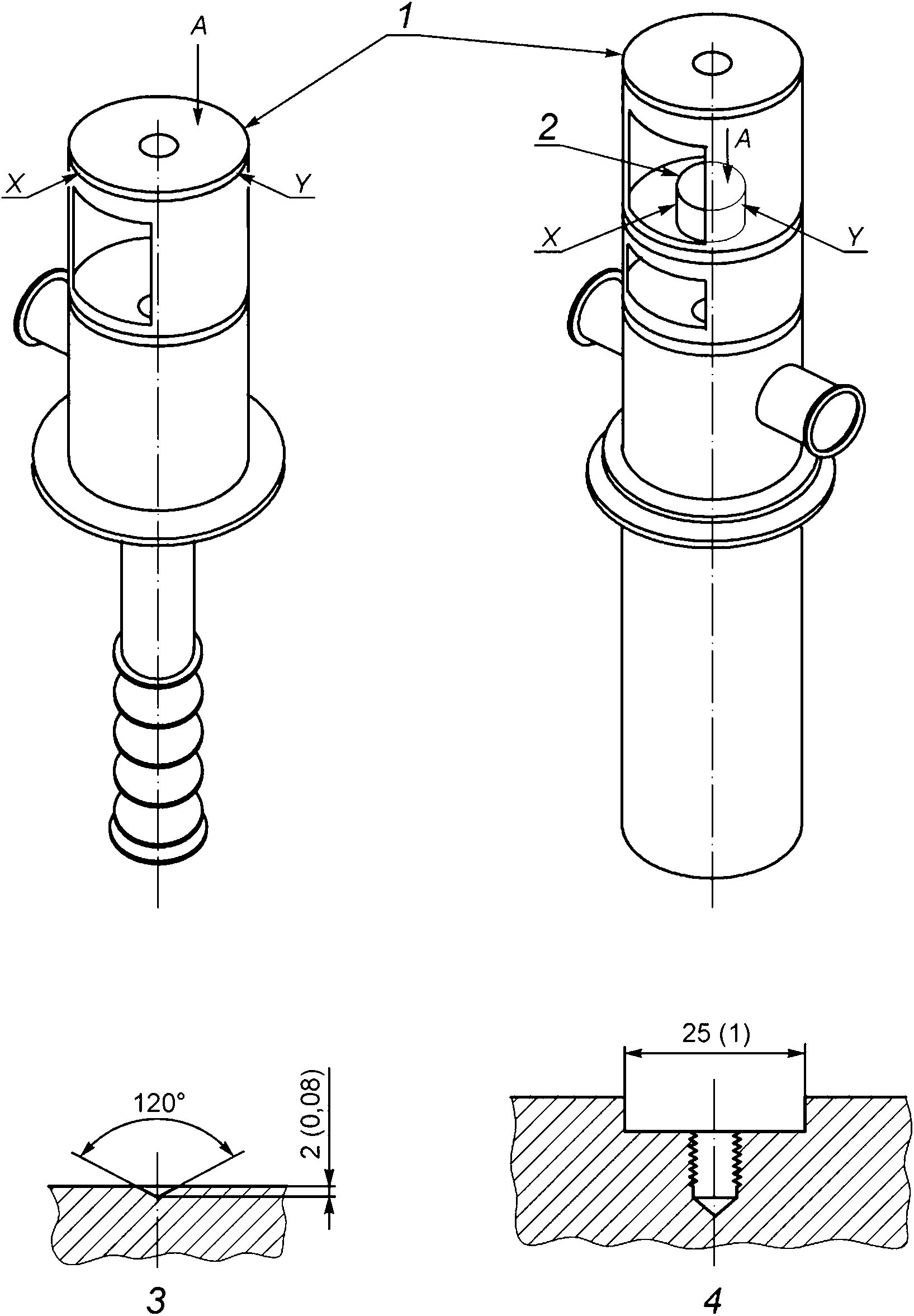
1 — поверхность для монтажа привода; 2 — корпус подшипника насоса; 3— место для установки датчика вибрации (см. 6.10.2.9); 4 — опциональное исполнение места для установки датчика вибрации (см. 6.10.2.10); А — осевое направление; X, У — взаимно перпендикулярные горизонтальные направления
Рисунок 32 — Места для измерения вибрации на вертикальных полупогружных насосах (типов VS)
48
ГОСТ 32601—2022
Размеры в миллиметрах (в дюймах)
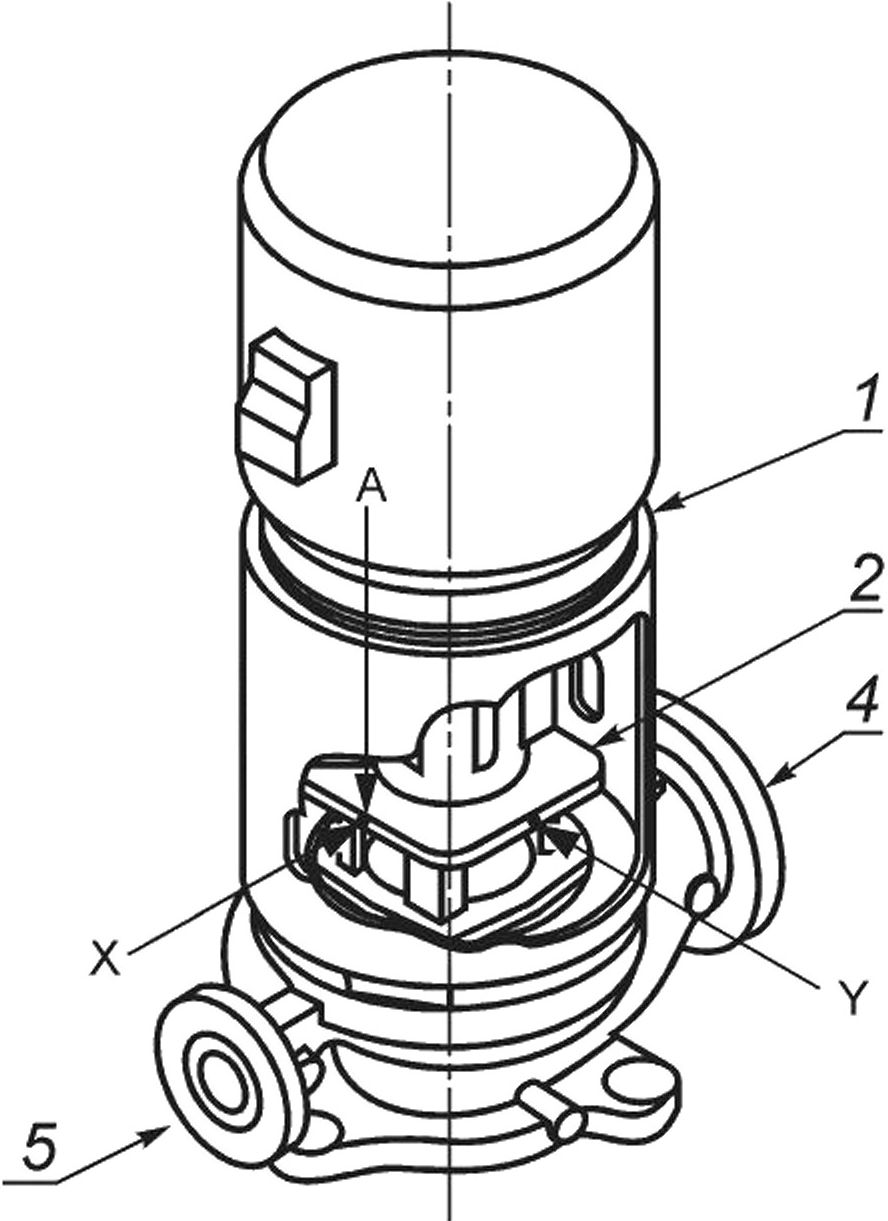
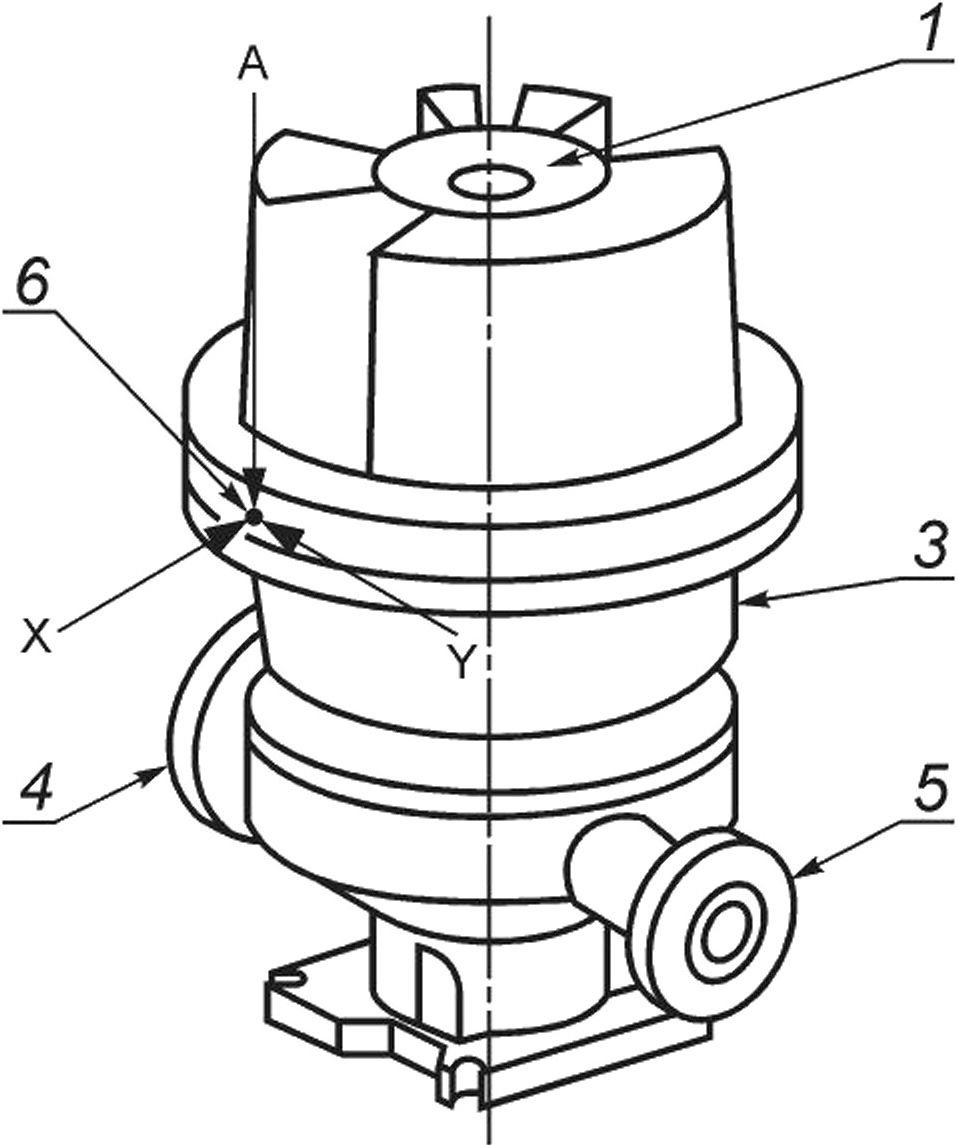
25(1)
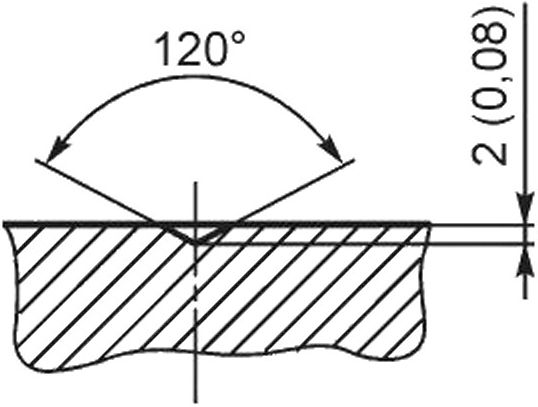
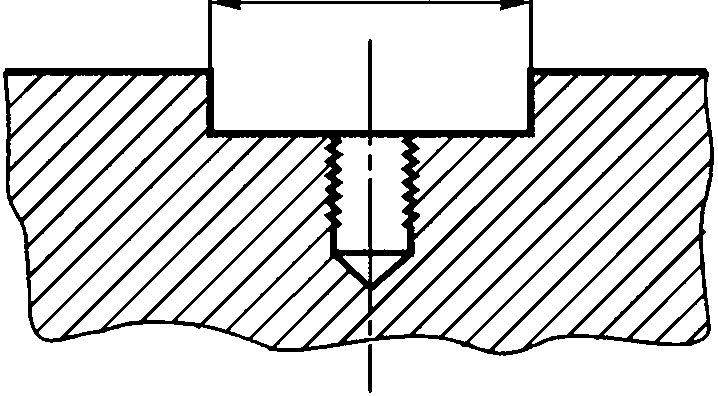
с
d
а — вертикальный консольный насос с патрубками в линию (типов ОНЗ—ОН5); b — вертикальный консольный высокооборотный насос со встроенным мультипликатором и патрубками в линию (тип ОН6); с — место для установки датчика вибрации (см. 6.10.2.9); d — опциональное исполнение места для установки датчика вибрации (см. 6.10.2.10); 1 — поверхность для монтажа привода; 2 — корпус подшипника насоса; 3 — корпус мультипликатора; 4 — приемный патрубок; 5 — нагнетательный патрубок; 6 — резьбовое отверстие для датчика вибрации; А — осевое направление; X, Y— взаимно перпендикулярные горизонтальные направления
Рисунок 33 — Места для измерения вибрации на вертикальных консольных насосах с патрубками в линию (типов ОНЗ—ОН6)
6.9.3.4 Абсолютная вибрация корпуса подшипника должна характеризоваться среднеквадратичной (RMS) виброскоростью, выражаемой в мм/сек (в дюймах/сек).
6.9.3.5 Относительная вибрация вала должна характеризоваться амплитудой смещения вала (от пика до пика), выражаемой в микрометрах.
6.9.3.6 Значения вибрации, измеренные при стендовых испытаниях насоса, не должны превышать значений, указанных:
- для консольных и двухопорных насосов — в таблице 8;
- для вертикальных полупогружных насосов — в таблице 9.
На насосах, оснащенных проксиметрами, в указанных пределах должна находиться и абсолютная вибрация корпусов подшипников, и относительная вибрация вала.
Примечание — Для абсолютной вибрации корпусов подшипников всегда оценивается только среднеквадратичная (RMS) виброскорость.
49
ГОСТ 32601—2022
Таблица 8 — Допустимая вибрация для консольных и двухопорных насосов
Показатели | Вибрация при любой подаче в предпочтительном рабочем диапазоне насоса при измерении вибрации | |
на корпусе подшипника любого типа (см. рисунки 31 и 33) | непосредственно на вале насоса3) (вблизи подшипника) | |
Общие | Для насосов с частотой вращения до 3600 об/мин и мощностью до 300 кВт (400 л.с) на одну ступень, абсолютная вибрация не должна превышать: i/u < 3,0 мм/с RMSb) (0,12 дюйм/с RMS)b\ Для насосов с частотой вращения более 3600 об/мин или мощностью более 300 кВт (400 л.с.) на одну ступень в соответствии с рисунком 34 | Относительная вибрация (от пика до пика) не должна превышать: Ди < (5,2 ■ 106/п)°’5 мкмь> [(8000/П)0’5 mils]b\ но в любом случае не должна превышать (от пика до пика): Ди < 50 мкм (2,0 mils) |
Дискретные частоты | На любой дискретной частоте вибрация не должна превышать: i/f < 2,0 мм/с RMSb' (0,08 дюйм/с RMS)b) | Для/<л: Д{<0,33 Диь> |
Допустимое увеличение вибрации при подачах вне предпочтительного рабочего диапазона, но в пределах допустимого рабочего диапазона | 30 %с) | 30 %с> |
а) Применимо для насосов с гидродинамическими опорными подшипниками. Ь) Отклонения от этих требований допускаются в обоснованных случаях с одобрения заказчика. с) Допускается увеличение параметра при дополнительном расширении диапазона по 6.9.3.1. Примечание 1 — В таблице приняты следующие обозначения: vu — общая виброскорость, суммарная по всем частотам; yf — виброскорость на дискретной частоте, полученная при быстром преобразовании Фурье (FFT) с окном Хеннинга и минимальным разрешением по частоте в 400 линий; Ди — общая амплитуда виброперемещения вала, суммарная по всем частотам; Z\f — амплитуда виброперемещения вала на дискретной частоте, полученная при быстром преобразовании Фурье (FFT) с окном Хеннинга и минимальным разрешением по частоте в 400 линий; f— частота; п — частота вращения ротора насоса в об/мин. Примечание 2 — Мощность определяется для подачи при максимальном КПД (в точке ВЕР), с номинальным диаметром рабочего колеса, при относительной плотности перекачиваемой среды, равной 1,0. Примечание 3 — Расчетные значения виброскорости и амплитуды перемещения вала должны округляться до двух значащих цифр. | ||
Таблица 9 — Допустимая вибрация для вертикальных полупогружных насосов
Показатели | Вибрация при любой подаче в предпочтительном рабочем диапазоне насоса при измерении вибрации | |
на корпусе упорного подшипника насоса или опорном фланце двигателя (см. рисунок 32) | непосредственно на вале насоса3) (вблизи подшипника) | |
Общие | Абсолютная вибрация не должна превышать: Уи < 5,0 мм/с RMSb) (0,20 дюйм/с RMS)b) | Относительная вибрация (от пика до пика) не должна превышать: Ди < (6,2 ■ 106/п)°-5 мкмь) [(10000/n)°’5mils]b) но в любом случае не должна превышать (от пика до пика): Ди < 100 мкм (4,0 mils) |
Дискретные частоты | На любой дискретной частоте вибрация не должна превышать: vf < 3,4 мм/с RMSb! (0,13 дюйм/с RMS)b) | Для f<n:Af< 0,33 ■ Диь) |
50
ГОСТ 32601—2022
Окончание таблицы 9
Показатели | Вибрация при любой подаче в предпочтительном рабочем диапазоне насоса при измерении вибрации | |
на корпусе упорного подшипника насоса или опорном фланце двигателя (см. рисунок 32) | непосредственно на вале насоса3) (вблизи подшипника) | |
Допустимое увеличение вибрации при подачах вне предпочтительного рабочего диапазона, но в пределах допустимого рабочего диапазона | 30 %с) | 30 %с) |
а) Применимо для насосов с гидродинамическими радиальными подшипниками. ь) Отклонения от этих требований допускаются в обоснованных случаях с одобрения заказчика. с) Допускается увеличение параметра при дополнительном расширении диапазона по 6.9.3.1. Примечание 1 — В таблице приняты следующие обозначения: vu — общая виброскорость, суммарная по всем частотам; vf — виброскорость на дискретной частоте, полученная при быстром преобразовании Фурье (FFT) с окном Хеннинга и минимальным разрешением по частоте в 400 линий; Ди — общая амплитуда виброперемещения вала, суммарная по всем частотам; Af — амплитуда виброперемещения вала на дискретной частоте, полученная при быстром преобразовании Фурье (FFT) с окном Хеннинга и минимальным разрешением по частоте в 400 линий; f— частота; п — частота вращения ротора насоса в об/мин. Примечание 2 — Расчетные значения виброскорости и амплитуды перемещения вала должны округляться до двух значащих цифр. | ||
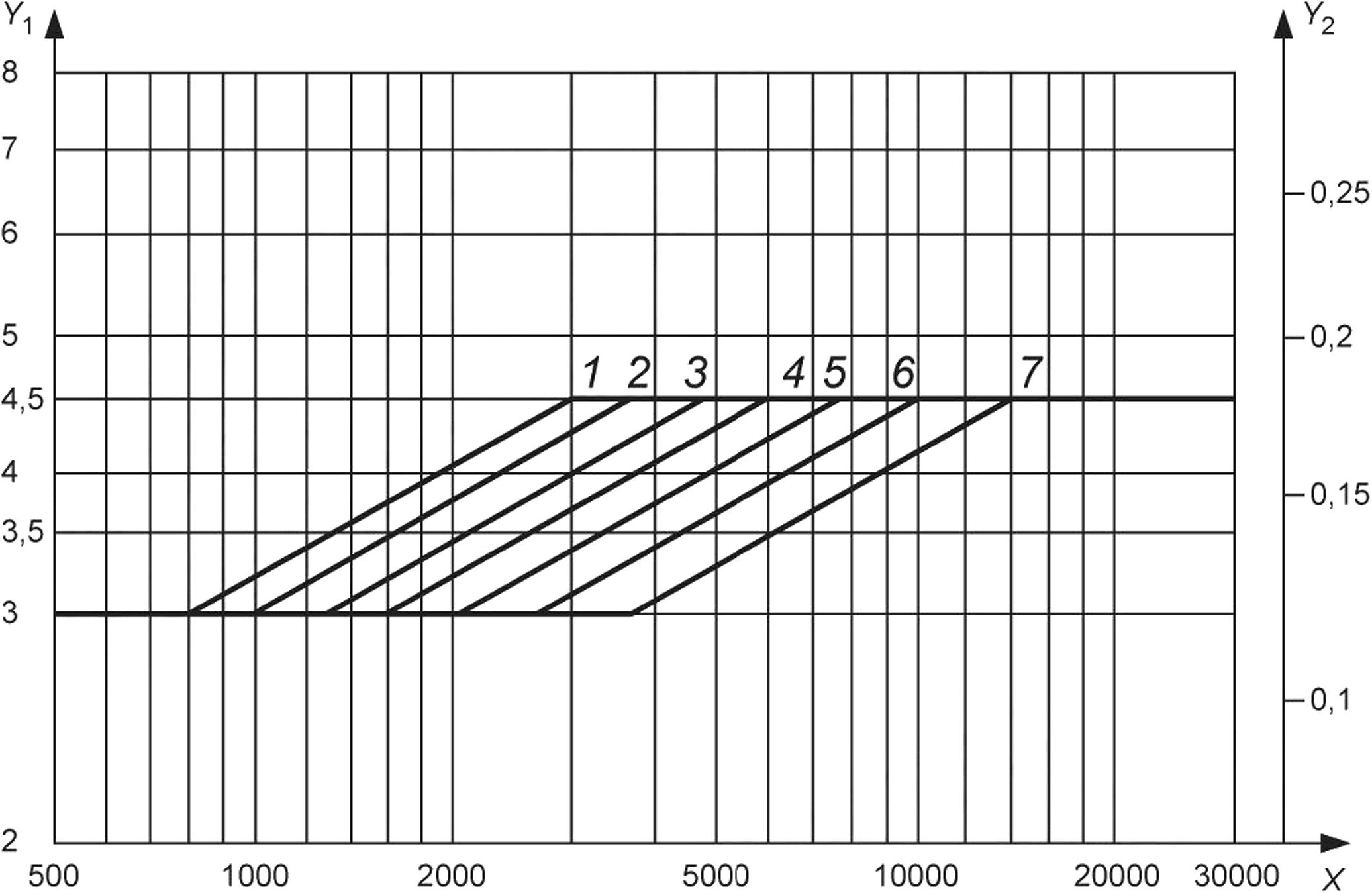
X — частота вращения, об/мин.; ^ — виброскорость, мм/с, RMS; У2 — виброскорость, дюйм/с, RMS; 1 — Р> 3000 кВт/ступень; 2 — Р = 2000 кВт/ступень; 3 — Р = 1500 кВт/ступень; 4 — Р = 1000 кВт/ступень; 5 — Р=700 кВт/ступень; 6 — Р= 500 кВт/ступень;
7 — Р< 300 кВт/ступень
Примечание 1 — Формула расчета линии перехода от уровня 3,0 мм/с к уровню 4,5 мм/с: vu = 3,0 • (л/ЗбОО)0’30 [Р/300]0-21.
Примечание 2 — Максимальная допустимая вибрация на любой отдельной дискретной частоте: ^ < 0,67 • vu где vu — максимальное допустимое значение общей вибрации, суммарное по всем частотам в соответствии с рисунком.
Рисунок 34 — Допустимые пределы вибрации для горизонтальных насосов с частотой вращения ротора свыше 3600 об/мин или мощностью свыше 300 кВт (400 л.с.) на одну ступень
51
ГОСТ 32601—2022
6.9.3.7 При любой частоте выше максимальной рабочей частоты вращения ротора насоса, вплоть до частоты аварийного отключения привода, вибрация не должна превышать 150 % от максимального значения вибрации при максимальной рабочей частоте вращения ротора насоса.
6.9.3.8 Насосы с переменной частотой вращения должны работать во всем установленном диапазоне частот вращения без превышения допустимых значений вибрации, установленных в настоящем стандарте.
6.9.4 Балансировка
6.9.4.1 Рабочие колеса, разгрузочные барабаны/бис/ш (см. 6.7.1) и аналогичные основные вращающиеся детали насоса должны быть динамически отбалансированы в соответствии с классом G2.5 по ГОСТ ИСО 1940-1. Масса балансировочной оправки не должна превышать массу балансируемой детали. Балансировка валов не требуется. Для роторов одноступенчатых насосов типа ВВ1 и ВВ2 с деталями, имеющими посадку с натягом, поставщик должен выбрать вариант балансировки ротора в сборе (согласно 9.2.4.2) взамен балансировки основных вращающихся деталей по отдельности.
6.9.4.2 Допускается балансировать детали в одной плоскости, если величина отношения D/b составляет 6,0 или более (см. рисунок 35).
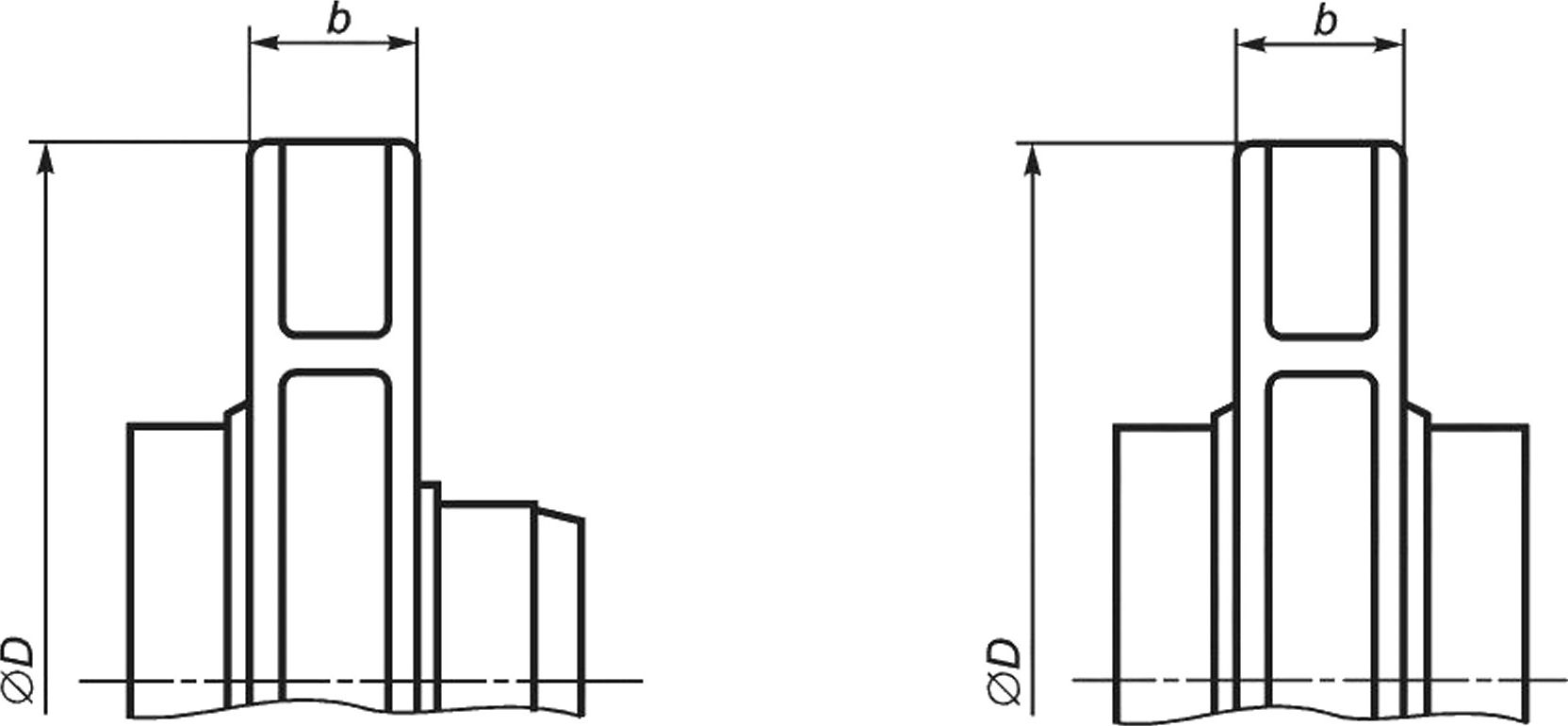
а) Рабочее колесо с односторонним всасыванием
b) Рабочее колесо с двусторонним всасыванием
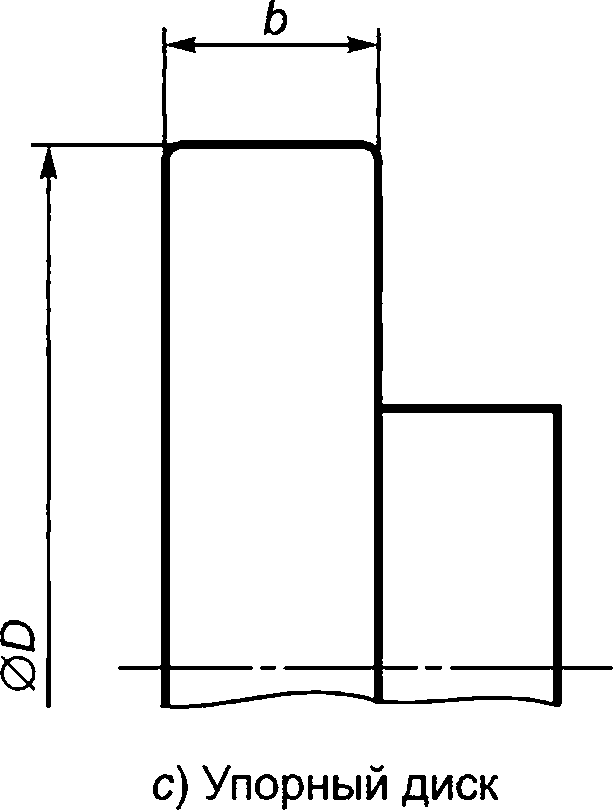

В — ширина детали; 0D — диаметр детали
Рисунок 35 — Размеры вращающихся деталей для определения допустимости балансировки в одной плоскости
6.9.4.3 Балансировка роторов в сборе должна происходить согласно требованиям соответствующих разделов настоящего стандарта для конкретных типов насосов.
• 6.9.4.4 Если оговорено в договоре, то рабочие колеса, разгрузочные барабаны и аналогичные вращающиеся детали должны быть динамически отбалансированы в соответствии с классом G1 по ГОСТ ИСО 1940-1 (номинально эквивалентен классу 4W/n по USC).
В единицах USC дисбаланс выражается формулой:
U = KW/n, (2)
где U — дисбаланс в одной плоскости, выраженный в унциях на дюйм;
52
ГОСТ 32601—2022
К — константа, равная 4 (см. приложение J);
И/ — масса балансируемой детали (при балансировке деталей), выраженная в фунтах; или нагрузка на каждую радиальную опору балансировочной машины (при балансировке роторов), выраженная в фунтах;
п — частота вращения вала насоса, выраженная в об/мин.
Величина дисбаланса KW/n выражается только в единицах системы USC. В системе СИ дисбаланс выражается в классах балансировки по ГОСТ ИСО 1940-1. Каждому классу балансировки ГОСТ ИСО 1940-1 соответствует диапазон значений остаточного дисбаланса. Указанные в настоящем стандарте предельные значения дисбаланса в единицах USC соответствуют приблизительно середине диапазона значений остаточного дисбаланса по соответствующему классу ГОСТ ИСО 1940-1.
Современные балансировочные станки позволяют отбалансировать детали в их оправках до U = 4И//л (в единицах USC) (номинально эквивалентно классу G1 по ГОСТ ИСО 1940-1), или даже с большей точностью, в зависимости от массы балансируемой детали, и проверить балансировку путем измерения остаточного дисбаланса. Однако эксцентриситет массы, эквивалентный остаточному дисбалансу, меньше, чем U = 8И//л (в единицах USC) (номинально эквивалентно классу G2.5 по ГОСТ ИСО 1940-1), и уже и настолько мал, что его не удастся повторить, если балансируемую сборочную единицу разобрать и опять собрать. Поэтому если сборочная единица будет разбираться после балансировки, то не имеет смысла балансировать ее точнее, чем до класса G2.5 (8И//л в единицах USC).
6.10 Подшипники и корпуса подшипников
6.10.1 Подшипники
• 6.10.1.1 Каждый вал должен поддерживаться двумя радиальными подшипниками и одним упорным (осевым) подшипником двунаправленного действия, который допускается комбинировать с одним из радиальных подшипников. Допускаются конфигурации подшипников в одном из следующих вариантов:
- подшипники качения радиальные и упорные;
- подшипники гидродинамические радиальные и подшипники качения упорные;
- подшипники гидродинамические радиальные и упорные.
Если заказчик не требует иное, то тип и конфигурация подшипников должны выбираться в соответствии с требованиями, приведенными в таблице 10.
Таблица 10 — Выбор подшипников
Условие | Тип допускаемых подшипников |
Частота вращения3) и расчетный срок службы13) радиальных и упорного подшипников находится в допускаемых пределах, установленных для подшипников качения, и при этом плотность энергии0) насоса ниже предельного значения6) | Подшипники качения, радиальный и упорный |
Частота вращения3) и/или расчетный срок службы13) радиальных подшипников находится за пределами допускаемых значений, установленных для подшипников качения, но при этом частота вращения и расчетный срок службы упорного подшипника находятся в рамках предельных значений, установленных для подшипников качения, а также плотность энергии насоса ниже предельного значения6) | Радиальные гидродинамические подшипники и упорный подшипник качения или радиальные и упорный гидродинамические подшипники |
Частота вращения3) или расчетный срок службы13) радиальных и упорного подшипников находятся вне предельных значений, установленных для подшипников качения, и/или плотность энергии насоса выше предельного значения6) | Радиальные и упорный гидродинамические подшипники |
3) Частота вращения для всех типов подшипников качения не должна превышать ограничения, установленные изготовителем подшипника. Кроме того, для шариковых подшипников произведение n-dm не должно превышать 500 000 при масляной смазке и 350 000 при консистентной смазке. В приведенном произведении: dm — средний диаметр подшипника [(d + D)/2)], выраженный в мм; п — частота вращения, выраженная в об/мин.
ь) Срок службы подшипников качения определяется по 6.10.1.5 или, если оговорено в договоре, по 6.10.1.6.
с) Плотность энергии — это произведение номинальной мощности насоса в кВт (л.с.) и номинальной частоты вращения ротора об/мин.
53
ГОСТ 32601—2022
Окончание таблицы 10
d> Гидродинамические радиальные и упорные подшипники должны применяться, если плотность энергии равна или превышает 4,0 • 10 6 кВт/мин (5,44 ■ 10 6 л.с./мин).
Примечание 1 — Ограничения по температуре подшипника, установленные в 6.10.2.4, могут дополнительно ограничить произведение п ■ dm до еще более низких величин.
Примечание 2 — Роликовые и сферические подшипники, как правило, имеют более жесткие ограничения по допускаемой частоте вращения, чем шариковые подшипники.
6.10.1.2 Упорные подшипники должны быть подобраны для непрерывной работы во всех установленных режимах, включая максимальный перепад давления, и соответствовать следующим требованиям:
а) все осевые нагрузки должны рассчитываться при номинальных и увеличенных вдвое от номинальных, щелевых зазорах;
Ь) осевые силы, возникающие в упругих элементах пластинчатых муфт, должны рассчитываться с учетом предельно допустимых осевых смещений упругих элементов согласно инструкции изготовителя муфты.
Если электродвигатель на подшипниках скольжения (без упорного подшипника) непосредственно соединен с валом насоса через муфту, тогда следует считать, что передаваемая муфтой осевая нагрузка равна максимальной осевой нагрузке электродвигателя;
с) осевые силы, возникающие в упругих элементах пластинчатых муфт, должны рассматриваться как часть рабочей нагрузки упорных подшипников, в дополнение к гидродинамическим осевым силам ротора насоса и осевым силам реакции зубчатых передач в мультипликаторе (если он есть);
d) упорный подшипник должен выдержать полную осевую нагрузку в случае изменения направления вращения ротора насоса.
6.10.1.3 Однорядные шарикоподшипники с глубоким желобом должны иметь внутренний радиальный зазор согласно 3-й группе по ГОСТ 24810]\ т. е. внутренний зазор должен быть больше, чем "N" (нормальный). Одно- и двухрядные подшипники не должны иметь канавок для ввода тел качения. Неметаллические сепараторы не должны применяться.
Увеличение внутреннего зазора может снизить нагрев подшипника. Однако при увеличении внутреннего зазора может увеличиться вибрация. Изготовитель должен гарантировать, что величины роста температуры по 6.10.2.4 и вибрации по 6.9.3.6 соответствуют требованиям настоящего стандарта.
Примечание — Для целей данного пункта, требования к 3-й группе по [30] и [31] считаются эквивалентными требованиям к 3-й группе по ГОСТ 24810.
6.10.1.4 Если применяются упорные шариковые подшипники, то они должны быть парными, однорядными, с контактом под углом 40° (0,7 рад), радиально-упорного типа (серия 7000), с механически обработанными латунными сепараторами. Штампованные стальные сепараторы могут использоваться с одобрения заказчика. Если заказчик не требует иное, то подшипники должны устанавливаться в парной конфигурации по схеме «спина-к-спине». Необходимость создания предварительного зазора или натяга в подшипнике должна определяться изготовителем насоса в соответствии с конкретным применением и соблюдением требований к сроку службы подшипников, установленных настоящим стандартом. Другие типы и схемы установки подшипников допускаются с одобрения заказчика.
Примечание — Существуют конструкции и способы применения насосов, где другие схемы установки подшипников могут быть предпочтительны, в частности, если подшипники работают непрерывно с минимальными осевыми нагрузками.
6.10.1.5 Срок службы подшипников качения (номинальный срок службы L10h для каждого отдельного подшипника или пары подшипников) должен быть рассчитан по ГОСТ 188552^ и равняться не менее 25 000 ч непрерывной эксплуатации в номинальных условиях и быть не менее 16 000 ч при максимальных радиальных и осевых нагрузках и номинальной частоте вращения ротора.
1 > См. также [30].
2> См. также [32].
54
ГОСТ 32601—2022
Примечание 1 — В ГОСТ 18855^ установлены номинальные сроки службы L10, выраженные в миллионах оборотов. В промышленной практике принято выражать этот параметр в часах и обозначать как L10h.
Примечание 2 — Для целей данного пункта требования [32] и [33] считаются эквивалентными требованиям ГОСТ 18855.
• 6.10.1.6 Срок службы системы подшипников (общий расчетный срок службы всех подшипников в насосе) должен быть не менее 25 000 ч при непрерывной эксплуатации в номинальных условиях и не менее 16 000 ч при максимально допустимых радиальных и аксиальных нагрузках и номинальной частоте вращения ротора. Номинальный срок службы системы L10h system, вычисляют по формуле:
^Wh,system = [O^iOhA^2 + О^ЮИв)372 + — О^юьм)372]'273’ (3)
где L10hA — номинальный срок службы L10h согласно ГОСТ 18855^ для подшипника А;
E10hB — номинальный срок службы L10h согласно ГОСТ 18855^ для подшипника В;
L10hN — номинальный срок службы L10h согласно ГОСТ 18855^ для подшипника N;
N— количество подшипников в насосе.
Если оговорено в договоре, то поставщик насоса должен предоставить расчет срока службы системы подшипников. Указания по расчету срока службы системы подшипников приведены в разделе К.2 (приложение К).
Примечание — Чтобы срок службы всей системы подшипников L10h был 25 000 ч и 16 000 ч (с номинальной нагрузкой и с максимальной нагрузкой, соответственно), необходимо, чтобы срок службы L10h каждого отдельного подшипника системы значительно превышал указанные значения.
6.10.1.7 Если нагрузки превышают несущую способность спаренных подшипников качения с угловым контактом, указанных в 6.10.1.5, альтернативная схема установки подшипников качения может быть предложена на согласование заказчику.
6.10.1.8 Подшипники качения должны монтироваться в соответствии со следующими требованиями:
а) посадка подшипников на валу должна быть с натягом. Посадка в корпусе должна быть с диаметральным зазором. Обе посадки должны быть согласно ГОСТ 33252\
Ь) подшипники должны устанавливаться непосредственно на вал. Установка подшипников на втулку допускается только с одобрения заказчика;
с) подшипники должны фиксироваться в осевом направлении с помощью ступеньки на валу, жесткой стопорной шайбы или другого жесткого упора. Использование для этой цели пружинных стопорных колец и пружинных шайб не допускается;
d) для крепления упорного подшипника на валу должна применяться стопорная гайка с лепестковой стопорной шайбой с отгибным лепестком.
Примечание —Данные требования применяются ко всем подшипникам качения, включая как шариковые, так и роликовые. Но для некоторых типов роликовых подшипников, таких как цилиндрические роликовые с раздельными обоймами, наличие диаметрального зазора между внешней обоймой и корпусом может быть неприемлемым. В таких случаях необходимо руководствоваться инструкцией по монтажу изготовителя подшипника.
6.10.2 Корпуса подшипников
6.10.2.1 Корпуса подшипников должны быть сконструированы так, чтобы обеспечить возможность замены подшипников без демонтажа насоса или привода.
• 6.10.2.2 Корпуса подшипников с картерной масляной смазкой без давления должны иметь резьбовые отверстия с пробками для залива и слива масла диаметром не менее DN15 (NPS 1/2). Корпуса подшипников должны быть оснащены масленками постоянного уровня, объемом не менее 0,12 л (4 унции жидкости), с внутренним механизмом регулировки уровня масла (наружные винты не должны применяться), с термостойкими стеклянными колбами и защитными проволочными каркасами. Для обнаружения перелива масла должно быть предусмотрено соответствующее устройство (например, смотровое окно или специальная заглушка). Необходимый уровень масла должен четко маркироваться на наружной стороне корпуса подшипника с использованием металлических приливов на корпусе, несмываемых меток на корпусе или другими долговечными средствами. Уровнемерные стекла (смотровые
1) См. также [32].
2) См. также [34].
55
ГОСТ 32601—2022
окна) должны быть расположены так, чтобы необходимый уровень масла находился на уровне средней отметки. Заказчик должен указать, если требуется применение определенной модели масленки постоянного уровня.
6.10.2.3 Корпуса гидродинамических подшипников с масляной смазкой под давлением должны быть сконструированы так, чтобы свести к минимуму образование пены. Система слива масла должна поддерживать уровень масла и пены на уровне ниже уплотнений вала.
6.10.2.4 Должно обеспечиваться эффективное охлаждение подшипников для поддержания стабильной температуры масла и подшипников при всех рабочих параметрах насоса, с учетом допусков на засорение системы охлаждения, при расчетной температуре окружающего воздуха 43 °C (110 °F), как изложено ниже:
а) для систем масляной смазки под давлением: температура масла на выходе из корпуса подшипников не должна превышать 70 °C (160 °F), а температура металла подшипника (если насос поставляется с датчиками температуры металла подшипников) не должна превышать 93 °C (200 °F). В процессе стендовых испытаний и в наиболее неблагоприятных установленных рабочих условиях перепад температуры масла на выходе и входе не должен превышать 28 °C (50,4 °F);
Ь) для систем картерной масляной смазки с маслоразбрызгивающим кольцом или диском: температура масла в картере не должна превышать 82 °C (180 °F). В процессе стендовых испытаний превышение температуры масла подшипников над температурой окружающей среды не должно быть выше 40 °C (72 °F), а температура металла подшипников (если насос поставляется сдатчиками температуры металла подшипников) не должна превышать 93 °C (200 °F).
Примечание — Насосы с картерной масляной смазкой разбрызгиванием обычно не достигают максимальной установившейся рабочей температуры подшипников в процессе краткосрочных стендовых испытаний, а иногда и в течение четырехчасовых испытаний. Процесс проведения испытаний на максимальную установившуюся температуру подшипников приведен в 8.3.4.2.1. Температура считается установившейся, если ее изменение не превышает 1 °C (1,8 °F) за 10 мин.
6.10.2.5 Если требуется водяное охлаждение, предпочтительными являются охлаждающие змеевики. Змеевики (включая фитинги) должны быть изготовлены из цветного металла или из аустенитной нержавеющей стали и не должны иметь внутренних обжимных соединений. Трубки обвязки охлаждения должны иметь толщину стенки не менее 1,0 мм (0,04 дюйма) и наружный диаметр не менее 12 мм (0,50 дюйма). Водяные рубашки охлаждения, в случае их применения, должны иметь только наружные соединения между верхней и нижней рубашками корпуса подшипника и не должны иметь уплотненных или резьбовых соединений, через которые вода могла бы протекать в масляный картер. Водяные рубашки должны проектироваться с расчетом на охлаждение масла, а не внешней обоймы подшипника.
Примечание — Охлаждение внешней обоймы подшипника может уменьшить внутренний зазор подшипника и привести к его повреждению.
6.10.2.6 Корпуса для подшипников качения должны быть сконструированы так, чтобы предотвратить попадание в них влаги, пыли и любых посторонних материалов. Это должно достигаться без дополнительных внешних мер, например без продувки воздухом. Корпуса подшипников должны оснащаться сменными лабиринтными или магнитными уплотнениями вала и дефлекторами в местах, где вал проходит через корпус. Манжетные уплотнения не должны использоваться. Лабиринтные уплотнения и дефлекторы должны быть изготовлены из неискрящих материалов. Конструкция лабиринтных уплотнений и дефлекторов должна эффективно сохранять масло в корпусе подшипников и предотвращать попадание посторонних материалов в корпус подшипников.
Примечание — Многие заказчики считают неискрящими такие материалы, как чистый алюминий, алюминиевые сплавы с максимальным содержанием магния 2 % или меди 0,2 %, чистая медь и медные сплавы (т. е. латунь и бронза). Однако некоторые стандарты, например ГОСТ 31441.1^, могут не допускать применение алюминия или неметаллических материалов в потенциально взрывоопасных атмосферах.
6.10.2.7 В случае использования систем смазки масляным туманом к ним должны применяться требования, указанные в 6.10.2.7.1 и 6.10.2.7.2.
6.10.2.7.1 Для систем смазки чистым масляным туманом подшипники и корпуса подшипников должны отвечать следующим требованиям:
а) для подачи масляного тумана должно быть предусмотрено резьбовое входное отверстие диаметром 6 мм (NPS 1/4) на корпусе подшипников или в его торцевой крышке, для каждой полости между подшипником или парой подшипников и корпусом или уплотнением вала;
1> См. также [35].
56
ГОСТ 32601—2022
b) отверстия в корпусе подшипников для подачи масляного тумана должны быть расположены так, чтобы туман мог свободно проходить через подшипники.
Примечание — Переходники и фитинги для подачи масляного тумана, как правило, устанавливаются на месте эксплуатации;
с) маслоразбрызгивающие кольца и диски, масленки постоянного уровня, отметки уровня масла на корпусе подшипника не требуются;
d) дренажные и все другие отверстия для масла в корпусах подшипников должны быть заглушены — для предотвращения направления потока масляного тумана в обход подшипников;
е) система водяного охлаждения не требуется.
Примечание — При рабочих температурах, превышающих 300 °C (570 °F), корпуса подшипников со смазкой чистым масляным туманом могут нуждаться в специальных мерах для снижения нагрева подшипников при помощи теплоотвода, таких, как:
- теплоотводящие диски;
- валы из нержавеющей стали с низкой теплопроводностью;
- термобарьеры;
- воздушное охлаждение вентиляторами на валу;
- смазка масляным туманом продувкой, вместо чистого масляного тумана, с охлаждением масла в картере.
6.10.2.7.2 Для систем смазки масляным туманом продувкой подшипники и корпуса подшипников должны отвечать следующим требованиям:
а) для подачи масляного тумана в верхней половине корпуса подшипника должно быть резьбовое отверстие диаметром 6 мм или 12 мм (NPS 1/4 или 1/2), которое служит одновременно вентиляционным и наливным отверстием;
Ь) должна использоваться масленка постоянного уровня, а на корпусе подшипника должна иметься отметка нормального уровня масла в картере. Смазка подшипников должна осуществляться с использованием стандартной масляной ванны, с маслоразбрызгивающими кольцами или дисками;
с) масленки постоянного уровня с визуальным контролем уровня должны быть оборудованы устройством контроля переполнения, позволяющим избыточному маслу, коалесцированному из масляного тумана, дренироваться из картера подшипника, чтобы уровень масла в картере был всегда постоянным. Дренированное масло должно содержаться в закрытой емкости, не позволяющей маслу вытекать на раму и фундаментную плиту насосного агрегата;
d) масленки постоянного уровня с визуальным контролем уровня должны иметь отводные трубки, что позволяет им работать при том же внутреннем давлении, что и корпуса подшипников, не пропускать избыточный туман на корпус подшипника и не допускать перелива масла на фундаментную плиту.
6.10.2.7.3 Для смазки как чистым масляным туманом, так и масляным туманом продувкой внизу корпуса подшипника должно располагаться дренажное отверстие, с целью обеспечения возможности полного дренирования масла (см. также 6.10.2.7.5).
6.10.2.7.4 Подшипники качения закрытого типа запрещается применять с системами смазки как чистым масляным туманом, так и масляным туманом продувкой.
6.10.2.7.5 Фитинги внешней обвязки для распределения и отвода масляного тумана должны поставляться заказчиком. Если заказчик не требует иное, то фитинги и переходники, устанавливаемые непосредственно в корпусе подшипника (если таковые требуются), должны поставляться поставщиком насоса.
6.10.2.8 Корпуса подшипников с масляной смазкой с маслоразбрызгивающими кольцами должны иметь закрываемые пробками отверстия для визуального контроля состояния маслоразбрызгивающих колец при эксплуатации насоса.
6.10.2.9 Все корпуса подшипников должны иметь подготовленные места для установки датчиков мониторинга вибрации, как показано на рисунках 31—33. Эти места должны подходить для точного позиционирования переносных датчиков вибрации с удлиненным стержнем датчика. Эти места должны быть сделаны на корпусе подшипников либо отливкой, либо мехобработкой. Конусные гнезда для датчиков вибрации должны иметь номинальную глубину конуса 2 мм (0,080 дюйма) и угол конуса 120°.
• 6.10.2.10 Если оговорено в договоре, то для монтажа стационарных датчиков вибрации корпуса подшипников должны иметь подготовленные места с резьбой1) (см. рисунки 31—33). Если монтажная часть датчиков поставляется с метрической резьбой, то она должна быть М8 х 1,25.
1) См. также [28].
57
ГОСТ 32601—2022
• 6.10.2.11 Если оговорено в договоре, то для монтажа датчиков вибрации на магнитном креплении на корпусе подшипников должны быть предусмотрены плоские площадки диаметром не менее 25 мм (1 дюйм).
• 6.10.2.12 Заказчик должен указать, будет ли использоваться синтетическое масло, а также его марку. Поставщик насоса должен гарантировать совместимость покраски внутренней поверхности корпуса подшипников (если используется) с указанным типом масла.
6.11 Смазка
6.11.1 Если заказчик не требует иное, то подшипники насосов и их корпуса должны быть спроектированы для смазки минеральным углеводородным маслом.
6.11.2 В руководстве по эксплуатации и техническому обслуживанию насоса должно быть описано, как система смазки обеспечивает циркуляцию масла.
• 6.11.3 Если в договоре оговорено требование о смазке подшипников масляным туманом, то должны быть выполнены требования по 6.10.2.7.
• 6.11.4 Если в договоре оговорено требование о смазке подшипников качения консистентной смазкой, то должны быть выполнены следующие требования:
а) срок службы консистентной смазки (промежуток времени между заменами смазки) должен рассчитываться с использованием метода, рекомендованного поставщиком подшипников, или с использованием альтернативного метода, одобренного заказчиком;
Ь) консистентная смазка не должна применяться, если расчетный срок ее службы составляет менее 2000 ч;
с) если оценочный срок службы консистентной смазки составляет более 2000 ч, но менее 25 000 ч, то должны быть созданы условия для обновления смазки в процессе эксплуатации, а также для эффективного удаления старой смазки. Поставщик насоса должен сообщить заказчику требуемые интервалы обновления смазки;
d) если расчетный срок службы консистентной смазки составляет более 25 000 ч, то ниппели или другие приспособления для обновления смазки в процессе эксплуатации не требуются.
6.12 Материалы
6.12.1 Общие положения
• 6.12.1.1 Заказчик должен указать требуемый класс материалов для деталей насоса. В таблице G.1 (приложение G) приведены общие рекомендации по использованию классов материалов в зависимости от назначения насоса. Альтернативные материалы, рекомендованные поставщиком для конкретного применения, включая материалы, которые могут продлить срок службы деталей и улучшить рабочие характеристики насосов для конкретных условий эксплуатации, могут быть включены в техническое предложение и в окончательный опросный лист на насос.
6.12.1.2 Нормативные документы на материалы всех основных деталей насоса, приведенных в таблице Н.1 (приложение Н), должны быть однозначно указаны в техническом предложении поставщика. Марки материалов должны приводиться в соответствии с требованиями международных или международно признанных стандартов, в том числе национальных, по которым они изготавливаются. Примеры приведены в таблицах Н.2 и Н.З (приложение Н). Если необходимого стандарта не существует, тогда в техническом предложении поставщика должна быть приведена полная характеристика материала, включая его физические свойства, химический состав и требования к контрольным операциям и испытаниям.
6.12.1.3 В техническом предложении поставщика насоса должны быть указаны материалы, из которых изготавливаются подвергающиеся воздействию перекачиваемой среды уплотнительные прокладки и кольца. Материалы уплотнительных колец круглого сечения и границы их применимости должны выбираться в соответствии с ГОСТ 32600^.
6.12.1.4 Материалы деталей насоса, к которым предъявляются требования в части их прочности или герметичности, должны полностью соответствовать всем требованиям нормативных документов на эти материалы. Эти детали отмечены словом «Да» в колонке «полное соответствие» в таблице Н.1 (приложение Н). Для материалов всех остальных деталей, которые отмечены словом «Нет» в вышеуказанной колонке, обязательным является только соответствие установленному химическому составу.
Материалы вспомогательных трубопроводов рассматриваются отдельно в 7.5.
1> См. также [3].
58
ГОСТ 32601—2022
• 6.12.1.5 Поставщик насоса должен указать, требуются ли дополнительные испытания и проверки для подтверждения пригодности материалов для конкретного применения. Заказчик должен определить, требуются ли дополнительные испытания и проверки материалов, особенно для деталей, которые заказчик считает критическими. Требования к испытаниям и проверкам материалов, установленные заказчиком, должны быть указаны в разделе «Примечания» опросных листов (приложение N).
6.12.1.6 Типы материалов деталей насоса должны выбираться в соответствии с таблицей Н.1 (приложение Н). Детали из чугуна, класса 1-1 или I-2 в соответствии с таблицей Н.1 (приложение Н), допускается предлагать только в случае максимально допустимого рабочего давления не более 1,725 МПа (17,25 бар, 250 psi) (см. 6.3.5).
6.12.1.7 Если детали из аустенитной нержавеющей стали подвергаются воздействиям, которые могут способствовать межкристаллической коррозии, и изготовлены сваркой или отремонтированы сваркой или имеют наплавки или твердые покрытия, то они должны быть изготовлены из низкоуглеродистых или стабилизированных марок сталей.
Примечание — Наплавки или твердые покрытия, содержащие более 0,10 % углерода, повышают чувствительность к межкристаллической коррозии всех марок аустенитных нержавеющих сталей, в том числе низкоуглеродистых и стабилизированных, если при нанесении покрытия не применяется буферный слой, который нечувствителен к межкристаллической коррозии.
• 6.12.1.8 Если оговорено в договоре, то поставщик должен предоставить сертификаты на материалы, которые включают результаты химического анализа и механические свойства контрольных образцов из тех же плавок и поковок, материалы из которых использованы для изготовления корпусов под давлением, рабочих колес и валов. Если заказчик не требует иное, то ниппели трубопроводов, вспомогательные трубопроводные компоненты и болтовые соединения могут быть исключены из этого требования.
• 6.12.1.9 Заказчик должен указать все эрозионные и коррозионные вещества (включая их следы), присутствующие в перекачиваемых средах и в окружающей среде на месте эксплуатации, включая вещества, которые могут вызывать коррозионное растрескивание сталей под нагрузкой или воздействовать на эластомеры.
Примечание 1 — Типичными веществами, представляющими опасность для эластомеров, являются: сероводород, амины, хлориды, бромиды, йодиды, цианиды, фториды, кислоты. К другим веществам, влияющим на выбор эластомера, относят: кетоны, этиленоксид, едкий натр, бензол и растворители.
Примечание 2 — Если в перекачиваемой среде присутствуют хлориды с концентрацией выше 10 мг/кг (10 ppm), то нержавеющую сталь следует использовать с осторожностью.
• 6.12.1.10 Если оговорено в договоре, то допускается нанесение покрытий на рабочие колеса и другие детали проточной части насоса для защиты от эрозии или для повышения КПД. Тип покрытия должен быть согласован между заказчиком и поставщиком. Если покрытие наносится на вращающиеся компоненты, то после его нанесения должна быть проведена финишная балансировка. Последовательность действий по нанесению покрытия и балансировке на вращающихся деталях должна быть согласована между заказчиком и поставщиком. Требования к нанесению покрытий должны быть указаны в разделе «Примечания» опросных листов {см. приложение ДА).
Вращающиеся детали должны быть отбалансированы до нанесения покрытия для того, чтобы свести к минимуму коррекцию балансировки на покрытых поверхностях. Путем сведения к минимуму поверхностей, на которые необходимо повторно нанести покрытие после балансировки, повторная финишная балансировка после ремонта покрытия может не потребоваться.
6.12.1.11 Если используются сопрягаемые детали (например, шпильки и гайки) из аустенитной нержавеющей стали или из материалов с аналогичной высокой склонностью к затиранию, то они должны смазываться противозадирной пастой, совместимой с материалами насоса и перекачиваемой средой.
Примечание — Значение момента для обеспечения необходимой затяжки крепежа может значительно изменяться в зависимости от примененного типа смазки для резьбы.
• 6.12.1.12 Заказчик должен указать, какое количество влажного сероводорода (H2S) может присутствовать при нормальных условиях эксплуатации, а также в условиях пуска, останова, простоя, при сбоях в работе оборудования и в нестандартных условиях эксплуатации.
Примечание — Во многих случаях присутствие даже небольшой концентрации влажного сероводорода достаточно, чтобы потребовалось использовать материалы, стойкие к сульфидному коррозионному растрески-
59
ГОСТ 32601—2022
ванию. Если известно, что присутствуют следы влажного сероводорода или что существует неопределенность в отношении возможной концентрации влажного сероводорода, заказчик должен оценить необходимость указания в опросных листах требования о применении материалов с пониженной твердостью.
• 6.12.1.12.1 Заказчик должен указать, если требуется применение материалов с пониженной твердостью.
6.12.1.12.2 Если требуется применение материалов с пониженной твердостью по 6.12.1.12.1, то они должны быть поставлены в соответствии со стандартами государств, принявших настоящий стандарт^.
Примечание — Стандарт [36] применяется для нефтеперерабатывающих производств, установок сжиженного природного газа и химических производств, для материалов, которые могут находиться в условиях сульфидного коррозионного растрескивания под напряжением.
• 6.12.1.12.3 В соответствии с условиями договора также могут использоваться альтернативные материалы с пониженной твердостью и требования на них2)’3).
Примечание 1 — Для целей настоящего стандарта, требования [36] считаются эквивалентными требованиям [37].
Примечание 2 — Требования [37] применяются для материалов, которые могут находиться в условиях сульфидного коррозионного растрескивания под напряжением в нефтегазодобывающей промышленности и на газоперерабатывающих заводах.
6.12.1.12.4 Если требуется применение материалов с пониженной твердостью и применяются металлические материалы, отсутствующие в стандартах государств, принявших настоящий стандарт4'), то тогда они должны иметь предел текучести не выше 620 Н/мм2 (90’000 psi) и твердость не выше HRC 22. Сварные элементы должны пройти термическую обработку после сварки, чтобы все сварные швы и зоны термического воздействия соответствовали данным требованиям по пределу текучести и твердости.
Примечание — Для целей настоящего стандарта требования [36] считаются эквивалентными [37].
6.12.1.12.5 Если требуется применение материалов с пониженной твердостью, то пониженную твердость должны иметь материалы, как минимум, следующих деталей:
а) корпуса, работающие под давлением;
Ь) валы (включая гайки рабочих колес, соприкасающиеся с перекачиваемой средой);
с) детали механических торцевых уплотнений (за исключением пар трения и уплотнительных колец);
d) все резьбовые соединения, соприкасающиеся с перекачиваемой средой;
е) корпуса со спиральными отводами (чаши) вертикальных насосов.
Внутренние детали двухкорпусных насосов, находящиеся под давлением, например, направляющие аппараты, не рассматриваются как части корпуса под давлением.
• 6.12.1.12.6 Сменные кольца щелевых уплотнений рабочих колес, которым требуется объемная закалка до твердости выше HRC 22 для корректной эксплуатации насоса, не должны применяться, если требуется применение материалов с пониженной твердостью. Рабочие колеса могут быть поставлены с интегральными щелевыми поверхностями с поверхностной закалкой или твердым покрытием, либо со сменными кольцами щелевых уплотнений с поверхностной закалкой или твердым покрытием. С одобрения заказчика, вместо сменных колец щелевых уплотнений может применяться поверхностная закалка или нанесение твердых покрытий непосредственно на поверхностях рабочих колес и корпусных деталей, образующих щелевые зазоры.
6.12.1.13 Низкоуглеродистые стали могут быть чувствительны к надрезам и трещинам и склонны к хрупкому разрушению даже при комнатной температуре. Следовательно, если применяются низко-
1) См. также [36].
2> В Российской Федерации действует ГОСТ Р 53678—2009.
3) См. также [37].
4) См. также [36] и [37].
60
ГОСТ 32601—2022
углеродистые стали, то должны использоваться только полностью спокойные нормализованные стали, имеющие структуру с мелким зерном.
6.12.1.14 Если разнородные металлы с существенно отличающимися электрохимическими потенциалами контактируют в присутствии раствора электролита, то могут возникнуть гальванические пары, что приводит к серьезной коррозии менее благородного металла в паре. Поставщик должен выбирать материалы для исключения условий возникновения электрохимической коррозии. Если такие условия невозможно избежать, тогда заказчик и поставщик должны согласовать выбор материалов, а также необходимые меры предосторожности.
Примечание — Справочник инженеров по коррозии [38] является одним из возможных источников справочной информации по выбору материалов в таких ситуациях.
6.12.1.15 Корпуса и воспринимающие нагрузку крышки корпусов подшипников, а также несущие подшипниковые узлы кронштейны должны быть стальными. К исключениям относятся насосы, изготовленные в соответствии с классами материалов 1-1 или I-2 по таблице Н.1 (приложение Н). Опоры приводов вертикальных насосов, в которых для поддержки валов используются упорные подшипники в приводе, должны быть стальными.
6.12.2 Отливки
6.12.2.1 Поверхности отливок должны очищаться для проведения визуального контроля их качества1). Очистка может производиться с помощью пескоструйной, дробеструйной или химической обработки, а также любым другим стандартным методом. Допускается осуществлять контроль отливок по ГОСТ 9 77 (для стальных отливок) и ГОСТ 26358 (для чугунных отливок). Заусенцы, остатки литников и литейных прибылей должны удаляться.
6.12.2.2 Использование жеребеек в отливках, предназначенных для работы под давлением, должно быть сведено к минимуму. Жеребейки должны быть чистыми и свободными от коррозии (разрешается нанесение гальванического покрытия), а по составу совместимы с материалом отливки. Жеребейки не должны использоваться при отливке рабочих колес.
6.12.2.3 Запрещается ремонтировать чугунные и стальные отливки работающих под давлением деталей, а также отливки рабочих колес путем сварки, наплавления, проковки, вставкой пробок или пропиткой, за исключением следующих случаев:
а) стальные отливки из свариваемых марок стали допускается ремонтировать методом сварки или наплавки в соответствии с 6.12.3. Места ремонта должны проверяться в соответствии с той же процедурой контроля качества, которая используется для проверки отливок;
Ь) чугунные отливки допускается ремонтировать вставкой пробок в соответствии с нормативными документами на отливки. Отверстия, просверленные для пробок, должны быть тщательно проверены с использованием капиллярной дефектоскопии, чтобы удостовериться в удалении всех дефектных слоев материала. Все проводимые ремонты, не соответствующие нормативным документам на отливки, должны согласовываться с заказчиком.
6.12.2.4 Не допускается ремонтировать отливки таким образом, чтобы в результате проведения ремонта образовывались изолированные пустоты внутри тела отливки.
• 6.12.2.5 Если оговорено в договоре и в случае проведения ремонта отливок на предприятии поставщика, ремонтные процедуры, включая карты сварки (заварки, наплавки и т. п.), должны быть согласованы с заказчиком. Данное пожелание заказчика должно быть отражено в договоре до начала проведения ремонтных мероприятий. Производимый на стадии изготовления отливок ремонт должен контролироваться на основе нормативных документов на них.
6.12.2.6 Работающие под давлением корпуса из углеродистой стали должны проходить процедуру нормализации и отпуска или закалки и отпуска.
6.12.3 Сварка
• 6.12.3.1 Сварка и ремонт сваркой должны проводиться в соответствии с требованиями, указанными в таблице 11. Применение других процедур допускается с одобрения заказчика.
1) См. [39].
61
ГОСТ 32601—2022
Таблица 11—Требования к сварке
Требование | Применяемые требования или стандарты |
Квалификация сварщиков | Национальные стандарты государств, принявших настоящий стандарт^' 2) |
Квалификация процедуры сварки | Технические спецификации к материалам. Если процедуры сварки в них не приведены, то применяются национальные стандарты государств, принявших настоящий стандарт^’4) |
Сварка конструкций, не удерживающих давление, таких, как рамы или пьедесталы | Национальные стандарты государств, принявших настоящий стандарт5') |
Проверка кромки листов с использованием магнитно-порошковой или капиллярной дефектоскопии | ГОСТ 21105, ГОСТ 18442^ |
Термообработка всех сварных соединений после сварки | Технические спецификации к материалам или национальные стандарты государств, принявших настоящий стандарт7') |
Термообработка сварных соединений корпусов после сварки | Технические спецификации к материалам, или национальные стандарты государств, принявших настоящий стандарт^ |
1) См. также [40] и [41]. 2) В Российской Федерации это ГОСТ Р 53687—2009, ГОСТ Р 53688—2009, ГОСТ Р 53690—2009, ГОСТ Р 54006—2010. 3) См. также [40], [42] и [43]. 4> В Российской Федерации это ГОСТ Р ИСО 15609—2009 (все части). 5) См. также [44]. 6) См. также [45]. 7) См. также [43], [45], [46]. 8> См. также [45], [46]. | |
6.12.3.2 Поставщик несет ответственность за выполнение надлежащей термообработки и неразрушающий контроль всех сварных швов, чтобы обеспечить их соответствие требованиям применяемых квалификационных процедур согласно 6.12.3.1 и 8.2.2.1.
6.12.3.3 Корпуса, работающие под давлением, изготовленные из материалов, обработанных прокатом, или из комбинации литых и прокатанных материалов, должны соответствовать требованиям, указанным ниже (эти требования не распространяются на патрубки корпусов и вспомогательные соединения по 6.12.3.4):
а) доступные поверхности сварных швов должны проверяться с использованием магнитно-порошковой или капиллярной дефектоскопии, после очистки, и затем повторно после термообработки сварных соединений или, для аустенитных сталей, после аустенизирующего отжига;
Ь) сварные швы, работающие под давлением, включая сварные швы фланцев корпуса, должны быть с полным проплавлением шва;
с) если для сохранения герметичности насоса в процессе его эксплуатации требуется обеспечение стабильности размеров сварной корпусной детали, то термообработка сварных соединений должна быть проведена независимо от их толщины;
d) кромки листов должны проверяться с использованием магнитопорошковых или капиллярных методов неразрушающего контроля, как указано в ГОСТ 21105, ГОСТ 18442^.
6.12.3.4 Сварные соединения с корпусами, работающими под давлением, должны соответствовать следующим требованиям:
а) присоединение всасывающих и нагнетательных патрубков должно осуществляться сварными швами с полным проплавлением, с применением воротниковых (приварных встык) фланцев, если иные переходные детали не оговорены договором. Не допускается применение сварных соединений для разнородных металлов;
1> См. также [45].
62
ГОСТ 32601—2022
b) привариваемые к корпусам из легированной стали вспомогательные трубопроводы должны изготавливаться или из стали с такими же свойствами, как и материал корпусов, или из низкоуглеродистой аустенитной нержавеющей стали. Другие материалы, совместимые с материалами корпуса и условиями эксплуатации, могут быть использованы с одобрения заказчика;
с) термическая обработка сварных соединений, если она требуется, должна проводиться после окончания сварки всех швов, включая сварные швы вспомогательных трубопроводов;
• d) если оговорено в договоре, то конструкции сварных соединений должны направляться на утверждение заказчику перед их изготовлением. Чертежи должны содержать информацию по конструкции, размерам и материалам сварных соединений, а также о термообработке до и после сварки;
• е) сварные швы всасывающих и нагнетательных патрубков должны проверяться с использованием магнитопорошковой или капиллярной дефектоскопии после вырубки корня шва и зачистки, а также еще раз после термообработки сварных соединений или, в случае аустенитных нержавеющих сталей, после аустенизирующего отжига. Заказчик должен отдельно оговаривать проведение следующих дополнительных проверок:
1) магнитопорошковой или капиллярной дефектоскопии сварных швов вспомогательных соединений;
2) ультразвуковой или радиографической дефектоскопии любых сварных швов корпуса.
6.12.4 Материалы для эксплуатации при низких температурах
• 6.12.4.1 Заказчик должен указать минимальную расчетную температуру металла, при которой будет работать насос. Это значение температуры должно использоваться для определения требований к испытаниям материалов на ударную вязкость. Обычно в качестве минимальной расчетной температуры металла принимается минимальная возможная температура окружающей среды или минимальная возможная температура перекачиваемой жидкости, в зависимости оттого, какое из этих значений ниже. Однако заказчик может установить минимальную расчетную температуру металла на основе особых свойств перекачиваемой жидкости, например, с учетом явления авто-охлаждения при падении давления.
6.12.4.2 Во избежание хрупких разрушений при низких температурах материалы деталей насоса должны быть пригодны для эксплуатации при минимальной расчетной температуре металла в соответствии с установленными требованиями. Заказчик и поставщик должны согласовать все необходимые меры предосторожности с учетом условий эксплуатации, технического обслуживания, транспортировки, монтажа, ввода в эксплуатацию и испытаний.
Возможность применения конструкционных материалов насоса при температурах ниже точки хрупкого перехода металла зависит от способа изготовления материала, методов обработки и процедур сварки (если используются). Опубликованные в международно признанных стандартах на металлические материалы, таких как ASME BPVC и ANSI, расчетные данные по предельно допустимым нагрузкам основаны на минимальных значениях прочности при растяжении. Некоторые стандарты не делают разницы между кипящими, полуспокойными и спокойными сталями, а также между сталями с крупно- и мелкозернистой микроструктурой. В связи с этим поставщик должен проявлять особую осторожность при выборе марок, методов изготовления и процедур сварки материалов для деталей, предназначенных для эксплуатации при температурах ниже 40 °C (100 °F).
• 6.12.4.3 Заказчик должен выбрать нормативный документ, по которому будут проведены испытания материалов на ударную вязкость. Этим документом может быть ГОСТ 9454, национальные стандарты государств, принявших настоящий стандарт^, или другие международно признанные стандарты2).
6.12.4.4 Основная толщина образца металла, используемого для испытаний на ударную вязкость, должна быть больше, чем:
а) номинальная толщина наибольшего стыкового сварного соединения;
Ь) наибольшая номинальная толщина деталей, работающих под давлением, исключая:
1) опорные детали конструкции, например, лапы или кронштейны;
2) детали увеличенной толщины, необходимые для обеспечения жесткости ротора;
3) детали конструкции, необходимые для крепления или присоединения рубашек охлаждения или камер уплотнений;
1) В Российской Федерации действует ГОСТ Р ИСО 148-1—2013.
2) См. [45] и [46].
63
ГОСТ 32601—2022
с) % номинальной толщины фланцев (соединений корпуса), в подтверждение того, что мембранные напряжения не являются доминирующими.
6.12.4.5 Если согласно 6.12.4.3 заказчик требует проведения испытаний материала на ударную вязкость по [45], то должно быть учтено следующее:
а) Материалы всех работающих под давлением деталей, рассчитанных на минимальную рабочую температуру ниже минус 29 °C (минус 20 °F), должны пройти испытания на ударную вязкость по Шарпи с V-образным надрезом, как для металла основы, так и для сварных соединений1).
Ь) Необходимость проведения испытаний на ударную вязкость углеродистых и низколегированных сталей для работающих под давлением и при температуре от минус 29 °C (минус 20 °F) до плюс 38 °C (плюс 100 °F) деталей определяется из следующего:
1) для деталей с основной толщиной 25 мм (1 дюйм) и менее испытания на ударную вязкость не требуются;
2) для деталей с основной толщиной более 25 мм (1 дюйм) испытания на ударную вязкость необходимо проводить в случае, если минимальная расчетная температура меньше значения температуры, определяемого по монограмме2) зависимости температуры от толщины стенки и типа стали, а также дополнительно пониженного по графику3) зависимости допустимого дополнительного понижения температуры в зависимости от ряда параметров, изложенных в описании к графику. Если расчеты показывают необходимость проведения испытаний на ударную вязкость, то они должны быть проведены по Шарпи с V-образным надрезом и должны отвечать минимальным требованиям по энергии удара4).
6.13 Таблички и указатели направления вращения
6.13.1 Табличка с маркировкой (паспортная табличка) должна быть надежно закреплена в доступном для обзора месте на насосе, агрегате и других ответственных комплектующих агрегата при их наличии.
6.13.2 На паспортную табличку должна быть нанесена следующая информация (единицы измерения должны соответствовать использованным в опросных листах единицам):
а) номер технологической позиции заказчика (может не наноситься при отсутствии номера в опросных листах или при соответствующем пожелании заказчика);
Ь) наименование модели насоса и его типоразмер;
с) завод-изготовитель, серийный номер, год и место (страна) изготовления насоса;
d) номинальная подача;
е) номинальный напор;
f) давление гидравлических испытаний корпуса;
д) частота вращения;
h) марка подшипников, указанная их изготовителем (если имеется);
i) максимальное допустимое рабочее давление (MAWP);
j) значение температуры, принятое для определения максимального допустимого рабочего давления MAWP.
6.13.3 В дополнение к нанесенным на паспортную табличку сведениям на корпус насоса должен наноситься его серийный номер. Метод нанесения номера должен обеспечивать его несмываемость.
6.13.4 Стрелки, показывающие направление вращения, должны быть отлиты на корпусе каждой основной вращающейся единицы насосного агрегата или прикреплены к ней на видном месте.
6.13.5 Таблички и указатели направления вращения (при наличии) должны быть изготовлены из аустенитной нержавеющей стали или медно-никелевого сплава (аналога сплава Монель). Крепежные болты или заклепки должны быть из того же материала, из которого изготовлена табличка или указатель направления вращения. Запрещается приваривать таблички и указатели направления вращения к корпусу.
Примечание — Сплав Монель (Monel™) приведен здесь в качестве примера коммерческого продукта с подходящими характеристиками. Он указан только для информации читателей настоящего стандарта, и его упоминание не является продвижением или поддержкой данного продукта со стороны комитетов международных технических комитетов.
1) За исключением случаев, когда этого не требуется, см. [45, UHA-51].
2) См. [45, UCS-66].
3) См. [45, UCS-66.1].
4) См. [45, UG-84].
64
ГОСТ 32601—2022
Для вертикальных насосов с патрубками «в линию» (типы ОНЗ—ОН6), если входной и напорный патрубки имеют одинаковые размеры, направление потока должно быть четко обозначено на корпусе.
7 Вспомогательное оборудование насосных агрегатов
7.1 Приводы
7.1.1 Мощность привода должна выбираться в соответствии с указанными в опросных листах максимальными значениями рабочих параметров насоса, с учетом всех потерь мощности в подшипниках, механических торцевых уплотнениях, мультипликаторе, соединительной муфте. Привод должен соответствовать всем условиям эксплуатации на площадке заказчика.
Примечание — В случае растущей мощностной характеристики насоса максимальные значения рабочих параметров достигаются в точке максимальной подачи насоса. В случае расширения допустимого рабочего диапазона в соответствии с 6.9.3.1, максимальная подача должна определяться с учетом этого расширения.
7.1.2 Мощность привода должна выбираться с учетом указанных в опросных листах возможных изменений параметров технологического процесса, таких как давление, температура, свойства перекачиваемой жидкости, а также режимов пуска оборудования на площадке заказчика.
7.1.3 Если заказчик не требует иное, то для всех компонентов привода с массой более 250 кг (500 фунтов) нижние опоры должны оснащаться вертикальными отжимными болтами.
7.1.4 Указанная на табличке привода номинальная мощность (без учета запаса, если он также приведен на табличке) должна быть не менее указанной в таблице 12 в процентах от номинальной мощности насоса. В любом случае номинальная мощность привода должна быть не менее 4 кВт (5 л.с.), а также не должна быть ниже максимальной потребляемой мощности насоса во всем допускаемом диапазоне подач. Если данное требование приводит к необоснованному увеличению мощности привода, то по согласованию с заказчиком допускается применение привода с меньшей мощностью.
Таблица 12 — Выбор номинальной мощности приводов
Номинальная мощность привода | Мощность привода в процентах от максимальной потребляемой мощности насоса, не менее, % | |
кВт | л.с. | |
До 22 | До 30 | 125 |
От 22 до 55 включ. | От 30 до 75 включ. | 115 |
Св. 55 | Св. 75 | 110 |
• 7.1.5 Заказчик должен указать в опросном листе требуемый тип привода, его характеристики и вспомогательные устройства, включая:
а) электрические характеристики;
Ь) режимы пуска (включая предполагаемое падение напряжения при запуске);
с) исполнение по защите от влаги и по взрывозащите;
d) уровень звукового давления;
е) классификацию зоны установки по национальным стандартам стран, принявших настоящий стандарт1);
f) тип изоляции;
д) требуемый сервисный фактор;
h) температуру окружающей среды и высоту над уровнем моря в месте установки;
i) потери мощности в мультипликаторе насосного агрегата (если применяется);
j) обогреватели, датчики температуры, датчики вибрации и прочие комплектующие, если они требуются;
к) критерии оценки вибрации;
I) требования по соответствию привода стандартам ГОСТ IEC 60034^ или национальным стандартам стран, принявших настоящий стандарт.
1) См. также [8] и [47].
2) См. также [29], [48], [49] и [50].
65
ГОСТ 32601—2022
7.1.6 Если заказчик не требует иное, то электродвигатель должен быть способен разогнать насос до номинальной частоты вращения ротора при падении напряжения до 80 % от номинального значения, при закрытой задвижке на нагнетании.
Некоторые насосы имеют байпасные линии минимальной подачи. В этом случае должны быть применены другие условия пуска.
7.1.7 Если заказчик не требует иное, то приводы вертикальных насосов должны иметь цельные валы (изготовленные не из труб). Если упорный подшипник насоса находится в приводе, то привод должен отвечать требованиям рисунка 36 по допускам для взаимного расположения вала и опорной поверхности.
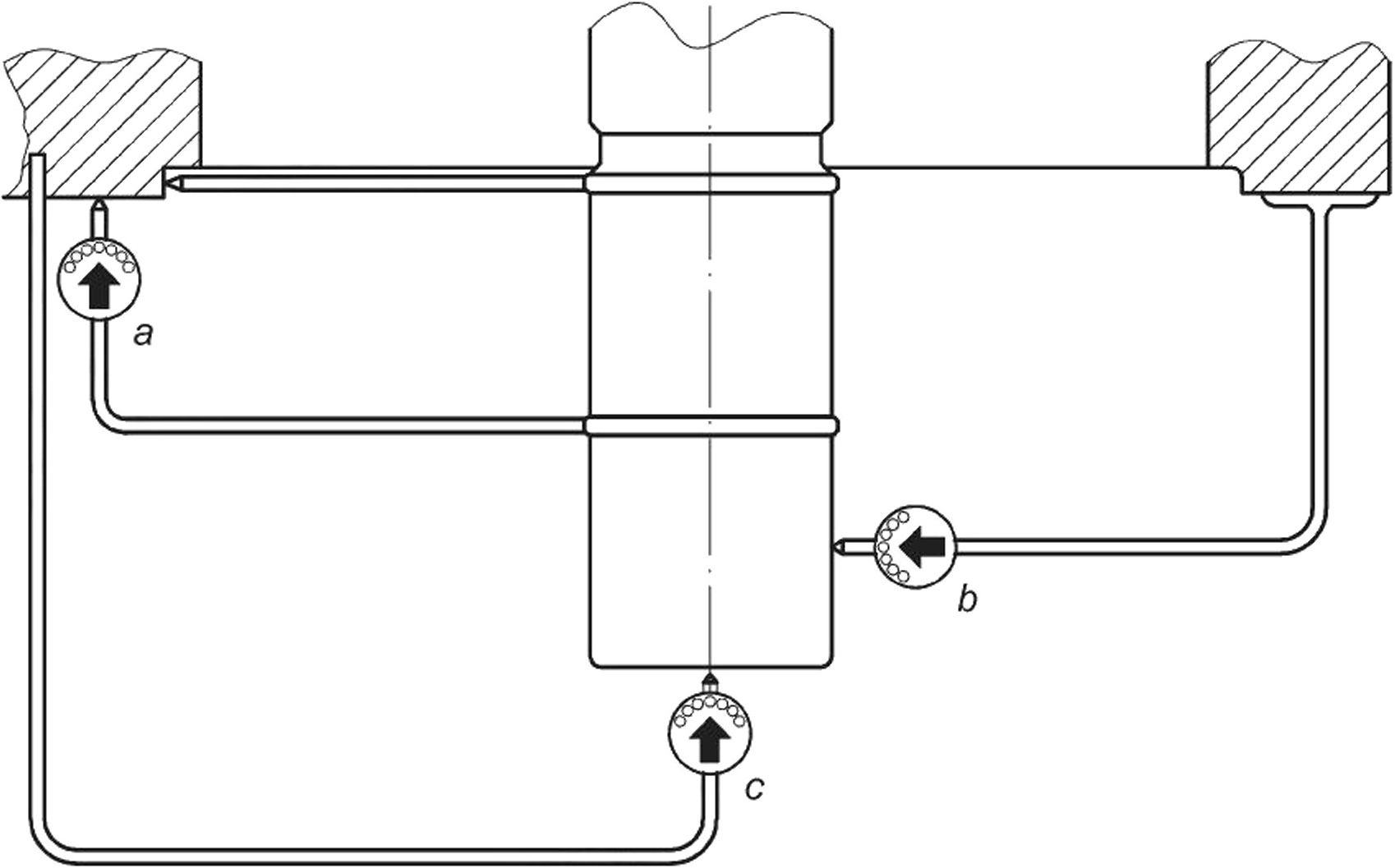
а — неперпендикулярность посадочных поверхностей вала и привода, включая неплоскостность посадочной поверхности привода— не более 25 мкм (0,001 дюйма) TIR; b — максимальное радиальное биение вала со свободно вращающимся ротором — не более 25 мкм (0,001 дюйма) TIR; с — максимальное осевое биение — не более 125 мкм (0,005 дюйма) TIR.
Все измерения должны проводиться с приводом, установленным в вертикальном положении
Рисунок 36 — Приводы вертикальных насосов: требуемые допуски для взаимного расположения вала и опорной поверхности привода
7.1.8 Если подшипники привода должны воспринимать радиальные или аксиальные нагрузки от насоса, тогда подшипники привода должны соответствовать следующим требованиям:
а) подшипники качения должны выбираться исходя из расчетного срока службы не менее 25000 часов при постоянной работе насоса в номинальных рабочих условиях. Срок службы подшипников рассчитывается по ГОСТ 18855^;
Ь) подшипники качения должны выбираться исходя из расчетного срока службы не менее 16000 ч при максимальной нагрузке (радиальной, осевой или суммарной), возникающей при увеличении рабочих зазоров в насосе в два раза от номинальных значений, при работе насоса в любой точке между минимальной устойчивой подачей и максимальной подачей рабочего диапазона. Вертикальные приводы мощностью выше 750 кВт (1000 л.с.), оснащенные сферическими или коническими роликовыми подшипниками, могут иметь в наихудших условиях срок службы менее 16000 ч, чтобы не допустить проворачивание обоймы подшипника при нормальной эксплуатации. В таких случаях поставщик должен указать в спецификации насоса этот сокращенный расчетный срок службы;
с) для вертикальных приводов насосных агрегатов с угловыми мультипликаторами или редукторами упорные подшипники привода должны находиться на неприводном конце ротора и ограничивать осевое смещение ротора до величины не более 125 мкм (0,005 дюйма);
d) однорядные шариковые подшипники с глубоким желобом должны иметь внутренний радиальный зазор согласно ГОСТ 248102\ т. е. этот внутренний зазор должен быть больше, чем «N» (нормальный). Одно- или двухрядные подшипники не должны иметь канавок для ввода тел качения;
1) См. также [32].
2> См. также [30].
66
ГОСТ 32601—2022
е) упорные подшипники должны быть подобраны так, чтобы выдерживать максимальную осевую нагрузку ротора, возникающую в насосе при пуске, остановке или работе при любой подаче из рабочего диапазона насоса;
f) гидродинамические упорные подшипники должны быть подобраны так, чтобы максимальная осевая нагрузка ротора, возникающая при увеличении внутренних рабочих зазоров в насосе в два раза от номинальных значений, указанных в 6.7.4, не превышала 50 % от номинальной несущей способности подшипника, установленной его изготовителем.
7.1.9 Если заказчик не требует иное, то используемые в качестве привода насосов паровые турбины должны соответствовать национальным стандартам государств, принявших настоящий стандарт^. Альтернативные стандарты и технические требования могут использоваться с одобрения заказчика. Паровые турбины должны быть рассчитаны так, чтобы обеспечивать в постоянном режиме 110 % от максимальной потребляемой мощности насоса при нормальных условиях пара.
7.1.10 Если заказчик не требует иное, то используемые в насосных агрегатах зубчатые мультипликаторы должны соответствовать национальным стандартам государств, принявших настоящий стандарт2^. Альтернативные стандарты и технические требования могут использоваться с одобрения заказчика.
7.2 Соединительные муфты валов и защитные ограждения
7.2.1 Если заказчик не требует иное, то соединительные муфты между приводом и приводимым оборудованием, а также их ограждения должны поставляться и монтироваться поставщиком насоса, несущим комплексную ответственность за насосный агрегат.
7.2.2 Если заказчик не требует иное, то должны применяться соединительные муфты с гибкими металлическими элементами, с проставками, с остаточным дисбалансом по национальным стандартам государств, принявших настоящий стандарт^. Альтернативные стандарты и технические требования могут использоваться с одобрения заказчика. Кроме того, муфты должны соответствовать следующим требованиям:
а) гибкие элементы должны быть изготовлены из коррозионно-стойкого металла;
Ь) муфты должны быть спроектированы так, чтобы удерживать проставку от вылета при разрыве гибкого элемента.
Примечание — Использование головок болтов полумуфт или крепежных деталей гибких элементов, в качестве единственной меры для удержания проставки от вылета, может не обеспечить надежного удержания, поскольку эти детали в случае разрыва гибких элементов подвержены быстрому разрушению;
с) полумуфты должны быть изготовлены из стали;
d) для насосов всех типов, кроме консольных (типов ОН), расстояние между концами валов насоса и привода (РМКВ) должно быть больше, чем длина картриджей торцевых уплотнений, но не менее 125 мм. РМКВ должно быть достаточным для демонтажа муфты, кронштейна подшипников, самих подшипников, торцевых уплотнений и ротора, без перемещения привода, демонтажа полумуфты привода и отсоединения всасывающего и нагнетательного трубопроводов. Для насосов типов ВВ и VS, РМКВ должно всегда превышать общую длину торцевого уплотнения, L, указанную в таблице 7. РМКВ должно быть указано поставщиком в технической спецификации насоса (см. приложение N).
Примечание — Размер РМКВ обычно соответствует номинальной длине проставки муфты;
е) должна быть предусмотрена возможность установки приспособлений для центровки валов насоса и привода без необходимости демонтажа проставки и полумуфт.
Примечание — Требования перечисления е) можно выполнить, предусмотрев наличие открытого участка вала длиной не менее 25 мм (1 дюйм) между полумуфтой и корпусом подшипника, для установки кронштейна центровочного прибора;
f) муфты, работающие при частотах вращения ротора свыше 3800 об/мин., должны отвечать повышенным требованиям к балансировке4).
1 > См. также [51].
2) См. также [52].
3) См. также [53].
4) См. [54] или [55], в части балансировки отдельных узлов муфты и всей муфты в сборе.
67
ГОСТ 32601—2022
• 7.2.3 Если оговорено в договоре, то муфты в сборе должны быть отбалансированы по ГОСТ ИСО 1940-1 G6.3.
• 7.2.4 Договор между заказчиком и поставщиком может предусматривать поставку муфт в соответствии с иными международными стандартами1).
7.2.5 Поставщик насоса должен предоставить поставщику муфт информацию по посадочным размерам валов и шпоночных пазов под полумуфтами и расчетному смещению концов валов из-за осевого люфта или тепловых эффектов.
7.2.6 Гибкие муфты должны устанавливаться на валы со шпонками. Шпонки, шпоночные пазы и посадки должны соответствовать ГОСТ 233602\ Шпоночные пазы на валу для установки полумуфт должны быть сделаны под призматические шпонки. Сегментные шпонки и шпоночные пазы не должны применяться. Шпонки должны быть изготовлены и установлены с учетом требований минимизации дисбаланса.
7.2.7 Гибкие муфты и посадки муфт на валу должны выбираться исходя из максимальной мощности привода, включая его сервисный фактор.
7.2.8 Если диаметр вала больше 60 мм (2,5 дюйма) и по конструкции насоса для обслуживания торцевого уплотнения необходимо снимать полумуфту, тогда полумуфта должна устанавливаться на коническую посадку. Посадочный конус должен быть 1:16 (60 мм/м или 0,75 дюйма на фут, по диаметру), или 1:10. Другие посадки и методы установки полумуфт могут быть согласованы между заказчиком и поставщиком.
Для полумуфт с конической посадкой должны применяться соответствующие процедуры монтажа и обслуживания, чтобы обеспечить посадку с натягом.
Для полумуфт с цилиндрической посадкой может применяться скользящая посадка со стопорными винтами, упирающимися в шпонку. Цилиндрическая скользящая посадка позволяет регулировать осевое положение полумуфты на валу в полевых условиях без нагрева полумуфты.
7.2.9 Полумуфты, предназначенные для посадки на вал с натягом, должны иметь резьбовые отверстия диаметром не менее 10 мм (0,38 дюйма) для съемника.
• 7.2.10 Если оговорено в договоре, то полумуфты должны монтироваться гидравлическим способом.
7.2.11 Если оговорено в договоре, то должны применяться стопорные приспособления для фиксации положения полумуфт на валу, например: конические втулки, фрикционные стопорные гайки, цанговые зажимные диски. Поставщик, отвечающий за финальную механическую обработку посадочного отверстия полумуфты, должен выбрать стопорное приспособление, соответствующее конструкции муфты и применению.
Необходимо тщательно выбирать конструкцию таких стопорных приспособлений, т. к. некоторые из них являются несамоцентрирующимися и могут приводить к возникновению эксцентриситета и дисбаланса в узлах муфт. Последствия этого должны быть оценены и учтены при расчете возможного дисбаланса муфт.
7.2.12 Если от поставщика насоса не требуется монтаж привода, то полумуфта приводного вала, после финальной механической обработки должна быть доставлена на завод — изготовитель привода или в любое другое указанное им место, вместе с необходимыми инструкциями по монтажу полумуфты на валу привода.
7.2.13 Каждая соединительная муфта должна иметь защитное ограждение, заменяемое без демонтажа деталей муфты. Защитное ограждение должно соответствовать следующим требованиям:
а) ограждение должно ограждать муфту и валы для защиты обслуживающего персонала от контакта с вращающимся деталями при эксплуатации оборудования. Допустимые размеры зон доступа должны отвечать требованиям ГОСТ 12.2.003, ГОСТ 12.2.062^;
Ь) ограждение должно быть изготовлено с запасом прочности (жесткости), достаточным, чтобы выдержать статическую нагрузку 900 Н (200 фунтов-силы), приложенную точечно в любом направлении, без контакта ограждения с вращающимися деталями;
с) ограждение должно быть изготовлено из листа (сплошного или перфорированного), пластин или цельнотянутого металла. Любые отверстия в ограждении должны соответствовать ГОСТ 12.2.003,
Л Например, в соответствии с [54] или [55].
2) См. также [56].
3) См. также [57], [58], [59].
68
ГОСТ 32601—2022
ГОСТ 12.2.062^, но в любом случае не должны превышать 10 мм (0,375 дюйма). Плетеные проволочные сетки не должны использоваться;
d) ограждение должно быть изготовлено из стали, латуни, алюминия или неметаллических (полимерных) материалов.
• 7.2.14 Если оговорено в договоре, то ограждения муфт должны изготавливаться из согласованного с заказчиком неискрящего материала (см. 6.10.2.6, примечание).
• 7.2.15 Если оговорено в договоре, то для применения ограждения муфт во взрывоопасных условиях должна быть выполнена «оценка риска воспламенения» (анализ рисков) по ГОСТ 31441.12\ с предоставлением соответствующего отчета.
7.3 Рамы (опорные плиты)
• 7.3.1 Горизонтальные насосы должны оснащаться рамами с дренажными желобами или дренажными поддонами. Заказчик должен указать тип рамы (с желобом или с поддоном) исходя из следующих вариантов исполнения:
а) дренажный желоб, окружающий всю раму;
Ь) дренажный поддон, окружающий всю раму;
с) неполный по длине рамы дренажный поддон, закрывающий всю ширину рамы.
Желоб или поддон рамы должен иметь уклон не менее 1:120 по отношению к основанию насоса. В его нижнем конце для полного слива жидкости должно иметься резьбовое дренажное отверстие размером не менее DN 50 (NPS 2).
7.3.2 Рама должна располагаться под насосом и всем оборудованием насосного агрегата так, чтобы любая утечка находилась в пределах периметра рамы. Для сведения к минимуму риска случайных повреждений и утечек все трубные соединения, включая фланцы входного и нагнетательного патрубков насоса, должны находиться в пределах периметра дренажного желоба или поддона рамы. Все выступающие поверхности поставляемого оборудования должны находиться в пределах периметра рамы. С одобрения заказчика большие клеммные коробки электродвигателей могут выступать за периметр рамы.
7.3.3 Если позволяют монтажные размеры насоса и привода, рамы должны иметь стандартные размеры в соответствии с приложением D и должны быть сконструированы для заливки раствором. Такие рамы должны быть указаны в предложении поставщика как «Стандартная рама», с номерами от 0,5 до 12. В случае поставки крупного оборудования, габаритные размены которого превышают размеры наибольшего двенадцатого типоразмера стандартных рам, допускается с одобрения заказчика осуществлять поставку насоса и привода на раздельных рамах.
7.3.4 Высота осевой линии вала насоса над рамой должна быть минимально возможной. Между корпусом насоса и рамой должен быть предусмотрен достаточный просвет для монтажа дренажного трубопровода. Дренажный трубопровод должен иметь тот же условный диаметр, что и сливной патрубок насоса, и монтироваться без использования внешнего резьбового колена.
• 7.3.5 Для насоса и приводных механизмов, таких как электродвигатели и мультипликаторы, на раме должны быть предусмотрены опорные площадки. Для обеспечения удобства центрирования оборудования без его демонтажа эти площадки должны быть больше по площади, чем опоры монтируемого насоса и центровочные пластины под мехнизмы привода. Опорные площадки должны быть механически обработаны с обеспечением их плоскостности и параллельности. Поверхности опорных площадок под каждым отдельным механизмом насосного агрегата должны лежать в одной плоскости с отклонением не более 150 мкм на 1 м (0,002 дюйма на фут) расстояния между площадками.
Если оговорено в договоре, то соответствие рамы этому требованию должно быть продемонстрировано поставщиком насоса на его производственной площадке до монтажа оборудования, на этапе, когда рама имеет только отверстия под фундаментные болты. Эта демонстрация возможна, когда рама еще установлена на механообрабатывающем станке после механической обработки опорных площадок, либо при помощи координатно-измерительной машины, либо другими методами.
На плоскостность опорных площадок установленной у заказчика рамы могут повлиять условия транспортировки, погрузки—разгрузки и монтажа, за которые поставщик насоса не несет ответствен-
1> См. также [57], [58], [59].
2) См. также [35].
69
ГОСТ 32601—2022
ности. При монтаже насосных агрегатов следует руководствоваться инструкцией по монтажу поставщика либо другими методиками с одобрения заказчика^.
• 7.3.6 Высотное расположение опорных площадок под установку механизмов привода должно быть запроектировано таким образом, чтобы имелась возможность установки центровочных пластин суммарной толщиной не менее 3 мм (0,12 дюйма), но не более 13 мм (0,5 дюйма). Наборы центровочных пластин из нержавеющей стали соответствующей суммарной толщины должны быть установлены под опоры приводных механизмов, если они монтируются поставщиком. Каждый набор должен состоять не более чем из 5 пластин. Пластины должны охватывать прижимные и отжимные болты с двух сторон и выходить на расстояние не менее 5 мм (1/4 дюйма) за наружные края лап оборудования. Если поставщик не устанавливает приводные механизмы на раму, то сверление опорных площадок под прижимные болты в этом случае не производится, а центровочные пластины могут не поставляться. Установка центровочных пластин под опоры насоса не допускается, за исключением технически обоснованных случаев с одобрения заказчика.
Если оговорено в договоре, то кроме базового комплекта пластин могут применяться дополнительные опорные пластины из нержавеющей стали толщиной не менее 5 мм (0,2 дюйма). Обе стороны опорной пластины должны быть механически обработаны, а длина и ширина пластин должны быть равны соответствующим размерам опорных лап монтируемого оборудования. Опорные пластины могут устанавливаться под лапами всего оборудования насосного агрегата, включая насос, привод и мультипликатор.
7.3.7 Все сварные соединения рамы, включая соединения настила рамы с деталями конструкции рамы, должны выполняться непрерывным сварным швом для предотвращения щелевой коррозии. Пунктирная или точечная сварка, верхняя или нижняя, запрещена.
7.3.8 Если рама спроектирована для установки на бетонном фундаменте с заливкой раствором, то нижняя ее часть между элементами конструкции должна быть открытой. Необходимо обеспечить проливку раствора в места, находящиеся под всеми элементами, несущими нагрузку. Дно рамы должно располагаться в одной плоскости, чтобы использовать один горизонтальный фундамент.
7.3.9 К нижней части рамы под опорами насоса и привода должны быть приварены поперечные усилители конструкции. Форма усилителей конструкции должна обеспечивать их надежное закрепление в застывшем растворе.
7.3.10 Все рамы должны иметь, как минимум, одно отверстие для заливки раствора площадью не менее 125 см2 (19 кв. дюймов) и линейными размерами не менее 75 мм (3 дюйма) в каждой секции рамы с перегородками. Эти отверстия должны располагаться так, чтобы обеспечить заполнение раствором всей полости под рамой без образования воздушных карманов. По возможности, отверстия должны быть доступными для заливки раствора без демонтажа насоса и привода. Отверстия для заливки в поддоне рамы должны иметь отбортовки высотой не менее 13 мм (0,5 дюйма). Если отверстия для заливки располагаются в месте, в котором жидкости могут попадать на открытый цементный раствор, на них необходимо установить металлические крышки, толщиной не менее 1,5 мм (0,06 дюйма). В наивысшей точке каждой секции рамы с перегородками должны быть предусмотрены вентиляционные отверстия диаметром не менее 13 мм (0,5 дюйма).
7.3.11 Наружные углы рамы, контактирующие с раствором, должны быть закругленными с радиусом не менее 50 мм (2 дюйма) [см. рисунок D.1 (приложение D)].
7.3.12 Если заказчик не требует иное, то поставщик должен подвергнуть пескоструйной обработке в соответствии с национальными стандартами государств, принявших настоящий стандарт^, все поверхности рамы, соприкасающиеся с раствором, и нанести на эти поверхности грунтовочный слой, совместимый с раствором на основе эпоксидной смолы. Альтернативные стандарты и технические требования могут использоваться с одобрения заказчика.
При использовании для заливки рам растворов на основе, отличной от эпоксидной смолы, может потребоваться другая подготовка поверхности. В общем случае полная прочность сцепления эпоксидного раствора требуется не всегда (см. 7.3.9). В частности, рамы, предназначенные для заливки цементным раствором, должны иметь все контактирующие с раствором поверхности без покрытия краской или грунтовкой для улучшения адгезии раствора.
1) См. также [60].
2) См. также [61], [62]. В Российской Федерации действует ГОСТ Р ИСО 8501-1—2014.
70
ГОСТ 32601—2022
• 7.3.13 Если оговорено в договоре, то рама и пьедесталы насосного агрегата должны иметь жесткость, достаточную для монтажа без заливки раствором.
• 7.3.14 Если оговорено в договоре, то допускается применение рам без верхнего листового настила, т. е. в виде рам.
7.3.15 Рама должна иметь проушины для подъема не менее чем в четырех точках. Подъем рамы вместе со всем оборудованием, установленным на ней, не должен приводить к необратимым деформациям или другим повреждениям рамы или механизмов, установленных на ней.
7.3.16 Проушины для подъема, прикрепляемые к оборудованию, должны быть спроектированы так, чтобы максимальное возникающее в них напряжение не превышало одной трети минимального предела текучести материала.
7.3.17 Для всех единиц оборудования насосного агрегата с массой более 250 кг (500 фунтов) должны быть предусмотрены продольные и поперечные отжимные болты, для облегчения позиционирования оборудования в продольном и поперечном направлениях. Монтажные пластины отжимных болтов должны быть прикреплены к раме так, чтобы не препятствовать установке или демонтажу оборудования. Отжимные болты должны быть, как минимум, М12 (1/2”—13). Если монтажные пластины отжимных болтов прикрепляются к раме сваркой, то финальная механическая обработка опорных площадок рамы под лапами оборудования должна производиться, когда приварка монтажных пластин будет закончена, для предотвращения деформации.
7.3.18 Вертикальные выравнивающие болты должны быть расположены по наружному периметру рамы. Они должны располагаться рядом с анкерными болтами для сведения к минимуму деформаций в процессе установки. Выравнивающие болты должны использоваться в количестве, достаточном, чтобы выдерживать вес рамы, насоса и привода без чрезмерной деформации.
7.3.19 Примененное поставщиком в конструкции агрегата крепление рамы анкерными болтами должно выдерживать силы реакции от нагрузок на патрубки насоса во время пуска и эксплуатации.
Если не требуется иное, анкерные болты закупаются заказчиком самостоятельно, при этом вся необходимая информация о примененных в конструкции анкерных болтах, схеме их расположения и моментах затяжки должна быть включена поставщиком в руководство по эксплуатации и/или монтажный чертеж, а информация о расчетных нагрузках на фундамент в задание на фундамент и/или в руководство по эксплуатации. Проектировщик фундамента должен обеспечить превышение массы фундамента над массой агрегата не менее чем в три раза.
7.3.20 Для уменьшения расцентровки валов насоса и привода из-за нагрузок от трубопроводов конструкция насоса и рамы должна иметь достаточную жесткость, чтобы ограничить смещение вала насоса со стороны привода или в месте посадки полумуфты до значений, указанных в таблице 13. Эти значения смещения вала являются критериями приемки при испытаниях на нагрузки на патрубки согласно 7.3.21. Заливка рамы раствором не должна использоваться для придания конструкции дополнительной жесткости при испытаниях на нагрузки на патрубки.
Признано, что заливка раствором может существенно увеличить жесткость рамы. Испытание на нагрузки на патрубки на заводе поставщика без заливки рамы позволяет гарантировать соответствие рамы предъявляемым требованиям. Тепловые расширения, ошибки при изготовлении трубной обвязки и погрешности при центровке вносят свой вклад в фактические нагрузки и деформации на месте эксплуатации. Соблюдение требований по величине нагрузок на патрубки, приведенных в таблице 5, ограничивает расцентровку валов насоса и привода вследствие деформации от нагрузок до величины около 250 мкм (0,010 дюйма) (см. приложение F).
• 7.3.21 Если оговорено в договоре, то поставщик насоса должен провести испытания на нагрузки на патрубки, для подтверждения того, что насос, смонтированный на раме и закрепленный фундаментными болтами, соответствует требованиям 7.3.20. Корпус насоса должен испытывать воздействие моментов МуС и Mzc, приложенных к любому из патрубков (но не к обоим патрубкам одновременно), так, чтобы величина соответствующих смещений вала могла быть измерена и зарегистрирована. Величины смещения вала должны быть абсолютными, а не относительными к раме. Отчет поставщика по испытаниям должен содержать схематический чертеж испытательной установки, расчетные значения испытательной нагрузки (Мус и Mzc), а также фактические значения приложенных моментов и соответствующее им смещение приводного конца вала насоса.
71
ГОСТ 32601—2022
Таблица 13 — Критерии приемки испытаний на нагрузки на патрубки
Рама, предназначенная для заливки раствором | Рама, не предназначенная для заливки раствором | ||
Условия нагружения | Смещение приводного конца вала насоса, мкм (дюйм) | Смещение приводного конца вала насоса, мкм (дюйм) | Направление |
175 (0,007) | 125 (0,005) | +Z | |
75 (0,003) | 50 (0,002) | -Y | |
а> Мус и Mzc равны сумме допустимых моментов, действующих на патрубки на входе и нагнетании, по таблице 5, т. е.: Мус = (Му) (на входе + (Му) (на нагнетании); Mzc = (Mz) (на входе) + (Mz) (на нагнетании). | |||
7.4 Контрольно-измерительные приборы
7.4.1 Термометры и манометры
• Если оборудование комплектуется термометрами и/или манометрами, то они должны соответствовать национальным стандартам государств, принявших настоящий стандарт^. Альтернативные стандарты и технические требования могут использоваться с одобрения заказчика.
Примечание — Для целей данного пункта требования [64] считаются эквивалентными требованиям [63].
7.4.2 Датчики абсолютной вибрации (акселерометры), перемещения вала (проксиметры) и температуры
• 7.4.2.1 Если оговорено в договоре, то датчики абсолютной вибрации (акселерометры) должны быть поставлены, установлены и проверены в соответствии с требованиями национальных стандартов государств, принявших настоящий стандарт^. Альтернативные стандарты и технические требования могут использоваться с одобрения заказчика.
• 7.4.2.2 Если оговорено в договоре, то насосы с гидродинамическими радиальными и упорными подшипниками должны быть подготовлены для установки бесконтактных датчиков относительной вибрации — перемещения вала (проксиметров). Должны быть предусмотрены места для установки двух датчиков радиальной вибрации (разнесенных на 90° по окружности) в каждом из корпусов подшипников, двух датчиков осевого перемещения вала на стороне упорного подшипника, а также одного датчика-счетчика оборотов вала. Заказчик должен указать, должны ли быть поставлены сами датчики. Если поставляются, датчики относительной вибрации вала (проксиметры), их монтаж, калибровка и проверка должны соответствовать требованиям национальных стандартов государств, принявших настоящий стандарт2^. Альтернативные стандарты и технические требования могут использоваться с одобрения заказчика.
• 7.4.2.3 Если оговорено в договоре, то гидродинамические упорные и радиальные подшипники должны оснащаться датчиками температуры металла подшипников. Если гидродинамические осевые и радиальные подшипники с принудительной смазкой поставляются вместе сдатчиками температуры, то сами датчики, их монтаж, калибровка и проверка должны соответствовать требованиям национальных стандартов государств, принявших настоящий стандарт2^. Альтернативные стандарты и технические требования могут использоваться с одобрения заказчика.
• 7.4.2.4 Если оговорено в договоре, то мониторы (преобразователи сигналов датчиков) с соединительными кабелями для подключения датчиков вибрации, осевого положения вала или температуры подшипников должны поставляться и/или устанавливаться в соответствии с требованиями национальных стандартов государств, принявших настоящий стандарт2^. Альтернативные стандарты и технические требования могут использоваться с одобрения заказчика.
7.5 Вспомогательная трубная обвязка
7.5.1 Общие положения
7.5.1.1 Трубная обвязка вспомогательных систем насосных агрегатов должна соответствовать национальным стандартам государств, принявших настоящий стандарт, или другим стандартам и техническим требованиям, одобренным заказчиком3^.
1> См. также [63] и [64].
23 См. также [28].
3> См. также [63].
72
ГОСТ 32601—2022
7.5.1.2 Вспомогательные системы обвязки определяются как системы трубопроводов, используемые для:
а) вспомогательных технологических жидкостей;
Ь) пара;
с) водяной системы охлаждения;
d) смазочного масла (см. 9.2.6).
Материалы вспомогательной трубной обвязки должны соответствовать таблице Н.4 (приложение Н).
Примечание — Соединения вспомогательной трубной обвязки рассматриваются в 6.4.3.
7.5.1.3 Трубная обвязка в пределах насосного агрегата должна содержать все необходимые элементы и узлы для штатной эксплуатации агрегата, быть полностью смонтированной поставщиком. Если последнее требование вызывает трудности при транспортировке и погрузке-разгрузке, тогда, с одобрения заказчика, допускается частичный демонтаж обвязки для транспортировки.
• 7.5.1.4 Если оговорено в договоре, то бачки для барьерной/буферной жидкости торцевых уплотнений допускается устанавливать за пределами наружного периметра рамы насоса. В этом случае бачки должны отгружаться отдельно, полностью собранными, за исключением трубок для циркуляции барьерной/буферной жидкости.
7.5.1.5 Поставщик должен спроектировать и разместить все системы трубной обвязки насосного агрегата, включая их установленные принадлежности, в пределах наружного периметра рамы.
• 7.5.1.6 Если оговорено в договоре, то каждая система вспомогательных трубопроводов должна быть соединена с впускным или выпускным коллектором, заканчивающимся патрубком в пределах рамы, вблизи ее края.
Примечание — Форма опросного листа для подбора насосов позволяет указать это требование для трубной обвязки систем выпуска, охлаждения и дренажа.
• 7.5.1.7 Требования к крепежным деталям по 6.1.30 должны распространяться на соединения вспомогательных трубопроводов и оборудования. Крепежные детали фланцевых соединений трубопроводов маслосистемы из нержавеющей стали могут изготавливаться не из нержавеющей стали, если только обратное не требуется договором. Этот крепеж может быть изготовлен из углеродистой низколегированной стали (например, из стали ЗОХМА по ГОСТ 4543 или стали В71)), при этом заказчик должен указать на необходимость нанесения на крепеж какого-либо защитного покрытия (например, покрытия из фторопласта, гальванического покрытия по ГОСТ ISO 106842) или лакокрасочного покрытия).
7.5.1.8 Заглушки вспомогательных трубопроводов должны соответствовать 6.4.3.10.
7.5.2 Вспомогательные трубопроводы для перекачиваемой среды
7.5.2.1 Вспомогательные трубопроводы для перекачиваемой среды включают линии выпуска, дренажа, разгрузочные, промывочные и линии для внешнего впрыска жидкости.
7.5.2.2 Все детали вспомогательных трубопроводов должны быть рассчитаны на работу при максимальном допустимом рабочем давлении (MAWP) насоса при максимально допустимой рабочей температуре, но не менее чем на PN 40 или PN 503) при температуре окружающей среды (см. 6.3.5).
7.5.2.3 Материалы вспомогательных трубопроводов и их деталей, подвергаемых воздействию перекачиваемой среды, должны обладать стойкостью к коррозии/эрозии такой же или лучше, чем у материалов корпуса насоса. В любом случае все детали вспомогательных трубопроводов должны быть из стали.
• 7.5.2.4 Диаметр всех дроссельных отверстий должен быть не менее 3 мм (0,12 дюйма). Диаметр дроссельного отверстия должен быть проштампован на дроссельной шайбе. Требования к маркировке и идентификации дроссельных шайб определяются заказчиком.
7.5.2.5 Для насосов, которые имеют более одного дренажного отверстия, должен поставляться соответствующий комплект дренажной запорной арматуры и общий дренажный коллектор. Дренажный коллектор должен находиться в пределах внешнего периметра дренажного поддона рамы.
1) См. [65].
2) См. также [66].
3) См. [13] и [14].
73
ГОСТ 32601—2022
Для насосов, которые опорожняются одним сливным отверстием, дренажная запорная арматура не требуется. Поставщик должен предусмотреть место на раме для самостоятельной установки заказчиком арматуры в пределах внешнего периметра дренажного поддона или дренажного желоба.
7.5.2.6 Если договором не требуется установка арматуры на выпускные и дренажные отверстия, то такие резьбовые отверстия должны быть заглушены пробками. Для чугунных корпусов насосов должны использоваться резьбовые пробки из углеродистой стали.
7.5.2.7 Если в насосе предусмотрены обогрев или охлаждение, то все детали теплообменников должны быть совместимы и с перекачиваемой средой, и с охлаждающей водой.
• 7.5.2.8 Фланцевые соединения вспомогательных трубопроводов должны использоваться вместо сварных внахлест в случае наличия соответствующего требования заказчика в опросном листе. При наличии данного требования в опросном листе сварное внахлест соединение, тем не менее, может быть применено вместо фланцевого в первом от корпуса торцевого уплотнения соединении трубной обвязки, с одобрения заказчика, либо в этом стыке могут быть применены фланцы типа 03 или 04 по ГОСТ 33259 при давлениях до 2,5 МПа.
Примечание — Необходимо помнить, что в обвязке торцевых уплотнений допускаются резьбовые соединения в точках присоединения трубопроводов к корпусу уплотнения (см. 6.4.3.11). Если трубопроводная обвязка по требованию выше будет собрана на фланцах, то ее повторная сборка после разборки может вызвать излишнюю нагрузку на резьбу в корпусе уплотнения, поскольку сборка первого от корпуса уплотения фланцевого стыка возможна только в положениях первого фланца, кратных 90°, из-за того, что он имеет четыре отверстия для крепления. Также нужно учитывать, что сварные внахлест соединения из нержавеющей стали проявляют склонность к протечкам при повторной сварке, если до этого была произведена их разборка путем срезания шва.
7.5.2.9 Резьбовые трубные соединения допускается использовать только для обвязки торцевых уплотнений, установки контрольно-измерительных приборов, а также для насосов с классом материалов 1-1 и I-2 по таблице Н-1 (приложение Н).
7.5.2.10 Датчики и манометры должны быть оборудованы запорно-отсечной арматурой.
7.5.3 Вспомогательные трубопроводы для охлаждающей воды
7.5.3.1 Схемы обвязки трубопроводами для охлаждающей воды должны соответствовать показанным на рисунках В.2—В.7 (приложение В).
7.5.3.2 Трубопроводы для охлаждающей воды должны проектироваться с учетом требований по 6.1.20.
7.6 Специальные инструменты
7.6.1 Если для монтажа, демонтажа или технического обслуживания насосного агрегата требуются специальные инструменты и приспособления, то они должны быть включены в заказ и поставляться как часть поставки оборудования. При поставке партии однотипных насосных агрегатов требования к количеству специальных инструментов и приспособлений должны согласовываться между поставщиком и заказчиком. Эти же или аналогичные специальные инструменты должны использоваться в процессе заводской сборки и разборки насосов для обследования после испытаний.
7.6.2 Если поставляются, специальные инструменты должны быть упакованы в отдельные прочные металлические ящики и должны иметь маркировку «Специальные инструменты для (технологическая позиция/номер насоса)». На каждом инструменте должны быть штамп или бирка с указанием назначения инструмента.
8 Контроль, испытания и подготовка к отгрузке
8.1 Общие положения
• 8.1.1 Заказчик должен указать степень своего участия в контрольных операциях и испытаниях: а) если контроль и испытания на предприятии-изготовителе оговорены договором, то заказчик и поставщик должны согласовать график инспекционных визитов для участия в контрольных операциях;
Ь) предварительные планируемые даты проведения испытаний должны сообщаться заказчику не менее чем за 30 дней до их наступления и окончательно подтверждаться после их согласования заказчиком. Если не оговорен иной порядок, поставщик должен известить заказчика о фактической дате проведения испытаний в присутствии заказчика не менее чем за пять рабочих дней.
Поставщику нужно учитывать, что требование об извещении заказчика за пять рабочих дней до начала испытаний может вызвать потребность в демонтаже насоса со стенда на период между вну-74
ГОСТ 32601—2022
тренними предварительными испытаниями и испытаниями с участием заказчика в случае высокой загрузки стендового оборудования испытаниями других насосов, что особенно характерно для небольших насосов.
Все контрольные операции и испытания в присутствии заказчика являются контрольными точками, без прохождения которых невозможно дальнейшее производство контролируемых изделий;
с) если оговорено в договоре, то механические и параметрические испытания в присутствии заказчика должны проводиться после его письменного уведомления об успешности внутренних предварительных испытаний. При наличии у поставщика потребности в освобождении стенда на период между испытаниями он должен получить подтверждение от заказчика о возможности демонтажа насоса с испытательного стенда на этот период.
Многие заказчики предпочитают не проводить предварительные внутренние испытания перед испытаниями в своем присутствии, чтобы лучше понять любые возможные проблемы насоса, которые могут быть выявлены при испытаниях. В таких случаях заказчик должен заранее сообщить об этом требовании поставщику.
8.1.2 Поставщик должен сообщить субпоставщикам о требованиях, предъявляемых заказчиком к контрольным операциям и испытаниям.
8.1.3 После предварительного извещения поставщика представителю заказчика должен быть предоставлен доступ на все предприятия поставщика и его субпоставщиков, где изготавливается, испытывается или проверяется оборудование. Уровень доступа определяется по согласованию.
8.1.4 Оборудование, материалы и стенды для оговоренных контрольных операций и испытаний должны обеспечиваться поставщиком.
• 8.1.5 Если оговорено в договоре, то представитель заказчика или представитель поставщика, или обе стороны должны подтвердить соответствие насоса контрольной ведомости инспектора по согласованной форме, а именно: подписать ее, проставить дату и предоставить заказчику перед отгрузкой. Пример ведомости приведен в приложении Е.
8.1.6 Представитель заказчика должен иметь доступ к используемой поставщиком программе обеспечения качества для ознакомления с ней.
8.2 Контроль
8.2.1 Общие положения
• 8.2.1.1 Поставщик должен хранить данные о поставленных насосах не менее 20 лет. К таким данным относятся:
а) обязательные или оговоренные в договоре сертификаты на материалы, такие как отчеты об их контроле на предприятии-изготовителе;
Ь) данные и результаты испытаний по контролю выполнения требований, установленных в технических условиях;
с) если оговорено в договоре, то подробное описание всех ремонтов отливок и записи всех операций термообработки, как части процедуры ремонта;
d) результаты инспекций и испытаний по контролю качества;
е) данные по фактическим рабочим зазорам;
f) другие данные, установленные заказчиком или требуемые в соответствии с действующими нормами и правилами (см. 10.3.1 и 10.3.2).
8.2.1.2 Детали, работающие под давлением, не должны быть окрашены, пока не завершены оговоренные в договоре инспекционный контроль и испытания.
• 8.2.1.3 В дополнение к требованиям 6.12.1.5 заказчик может указать:
а) детали, поверхность и подповерхностный слой которых должны проверяться;
Ь) тип требуемого контроля, например магнитно-порошковый, капиллярный, радиографический или ультразвуковой контроль.
8.2.1.4 Все контрольные операции и предварительные испытания должны быть завершены поставщиком до начала завершающего инспекционного контроля заказчика.
8.2.2 Контроль заготовок корпусов, работающих под давлением
8.2.2.1 Если заказчик не требует иное, то заготовки корпусов, работающих под давлением, должны контролироваться в соответствии с требованиями таблицы 14.
Примечание — Несмотря на то, что конструкция насоса предполагает соответствие указанным в опросном листе требованиям по давлению и температуре, а его корпус прошел гидравлические испытания в соответ-
75
ГОСТ 32601—2022
ствии с требованиями настоящего стандарта, это не всегда гарантирует соответствие заготовок корпуса всем требованиям по качеству и функциональной пригодности. На качество отливки корпуса могут повлиять значительные отклонения в технологии ее изготовления и обработки. Многие стандарты на заготовки (отливки, поковки, прокат и пр.) содержат только минимальные требования к самим заготовкам. Но качество отливок определяется также такими аспектами, как усадка, газовая пористость, трещины, песчаные раковины, дефекты при ремонте сваркой и т.д. Кроме того, некоторые материалы проявляют склонность к растрескиванию на границе зерен, либо возникновению трещин, распространяющихся от областей концентрации рабочих напряжений, вызываемых нагревом, давлением, вибрацией трубопроводов и возникающими в них напряжениями.
Таблица 14 — Требования к методам контроля заготовок и сварных швов корпусов, работающих под давлением
Тип детали | Требования в зависимости от класса контроля V | ||
I2’ | II з) | III4' | |
Корпуса 5) литые | VI | VI, МТ или РТ критических зон | VI, МТ или РТ критических зон, RT или UT критических зон |
Корпуса 5) из поковок пр. 6> | VI | VI, МТ или РТ критических зон | VI, МТ или РТ критических зон, UT критических зон |
Сварной шов патрубка к корпусу | VI, МТ или РТ(100 %) | VI, МТ или РТ(100 %) | VI, МТ или РТ(100 %), RT(100 %) |
Сварные швы вспомогательных соединений корпуса 7> | VI | VI, МТ или РТ | VI, МТ или РТ(100 %) |
Внутренние детали | VI | VI | VI |
Вспомогательные технологические трубопроводы: сварка внахлест | VI | VI, МТ или РТ(100 %) | VI, МТ или РТ(100 %) |
Вспомогательные технологические трубопроводы: сварка встык | VI, RT (5 %) | VI, МТ или РТ(100%), RT (5 %) | VI, МТ или РТ (100 %), RT (10 %) |
1) В таблице применены следующие обозначения: VI — Визуальный контроль; RT — Радиографическая дефектоскопия; МТ — Магнитопорошковая дефектоскопия; UT — Ультразвуковая дефектоскопия; РТ — Капиллярная дефектоскопия. 2) I класс — подразумевает минимальные требования к контролю, является базовым (основным) классом если насос не подпадает под действие II или III класса или если нет особого требования заказчика; 3) II класс — применяется, если максимальное давление нагнетания рассматриваемого исполнения насоса превышает 80 % от максимального допустимого рабочего давления примененного в этом исполнении корпуса и при этом рабочая температура превышает 200 °C; 4) III класс — применяется, если относительная плотность перекачиваемой жидкости менее 0,5 или рабочая температура превышает 200 °C, а относительная плотность перекачиваемой жидкости менее 0,7, или при рабочей температуре более 260 °C, или при любых особо опасных условиях эксплуатации, которые при необходимости должен указать заказчик. 5) Под корпусами подразумеваются заготовки для изготовления работающего под давлением корпуса, (т. е. сам корпус и другие части, например, патрубки, фланцы и прочие присоединения к корпусу). «Критические зоны» — это зоны в районе входных и выходных патрубков, а также перепады толщин стенок корпуса. Поставщик должен представить на одобрение заказчика перечень критических зон, подлежащих контролю. 6) Все заготовки, получаемые обработкой давлением, в том числе прокат и трубные изделия. 7) Из-за сложной геометрии и переменной толщины, сваренные встык вспомогательные соединения корпуса не подлежат радиографическому контролю. | |||
8.2.2.2 Для насосов с двойным корпусом, параметры давление/температура внешнего корпуса должны использоваться для определения класса контроля отливки внешнего корпуса (см. 8.2.2.1). Отливка внутреннего корпуса должна быть проверена по классу I согласно таблице 14.
8.2.2.3 Последовательность проверок согласно таблице 14 должна быть следующей:
a) VI/MT/PT контроль выполняется после окончательной термообработки и предварительной (черновой) механической обработки. После черновой механической обработки дополнительное количество материала остается в зонах, где требуется доведение до окончательных размеров и допусков.
76
ГОСТ 32601—2022
Толщина удаляемого материала не должна превышать 1 мм (0,040 дюйма) или 5 % от минимально допустимой толщины стенки, в зависимости от того, что меньше.
b) RT/UT контроль отливки должен выполняться после окончательной термообработки.
с) RT и UT контроль сварных швов, а также UT контроль деталей из поковок и проката должен выполняться после окончательной термообработки. UT контроль деталей из поковок и проката должен выполняться до любой механической обработки, которая может повлиять на результаты ультразвукового контроля.
8.2.2.4 Если радиографический контроль невозможен из-за конфигурации отливки, допускается заменить радиографический контроль ультразвуковым.
• 8.2.2.5 Если заказчик не требует иное, то методы контроля и критерии приемки должны соответствовать таблице 15, согласно требованиям спецификации материалов. Если заказчик требует проведения дополнительного контроля методами радиографической, ультразвуковой, магнитопорошковой или капиллярной дефектоскопии сварных швов или заготовок, методы и критерии приемки должны также соответствовать стандартам, указанным в таблице 15. Альтернативные методы и стандарты контроля могут быть предложены изготовителем или указаны заказчиком. Рекомендуемая форма опросного листа на насос, в которой имеется возможность указания дополнительных методов неразрушающего контроля заготовок и сварных швов приведена в приложении ДА.
• 8.2.2.6 Если оговорено в договоре, то заказчик может проверить перед сборкой насоса чистоту комплектующих, а также трубной обвязки и принадлежностей, подготовленных поставщиком для сборки.
• 8.2.2.7 Если оговорено в договоре, то твердость всех деталей, сварных швов и термообработанных зон должна быть проверена на соответствие критериям приемки. Методы и объем испытаний на твердость, документация, а также присутствие заказчика при проведении испытаний должны быть согласованы между заказчиком и поставщиком.
Таблица 15 — Стандарты для контроля заготовок
Тип контроля | Метод/стандарт | Критерий приемки | |
для сварного изделия | для ОТЛИВКИ | ||
Радиографический | ГОСТ 7512^ | По ГОСТ 7512^ | По ГОСТ 7512^ |
Ультразвуковой | ГОСТ 14782^ | По ГОСТ 147822^ | По ГОСТ 14782^ |
Капиллярный | ГОСТ 18442^ | По ГОСТ 18442^ | По ГОСТ 18442^ |
Магнитно-порошковый | ГОСТ 21105^ | По ГОСТ 21105^ | По ГОСТ 21105V |
Визуальный (все поверхности) | Процедура, согласованная между поставщиком и заказчиком^) | Спецификация материала и процедура изготовителя материала, или процедура, согласованная между поставщиком и заказчиком | Процедура, согласованная между поставщиком и заказчиком3^ |
1) См. также [67].
2) См. также [45].
3) См. также [39].
• 8.2.2.8 Если оговорено в договоре, то критические детали корпусов, работающих под давлением, изготовленные из легированных материалов, подлежат контролю химического состава материала (PMI) с использованием согласованных методов контроля, измерительной аппаратуры и стандартов. Заказчик и поставщик должны согласовать перечень проверяемых деталей, методы контроля и критерии приемки. Следует использовать только количественные методы контроля. Сертификаты изготовителя материала, сертификаты на химический состав, маркировка на деталях не рассматриваются в качестве замены PMI.
Примечание — PMI не позволяет различать многие марки углеродистых сталей.
77
ГОСТ 32601—2022
8.3 Испытания
8.3.1 Общие положения
• 8.3.1.1 Если оговорено в договоре, то как минимум за шесть недель до проведения первого планового стендового испытания, поставщик должен направить на рассмотрение заказчика подробные описания программ и методик всех основных испытаний, а также дополнительных испытаний (см. 8.3.4). Программы и методики испытаний должны указывать фактические погрешности измерения для всех измеряемых параметров, используемых для определения подачи, напора и мощности, а также критерии приемки.
8.3.1.2 Стендовые испытания насоса на рабочие характеристики и кавитационный запас должны проводиться с использованием методов и требований к точности измерений по классу 1 согласно ГОСТ 6134^. Допуски на параметры должны соответствовать таблице 16. Результаты стендовых испытаний должны быть оформлены в соответствии с перечислением Ь) 8.3.3.3.
8.3.1.3 Механические торцевые уплотнения не должны быть установлены в насос при гидравлических испытаниях, но должны быть использованы при всех механических или параметрических стендовых испытаниях. В обоснованных случаях допускается не устанавливать торцевые уплотнения в насос при кавитационных испытаниях во избежание их повреждения.
8.3.2 Гидравлические испытания
8.3.2.1 Целью гидравлических испытаний корпусов центробежных насосов является подтверждение, что конструкция и качество изготовления всех деталей и соединений насоса, работающих под давлением, обеспечивают сохранение герметичности во всем диапазоне условий эксплуатации, указанном в опросном листе на насос — от номинальных до максимально допустимых.
8.3.2.2 Все детали и узлы корпусов, работающих под давлением, должны проходить гидравлические испытания в сборе. Испытания должны проводиться при давлении испытательной жидкости, превышающем предельное допустимое рабочее давление (MAWP) не менее чем в полтора раза. При расчете корпуса для условий проведения гидравлических испытаний, коэффициент запаса может устанавливаться в соответствии с ГОСТ 34233.
8.3.2.3 Схема испытаний и испытательное оборудование не должны придавать дополнительную жесткость конструкции, улучшающую герметичность каких-либо разъемов корпуса.
8.3.2.4 При гидравлических испытаниях корпусов насосов в сборе, все уплотнительные прокладки корпуса, за исключением прокладок торцевых уплотнений, должны быть аналогичны рабочим прокладкам, которые будут поставляться с насосом. Уплотнительные прокладки должны быть установлены без герметика.
8.3.2.5 Температура испытательной жидкости должна быть выше температуры хрупкого перехода материала испытываемой детали или узла.
• 8.3.2.6 Если испытываемый узел будет работать при температуре, при которой прочность материала ниже в сравнении с его прочностью при температуре испытаний, давление гидравлических испытаний должно быть умножено на повышающий коэффициент. Этот коэффициент определяется путем деления рассчитанного в соответствии с 6.3.4 допустимого рабочего напряжения материала для температуры испытаний к соответствующему напряжению для рабочей температуры. Для трубопроводов принимают значения напряжений в соответствии с национальными стандартами государств, принявших настоящий стандарт^. Полученное таким способом значение давления должно быть минимальным давлением гидравлических испытаний. В паспорте на изделие должны быть указаны значения фактического давления проведенных гидравлических испытаний.
8.3.2.7 Жидкость, используемая в гидравлических испытаниях, должна содержать смачивающие добавки для уменьшения поверхностного натяжения, если существует любое из следующих условий:
а) перекачиваемая рабочая среда будет иметь относительную плотность менее 0,7 при температуре перекачивания;
Ь) рабочая температура будет выше 260 °C (500 °F);
с) корпус насоса отлит по новой или измененной модели;
d) материал, из которого отлиты детали испытываемого узла, обладает плохими литейными свойствами.
1> См. также [68], [69], [70].
2) См. также [43] и [71].
78
ГОСТ 32601—2022
8.3.2.8 Содержание хлоридов в жидкостях, используемых для гидравлических испытаний узлов, изготовленных из аустенитной нержавеющей стали, не должно превышать 50 мг/кг (50 ppm). Для предотвращения осаждения хлоридов в результате высыхания, вся оставшаяся испытательная жидкость должна быть удалена из испытываемых узлов по окончании испытаний.
Примечание — Содержание хлоридов ограничивается, чтобы предотвратить коррозионное растрескивание материала под напряжением.
8.3.2.9 Гидравлические испытания допускается проводить без установки демонтируемых камер торцевых уплотнений (если используются). Механические торцевые уплотнения не должны устанавливаться при гидравлических испытаниях корпусов насосов. Торцевые уплотнения и демонтируемые камеры торцевых уплотнений (если используются) должны испытываться отдельно по ГОСТ 326001\ Уплотнительные камеры, являющиеся неотъемлемой частью корпуса или крышки корпуса насоса, не относятся к извлекаемым.
Примечание — Для целей данного пункта, требования [3] считаются эквивалентными требованиям ГОСТ 32600.
8.3.2.10 Детали корпусов, работающих под давлением, изготовленные из аустенитных или дуплексных нержавеющих сталей, допускается подвергать гидравлическим испытаниям после предварительной (черновой) механической обработки (см. 8.2.2.3).
Все участки, которые будут механически обработаны после гидравлических испытаний, должны быть указаны в протоколах гидравлических испытаний.
Примечание — Из-за остаточных напряжений после финальной термообработки и относительно низкого предела прочности этих сталей, при гидравлических испытаниях могут возникнуть остаточные деформации испытуемых деталей. Оставляя небольшое количество материала в критических зонах, где требуются точные допуски, можно избежать необходимости добавления материала наплавкой для восстановления критических размеров после гидравлических испытаний.
8.3.2.11 Для полноты испытаний работающих под давлением деталей, гидравлические испытания должны иметь достаточную продолжительность. Гидравлические испытания считаются пройденными, если в течение как минимум 30 минут не наблюдалось ни утечек, ни просачивания через испытываемые детали. В случае крупных деталей гидравлические испытания могут потребовать более продолжительного времени пребывания детали под испытательным давлением. Продолжительность испытаний должна быть согласована между заказчиком и поставщиком. Допускается просачивание по внутренним соединениям испытываемой сборочной единицы, необходимое для создания опрессовочного давления во всех ее частях.
8.3.2.12 Двухкорпусные насосы, горизонтальные многоступенчатые насосы, насосы со встроенным мультипликатором, и другие насосы особой конструкции, по согласованию между заказчиком и поставщиком, допускается подвергать гидравлическим испытаниям по частям. Для них также допускается просачивание по внутренним соединениям, необходимое для создания опрессовочного давления во всех частях сборочной единицы.
8.3.2.13 Системы трубной обвязки насосов, собранные при помощи сварки, подлежат обязательным гидравлическим испытаниям. Методы испытаний и нагрузки должны соответствовать национальным стандартам государств, принявших настоящий стандарт2^. Альтернативные методы испытаний и нагрузки могут использоваться с одобрения заказчика.
Примечание — Гидравлические испытания не являются обязательными для систем трубной обвязки насосов, собранных при помощи резьбовых переходников и фитингов, смонтированных после общей сборки трубной обвязки.
8.3.2.14 Если не оговорено иное, допускается подвергать гидравлическим испытаниям детали или сборочные единицы корпусов одноступенчатых консольных насосов по отдельности, если у них диаметр радиальных соединений (средний диаметр уплотнительной прокладки) равен или менее 610 мм (24 дюйма), а также, если герметичность их конструкции была проверена ранее в ходе приемочных испытаний головного образца того же типоразмера насоса и при испытательном давлении не ниже указанного в опросном листе.
О См. также [3].
2) См. также [43] и [71].
79
ГОСТ 32601—2022
8.3.2.15 Каналы для охлаждающей жидкости и детали системы охлаждения насоса, такие как рубашки охлаждения подшипников, уплотнительные камеры, теплообменники маслосистемы и системы торцевых уплотнений должны проходить гидравлические испытания при давлении не менее 1000 кПа изб. (10 бар изб., 150 psig).
8.3.2.16 Если трубопроводы для подачи пара, охлаждающей жидкости, смазочного масла изготовлены при помощи сварки, то они должны проходить гидравлические испытания при давлении в 1,5 раза превышающем максимальное рабочее давление в этих трубопроводах, либо при давлении 1050 кПа изб. (10,5 бар изб., 150 psig), в зависимости от того, которое из этих значений больше.
8.3.3 Параметрические стендовые испытания
8.3.3.1 Если заказчик не требует иное, то каждый насос должен пройти параметрические стендовые испытания.
• 8.3.3.2 Следующие требования должны быть выполнены для насоса, установленного на испытательном стенде, до начала проведения параметрических испытаний:
а) для параметрических испытаний в насосе должны использоваться штатные (рабочие) торцевые уплотнения и подшипники, оговоренные в договоре;
Ь) с одобрения заказчика при параметрических испытаниях могут использоваться временные торцевые уплотнения для испытаний, если это необходимо для предотвращения повреждений штатных торцевых уплотнений, или если штатные торцевые уплотнения несовместимы с испытательной жидкостью1);
с) величина утечек через торцевое уплотнение (или уплотнения) на любом этапе параметрических стендовых испытаний насоса не должна превышать значений, указанных в ГОСТ 32600 (подраздел А.1.3)2\ или иных значений, согласованных между поставщиком и заказчиком. Если уровень утечек в процессе параметрических испытаний насоса превысит установленные значения, тогда торцевое уплотнение должно быть заменено или отремонтировано. Если уплотнение было разобрано или отремонтировано, то оно должно быть повторно испытано на герметичность с воздухом под давлением согласно перечислению d) 8.3.3.7.
Если насос испытывается с торцевыми уплотнениями, подходящими для испытаний на воде, у них не должно быть видимых признаков утечки. ГОСТ ЗЗбОО^ должен использоваться для подтверждения того, что критерий нулевой видимой утечки применим для конкретных испытываемых торцевых уплотнений. В частности, двойные торцевые уплотнения с высокими значениями давления барьерной жидкости (более 4000 кПа (40 бар, 600 psi) могут не удовлетворять этому требованию.
Примечание — Для целей данного пункта требования [3] считаются эквивалентными требованиям ГОСТ 32600;
d) если оговорено в договоре, то обнаружение повышенной утечки через торцевые уплотнения требует проведения повторных испытаний после замены или ремонта уплотнений, для подтверждения удовлетворительной работы уплотнений;
е) все значения давления, вязкости и температуры смазочного масла должны соответствовать диапазону рабочих значений, рекомендованных в рабочих инструкциях поставщика для испытываемого механизма насосного агрегата {насоса, мультипликатора, привода)-,
f) подшипники, предназначенные для систем смазки чистым масляным туманом, перед проведением параметрических испытаний должны быть предварительно смазаны подходящим маслом;
д) все соединения и патрубки должны быть проверены на герметичность, и все утечки должны быть устранены;
h) все предупреждающие, защитные и управляющие устройства, используемые при проведении испытаний, должны быть проверены и отрегулированы;
i) если не согласовано иное, вода, используемая при параметрических испытаниях, должна иметь температуру не выше 55 °C (130 °F).
1) См. ГОСТ 32600 (подпункт 10.3.5) или [3, пп. 10.3.5].
2) См. также [3, А.1.3].
3) См. также [3].
80
ГОСТ 32601—2022
• 8.3.3.3 Если заказчик не требует иное, то при проведении параметрических стендовых испытаний должны быть выполнены следующие требования:
а) поставщик должен измерить параметры насоса, включая значения напора, подачи, мощности и вибрации, как минимум в пяти рабочих точках. Обычно это следующие точки:
3) нулевая подача при закрытом клапане на нагнетании (в этой точке данные по вибрации не требуются);
4) при минимальной устойчивой подаче (начало допустимого рабочего диапазона);
5) при подаче в диапазоне от 95 % до 99 % номинальной;
6) при подаче в диапазоне от номинальной до 105 % от номинальной;
7) при подаче, соответствующей максимальному КПД (если номинальная подача отличается от подачи при максимальном КПД более чем на 5 %);
8) при максимальной подаче допустимого рабочего диапазона.
Ь) график характеристики напор-подача должен быть построен по всем измеренным точкам с использованием аппроксимации полиномом (обычно третьего или четвертого порядка), и с использованием метода наименьших квадратов. Значение номинальной подачи вставляется в полученное уравнение, и рассчитываются значения напора и мощности. Полученные величины корректируются с учетом частоты вращения, вязкости и плотности (удельного веса). Скорректированные величины напора и мощности должны находиться в пределах допусков, указанных в таблице 16.
Насосы большой мощности (см. 6.1.8), а также насосы со встроенным мультипликатором и многоступенчатые насосы допускается не испытывать в точке нулевой подачи (при закрытом клапане на нагнетании);
с) если не согласовано иное, частота вращения, при которой проводятся испытания, должна отличаться не более чем на 3 % от рабочей номинальной частоты вращения, указанной в опросном листе на насос по форме в приложении ДА. Результаты испытаний должны быть пересчитаны на рабочую номинальную частоту вращения;
d) поставщик должен хранить полные подробные отчеты по всем заключительным испытаниям, а также должен подготовить необходимое количество заверенных копий. Отчеты должны включать испытательные графики характеристик, обобщение результатов испытаний и их сравнение с гарантированными договорными характеристиками (см. 10.2.4, 10.3.2.2 и пример, приведенный в приложении М);
е) если оговорено в договоре, то в дополнение к официальной передаче заказчику финального отчета по испытаниям согласно 10.3.2.2, испытательный график характеристик и все основные испытательные данные (с корректировкой частоты вращения, удельного веса и вязкости) должны быть направлены заказчику в течение 24 ч после завершения испытаний, для технического анализа и принятия решения о приемке насоса перед отгрузкой.
Таблица 16 — Допуски при параметрических стендовых испытаниях
Параметр | Допуск для номинальной точки,% | Допуск для точки при нулевой подаче, % |
Номинальный напор, м (футы): От 0 до 75 включ. | ±3 | ±ю1) |
(от 0 до 250 включ.) Св. 75 до 300 включ. (св. 250 до 1000 включ.) | ±3 | ±81) |
Св. 300 (Св. 1000) | ±3 | ±51) |
Номинальная мощность | 42) | — |
кпд | —3) | — |
Номинальное значение NPSH | 0 | — |
1) Если опросным листом требуется постоянно падающая форма напорной характеристики (см. 6.1.11), то указанный здесь допуск «в минус» разрешается только в том случае, если получаемая по результатам испытаний | ||
фактическая форма напорной характеристики является постоянно падающей. | ||
81
ГОСТ 32601—2022
Окончание таблицы 16
2) Не допускается увеличивать допуск на основании имеющихся положительных допусков по другим параметрам, от которых зависит мощность. После пересчета результатов испытаний на номинальные условия согласно перечислению б) 8.3.3.3 по подаче, частоте вращения, плотности (удельному весу) и вязкости необходимо, чтобы пересчитанная мощность не превышала 104 % от номинальной.
3) Погрешность определения КПД по существующим методикам составляет до минус 3 %. В связи с этим КПД, как правило, не входит в перечень гарантированных характеристик насоса. В случае, если КПД имеет приоритетное значение для заказчика, гарантированное значение КПД и допуск на него при параметрических испытаниях должны быть оговорены к моменту заключения договора (см. 8.3.3.4), при этом рекомендуется использовать ГОСТ 6134 (пункт 6.3).
• 8.3.3.4 Для насосов большой мощности (более 1 МВт) допускаются допуски на результаты испытаний, отличные от указанных в таблице 16. Если оговорено в договоре, то значение КПД при номинальной подаче должно быть включено в перечень гарантированных показателей, с учетом допуска, заданного заказчиком. Если задан допуск для значения КПД при номинальной подаче, то должны быть проведены дополнительные замеры параметров в точке, максимально близкой к номинальной подаче. Полученное в результате испытаний значение КПД и допуск на него должны соответствовать согласованной программе и методике испытаний (ПМИ). При этом особое внимание должно уделяться погрешности определения КПД, в соответствии с методикой, описанной в ПМИ.
Заказчик должен ожидать, что добавление КПД с заданным допуском в перечень гарантированных характеристик насоса, как правило, влечет за собой увеличение стоимости насоса и сроков поставки.
• 8.3.3.5 В процессе параметрических испытаний должны быть выполнены следующие требования:
а) значения вибрации должны быть измерены в каждой испытательной точке, за исключением нулевой подачи, в соответствии с 6.9.3.2. Значения вибрации не должны превышать значения, указанные в 6.9.3.6;
Ь) для насосов с картерной смазкой разбрызгиванием, температура масла в картере должна регистрироваться в начале и конце испытаний. Для насосов с принудительной смазкой под давлением, температура металла подшипников должна регистрироваться в начале и конце испытаний. Продолжительность испытаний должна быть указана в протоколе испытания;
с) температура подшипников во время испытаний должна оставаться в пределах, указанных в 6.10.2.4. Насосный агрегат не должен обнаруживать признаков ненормальной работы, таких как шум, вызываемый кавитацией;
d) при работе на номинальной частоте вращения, параметры насоса должны находиться в пределах допусков, указанных в таблице 16.
• 8.3.3.6 Если оговорено в договоре, то параметрические испытания должны проводиться при кавитационном запасе стенда (NPSHA), не превышающем 110 % от величины кавитационного запаса системы на месте будущей эксплуатации, указанной в опросном листе на насос.
Примечание — Цель данного требования — проверка эксплуатационных характеристик насоса при рабочем значении NPSHA на линии всасывания.
• 8.3.3.7 После завершения параметрических испытаний должны быть выполнены следующие требования:
а) если после завершения параметрических испытаний насос необходимо разобрать с единственной целью подрезки рабочих колес для получения требуемого значения напора, повторные испытания не требуются, если уменьшение диаметра рабочих колес не превышает 5 % от исходного диаметра. Значение диаметра рабочих колес во время параметрических испытаний, а также значение финального диаметра рабочих колес после подрезки должны быть указаны на графике, показывающем гарантированные рабочие характеристики насоса после подрезки рабочих колес;
Ь) если оговорено в договоре, то для многоступенчатых насосов после любой разборки для корректировки напора (включая подрезку рабочих колес менее чем на 5 % от первоначального диаметра), должны быть проведены повторные параметрические испытания.
с) если после проведенных параметрических испытаний необходимо разобрать насос для внесения любых других корректировок, например, для изменения потребляемой мощности, требуемого кавитационного запаса (NPSH3) или механических характеристик, то результаты проведенных параметрических испытаний не принимаются, и после внесения корректировок должны быть проведены повторные параметрические испытания;
82
ГОСТ 32601—2022
d) если после проведения параметрических испытаний необходимо разобрать торцевые уплотнения, или если испытательные пары трения в торцевом уплотнении заменяются на рабочие пары трения, тогда торцевые уплотнения, окончательно включенные в поставку с насосом, должны быть испытаны на герметичность, как описано ниже:
1) опрессовать каждую рабочую камеру в торцевом уплотнении отдельно, чистым воздухом с манометрическим давлением 172 кПа (1,72 бар, 25 psi);
2) изолировать испытательную установку от источника подачи воздуха и контролировать снижение давления в уплотнении в течение как минимум 5 минут, или из расчета 5 минут на каждые 30 л (1 куб. фут) испытательного объема, в зависимости оттого, какая из этих двух величин больше;
3) снижение давления во время этого испытания не должно превышать 14 кПа (0,14 бар, 2 psi).
• 8.3.3.8 Если заказчик не требует иное, то после окончательных параметрических испытаний насосы не должны разбираться. Насос, включая камеры торцевых уплотнений, должен быть дренирован насколько возможно, заполнен вытесняющим воду ингибитором в течение 4 ч после завершения испытаний, и после этого повторно дренирован.
8.3.4 Дополнительные испытания
8.3.4.1 Общие положения
• Если оговорено в договоре, то должны быть проведены дополнительные заводские испытания в соответствии с 8.3.4.2—8.3.4.7. Перечень дополнительных испытаний и требуемых данных (например, данные по вибрации и температуре) должен быть согласован между заказчиком и поставщиком до начала проведения испытаний.
8.3.4.2 Испытания на работоспособность
• 8.3.4.2.1 Если оговорено в договоре, то насос должен проработать на испытательном стенде при номинальной подаче период времени до достижения установившейся температуры масла, которая не должна превышать значений, указанных в 6.10.2.4. Температура считается установившейся, если ее изменение не превышает 1 К за 10 минут.
• 8.3.4.2.2 Если оговорено в договоре, то насос должен проработать на стенде при номинальной подаче в течение 4 ч.
8.3.4.3 Кавитационные испытания (NPSH3)
• 8.3.4.3.1 Если оговорено в договоре, то требуемый кавитационный запас насоса (NPSH3) должен определяться в каждой испытательной точке согласно перечислению а) 8.3.3.3, за исключением точки нулевой подачи.
• 8.3.4.3.2 Падение напора насоса (напора первой ступени многоступенчатых насосов) на 3 % должно интерпретироваться как начало кавитации, соответствующее требуемому кавитационному запасу насоса NPSH3. Напор первой ступени насосов с двумя или более ступенями должен измеряться с использованием отдельного присоединения к выходу первой ступени, если это возможно. Если это невозможно, то должна быть рассмотрена возможность кавитационных испытаний только первой ступени. С одобрения заказчика напор первой ступени допускается определять путем деления общего напора насоса на количество ступеней.
• 8.3.4.3.3 Кавитационные испытания должны определить фактическое значение кавитационного запаса системы NPSHA, которое должно быть на приеме насоса при 3 % падении напора. Если иное не оговорено договором или не согласовано между заказчиком и поставщиком, должны быть построены частные кавитационные характеристики — графики зависимости напора насоса от имеющегося кавитационного запаса системы (NPSHA) при постоянной подаче. Графики строятся путем снижения NPSHA системы до точки, где значение напора снижается по меньшей мере на 3 % от значения напора, имевшегося при заведомо достаточном NPSHA (см. 8.3.4.3.2). Испытания на требуемый кавитационный запас (NPSH3) должны начинаться при заведомо достаточном NPSHA, равном значению, которое было при параметрических испытаниях, и не менее чем в 2 раза превышающем значение NPSH3, которое было указано на графике характеристик в техническом предложении на насос. Первые две испытательные точки не должны отличаться по напору больше, чем на величину погрешности определения напора. Если при той же подаче вторая испытательная точка показывает падение напора, следует повысить NPSHA до величины, достаточной для получения двух последовательных испытательных точек с равными напорами. Разница значений NPSHA между первыми двумя точками должна быть не менее 1 м (3 фута). Вышеуказанные зависимости NPSH3 должны быть оформлены и представлены в соответствии с требованиями ГОСТ 6134^, как оговорено в договоре. При кавитационных испытаниях не-
1) См. также [68], [69].
83
ГОСТ 32601—2022
обходимо избегать падения напора насоса (или напора первой ступени для многоступенчатых насосов) более чем на 20 %.
Примечание — Если параметрические испытания выполнялись с учетом требования 8.3.3.6, то существует вероятность, что на значение напора оказало воздействие недостаточное значение NPSHA. Тогда необходимо начать кавитационные испытания с более высоких значений NPSHA.
8.3.4.3.4 Значение требуемого кавитационного запаса насоса (NPSH3) при номинальной подаче не должно превышать приведенное в опросном листе значение, с допуском, указанным в таблице 16. В случае разборки насоса для корректировки требуемого кавитационного запаса, должны быть проведены повторные параметрические и кавитационные испытания (см. 8.3.3.5 и 8.4.3.1).
8.3.4.4 Испытания насосного агрегата в сборе
• 8.3.4.4.1 Если оговорено в договоре, то насос и его приводные механизмы, со всеми вспомогательными устройствами, составляющими насосный агрегат, должны испытываться совместно в сборе. Если оговорено в договоре, то во время этих испытаний необходимо провести измерения торсионной вибрации для подтверждения результатов расчетов поставщика. Испытания насосного агрегата в сборе могут выполняться вместо или в дополнение к раздельным испытаниям отдельных механизмов агрегата, указанных заказчиком.
8.3.4.4.2 Допустимые уровни вибрации каждого механизма насосного агрегата должны проверяться в соответствии с действующими стандартами и техническими условиями, за исключением приводов возвратно-поступательного типа (для них допустимые значения вибрации должны согласовываться между заказчиком, поставщиком насоса и поставщиком привода).
8.3.4.5 Измерения уровня шума
• Если оговорено в договоре, то измерения уровня шума должны проводиться по согласованию между заказчиком и поставщиком.
Примечание — ГОСТ 31252 (ИСО 3740)^ может быть использован для разработки процедуры измерений шума.
8.3.4.6 Испытания вспомогательного оборудования
• Если оговорено в договоре, то вспомогательное оборудование, такое как системы принудительной масляной смазки, мультипликаторы и системы управления, должны испытываться на предприятии поставщика этого оборудования. Процедуры испытаний вспомогательного оборудования должны быть согласованы между заказчиком и поставщиком.
8.3.4.7 Испытания на резонанс корпусов подшипников
• Если договором оговорены испытания на резонанс, тогда в корпусах подшипников насоса, отсоединенного от трубопроводов, возбуждаются колебания путем ударного воздействия или другим подходящим методом, и собственные частоты колебаний определяются по резонансному отклику. Собственные частоты должны быть смещены относительно характерных для насосов частот возбуждения колебаний, указанных ниже:
а) частоты, кратные рабочей частоте вращения ротора: х1,0; х2,0; хЗ,0;
Ь) частоты, кратные частоте прохождения лопастей рабочего колеса мимо заходов в направляющий аппарат или спиральный отвод: х1,0; х2,0.
Критерии приемки испытаний на резонанс должны быть согласованы между заказчиком и поставщиком.
8.4 Подготовка к отгрузке
• 8.4.1 Если заказчик не требует иное, то оборудование должно быть подготовлено для перевозки внутри страны изготовления. Оборудование должно быть подготовлено для хранения вне помещения на период не менее 6 мес без необходимости разборки перед пуском в эксплуатацию, за исключением возможного контроля состояния подшипников и торцевых уплотнений. Если требуется более длительное хранение или поставка на экспорт, то процедуры по подготовке оборудования к отгрузке должны быть согласованы между заказчиком и поставщиком.
8.4.2 Оборудование должно быть подготовлено к отгрузке после завершения всех испытаний и проверок, а также после приемки его заказчиком. Подготовка к отгрузке должна включать действия, указанные в 8.4.2.1—8.4.2.9.
1> См. также [6] и [7].
84
ГОСТ 32601—2022
8.4.2.1 Роторы насосов и приводов должны быть закреплены, если это требуется. Закрепление роторов должно быть идентифицировано снаружи посредством бирок, выполненных из коррозионностойких материалов, прикрепленных проволокой из нержавеющей стали.
8.4.2.2 Внутренние поверхности корпусов подшипников и детали масляных систем, изготовленные из углеродистой стали, должны быть покрыты маслорастворимыми антикоррозионными средствами, совместимыми со смазочным маслом.
8.4.2.3 Узлы подшипников должны быть полностью защищены от попадания влаги и грязи. Если для консервации больших внутренних полостей насоса применяются пакеты с испаряющимся ингибитором коррозии, то они должны быть закреплены в легкодоступных местах для облегчения их удаления. Если используются, пакеты с ингибитором коррозии необходимо размещать в проволочных клетках, прикрепляемых к крышкам фланцев, а их расположение должно быть идентифицировано снаружи посредством бирок, выполненных из коррозионно-стойких материалов, прикрепленных к насосу проволокой из нержавеющей стали.
8.4.2.4 На наружные поверхности, кроме механически обработанных посадочных поверхностей, должно быть нанесено не менее одного слоя покрытия стандартной краски изготовителя. Краска не должна содержать свинца или хроматов. Детали из нержавеющих сталей допускается не окрашивать. Обратные стороны рам должны быть подготовлены к заливке раствором согласно 7.3.12.
8.4.2.5 Наружные механически обработанные посадочные поверхности, кроме поверхностей из коррозионно-стойких материалов, должны быть покрыты антикоррозионным составом.
8.4.2.6 Присоединения с фланцами должны быть закрыты металлическими крышками толщиной не менее 5 мм (0,19 дюйма) с эластомерными прокладками и, как минимум, с четырьмя болтами полного диаметра. Присоединения со шпильками должны быть закрыты крышками со всеми штатными шпильками, шайбами и гайками, необходимыми при эксплуатации.
8.4.2.7 Резьбовые присоединения должны быть закрыты стальными колпачками или стальными пробками в соответствии с 6.4.3.11.
8.4.2.8 Присоединения с разделкой под сварку должны быть закрыты крышками, предназначенными для предотвращения попадания внутрь посторонних материалов и повреждения разделки.
8.4.2.9 Открытые валы и полумуфты валов должны быть закрыты водонепроницаемой парафинированной тканью или бумагой, пропитанной антикоррозионным составом. Швы упаковки должны быть закрыты маслостойкой липкой лентой.
8.4.3 Все присоединения вспомогательной трубной обвязки на поставляемом оборудовании должны иметь несмываемую маркировку или быть снабжены бирками с обозначением присоединения в соответствии с таблицей присоединений поставщика на монтажном чертеже. Должно быть указано назначение каждого присоединения. Обозначения всех присоединений насоса, включая заглушенные присоединения, должны соответствовать приложению В.
8.4.4 Точки для подъема оборудования и подъемные проушины должны быть четко идентифицированы.
8.4.5 Отгружаемое оборудование должно быть идентифицировано с указанием серийного номера и номера технологической позиции. Детали и материалы, отгружаемые отдельно, должны идентифицироваться посредством надежно прикрепленных коррозионно-стойких металлических бирок, с указанием идентификационного номера детали и серийного номера оборудования, для которого она предназначена. Упакованное оборудование должно отгружаться с двумя упаковочными листами, один из которых находится внутри транспортировочного контейнера (ящика), а второй прикрепляется к его наружной поверхности.
8.4.6 Одна копия стандартного руководства по эксплуатации должна поставляться в комплекте с отгружаемым оборудованием (упаковывается и отгружается вместе с ним).
8.4.7 Поставщик должен обеспечить заказчика инструкциями по хранению оборудования и необходимым мерам по его сохранности до пуска в эксплуатацию.
Примечание — ГОСТ 31252 (ИСО 3740)^ может быть использован для разработки процедуры измерений.
8.4.8 Горизонтальные насосные агрегаты должны отгружаться в сборе с установленными на общей раме приводными механизмами и всеми вспомогательными устройствами. Если по условиям договора насос и привод поставляются на раздельных рамах, то отгрузка должна производиться
1) См. также [6] и [7].
85
ГОСТ 32601—2022
аналогичным образом. Проставки муфт с их крепежом, а также другие детали, которые поставщик рекомендует снять при транспортировке, должны быть упакованы в отдельные ящики, промаркированы и прочно закреплены на раме агрегата.
8.4.9 Приводы для вертикальных насосов и горизонтальные приводы массой более 200 кг (450 фунтов) после заводского контрольного монтажа и центровки допускается демонтировать и поставлять отдельно, но в одной партии с насосом. Двухкорпусные вертикальные насосы допускается транспортировать с демонтированным внешним корпусом.
8.4.10 При необходимости отдельной поставки других основных узлов и деталей, требуется предварительное согласие заказчика.
8.4.11 Металлические сетчатые фильтры должны быть очищены перед отгрузкой. Фильтры с неметаллическими фильтрующими элементами должны поставляться в неиспользованном состоянии.
8.4.12 Применяемые для консервации насосов при отгрузке ингибиторы коррозии должны быть растворимы в масле и совместимы со всеми перекачиваемыми средами.
9 Дополнительные требования к отдельным типам насосов
9.1 Одноступенчатые консольные насосы
9.1.1 Горизонтальные консольные насосы (тип ОН2)
9.1.1.1 Применение задних опор корпуса подшипников не разрешается. Исключение из этого требования может быть сделано для холодных насосов (с температурой перекачиваемой среды ниже 80 °C) с одобрения заказчика.
9.1.1.2 Расстояние между концами валов насоса и привода должно быть достаточным для демонтажа проставки муфты и выемной консоли насоса (кронштейна подшипников в сборе с валом, задней крышкой корпуса, торцевым уплотнением и рабочим колесом) без демонтажа привода, корпуса насоса и полумуфт.
• 9.1.1.3 Если оговорено в договоре, то индекс жесткости вала должен быть рассчитан поставщиком согласно разделу К.1 (приложение К), и указан в технической спецификации насоса.
Требования к конструкции роторов консольных насосов изложены в нескольких частях данного стандарта. В разделе К.1 (приложение К) эти требования перечислены, и представлены стандартные методики расчета индекса жесткости вала, которые могут быть использованы для оценки и сравнения этого параметра.
9.1.2 Вертикальные консольные насосы с патрубками в линию (тип ОНЗ)
9.1.2.1 В нижней части корпуса насоса должна быть сделана плоская опорная поверхность для обеспечения устойчивости насоса, если он ставится без дополнительных поддерживающих опор на монтажной площадке или фундаменте. Отношение высоты центра тяжести насосного агрегата к ширине опорной поверхности не должно превышать 3:1. Устойчивость должна обеспечиваться либо конструкцией корпуса насоса, либо использованием постоянной опорной рамы.
9.1.2.2 Конструкция насоса должна быть рассчитана либо на установку насоса без закрепления на фундаменте и его перемещение вместе с всасывающим и нагнетательным трубопроводами, либо на установку насоса с креплением анкерными болтами к монтажной раме или к фундаменту.
Нагрузка на патрубки насоса может увеличиться, если агрегат закреплен на фундаменте анкерными болтами. В этом случае необходимо обратить особое внимание на конструкцию трубопроводов.
9.1.2.3 Для того, чтобы жидкость не собиралась на крышке корпуса насоса или внутри стенок опоры привода (фонаря), должно быть предусмотрено дренажное резьбовое отверстие с условным проходом не менее DN 15 (NPS 1/2).
9.1.2.4 Для исключения накопления газовой пробки в насосе и/или его камере уплотнения должна быть обеспечена возможность постоянного вытеснения газа через отверстие либо в камере уплотнения, либо в трубопроводе промывки уплотнения. Это отверстие должно находиться в наивысшей точке полости. Системы ручного выпуска могут быть применены с одобрения заказчика.
Если вытеснение газа в атмосферу неприемлемо (например, по правилам безопасности), линия выпуска должна быть выведена в технологический трубопровод в точке выше уровня камеры уплотнения.
9.1.2.5 Расстояние между концами валов насоса и привода должно быть достаточным для демонтажа проставки муфты и выемной консоли насоса (кронштейна подшипников в сборе с валом, задней крышкой корпуса, торцевым уплотнением и рабочим колесом) без демонтажа привода, корпуса насоса и полумуфт.
86
ГОСТ 32601—2022
• 9.1.2.6 Если оговорено в договоре, агрегат должен быть укомплектован устройством, позволяющим поднять и вывести выемную часть насоса из опорного корпуса привода наружу без демонтажа привода.
9.1.2.7 Применение консистентной смазки подшипников допускается с одобрения заказчика (см. 6.11.4). При этом стабильная температура корпуса подшипников при работе не должна превышать 82 °C (180 °F) при температуре окружающей среды до 43 °C (110 °F). Используемые консистентные смазки должны подходить для работы при указанной температуре.
9.1.2.8 Приводы должны быть отцентрованы на предприятии поставщика перед отгрузкой.
9.1.3 Насосы со встроенным мультипликатором (тип ОН6)
9.1.3.1 Рабочее колесо должно устанавливаться со шпонкой или шлицами непосредственно на выходной вал мультипликатора.
9.1.3.2 В насосах со встроенным мультипликатором для демонтажа ротора и торцевых уплотнений может потребоваться демонтаж привода.
9.1.3.3 Тип рабочего колеса должен выбираться в соответствии с параметрами применения. Применяются открытые, полуоткрытые и закрытые рабочие колеса.
• 9.1.3.4 Необходимость выполнения расчета изгибных колебаний ротора должна определяться в соответствии с 9.2.4.1. Расчет изгибных колебаний требуется только для уникальных или новых моделей насосов или при критических применениях.
Примечание — Расчет критических частот изгибных колебаний имеет важное значение для насосов типа ОН6. Как правило, в процессе своего развития эти насосы были тщательно изучены, и типовые расчеты ро-тор-динамики уже имеются и применимы к серийным насосам.
9.1.3.5 Должны использоваться цельные (не составные) гидродинамические радиальные подшипники.
• 9.1.3.6 Термометры и манометры, устанавливаемые непосредственно на мультипликаторе, должны соответствовать национальным стандартам государств, принявших настоящий стандарт^*, за исключением того, что диаметр циферблатов должен быть 50 мм (2 дюйма). Если оговорено в договоре, то для термометров должны быть предусмотрены цельные демонтируемые резьбовые карманы. Альтернативные стандарты и технические требования могут использоваться с одобрения заказчика.
9.1.3.7 Шнеки, рабочие колеса и аналогичные основные вращающиеся детали должны быть динамически отбалансированы в соответствии с классом G2.5 по ГОСТ ИСО 1940-1, или до остаточного уровня дисбаланса 7 г-мм (0,01 унций-дюйм), в зависимости от того, какое из двух значений больше. Масса балансировочной оправки не должна превышать массу балансируемой детали. Вибрация насоса, измеренная в процессе параметрических испытаний, не должна превышать значений, указанных в таблице 8.
9.2 Двухопорные горизонтальные насосы (типы ВВ1, ВВ2, ВВЗ и ВВ5)
9.2.1 Корпуса, работающие под давлением
9.2.1.1 Корпуса с осевым разъемом должны иметь прокладку главного разъема из композитного листового материала или соединение «металл по металлу». В техническом предложении поставщика должно быть указано, какая прокладка или какое соединение используется.
9.2.1.2 Насосы, работающие при температуре перекачиваемой среды ниже 150 °C (300 °F), допускается устанавливать на лапах.
9.2.1.3 Верхняя половина корпуса насосов с осевым разъемом должна иметь промаркированные проушины для ее подъема. Методы подъема насоса в сборе, а также агрегата в сборе должны быть приведены поставщиком в документации на насос (см. 10.2.2.1 и приложение L).
• 9.2.1.4 Конструкция приварных патрубков насоса должна быть согласована с заказчиком, включая: конструкции и размеры сварных швов, сварочные материалы, процедуры термообработки до и после сварки, если это оговорено в договоре.
• 9.2.1.5 Поставщик должен сообщить заказчику минимальную длину требуемых к установке на месте эксплуатации монтажных катушек, облегчающих обслуживание насосов, имеющих фрезерованные посадочные поверхности под присоединение всасывающего и нагнетательного трубопроводов непосредственно на корпусе насоса. Монтажные катушки должен поставлять заказчик.
1) См. также [63].
87
ГОСТ 32601—2022
Примечание — Наличие переходных монтажных (трубных) катушек устраняет необходимость демонтажа больших участков трубопроводов при демонтаже корпуса насоса для ремонта.
9.2.2 Роторы
9.2.2.1 Каждое рабочее колесо многоступенчатого насоса необходимо фиксировать от перемещения в осевом направлении под действием расчетных гидравлических осевых сил с помощью ступеньки на валу или разрезного стопорного кольца.
9.2.2.2 Роторы с рабочими колесами со скользящей посадкой на валу должны иметь конструкцию, ограничивающую перемещение рабочих колес в противоположном действию расчетных гидравлических осевых сил направлении до величины не более 0,75 мм (0,030 дюйма).
• 9.2.2.3 Если оговорено в договоре, то роторы с рабочими колесами с посадкой на валу с натягом также должны иметь конструкцию, ограничивающую перемещение рабочих колес в противоположном действию расчетных гидравлических осевых сил направлении до величины не более 0,75 мм (0,030 дюйма).
9.2.2.4 Биение валов и роторов в сборе, измеренных при установке на V-образные блоки или ролики, которые расположены вблизи мест радиальных подшипников, должно находиться в пределах, указанных в таблице 17.
Таблица 17 — Требования по биениям вала и ротора
Индекс жесткости вала Ff1>' 2\ мм2 (дюйм2) | Допустимое биение вала, ППИ (TIR), мкм (дюйм) | Посадка детали на валу | Допустимое радиальное биение ротора ППИ (TIR)3\ мкм (дюйм) |
> 1,9 х Ю9 (> 3,0 х Ю6) | 40 (0,0015) | С зазором | 90 (0,0035) |
С натягом | 60 (0,0025) | ||
<1,9 х Ю9 (<3,0 х Ю6) | 25 (0,0010) | С зазором | 75 (0,0030) |
С натягом | 50 (0,0020) | ||
1) Индекс жесткости вала F^ вычисляют по формуле: Ff = L4/D2, где L — длина вылета вала между подшипниками; D — диаметр вала (наибольший) под рабочим колесом. 2) Индекс жесткости вала Ff непосредственно связан с величиной статического прогиба вала в его штатных опорах, и поэтому он характеризует величину измеряемых биений в процессе изготовления и степень балансировки, которую можно достигнуть и поддерживать. 3) Биение втулок рабочих колес, втулок ротора и разгрузочного барабана. | |||
9.2.3 Рабочие зазоры
9.2.3.1 Сменные втулки корпуса и межступенчатые втулки на валу, либо равноценные им по назначению детали, должны быть установлены во всех промежутках между ступенями насоса.
9.2.3.2 Рабочие зазоры в деталях для разгрузки осевых сил, действующих на ротор, а также в деталях, работающих как внутренние опорные подшипники на перекачиваемом продукте, могут соответствовать нормативной документации изготовителя, при условии, что эти зазоры указаны в техническом предложении на насос как исключения из требований 6.7.4 настоящего стандарта, и согласованы с заказчиком. Если предлагаемые поставщиком зазоры определены на основе комбинаций материалов, обладающих лучшими характеристиками по износостойкости по сравнению со стандартными материалами, то подтверждающие это данные должны быть включены в техническое предложение.
9.2.4 Динамика
9.2.4.1 Анализ изгибных колебаний
9.2.4.1.1 В зависимости от конструкции насоса, первая или вторая изгибная «мокрая» критическая частота многоступенчатых и высокоскоростных насосов может совпадать с рабочей частотой вращения ротора, в особенности при увеличении внутренних зазоров в насосе в результате износа. Анализ изгибных колебаний может предсказать, возможно ли такое совпадение критической и рабочей частот вращения ротора и будет ли в этом случае вибрация допустимой.
9.2.4.1.2 Если заказчик не требует иное, то необходимость выполнения анализа изгибных колебаний ротора насоса определяется в соответствии с алгоритмом, приведенным в таблице 18.
88
ГОСТ 32601—2022
Таблица 18 — Алгоритм принятия решения о необходимости выполнения анализа изгибных колебаний ротора
Шаг | Действие |
1 | Спроектируйте насос |
2 | Существует ли аналогичный (см. 3.1) или идентичный согласно (см. 3.9) насос? Если «да», то перейдите к шагу 5 Если «нет», то перейдите к шагу 3 |
3 | Является ли ротор классически жестким (см. 3.14)? Если «да», то перейдите к шагу 5 Если «нет», то перейдите к шагу 4 |
4 | Требуется анализ изгибных колебаний |
5 | Анализ изгибных колебаний не требуется |
• 9.2.4.1.3 Если заказчик требует проведения анализа изгибных колебаний или небходимость в нем существует в соответствии с 9.2.4.1.2, то расчет должен быть выполнен и его результаты оценены в соответствии с разделом 1.1 (приложение I).
9.2.4.2 Балансировка ротора
9.2.4.2.1 Роторы следующих категорий должны быть динамически отбалансированы в двух плоскостях на пониженной частоте вращения до соответствия классам балансировки, указанным в таблице 19:
- многоступенчатые насосы (три или более ступеней);
- одноступенчатые и двухступенчатые насосы, у которых максимальная постоянная рабочая частота вращения превышает 3800 об/мин.
9.2.4.2.2 Последовательность действий по сборке и балансировке ротора должна соответствовать ГОСТ 31320^. При балансировке на роторе не должны быть установлены полумуфта насоса или вращающиеся детали торцевых уплотнений.
В таблице 19 указан класс балансировки G2.5 по ГОСТ ИСО 1940-1 для всех роторов с посадкой рабочих колес с натягом и частотой вращения до 3800 об/мин. Это требование основывается на следующих двух предпосылках:
- при частоте вращения ротора 3800 об/мин верхний предел балансировки по классу G2.5 создает силу, соответствующую дисбалансу в 10 % от веса ротора. Это означает, что дисбаланс не оказывает существенного влияния на форму ротора в рабочем состоянии;
- в случае гибких роторов с высоким значением индекса жесткости вала (см. таблицу 17), нецелесообразно достигать и поддерживать высокую прямолинейность ротора, требуемую для балансировки до класса G1.
9.2.4.2.3 Эксцентриситет массы, связанный с балансировкой класса G1, очень мал; его максимальное значение составляет 2,5 мкм (0,00010 дюйма) при частоте вращения ротора 3800 об/мин. Это приводит к следующим последствиям:
- нецелесообразно осуществлять балансировку деталей лучше, чем это требуется классом G2.5 (см. 6.9.4.1), поскольку балансировочная оправка неизбежно смещается при монтаже балансируемой детали;
- может оказаться невозможным сохранить класс балансировки, если ротор смещается от первоначального положения на балансировочном стенде, либо после разборки и повторной сборки ротора. Однако обычно всегда можно провести контроль остаточного дисбаланса для определения точности балансировки.
9.2.4.2.4 При балансировке роторов все пустые шпоночные пазы должны заполняться полушпонками.
9.2.4.2.5 Если ротор балансируют в сборе, то должен быть проверен остаточный дисбаланс. Контроль следует проводить после заключительной балансировки ротора с использованием процедуры, указанной в соответствующем приложении J. Расположение и вес всех полушпонок, используемых в процессе заключительной балансировки собранного ротора, должны быть указаны на эскизе ротора, приложенном к отчету по балансировке в соответствии с приложением J.
1) См. также [72].
89
ГОСТ 32601—2022
Таблица 19 — Требования к балансировке ротора
Посадка детали на валу | Максимальная постоянная рабочая частота вращения, об/мин | Индекс жесткости вала, L4ID2, мм2 (дюйм2) | Процедура балансировки ротора 2) | Класс балансировки ротора |
С зазором | До 38001> включ. | Без ограничений | С | _3) |
С натягом | До 3800 включ. | Без ограничений | С + В или D | G2.5 (8W/n)4) |
То же | Более 3800 | До 1,9 ■ 109 включ. 3,0 • 106 | С + В или D | G1 (4W/n)4)’5) |
0 С учетом 5 %-ного допуска на возможное увеличение частоты вращения. 2) См. ГОСТ 31320 или [72]. 3) Корректировка балансировки в процессе сборки нецелесообразна, поскольку при посадке с зазором скорректированная балансировка не сохраняется. 4) Соответствует примерно среднему классу качества балансировки по соответствующему классу ГОСТ ИСО 1940-1. 5) Если при частотах вращения более 3800 об/мин используются гибкие роторы с высоким индексом жесткости вала, достижение и сохранение такого класса балансировки требует особого внимания к конструкции, изготовлению и техобслуживанию насоса. | ||||
Примечание — Требования по биению ротора даны в таблице 17. | ||||
9.2.5 Подшипники и корпуса подшипников
9.2.5.1 Если насосы поставляются с гидродинамическими радиальными подшипниками скольжения, то подшипники должны соответствовать требованиям 9.2.5.1.1—9.2.5.1.4.
9.2.5.1.1 Подшипники должны быть разъемными для облегчения сборки, с точной внутренней посадкой, типа втулок скольжения или вкладышей скольжения, с баббитовыми сменными втулками или вкладышами на стальной основе. Подшипники должны иметь штифты от проворота и фиксироваться в осевом направлении от перемещения.
9.2.5.1.2 Втулки, вкладыши и детали их крепления должны устанавливаться в корпусах подшипников с осевым разъемом и должны заменяться без демонтажа любой части корпуса насоса и демонтажа полумуфты.
9.2.5.1.3 Подшипники должны быть спроектированы так, чтобы конструктивно исключить возможность их неправильной установки в обратном направлении или верхней стороной вниз.
9.2.5.1.4 Если материал, из которого изготовлен вал, содержит более 1,0 % хрома, а линейная скорость поверхности вала под подшипником превышает 20 м/с (65 футов/с), то шейка вала под подшипником должна иметь твердое хромирование, или иное твердое покрытие, или втулку из углеродистой стали.
Примечание — Данное требование необходимо, чтобы избежать повреждения подшипника вследствие «наволакивания» материала вала.
9.2.5.2 Гидродинамические упорные подшипники скольжения должны соответствовать требованиям 9.2.5.2.1—9.2.5.2.5.
9.2.5.2.1 Упорные подшипники должны иметь сегменты из стали, покрытой антифрикционным слоем баббита. Подшипники должны быть рассчитаны на одинаковую максимально допустимую нагрузку в обоих направлениях. Отклонения от этого требования допускаются в обоснованных случаях с одобрения заказчика. Подшипники должны быть спроектированы для работы с постоянной принудительной масляной смазкой под давлением. Упорные сегменты подшипников с обеих сторон должны быть плавающего типа и иметь функцию самоустановки для автоматического выравнивания нагрузки между сегментами при незначительной разнице в толщине сегментов.
9.2.5.2.2 Упорные диски должны быть заменяемыми. Они должны устанавливаться на вал с натягом для предотвращения вибрации и фиксироваться от осевых перемещений.
9.2.5.2.3 Шероховатость поверхности с обеих сторон упорного диска не должна превышать 0,4 мкм Ra (16 микродюймов). После установки упорного диска на вал, осевые биения на любой стороне диска не должны превышать 13 мкм ППИ (0,0005 дюйма TIR).
90
ГОСТ 32601—2022
9.2.5.2.4 Упорные подшипники скольжения должны быть рассчитаны на максимальную постоянную нагрузку (см. 6.10.1.2). При этой нагрузке и соответствующей частоте вращения должны быть выполнены следующие требования:
а) минимальная толщина масляной пленки: 8 мкм (0,0003 дюйма);
Ь) максимальное удельное давление (нагрузка, деленная на площадь): 3500 кПа (35 бар; 500 psi);
с) максимальная расчетная температура поверхности баббита: 130 °C (265 °F).
• Если оговорено в договоре, то подбор упорного подшипника скольжения должен быть согласован с заказчиком.
Вышеуказанные требования должны выполняться при коэффициенте запаса 2 или более, для максимальной несущей способности подшипника. Расчетная максимальная температура поверхности баббита является конструктивным значением и не является в этих условиях реальной температурой баббита. Для подшипников, которые отвечают приведенным выше критериям, допустимые значения температуры металла при проведении испытаний на стенде изготовителя и в эксплуатационных условиях следующие (см. 6.10.2.4):
- при испытаниях на воде на стенде изготовителя насоса, а также при эксплуатации в штатном рабочем режиме [см. перечисление с) 8.3.3.5]: 93 °C (200 °F);
- аварийная уставка или сигнал на отключение насоса в условиях эксплуатации: 115 °C (240 °F).
9.2.5.2.5 Упорные подшипники скольжения должны быть сконструированы так, чтобы имелась возможность выполнить аксиальную центровку положения ротора в корпусе и установить предварительные зазоры или предварительное нагружение подшипника.
9.2.5.3 Если температура масла на входе в корпус подшипника превышает 50 °C (120 °F), то должно быть уделено особое внимание конструкции подшипников, расходу масла и допустимому повышению температуры. Условия выхода потока масла из упорных подшипников скольжения должны соответствовать рекомендациям изготовителя подшипников для используемого типа подшипника и метода смазки. Соединения для подачи масла на корпусах подшипников должны соответствовать 7.5.
9.2.5.4 Корпуса подшипников с осевым разъемом должны иметь соединение «металл по металлу». Половины корпуса подшипника должны центрироваться с помощью цилиндрических штифтов. Конические штифты также допускаются в технически обоснованных случаях.
9.2.6 Смазка
• 9.2.6.1 Если оговорено в договоре или рекомендовано поставщиком и одобрено заказчиком, должна быть поставлена система принудительной смазки для подачи масла под давлением в подшипники насоса и привода, а также в любые другие механизмы насосного агрегата, включая мультипликаторы.
9.2.6.2 Внешние системы подачи принудительной смазки под давлением должны соответствовать требованиям национальных стандартов государств, принявших настоящий стандартах На рисунке В.8 и в таблице В.1 (приложение В) показана типовая схема системы принудительной смазки, в минимально допустимой комплектации, допускаемой настоящим стандартом. Допускаются иные конструкции системы принудительной смазки с одобрения заказчика.
9.2.6.3 Если масло подается из общей маслосистемы в несколько механизмов насосного агрегата (например, в насос, мультипликатор и привод), то характеристики масла должны подходить для всех этих механизмов. Поставщик, несущий комплексную ответственность за поставку всего насосного агрегата, должен получить одобрение заказчика и субпоставщиков механизмов насосного агрегата в отношении выбранного масла.
Примечание — Типичными смазочными материалами, используемыми в общих смазочных системах, являются минеральные (углеводородные) масла, соответствующие классам вязкости 32—68 по ГОСТ 174 79.3.
• 9.2.6.4 Если оговорено в договоре, то система смазки под давлением должна соответствовать международным требованиям1^. К такой системе смазки должна прилагаться полная техническая спецификация.
9.2.7 Испытания
9.2.7.1 Для насосов с подшипниками с принудительной смазкой под давлением, масло испытательного стенда и все компоненты системы смазки на испытательном стенде после фильтров должны отвечать требованиям к чистоте смазки, установленным в национальных стандартах государств, принявших настоящий стандартах Альтернативные стандарты и технические требования могут использоваться с одобрения заказчика.
1) См. также [63].
91
ГОСТ 32601—2022
9.2.7.2 Во время стендовых испытаний насосов с принудительной смазкой под давлением подача масла в каждый корпус подшипника должна измеряться и регистрироваться.
9.2.7.3 При проведении стендовых испытаний должны использоваться все штатные датчики вибрации и преобразователи, входящие в объем поставки насосного агрегата. Если датчики вибрации не поставляются поставщиком или поставляемые датчики оказываются несовместимыми с аппаратурой испытательного стенда поставщика, то для считывания данных должны использоваться датчики, преобразователи и считывающие устройства испытательного стенда поставщика, отвечающие требованиям ГОСТ 6134^. Уровень вибрации, измеренный такими приборами, должен быть главным критерием для приемки или отбраковки насоса (см. 6.9.3.6).
9.2.7.4 С одобрения заказчика, двухопорные одноступенчатые насосы с рабочим колесом двустороннего входа могут быть собраны для испытаний с противоположным расположением приводного конца вала по сравнению с указанным в договоре. После окончательной сборки агрегата с требуемым взаимным расположением насоса и двигателя относительно друг друга, повторное испытание не требуется. В случае наличия у изготовителя указанной потребности, поставщик должен указать об этом в своем техническом предложении.
Примечание — Такая потребность может возникнуть в связи с ограничениями по конфигурации трубной обвязки испытательного стенда изготовителя.
• 9.2.7.5 Если оговорено в договоре, то гидродинамические подшипники должны быть демонтированы, осмотрены заказчиком или его представителем, и вновь установлены в насос после завершения параметрических испытаний.
9.2.8 Подготовка к отгрузке
9.2.8.1 Если заказаны запасной ротор или картридж ротора в сборе, то они должны быть подготовлены для хранения в необогреваемом помещении в течение 3 лет. Такая подготовка должна включать обработку антикоррозионными средствами, а также наличие упаковки, защищающей от влаги, с медленно испаряющимся ингибитором коррозии. Ротор или картридж ротора в сборе должны быть упакованы в ящик соответствующей конструкции, в зависимости от способа отгрузки. Между ротором и его опорой в ящике должен быть проложен упругий материал (но не свинец или фторопласт), толщиной не менее 3 мм (0,12 дюйма); опоры ротора в ящике не должны находиться в местах установки подшипников ротора. Ротор внутри картриджа в сборе должен быть закреплен для предотвращения перемещения внутри статора.
• 9.2.8.2 Если оговорено в договоре, то запасные роторы и картриджи роторов в сборе должны быть подготовлены для хранения в вертикальном положении. Ротор должен поддерживаться в вертикальном положении за муфтовый конец при помощи приспособления, рассчитанного на нагрузку, в 1,5 раза превышающую вес ротора, без повреждения вала. Картридж ротора в сборе должен поддерживаться в вертикальном положении крышкой корпуса (с ротором, выступающим из упорного подшипника).
• 9.2.8.3 Если оговорено в договоре, то должен быть предоставлен контейнер для отгрузки и хранения, предназначенный для хранения ротора или картриджа ротора в вертикальном положении.
• 9.2.8.4 Если оговорено в договоре, то контейнер для отгрузки и хранения должен допускать возможность его заполнения инертным газом на время хранения.
9.3 Вертикальные полупогружные насосы (типы VS1—VS7)
9.3.1 Общие положения
9.3.1.1 Оговоренное давление нагнетания насоса должно быть обеспечено в месте присоединения патрубка нагнетательной линии заказчика. Гидравлические характеристики насоса должны быть откорректированы с учетом статических и динамических потерь в колонне насоса. Графики гидравлических характеристик насоса должны предоставляться с указанием внесенных поправок.
9.3.1.2 Для вертикальных полупогружных насосов допускается конструкция корпуса подшипников, при которой для замены подшипников необходимо демонтировать или переместить привод или его опору.
9.3.2 Корпуса, работающие под давлением
9.3.2.1 Для корпусов ступеней с посадкой по направляющему выступу, не требуются отжимные болты и установочные штифты корпуса.
1> См. также [28].
92
ГОСТ 32601—2022
9.3.2.2 Насосы должны иметь линии выпуска из внешнего корпуса и камеры торцевого уплотнения.
9.3.2.3 Составным корпусам, сконструированным с использованием только уплотнительных колец круглого сечения, не требуется иметь конструкцию фланцевых соединений и крепежа, предусматривающую применение спирально-навитых прокладок (см. 6.3.10).
9.3.3 Роторы
9.3.3.1 Все валы насосов должны быть механически обработаны или шлифованы по всей длине. Полные биения вала по индикатору, ППИ (TIR), не должны превышать 40 мкм на метр длины вала (0,0005 дюйма на фут), но не более 80 мкм (0,003 дюйма) на всю длину вала.
Для насосов с валами длиной более 4500 мм (177 дюйма) допускается, чтобы поставщик предложил на согласование заказчику другое значение предельно допустимого биения, свыше 80 мкм (0,003 дюйма).
9.3.3.2 Валы насосов должны быть цельными, если с заказчиком не согласовано иное (составные валы могут потребоваться из-за слишком большой общей длины вала или ограничений габаритов при транспортировании).
9.3.4 Быстроизнашиваемые детали и рабочие зазоры
9.3.4.1 Сменные втулки щелевых уплотнений корпуса должны быть установлены во всех межступенчатых переходах и других местах с узкими рабочими зазорами. При этом перепад давления в этих переходах и свойства перекачиваемой среды (например, загрязненная или не обладающая смазывающими свойствами среда) должны определять необходимость установки ответных втулок щелевых уплотнений вала.
9.3.4.2 Размеры рабочих зазоров, установленные в 6.7.4, не относятся к зазорам втулок щелевых уплотнений. Используемые рабочие зазоры должны быть указаны в техническом предложении и одобрены заказчиком.
9.3.4.3 Насосы с полуоткрытыми рабочими колесами при работе в эрозионной перекачиваемой среде должны оснащаться сменными внутренними деталями, защищающими корпус насоса от эрозии.
9.3.5 Динамика
• Если оговорено в договоре, то поставщик должен представить результаты анализа ротор-ди-намики насоса и его опорной структуры для подтверждения приемлемости конструкции. Заказчик и поставщик должны согласовать объем и метод анализа, а также критерии приемки.
Вертикальные полупогружные насосы обычно являются гибкими конструкциями, с рабочими частотами вращения, находящимися между собственными резонансными частотами. Соответственно, такие насосы могут быть подвержены резонансной вибрации в том случае, если в процессе проектирования не была проверена отстройка рабочей частоты вращения от собственных резонансных частот. Основные детали конструкции, подверженные вибрации, обычно включают: опору—основание насоса, корпус насоса и опорный корпус электродвигателя. Данные по основанию насоса не всегда имеются при проведении расчетов, но обычно амплитуда смещения опоры-основания при вибрации составляет менее 5 % от амплитуды смещения элементов конструкции. Если при проведении анализа данные по основанию отсутствуют, должно использоваться согласованное значение амплитуды вибрации опоры-основания. Как правило, отстройка рабочей частоты вращения вертикального полупогружного насоса от собственных резонансных частот опорного корпуса его электродвигателя должна быть не менее 20 %.
9.3.6 Втулки и подшипники
9.3.6.1 Втулки должны быть коррозионно-стойкими и износостойкими для указанных в спецификации перекачиваемой среды и рабочей температуры. Максимальное расстояние между втулками вала должно соответствовать рисунку 37, чтобы первая критическая частота ротора была больше постоянной рабочей частоты вращения.
9.3.6.2 Упорные подшипники, встроенные в привод, должны отвечать требованиям 7.1.8. Упорные подшипники и их корпуса, встроенные в насос, должны отвечать применимым требованиям согласно 6.10. Чтобы обеспечить регулировку осевого положения ротора и смазку маслом, упорный подшипник должен устанавливаться путем посадки с натягом на втулке, имеющей скользящую посадку на валу и шпонку.
9.3.6.3 У всех насосов, за исключением дренажных насосов типа VS4, рабочее колесо первой ступени должно размещаться между втулками.
93
ГОСТ 32601—2022
Примечание — Хотя размещение рабочего колеса первой ступени между втулками обеспечивает хорошую радиальную опору ротора, для некоторых применений (например, для дренажных насосов) могут потребоваться улучшенные характеристики всасывания, достигаемые при консольном размещении рабочего колеса первой ступени.
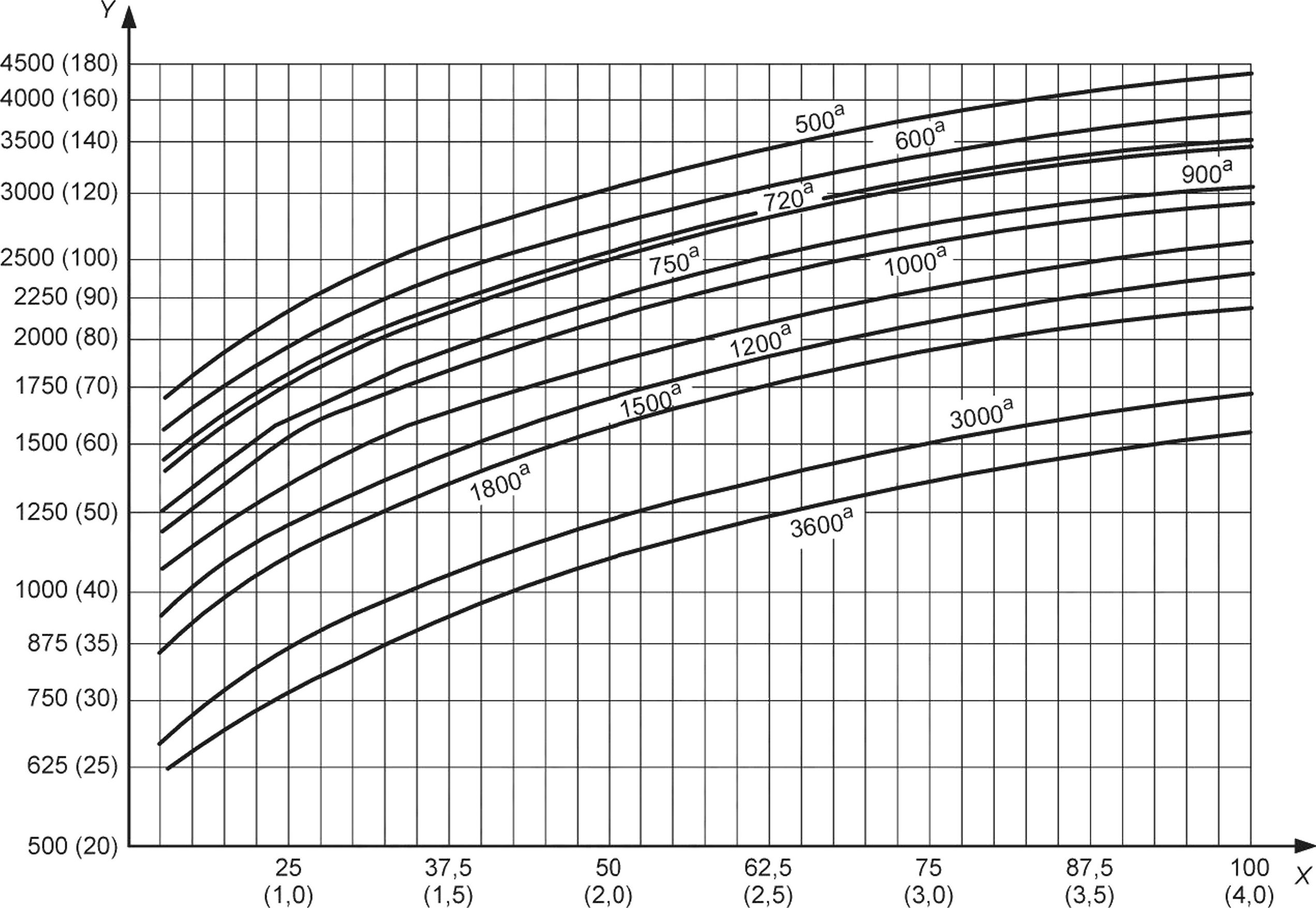
X — диаметр вала, мм (дюймы); У— максимальное расстояние между втулками, мм (дюймы); а — Графики для различных частот вращения, об/мин
Рисунок 37 — Максимальное расстояние между втулками вала
9.3.7 Смазка
Втулки вала в вертикальных насосах обычно смазываются перекачиваемой средой. Если перекачиваемая среда не подходит для смазки, то поставщик должен предложить альтернативную схему смазки.
9.3.8 Вспомогательные устройства
9.3.8.1 Приводы
9.3.8.1.1 Насосы и электродвигатели, которые могут быть повреждены при вращении в обратную сторону, должны оснащаться нереверсивным храповым механизмом или другим устройством, одобренным заказчиком, для предотвращения вращения в обратную сторону.
9.3.8.1.2 Если заказчик не требует иное, то электродвигатели для вертикальных насосов должны иметь цельные валы {т. е. изготовленные не из трубы). Если упорные подшипники встроены в электродвигатель, то электродвигатель должен соответствовать требованиям на допуски для взаимного расположения вала и опорной поверхности, показанным на рисунке 36.
9.3.8.2 Муфты и их защитные ограждения
9.3.8.2.1 Торцы соединительных муфт валов должны быть перпендикулярными к их осям с точностью 0,1 мкм на один мм (0,0001 дюйма на дюйм) диаметра торца, или 13 мкм (0,0005 дюйма) полного торцевого биения по индикатору, ППИ (TIR), в зависимости от того, какая из этих величин больше.
9.3.8.2.2 Вертикальные насосы без встроенного упорного подшипника должны иметь жесткую регулируемую муфту для соединения насоса с валом привода.
94
ГОСТ 32601—2022
9.3.8.2.3 В вертикальных насосах, оснащенных жесткими муфтами и торцевыми уплотнениями, муфта должна иметь проставку. Длина проставки должна быть достаточной для замены торцевого уплотнения в сборе, включая втулку уплотнения, без демонтажа привода.
9.3.8.3 Опорные плиты
• 9.3.8.3.1 Если оговорено в договоре, то опорная плита двухкорпусного вертикального насоса должна быть разнесена с основным разъемом корпуса и размещена ниже его на достаточном расстоянии, позволяющем использовать сквозное болтовое соединение сварного разъема корпуса 7 (см. рисунок 38). Такая конструкция повышает герметичность соединений корпуса и рекомендуется для особо ответственных и криогенных применений.
9.3.8.3.2 Для каждого узла приводного механизма с массой более 250 кг (500 фунтов) должны быть предусмотрены как минимум четыре горизонтальных регулировочных винта с целью облегчения горизонтальной регулировки положения.
• 9.3.8.3.3 Если оговорено в договоре, то насосы должны оснащаться отдельной, фиксируемой анкерными болтами, фундаментной плитой 4 (см. рисунок 38). Верхняя поверхность такой рамы должна быть механически обработана для установки напорного корпуса, стакана или опорного корпуса двигателя.
9.3.8.3.4 Внешние углы опорной или фундаментной плиты, заливаемой цементным раствором, должны иметь радиус не менее 50 мм в горизонтальной плоскости, как показано на рисунке D.1 (приложение D).
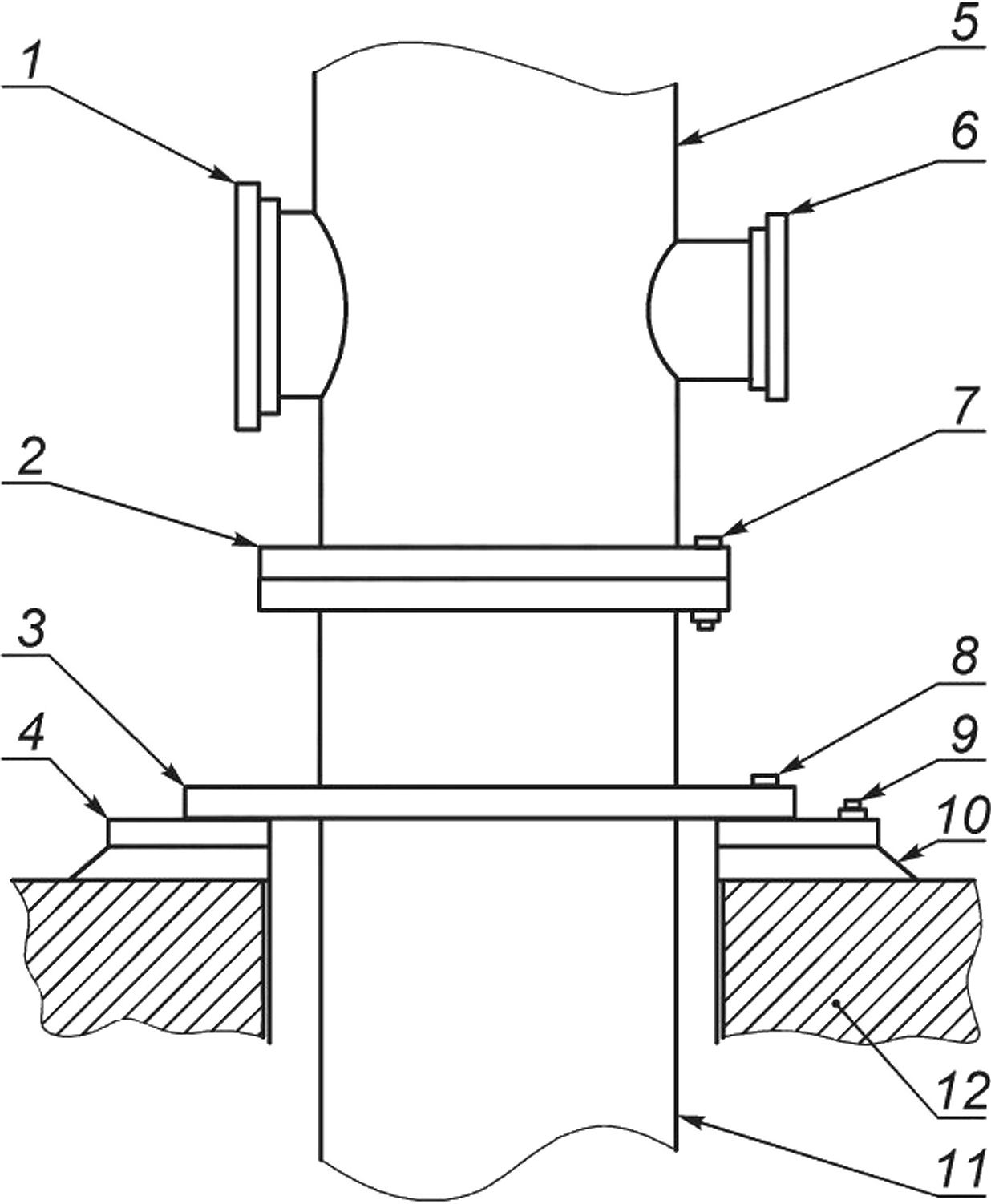
1 — входной патрубок; 2 — основной разъем корпуса; 3 — опорная плита; 4 — фундаментная плита; 5 — напорный корпус; б — нагнетательный патрубок; 7 — сквозное болтовое соединение основного разъема корпуса (классический вариант); 8—болты крепления насоса к фундаментной плите (классический вариант); 9 — анкерные болты (классический вариант);
10 — подливочный раствор; 11 — наружный корпус (стакан); 12 — фундамент
Рисунок 38 — Типовая установка вертикальных полупогружных двухкорпусных насосов (VS6 и VS7) на фундаментной плите
9.3.8.4 Трубная обвязка и принадлежности
Если насосы отгружают с демонтированными торцевыми уплотнениями и приводами, то допускается отгрузка без окончательной сборки трубной обвязки системы уплотнения вала.
9.3.9 Испытания
9.3.9.1 Насосы должны испытываться в полностью собранном виде. Испытания только проточной части насоса [только рабочих колес, установленных в корпусах секций («чашах»)] не рекомендуется.
95
ГОСТ 32601—2022
В случаях, когда проведение испытаний насоса в сборе нецелесообразно, поставщик должен предложить на согласование заказчику альтернативную процедуру испытаний. Для двухкорпусных насосов с приемом во внешнем корпусе, при проведении параметрических испытаний внешний корпус не требуется.
• 9.3.9.2 Если оговорено в договоре, то должны быть проведены ударные испытания на структурный резонанс корпуса насоса/опоры привода. Испытания проводят на насосе, отсоединенном от входного и нагнетательного трубопроводов. Испытания проводятся следующим образом:
- возбуждают колебания структуры насоса путем удара по опоре привода в направлении нагнетательного патрубка;
- определяют собственные частоты по резонансному отклику;
- возбуждают колебания структуры насоса путем удара по опоре привода в направлении под углом 90° к направлению нагнетательного патрубка;
- определяют собственные частоты по резонансному отклику.
Собственные частоты колебаний, определенные таким способом, должны быть как минимум на 10 % ниже, чем минимальная постоянная рабочая частота вращения или как минимум на 10 % выше, чем максимальная постоянная рабочая частота вращения.
9.3.10 Однокорпусные вертикальные полупогружные насосы с направляющими аппаратами (тип VS1) и со спиральным отводом (тип VS2)
9.3.10.1 К деталям, составляющим корпус, работающий под давлением, в насосах VS1 и VS2 относятся: корпуса секций («чаши»), колонна насоса и верхний корпус с нагнетательным патрубком.
Примечание — Корпуса секций («чаши») насосов типа VS1 в материальном исполнении S-6 по настоящему стандарту (см. приложение Н), допускается изготовлять из углеродистой стали, вместо хромистой стали.
9.3.10.2 Линии валов могут быть открытыми или закрытыми (например, трубой). В случае закрытой линии валов, тип смазки радиальных подшипников вала должен согласовываться с заказчиком.
Радиальные подшипники открытой линии валов смазываются перекачиваемой средой. Если перекачиваемая среда не подходит для смазки, то может быть применена закрытая линия валов для обеспечения подачи чистой смазки к радиальным подшипникам вала.
9.3.10.3 Опорная поверхность верхнего корпуса с нагнетательным патрубком должна быть пригодна как для цементирования, так и для установки на механически обработанной фундаментной плите.
9.3.10.4 Если на нагнетательном патрубке насоса устанавливается гибкий трубный компенсатор, то нагрузки на насос должны быть ограничены. Рекомендуется, чтобы поставщик проанализировал предлагаемую схему монтажа и трубной обвязки насоса.
• 9.3.10.5 Если оговорено в договоре, то линия валов должна иметь втулки с твердой поверхностью, установленные на валу под каждой стационарной щелевой втулкой.
9.3.10.6 Если заказчик не требует иное, то для всех типоразмеров колонн насосов должны использоваться цельные крестообразные опоры («пауки») стационарных щелевых втулок, с посадкой в корпусе по направляющим выточкам.
9.3.10.7 Если заказчик не требует иное, то корпуса секций («чаши») должны быть фланцевыми и должны иметь посадку «металл по металлу» по направляющим выточкам.
9.3.11 Однокорпусные вертикальные полупогружные насосы с осевым потоком (тип VS3)
9.3.11.1 К деталям, которые составляют корпус, работающий под давлением, в насосах VS3 относятся: корпуса секций («чаши»), колонна насоса и верхний корпус с нагнетательным патрубком.
9.3.11.2 Если заказчик не требует иное, то для всех типоразмеров колонн насосов должны использоваться цельные крестообразные опоры («пауки») стационарных щелевых втулок с посадкой в корпусе по направляющим выточкам.
9.3.11.3 Корпуса секций («чаши») должны иметь посадку «металл по металлу» по направляющим выточкам.
9.3.12 Однокорпусные вертикальные полупогружные дренажные насосы со спиральным отводом и выходом через отдельную колонну, с трансмиссионным валом (валами) (тип VS4) и с консольным валом (тип VS5)
9.3.12.1 Для насосов VS4 должны быть предусмотрены щелевые втулки, обеспечивающие радиальную поддержку вала и рабочего колеса.
9.3.12.2 Насосы VS5 должны соответствовать следующим требованиям:
а) ротор должен иметь консольный вылет из верхнего подшипникового узла. Нижние радиальные подшипники, погруженные в перекачиваемую среду, не должны применяться;
96
ГОСТ 32601—2022
b) жесткость вала должна ограничивать его полный изгиб без использования щелевых втулок корпуса, так чтобы рабочее колесо не касалось корпуса насоса в наиболее жестких динамических режимах в пределах всего рабочего диапазона насоса, при максимальных значениях диаметра рабочего колеса, частоты вращения и плотности перекачиваемой среды;
с) для насосов VS5 первая «сухая» критическая частота вращения ротора должна превышать как минимум на 30 % максимальную допустимую постоянную частоту вращения;
d) для насосов VS5 полное номинальное биение вала, ППИ (TIR), не должно превышать 50 мкм (0,002 дюйма), при измерении на валу непосредственно над торцевым уплотнением или камерой торцевого уплотнения.
9.3.12.3 В случае применения насосов в открытых дренажных системах, к деталям, которые составляют корпус, работающий под давлением, в насосах VS4 и VS5 относятся: корпус, крышка корпуса и нагнетательная колонна. В случае применения насосов в закрытых дренажных системах, находящихся под избыточным давлением, или при работе с емкостями, находящимися под вакуумом, камера уплотнения, опорная плита насоса и крышка емкости также становятся узлами, работающими под давлением.
9.3.12.4 Для насосов VS4 упорный подшипник должен быть сконструирован для работы либо с консистентной смазкой, либо со смазкой масляным туманом. Втулки радиальных подшипников скольжения могут смазываться водой, консистентной смазкой, которая перекачивается средой, или должны быть самосмазывающимися. Подшипники насосов VS5 должны смазываться консистентной смазкой. Стабильная температура корпуса подшипника не должна превышать 82 °C (180 °F) при условии, что температура окружающей среды не превышает 43 °C (110 °F). Используемые консистентные смазки должны подходить для работы при этой температуре.
9.3.12.5 Торцевые уплотнения обычно не используются в насосах в VS4 и VS5, если только они не требуются по нормам безопасности или для работы в условиях закрытой дренажной системы.
9.3.12.6 Насос должен оснащаться подъемными проушинами для подъема насосного агрегата в сборе, включая привод.
9.3.12.7 Нагнетательный патрубок и опорная плита должны проектироваться в соответствии с 6.3.3. Если насос устанавливается в емкости, то патрубок емкости для монтажа насоса должен быть рассчитан так, чтобы выдерживать максимальные допустимые нагрузки на патрубки насоса (см. 6.5).
9.3.12.8 Для работы в условиях закрытых систем уплотнения опорных плит насосов должны быть герметичными для паров продукта. Конструкция и монтаж таких плит должны быть согласованы между заказчиком и поставщиком.
9.3.12.9 Торцевые уплотнения, если поставляются, должны размещаться в верхнем корпусе насоса для герметизации паров продукта в приемном резервуаре или емкости. Торцевые уплотнения в насосах VS4 и VS5 обычно герметизируют газы (пары перекачиваемой среды); однако они должны проектироваться для работы в жидкости на случай переполнения приемного резервуара или емкости. Камера уплотнения должна иметь линию выпуска в верхней точке.
9.3.12.10 В насосах VS4 и VS5 допускается использовать лопатки на задней поверхности основного диска рабочего колеса в качестве динамического уплотнения, вместо щелевых уплотнительных колец, с целью снижения перетоков позади рабочего колеса.
9.3.12.11 В насосах VS4 и VS5 обычно используют соединительные муфты валов насоса и привода без проставки. Полумуфты должны быть со скользящими посадками на валу. Полумуфты и их шпонки должны крепиться к валу установочными винтами для облегчения заключительной регулировки положения полумуфты.
9.3.13 Вертикальные полупогружные двухкорпусные насосы с направляющими аппаратами (тип VS6) и со спиральными отводами (тип VS7)
9.3.13.1 К работающим под давлением деталям, в насосах VS6 относятся: напорный корпус и наружный корпус (стакан); а в насосах VS7: напорный корпус, включая напорный патрубок, верхняя опорная плита выемной насосной части (при наличии), а также наружный корпус (стакан).
9.3.13.2 Если оговорено в договоре, то корпуса секций («чаши») и труба колонны насоса должны подвергаться гидравлическим испытаниям с давлением испытательной жидкости, как минимум, в 1,5 раза превышающим максимальное дифференциальное давление, развиваемое насосом. Гидравлические испытания должны проводиться в соответствии с требованиями 8.3.2.
9.3.13.3 Возможность полного заполнения наружного корпуса («стакана») должна быть обеспечена путем наличия линии выпуска в его верхней точке.
97
ГОСТ 32601—2022
9.3.13.4 Должна быть обеспечена возможность полного заполнения внутренней полости насоса путем наличия линии выпуска в камере торцевого уплотнения или в трубопроводной обвязке камеры торцевого уплотнения.
9.3.13.5 Если оговорено в договоре, то наружный приемный корпус («стакан») должен иметь дренажную трубу, выходящую на поверхность.
9.3.13.6 В секциях колонн насосов всех типоразмеров должны быть использованы цельные крестообразные опоры («пауки») для статорных опорных втулок с посадкой в корпусе по направляющим выточкам.
10 Информация, предоставляемая поставщиком
10.1 Общие положения
10.1.1 Поставщик должен предоставить заказчику информацию, указанную в 10.2 и 10.3.
10.1.2 Общие данные о поставщике должны быть представлены на всех пересылаемых и сопроводительных письмах, на титульных листах, на титульных надписях или в других заметных местах на чертежах, и должны включать следующие данные:
а) название заказчика/конечного пользователя оборудования;
Ь) номер заказа/проекта;
с) номер технологической позиции и назначение оборудования;
d) номер заказа или запроса заказчика;
е) любую другую идентификацию, установленную в заказе или запросе заказчика;
f) идентификационный номер предложения поставщика, заводской номер заказа, серийный номер или любую другую ссылку, позволяющую однозначно идентифицировать документацию и переписку.
10.1.3 При наличии соответствующего требования заказчика, в течение четырех—шести недель после размещения заказа должно быть проведено координационное совещание, предпочтительно на предприятии поставщика. Если заказчик не требует иное, то поставщик должен подготовить и разослать повестку дня этого совещания, которая должна включать, как минимум, обсуждение следующих вопросов:
а) договор на поставку, объем поставки, разделение ответственности и вопросы, связанные с субпоставщиками;
Ь) опросные листы;
с) применимые технические требования и предварительно согласованные исключения;
d) графики передачи информации, сдачи продукции и проведения испытаний;
е) программа и процедуры обеспечения качества;
f) инспекции, доставка и испытания;
д) схемы и спецификации для вспомогательных систем;
h) взаимное расположение оборудования, трубопроводов и вспомогательных систем;
i) выбор соединительных муфт и их характеристики;
j) определение величины нагрузки на упорный и радиальные подшипники, выбор размеров и конфигурации подшипников;
к) анализ ротор-динамики: расчет критических частот, анализ поперечных и крутильных колебаний; если требуется — анализ колебаний в переходных режимах (эти расчеты обычно требуют 10—12 недель работы);
I) рабочие характеристики оборудования, альтернативные режимы работы, процедуры запуска и остановки, любые ограничения на параметры работы;
т) процедуры и методы анализа пульсаций или вибрации;
п) контрольно-измерительные приборы и устройства управления;
о) определение критических узлов и деталей для анализа напряжений в них; любые другие аспекты конструкции насосов, требующие специального анализа;
р) другая техническая информация.
10.2 Техническое предложение
10.2.1 Общие положения
10.2.1.1 Поставщик должен направить оригинал предложения и установленное количество копий адресату, указанному в запросе заказчика. Предложение должно включать данные, указанные в 98
ГОСТ 32601—2022
10.2.2—10.2.5, а также прямое подтверждение, что насосный агрегат и все его компоненты строго соответствуют настоящему стандарту. В случае каких-либо несоответствий, поставщик должен предоставить список отклонений, в котором подробно описывается и разъясняется каждое отклонение от настоящего стандарта. Описание отклонений должно быть достаточно подробным, позволяющим заказчику оценить любые предложенные альтернативные конструкции. Вся переписка должна быть четко идентифицирована согласно 10.1.2.
10.2.1.2 Рабочие зазоры, размеры которых меньше значений, установленных в таблице 6, должны указываться в предложении как отклонения от настоящего стандарта.
10.2.2 Чертежи
10.2.2.1 В предложении должны быть представлены чертежи, перечисленные в форме «Требования, предъявляемые к данным и чертежам поставщика» (см. пример в приложении L). Как минимум, должны быть предоставлены следующие чертежи:
а) габаритный чертеж или чертеж общего вида насосного агрегата и всех его основных отдельных узлов и механизмов, на котором показаны: направление вращения; расположение и размеры основных присоединений заказчика; общие габариты агрегата; минимальное необходимое пространство вокруг агрегата, требуемое для его обслуживания и ремонта; общий вес; монтажные массы основных узлов и механизмов; максимальный вес узлов и деталей, которые требуется поднимать для обслуживания и ремонта агрегата (указывается для каждого узла и детали, которые требуется демонтировать); точки подъема и методы подъема собранного агрегата; номер стандартной рамы в соответствии с приложением D (если применяется);
Ь) чертежи предлагаемого оборудования в разрезе, показывающие детали конструкции;
с) схемы всех вспомогательных систем, включая систему обвязки торцевых уплотнений, систему подачи масла, схему КИП и управления. Должен быть включен перечень материалов и комплектующих.
10.2.2.2 Если для предложения используются типовые чертежи, схемы и перечни материалов и комплектующих, то они должны быть с поправками, отражающими правильные данные по весу и размерам, а также конфигурацию и объем поставки, соответствующие конкретному предлагаемому оборудованию.
10.2.3 Технические данные
Предложение должно включать в себя следующие данные:
а) опросные листы заказчика с полной дополнительной информацией от поставщика (внесенной в опросные листы, если требуется), а также техническая документация, в которой подробно описывается предлагаемое оборудование;
Ь) прогнозируемые данные по уровню шума (см. 6.1.16);
с) данные и чертежи поставщика по форме, приведенной в приложении L, включая график предоставления поставщиком всех данных, требуемых по договору;
d) график отгрузки оборудования, с отсчетом в неделях от даты размещения заказа;
е) список основных изнашиваемых деталей, с указанием их взаимозаменяемости с деталями других насосных агрегатов, поставляемых в рамках этого же проекта, или уже имеющихся у заказчика;
f) перечень запасных деталей, рекомендуемых для пуска в эксплуатацию и нормального технического обслуживания (см. таблицу 20);
д) перечень специальных инструментов, необходимых для технического обслуживания (см. 7.6.1);
h) описание специальной защиты от атмосферных воздействий и подготовки к эксплуатации в зимних условиях (если применена), необходимой для пуска, эксплуатации и периодов простоя в условиях окружающей среды, установленных в опросных листах заказчика. В этом описании должно быть четко указано, какие меры защиты предприняты поставщиком, и какие меры должны быть предприняты заказчиком;
i) полный перечень требований к расходным материалам и средам, необходимым для эксплуатации насосного агрегата, включая требования к подаче пара, воды, воздуха, инертного газа, электроснабжению, смазочному маслу (включая расход и давление в линии подачи масла, а также тепловую нагрузку, снимаемую маслом). Также должны быть указаны требования к номинальной и потребляемой мощности вспомогательных приводов. Если какие-то из этих данных известны на момент подготовки предложения только приблизительно, то это должно быть указано;
j) описание дополнительных испытаний и контрольных операций для заготовок, как требуется в 8.2.2 или 8.3.4;
к) описание любых специальных требований, указанных в опросных листах заказчика или принятых в соответствии со следующими пунктами настоящего стандарта: 6.1.12, 6.1.13, 6.1.14, 6.3.4,
99
ГОСТ 32601—2022
6.4.3.10, 6.4.3.13, 6.9.3.1, 6.12.1.1, 6.12.1.2, 6.12.1.3, 7.1.4, 7.1.8, 9.2.1.1, 9.2.3.2, Э.2.7.4, 9.3.4.2, 9.3.9.1, 10.2.1.2, 10.2.2.1 и 10.3.4.2;
• I) если оговорено в договоре, референс-лист похожих насосных агрегатов, работающих в похожих условиях;
т) любые ограничения при запуске, остановке или эксплуатации, необходимые для защиты оборудования;
п) расчетный коэффициент быстроходности;
о) существующие ограничения испытательного стенда поставщика, которые могут потребовать установить испытательный привод со стороны, противоположной расположению штатного привода, при испытаниях одноступенчатых насосов с рабочим колесом двухстороннего входа (см. Э.2.7.4);
р) список узлов и деталей, которые могут иметь несколько альтернативных исполнений, и поэтому требуют согласования с заказчиком (см. 6.2).
Таблица 20 — Рекомендуемые запасные части
Деталь | Рекомендуемое количество запасных деталей при следующем количестве идентичных насосов в поставке: | ||||||
1-3 | 4-6 | >7 | 1-3 | 4-6 | 7-9 | >10 | |
Для пусконаладочных работ | Для стандартного технического обслуживания | ||||||
Картридж проточной части в сборе2)’5) | — | — | — | 1 | 1 | 1 | 1 |
Проточная часть в сборе2)’6) | — | — | — | 1 | 1 | 1 | 1 |
Ротор3)-7) | — | — | — | 1 | 1 | 1 | 1 |
Корпус1) | — | — | — | — | — | — | 1 |
Напорный корпус (крышка корпуса с камерой уплотнения) | — | — | — | — | — | — | 1 |
Кронштейн подшипника1) | — | — | — | — | — | — | 1 |
Вал (со шпонками) | — | — | — | 1 | 1 | 2 | л/3 |
Рабочее колесо | — | — | — | 1 | 1 | 2 | л/3 |
Кольца щелевых уплотнений (комплект)8) | 1 | 1 | 1 | 1 | 1 | 2 | л/3 |
Подшипники в сборе, комплект (качения, радиальные)1)’9) | 1 | 1 | 2 | 1 | 2 | л/3 | л/3 |
Подшипники в сборе, комплект (качения, упорные)1) 9) | 1 | 1 | 2 | 1 | 2 | л/3 | л/3 |
Подшипники в сборе, комплект (гидродинамические, радиальные)1)’9) | 1 | 1 | 2 | 1 | 2 | л/3 | л/3 |
Только сегменты и вкладыши подшипников, комплект (гидродинамические, радиальные)1)’9) | 1 | 1 | 2 | 1 | 2 | л/3 | л/3 |
Подшипники в сборе, комплект (гидродинамические, упорные)1)’9) | 1 | 1 | 2 | 1 | 2 | л/3 | л/3 |
Только сегменты и вкладыши подшипников, комплект (гидродинамические, упорные)1)’9) | 1 | 1 | 2 | 1 | 2 | л/3 | л/3 |
Торцевые уплотнения/набивка сальника4)’8)’9) | 1 | 2 | л/3 | 1 | 2 | л/3 | л/3 |
Втулка вала8) | 1 | 2 | л/3 | 1 | 2 | л/3 | л/3 |
Прокладки, центровочные подкладки, уплотнительные кольца круглого сечения (комплект)8) | 1 | 2 | л/3 | 1 | 2 | л/3 | л/3 |
Дополнительно для вертикальных насосов | |||||||
Корпуса секций («чаши») | — | — | — | — | — | л/3 | — |
Крестовины («пауки») или вкладыши «пауков» (комплект) | — | — | 1 | 1 | 1 | л/3 | л/3 |
100
ГОСТ 32601—2022
Окончание таблицы 20
Деталь | Рекомендуемое количество запасных деталей при следующем количестве идентичных насосов в поставке: | ||||||
1-3 | 4-6 | >7 | 1-3 | 4-6 | 7-9 | >10 | |
Для пусконаладочных работ | Для стандартного технического обслуживания | ||||||
Подшипники, втулки (комплект) | 1 | 1 | 2 | 1 | 1 | п/3 | п/3 |
Дополнительно для насосов со встроенным мультипликатором | |||||||
Мультипликатор | — | 1 | 1 | 1 | 1 | 1 | п/3 |
Направляющий аппарат и его крышка | 1 | 1 | 1 | 1 | 1 | 1 | п/3 |
Шпоночный вал | 1 | 1 | 1 | 1 | 1 | 1 | п/3 |
Корпус мультипликатора | — | — | — | 1 | 1 | 1 | п/3 |
Масляный насос, внутренний | — | 1 | 1 | 1 | 1 | 1 | п/3 |
Масляный насос, наружный | — | 1 | 1 | 1 | 1 | 1 | п/3 |
Масляный фильтр | 1 | 2 | п/3 | 1 | 2 | 3 | п/3 |
^Только для горизонтальных насосов. 2) Для особо ответственных и многоступенчатых насосов. Особо ответственные насосы — это насосы, работающие без резервирования или с частичным резервированием, выход из строя которых приводит к существенным производственным потерям и/или опасности для окружающей среды. 3) Требуется для ответственных насосов, обеспечивающих технологический процесс и имеющих полное резервирование. В этом случае производственные потери возникают только, если основной и резервный насос выходят из строя одномоментно. 4) В комплект торцевого уплотнения картриджного типа должны входить втулка вала и прокладка. 5) Картридж проточной части в сборе состоит из полностью собранной проточной части с крышкой корпуса, с установленными торцевыми уплотнениями и кронштейнами подшипников. 6) Проточная часть в сборе состоит из полностью собранного ротора со стационарными деталями проточной части (направляющими аппаратами или спиральными отводами). 7) Ротор в сборе состоит из всех установленных на валу вращающихся деталей, за исключением полумуфты. 8) Естественно изнашиваемые детали, подверженные ускоренному износу (см. 6.1.1). 9) Комплект на один насос. | |||||||
10.2.4 Графики рабочих характеристик
Поставщик должен предоставить полные графики рабочих характеристик насоса, включая дифференциальный напор, КПД, требуемый кавитационный запас на воде (NPSH3) и мощность, как функции подачи. Графики рабочих характеристик должны достигать значения подачи не менее 120 % от подачи в точке максимального КПД (точке ВЕР), за исключением насосов с низким коэффициентом быстроходности, где такую подачу не всегда можно получить. На графике должна быть указана номинальная рабочая точка. Также должны быть приведены напорные характеристики для рабочих колес максимального и минимального диаметра. На характеристиках должны быть указаны идентификационный номер рабочего колеса, его коэффициент быстроходности и кавитационный коэффициент быстроходности. На характеристиках должны быть указаны поправки на вязкость перекачиваемой среды (если необходимо). Кроме того, должны быть указаны минимальная стабильная подача (с учетом и температурного режима, и ограничений по стабильности потока), предпочтительный и допустимый рабочий диапазоны, а также любые, имеющиеся ограничения рабочего режима.
10.2.5 Дополнительные испытания и контроль
• Если оговорено в договоре, то поставщик должен предоставить описание процедур и методик, используемых для каждого специального или дополнительного испытания, которое требуется заказчиком или предложено поставщиком.
101
ГОСТ 32601—2022
10.3 Документация, предоставляемая по договору
10.3.1 Общие положения
10.3.1.1 Документация по договору должна предоставляться поставщиком в соответствии с согласованной формой (см. пример в приложении L).
10.3.1.2 На каждом чертеже в нижнем правом углу должен быть штамп с указанием титула, номера, даты выпуска и даты проверки документа, а также данных поставщика, указанных в 10.1.2. Аналогичная информация должна быть указана на всех других документах.
10.3.1.3 Заказчик и поставщик должны согласовать график и сроки рассмотрения передаваемых для одобрения чертежей и другой технической документации. Факт передачи документации на рассмотрение заказчику не может являться основанием ни для каких отклонений от исходных требований, установленных договором, за исключением тех отклонений, которые были согласованы заказчиком в письменной форме.
10.3.1.4 Полный перечень данных поставщика должен быть направлен заказчику вместе с первым выпуском основных чертежей. Этот перечень должен включать названия, номера чертежей и график передачи всех документов, которые поставщик должен предоставить заказчику (см. пример в приложении L).
10.3.2 Чертежи и технические данные
10.3.2.1 Чертежи и данные, предоставляемые поставщиком, должны содержать достаточно информации для того, чтобы вместе с инструкциями по монтажу и эксплуатации, указанными в 10.3.5, заказчик мог правильно установить, эксплуатировать и технически обслуживать заказанное оборудование. Полная техническая спецификация, приведенная в приложении N, должна быть включена в техническую документацию поставщика, поставляемую с оборудованием. Все поставочные чертежи и данные должны быть разборчивыми, должны содержать как минимум всю информацию, приведенную в приложении L, и должны быть детальными и подробными. Размер шрифта на чертежах должен быть не менее 8 пт., даже если он масштабируется с чертежей крупного формата.
На чертежах с габаритными размерами должны быть указаны допуски на положение торцов и осевых линий патрубков на приеме и нагнетании насоса, относительно ближайшего отверстия под анкерный болт рамы. На центральных линиях отверстий под анкерные болты рамы должен быть указан допуск, определяемый относительно общей базовой точки на опорной плите.
10.3.2.2 Заверенные поставщиком графики стендовых характеристик, полученные в результате испытаний, и данные, приведенные в приложении М, должны быть представлены заказчику в течение 15 дней после завершения испытаний. На графиках должны быть показаны данные по напору, КПД и потребляемой мощности (пересчитанные с учетом удельной плотности рабочей перекачиваемой среды), как функции подачи. Должны быть указаны поправки на вязкость, если они были внесены. Также должен быть включен график требуемого кавитационного запаса (NPSH3), полученный по фактическим данным испытаний на воде, для рабочего колеса, отлитого по той же самой модели. На графике характеристик должны быть указаны максимальный и минимальный диаметр поставляемого рабочего колеса, его идентификационный номер (номера, если рабочих колес несколько) и серийный номер насоса.
• 10.3.2.3 Если оговорено в договоре, то должен быть представлен схематический эскиз корпуса насоса, с указанием минимально допустимых толщин корпуса в критической зоне (зонах), обеспечивающих требуемый запас прочности. Указанные минимальные величины толщин корпуса должны быть основаны на требовании соответствия критериям, приведенным в 6.3.3 и 6.3.4.
10.3.3 Отчеты о ходе работ
Поставщик должен направлять заказчику отчеты о ходе работ через промежутки времени, установленные в согласованной форме предоставления документации (см. пример в приложении L).
10.3.4 Перечни деталей и рекомендуемые запасные части
10.3.4.1 Поставщик должен представить полные перечни деталей для всего поставляемого оборудования и вспомогательных устройств. Перечни должны включать идентификационные номера деталей, материалы конструкции и типичные сроки поставки. Материалы должны быть идентифицированы, как указано в 6.12.1. Каждая деталь должна быть полностью идентифицирована и показана на чертежах оборудования в разрезе или на сборочных чертежах так, чтобы заказчик мог определить возможность взаимозаменяемости этих деталей. Детали, в стандартные размеры которых были внесены изменения, и/или которые были обработаны в соответствии со специальными требованиями, предъявляемыми к отдельным рабочим характеристикам, должны однозначно идентифицироваться по номеру детали для возможности ее правильной замены в будущем. Стандартные покупные изделия, включая уплотнитель-
102
ГОСТ 32601—2022
ные прокладки и уплотнительные кольца круглого сечения, должны идентифицироваться по названию их изготовителя, номеру детали, материалу, классу рабочего давления, если применимо.
10.3.4.2 Поставщик должен указать в каждом перечне деталей все позиции, которые рекомендованы как запчасти для пуска в эксплуатацию и планового технического обслуживания, а также их рекомендованное количество для хранения на складе заказчика. Указанные перечни должны также включать рекомендации по запасным частям субпоставщиков, если они не были указаны в первоначальном предложении. Поставщик должен направить перечни деталей заказчику сразу после получения от него подтверждения о рассмотрении и одобрении комплекта чертежей оборудования, для возможности заблаговременного заказа заказчиком необходимых запчастей и их поставки до начала пусконаладки оборудования в полевых условиях. Сопроводительное письмо при передаче перечней деталей должно включать данные, установленные в 10.1.2.
10.3.5 Инструкции и руководства
10.3.5.1 Общие положения
Поставщик должен предоставить исчерпывающие письменные инструкции и все необходимые чертежи, позволяющие заказчику осуществлять монтаж, эксплуатацию и техническое обслуживание всего оборудования, входящего в заказ на поставку. Эта информация должна быть отражена в руководстве (руководствах), с титульным листом, содержащим данные по 10.1.2, перечнем содержания и полным списком прилагаемых чертежей с указанием названия и номера чертежа. Руководство (руководства) должны подготавливаться специально для оборудования, указанного в заказе на покупку. В руководство допускается включать отдельные типовые разделы, относящиеся к поставляемому оборудованию, но полностью «типовые» руководства не должны применяться.
Поставщик должен предоставить указанные руководства также в согласованном электронном формате. Руководства должны содержать информацию о поставляемом оборудовании, а также меры безопасности, необходимые для правовой защиты всех заинтересованных сторон.
10.3.5.2 Руководство по монтажу
Вся информация, необходимая для монтажа оборудования, должна быть собрана в руководстве, которое должно быть предоставлено не позднее выпуска комплекта окончательно утвержденных и заверенных чертежей оборудования. По этой причине, руководство по монтажу может поставляться отдельно от инструкций по эксплуатации и техническому обслуживанию. Руководство по монтажу должно содержать информацию по процедурам заливки рамы, установки и центровки оборудования, центрам масс, номинальным и максимальным требованиям к подводимым коммуникациям (электричество, пар, вода), а также все другие необходимые данные по монтажу оборудования. Все чертежи и данные, указанные в 10.2.2 и 10.2.3, необходимые для правильного выполнения монтажа, должны быть включены как часть данного руководства.
10.3.5.3 Руководство по эксплуатации и техническому обслуживанию, технические данные и паспорт
Подробное руководство по эксплуатации, включающее эксплуатационные параметры, данные по техническому обслуживанию, а также технические данные поставленного оборудования, должно быть предоставлено на момент отгрузки. В дополнение к эксплуатации во всех установленных технологических режимах данное руководство должно включать раздел со специальными инструкциями по эксплуатации в наиболее неблагоприятных оговоренных условиях окружающей среды. Руководство также должно включать эскизы, показывающие положение центров тяжести, и описание процедур строповки или иных методов подъема, позволяющих демонтировать верхнюю половину корпусов, роторы и все другие сборочные единицы массой более 135 кг (300 фунтов). Также руководство по эксплуатации должно включать в себя всю общую информацию, приведенную в приложении L.
В случае поставки оборудования в регион, в котором законодательно предусмотрено использование документа с наименованием «паспорт», данный документ также должен быть разработан и приложен к поставляемому оборудованию.
Примечание — Во многих странах не принято разрабатывать и прикладывать к оборудованию отдельный документ с наименованием «паспорт», поскольку функцию паспорта в полной мере выполняет руководство по эксплуатации. В странах СНГ действует ГОСТ 2.601, который регламентирует применение «паспорта».
103
ГОСТ 32601—2022
Приложение А (справочное)
Коэффициент быстроходности и кавитационный коэффициент быстроходности
Коэффициент быстроходности насоса ns является безразмерным количественным показателем характеристик насоса и рассчитывается в точке максимального КПД при максимальном диаметре рабочего колеса и заданной частоте вращения. Коэффициент быстроходности ns вычисляют по формуле:
(А.1)
где п — частота вращения, об/мин;
Q — общая подача насоса, м3/с (американские галлоны в минуту);
Н — напор в расчете на ступень, м (футы).
Примечание 1 — Коэффициент быстроходности, определенный в системе единиц измерения СИ и умноженный на коэффициент 51,64, равен коэффициенту быстроходности в системе единиц USC.
Примечание 2 — Для упрощения, на практике опускают гравитационную постоянную в безразмерных уравнениях для определения коэффициента быстроходности и кавитационного коэффициента быстроходности.
Примечание 3 — Коэффициент быстроходности, определенный в системе единиц измерения СИ и умноженный на коэффициент 3,65, равен коэффициенту быстроходности, принятому в сложившейся практике в отечественном насосостроении.
Иногда используется альтернативное определение коэффициента быстроходности, для которого учитывается поток только через один вход рабочего колеса, а не общий поток. Заказчику необходимо учитывать, какое определение применяется, особенно в случае рабочих колес с двухсторонним входом.
Кавитационный коэффициент быстроходности nss является безразмерным количественным показателем всасывающих характеристик насоса и рассчитывается в точке максимального КПД при максимальном диаметре рабочего колеса и заданной частоте вращения. Он позволяет оценить склонность насоса к кавитации и внутренней рециркуляции. Кавитационный коэффициент быстроходности nss вычисляют по формуле:
п ’ vQ
nss ~~NPSH&™’
(А.2)
где n — частота вращения, об/мин;
Q — подача через один вход рабочего колеса, м3/с (американские галлоны в минуту), равная полной подаче для рабочих колес с односторонним входом или половине полной подачи для рабочих колес с двухсторонним входом;
NPSH3 — требуемый кавитационный запас насоса, м (футы).
Примечание 1 — Кавитационный коэффициент быстроходности, определенный в системе единиц измерения СИ и умноженный на коэффициент 51,64, равен кавитационному коэффициенту быстроходности в системе единиц USC. Иногда для обозначения кавитационного коэффициента быстроходности в системе единиц USC используется символ nss.
Примечание 2 — Кавитационный коэффициент быстроходности, определенный в системе единиц измерения СИ и умноженный на коэффициент 5,62, равен кавитационному коэффициенту быстроходности принятому в сложившейся практике в отечественном насосостроении.
104
ГОСТ 32601—2022
Приложение В (обязательное)
Схемы систем водяного охлаждения и смазки
Настоящее приложение содержит схемы систем водяного охлаждения и смазки. Символы, использованные на рисунках В.2—В.8, расшифрованы и снабжены пояснениями на рисунке В.1. Приведенные схемы являются типовыми, наиболее часто используемыми. Существуют и другие конфигурации и схемы, которые должны использоваться, если это согласовано заказчиком и поставщиком.
(pslb) 7 4
1 — теплообменник; 2 — прибор (буквы внутри обозначают назначение прибора); 3 — манометр; 4 — термометр; 5 — дифференциальный манометр; 6 — индикатор расхода; 7 — индикатор уровня (отражательного типа); 8 — трехходовой клапан с ручным управлением (или переводной клапан); 9 — клапан контроля температуры; 10 — запорно-выпускной клапан; 11 — клапан регулировки расхода; 12 — запорный клапан; 13 — реле низкого давления (для пуска вспомогательного маслонасоса); 14 — реле низкого давления (сигнал тревоги); 15 — реле низкого давления (сигнал блокировки); 16 — редуцирующий клапан;
17 — линейный фильтр; 18 — обратный клапан; 19 — клапан, регулируемый по сигналу давления
Рисунок В.1 — Обозначения, используемые на рисунках В.2—В.8
105
ГОСТ 32601—2022
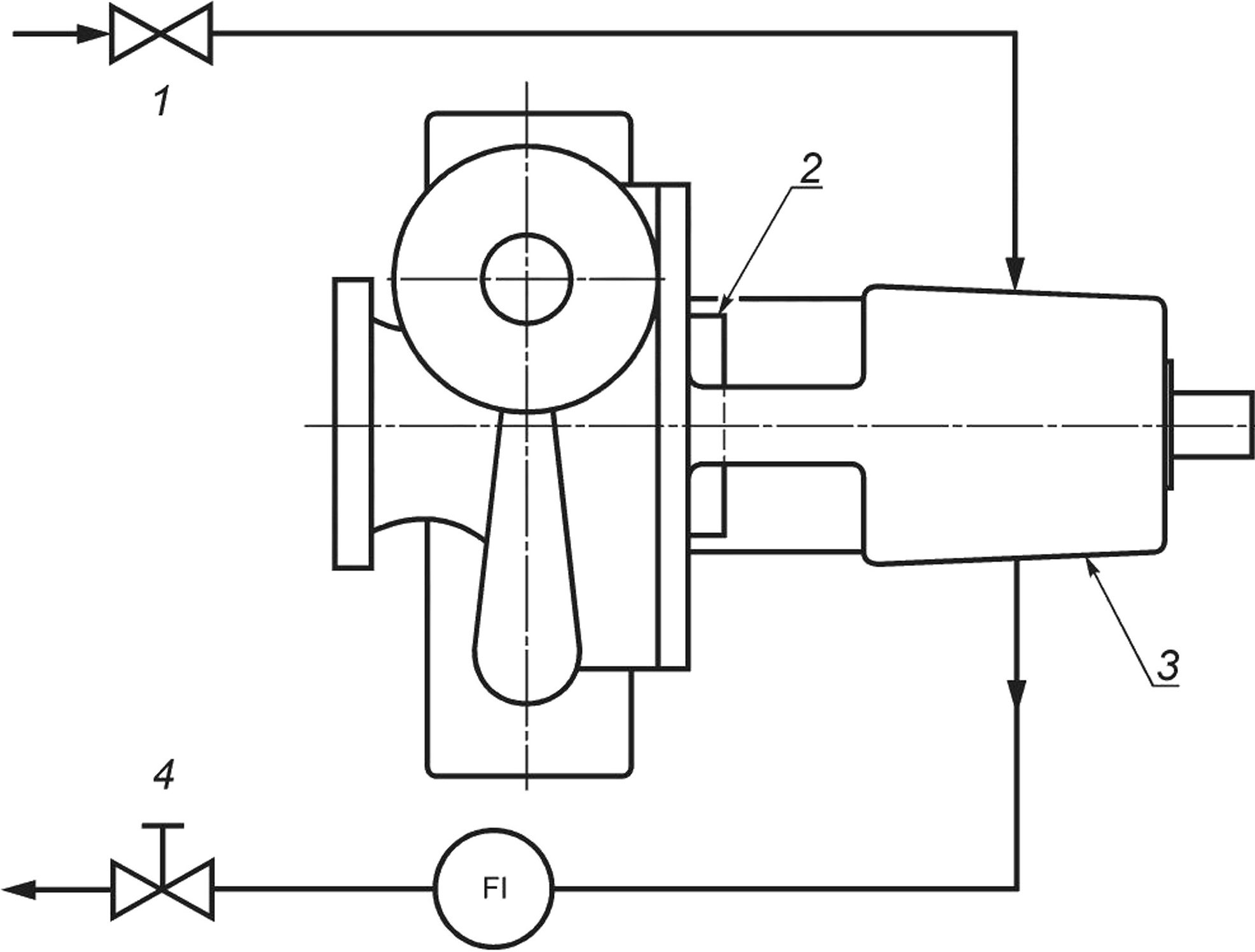
1 — впускной клапан; 2 — уплотнение вала; 3— корпус подшипника; 4 — выпускной клапан Рисунок В.2 — Обвязка для консольных насосов — Схема А: охлаждение корпуса подшипника
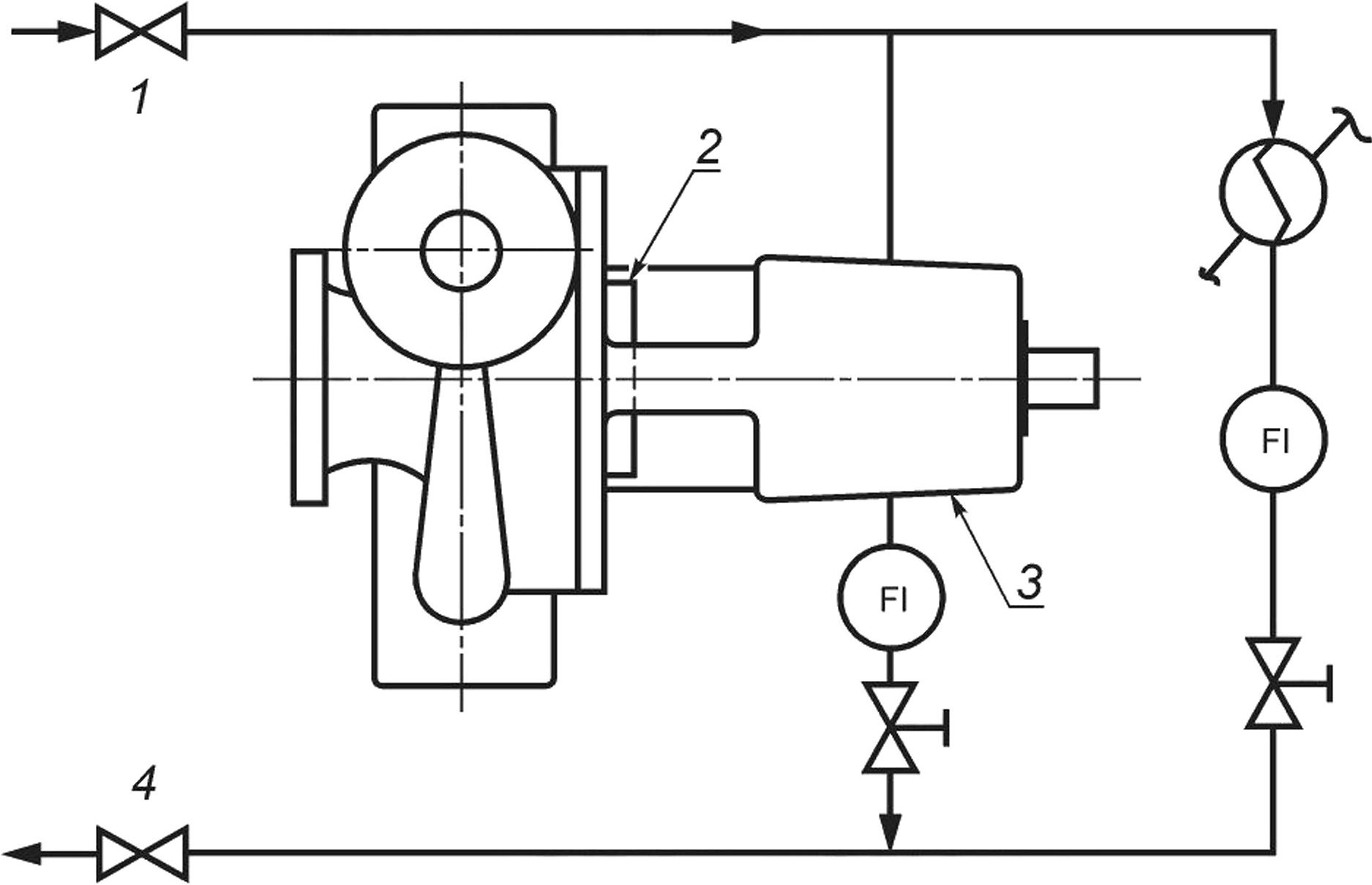
1 — впускной клапан; 2 — уплотнение вала; 3 — корпус подшипника; 4 — выпускной клапан Рисунок В.З — Обвязка для консольных насосов — Схема К: охлаждение корпуса подшипника, с параллельным потоком, идущим в теплообменник
106
ГОСТ 32601—2022
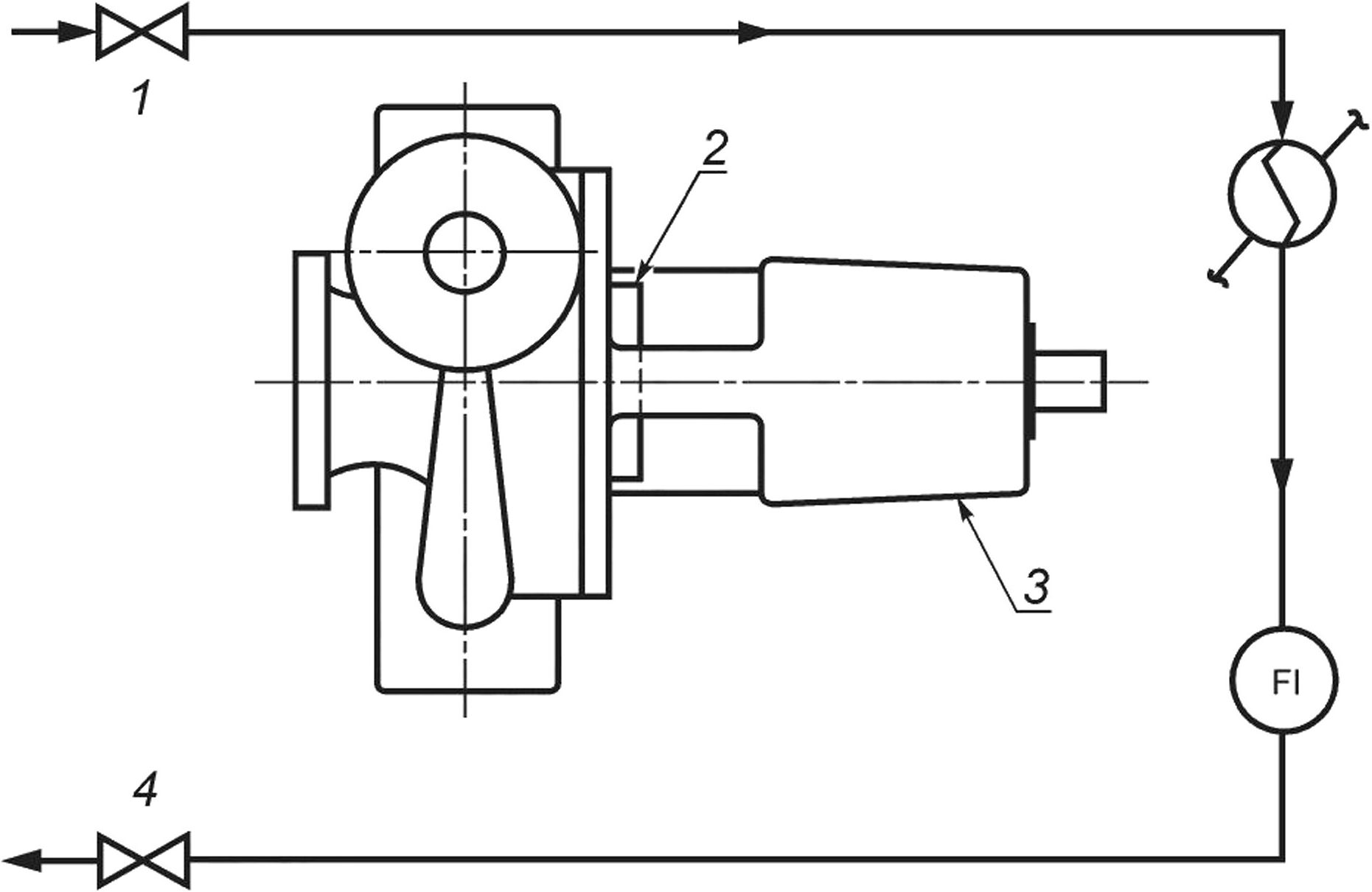
1 — впускной клапан; 2 — уплотнение вала; 3— корпус подшипника; 4 — выпускной клапан
Рисунок В.4 — Обвязка для консольных насосов — Схема М: охлаждение теплообменника системы уплотнений
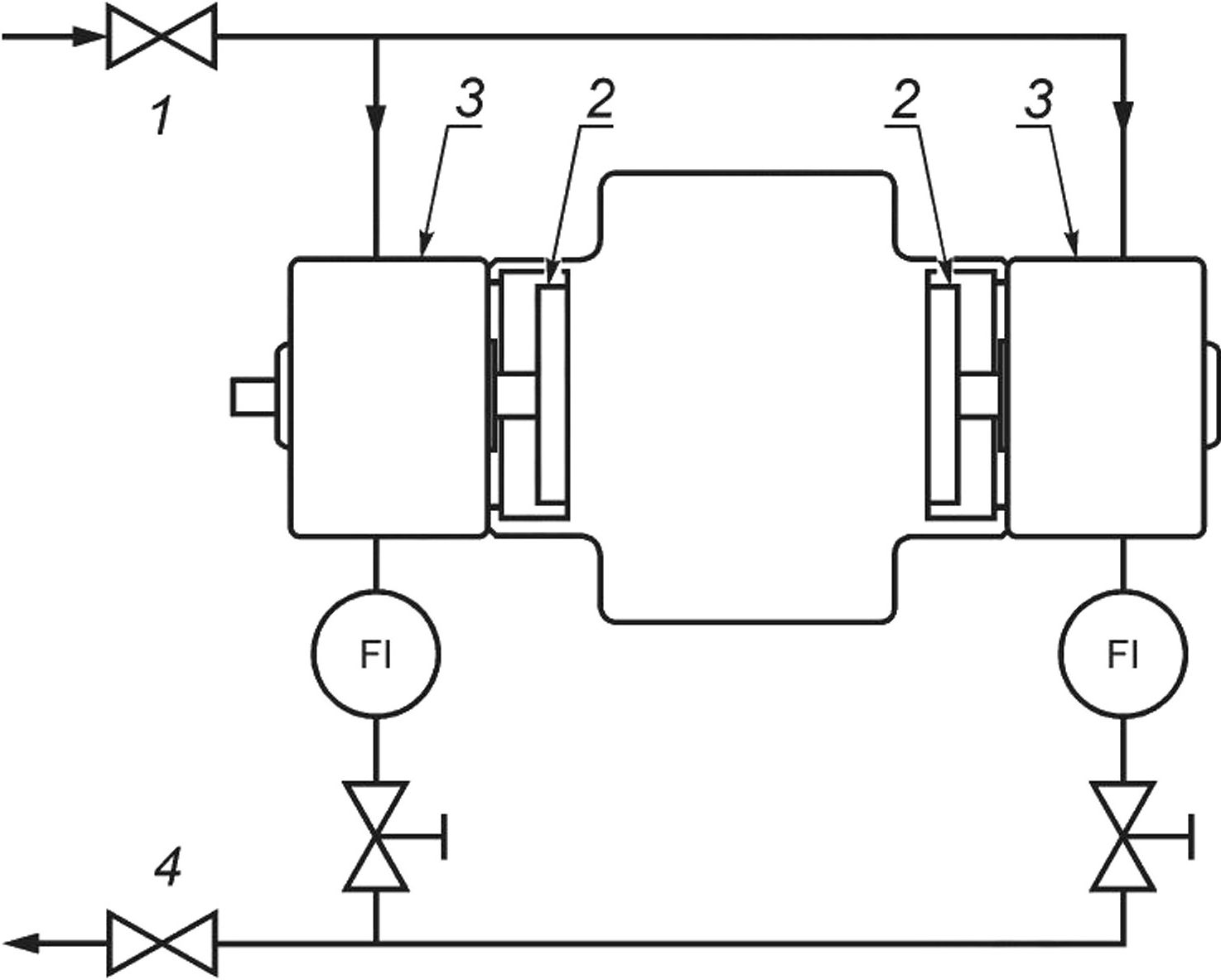
1 — впускной клапан; 2 — уплотнение вала; 3— корпус подшипника; 4 — выпускной клапан
Рисунок В.5 — Обвязка для двухопорных насосов — Схема А; охлаждение корпусов подшипников
107
ГОСТ 32601—2022
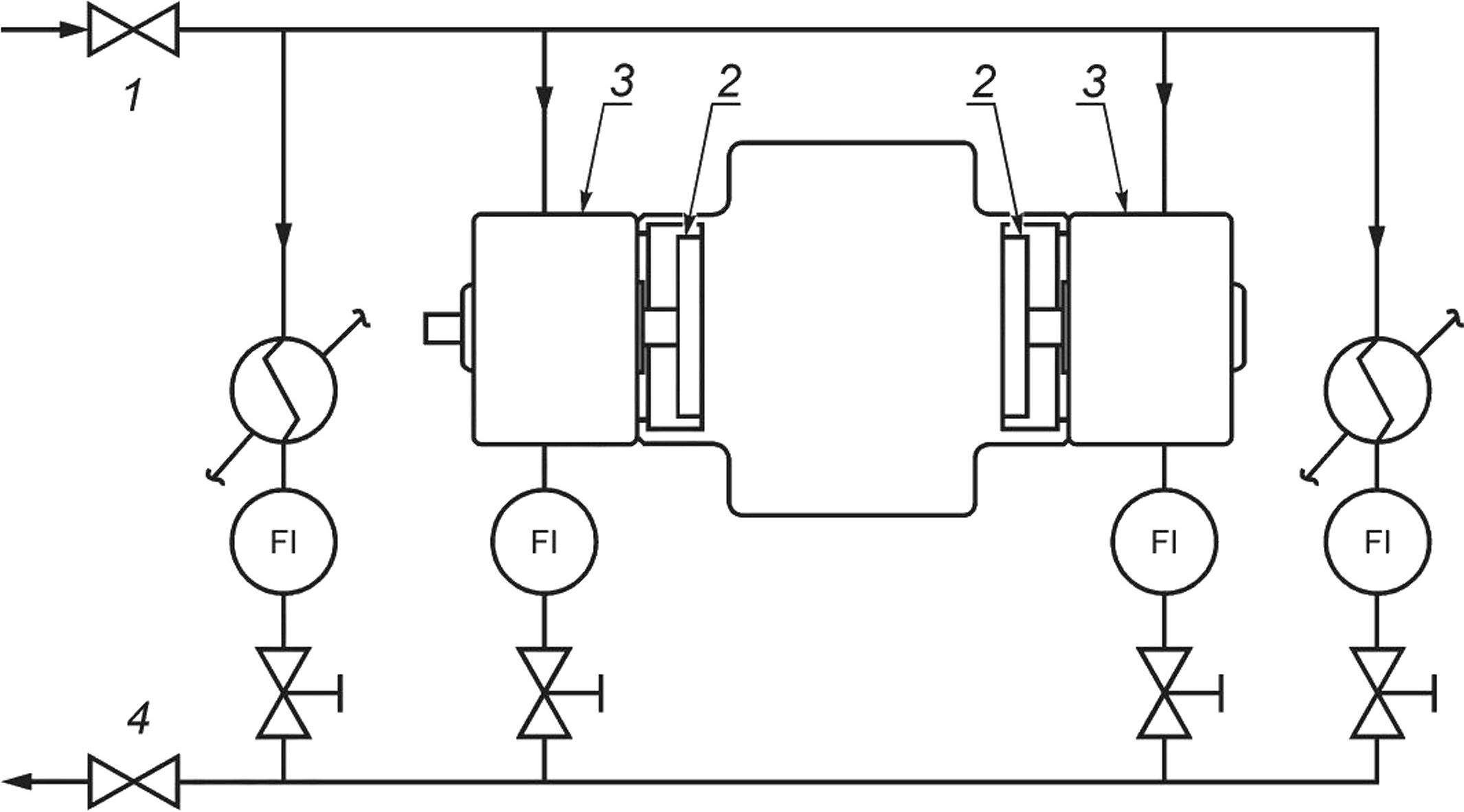
1 — впускной клапан; 2 — уплотнение вала; 3 — корпус подшипника; 4 — выпускной клапан Рисунок В.6 — Обвязка для двухопорных насосов — Схема К: охлаждение подшипников, с параллельным потоком, идущим в теплообменники системы торцевых уплотнений
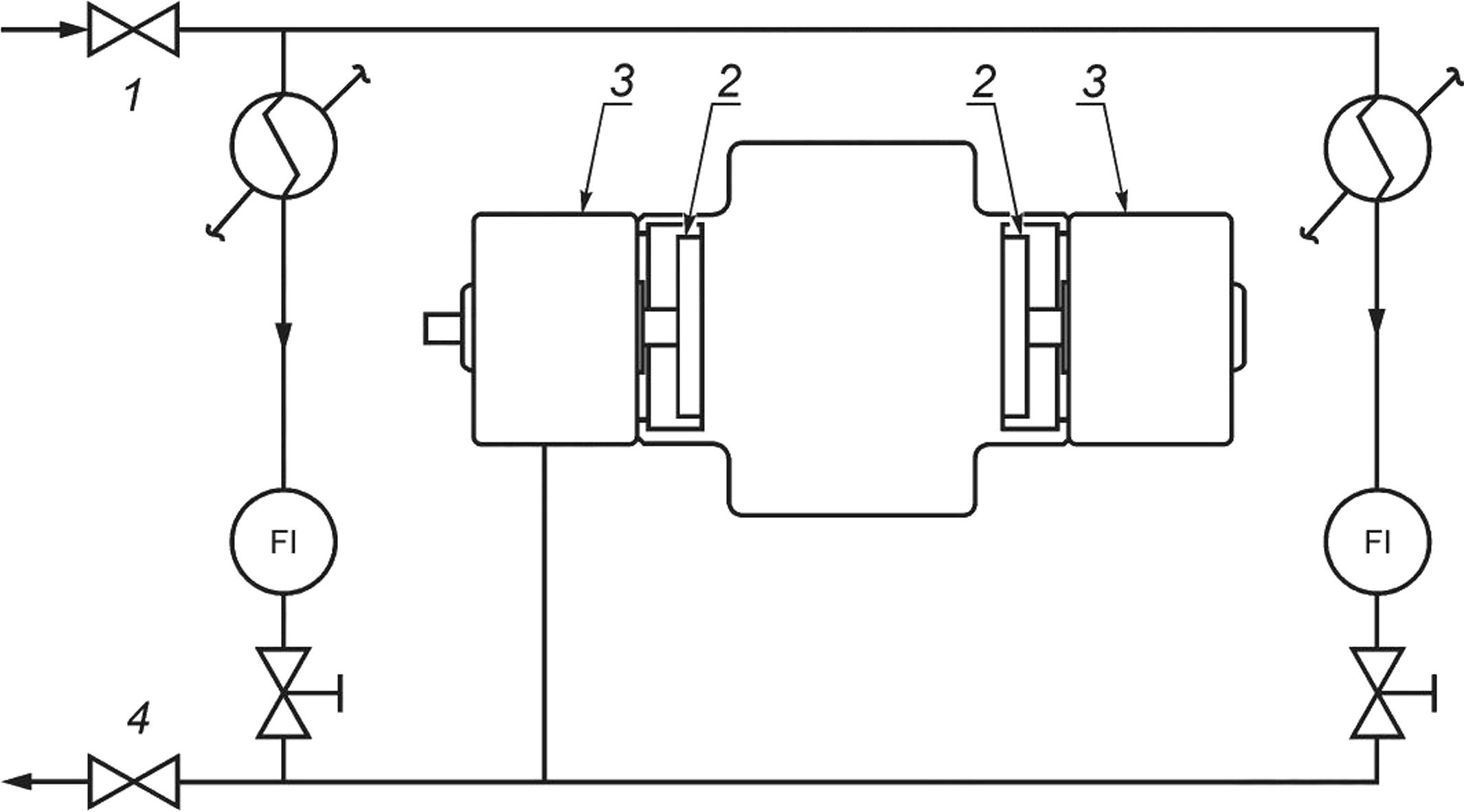
1 — впускной клапан; 2 — уплотнение вала; 3 — корпус подшипника; 4 — выпускной клапан
Рисунок В.7 — Обвязка для двухопорных насосов — Схема М: охлаждение теплообменников системы уплотнений
108
ГОСТ 32601—2022
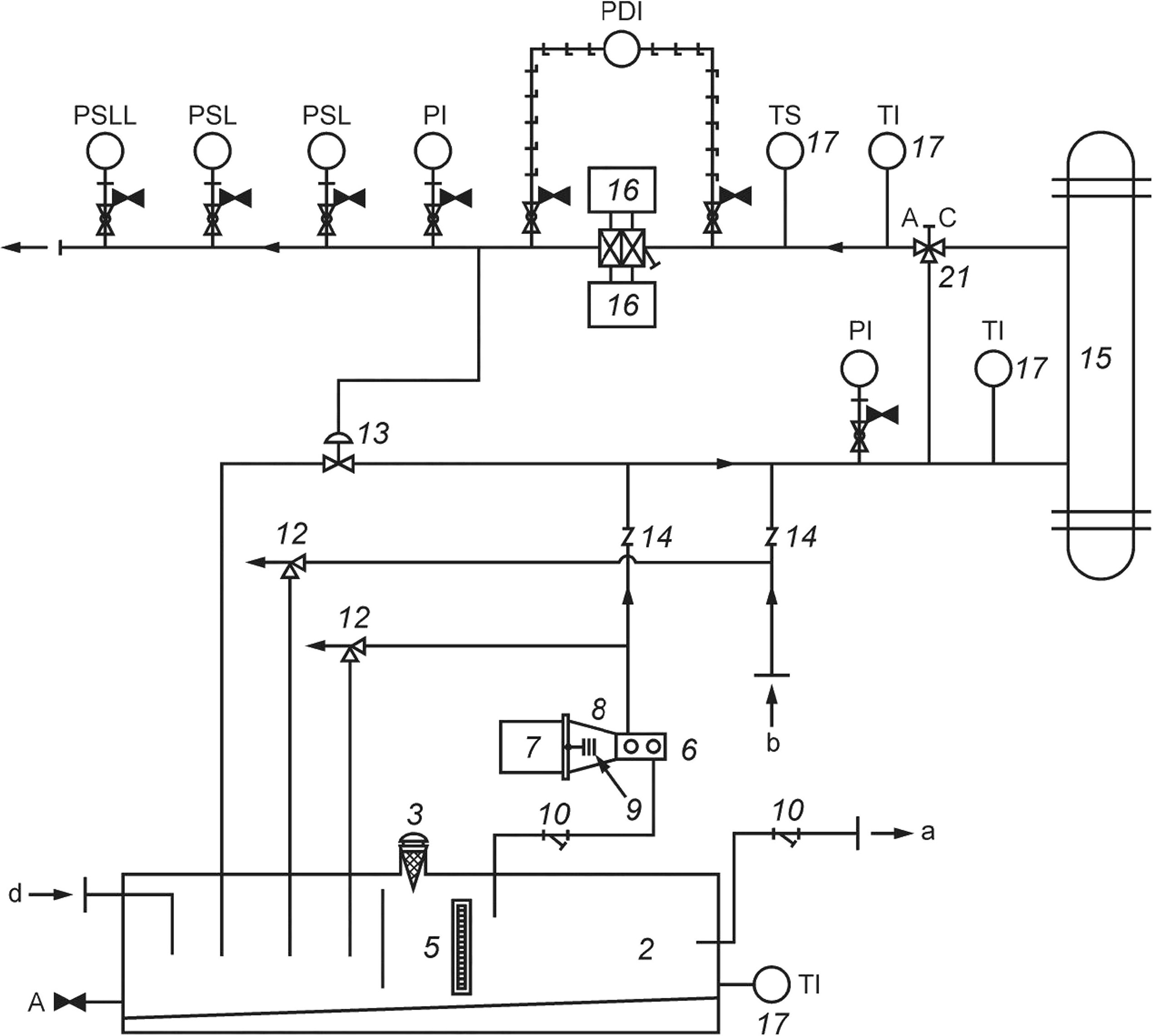
Рисунок В.8 — Типовая схема маслоустановки принудительной смазки подшипников — Класса II-P0-R1-H0-BP0-C1F2-C0-PV1-TV1-BB0 или Класса II-P0-R1-H0-BP1-C1F2-C0-PV1-TV1-BB0
Примечание 1 — «ВРО» означает, что маслоустановка монтируется на общей раме насосного агрегата; «ВР1» — монтируется отдельно на собственной раме. Схемы обвязки и КИП аналогичны.
Примечание 2 — Рисунок взят с изменениями из [63, рис. С.1]. Для целей данного пункта, требования [64] считается эквивалентными требованиям [63].
Расшифровка приведенных на рисунке В.8 позиций имеется в таблице В.1.
Таблица В.1 — Основные требования к маслоустановке и ее компоненты, а также принятые обозначения на рисунке В.8
Обозначение компонента на рисунке В.8 | Наименование требования/компонента1* | Комментарии |
отсутствует | Базовая конструкция2) | Класс II — P0-R1-H0-BP0-C1F2-C0-PV1-TV1-BB0 Класс II — P0-R1-H0-BP1-C1F2-C0-PV1-TV1-BB0 или другая |
отсутствует | Рама маслоустановки |
109
ГОСТ 32601—2022
Окончание таблицы В. 1
Обозначение компонента на рисунке В.8 | Наименование требования/компонента1) | Комментарии |
2 3 отсутствует 5 | Маслобак Дыхательный клапан, с фильтром Дренаж Индикатор уровня | Дно с дренажным уклоном3) Сливной патрубок, с клапаном и заглушкой, DN не менее 50 мм3) Уровнемерное стекло3) |
6 7 8 9 10 отсутствует 12 13 14 | Маслонасос Мотор маслонасоса Кронштейн маслонасоса Муфта Фильтр Приемный клапан/фильтр Предохранительный клапан Клапан-регулятор давления Обратный клапан | |
15 16 17 | Теплообменник Фильтр Карман для термопары | |
отсутствует отсутствует | Выпуск Дренаж | |
отсутствует 21 | Подогреватель маслобака (опция) Клапан-термостат (опция) | Погружной электрический нагреватель4) Трехходовой клапан-термостат (TV1)4) |
Отсутствует | Трубная обвязка5) | |
PSLL, PSL, PI PDI TS TI | кип6) Манометры и реле давления7) Датчик перепада давления9) Реле температуры масла Датчик температуры масла | PSLL для останова при аварийно низком давлении масла4)8) TS для высокой температуры масла на выходе из теплообменника4)8) TI контроль температуры в сливном маслопроводе от каждого подшипника или смазываемой муфты4)8) |
а b с d | Линия к маслонасосу с приводом от вала основного насоса Линия от маслонасоса с приводом от вала основного насоса Линия к корпусам подшипников Линия от корпусов подшипников | Линии возврата масла должны иметь уклон не менее 1:50 (20 мм/м; 0,25 дюйма на фут)3) |
1> См. [63] и [64]. 2) Должна быть определена заказчиком. 3) Требования к элементу должны быть уточнены у заказчика. 4) Опционально, по требованию заказчика. 5> См. [63, п. 5.2]. 6) См. [63, раздел 6]. 7> См. [63, рис. В.25]. 8) См. [63, п. 6.2, таблица 3]. 9> См. [63, рис. В.32]. | ||
110
ГОСТ 32601—2022
Приложение С (обязательное)
Гидравлические турбины для рекуперации гидравлической мощности
С.1 Общие положения
Настоящее приложение распространяется на гидравлические турбины для рекуперации гидравлической мощности (далее — гидротурбины).
Рекуперация гидравлической мощности обычно достигается путем отбора энергии с уменьшением давления перекачиваемой среды, иногда с дополнительным использованием энергии пара или газа, образующегося при снижении давления перекачиваемой среды. Гидротурбина может быть насосом, работающим с потоком в обратном направлении.
С.2 Термины
В настоящем стандарте используются некоторые термины, которые необходимо изменить, если стандарт применяется к гидротурбинам. Направление потока через гидротурбину является обратным по отношению к потоку через насос. В этом случае, слово «насос» меняется на «гидротурбина», термин «всасывающий патрубок насоса» меняется на «выход гидротурбины», а термин «выходной патрубок насоса» — на «вход гидротурбины».
С.З Конструкция
С.3.1 Характеристики перекачиваемой среды
С.3.1.1 Заказчик должен сообщить поставщику гидротурбины, существует ли возможность для любой части потока перекачиваемой среды, входящего в гидротурбину, превращаться в пар, а также о возможности выделения абсорбированного газа в потоке при снижении давления ниже давления на входе.
С.3.1.2 Заказчик должен определить процентное содержание пара или газа (или того и другого) на выходе гидротурбины, а также давление и температуру парообразования.
С.3.1.3 Если эти данные есть у заказчика, то полный состав перекачиваемой среды и зависимость плотности жидкости и пара (или газа) как функция давления должны быть также сообщены поставщику. Может возникнуть необходимость в регулировании давления на выходе гидротурбины, с целью ограничения парообразования или выделения растворенного газа.
С.3.2 Система промывки торцевых уплотнений
Во избежание сокращения срока службы торцевых уплотнений, необходимо рассмотреть процессы выделения газа и пара в линиях промывки торцевых уплотнений. Если такая опасность существует, то обычно рекомендуется для промывки уплотнений использовать другие источники, вместо линии промывки со входа гидротурбины.
С.3.3 Автоматическое отключение гидротурбины при превышении частоты вращения ротора
С.3.3.1 Необходимо рассмотреть применение механизма автоматического выключения агрегата, если гидротурбина или другое оборудование агрегата не выдержат максимальную частоту вращения ротора при его разгоне (максимальную частоту, достигаемую гидротурбиной без нагрузки и в наихудших установленных режимах на входе и выходе). Обычно такое выключение должно срабатывать в диапазоне от 115 % до 120 % от номинальной частоты вращения ротора. Важно понимать, что максимальная частота вращения ротора при его разгоне в условиях перекачивания жидкостей с высоким содержанием растворенных газов, или жидкостей, которые частично испаряются при прохождении через гидротурбину, может в несколько раз превышать максимальную частоту вращения ротора при его разгоне в условиях работы на холодной воде. На таких перекачиваемых жидкостях невозможно точно определить максимальную частоту разгона.
С.3.3.2 Риск превышения максимальной допустимой частоты снижается, если механизм, который гидротурбина приводит во вращение (например, насос или вентилятор), в реальности не может потерять нагрузку. Риск возрастает, если приводимым оборудованием является электрический генератор, поскольку внезапное отключение генератора от электрических силовых цепей снимает нагрузку гидротурбины. В последнем случае необходимо предусмотреть автоматический контроль нагрузки генератора и его переключение на искусственную нагрузку.
С.3.3.3 Системы роторов, обладающих малой инерцией и имеющих риск внезапного снятия нагрузки, должны оснащаться быстродействующим тормозом, чтобы предотвратить повреждения вследствие превышения максимальной допустимой частоты вращения ротора.
С.3.4 Двойные приводы
Примечание — см. рисунок С.1, а и Ь.
С.3.4.1 Если гидротурбина используется как дополнение для другого привода, то необходимо применять положения в соответствии с С.3.4.2—С.3.4.5.
С.3.4.2 Основной привод агрегата должен быть рассчитан так, чтобы приводить в действие весь агрегат без помощи гидротурбины.
111
ГОСТ 32601—2022
С.3.4.3 Обгонная муфта (т. е. муфта, передающая крутящий момент в одном направлении, и имеющая свободный ход в другом направлении) должна располагаться между гидротурбиной и остальной частью агрегата, чтобы основной привод мог приводить в действие агрегат, когда гидротурбина не используется, либо при пуске агрегата перед подачей технологического потока в гидротурбину.
С.3.4.4 Подача технологического потока в гидротурбину может меняться в значительной степени и часто. Если подача упадет примерно до 40 % от номинальной подачи, то гидротурбина прекращает выработку мощности и торможение может передаваться на основной привод. Обгонная муфта будет препятствовать такому торможению.
С.3.4.5 Гидротурбина не должна размещаться между основным приводом и приводимым оборудованием.
С.3.5 Генераторы
Примечание — См. рисунок С.1, с.
Если генератор приводится в действие гидротурбиной, работающей на насыщенном газом технологическом потоке, то мощность генератора должна быть выбрана с запасом. Выходная мощность гидротурбины на рабочей среде может на 20—30 % превышать прогнозируемое значение, полученное на основе испытаний на воде, что является результатом воздействия выделяемого газа или испаряющегося перекачиваемого продукта.
С.3.6 Дросселирующие клапаны
В большинстве областей применения, клапаны, используемые для регулирования подачи технологического потока в гидротурбину, должны размещаться выше по потоку и вблизи входа гидротурбины согласно рисунку С.1. Такое размещение позволяет торцевым уплотнениям работать при выходном давлении гидротурбины и, в случае насыщенных газом потоков, позволяет газу выделяться, что приводит к увеличению выходной мощности.
С.3.7 Байпасные клапаны
При любой конфигурации агрегата с гидротурбиной, должен быть установлен полнопоточный регулируемый байпасный клапан. Согласование работы байпасного клапана и регулирующего клапана на входе гидротурбины обычно достигается путем их раздельного контроля (см. рисунок С.1).
С.3.8 Предохранительные клапаны
Для защиты целостности корпуса на выходе гидротурбины и торцевых уплотнений при возможных переходных режимах с противодавлением, необходимо предусмотреть установку предохранительного клапана в выходном трубопроводе гидротурбины согласно рисунку С.1.
С.4 Испытания
С.4.1 Гидротурбина должна пройти параметрические испытания на испытательном стенде поставщика. Гидравлические и механические рабочие гарантированные характеристики должны основываться на результатах испытаний на воде.
С.4.2 На рисунке С.2 приведены рекомендуемые испытательные допуски на рабочие характеристики гидротурбины. Критерии для насосов, установленные в основной части настоящего стандарта, не применяются.
С.4.3 Уровни вибрации для гидротурбины должны отвечать критериям для насосов, установленным в основной части настоящего стандарта.
С.4.4 Рекомендуется проверить срабатывание механизма автоматического выключения при превышении предельной частоты вращения ротора гидротурбины в соответствии с установленной уставкой при стендовых испытаниях на предприятии-изготовителе. Можно попытаться экспериментально достигнуть предельной частоты вращения ротора при испытаниях на воде, однако эту частоту можно точно вычислить, если известны рабочие характеристики гидротурбины на воде. Предельную скорость разгона для потоков, насыщенных газом, нельзя определить путем проведения испытаний на воде.
112
ГОСТ 32601—2022
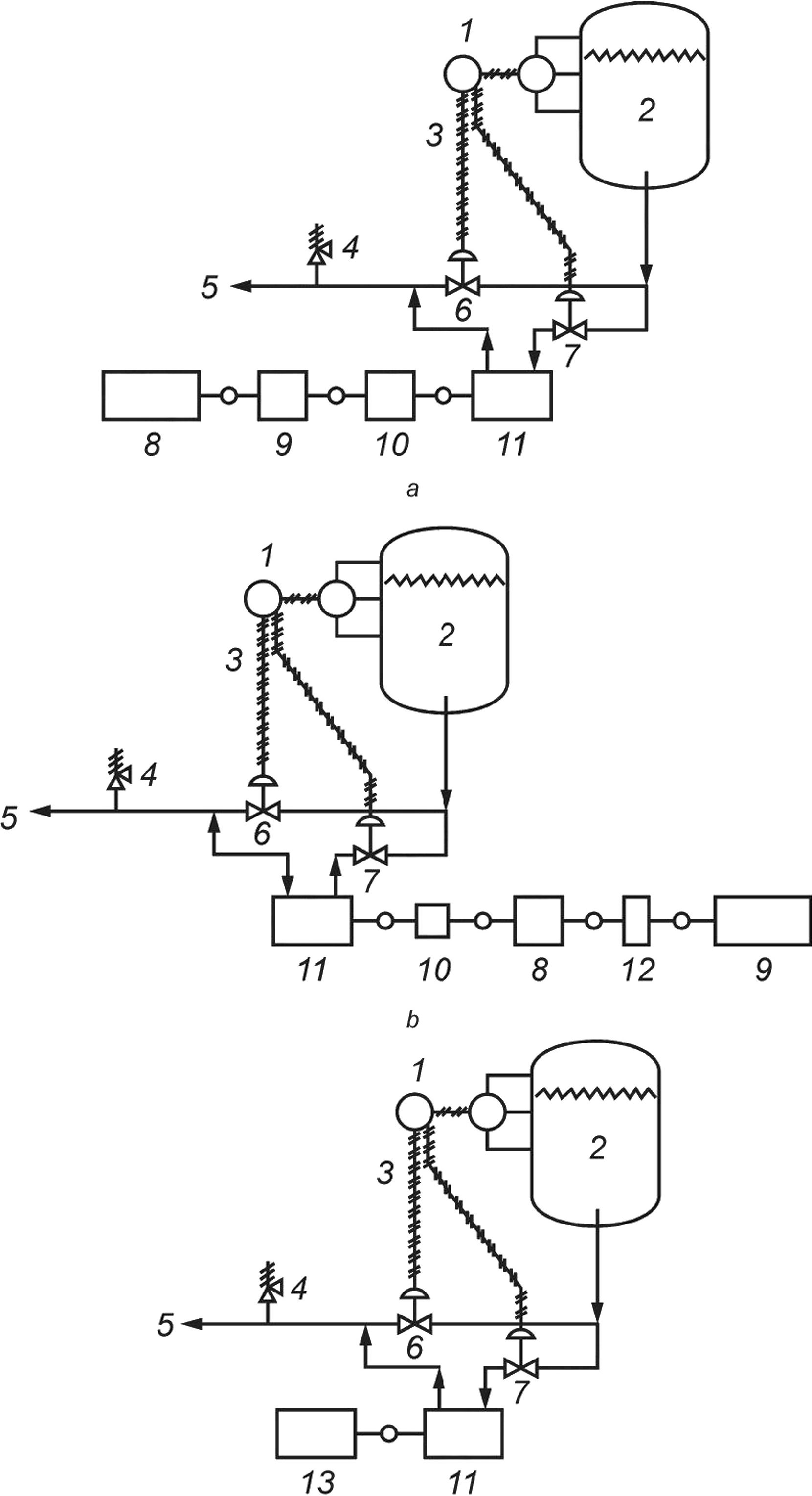
1 — индикатор уровня и контроллер; 2 — источник высокого давления; 3 — линии управления дроссельными устройствами; 4 — предохранительный клапан; 5 — слив в систему низкого давления; 6 — дроссельное устройство байпасной линии; 7 — дроссельное устройство линии подачи среды на турбину; 8 — электродвигатель; 9 — насос; 10 — обгонная муфта; 11 — гидротурбина; 72— мультипликатор; 13 — генератор
Рисунок С.1 — Типовые схемы работы агрегата с гидротурбиной
113
ГОСТ 32601—2022
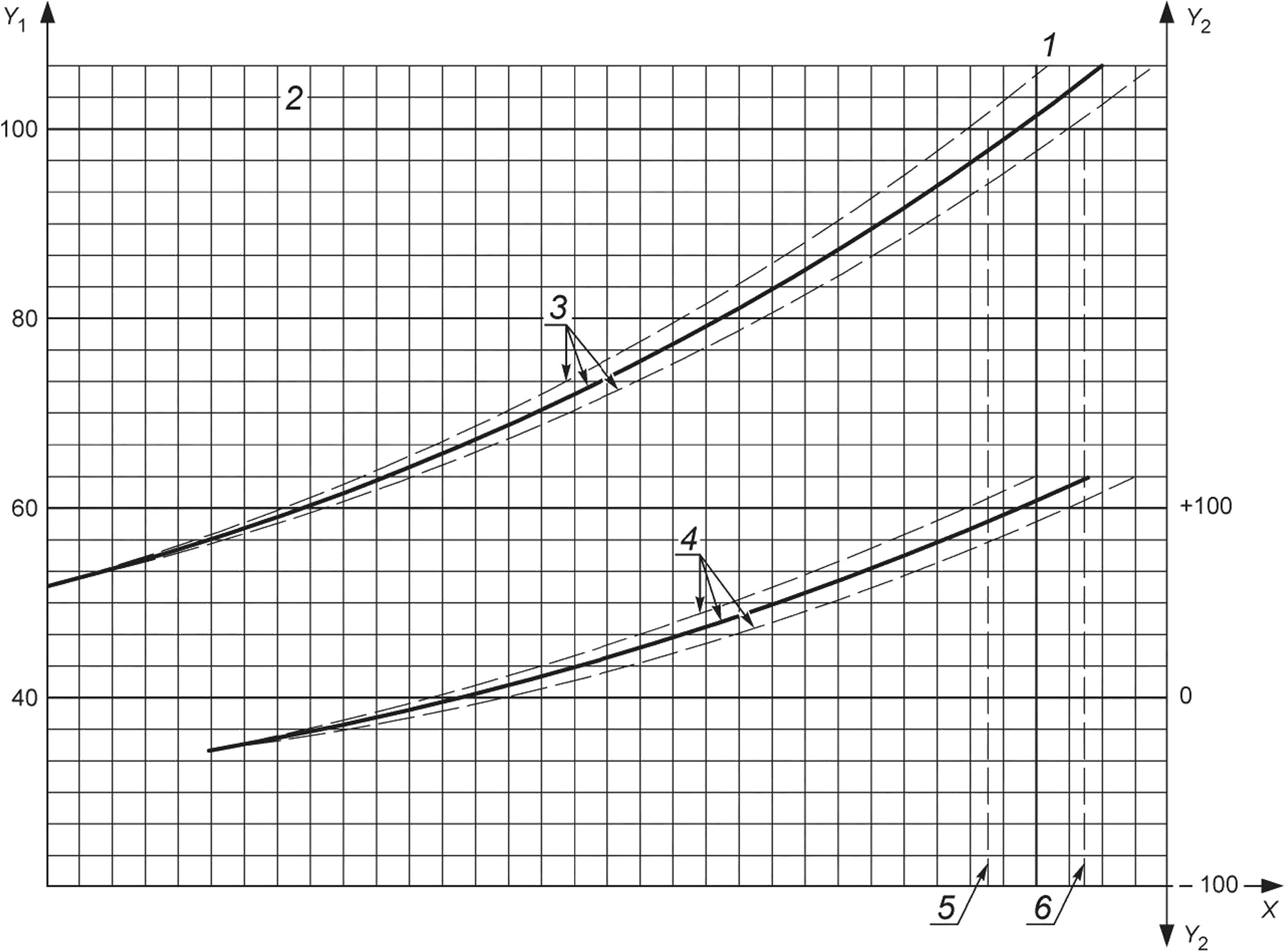
X— подача; У1 —дифференциальный напор, %; У2 — номинальная мощность, %; 1 — номинальная подача; 2 — номинальный напор; 3 — зависимость напора от подачи; 4 — зависимость мощности от подачи; 5 — сторона низкого давления, допуск (95 %);
6 — сторона высокого давления, допуск (105 %)
Рисунок С.2 — Испытательные допуски на параметры гидротурбины
114
ГОСТ 32601—2022
Приложение D (обязательное)
Стандартные рамы (опорные плиты)
Таблица D.1 — Размеры стандартных рам (опорных плит)
Размеры в миллиметрах (в дюймах)
Номер рамы (опорной плиты) | Число отверстий на сторону | /1 ±13 (0.5) | ^2 ±25 (1,0) | ^3 ±3(0,12) | /4 ±3 (0,12) | ±3(0,12) |
0,5 | 3 | 760 (30) | 1230 (48,5) | 465 (18,25) | 465 (18,25) | 685 (27) |
1 | 3 | 760 (30) | 1535 (60,5) | 615 (24,25) | 615 (24,25) | 685 (27) |
1,5 | 3 | 760 (30) | 1840 (72,5) | 770 (30,25) | 770 (30,25) | 685 (27) |
2 | 4 | 760 (30) | 2145 (84,5) | 920 (36,25) | 615 (24,16) | 685 (27) |
2,5 | 3 | 915 (36) | 1535 (60,5) | 615 (24,25) | 615 (24,25) | 840 (33) |
3 | 3 | 915 (36) | 1840 (72,5) | 770 (30,25) | 770 (30,25) | 840 (33) |
3,5 | 4 | 915 (36) | 2145 (84,5) | 920 (36,25) | 615 (24,16) | 840 (33) |
4 | 4 | 915 (36) | 2450 (96,5) | 1075 (42,25) | 715 (28,16) | 840 (33) |
5 | 3 | 1065 (42) | 1840 (72,5) | 770 (30,25) | 770 (30,25) | 990 (39) |
5,5 | 4 | 1065 (42) | 2145 (84,5) | 920 (36,25) | 615 (24,16) | 990 (39) |
6 | 4 | 1065 (42) | 2450 (96,5) | 1075 (42,25) | 715 (28,16) | 990 (39) |
6,5 | 5 | 1065 (42) | 2755 (108.5) | 1225 (48,25) | 615 (24,12) | 990 (39) |
7 | 4 | 1245 (49) | 2145 (84,5) | 920 (36,25) | 615 (24,16) | 1170 (46) |
7,5 | 4 | 1245 (49) | 2450 (96,5) | 1075 (42,25) | 715 (28,16) | 1170 (46) |
8 | 5 | 1245 (49) | 2755 (108,5) | 1225 (48,25) | 615 (24,12) | 1170 (46) |
9 | 4 | 1395 (55) | 2145 (84,5) | 920 (36,25) | 615 (24,16) | 1320 (52) |
9,5 | 4 | 1395 (55) | 2450 (96,5) | 1075 (42,25) | 715 (28,16) | 1320 (52) |
10 | 5 | 1395 (55) | 2755 (108,5) | 1225 (48,25) | 615 (24,12) | 1320 (52) |
11 | 4 | 1550 (61) | 2145 (84,5) | 920 (36,25) | 615 (24,16) | 1475 (58) |
11,5 | 4 | 1550 (61) | 2450 (96,5) | 1075 (42,25) | 715 (28,16) | 1475 (58) |
12 | 5 | 1550 (61) | 2755 (108,5) | 1225 (48,25) | 615 (24,12) | 1475 (58) |
П р и м е ч а | н и е — Обозначения размеров приведены на рисунке D.1. | |||||
115
ГОСТ 32601—2022
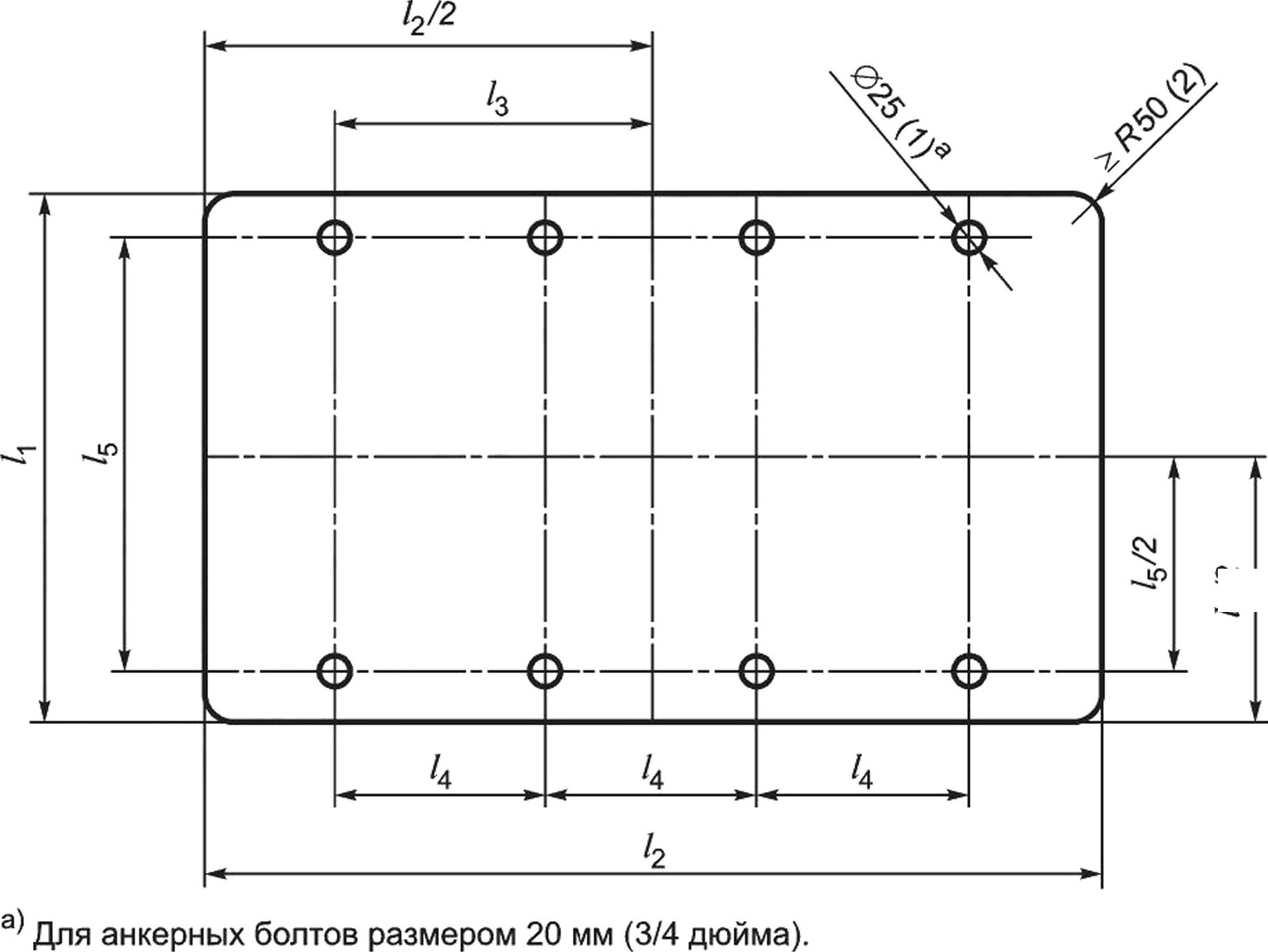
?/7
116
Рисунок D.1 — Стандартная рама (опорная плита)
ГОСТ 32601—2022
Приложение Е (справочное)
Контрольная ведомость инспектора
Характеристика уровней инспекции, указанных в таблице Е.1:
- уровень 1 используется для насосов общего назначения;
- уровень 2 устанавливает требования к рабочим характеристикам и материалам, которые являются более жесткими, чем требования уровня 1;
- уровень 3 должен применяться для насосов, работающих в критических режимах или на чрезвычайно важных позициях.
Вид инспекции должен указываться в первой колонке:
- С: только проверка документации;
- О: выборочная инспекция;
- W: обязательная инспекция в присутствии заказчика.
Таблица Е.1 — Форма контрольной ведомости инспектора
Вид инспекции С, О, W | Позиция | Пункт требований настоящего стандарта | 3 bi (D СО О С со н со d | о I ф ф со о с | CD 3 К О о о О |
Уровень 1 — Основной | |||||
Маркировка корпуса (серийный номер) | 6.13.3 | ||||
Электродвигатели и электрические компоненты — классификация зоны взрывозащиты | 6.1.22 | ||||
Отжимные и регулировочные болты для корпуса | 6.3.13 | ||||
DN, PN и чистовая обработка фланцев патрубков 1) | Чертеж общего вида, 6.4.1.1, 6.4.2 | ||||
Требования к рамам (опорным плитам) | 7.3 | ||||
Утвержденные результаты гидравлических испытаний | 8.3.2 | ||||
Утвержденные результаты стендовых испытаний — характеристики в пределах допуска | перечисление Ь) 8.3.3.3 | ||||
Утвержденные результаты кавитационных испытаний — в пределах допуска | 8.3.4.3.4 | ||||
Утвержденные результаты замеров вибрации — в пределах допуска | перечисление а) 8.3.3.5 | ||||
Указатель направления вращения на корпусе | 6.13.4 | ||||
Общие габариты, расположение патрубков1) | Чертеж общего вида | ||||
Расположение и размеры анкерных болтов1) | Чертеж общего вида | ||||
Схема обвязки (P&ID) | Приложение В | ||||
Изготовление и монтаж обвязки | 7.5 | ||||
Данные на табличке | 6.13.2 | ||||
Утвержденные результаты замеров температуры масла и подшипников | 6.10.2.4 | ||||
Закрепление ротора | 8.4.2.1 | ||||
Инструкции по консервации и хранению | 8.4.7 | ||||
117
ГОСТ 32601—2022
Окончание таблицы Е. 1
Вид инспекции С, О, W | Позиция | Пункт требований настоящего стандарта | S 2 Ф СО О С го го | о ф ф m о С | ф о н о о о |
Защита от коррозии | 8.4.2.2, 8.4.2.3, 8.4.2.5, 8.4.27, 8.4.2.Э, 8.4.12 | ||||
Покраска | 8.4.2.4 | ||||
Подготовка к отгрузке | 8.4.1, 8.4.2.6, 8.4.2.8 | ||||
Грузовые документы и бирки | 8.4.3, 8.4.5, 8.4.6 | ||||
Уровень 2 — Промежуточный (в дополнение к уровню 1) | |||||
Копии заказов на поставку для субпоставщиков | Нет | ||||
Сертификаты на материалы | 6.12.1.8 | ||||
Неразрушающие испытания (детали и компоненты) | 6.12.1.5, 8.2.2.1 | ||||
Гидравлические испытания (в присутствии заказчика) | 8.3.2 | ||||
Записи при сборке (биения, зазоры) | 6.6.7, 6.6.9, 6.6.10, 6.6.13, 6.7.4, Э.2.2.4, 9.2.3, 9.3.3.1, 9.3.4.2, 9.3.8.2.1, перечисление d) 9.3.12.2 | ||||
Стендовые испытания в присутствии заказчика (гидравлические и кавитационные характеристики) | 8.3.3, 8.3.4.3 | ||||
Уровень 3 — Специальный (в дополнение к уровням 1 и 2) | |||||
Согласованные процедуры сварки | 6.12.3.1 | ||||
Согласованные процедуры ремонта с помощью сварки | 6.12.3.2 | ||||
Карты ремонта с применением сварки | Нет | ||||
Балансировка рабочих колес/ротора в сборе | 6.9.4, Э.2.4.2 | ||||
Контроль состояния подшипников после стендовых испытаний насоса | 9.27.5 | ||||
Испытание нагрузок на патрубки, с приложением сил и моментов | 7.3.21 | ||||
Испытания на механическое вращение | 8.3.4.2 | ||||
Испытание агрегата в сборе | 8.3.4.4 | ||||
Контроль уровня шума | 8.3.4.5 | ||||
Контроль вспомогательного оборудования | 8.3.4.6 | ||||
Испытание на резонанс (для корпусов подшипников) | 8.3.47, 9.3.9.2 | ||||
1) Контроль соответствия проводят по данным утвержденного габаритного чертежа или чертежа общего вида агрегата. | |||||
118
ГОСТ 32601—2022
Приложение F (обязательное)
Критерии для проектирования входного и нагнетательного трубопроводов
F.1 Горизонтальные насосы
F.1.1 Конфигурации входного и нагнетательного трубопроводов насоса не должны вызывать нагрузки, приводящие к недопустимой расцентровке валов насоса и привода. Конфигурации трубопроводов, создающие нагрузки на патрубки в пределах диапазонов, указанных в таблице 5, вызывают деформацию корпуса в пределах 50 % от допускаемых проектных величин, определенных поставщиком насоса (см. 6.3.3), и обеспечивают смещение вала насоса, не превышающее 250 мкм (0,010 дюйма).
F.1.2 Конфигурации трубопроводов, создающие нагрузки, значения которых выходят за пределы диапазонов, указанных в таблице 5, также являются приемлемыми без консультаций с поставщиком насосов, если выполняются условия, установленные в перечислениях а)—с) F.1.2. При выполнении этих условий возникающая деформация корпуса насоса будет находиться в пределах допускаемых проектных величин, определенных поставщиком насоса (см. 6.3.3), при этом смещение вала насоса будет составлять менее 380 мкм (0,015 дюйма).
а) Отдельные компоненты сил (Fx, Fy Fz) и моментов (Мх, М , Mz), действующие на каждый патрубок насоса, не превышают указанных в таблице 5 (Т5) значений более чем в два раза.
Ь) Результирующие силы (FRSA, FRDA) и результирующие моменты (MRSA, MRDA), возникающие от воздействующих на каждый патрубок насоса нагрузок, удовлетворяют следующим уравнениям:
[WO -5 х frst5)] + ^rsa^1 -5 х MRST5)] < 2- (R1)
[^rda/(1 -5 х Frdt5)] + [MRDA/(1,5 X MRDT5)] < 2. (F.2)
Примечание — Применяемые индексы обозначают: R — результирующая сила или момент, S — относящиеся к входному и D — напорному патрубкам, А— воздействующие на насос на месте установки, Т5 — взятые по таблице 5 настоящего стандарта и С — приведенная к центру масс насоса сила.',
с) Суммарные, приведенные к центру масс насоса, результирующая сила (FRCA) и результирующий момент (^rca)’ а также модуль, приведенный к центру масс насоса, суммы моментов только по оси У (I^ycaD удовлетворяют уравнениям (F.3)—(F.5). При расчетах по этим формулам должна использоваться координатная система, показанная на рисунках 21—25, и правило правой руки.
FRCA < 1 >5 х (^RST5 + ^RDTs)’ (F-3)
I^ycaI < 2.0 X (MYST5 + ^YDTs)’ (F^)
MrCA < 1 >5 x (MrsT5 + ^RDTs)- (F-5)
где Frca = [(Fxca)2 + (FYCa)2 + (Fzca)21°’5>
где FXCA = FXSA + FxDA;
FYCA = FYSA + FYDA:
FZCA = FZSA + FZDA:
Mrca = [(^xca)2 + (MYCa)2 + (MZCa)2]°’5’
где Л^хса = ^xsa + ^xda~ [(Fysa)(z^) + (Fyda)(z^) ~ (FzsaXv^) “ (Fzda)(vO)/1000
^YCA = ^YSA + ^YDA- t(FXSa)(z^) + (FxDA^2^) “ (Fzsa)(X^) ~ (Fzda)(x^)1^ 000
MZCA = MZSA + mzda- I^xsAXyS)+ (FXDA)(yD) " (Fysa)(xS) " (Fyda)(xD)]/1000
где xS, yS, zS — расстояние от центра тяжести до точки приложения силы на всасывающем патрубке по оси X, Y и Z соответственно;
xD, yD, zD — расстояние от центра тяжести до точки приложения силы на напорном патрубке по осях X, Y и Z соответственно.
В единицах измерения USC число 1000 должно быть заменено числом 12. Эти числа являются переводными делителями для перевода миллиметров в метры (дюймов в футы).
F.1.3 Конфигурации трубопроводов, которые создают более высокие нагрузки, не удовлетворяющие условиям пункта F.1.2, должны быть согласованы с заказчиком и поставщиком.
Примечание — Для оценки фактической деформации машин (в условиях окружающей среды) должен выполняться контроль соосности трубопроводов и патрубков в соответствии с [60]. Согласно ей допустимой является лишь небольшая деформация, значительно меньшая в сравнении с той, которая возникает в результате нагрузок, допускаемых настоящим приложением.
119
ГОСТ 32601—2022
F.2 Вертикальные консольные насосы с патрубками в линию
Вертикальные консольные насосы с патрубками в линию (тип ОНЗ и ОН6), поддерживаемые только присоединенными трубопроводами, могут подвергаться составляющим нагрузкам, которые более чем в два раза превышают значения, приведенные в таблице 5, только если такие нагрузки не создают главное напряжение в любом из патрубков, превышающее 41 МПа (5950 psi). Для расчета нагрузок механические свойства патрубков насоса должны приниматься на базе свойств трубы с толщиной стенки сортамента 401\ номинальный размер которой соответствует аналогичным размерам патрубка насоса, для которого делается расчет. Для вычисления главного напряжения, продольного напряжения и напряжения сдвига в патрубках можно использовать уравнения (F.6), (F.7)
и (F.8) соответственно.
Для вычислений в системе единиц СИ используют следующие уравнения:
ор = (о/2) + (о2 /4 + т2)0’5 < 41, (F.6)
aL = [1,27 ■ FY/(Dg - Di2)] + [10200 ■ Do ■ (M2 + M2)05]/(D4 - D4), (F.7)
т = [ 1,27 ■ (/=2 + ^2)0.5]/(О2 _ О.2) + [5100 ■ о0 (IMYI)]/(D4 - Di4). (F.8)
Для вычислений в системе единиц USC используют следующие уравнения:
ор = (о/2) + (о2И + т2)05 < 5950, (F.9)
oL = [1.27 ■ Fy/(D2 - Di2)] + [122 Do (М2 + M2)»5]/(D4 - D4), (F. 10)
t = [1.27(F2 + F2)05]/(D2-D2) + [81 ■ Do (IMYI)]/(D4 - D4), (F.11)
где op — главное напряжение, МПа (фунт-сила на кв. дюйм);
oL — продольное напряжение, МПа (фунт-сила на кв. дюйм);
т — сдвиговое напряжение, МПа (фунт-сила на кв. дюйм);
Fx — прилагаемая сила по оси X;
FY — прилагаемая сила по оси Y;
Fz — прилагаемая сила по оси Z;
Му — прилагаемый момент по оси X;
Му — прилагаемый момент по оси Y;
Mz — прилагаемый момент по оси Z;
Dv Do — соответственно внутренний и наружный диаметры патрубков, мм (дюйм)
Fx, FY, Fz, Му, Му и Mz обозначают прилагаемые нагрузки, действующие на патрубки на входе и выходе. Соответственно обозначения SA и ОА были опущены для упрощения уравнений. Сила Fy берется со знаком плюс, если нагрузка приводит к растяжению патрубка, и со знаком минус, если нагрузка приводит к сжатию патрубка. Чтобы определить, растягивается или сжимается патрубок, необходимо определить направление приложенных нагрузок по рисунку 21. В уравнениях (F.8) и (F.11) должно использоваться абсолютное значение Му.
F.3 Обозначения
В примерах задач, приведенных в разделе F.4, используют следующие обозначения:
С — центр насоса. Для насосов типов ОН2, ВВ2 и ВВ5 с двумя опорными пьедесталами центр определяется как точка пересечения оси вала насоса и вертикальной плоскости, проходящей через центр двух пьедесталов (см. рисунки 24 и 25). Для насосов типов ВВ1, ВВЗ и ВВ5 с четырьмя опорными пьедесталами центр определяется как точка пересечения оси вала насоса и вертикальной плоскости, проходящей через середину между четырьмя пьедесталами (см. рисунок 23);
D — нагнетательный патрубок;
О, — внутренний диаметр трубы сортамента 401\ номинальный размер которой равен размеру рассматриваемого патрубка насоса, мм (дюйм);
Do — наружный диаметр трубы сортамента 401\ номинальный размер которой равен размеру рассматриваемого патрубка насоса, мм (дюйм);
F—сила, Н (фунт-сила);
Fr — результирующая сила; FRSA и FRDA вычисляются путем извлечения квадратного корня из суммы квадратов прилагаемых компонентных сил, действующих на фланец патрубка; FRST5 и FRDT5 определяются из таблицы 5 с использованием соответствующих размеров патрубка;
М— момент, Н/м (футы на фунт-силы);
MR — результирующий момент; MRSA и MRDA вычисляются путем извлечения квадратного корня из суммы квадратов прилагаемых компонентных моментов, действующих на фланец; MRST5 и MRDT5 определяются из таблицы 5 с использованием соответствующих размеров патрубка;
1) См. Schedule 40 noASME/ANSI.
120
ГОСТ 32601—2022
ор — главное напряжение, МПа (фунт-сила на квадратный дюйм);
oL — продольное напряжение, МПа (фунт на квадратный дюйм);
т — напряжение сдвига, МПа (фунт на квадратный дюйм);
S — всасывающий патрубок:
х, у, z— координаты положения фланцев патрубка относительно центра насоса, мм (дюйм);
X, Y, Z — направления действия нагрузки (см. рисунки 21—25);
Нижний индекс А — прилагаемая нагрузка;
Нижний индекс Т5 — нагрузка по таблице 5.
F.4 Пример расчетов нагрузок
F.4.1 Пример 1А — единицы СИ
F.4.1.1 Задача
Для консольного насоса с осевым входом (тип ОН2) размеры и расположение патрубков аналогичны приведенным в таблице F.1. Прилагаемые нагрузки на патрубок приведены в таблице F.2. Задача — определить, выполняются ли условия, установленные в перечислениях а—с) F.1.2.
F.4.1.2 Решение
F.4.1.2.1 Контроль соблюдения условия, указанного в перечислении a) F.1.2, выполняется следующим образом:
Для входного патрубка размером DN 250 имеем:
Ifxsa/fxstsI = 1+12 900/66701 =1,93 < 2,00
Ifysa/fyst5I = |0/5340| = 0 < 2,00
lFZSA/FZST5l = |-8852/4450| = 1,99 < 2,00
Imxsa/mxstsI = 1-1356/50201 = 0,27 < 2,00
I^YSA^YSTsI = 1-5017/2440 | = 2,06 > 2,00
IMZSA/MZST5I = |-7458/3800| = 1,96 < 2,00
Поскольку величина MYSA превышает значение, установленное в таблице 5 (в системе единиц СИ), более чем в два раза, данная величина является неприемлемой. Предположим, что значение MySA может быть снижено до -4879. Тогда:
lMYSA/MYST5l = |-4879/2440| = 1,999 < 2,00
Для верхнего нагнетательного патрубка размером DN 200 имеем:
^xda/^xdtsI = I +7117/37801 = 1,88 < 2,00
lFYDA/FYDT5l = H45/3110I = 0,14 < 2,00
IfZDA/fzdtsI = |+8674/4890| = 1,77 < 2,00
Imxda/mxdtsI = l+678/3530| = 0,19 < 2,00
I^yda/^ydtsI = 1-3390/17601 = 1,93 < 2,00
lMZDA/MZDT5l = |-4882/2580| = 1,89 < 2,00
При условии, что значение MYSA может быть уменьшено до -4879, прилагаемые нагрузки, действующие на каждый патрубок, удовлетворяют условию, указанному в перечислении a) F.1.2.
Таблица F.1 — Размеры и координаты расположения патрубков, пример 1А
Патрубок | Размер, DN | X, мм | У, мм | Z, мм |
Всасывание | 250 | +267 | 0 | 0 |
Нагнетание | 200 | 0 | -311 | +381 |
Таблица F.2 — Прилагаемые нагрузки на патрубки для примера 1А
Нагрузка | Значение, Н | Момент | Значение, Н м |
FXSA fysa fzsa | +12900 0 -8852 | Всасывание MXSA MYSA MZSA | -1356 -50171) -7458 |
121
ГОСТ 32601—2022
Окончание таблицы F.2
Нагрузка | Значение,H | Момент | Значение, Н м |
fxda fyda fzda | +7117 -445 +8674 | Нагнетание MXDA MYDA MZDA | +678 -3390 -4882 |
1)Cm. E.4.1.2.1. | |||
F.4.1.2.2 Контроль соблюдения условия, указанного в перечислении b) F.1.2, выполняют следующим образом:
Для всасывающего патрубка значения FRSA и MRSA определяются по методу извлечения квадратного корня из суммы квадратов:
ffiSA’llW + (fYSa)2 + <Fzca>2]0'5 = [(+12900)2 + (О)2 + (-8852)2]05 = 15645.
MRSA = K«xSa)2 + (MYSA>2 + (Mzsa)2]0'5 = К-1356)2 + (-4879)2 + (-7458)2]0.5 = 9015.
С учетом уравнения (F.1):
W(1 ’5 ■ FRST5) + ^RSA^1 >5 ’ MRST5) “ 2’
15645/(1,5 ■ 9630) + 9015/(1,5 • 6 750) < 2,
1,96 <2.
Для нагнетательного патрубка FRDA и MRDA определяются тем же методом, который используется для опре-деления FRSA и MRSA:
Frda = KFxda)2 + <fYDA>2 + <fzda)2]0'5 = К+7117)2 + (-445)2 + (+8674 )2]05 = 11229.
MRDA = KMXDA)2 + (MYDA)2 + (Mzda)2]0.5 = K+678)2 + (-3390)2 + (-4882)2]».5 = 5982.
С учетом уравнения (F.2):
FrdA/C’S ’ FRDT5) + ^RDA^1’5 ’ ^RDTs) “ 2>
11229/(1,5 • 6920) + 5982/(1,5 • 4710) < 2,
1,93 <2.
Нагрузки, действующие на каждый патрубок, удовлетворяют соответствующему уравнению взаимодействия; таким образом, указанное в перечислении b) F.1.2 условие выполняется.
F.4.1.2.3 Контроль соблюдения условия с) F.1.2 выполняется следующим образом:
Для контроля данного условия векторы силы и момента переносятся в центр насоса и раскладываются на составляющие; FRCA определяют в соответствии с перечислением с) F.1.2:
^ХСА = FXSA + FXDA’
FYCA = FYSA + FYDA’
FZCA = %А + FZDA>
frca = Kfxca)2 + (fyca)2 + (fzca)2]0,5’
fxca= (+1290°) + (+7117) = +20017,
FYCa=(0) + (-445) = -445,
Fzca = (-8852) + (+8674) = -178,
FRCA = [(+20017)2 + (-445)2 + (-178)2]0’5 = 20023.
С учетом уравнения (F.3):
FRCA < 1 >5 ■ (FRST5 + FRDT5)’
20023 < 1,5- (9630 + 6920),
20023 < 24825.
MYCa 0ПРеделяют согласно перечислению с) F.1.2:
MYCA= ^YSA + ^yda+ Kfxsa) ’ (zS) + (fxda) ’ (zD) " (fzsa) • (xS) - (FZDA) • (xD)]/1000 = (-4879) + (-3390) + + [(+12900) ■ (0,00) + ... + (+7117) • (+381) - (-8852) • (+267) - (+8674) • (0,00)]/1000 = -3194.
С учетом уравнения (F.4) имеем:
I^YCaI < 2,9 ’ (^YST5 + ^YDT5)’
|-3194| <2,0 • (2440 + 1760),
3194 < 8400.
MRCA определяется, как показано ниже (см. перечисление с) F.1.2):
^хса = ^xsa + ^xda ” [(fysa) ’ (z$) + (fyda) ’ (z^) “ (fzsa) ‘ (У^) “ (Fzda) ’ (yD)]/1000
122
ГОСТ 32601—2022
^YCA “ ^YSA + ^YDA + K^XSa) ' (z^) + ^~XDa) ' (Z^) ^ZSa) ' (x^) ^ZDa) ’ (xD)]/1000
^ZCA = MZSA + MZDA - «W ’ <У3) + (FXDa) ’ <У°) " (FYSA) ’ (xS) " (FYDA) ’ (WWOO
MRCA = [(WXCA)2 + (^YCa)2 + (WZCa)2]°’5’
MXCA= H356) + (+678) - [(0) • (0,00) + (-445) • (+381) - (-8852) • (0,00) - (+8674) • (-311)]/1000 = -3206,
/WYCA = “3194 (см. предыдущие вычисления).
MZCA = (-7458) + (-4882) - [(+12900) • (0,00) + (+7117) • (-311) - (0) • (+267) - (-445) • (0,00)]/1000 = -10127,
MRCA = К"3206)2 + (-3194)2 + (-10127)2]0’5 = 11092.
С учетом уравнения (F.5) имеем:
MRCA < 115 ’ (MRST5 + MrDT5)’
11092 < 1,5 • (6750 + 4710),
11092 < 17190.
Таким образом, все условия, указанные в перечислении с) F.1.2, соблюдены.
F.4.2 Пример 2А — единицы СИ
F.4.2.1 Задача
Для вертикального консольного насоса с патрубками в линию (тип ОНЗ или ОН6), с размерами DN80 х DN100 х 178 мм, прописанные в предложении нагрузки на патрубки приведены в таблице F.3. Расчет показал, что FZSA, A4zsa и Mxda более чем в два раза превышают значения, приведенные в таблице 5 (единицы СИ). Как указано в F.2, эти составляющие нагрузки приемлемы при условии, что вычисленное главное напряжение составляет менее 41 МПа. Задача состоит в определении главного напряжения для всасывающего и нагнетательного патрубков.
Таблица F.3 — Предложенные прилагаемые нагрузки патрубков для примера 2А
Нагрузка | Значение, H | Момент | Значение, Н м |
— | — | DN 100 всасывание | — |
^XSA | -2224 | ^XSA | +136 |
^ysa | -5338 | MYSA | -2034 |
fzsa | +1334 | MZSA | +1356 |
— | — | DN 80 нагнетание | — |
^XDA | +1334 | MXDA | +2712 |
fyda | -2224 | WYDA | +271 |
^ZDA | +445 | ^ZDA | +136 |
F.4.2.2 Решение
F.4.2.2.1 Вычисления для всасывающего патрубка проводятся, как показано ниже:
Для трубы сортамента 40 с номинальным размером DN 100, О0 = 114 мм и D, = 102 мм. Поэтому:
О? - D,2 = (114)2 - (102)2 = 2592,
О4 - D* = (114)4 - (102)4 = 6,065 ■ 107,
«fxsa)2 + (Fzsa)2]0'5 = (<"2224)2 + (+1334 )2]« = 2593,
1(MXSA)2 + (mzsa)2]0'5 = К+136)2 + (+1356)2]05 = 1363.
Уравнение (F.7) используют для расчета продольной составляющей напряжения для всасывающего патрубка, os.
Прилагаемая нагрузка FYSA, действующая на всасывающий патрубок, находится в отрицательной области оси У и вызывает напряжение сжатия; поэтому используемое значение FYSA отрицательно.
°s = [1,27 ■ FysA/(D§ - D,2)] + [10200 ■ Do ■ (MXSA2 +MZSA2)»^'(D04 - D,4)] =
= [1,27 ■ (-5338)/2592[ + [10200 ■ 114 • 1363/(6,065 ■ 107)] = 23,52
Уравнение (F.8) используется для расчета сдвигового напряжения патрубка линии всасывания ts:
ts = [1,27 ■ (Fxsa)2 + (FZSA)2l°'5/(Dg - D|2)] + [0,51 • 104 ■ Do ■ (|MYSA|)]/(O4 - D4) =
= (1,27 2593/2592) + [5100 • 114 • (|-2034|)]/(6,065 • 107)] = 20,77
Главное напряжение всасывающего патрубка, ops, рассчитывается по уравнению (F.6):
ор s = (os2) + (os2/4 + ts2)0-5 < 41 = (+23,52/2) + [(+23,52)2/4 + (+20,77)2]0-5 < 41 = +35,63 < 41.
Таким образом, величина нагрузок на всасывающий патрубок приемлема.
123
ГОСТ 32601—2022
F.4.2.2.2 Расчеты для нагнетательного патрубка проводят следующим образом:
Для трубы сортамента 40 с номинальным размером 80 мм: О0 = 89 мм и Ц = 78 мм. Следовательно:
О§ - О,2 = (89)2 - (78)2 =1837,
Dq - D* = (89)4 - (78)4 = 2,573 ■ 107,
l(W + 'FZDA)TJ'5 = [(+1334)2 + (+445)2]0,5 = 14061
lW + <MZDa)21°’5 = [(+2712)2 + (+136)2]»5 = 2715.
Уравнение (F.7) используют для определения продольного напряжения нагнетательного патрубка, oD. Прилагаемая нагрузка FYda на нагнетательный патрубок находится в отрицательной области оси У и вызывает растягивающее напряжение; следовательно, FYda имеет положительный знак.
% = [1.27 ■ FV»M - О,2)] + [10200 ■ О0 • [Mx„! + MZDAW(0j - D4) =
= [1,27 ■ (+2224)/1837] + [10200 ■ (89) • (2715)]/2,573 ■ 107 = 97,33.
Уравнение (F.8) служит для расчета сдвигового напряжения, действующего на нагнетательный патрубок, td:
TD = I’ .27 - (FXDA)2 + (FZDAfl°'M - °,2)] + [5100 - Do • ||MYDA|)]/(Oj - D,4) =
= [1,27 ■ 1406/1837] + [5100 • 89 • (|+ 271|)/(2,573 • 107)] = 5,75.
Главное напряжение для нагнетательного патрубка ор D рассчитывается по следующему уравнению:
oPD = (^d/2) + (°D2/4 + ^2)°’5 < 41 = (+97,33/2) + [(+97,33)2/4 + (+5,75)2]0’5 = +97,67 > 41.
Таким образом, нагрузка на нагнетательный патрубок слишком велика. По результатам расчета, если MXDA снижается на 50 % до 1356 Н ■ м, результирующее главное напряжение по-прежнему превышает 41 МПа. Следовательно, максимальное значение MXDA в два раза превышает MXDT5 или 1900 Н • м.
F.4.3 Пример 1Б — единицы USC
F.4.3.1 Задача
Для консольного насоса с осевым входом (тип ОН2) размеры и расположение патрубков аналогичны приведенным в таблице F.4. Прилагаемые нагрузки на патрубок приведены в таблице F.5. Задача — определить, выполняются ли условия, установленные в перечислениях а)—с) F.1.2.
Таблица F.4 — Размеры и координаты расположения патрубков для примера 1Б
Размеры в дюймах
Патрубок | Размер | X | Y | Z |
Всасывание | 10 | + 10,50 | 0 | 0 |
Нагнетание | 8 | 0 | -12,25 | +15 |
Таблица F.5 — Прилагаемые нагрузки на патрубки для примера 1Б
Нагрузка | Значение, фунты-силы | Момент | Значение, фунты-силыфут |
^XSA ^YSA fzsa | +2900 0 -1990 | Всасывание MXSA MYSA MZSA | -1000 -37001) -5500 |
^XDA ^YDA ^ZDA | + 1600 -100 + 1950 | Нагнетание ^XDA ^yda MZDA | +500 -2500 -3600 |
1> Cm. F.4.1.2.1. | |||
F.4.3.2 Решение
F.4.3.2.1 Контроль соблюдения условия, указанного в перечислении a) F.1.2, выполняется следующим образом:
Для входного патрубка размером 10 дюймов имеем:
I^xsa/^xstsI = 1+2900/15001 = 1,93 < 2,00;
IWyst5I = I0/1200 |= 0 < 2,00;
Ifzsa/fzstsI = |-1990/1000| = 1,99 < 2,00;
I^xsa^xstsI = 1-1000/37001 = 0,27 < 2,00;
124
ГОСТ 32601—2022
I^ysa/^ystsI = 1-3700/18001 = 2,06 > 2,00;
I^zsa^zstsI = 1-5500/28001 = 1,96 < 2,00.
Поскольку величина MYSA превышает значение, установленное в таблице 5 (в системе единиц USC) более чем в два раза, то данная величина является неприемлемой. Предположим, что значение MYSA может быть снижено до -3599. Тогда:
Imysa/mystsI = 1-3599/18001 = 1,999 < 2,00.
Для верхнего нагнетательного патрубка размером 8 дюймов имеем:
I'W'^XDTsI = 1+1600/8501 = 1,88 < 2,00;
I^yda^ydtsI = 1-100/7001 = 0,14 < 2,00;
1fzda/fzdtsI = 1+1950/11001 = 1,77 < 2,00;
I^XDA^XDTsI = I+500/2600I = 0,19 < 2,00;
I^ydaz^ydt5I = 1-2500/13001 = 1,93 < 2,00;
lMZDA/MZDT5l = 1-3600/19001 = 1,89 < 2,00.
При условии, что значение MYSA может быть уменьшено до -3599, прилагаемые нагрузки, действующие на каждый патрубок трубопровода, удовлетворяют условию, указанному в перечислении a) F.1.2.
F.4.3.2.2 Контроль соблюдения условия, указанного в перечислении b) F.1.2, должен выполняться следующим образом:
Для всасывающего патрубка значения FRSA и MRSA определяют по методу извлечения квадратного корня из суммы квадратов:
FRSA = KFXSa)2 + (FYSa)2 + (FZCa)21°'5 = К+2900)2 + (0)2 + (-1990)2]0.5 = 3517:
Mrsa = KMXSA>2 + (MYSA>2 + <mZSa)2]0'5 = [(-Ю00)2 + (-3599)2 + (_5500)2]0.5 = 6649.
С учетом уравнения (F.1):
FRSAZ(1’5 ’ frsts) + ^rSA/(1-5 ’ Mrsts) - 2)
3517/(1,5 • 2200) + 6649/(1,5 • 5000) < 2,
1,95 <2.
Для нагнетательного патрубка FRDA и MRDA определяют тем же методом, который используется для опреде-пения Frsaw MRSA:
FRDA = I(Fxda)2 + (fyda)2 + (Fzda)2!0’5 = K+1600)2 + (-100)2 + (+1950)2]°5 = 2524,
MRDA = [<mxda)2 + <myda)2 + <mzda)210'5 = K+500)2 + (-2500)2 + (-ЗбОО)2]»^ = 4411.
С учетом уравнения (F.2):
^RDA^1’5 ■ FRDT5) + MrDAZ(1 >5 ■ Mrdts) - 2’
11229/(1,5 • 1560) + 4411/(1,5 ■ 3500) < 2,
1,92 <2.
Нагрузки, действующие на каждый патрубок, удовлетворяют соответствующему уравнению взаимодействия; таким образом, условие, указанное в перечислении b) F.1.2, выполняется.
F.4.3.2.3 Контроль соблюдения условия, указанного в перечислении с) F.1.2, должен выполняться следующим образом:
Для контроля данного условия векторы силы и момента переносятся в центр насоса и раскладываются на составляющие; FRCA определяют в соответствии с перечислением с) F.1.2:
FXCA = FXSA + FXDA;
FYCA = FYSA + FYDA;
FZCA = FZSA + FZDA;
frca = Kfxca)2 + (fyca)2 + (fzca)210’5;
Fxca = (+2900) + (+1600) = +4500;
fYca= (°) + (~10°)=-1°°;
FZCA = (-1990) + (+1950) = -40;
FRCA = [(+4500)2 + (-1 ОО)2 + (-40)2]0-5 = 4501.
С учетом уравнения (F.3):
frca < 1 >5 • (FRST5 + frdts)’
4501 < 1,5 ■ (2200 + 1560),
4501 < 5640.
125
ГОСТ 32601—2022
^yca 0ПРеДеляется согласно перечислению с) F.1.2:
^СА= MYSA+ MYDA + «W ’ (zS) + (FXDA) ' <zD> ~ (FZSA) ’ (xS) ’ (FZDA) ’ (W2 =
= (-3599) + (-2500) + [(+2900) • (0,00) + ... + (+1600) • (+15) - (-1990) • (+10,5) - (+1950) • (0,00)]/12 =-2358.
С учетом уравнения (F.4) имеем:
I^YCaI < 2’0 ' (^YST5 + ^YDTs)’
|-2358|< 2,0-(1800 + 1300),
2358 < 6200.
A4rca определ летел, как показано ниже (см. перечисление с) F.1.2):
WXCA= ^xsa + 4<da - [(^ysa) ' (zS)+ (fyda) ' (zD)" (fzsa) ’ (У3) " (fzda) ' (У^2:
WYCA = MYSA + MYDA + [(FXSA) • (zS) + (FXDA) • (zD) - (Fzsa) ■ (xS) - (Fzda) • (xD)]/12;
^ZCA = ^ZSA + MZDA " «W ’ (У3) + (^XDA) ' (У°) " (FYSA) ’ (xS) ’ (FYDA) ’ (Wl^
WRCA = K^xca)2 + (^YCa)2 + (^ZCa)2]0’5^
MXCA = H000) + (+500) ” [(°)' (°-00) + H00) • (+15,00) - (-1990) • (0,00) - (+1950) ■ (-12,25)]/12 = -2366.
MYCA = “2358 (см. предыдущие вычисления);
MZCA = (~550°) + (-3600) - [(+2900) • (0,00) + (+1600) • (-12,25) - (0) • (+10,50) - (-100) • (0,00)]/12 = -7467;
MRCA = [(-2366)2 + (-2358)2 + (~7467)2]0.5 = 8180.
С учетом уравнения (F.5) имеем:
MRCA < 1 >5 ’ (MRST5 + WRDTs)’
8180 < 1,5 • (5000 + 3500),
8180 < 12750.
Таким образом, все условия, указанные в перечислении с) F.1.2, соблюдены.
F.4.4 Пример 2Б — единицы USC
F.4.4.1 Задача
Для вертикального консольного насоса с патрубками в линию (тип ОНЗ или ОН6), с размерами NPS 3 х NPS 4x7 дюймов, прописанные в предложении нагрузки на патрубки приведены в таблице F.6. Расчет показал, что FZSA, MZSA и MXDA более чем в два раза превышают значения, приведенные в таблице 5 (единицы USC). Как указано в F.2, эти составляющие нагрузки приемлемы при условии, что вычисленное главное напряжение составляет менее 5950 psi. Задача состоит в определении главного напряжения для всасывающего и нагнетательного патрубков.
Таблица F.6 — Предложенные прилагаемые нагрузки патрубков для примера 2Б
Нагрузка | Значение, фунты-силы | Момент | Значение, фунты-силы • фут |
^XSA | -500 | NPS 4 всасывание MXSA | + 100 |
^YSA | -1200 | MYSA | -1500 |
fzsa | +300 | WZSA | + 1000 |
^XDA | +300 | NPS 3 нагнетание WXDA | +2000 |
^YDA | -500 | WYDA | +200 |
^ZDA | + 100 | MZDA | + 100 |
F.4.4.2 Решение
F.4.4.2.1 Вычисления для всасывающего патрубка проводятся, как показано ниже:
Для трубы сортамента 40 с номинальным размером 4 дюйма, О0 = 4,500 дюйма и ^ = 4,026 дюйма. Поэтому: О02 - Ц2 = (4,500)2 - (4,026)2 = 4,04,
D04 - Dj4 = (4,500)4 - (4,026)4 = 147,34,
[(FXSA)2 + (W10’5 = [(-500)2 + (+зоо)2]О,5 = 583j
[(^xsa)2 + (mzsa)2]0'5 = [(+100)2 + (+1000)2]0-5 = 1005.
Уравнение (F.10) используют для расчета продольной составляющей напряжения для всасывающего патруб-ка aL,s-
Прилагаемая нагрузка FYSA, действующая на всасывающий патрубок, находится в отрицательной области оси У и вызывает напряжение сжатия; поэтому используемое значение FYSA отрицательно.
126
ГОСТ 32601—2022
aL s = [1,27 • Fysa/(D2 - 0.2)] + [122 • Do ■ (MXSA2 + Mzsa2)0-5/(D4 - D4)] =
= [1,27 • (-1200)/4,04] + [122 • 4,500 • 1005]/147,34 = 3367.
Уравнение (F.11) используется для расчета сдвигового напряжения патрубка линии всасывания ts:
TS = [1,27 • (Fxsa)2 + (Fzsa)2]0.5/(D2 _ О.2)] + [61 . Do • (|MYSA|)]/(D4 - D4) =
= (1,27 • 583/4,04) + [61 • 4,500 • (|-1500|)]/147,34 = 2978.
Главное напряжение всасывающего патрубка ор s рассчитывается по уравнению (F.9):
ops = (°S/2) + (%2/4 + TS2)0,5 < 5950 = (+3367/2) + [(+3367)2/4 + (+2978)2]0-5 < 41 = +5105 < 5950.
Таким образом, величина нагрузок на всасывающий патрубок приемлема.
F.4.4.2.2 Расчеты для нагнетательного патрубка проводятся следующим образом:
Для трубы сортамента 40 с номинальным размером 3 дюйма, О0 = 3,500 дюйма и Ц = 3,068 дюйма. Следовательно:
D$ - D? = (3,500)2 _ (3,068)2 =284,
D^ - Dj4 = (3,500)4 - (3,068)4 = 61,47,
1(Fxda)2 + <Fzda)TJ'5 = K+300)2 + (+100)2]05 = 316,
KMXDA)2 + (MZDA>2]0'5 = K+2000)2 + (+100)2]»'5 = 2002.
Уравнение (F.10) используется для определения продольного напряжения нагнетательного патрубка oLD. Прилагаемая нагрузка FYDA на нагнетательный патрубок находится в отрицательной области оси У и вызывает растягивающее напряжение; следовательно, FYDA имеет положительный знак.
aL D = [1,27 • Fyda/(D02 - 0,2)] + [122 • Do • (Мход2 + Mzda2)0-5]/(D4 _ D,4) =
= [1,27 • (+500)/2,84] + [122 • (3,5) • (2002)]/61,47 = 14131.
Уравнение (F.11) служит для расчета сдвигового напряжения, действующего на нагнетательный патрубок, td:
td = [1,27 • (Fxda)2 + (Fzda)2]0,5/(D2 _ O.2)] + [61 . o0 . (|Myda|)/(D4 - D4)] =
= [1,27 ■ 316/2,84] + [61 • 3500 • (|+200|)/61,47] = 836.
Главное напряжение для нагнетательного патрубка лр D рассчитывается по уравнению (F.9):
upD = (°D/2) + (°d2/4 + td2)°’5 < 5950 = (+14131/2) + [(+14131)2/4 + (+836)2]0’5 = +14181 > 5950.
Таким образом, нагрузка на нагнетательный патрубок слишком велика. По результатам расчета, если MXDA снижается на 50 % до 1000 фунт-силы на фут, то результирующее главное напряжение по-прежнему превышает 5950 psi. Следовательно, максимальное значение MXDA в два раза превышает MXDT5 или 1400 фунт-силы на фут.
127
ГОСТ 32601—2022
Приложение G (справочное)
Руководство по выбору класса материалов
В таблице G.1 представлены общие рекомендации по выбору класса материалов для насосов, в том числе при их применении в технологических установках, трубопроводном транспорте и на погрузочно-разгрузочных терминалах жидких углеводородов. Для точного выбора материалов необходимо тщательное изучение условий эксплуатации каждого конкретного насоса.
Таблица G.1 — Рекомендации по выбору класса материалов
Рабочая среда | Диапазон температур | Диапазон давлений | Класс материалов | Сноски к строке | |
’С | °F | ||||
Пресная вода, конденсат, вода для градирен | < 100 | <212 | Все | 1-1 или I-2 | — |
Горячая вода и технологическая вода | < 120 | < 250 | Все | 1-1 или I-2 | 1) |
120—175 | 250—350 | Все | S-5 | 1) | |
> 175 | > 350 | Все | S-6, С-6 | 1) | |
Вода для питания котлов: | |||||
- насосы с осевым разъемом | > 95 | >200 | Все | С-6 | — |
- двухкорпусные (баррельные) насосы | > 95 | >200 | Все | S-6 | — |
Циркуляционные насосы котлов | > 95 | >200 | Все | С-6 | — |
Сточная вода, вода орошения, вода сепарации | < 175 | <350 | Все | S-3 или S-6 | 2) |
рефлюкса и углеводороды, содержащие указанные воды, включая потоки рефлюкса | > 175 | > 350 | Все | С-6 | — |
Пропан, бутан, сжиженный нефтяной газ, аммиак, | <230 | <450 | Все | S-1 | — |
этилен, низкотемпературные среды (работа металлов при низких температурах) | >-46 | >-50 | Все | S-1 (LCB) | 8) |
>-73 | >-100 | Все | S-1 (LC2) | 8) | |
>-100 | >-150 | Все | S-1 (LC3) | 8), 9) | |
>-196 | >-320 | Все | А-7 или А-8 | 8), 9) | |
Дизельное топливо, бензин, керосин, газойли, лег- | <230 | <450 | Все | S-1 | — |
кое, среднее и тяжелое смазочное масло, мазут, остаток, сырая нефть, нефтяной битум; остатки | 230—370 | 450—700 | Все | S-6 | 2),3) |
синтетического крекинг-сырья | > 370 | > 700 | Все | С-6 | 2) |
Коррозионно-неагрессивные углеводороды, например продукт каталитического реформинга, изомеризованный нефтепродукт, десульфурированные | 230—370 | 450—700 | Все | S-4 | 3) |
масла | |||||
Ксилол, толуол, ацетон, бензол, фулфурол, мети л этил кетон, кумол | <230 | <450 | Все | S-1 | — |
Углекислый натрий | < 175 | < 350 | Все | 1-1 | — |
Каустическая сода (гидроксид натрия), концентра- | < 100 | <212 | Все | S-1 | 4) |
ция < 20 % | > 100 | >212 | Все | — | 5) |
Морская вода | < 95 | <200 | Все | — | 6) |
Кислая вода | <260 | <470 | Все | D-1 | — |
128
ГОСТ 32601—2022
Окончание таблицы G. 1
Рабочая среда | Диапазон температур | Диапазон давлений | Класс материалов | Сноски к строке | |
°C | °F | ||||
Подтоварная вода, пластовая вода и соляные растворы | Все | Все | Все | D-1 или D-2 | 6) |
Сера (жидкая) | Все | Все | Все | S-1 | — |
Абразивные нефтепродукты каталитического крекинга | < 370 | < 700 | Все | С-6 | — |
Карбонат калия | < 175 <370 | < 350 < 700 | Все Все | С-6 А-8 | — |
Растворы моноэтаноламина (МЕА), диэтаноламина (DEA), триэтаноламина (TEA) | < 120 | <250 | Все | S-1 | — |
Обедненные растворы DEA и TEA | < 120 | <250 | Все | S-1 или S-8 | 4), 7) |
Слабый раствор МЕА (присутствие только СО2) | 80—150 | 175—300 | Все | S-9 | 4) |
Слабый раствор МЕА (присутствие СО2 и H2S) | 8—150 | 175—300 | Все | S-8 | 4), 7) |
Обогащенные растворы МЕА, DEA, TEA | <80 | < 175 | Все | S-1 или S-8 | 4) |
Серная кислота при концентрации: - более 85 % - не более 85 % | < 38 <230 | < 100 <450 | Все Все | S-1 А-8 | 2) 2) |
Плавиковая кислота с концентрацией более 96 % | < 38 | < 100 | Все | S-9 | 2) |
1) При выборе материалов должно учитываться содержание кислорода в воде. 2) Коррозионная активность сточных вод, углеводородов при температурах выше 230 °C (450 °F), а также кислот и кислых стоков может изменяться в широких пределах. Рекомендации по выбору материалов должны быть получены в каждом отдельном случае. Класс материалов, указанный в таблице выше, подходит для большинства таких сред, но должен быть проверен. Материалы класса S-8 могут также использоваться при рабочих температурах ниже 95 °C (200 °F). 3) Если коррозионная активность продукта является низкой, материалы класса S-4 могут использоваться при температурах от 231 °C до 370 °C (от 451 °F до 700 °F). Рекомендации по выбору материалов должны быть получены в каждом отдельном случае. 4) Со всех сварных швов должно быть снято напряжение. 5) В насосе должны быть применены сплавы типа Ni-Cu или UNS N08007. 6) Для морской воды, подтоварной воды, пластовой воды и рассолов заказчик и поставщик должны согласовать материалы конструкции, которые наилучшим образом подходят для конкретного применения. 7) Если рабочая температура превышает 95 °C (200 °F), то поставщик должен учесть разницу коэффициентов температурного расширения для материалов корпуса и ротора и подтвердить их пригодность. 8) Материалы, выбранные для низкотемпературных сред, должны отвечать требованиям 6.12.1.6 и 6.12.4. Литейные сплавы марок LCB, LC2, LC3 приведены только как пример, для справки. Марки LCB, LC2, LC3 здесь по ISO 4991. Сплавы C23-45BL, C43E2al и C43L считаются эквивалентными сплавам марок LCB, LC2, LC3 по ASTM А352/А352М. Обрабатываемые давлением заготовки должны быть из эквивалентных марок сплавов. 9) Сплавы на основе алюминия, бронзы, алюминиевой бронзы и никеля могут также использоваться при низкой температуре до минус 196 °C (минус 320 °F). Примечание 1 — Типы материалов для деталей насоса для каждого класса материалов приведены в приложении Н. Примечание 2 — Для применений, не подпадающих прямо под описание в этой таблице, должны быть получены отдельные рекомендации. Примечание 3 — Чугунные корпуса (см. 6.2.1.6), если они рекомендованы для химически активных сред, должны использоваться только в безопасных зонах. Стальные корпуса насосов должны использоваться везде, где может возникнуть взрывоопасная среда, или в применениях, где насосы могут подвергаться гидравлическому удару, например при работе на наливе продукта. | |||||
129
ГОСТ 32601—2022
Приложение Н (обязательное)
Материалы и нормативные документы на них для деталей насосов
Представленный в таблице Н.1 перечень классов материалов предназначен для выбора заказчиком (см. 6.12.1.2). Допускаются иные типы материалов внутри выбранного класса для отдельных деталей с одобрения заказчика.
Таблицы Н.2, Н.З и Н.4 могут быть использованы в качестве руководства в вопросе выбора материалов и нормативных документов на них. При использовании этих таблиц не следует полагать, что материал является полностью приемлемым без учета всех свойств перекачиваемой среды и условий эксплуатации. В таблице Н.2 указаны примеры соответствующих материалов, которые могут рассматриваться как приемлемые. Для каждого из материалов указываются только принадлежность к той или иной системе стандартизации и его марка, но не указывается требуемое конечное состояние, как, например, уровень твердости. Эти материалы могут быть неравноценными для всех применений.
130
Таблица Н.1 (обязательная) — Классы материалов для деталей насосов
Деталь | ф 00 5 н С о | Классы материалов и сокращения2) | |||||||||||||
1-1 | I-2 | S-1 | S-3 | S-4 | S-5 | S-6 | S-812) | S-912) | C-6 | A-7 | A-8 | D-1 1°) | D-2 10> | ||
CI | CI | STL | STL | STL | STL | STL | STL | STL | 12 %Cr | AUS | 316 AUS | Дуплекс | Супердуплекс | ||
CI | BRZ | CI | Ни-ре-зист | STL | STL и 12 %Сг | 12%Сг | 316 AUS | Ni-Cu | 12 %Cr | AUS3)-4) | 316 AUS4> | Дуплекс | Супердуплекс | ||
Корпус, работающий под давлением | Да | CI | CI | STL | STL | STL | STL | STL | STL | STL | 12 %Cr | AUS | 316AUS | Дуплекс | Супердуплекс |
Внутренние детали корпуса (направляющие аппараты и т. п.) | Нет | CI | BRZ | CI | Нирезист | CI | STL | 12 %Сг | 316AUS | Ni-Cu | 12 %Cr | AUS | 316AUS | Дуплекс | Супердуплекс |
Рабочее колесо | Да | CI | BRZ | CI | Нирезист | STL | STL | 12 %Сг | 316AUS | Ni-Cu | 12 %Cr | AUS | 316AUS | Дуплекс | Супердуплекс |
Кольца щелевых уплотнений корпуса11) | Нет | CI | BRZ | CI | Нирезист | CI | 12 %Сг, упр- | 12 %Сг, упр- | 316AUS Упр. ПОВ.5) | Ni-Cu | 12 %Cr, ynp- | AUS ynp. пов.5) | 316 AUS ynp. ПОВ.5) | Дуплекс, с упр. пов.5) | Супердуплекс с упр.пов.5) |
Кольца щелевых уплотнений рабочих колес11) | Нет | CI | BRZ | CI | Нирезист | CI | 12 %Сг, упр- | 12 %Сг, упр- | 316AUS Упр. ПОВ.5) | Ni-Cu | 12 %Cr, ynp- | AUS ynp. пов.5) | 316 AUS ynp. ПОВ.5) | Дуплекс, с упр. пов.5) | Супердуплекс с упр.пов.5) |
Вал4) | Да | STL | STL | STL | STL | STL | 4140 | 41406) | 316AUS | Ni-Cu | 12 %Cr | AUS | 316AUS | Дуплекс | Супердуплекс |
Дросселирующие втулки11) | Нет | CI | BRZ | CI | Нирезист | CI | 12 %Сг, упр- | 12 %Сг, упр- | 316AUS | Ni-Cu | 12 %Cr, ynp- | AUS | 316AUS | Дуплекс | Супердуплекс |
Межступенчатые втулки вала11) | Нет | CI | BRZ | CI | Нирезист | CI | 12%Сг, упр- | 12 %Сг, упр- | 316AUS Упр. ПОВ.5) | Ni-Cu | 12 %Cr, ynp- | AUS ynp. пов.5) | 316 AUS ynp-ПОВ.5) | Дуплекс, с упр. пов.5) | Супердуплекс с упр.пов.5) |
Межступенчатые втулки корпуса11) | Нет | CI | BRZ | CI | Нирезист | CI | 12%Сг, упр- | 12 %Сг, упр- | 316AUS Упр. ПОВ.5) | Ni-Cu | 12 %Cr, ynp- | AUS ynp. пов.5) | 316 AUS ynp. ПОВ.5) | Дуплекс, с упр. пов.5) | Супердуплекс с упр.пов.5) |
Шпильки корпуса и торцевых уплотнений | Да | 4140 | 4140 | 4140 | 4140 | 4140 | 4140 | 4140 | 4140 | Ni-Cu ynp.9) | 4140 | 4140 | 4140 | Дуплекс9) | Супердуплекс9) |
ГОСТ 32601—2022
132
Продолжение таблицы Н. 1
Деталь | ф со о Is С О | Классы материалов и сокращения2) | |||||||||||||
1-1 | I-2 | S-1 | S-3 | S-4 | S-5 | S-6 | S-812) | S-912) | С-6 | А-7 | А-8 | D-1 10> | D-2 10> | ||
CI | CI | STL | STL | STL | STL | STL | STL | STL | 12 %Сг | AUS | 316AUS | Дуплекс | Супердуплекс | ||
CI | BRZ | CI | Ни-ре-зист | STL | STL и 12 %Сг | 12%Сг | 316 AUS | Ni-Cu | 12 %Сг | AUS3»'4’ | 316 AUS4) | Дуплекс | Супердуплекс | ||
Прокладка корпуса | Нет | СНП из AUS7) | СНП из AUS7) | СНП из AUS7) | СНП из AUS7) | СНП ИЗ AUS7) | СНП из AUS7) | СНП из AUS7) | СНП из 316 AUS7) | СНП из Ni-Cu с фторопластом7) | СНП ИЗ AUS7) | СНП из AUS7) | СНП из 316 AUS7) | СНП из дуплекса7) | СНП из супердуплекса7) |
Напорный и наружный корпуса вертикальных насосов | Да | STL | STL | STL | STL | STL | STL | STL | STL | STL | AUS | AUS | 316AUS | Дуплекс | Супердуплекс |
Подшипники вала в колонне и/или подводе вертикального насоса | Нет | БНК8) | BRZ | BRZ | БНК8) | Графит | Графит | Графит | Графит | Графит | Графит | Графит | Графит | Графит | Графит |
Крепежные изделия, находящиеся в перекачиваемой среде | Да | STL | STL | STL | STL | STL | 316 AUS13) | 316 AUS13) | 316AUS | Ni-Cu | 316 AUS13) | 316AUS | 316AUS | Дуплекс | Супердуплекс |
ГОСТ 32601—2022
1> Согласно 6.12.1.4.
2) Во второй строке таблицы приведены классы материалов. В третьей строке указаны аббревиатуры соответствующих этому классу типов материалов корпуса. В четвертой строке, соответственно, типов материалов деталей проточной части, кроме корпуса. В остальных строках ниже — типов материалов для соответствующих деталей, указанных в первой колонке. Расшифровка аббревиатур в таблице: CI — чугун; BRZ — бронза; Ни-резист — аустенитный никель-медь-хромистый чугун с высокой коррозионной стойкостью; STL — углеродистая сталь; 12 %Сг— хромистая нержавеющая сталь с примерным содержанием хрома около 12 %; 12 %Сг упр. — то же, с дополнительным упрочнением; AUS — аустенитная нержавеющая сталь; AUS упр.пов. — то же, с дополнительным упрочнением поверхности; 316 AUS — аустенитная нержавеющая сталь с содержанием не менее 2,0 % молибдена; 316 AUS упр.пов. —то же, с дополнительным упрочнением поверхности; Дуплекс — двухфазные аустенитно-ферритные высоколегированные нержавеющие стали. Соотношение между фазами феррита и аустенита в различных марках стали различно, но, как правило, находится в пределах от 40:60 до 60:40; Супердуплекс — то же, но имеет более высокое содержание легирующих элементов, в том числе, как правило, примерная (средняя) массовая доля хрома составляет не менее 25 %, никеля не менее 6 %, молибдена не менее 3 %, азота не менее 0,2 %; Дуплекс с упр.пов. и Супердуплекс с упр.пов. —соответственно то же, с дополнительным упрочнением поверхности; 4140 — высокопрочная легированная сталь (сталь AISI 4140 или ее аналог), содержащая около 0,40 % углерода, 1 % хрома и 0,2 % молибдена; Ni Си — сплав на основе никеля и меди, типичный зарубежный сплав — Монель (Monel), содержащий до 70 % Ni и 30 % Си; СНП — спирально-навитая прокладка; Графит — антифрикционные материалы на основе углерода (графита) с дополнительными компонентами, улучшающими их свойства; БНК (NBR) — материалы на основе бутадиен-нитрильного каучука.
133
Окончание таблицы Н. 1
3) Примерами отечественных аустенитных нержавеющих сталей являются: 12Х18Н10Т, 2Х18Н12МЗТЛ и др. по ГОСТ 977; зарубежных: AISI 302, 303, 304, 316, 321 и 347 и др.
4) Для вертикальных погружных насосов с валами, погруженными в перекачиваемую среду, со втулками радиальных подшипников скольжения, стандартный рекомендуемый тип материала вала —сталь с 12 %-ным содержанием хрома, за исключением классов S-9, А-7, А-8 и D-1. Стандартным материалом вала для консольных полупогружных насосов (тип VS5) является высокопрочная легированная сталь 4140 или ее аналог, если она совместима с перекачиваемой средой (см. таблицу G.1).
5) Если не указано иное, необходимость применения поверхностного упрочнения и методы его получения определяются поставщиком для каждого конкретного применения и описываются в техническом предложении. Альтернативой применению поверхностного упрочнения могут быть открытые рабочие зазоры (см. 6.7.4) или использование противозадирных или неметаллических материалов, в зависимости от их коррозионной стойкости и свойств перекачиваемой среды.
6) Для класса S-6 стандартным рекомендуемым материалом вала для питательных котловых насосов и для перекачки других сред с температурой свыше 175 °C (350 °F) является сталь с 12 %-ным содержанием хрома (см .таблицу G.1).
7) Для насосов с осевым разъемом корпуса применяются листовые прокладки из материала, совместимого с перекачиваемой средой. Спирально навитые прокладки должны содержать наполнитель, совместимый с перекачиваемой средой. Прокладки других типов могут быть предложены, если доказана их пригодность для эксплуатации в указанных в опросном листе условиях и они одобрены заказчиком (см. 6.3.10).
8> Для перекачиваемой среды с температурой выше 45 °C (110 °F) или для других специальных применений могут использоваться альтернативные материалы.
9) Если заказчик не требует иное, то не контактирующие с перекачиваемой средой шпильки корпуса и уплотнительного узла допускается изготавливать из высокопрочной легированной стали 4140 или ее аналога.
10> Для некоторых условий эксплуатации могут потребоваться сплавы с более высоким содержанием легирующих элементов по сравнению с приведенными в таблице Н.2 марками дуплексных сталей, например супераустенитные или супердуплексные стали со значениями индекса эквивалентной стойкости к питтинг-коррозии (PRE) не менее 40. Значение PRE рассчитывается на основе фактического химического состава сплава по формуле: PRE = WCr + 3,3 • WMo + 16 • WN, где W— процентное содержание элемента, обозначенного нижним индексом.
11 Неметаллические материалы для быстроизнашивающихся деталей, совместимые с перекачиваемой средой, могут быть предложены в применимых пределах, указанных в таблице Н.З. Также см. перечисление с) 6.7.4.
12> Поставщик должен учесть разницу в коэффициентах температурного расширения у материалов корпуса и ротора и подтвердить их пригодность в случае, если рабочая температура превышает 95 °C (200 °F).
13) Для применений, где может возникнуть большая разница температурных расширений при использовании крепежных деталей из аустенитных сталей, для этих деталей можно использовать альтернативные материалы, например мартенситную сталь с содержанием хрома от 12 % до 17 %, обладающую необходимой коррозионной стойкостью.
ГОСТ 32601—2022
134
Таблица Н.2 (справочная) — Материалы и нормативные документы на них для деталей насосов
Тип материала | Область применения | Страны СНГ | Международный | США | Европа | Япония | |||
ГОСТ | ISO | ASTM | UNS1> | EN2) | Марка | № материала | JIS | ||
Чугун | Отливки, работающие под давлением | СЧ 25 по ГОСТ 1412 | 185/Gr250 | А278/А278М Class 30 | F12401 | EN 1561 | EN-GJL-250 | JL 1040 | G 5501, FC 250 |
Отливки, общие | СЧ 25 по ГОСТ 1412, СЧ 30 по ГОСТ 1412 | 185/Gr300 | А48/А48М Class 25/30/40 | F11701/ F12101 | EN 1561 | EN-GJL-250 EN-GJL-300 | JL 1040 JL1050 | G 5501, FC 250/300 | |
Углеродистая сталь | Отливки, работающие под давлением | 25Л по ГОСТ 977 | 4991 023-45 АН | А216/А216М Gr WCB | J03002 | EN 10213 | GP 240 GH | 1.0619 | G5151, Cl SCPH 2 |
Прокат/поковки | 25 по ГОСТ 1050 или ГОСТ 8479 | 683-18-025 | A266 Class 4 | K03506 | EN 10222-2 | P280 GH | 1.0426 | G3202, Cl SFVC 2A | |
Пруток, работающий под давлением | 25 по ГОСТ 1050 | 683-18-025 | A696 Gr B40 | G10200 | EN 10273 | P295 GH | 1.0481 | G4051, Cl S25C | |
Пруток, общее применение3^ | 45 по ГОСТ 1050 | 683-18-О45е | A576 Gr1045 | G10450 | EN 10083-2 | C45 | 1.0503 | G4051, Cl S45C | |
Болты и шпильки4) | 38ХМ, 40Х по ГОСТ 4543 | 2604-2-F31 | A193/A193M Gr B7 | G41400 | EN 10269 | 42 Cr Mo 4 | 1.7225 | G4107, Class 2, SNB7 | |
Гайки4) | 45 по ГОСТ 1050 | 683-1-045 | A194/A194M Gr2H | K04002 | EN 10269 | C 35 E | 1.1181 | G4051, CIS45C | |
Листы и пластины | 17ГС, 14Г2 по ГОСТ 19281 | 9328-4, P/PL 355 TN | A516/A516 Gr 65/70 | К02403/ K02700 | EN 10028-3 | P 355 N P 355 NL1 | 1.0562 1.0566 | G3108, GrSM400B | |
Труба | 20 по ГОСТ 1050 | 9329-2 РН26 | A106/A106M Gr В | K03006 | EN 10208-1 | L 245 GA | 1.0459 | G3456, Gr. STPT370/410 | |
Фитинги | 25, 30 по ГОСТ 1050 | — | A105/A105M | K03504 | — | — | — | G4051, Cl S25C, G3202, Cl SFVC 2A, SFVC2B | |
ГОСТ 32601—2022
Продолжение таблицы Н.2
135
Тип материала | Область применения | Страны СНГ | Международный | США | Европа | Япония | |||
ГОСТ | ISO | ASTM | UNS1) | en2> | Марка | № материала | JIS | ||
Высокопрочная легированная сталь 4140 | Пруток | 38ХМ, 40Х по ГОСТ 4543, 30X13, 40X13 по ГОСТ 5632 | — | А434 Class ВВ, ВС | G41400c) | EN 10083-1 | 42 Cr Mo 4 | 1.7225 | G4105, Cl SCM 440 |
Болты и шпильки | 38ХМ, 40Х по ГОСТ 4543 | 2604-2-F31 | А193/А193М Gr В7 | G41400 | EN 10269 | 42 Cr Mo 4 | 1.7225 | G4107, Class 2, SNB7 | |
Гайки | 45 по ГОСТ 1050 | 683-1-045 | А194/А194М Gr2H | K04002 | EN 10269 | C 45 E | 1.1191 | G4051, Cl S45C | |
Сталь с 12% хрома | Отливки, работающие под давлением | 15Х14НЛ, 30Х13Л по ГОСТ 977 | — | А487/А487М GrCA6NM | J91540 | EN 10213 | GX4CrNi 13-4 | 1.4317 | G5121, Cl SCS6, SCS6X |
Отливки общие | 15Х14НЛ, 30X1ЗЛ по ГОСТ 977 | — | А743/А743М Gr СА15 | J91150 | EN 10283 | GX 12 Cr 12 | 1.4011 | G5121, Cl SCSI, SCS 1X1 | |
— | — | А743/А743М GrCA6NM | J91540 | EN 10283 | GX4 CrNi 13-4 | 1.4317 | G5121, Cl SCS 6, SCS 1X1 | ||
Прокат/поковки, работающие под давлением | 20X13, 30X13, 40X13 по ГОСТ 5632 | 683-13-3 | A182/A182MGr F6a Cl 1 GrF6NM | S41000 S41500 | EN 10250-4 EN 10222-5 | X12 Cr13 X3Cr Ni Mo 13-4-1 | 1.4006 1.4313 | G3214, Gr. SUS410-A, Cl SUSF6NM | |
Прокат/поковки, общие | 20X13, 30X13, 40X13 по ГОСТ 5632 | 683-13-2 | A473 Type 410 | S41000 | EN 10088-3 | X12 Cr13 | 1.4006 | G3214, Gr. SUS410-A | |
Пруток, работающий под давлением | 20X13, 30X13, 40X13 по ГОСТ 5632 | 683-13-3 | A479/A479M Type 410 | S41000 | EN 10272 | X12 Cr 13 | 1.4006 | G4303, Gr. SUS 410 или 403 | |
Пруток, общее применение | 20X13, 30X13, 40X13 по ГОСТ 5632 | 683-13-3 | A276 Type 410 | S41400 | EN 10088-3 | X12 Cr13 | 1.4006 | G4303, Gr. SUS 410 или 403 | |
ГОСТ 32601—2022
136
Продолжение таблицы Н.2
Тип материала | Область применения | Страны СНГ | Международный | США | Европа | Япония | |||
ГОСТ | ISO | ASTM | UNS1) | EN2) | Марка | № материала | JIS | ||
Сталь с 12% хрома | Пруток, поковки3) | 20X13, 30X13, 40X13 по ГОСТ 5632 | 683-13-4 | А276 Type 420 A473 Type 416 A582/A582M Type 416 | S42000 S41600 | EN 10088-3 | X20 Cr13 X 20 Cr S 13 | 1.4021 1.4005 | G4303, Gr. SUS 420J1 или 420J2 |
Болты и шпильки4) | 20X13, 30X13, 40X13 по ГОСТ 5632 | 3506-1 04-70 | A193/A193M Gr B6 | S41000 | EN 10269 | X22CrMo V 12-1 | 1.4923 | G4303, Gr. SUS 410 или 403 | |
Гайки4) | 20X13, 30X13, 40X13 по ГОСТ 5632 | 3506-2 С4-70 | A194/A194M Gr 6 | S41000 | EN 10269 | X22CrMo V 12-1 | 1.4923 | G4303, Gr. SUS 410 или 403 | |
Листы и пластины | 08X13, 20X13, 30X13, 40X13 по ГОСТ 5632 | 683-13-3 | A240/A240M Type 410 | S41000 | EN 10088-2 | X12 Cr 13 | 1.4006 | G4304/4305, Gr. SUS 410 или 403 | |
Аустенитная нержавеющая сталь | Отливки, работающие под давле-нием | 12X18Н9ТЛ и аналоги по ГОСТ 977 | 683-13-10 | A351/A351M GrCF3 | J92500 | EN 10213-4 | GX2 Cr Ni 19-11 | 1.4309 | G5121, Cl SCS 19A |
12Х18Н12МЗТЛ и аналоги по ГОСТ 977 | 683-13-19 | A351/A351M GrCF3M | J92800 | EN 10213-4 | GX2 CrNi Mo 19-11-2 | 1.4409 | G5121, Cl SCS 16A, 16AX | ||
Отливки общие | 12Х18Н9ТЛ и аналоги по ГОСТ 977 | — | A743/A743M GrCF3 | J92500 | EN 10283 | GX2 Cr Ni 19-11 | 1.4309 | G5121, Cl SCS 19A | |
12Х18Н12МЗТЛ и аналоги по ГОСТ 977 | — | A743/A743M GrCF3M | J92800 | EN 10283 | GX2 CrNi Mo 19-11-2 | 1.4409 | G5121, Cl SCS16A, 16AX | ||
Прокат/поковки | 12Х18Н10Т и аналоги по ГОСТ 5632 | 9327-5 XCrNi18-10 | A182A/A182M Gr F 304L | S30403 | EN 10222-5 | X2 Cr Ni 19-11 | 1.4306 | G3214, Gr. SUS F 304L | |
10Х17Н13М2Т и аналоги по ГОСТ 5632 | 9327-5 XCrNiMo17-12 | A182A/A182M Gr F 316L | S31603 | EN 10222-5 EN 10250-4 | X2Cr Ni Mo 17-12-2 | 1.4404 | G4304/4305, Gr. SUS 304L/ 316L | ||
ГОСТ 32601—2022
Продолжение таблицы Н.2
137
Тип материала | Область применения | Страны СНГ | Международный | США | Европа | Япония | |||
ГОСТ | ISO | ASTM | UNS1> | en2> | Марка | № материала | JIS | ||
Аустенитная нержавеющая сталь | Пруток5) | 12Х18Н10Т и аналоги по ГОСТ 5632 | 9327-5 X2CrNi 18-10 | A479/A479M Type 304L, Type 316L, A276 Gr.316L | S30403 S31603 | EN 10222-5 | X2 Cr Ni 19-11 | 1.4306 1.4404 | G3214, Gr. SUS F 304L |
10Х17Н13М2Т и аналоги по ГОСТ 5632 | 9327-5 X2CrNi-Мо17-12 | A479/A479M Type XM19 | S20910 | — | — | — | — | ||
Листы и пластины | 12Х18Н10Т 10Х17Н13М2Т и аналоги по ГОСТ 5632 | 9328-5 X2CrNi-Mo17-12-2 | A240/A240M Gr304L/316L | S30403 S31603 | EN 10028-7 | X2 Cr Ni 19-11 X2Cr Ni Mo 17-12-2 | 1.4306 1.4404 | G4304/4305, Gr. SUS 304L/ 316L | |
Трубы | 12Х18Н10Т 10Х17Н13М2Т и аналоги по ГОСТ 9940 и ГОСТ 9941 | 683-13-10 683-13-19 | A312/A312M Type 304L, 316L | S30403 S31603 | — | — | — | G3459, Gr. SUS 304LT-P/316LTP | |
Фитинги | 12Х18Н10Т 10Х17Н13М2Т и аналоги по ГОСТ 5632 | 9327-5 X2CrNi 18-10 X2CrNi- Mo17-12 | A182/A182M Gr F304L Gr316L | S30403 S31603 | EN 10222-5 | X2 Cr Ni 19-11 X2Cr Ni Mo 17-12-2 | 1.4306 1.4404 | G3214, Gr. SUS F304L/F316L | |
Болты и шпильки | 12Х18Н10Т 10Х17Н13М2Т и аналоги по ГОСТ 5632 | 3506-1 A4-70 | A193/A193M Gr В 8 M | S31600 | EN 10250-4 | X6Cr Ni Mo Ti 17-12-2 | 1.4571 | G4303, Gr. SUS 316 | |
Гайки | 12Х18Н10Т 10Х17Н13М2Т и аналоги по ГОСТ 5632 | 3506-2 A4-70 | A194/A194M Gr В 8 M | S31600 | EN 10250-4 | X6Cr Ni Mo Ti 17-12-2 | 1.4571 | G4303, Gr. SUS 316 | |
Дуплексная сталь6) | Отливки, работающие под давлением | — | — | A890/A890M Gr 1 В A995/A995M Gr 1 В | J93372 | EN 10213-4 | GX2 CrNiMoCuN-25-6-3-3 | 1.4517 | — |
ГОСТ 32601—2022
138
Продолжение таблицы Н.2
Тип материала | Область применения | Страны СНГ | Международный | США | Европа | Япония | |||
ГОСТ | ISO | ASTM | UNS1) | EN2> | Марка | № материала | JIS | ||
Дуплексная сталь6) | Отливки, работающие под давлением | A890/A890M Gr3A A995/A995M Gr3A | J93371 | — | — | — | G 5121, Gr. SOS 11 | ||
A890/A890M Gr4A A995/A995M Gr 4 A | J92205 | EN 10213-4 | GX2 CrNiMoCuN-25-6-3-3 | 1.4517 | G 5121, Gr. SOS 10 | ||||
Прокат/поковки | 9327-5 X2CrNiMoN 22-5-3 | A182/A182M GrF51 | S31803 | EN 10250-4 EN 10222-5 | X2CrNiMoN 22-5-3 | 1.4462 | — | ||
— | A479/A479M | S32550 | EN 10088-3 | X2CrNiMoCuN 25-6-3 | 1.4507 | — | |||
Пруток | — | 9327-5 X2CrNiMoN 22-5-3 | A276-S31803 | S31803 | EN 10088-3 | X2CrNiMoN 22-5-3 | 1.4462 | В 2312/B 2316, G 4303, Gr. SUS 329 J3L | |
Листы и пластины | — | — | A240/A240M- S31803 | S31803 | EN 10028-7 | X2CrNiMoN 22-5-3 | 1.4462 | G 4304/G 4305, Gr. SUS 329 J3L | |
Труба | — | — | A790/A790M- S31803 | S31803 | — | — | — | G 3459, Gr. SUS 329 J3LTP | |
Фитинги | — | 9327-5 X2CrNiMoN 22-5-3 | A182/A182M Gr F 51 | S31803 | EN 10250-4 EN 10222-5 | X2CrNiMoN 22-5-3 | 1.4462 | В 2312/B 2316, Gr. SUS 329 J3L | |
Болты и шпильки | — | — | A276-S31803 | S31803 | EN 10088-3 | X2CrNiMoN 22-5-3 | 1.4462 | G 4303, Gr. SUS 329 J3L | |
Гайки | — | — | A276-S31803 | S31803 | EN 10088-3 | X2CrNiMoN 22-5-3 | 1.4462 | G 4303, Gr. SUS 329 J3L | |
ГОСТ 32601—2022
Окончание таблицы Н.2
Тип материала | Область применения | Страны СНГ | Международный | США | Европа | Япония | |||
ГОСТ | ISO | ASTM | UNS1> | EN2» | Марка | № материала | JIS | ||
Супердуплексная сталь7) | Отливки, работающие под давлением | — | — | А890/А890М Gr5A | J93404 | EN 10213-4 | GX2CrNiMoN 26-7-4 | 1.4469 | — |
А890/А890М Gr6A | J93380 | — | — | — | — | ||||
Прокат/поковки | — | — | А182/А182М Gr 55 | S32750 S32760 | EN 10250-4 EN 10088-3 | X2CrNiMoCu-WN 25-7-4 | 1.4501 | G 4303, Gr. SUS 329 J4L | |
Пруток | — | — | A276-S32760 А479/А479М S32760 | S32750 S32760 | EN 10088-3 | X2CrNiMoCu-WN 25-7-4 | 1.4501 | G 4304/G 4305, Gr. SUS 329 J4L | |
Листы и пластины | — | — | А240/А240М S32760 | S32750 S32760 | EN 10028-7 | X2CrNiMoCu-WN 25-7-4 | 1.4501 | — | |
Труба | — | — | А790/А790М S32760 | S32750 S32760 | — | — | — | G 3459, Gr. SUS 329 4LTP | |
Фитинги | — | — | А182/А182М GrF55 | S32750 S32760 | EN 10250-4 EN 10088-3 | X2CrNiMoCu-WN 25-7-4 | 1.4501 | В 2312/B 2316, Gr. SUS 329 J4L | |
Болты и шпильки | — | — | A 276 S32760 | S32750 S32760 | EN 10088-3 | X2CrNiMoCu-WN 25-7-4 | 1.4501 | G 4303, Gr. SUS 329 J4L | |
Гайки | — | — | A 276 S32760 | S32750 S32760 | EN 10088-3 | X2CrNiMoCu-WN 25-7-4 | 1.4501 | G 4303, Gr. SUS 329 J4L | |
^ Обозначения в системе UNS (универсальной системе обозначений металлов и сплавов) даны только для химического состава.
2) Если стандарты EN на какие-то материалы отсутствуют, можно обратиться к национальным стандартам, например к стандартам AFNOR, BS, DIN, межгосударственным стандартам и т. д.
3) Не используется для закаленных валов (твердостью свыше 302 НВ).
4) Специальное применение, обычно используется высокопрочная легированная сталь (4140 и аналоги).
5) Для валов взамен низкоуглеродистых аустенитных сталей (в обозначении таких сталей за рубежом используется буква «L») могут использоваться стандартные марки аустенитных сталей.
^Дуплексная нержавеющая сталь характеризуется индексом эквивалентной стойкости к питтинг-коррозии (PRE) не ниже 28. PRE = и/Сг + З,3и/Мо + + 16wN, где и/— среднее процентное содержание элемента, обозначенного нижним индексом.
7) Супердуплексная нержавеющая сталь характеризуется индексом эквивалентной стойкости к питтинг-коррозии (PRE) не ниже 40.
139
ГОСТ 32601—2022
140
Таблица Н.З (справочная) — Неметаллические материалы для быстроизнашивающихся деталей
Материал | Рабочая температура, пределы, °C (°F) | Предельный перепад давления в пересчете на линейный размер детали 25 мм (1 дюйм), кПа (бар; psi) | Область применения | |
Минимум | Максимум | |||
Полиэтерэтеркетон (РЕЕК) с наполнителем из рубленого углеродного волокна | -30 (-20) | + 135 (+275) | 2000 (20; 300) | Стационарные детали |
Полиэтерэтеркетон (РЕЕК) с наполнителем из протяженных углеродных волокон | -30 (-20) | +230 (+450) | 3500 (35; 500) или до 14000 (140; 2000) при установке в специальные держатели | Стационарные и вращающиеся детали |
Композит, армированный полиэтилен-углеродным волокном, с 20 %-ной массовой долей плоско-ориентированного углеродного волокна | -46 (-50) | +230 (+450) | 2000 (20; 300) | Стационарные детали |
Графит, пропитанный смолой металлизированный баббитом металлизированный никелем металлизированный медью | -50 (-55) -100(-150) -195(-320) -100 (-450) | +285 (+550) + 150 (+300) +400 (+750) | 2000 (20; 300) 2750 (27,5; 400) 3500 (35; 500) | Стационарные детали |
Примечание 1 — Для установленных выше предельных значений могут быть предложены быстроизнашивающиеся детали из неметаллических материалов, для которых подтверждена совместимость с перекачиваемой средой (см. перечисление с) 6.7.4. Примечание 2 — Быстроизнашивающиеся детали из приведенных неметаллических материалов могут успешно работать совместно с корректно подобранными ответными деталями из металла (например, из закаленной стали с 12 % хрома или из аустенитной нержавеющей стали с упрочненной поверхностью). Примечание 3 — Вышеуказанные неметаллические материалы могут применяться в условиях, выходящих за указанные здесь предельные значения, если имеются данные испытаний, подтверждающие такую возможность, и если это одобрено заказчиком. | ||||
ГОСТ 32601—2022
Таблица Н.4 (справочная) — Требования к материалам и исполнению трубной обвязки насосов
Компонент обвязки насоса | Среда в трубопроводе | |||||
Перекачиваемая среда (вспомогательные трубопроводы) | Пар | Охлаждающая вода | ||||
Категория | Давление, кПа (бар; psi) | Номинальный диаметр трубы | ||||
Классы материалов 1-1 и I-2 | Все свариваемые материалы | < 500 (5; 75) | > 500 (5; 75) | Стандартные <DN25(1 NPS) | Опционально < DN 40 (Т7 NPS) | |
Трубы (pipes) | Бесшовная1) | Бесшовная1) | — | Углеродистая сталь, (с гальваническим покрытием по ISO 10684 или ASTM А153/А153М) | ||
Прецизионные трубы2) (tubes) | Нержавеющая сталь (AISI 316 и аналоги), бесшовная | Нержавеющая сталь (AISI 316 и аналоги), бесшовная | Нержавеющая сталь (AISI 316 и аналоги), бесшовная) | — | ||
Все клапаны | Класс 800 | Класс 800 | Класс 200 Бронза | |||
Запорные и шаровые клапаны | Присоединения штока привода и камеры уплотнения к корпусу клапана должны быть болтовые | Присоединения штока привода и камеры уплотнения к корпусу клапана должны быть болтовые | — | — | ||
Фитинги и муфты труб | Кованые, Класс 3000 | Кованые, Класс 3000 | Ковкий чугун (с гальваническим покрытием по ISO 10684 или ASTM А153/А153М) | |||
Фитинги прецизионных труб | Стандарт изготовителя | Стандарт изготовителя | Стандарт изготовителя | — | ||
Соединения труб < DN 25 (1 NPS) | Резьбовые | Сварные внахлест | Резьбовые | Сварные внахлест | Резьбовые | — |
Соединения труб < DN 40 (172 NPS) | — | — | — | — | — | Определяет заказчик |
Уплотнительные прокладки | — | Нержавеющая сталь (TnnaAISI 304, 316) и аналоги; спирально-навитые | — | Нержавеющая сталь (типа AISI 304, 316) и аналоги; спирально-навитые | — | — |
Болтовые соединения фланцев | — | Легированная высокопрочная сталь (AISI 4140 и аналоги) | — | Легированная высокопрочная сталь (AISI 4140 и аналоги) | — | — |
1) Должны применяться трубы со следующими толщинами стенок: для DN 15 и DN 20 (NPS 1/2 и NPS %) — 4 мм, для DN 25 (NPS 1) — 4,5 мм, для DN 32, DN 40, DN 50 и DN 65 (NPS 1%, NPS 17г, NPS 2, NPS 27г) — 5 мм или должна соответствовать сортаменту 80 (Schedule 80) по классификации ANSI/ASME для диаметров от DN 15 до DN 40 (от NPS 7г до NPS 1%) и сортаменту 40 (Schedule 40) для диаметра DN 50 (NPS 2) и более.
2) Допускаются следующие размеры прецизионных труб [диаметр х толщина стенки в мм (в дюймах)]: 12,7x1,66 (1/2 х 0,065); 19 х 2,6 (3/4 х 0,095); 25 х х 2,9 (1 х 0,109) по [73] или ближайшие по размерам прецизионные трубы по ГОСТ 9567.
ГОСТ 32601—2022
ГОСТ 32601—2022
Приложение I (обязательное)
Анализ изгибных колебаний
1.1 Анализ изгибных колебаний
1.1.1 Общие положения
Если необходимо провести анализ изгибных колебаний (см. 9.2.4.1), используемый метод анализа и критерии оценки результатов должны соответствовать требованиям 1.1.2—1.1.5. В таблице 1.1 указан алгоритм определения необходимости анализа. Указанные методы анализа и критерии оценки результатов применимы для горизонтальных жидкостных турбомашин.
Таблица 1.1 — Алгоритм определения необходимости проведения анализа изгибных колебаний
Этап | Если... | То... |
1 | Конструкция насоса и условия его работы идентичны либо аналогичны соответствующим параметрам установленных насосов с подтвержденной историей успешной эксплуатации | Анализ не требуется |
2 | Классически жесткий ротор (см. 6.9.1.2) | Анализ не требуется |
3 | Условия 1 и 2 не выполнены | Анализ требуется |
1.1.2 Собственные частоты
Отчет по результатам анализа должен содержать следующую информацию:
а) первая, вторая и третья «сухие» критические частоты собственных колебаний ротора (см. 6.9.1.2).
Примечание 1 — Данные «сухие» (недемпфированные) критические частоты собственных колебаний используются как полезные реперные точки для последующего анализа собственных демпфированных частот.
Примечание 2 — Стандартной практикой является исследование различных вариантов сочетаний консолей, муфт и опор, чтобы получить их первые критические собственные частоты не менее чем на 20 % выше максимальной возможной частоты возбуждения (рассчитанной по максимальной постоянной рабочей частоте вращения ротора), перед тем как начинать анализ поперечных колебаний ротора;
Ь) все демпфированные собственные частоты ротора в диапазоне от нуля до частоты, в 2,2 раза превышающей максимальную постоянную частоту вращения. Они должны вычисляться в диапазоне частот вращения от 25 % до 125 % от номинальной с учетом следующих моментов:
1) жесткость и демпфирование при следующих внутренних зазорах при предполагаемой температуре:
- номинальные зазоры с водой;
- номинальные зазоры с перекачиваемой жидкостью;
- увеличенные в 2 раза от номинальных зазоров с перекачиваемой жидкостью;
2) жесткость и демпфирование в лабиринтных уплотнениях вала;
3) жесткость и демпфирование в подшипниках. Влияние жесткости и демпфирования в подшипниках обычно мало по сравнению с влиянием внутренних зазоров; поэтому достаточно провести анализ подшипников при усредненных значениях зазоров в подшипниках и температуры масла;
4) масса и жесткость кронштейна подшипников;
5) инерция полумуфты насоса и половины проставки муфты.
Примечание — Несмотря на то, что демпфированные собственные частоты более высокого порядка могут быть близкими к частоте прохождения лопастей рабочего колеса, на практике редко встречаются проблемы с ротор-динамикой жидкостных турбомашин, вызванные этой близостью. Такое отсутствие проблем, по-видимому, связано со сложным режимом колебаний, сравнительно низкой энергией возбуждения и удовлетворительным демпфированием при высоких частотах.
с) значения или основа для определения коэффициентов жесткости и демпфирования, используемых в вычислениях.
1.1.3 Разделение (отстройка) частот и демпфирование
Для номинальной и двойной величины рабочих зазоров зависимость коэффициента демпфирования от отношения собственной частоты изгибных колебаний fnj и синхронизированной рабочей частоты frun должна находиться в пределах допустимого диапазона, как показано на рисунке 1.1. Если это условие не может быть выполнено, то должен быть определен демпфированный отклик на дисбаланс согласно 1.1.4.
142
ГОСТ 32601—2022
Примечание — В жидкостных турбомашинах первая оценка динамических характеристик ротора основывается на зависимости демпфирования от отстройки частот, а не на зависимости коэффициента усиления от отстройки. Это обстоятельство объясняется двумя факторами. Во-первых, собственные частоты ротора возрастают с увеличением частоты вращения вследствие того, что перепад давления в направлении, перпендикулярном внутреннему зазору, также растет с увеличением частоты вращения. На диаграмме Кэмпбелла (см. рисунок I.2) это означает, что отстройка между рабочей частотой и собственной частотой меньше, чем отстройка между рабочей частотой и критическими частотами. Поскольку коэффициент усиления при меньшей отстройке частот не связан с синхронным возбуждением ротора, вызванным дисбалансом, то он может быть определен только путем приближенных вычислений, основанных на демпфировании. Во-вторых, используемое демпфирование позволяет установить минимальное значение отношения собственной частоты к рабочей частоте (^п/^гип) в диапазоне от 0,8 до 0,4, тем самым предохраняя ротор от значимой субсинхронной вибрации.
Логарифмический декремент 5 связан с коэффициентом демпфирования § согласно формуле (1.1):
8 = (2лЧ)/(1-т (1-1)
При значениях не более 0,4 формула (I.2), устанавливающая приблизительную зависимость между 8, £ и коэффициентом усиления Fa, дает достаточную точность для практической оценки:
§ = 8/2 д= 1/(2-Fa). (I.2)
В жидкостных турбомашинах критические условия демпфирования определяются следующими параметрами:
§>0,15,
8 >0,95,
Fa < 3,33.
Примечание 1 — Величины, соответствующие критическим условиям демпфирования в жидкостных турбомашинах, отличаются от величин, приведенных в стандартах API для газовых и паровых турбомашин. Эта разница объясняется успешным опытом эксплуатации жидкостных турбомашин, разработанных с использованием данных, приведенных в настоящем приложении.
Примечание 2 — Демпфирование при § > 0,08 за пределами диапазона fni/frijn от 0,8 до 0,4 обеспечивается конструкцией и подтверждается опытом эксплуатации жидкостных турбомашин, показывающим, что конструкции, отвечающие данному требованию, не подвержены субсинхронной вибрации ротора.
1.1.4 Анализ демпфированного отклика на дисбаланс
Если коэффициент демпфирования как функция отстройки частот для отдельной моды или нескольких мод колебаний является неприемлемым в соответствии с критериями рисунка 1.1, то демпфированный отклик ротора на дисбаланс должен определяться для этой моды/этих мод с учетом следующих факторов:
- перекачиваемая среда;
- состояние зазоров (одинарные или двойные), приводящие к неприемлемой величине отстройки как функции демпфирования;
- общий дисбаланс, в четыре раза (4х) превышающий допустимое значение (см. 9.2.4.2.1), сосредоточенный в одной или нескольких точках и вызывающий возбуждение исследуемой моды/моды колебаний.
При каждом цикле компьютерной обработки должна быть исследована только одна мода колебаний.
1.1.5 Допустимое смещение
Амплитуда смещения («от пика до пика») колебаний несбалансированного ротора в точке/точках максимального смещения не должна превышать 35 % величины диаметрального рабочего зазора в этой точке.
Примечание — В центробежных насосах типичный демпфированный отклик при дисбалансе не дает большую амплитуду смещения при резонансе, достаточную для определения соответствующего коэффициента усиления. Учитывая данное ограничение, оценка демпфированного отклика на дисбаланс должна ограничиваться в данном случае сравнением амплитуды смещения ротора с допустимой величиной зазора.
143
ГОСТ 32601—2022
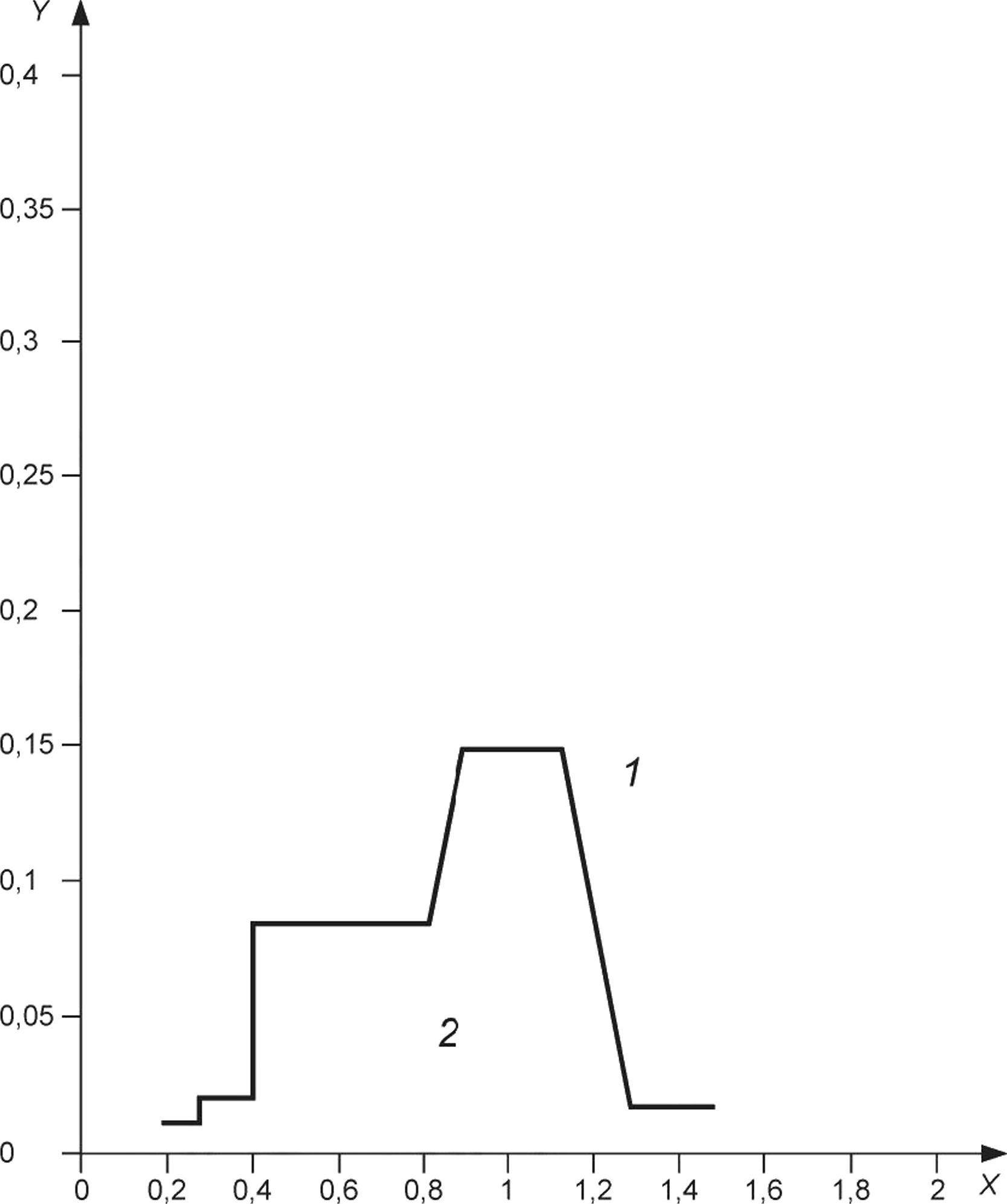
X — отношение собственной частоты изгибных колебаний и синхронизированной рабочей частоты, f^lf^ Y — коэффициент демпфирования, ^; 1 — допустимый рабочий диапазон; 2— недопустимый диапазон
Рисунок 1.1 — Зависимость коэффициента демпфирования от отношения собственной частоты изгибных колебаний и синхронизированной рабочей частоты
144
ГОСТ 32601—2022
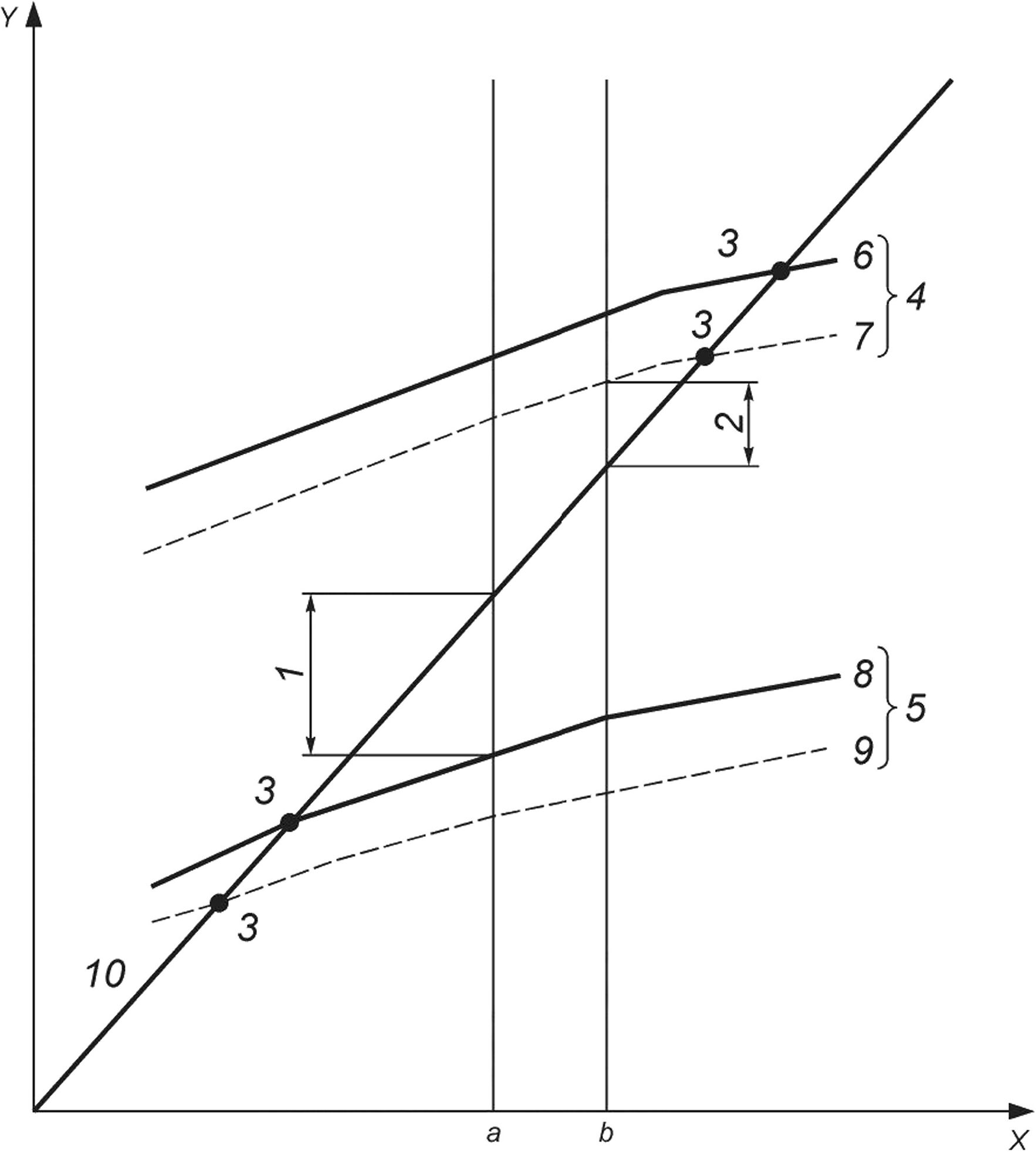
X — частота вращения вала насоса, об/мин; У — частота, /п; 1 — минимальная отстройка для 1-й собственной частоты; 2 — минимальная отстройка для 2-й собственной частоты; 3 — критические частоты; 4 — вторая изгибная мода; 5 — первая изгибная мода; 6, 8 — линия резонансных частот при номинальных зазорах; 7, 9 — линия резонансных частот при двойных зазорах; 10 — линия «скорость — частота»; а — минимальная рабочая частота; b — максимальная рабочая частота
Рисунок I.2 — Типичная диаграмма Кэмпбелла
I.2 Заводские испытания динамических характеристик ротора
1.2.1 Если оговорено в договоре, то динамические характеристики ротора должны контролироваться в процессе заводских испытаний. Фактический отклик ротора на дисбаланс должен быть основой для подтверждения правильности результатов анализа демпфированных изгибных колебаний. Этот отклик измеряется либо при работе с переменной частотой вращения в диапазоне от номинальной частоты вращения до 75 % первой критической частоты вращения, либо при выбеге ротора при остановке насоса. Если демпфированный отклик на дисбаланс не был рассчитан при первоначальном анализе ротора (см. 1.1.4), то этот отклик должен быть рассчитан с номинальными зазорами на воде перед производственными испытаниями. Дисбалансы, определенные при испытаниях, должны векторно складываться в фазе с остаточным дисбалансом в местах, установленных изготовителем (обычно на муфте или на разгрузочной втулке).
Примечание — Основной целью производственных испытаний ротор-динамики путем измерения отклика на дисбаланс является подтверждение существования критических частот (пиков вибрации) на расчетных частотах с учетом допуска или, если анализ прогнозирует сильно демпфированную критическую частоту, то подтверждение отсутствия пика вибрации вблизи расчетных частот с учетом допуска. Заводские испытания с использованием этого метода возможны только для насосов, которые имеют подшипники скольжения и поставляются как минимум с двумя датчиками смещения вала (проксиметрами) для каждого радиального подшипника.
I.2.2 Величина и расположение испытательного дисбаланса (испытательных дисбалансов) должны определяться путем калибровки чувствительности ротора к дисбалансу. Калибровка должна выполняться путем опреде-
145
ГОСТ 32601—2022
ления орбит вибрации для каждого подшипника, отфильтрованного по 1х-скорости ротора, во время двух опытных прогонов следующим образом:
а) с ротором в штатном исполнении для отгрузки;
Ь) с опытными неуравновешенными грузами, добавленными под углом 90 ° к максимальному смещению при прогоне [см. перечисление а)].
Величина испытательных дисбалансов должна быть такой, чтобы расчетное максимальное смещение вала, вызываемое результирующим общим дисбалансом (остаточный дисбаланс плюс испытательный дисбаланс), составляло от 150 % до 200 % максимального допустимого смещения, установленного в таблицах 8 или 9, в местах расположения датчиков подшипников. Но она не должна превышать максимальный допустимый дисбаланс ротора более чем в 8 раз.
I.2.3 В процессе испытаний частота вращения ротора, вибрационное смещение ротора и соответствующий фазовый угол, отфильтрованные по 1х-скорости ротора, должны измеряться и записываться.
I.2.4 Динамические характеристики ротора считаются проверенными, если выполняются следующие требования:
а) наблюдаемые критические частоты (отчетливый пик вибрации и соответствующий фазовый сдвиг) находятся в пределах плюс-минус 10 % от расчетных значений;
Ь) измеренные амплитуды вибрации находятся в пределах 35 % от расчетных значений.
Сильно демпфированные критические частоты могут не наблюдаться, поэтому отсутствие отклика ротора в области расчетной сильно демпфированной критической частоты является подтверждением корректности результатов анализа.
I.2.5 Если критерии приемки, установленные в I.2.4, не выполнены, то коэффициент жесткости, или коэффициент демпфирования, или и тот и другой, используемые в вычислениях собственных частот, должны корректироваться для согласования расчетных и измеренных результатов. Коэффициенты элементов одного типа, кольцевых зазоров с L/D < 0,15, кольцевых зазоров с L/D > 0,15, взаимодействия рабочих колес и подшипников должны корректироваться с использованием одного и того же поправочного коэффициента. После согласования такие же поправочные коэффициенты должны использоваться в вычислениях собственных частот и демпфирования для перекачиваемой жидкости, а отстройка критических частот ротора в зависимости от коэффициентов демпфирования должна быть перепроверена на приемлемость.
В отличие от коэффициентов, используемых при проведении анализа изгибных критических частот ротора, коэффициенты демпфирования в кольцевых зазорах характеризуются наибольшей погрешностью и поэтому обычно корректируются в первую очередь. Коэффициенты жесткости кольцевых зазоров обычно характеризуются малой погрешностью и должны корректироваться только на основе соответствующих проверенных данных. Корректировка коэффициентов подшипников требует отдельного обоснования, поскольку типичные значения для подшипников основываются на надежных эмпирических данных.
I.2.6 Существуют альтернативные методы определения динамических характеристик роторов. Например, для определения собственных частот ротора может использоваться возбуждение с переменной частотой при работе насоса с его рабочей частотой вращения. Использование альтернативных методов и интерпретация результатов должны согласовываться заказчиком и поставщиком.
I.3 Документация
Отчет по результатам анализа поперечных колебаний должен включать:
а) результаты начальных расчетов (см. 9.2.4.1.1);
Ь) основные данные по ротору, использованные при проведении анализа, которые могут служить базовой моделью;
с) диаграмму Кэмпбелла (см. рисунок I.2);
d) график зависимости коэффициента демпфирования от отстройки частоты;
е) моды колебаний при критической частоте (частотах), для которых определен демпфированный отклик на дисбаланс (см. 1.1.4);
f) диаграмма (диаграммы) Боде, полученная на основе заводского контроля дисбаланса (см. I.2.3);
д) краткое описание корректировок аналитических расчетов с целью соответствия результатам заводских испытаний (см. I.2.5).
Данные согласно перечислениям е)—g) I.3 должны предоставляться только в случае, если документирование действий необходимо для анализа или оговорено договором.
146
ГОСТ 32601—2022
Приложение J (обязательное)
Определение остаточного дисбаланса
J.1 Общие положения
В настоящем приложении описывается процедура, которая должна использоваться для определения остаточного дисбаланса в роторах машин. Хотя некоторые модели балансировочных станков рассчитывают остаточный дисбаланс, их калибровка может оказаться неправильной. Единственным надежным методом определения остаточного дисбаланса является проведение испытаний ротора с известной величиной дисбаланса.
J.2 Термины и определения
J.2.1 остаточный дисбаланс: Величина дисбаланса ротора, остающаяся после балансировки.
Примечание — Если заказчик не требует иное, то остаточный дисбаланс выражается в г/мм (унциях на дюйм).
J.3 Максимально допустимый остаточный дисбаланс
J.3.1 Максимальный допустимый остаточный дисбаланс на каждую плоскость должен определяться по данным таблицы 19.
J.3.2 Если фактическая статическая нагрузка на каждый опорный подшипник вала неизвестна, то принимается условие, что общая масса ротора равномерно поддерживается подшипниками. Например, в случае двухопорного ротора массой 2700 кг (6000 фунтов) принимается, что на каждую опору будет действовать вес 1350 кг (3000 фунтов).
J.4 Контроль остаточного дисбаланса
J.4.1 Общие положения
J.4.1.1 Если показания балансировочного станка указывают, что ротор отбалансирован в пределах установленного допуска, то контроль остаточного дисбаланса должен проводиться до снятия ротора с балансировочного станка.
J.4.1.2 Для контроля остаточного дисбаланса известная пробная масса последовательно крепится к ротору в 6 (или в 12, если так определено заказчиком) равномерно разнесенных положениях на одном и том же радиальном расстоянии. Контроль выполняется в каждой плоскости коррекции, и полученные показания наносятся на график с использованием процедуры, установленной в J.4.2.
J.4.2 Процедура
J.4.2.1 Необходимо выбирать пробную массу и радиус ее установки таким образом, чтобы получить значение остаточного дисбаланса в диапазоне между однократной и удвоенной величиной максимально допустимого остаточного дисбаланса. Т. е. если Umax составляет, например, 1440 г • мм (2 oz ■ in), то пробный вес должен вызвать дисбаланс величиной от 1440 г • мм до 2880 г ■ мм (от 2 oz ■ in до 4 oz ■ in).
J.4.2.2 Начиная с последней известной «тяжелой точки» в каждой плоскости коррекции следует разметить установленное количество радиальных положений (6 или 12) по периметру ротора, равноотстоящих друг от друга на 60° или 30°. Установить первую пробную массу на последнюю известную «тяжелую точку» в одной плоскости. Если ротор был сбалансирован очень точно и последнюю «тяжелую точку» невозможно определить, то следует поставить пробную массу в одно из размеченных радиальных положений.
J.4.2.3 Для контроля корректности выбора пробной массы следует включить балансировочный станок и снять показание измерительного прибора. Если это показание соответствует верхнему предельному значению диапазона измерительного прибора, то необходимо использовать меньшую пробную массу. Незначительное показание измерительного прибора или его отсутствие указывает на то, что либо ротор был неправильно сбалансирован, либо балансировочный станок не обладает достаточной чувствительностью, либо он неисправен (например, вышел из строя датчик). В зависимости от ошибки корректировку следует проводить перед началом контроля остаточного дисбаланса.
J.4.2.4 Поочередно следует поместить пробную массу на каждое равноотстоящее положение и записать величину дисбаланса, считываемую с измерительного прибора для каждого такого положения. Для контроля повторить измерения для начального положения. Все замеры должны выполняться на балансировочном станке с одним диапазоном чувствительности.
J.4.2.5 Следует внести показания в рабочий бланк для определения остаточного дисбаланса и вычислить величину остаточного дисбаланса (см. рисунки J.1 и J.2). Максимальное показание измерительного прибора имеет место, когда пробная масса помещается в «тяжелую точку» ротора; минимальное показание имеет место, когда пробная масса помещается в точку, противоположную «тяжелой точке». Таким образом, внесенные показания должны образовывать кривую, близкую к окружности (см. рисунки J.3 и J.4). Среднеарифметическое значение от максимального и минимального показаний измерительного прибора определяет воздействие пробной массы. Расстояние центра окружности от начала полярной диаграммы определяет остаточный дисбаланс в этой плоскости.
147
ГОСТ 32601—2022
Оборудование (ротор) №: ...................................................................................................
Заказ на поставку №:............................................................................................................
Плоскость коррекции (вход, сторона привода и т. д., используйте эскиз): ...........................
Скорость балансировки: .......................................................................................................об/мин,
п — максимально допустимая частота вращения ротора:.................................................об/мин
т (или И/) — масса шейки вала (ближайшей к данной плоскости коррекции):кг (lb) Unax — максимально допустимый остаточный дисбаланс = 6350 т/п (4W/n)
6350 •кг /об/мин. (4 •lb /об/мин):гмм (oz*in)
Пробный дисбаланс (2 Umax):............................................................................ г«мм (oz’in)
R — радиус положения масс: ........................................................................... мм (in)
Пробная масса дисбаланса — Пробный дисбаланс//? рмм /мм (oz*in/in):г (oz)
Примечание — 1 унция (oz) = 28,350 г.
Данные испытаний | Эскиз ротора | ||
Позиция | Угловое положение пробной массы | Величины амплитуд на балансировочном станке | |
1 | |||
2 | |||
3 | |||
4 | |||
5 | |||
6 | |||
7 | |||
Данные испытаний — Графический анализ
Шаг 1: Нанесите данные на полярную диаграмму (см. рисунок J.2). Масштабируйте диаграмму так, чтобы наибольшая и наименьшая амплитуды умещались без труда.
Шаг 2: С помощью циркуля нарисуйте окружность, проходящую через шесть точек (как можно более точно), и отметьте центр этой окружности.
Шаг 3: Измерьте диаметр окружности в единицах масштаба, выбранного в Шаге 1, и запишите его:
Шаг 4: Запишите полученный пробный дисбаланс: .........................................рмм (oz*in)
Шаг 5: Удвойте пробный дисбаланс, полученный в Шаге 4 (можете использовать удвоенный фактический остаточный дисбаланс):.........................................................................рмм (oz*in)
Шаг 6: Разделите результат Шага 5 на результат Шага 3:.................................коэффициент масштаба
Теперь вы получили корреляцию между величинами на полярной диаграмме и фактическим балансом. Нарисованная окружность должна включать начало полярной диаграммы. В противном случае остаточный дисбаланс ротора превышает используемый испытательный дисбаланс.
Примечание — Причинами, по которым нарисованная окружность не включает начало полярной диаграммы, могут быть ошибка оператора в процессе балансировки, неисправный датчик или кабель балансировочного станка или недостаточная чувствительность балансировочного станка.
Если окружность включает начало полярной диаграммы, расстояние между началом диаграммы и центром полученной окружности определяет фактический остаточный дисбаланс в плоскости коррекции ротора. Измерьте расстояние в единицах масштаба, выбранного в Шаге1, и умножьте это число на масштабный коэффициент, определенный в Шаге 6. Расстояние в единицах масштаба между началом и центром окружности, умноженное на масштабный коэффициент, равно фактическому остаточному дисбалансу.
Запишите значение фактического остаточного дисбаланса:....................гмм (oz»in)
Запишите значение допустимого остаточного дисбаланса:......................гмм (oz*in)
Плоскость коррекции для ротора №, прошедшего (не прошедшего) контроль.
Подпись Дата
Рисунок J.1 — Форма для определения остаточного дисбаланса
148
ГОСТ 32601—2022
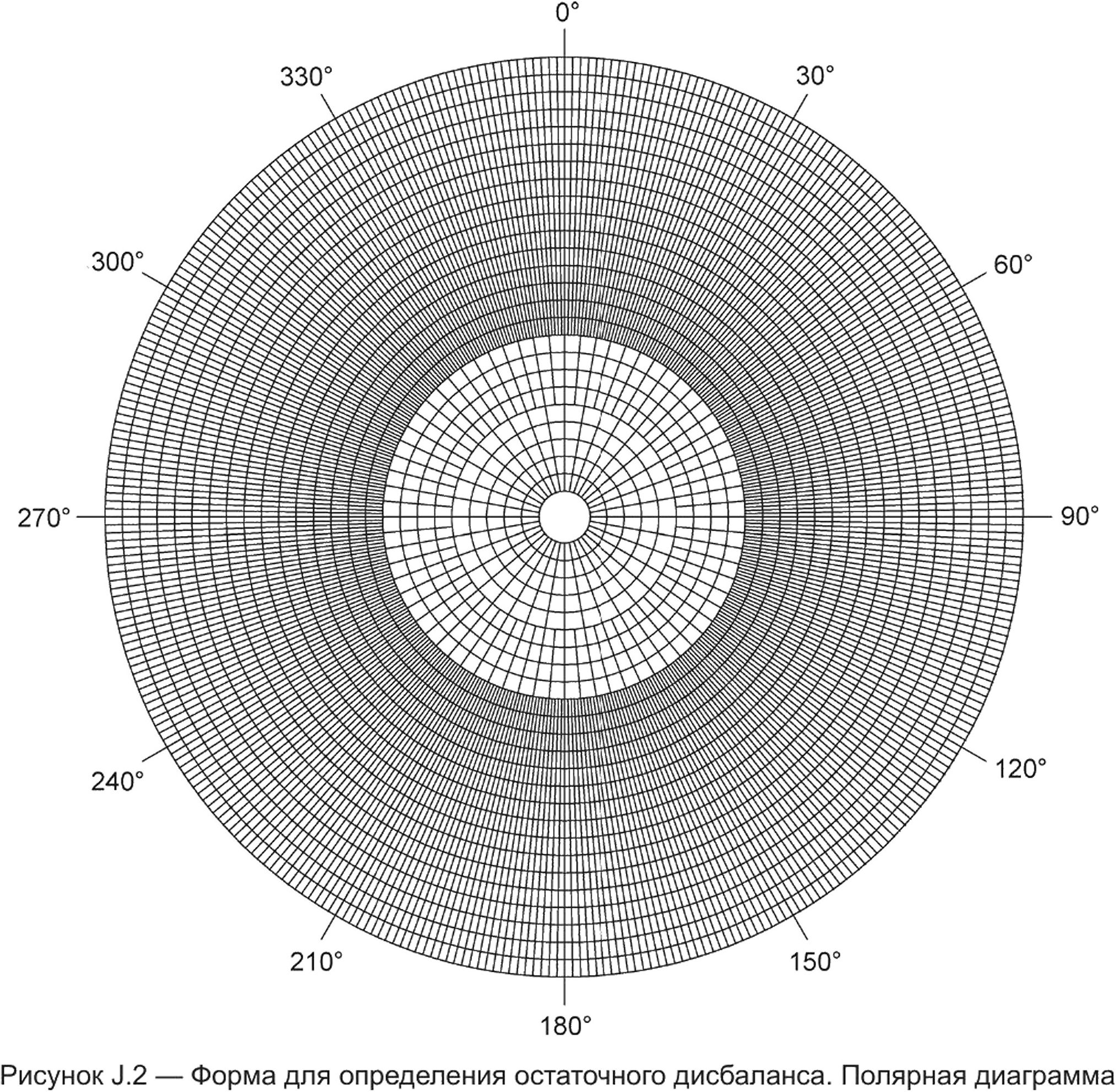
149
ГОСТ 32601—2022
Оборудование (ротор) №: ................................................................................ С-101
Заказ на поставку №:...........................................................................................................
Плоскость коррекции (вход, сторона привода и т. д., используйте эскиз): ................А
Скорость балансировки: ...........................................................................................800 об/мин,
п — максимально допустимая частота вращения ротора:......................................10000 об/мин
т (или И/) — масса шейки вала (ближайшей к данной плоскости коррекции): 908 lb
Umax — максимально допустимый остаточный дисбаланс = 6350 т/п (4Ш/п) 4 * 908 lb /10000 об/мин:0,36 oz«in
Пробный дисбаланс (2*Umax):....................................................................................0,72 oz*in
/? — радиус положения масс: ..................................................................................6,875 in
Пробная масса дисбаланса — Пробный дисбаланс//? 0,72 oz*in / 6,875 in:0,1 oz
Примечание — 1 унция (oz) = 28,350 г.
Данные испытаний | Эскиз ротора | ||
Позиция | Угловое положение пробной массы | Величины амплитуд на балансировочном станке | |
1 | 0° | 14 | |
2 | 60° | 12 | |
3 | 120° | 14 | |
4 | 180° | 23,5 | |
5 | 240° | 23 | |
6 | 300° | 15,5 | |
7 | 0° | 13,5 | |
Данные испытаний — Графический анализ
Шаг 1: Нанесите данные на полярную диаграмму (см. рисунок J.2). Масштабируйте диаграмму так, чтобы наибольшая и наименьшая амплитуды умещались без труда.
Шаг 2: С помощью циркуля нарисуйте окружность, проходящую через шесть точек (как можно более точно), и отметьте центр этой окружности.
Шаг 3: Измерьте диаметр окружности в единицах масштаба, выбранного в Шаге 1, и запишите его: 35
Шаг 4: Запишите полученный пробный дисбаланс: .............................. 0,72 oz»in
Шаг 5: Удвойте пробный дисбаланс, полученный в Шаге 4 (можете использовать удвоенный фактический остаточный дисбаланс): ............................................................. 1,44 oz»in
Шаг 6: Разделите результат Шага 5 на результат Шага 3:..................... 0,041 коэффициент масштаба
Теперь вы получили корреляцию между величинами на полярной диаграмме и фактическим балансом. Нарисованная окружность должна включать начало полярной диаграммы. В противном случае остаточный дисбаланс ротора превышает используемый испытательный дисбаланс.
Примечание — Причинами, по которым нарисованная окружность не включает начало полярной диаграммы, могут быть ошибка оператора в процессе балансировки, неисправный датчик или кабель балансировочного станка или недостаточная чувствительность балансировочного станка.
Если окружность включает начало полярной диаграммы, расстояние между началом диаграммы и центром полученной окружности определяет фактический остаточный дисбаланс в плоскости коррекции ротора. Измерьте расстояние в единицах масштаба, выбранного в Шаге 1, и умножьте это число на масштабный коэффициент, определенный в Шаге 6. Расстояние в единицах масштаба между началом и центром окружности, умноженное на масштабный коэффициент, равно фактическому остаточному дисбалансу.
Запишите значение фактического остаточного дисбаланса:........ 6,5*0,041=0,27 oz»in
Запишите значение допустимого остаточного дисбаланса:.................0,36 oz«in
Плоскость коррекции А для ротора № С-101 прошедшего (непрошедшего) контроль.
Подпись Дата
Рисунок J.3 — Форма для определения остаточного дисбаланса. Пример заполнения
150
0°
ГОСТ 32601—2022
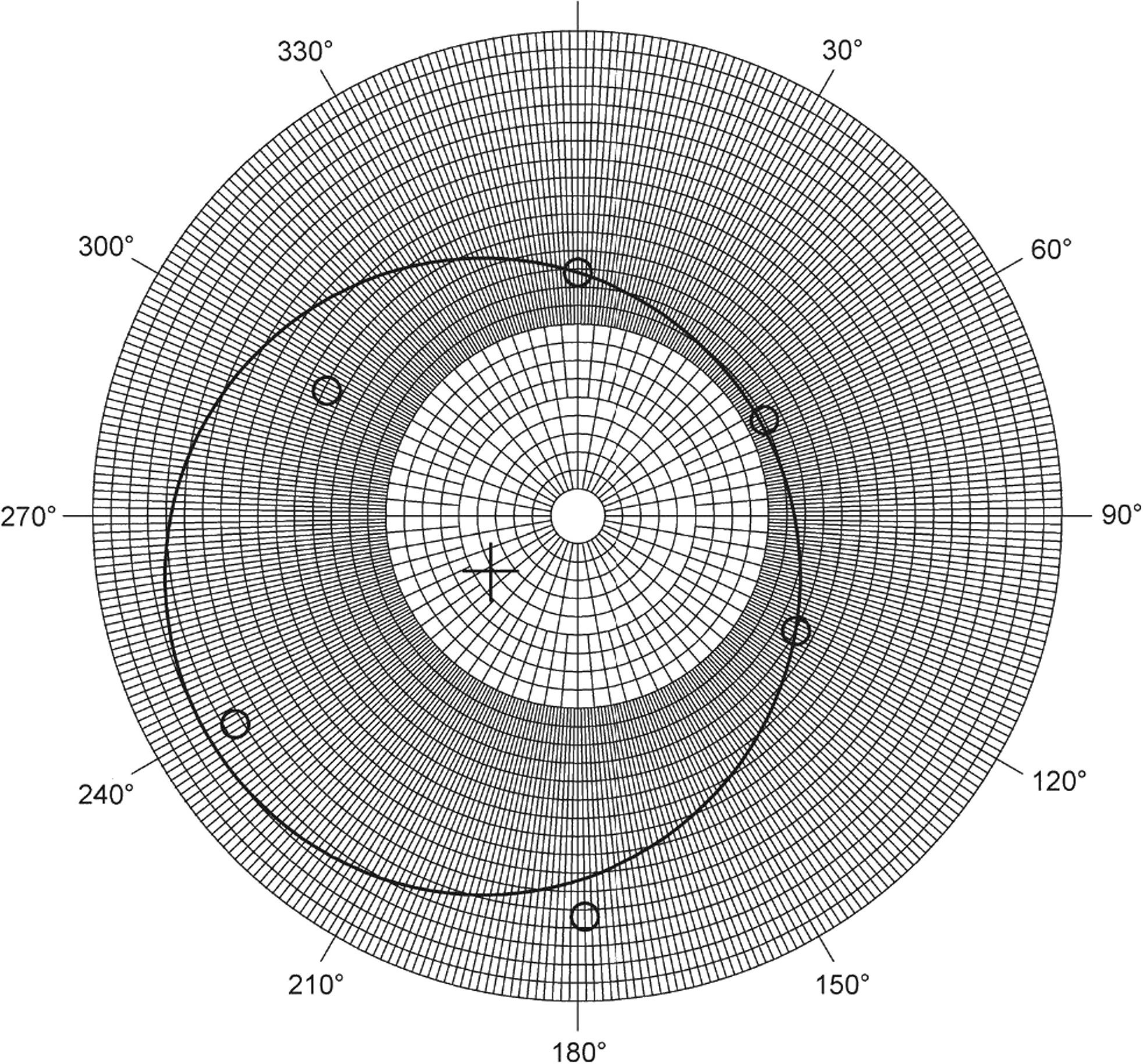
Рисунок J.4 — Форма для определения остаточного дисбаланса. Полярная диаграмма. Пример оптимально построенной окружности для определения остаточного дисбаланса
J.4.2.6 Следует повторить действия, описанные в J.4.2.1—J.4.2.5, для каждой плоскости балансировки. Если установленное значение максимального допустимого остаточного дисбаланса было превышено в любой плоскости балансировки, ротор необходимо сбалансировать более точно, а затем провести новый замер. Если коррекция проводилась в нескольких плоскостях балансировки, то контроль остаточного дисбаланса должен быть повторно проведен во всех плоскостях.
J.4.2.7 Для роторов, проходящих поэтапную балансировку в ходе сборки, контроль остаточного дисбаланса должен проводиться после установки и балансировки первой детали ротора, а также, как минимум, по завершении балансировки всего ротора.
Примечание — Такая процедура позволяет сэкономить время и не производить необязательное удаление материала с деталей ротора при попытке балансировки многокомпонентного ротора.
151
ГОСТ 32601—2022
Приложение К (справочное)
Жесткость вала и ресурс системы подшипников
К.1 Руководство по определению индекса жесткости вала консольных насосов типов ОН2 и ОНЗ
Подраздел К.1 содержит описание стандартного метода расчета индекса жесткости вала консольного насоса. Если оговорено в договоре (см. 9.1.1.3), то индекс жесткости вала насоса должен быть рассчитан поставщиком в соответствии с указаниями данного подраздела и указан в листе технических данных насоса.
Конструктивные и эксплуатационные требования к роторам консольных насосов установлены в нескольких разделах настоящего стандарта. Данный подраздел содержит перечень этих требований, а также стандартную методику расчета индекса жесткости вала, которую можно использовать при оценке параметров жесткости, а также при сравнении жесткости различных валов.
Для вала с двумя диаметрами: О1 — диаметром под уплотнительной втулкой и О2 — диаметром между подшипниками, согласно рисунку К.1 жесткость вала обратно пропорциональна характеристике, называемой «индекс жесткости вала», SFI или /SF, расчет которой выполняется по формуле (К.1):
l3F = L^ + L.-L%Dl (К.1)
где Ly — вылет консоли (от центральной линии рабочего колеса, перпендикулярной его оси вращения, до переднего опорного подшипника);
L2 — расстояние между подшипниками.
В конструкциях роторов, типичных для насосов, применяемых в нефтепереработке, с D2> D1 и L2 < L^ второе слагаемое в формуле (К.1) обычно дает лишь около 20 % от общего значения /SF, поэтому обычной практикой является определение жесткости вала консольного насоса при помощи упрощенной формулы:
/SF = L№- (К-2)
2
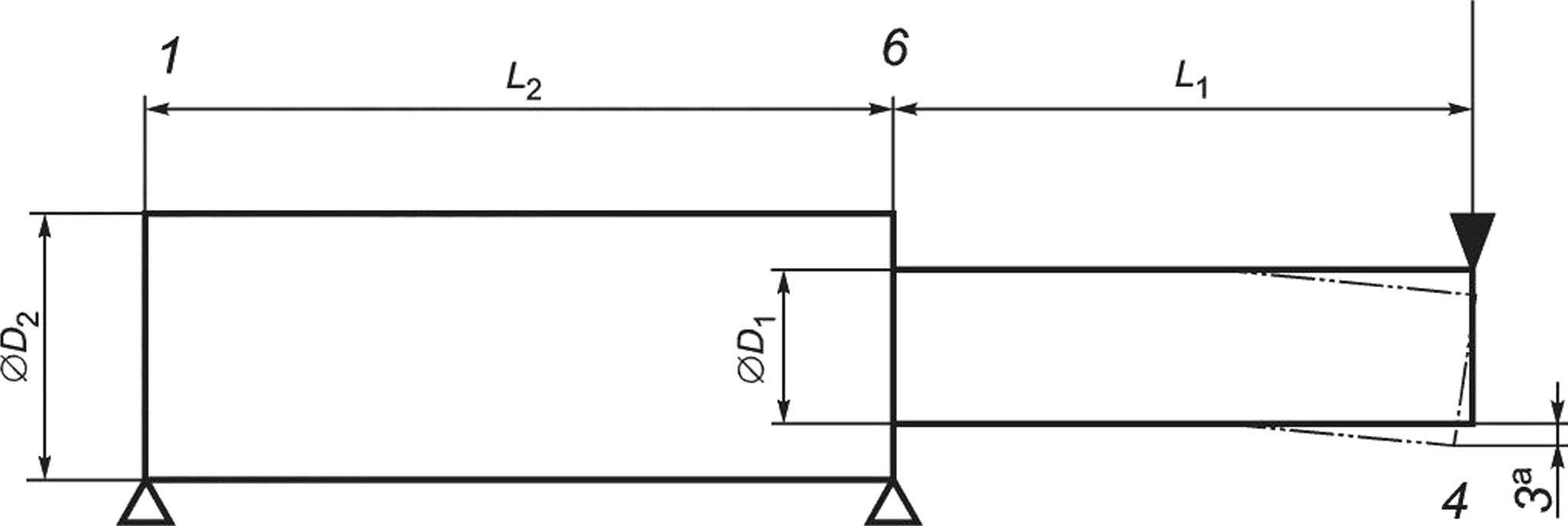
5 5
1 — упрощенный вал; 2 — радиальная нагрузка на рабочее колесо; 3 — прогиб вала; 4 — сторона вала под рабочим колесом;
5 — опора (подшипник); 6— консоль; а— величина прогиба пропорциональна нагрузке, с коэффициентом:
Рисунок К.1 —Упрощенный ротор консольного насоса
Упрощенный расчет /SF по формуле (К.2) широко использовался на практике для насосов для нефтепереработки в 1970-х и 80-х годах для сравнительного анализа жесткости роторов консольных насосов и выбора коэффициента эксплуатационных затрат при сравнении стоимости насосов разной конструкции. Коэффициент /SF с некоторым весом (обычно 1,2) умножали на минимальную цену насосов, предназначенных для данного применения. Эта практика привела к разработке роторов с большей жесткостью, обеспечивающих большую межремонтную наработку (MTBR), а позднее, в 1990-х годах, позволила уменьшить протечки через торцевые уплотнения вала, особенно для летучих органических соединений (VOC). Поскольку такие сравнения выполнялись для насосов на конкретное применение, сравнивались насосы аналогичных размеров. Следовательно, для разработки общих рекомендаций для выбора величины /SF необходимо установить общую зависимость между /SF и размером насоса.
Кронштейны подшипников консольных насосов для нефтепереработки разрабатываются сериями типоразмеров. В связи с этим вал для каждого типоразмера кронштейна конструируется на основе определенного значения крутящего момента, массы рабочего колеса и радиальной нагрузки (статической и динамической), для макси-
( ^ L42 )
I Ц4 D2 j
152
ГОСТ 32601—2022
мальных размеров и рабочих параметров проточной части насоса, для работы с которой предназначен кронштейн. Масса рабочего колеса важна при проектировании ротора для выполнения требования, чтобы первая «сухая» критическая частота вращения ротора составляла >120 % от максимальной постоянной рабочей частоты вращения насоса (см. 6.9.1.2). Кроме того, необходимо выполнить требование, чтобы смещение рабочих поверхностей торцевых уплотнений из-за прогиба вала вследствие действия радиальных сил не превышало 50 мкм (0,002 дюйма) (см. 6.9.1.3).
Действующие на вал нагрузки зависят от размеров рабочего колеса, от напора, подачи и частоты вращения ротора насоса. Это позволяет определить «размерный» коэффициент К{ по формуле:
K{ = (Q- H)/N, (К.З)
где Q — подача в точке максимального КПД (ВЕР), при максимальном диаметре рабочего колеса;
Н — напор;
А/ — частота вращения.
Этот размерный коэффициент имеет связь с крутящим моментом. График двойной логарифмической зависимости /SF от К{ для консольных насосов различных конструкций в диапазоне от 25 до 35000 кВт (от 35 л.с. до 500000 л.с.), максимальные значения на котором соответствуют большим турбонасосам, показывает, что данные, относящиеся к насосам современных конструкций, укладываются в прямолинейную зависимость (см. рисунки К.2 и К.З). Линия аппроксимации начиная со стороны максимальных значений также показана на этом графике.
Линию аппроксимации рассчитывают по формуле (К.4) для системы СИ и по формуле (К.5) для системы единиц USC.
'srsi = 32 ■ V76. (К-*)
'sf-USC = 6200 ■ К,-»-76. (К.5)
Формулы (К.4) и (К.5) применимы для насосов для нефтепереработки, роторы которых, при предельных размерах каждого кронштейна, по имеющимся сведениям, удовлетворяют требованиям по статическим прогибам и динамическим параметрам, установленным в настоящем стандарте, при номинальной частоте вращения ротора до 3600 об/мин. Конструкции проточных частей всех насосов с напорным патрубком диаметром 100 мм (4 дюйма) и более обычно имеют двойные спиральные отводы. В некоторых случаях указанные конструкции могут иметь ограничения по частоте вращения до 3000 об/мин.
Рисунки К.2 и К.З или формулы (К.4) и (К.5) могут использоваться для выполнения предварительной оценки жесткости ротора консольного насоса конкретной конструкции или ряда насосов аналогичной конструкции, предназначенных для конкретной области применения. Конструкция консольного насоса, у которого /SF превышает расчетное или полученное по диаграмме значение больше, чем в 1,2, нуждается в обосновании своей целесообразности. Такое обоснование должно быть предоставлено поставщиком.
К.2 Срок службы систем подшипников насосов классов ОН2, ОНЗ, ВВ1, ВВ2 и ВВЗ
В подразделе К.2 представлен метод расчета срока службы систем подшипников. Если оговорено в договоре, то этот расчет должен быть предоставлен (см. 6.10.1.6).
Расчетный срок службы системы подшипников насоса должен составлять как минимум 25000 ч непрерывной эксплуатации при расчетных условиях и не менее чем 16000 ч работы при максимальной радиальной и осевой нагрузке и номинальной частоте вращения ротора. В данном подразделе приведено более подробное разъяснение этих требований.
Согласно требованиям настоящего стандарта насос должен быть рассчитан на 20-летний срок службы и на 3 года непрерывной эксплуатации. Таким образом, необходимо, чтобы вся система подшипников, а не только каждый из них по отдельности, имела расчетный минимальный срок эксплуатации 3 года. Это условие обычно выполняется, и данные большинства заказчиков свидетельствуют о том, что срок службы подшипников не является «узким местом», ограничивающим период эксплуатации насоса. Однако в случаях, когда ресурс подшипников представляет проблему, ее решение обычно следует искать в системе смазки.
153
ГОСТ 32601—2022
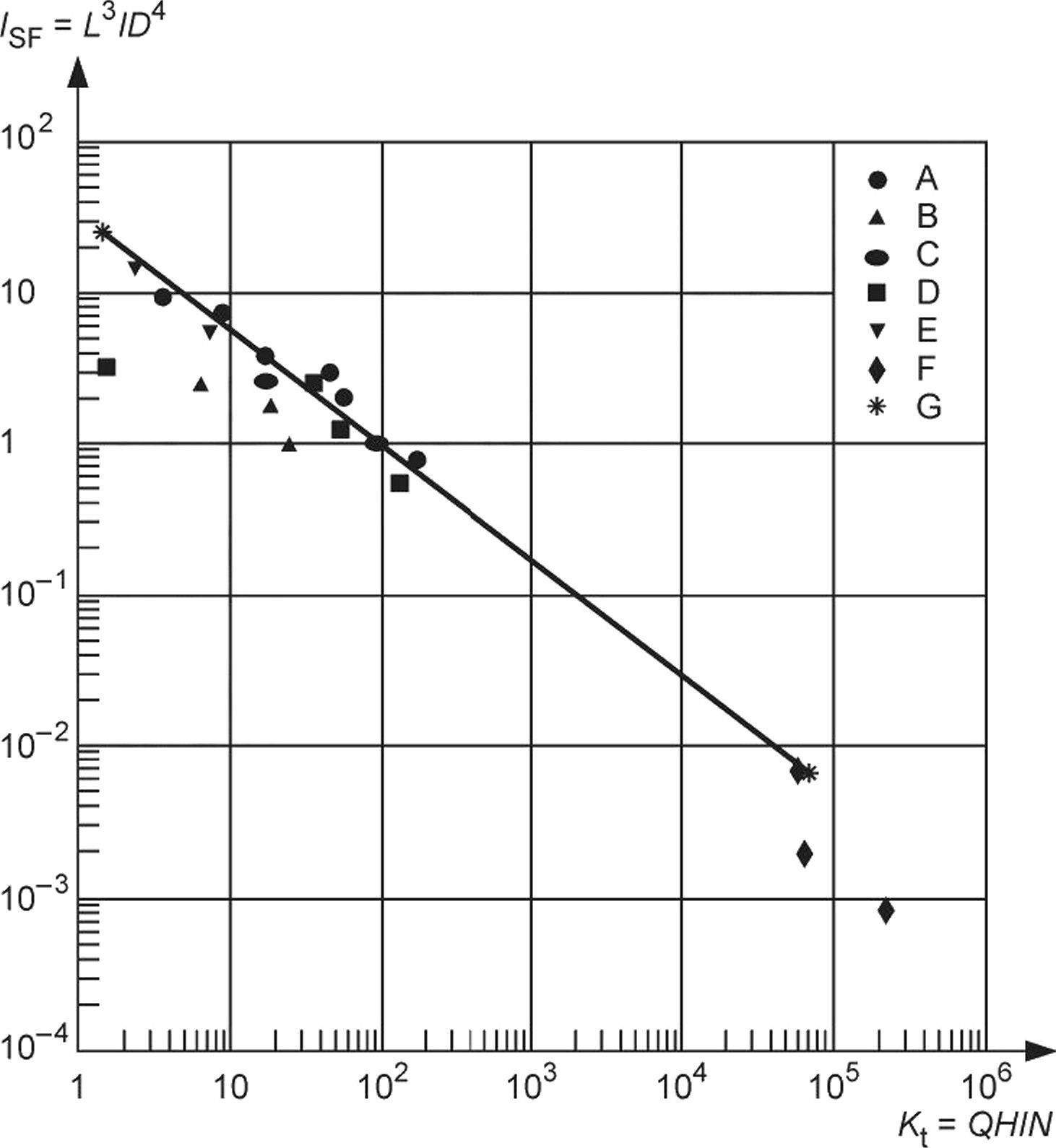
Рисунок К.2 — Зависимость индекса жесткости вала консольных насосов от размерного фактора (в системе единиц СИ)
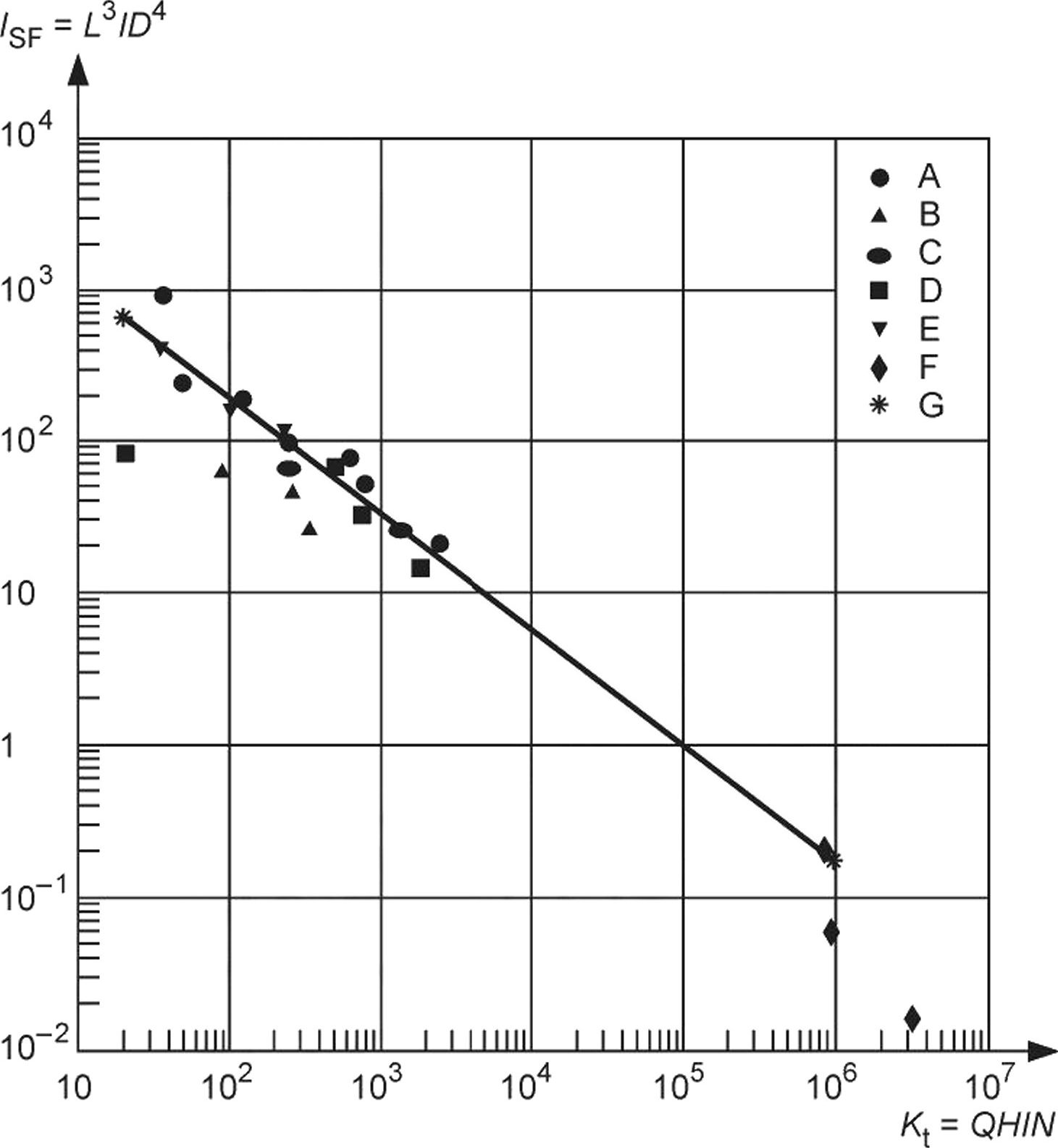
Рисунок К.З — Зависимость индекса жесткости вала консольных насосов от размерного фактора (в системе единиц USC)
154
ГОСТ 32601—2022
Международные стандарты требуют расчетный срок службы каждого отдельного подшипника L10h не менее 25000 ч при непрерывной эксплуатации в номинальных условиях и не менее 16000 ч при максимально допустимых радиальных и аксиальных нагрузках и номинальной частоте вращения ротора. Номинальный срок службы системы L10h sys, вычисляют по формуле (К.6):
^10h’sys = [С^ЮИд)372 + ^^ЮИВ^2 + ••• +0^10hw)3/2l 2/3’ 0^.6)
где L10hA — базовый расчетный срок службы L10h подшипника А согласно ГОСТ 18855 (ИСО 281)', L10hB — базовый расчетный срок службы L10h подшипника В согласно ГОСТ 18855 (ИСО 281)', LWhN — базовый расчетный срок службы L10h подшипника N согласно ГОСТ 18855 (ИСО 281).
Пример 1 — Если известно, что в насосе имеются два подшипника с равным расчетным сроком службы L10h а срок службы этой системы подшипников i-ioh’sys составляет 25000 ч, тогда по формуле (К.6) можно определить, что срок службы каждого индивидуального подшипника L10h должен составлять около 37500 ч. Следует отметить, что поскольку подшипники качения изготавливаются по стандартным размерам, маловероятно, что какой-либо конкретный насос будет иметь расчетный срок службы L10h, точно равняющийся 37500 ч для обоих подшипников системы.
Пример 2 — Если один из двух подшипников системы имеет расчетный срок службы L10h, равный 100000 ч (что встречается на практике), то для получения срока службы системы подшипников 4oh’sys = 25000 ч необходимо, чтобы расчетный срок службы L10 другого подшипника системы составлял лишь 25700 ч.
Насосы типов ОН2, ОНЗ и в меньшей степени ВВ1, ВВ2 и ВВЗ не являются в полной мере «инжиниринговыми насосами», т. е. не каждая их деталь изготовлена уникальной по индивидуальным требованиям заказчика. Они в большей степени относятся к категории «проектных серий насосов», т. е. насосов, собираемых из серийных узлов и компонентов, заранее разработанных в соответствии с требованиями настоящего стандарта и в рамках определенного заданного диапазона рабочих условий, характерных для конкретной области применения. Это особенно справедливо в отношении двухопорных насосов (классы ВВ), у которых различные проточные части могут быть установлены в один и тот же корпус с несколькими стандартными вариантами исполнений уплотнительных камер и кронштейнов подшипников. Такие насосы, спроектированные по типу «сборного конструктора», могут в дальнейшем модифицироваться в соответствии с конкретными требованиями заказчика или конкретными условиями работы. При конструировании серии таких насосов поставщик должен определить для себя ряд внешних условий, в рамках которых он намеревается реализовывать данные серийные насосы. Такие условия могут меняться в зависимости от опыта поставщика или диапазона рабочих условий, задаваемых заказчиком. Этот заданный диапазон условий эксплуатации может быть выбран так, чтобы закрыть до 98 % всех применений в технологических процессах нефтепереработки, на которые такие насосы поставлялись за последние 10 лет.
После определения диапазона условий эксплуатации поставщик выбирает ряд типоразмеров кронштейнов подшипников. Большинство поставщиков ограничиваются выбором 3—4 типоразмеров кронштейнов подшипников для одной серии насосов. Затем поставщик сопоставляет выбранные типоразмеры кронштейнов подшипников с имеющимися у него проточными частями насосов (т. н. «гидравликами») или с теми гидравликами, которые он хотел бы использовать. Каждому кронштейну подшипников выбирается в соответствие определенный набор гидравлик. Из этого набора существует одна гидравлика, которая создает максимальную нагрузку на подшипники и кронштейн. Но для всего выбранного набора гидравлик необходимо, чтобы минимальный срок службы системы подшипников отвечал требованиям настоящего стандарта. Вместе с тем существует вероятность создания рабочих условий (например, высокое давление на приеме насоса, низкая рабочая частота вращения ротора, работа за пределами предпочтительных или допустимых рабочих зон), при которых насос не будет отвечать всем требованиям настоящего стандарта. При таких условиях у поставщика есть несколько возможностей обеспечить соответствие насоса всем требованиям, а именно: изменение конструкции насоса, ограничение рабочего диапазона насоса, согласование с заказчиком вопроса о некотором снижении срока службы системы подшипников с целью снижения стоимости системы или улучшения ее рабочих характеристик. Такие меры могут быть эффективными в случае, если рабочие условия предполагают значительный разброс значений нагрузок на подшипники, что не позволяет обеспечить оптимальную работу подшипников во всех режимах.
Для всех гидравлик выбранного набора, кроме гидравлики, создающей максимальную нагрузку, подшипники будут нагружены меньше. Расчет срока службы подшипника L10h как функции приложенной нагрузки определяется по формуле (К.7), которая соответствует формуле (4) (ГОСТ 18855—2013):
L^CJPy, (К.7)
где Сг — расчетная динамическая нагрузка на подшипник;
РГ — эквивалентная динамическая нагрузка;
X — коэффициент, равный 3 для шариковых подшипников и 10/3 для роликовых подшипников.
Методы определения нагрузок на подшипники насосов приведены в стандартах Гидравлического Института.
155
ГОСТ 32601—2022
Анализируя формулу (К.6), можно заметить, что для данного подшипника при заданной нагрузке 16 % снижение приложенной нагрузки приводит к увеличению срока службы подшипника примерно на 37 %. Это означает, что расчетный срок службы системы подшипников для всей серии насосов с данным типоразмером кронштейна подшипников значительно превысит требования к сроку службы, установленные настоящим стандартом, поскольку этот кронштейн был рассчитан на максимальные нагрузки, создаваемые лишь одной гидравликой из этой серии, с максимальными параметрами. Далее, для кронштейна подшипников, рассчитанного на максимальную нагрузку, срок службы системы подшипников также повышается, если уменьшается диаметр рабочего колеса, если плотность перекачиваемой среды уменьшается или если давление на всасывании ниже максимального значения, на которое была рассчитана система подшипников. Кроме того, поскольку система подшипников всегда выбирается с запасом по несущей способности исходя из максимальной расчетной нагрузки, расчетный срок службы еще возрастает. Вышеизложенное объясняет, почему соблюдение исторически установленного требования к сроку службы отдельных подшипников (L10h = 25000 ч наработки) не представляло проблемы, когда требовалось обеспечить общий срок службы всей системы подшипников L10h sys также 25000 ч.
Отмечается, что в насосах, соответствующих настоящему стандарту, обычно используются подшипники большего размера и с существенно более высокой несущей способностью, чем в насосах общепромышленного применения. Применение подшипников качения ограничивается их размером и частотой вращения. На практике установлено, что с увеличением размера подшипники качения, работающие в насосах с двухполюсными электродвигателями (на частотах вращения ротора 3000 и 3600 об/мин), склонны к перегреву, и их рабочая температура может превысить максимальную допустимую согласно настоящему стандарту. В связи с этим поставщики обычно ограничивают размер подшипников качения с угловым контактом типоразмерами 7315 или 7316 при работе насоса с двухполюсными электродвигателями. Это соответствует диаметрам валов 75 и 80 мм, соответственно.
В то время, как перегрев при высоких нагрузках отрицательно сказывается на сроке службы и состоянии смазки подшипников, наиболее проблемным моментом для малонагруженных подшипников является проскальзывание шариков. Если поставщик насоса для каждого типоразмера кронштейна подшипников использует перераз-меренные подшипники, необходимо, чтобы он выставил ограничение по минимальным нагрузкам, достаточным для минимизации проскальзывания шариков. Это обстоятельство приводит к необходимости введения дополнительных типоразмеров кронштейнов подшипников, что снижает серийность изготовления и взаимозаменяемость деталей.
Проблема обеспечения срока службы системы подшипников является эксплуатационным ограничением для насосов «типовой» конструкции.
156
ГОСТ 32601—2022
Приложение L (справочное)
Требования к документации поставщика
L.1 Общие положения
На рисунке L.1 показан пример формы карты контроля передачи документации. Более подробное описание пунктов, обозначенных в списке буквами (а, Ь, с и т. д.), приведено в L.2.1 (для насосов) и в L.2.2 (для электродвигателей).
157
ГОСТ 32601—2022
ТРЕБОВАНИЯ К Код проекта________________ Позиция №_______________ ДОКУМЕНТАЦИИ ПОСТАВЩИКА Заказ № п_____________________ Дата_____________ Заявка № '________________________ Дата________________ Запрос № 1’_________________________ Дата_________________ Для____________________________________ Стр. 1 из 2 подготовлена____________________________________ Местоположение_____________________ Редакция_______________________________________________ Назначение__________________________ Агрегат______________________ Требуемое количество_______ Стадия предложения2). Участник закупки должен предоставить___копии (й) документов 3’ | ||||||||||||||||
Стадия рассмотрения4’ 5’. Поставщик должен предоставить___копий документов, а также их электронные версии. | ||||||||||||||||
Стадия утверждения4’. Поставщик должен предоставить___копий документов, а также их электронные версии. (Поставщик должен предоставить___руководств по эксплуатации и техническому обслуживанию) 6) | ||||||||||||||||
Получение утвержденных документов | ||||||||||||||||
Карта контроля Срок предоставления утвержденных документов 5’ | 1 | |||||||||||||||
передаваемых Рассмотрение — Дата возврата документов поставщику | ||||||||||||||||
документе _ Рассмотрение — Дата получения документов заказчиком | ||||||||||||||||
Рассмотрение — Срок предоставления поставщиком 5) | ||||||||||||||||
Описание ' | ||||||||||||||||
Насос | ||||||||||||||||
а) Утвержденный чертеж общего вида | ||||||||||||||||
Ь) Чертежи в разрезе и перечни материалов | ||||||||||||||||
с) Чертеж уплотнения вала и перечень материалов | ||||||||||||||||
d) Чертеж соединительной муфты и перечень материалов | ||||||||||||||||
е) Схемы основной и вспомогательной трубной обвязки и перечень материалов | ||||||||||||||||
f) Схема охлаждения или обогрева и перечень материалов | ||||||||||||||||
д) Схема подачи смазочного масла и перечень материалов | ||||||||||||||||
h) Чертеж размещения маслосистемы | ||||||||||||||||
i) Чертежи компонентов маслосистемы | ||||||||||||||||
j) Схемы электрооборудования и измерительных приборов, кабельные проводки и перечень материалов | ||||||||||||||||
к) Чертеж размещения электрооборудования и измерительных приборов и перечень соединений | ||||||||||||||||
I) Рабочая характеристика | ||||||||||||||||
т) Результаты анализа вибрационного состояния | ||||||||||||||||
п) Результаты анализа демпфированного отклика на дисбаланс | ||||||||||||||||
о) Результаты анализа изгибных критических частот | ||||||||||||||||
р) Результаты анализа крутильных критических частот | ||||||||||||||||
q) Утвержденные данные гидравлических испытаний | ||||||||||||||||
г) Сертификаты на материалы | ||||||||||||||||
Рисунок L.1 — Пример формы карты контроля передачи документации, лист 1 из 2
1> Данная графа приведена в качестве примера, здесь может использоваться номер опросного листа и/или договора и/или любой другой вариант, позволяющий точно идентифицировать поставку.
2) Включенные в предложение документы не обязаны быть утвержденными или соответствовать использованным при производстве, за исключением тех, которые относятся к стандартизованным.
з) Необходимые документы отмечаются заказчиком (или поставщиком на основании соответствующих требований заказчика) любым удобным знаком, например «X» или «/», в соответствующих ячейках левой колонки.
4) Заказчик (или поставщик на основании соответствующих требований заказчика) должен указать во второй и третьей колонках желаемые сроки получения необходимых ему документов в следующем рекомендуемом формате: «число» + «S» — число недель до момента отгрузки или «число» + «F» — число недель после получения твердого заказа, или «число» + «Р» — число недель после получения поставщиком от заказчика согласованных им чертежей (применимо только для третьей колонки).
5) Как правило, стадия рассмотрения применяется для многоступенчатых насосных агрегатов, соответственно в этом случае участник закупки (поставщик) должен также внести в колонки справа планируемые сроки предоставления затребованных заказчиком документов по каждому пункту (строке).
6) Вариант для одноступенчатых насосных агрегатов, так как для них, как правило, стадия рассмотрения не применяется, а вся требуемая информация приводится в руководстве по эксплуатации.
158
ГОСТ 32601—2022
ТРЕБОВАНИЯ К Код проекта___________________Позиция №_______________ ДОКУМЕНТАЦИИ ПОСТАВЩИКА Заказ №______________________ Дата_____________ Заявка №------------------------ даТа--------------- | ||||||||||||||
Для___ | Запрос №_______________________ Дата_______________ ___________________________________ Стр. _2_ из _2_ подготовлена_______________________________________ | |||||||||||||
Местоположение Редакция | ||||||||||||||
Назначение__________________________ Агрегат_____________________ Требуемое количество Стадия предложения. Участник закупки должен предоставить___копии (й) документов | — | |||||||||||||
Стадия рассмотрения. Поставщик должен предоставить___копий документов, а также их электронные версии. | ||||||||||||||
Стадия утверждения. Поставщик должен предоставить___копий документов, а также их электронные версии. (Поставщик должен предоставить___руководств по эксплуатации и техническому обслуживанию) | ||||||||||||||
Получение утвержденных документов | ||||||||||||||
Карта контроля Срок предоставления утвержденных документов 5) | ||||||||||||||
передаваемых Рассмотрение — Дата возврата документов поставщику | ||||||||||||||
Wv куме mu гз Рассмотрение — Дата получения документов заказчиком | ||||||||||||||
Рассмотрение — Срок предоставления поставщиком 5) | ||||||||||||||
V | V | Описание ' | f | f | ||||||||||
s) Отчеты о выполнении работ | ||||||||||||||
t) Процедуры сварки | ||||||||||||||
и) Результаты испытаний по определению рабочих характеристик | ||||||||||||||
v) Опциональные испытания и отчеты по ним | ||||||||||||||
w) Утвержденные результаты балансировки ротора для многоступенчатых насосов | ||||||||||||||
х) Контроль остаточного дисбаланса | ||||||||||||||
у) Механические и электрические биения ротора в случае насосов с бесконтактными датчиками вибрации | ||||||||||||||
z) Опросные листы для этапов: предложение (ТКП), договор и в составе поставочной документации | ||||||||||||||
аа) Данные по шуму | ||||||||||||||
bb) Карта замеров рабочих зазоров | ||||||||||||||
сс) Руководства по установке, эксплуатации и техническому обслуживанию | ||||||||||||||
dd) Рекомендации по запасным деталям и их прейскурант | ||||||||||||||
ее) Процедуры консервации, упаковки и отгрузки | ||||||||||||||
ff) Информация по обеспечению безопасности материалов | ||||||||||||||
Электродвигатель | ||||||||||||||
а) Утвержденный чертеж общего вида | ||||||||||||||
Ь) Чертеж в разрезе и перечни материалов | ||||||||||||||
с) Опросные листы для этапов: предложение (ТКП), договор и в составе поставочной документации | ||||||||||||||
d) Данные по шуму | ||||||||||||||
е) Данные по рабочим характеристикам | ||||||||||||||
f) Утвержденные чертежи вспомогательных систем | ||||||||||||||
д) Руководства по установке, эксплуатации и техническому обслуживанию | ||||||||||||||
h) Рекомендации по запасным деталям и их прейскурант | ||||||||||||||
i) Информация по обеспечению безопасности материалов | ||||||||||||||
Рисунок L.1, лист 2 из 2
Примечание 1 — Заказчик должен указать адрес, на который должны быть отправлены документы.
Примечание 2 — Во всей документации должны быть отражены название проекта, номер заказа (договора) и номер позиции, а также местоположение объекта и название агрегата.
Примечание 3 — Карта контроля должна быть подписана уполномоченным представителем поставщика (с указанием наименования поставщика, Ф.И.О. представителя и даты подписания).
159
ГОСТ 32601—2022
L.2 Описание
L.2.1 Насос
а) утвержденный чертеж общего вида с указанием следующего:
1) DN, PN и положения всех соединений заказчика;
2) предварительных значений общей и транспортируемой масс;
3) габаритных размеров, минимальных расстояний вокруг агрегата, необходимых для его обслуживания и ремонта;
4) высоты расположения оси вала;
5) размеров элементов рамы (опорной плиты) (если поставляется) с указанием диаметров, количества и расположения болтовых отверстий и толщин секций, через которые проходят болты;
6) описания требований к заливке рамы;
7) сил и моментов, действующих на всасывающий и нагнетательный патрубки;
8) центра тяжести и точек крепления подъемных строп;
9) расстояния между концами валов насоса и привода и данных по центровке;
10) направления вращения;
11) мер предосторожностей по применению в зимних условиях или условиях тропиков; мер по ослаблению шумового давления (если требуются);
Ь) чертежи в разрезе и перечни материалов;
с) чертеж уплотнения вала и перечень материалов;
d) чертеж соединительной муфты и перечень материалов, включая допуски на несоосность, а также описание конструкции ограждения муфты;
е) чертеж основной и вспомогательной уплотнительной системы и перечень материалов, включая описание уплотнительной жидкости, ее расход и давление в системе, размеры труб, клапанов, дросселирующих шайб, описание измерительных приборов системы;
f) схема охлаждения или обогрева и перечень материалов, включая описание охлаждающей или нагревающей жидкости, ее расход и давление, размеры труб, клапанов, дросселирующих шайб, описание измерительных приборов системы;
д) схема подачи смазочного масла и перечень материалов, включая:
1) расход масла, температуру и давление в каждой точке подачи смазки;
2) настройки регулировок, уставки аварийной сигнализации и блокировки (давление и рекомендуемые температуры);
3) полные напорные нагрузки;
4) требования к расходным материалам, включая электроснабжение, воду и воздух;
5) размеры труб, клапанов, дросселирующих шайб;
6) схемы измерительных приборов, защитных устройств и регуляторов, а также схемы подключения;
h) компоновочный чертеж маслосистемы, включая основные размеры, условное давление элементов и местоположение всех соединений заказчика;
i) техническая документация на компоненты маслосистемы, в том числе:
1) на маслонасосы и их приводы;
2) теплообменники, фильтры и баки;
3) измерительные приборы;
4) запасные части, в том числе рекомендации по их применению;
j) схемы электрооборудования и измерительных приборов, схемы проводки и перечень материалов, включая:
1) уставки сигнализации и блокировки по вибрации;
2) уставки сигнализации и блокировки по температуре подшипников;
3) уставки сигнализации и блокировки по температуре смазочного масла;
4) электрические схемы по приводу;
5) уставки сигнализации и блокировки по осевому смещению ротора (при наличии данного контроля);
6) уставки сигнализации и блокировки по количеству утечек перекачиваемой среды через уплотнение насоса (при наличии данного контроля);
к) чертеж размещения электрооборудования и измерительных приборов и перечень соединений;
I) рабочая характеристика;
гл) результаты анализа вибрационного состояния;
п) результаты анализа демпфированного отклика на дисбаланс;
о) результаты анализа изгибных критических частот. Отчеты по анализу в требуемом количестве должны быть предоставлены не позднее 3 месяцев с даты заказа. Отчеты должны соответствовать 1.1.2 и 1.1.3;
р) результаты анализа крутильных критических частот. Отчеты по анализу в требуемом количестве должны быть предоставлены не позднее 3 месяцев с даты заказа. Отчеты должны соответствовать 6.9.2.10;
q) утвержденные данные гидравлических испытаний;
160
ГОСТ 32601—2022
г) сертификаты на материалы: физические и химические характеристики от поставщика, входящие в заводские отчеты (или сертификаты) для деталей, работающих под давлением, рабочих колес и валов;
s) отчеты по выполнению работ, включая обоснование причин любых задержек. Отчеты должны включать графики выполнения конструкторских работ, закупки, изготовления и испытаний всех основных компонентов. Запланированные и фактические даты, а также процент выполнения работ должны указываться для каждого промежуточного этапа графика;
t) процедуры сварки;
и) результаты испытаний на стенде изготовителя: утвержденный протокол стендовых испытаний, в том числе с первичными регистрируемыми при испытаниях показателями. Утвержденные протоколы должны предоставляться заказчику до отгрузки. Поставщик должен хранить протоколы не менее 20 лет после отгрузки;
v) опциональные испытания и отчеты по ним, включая: определение требуемого кавитационного запаса (NPSH3), испытания агрегата в сборе, замеры уровня шума, испытания вспомогательного оборудования, испытания на резонанс корпуса подшипника, а также другие испытания, согласованные между заказчиком и поставщиком;
w) утвержденные результаты балансировки ротора многоступенчатого насоса;
х) контроль остаточного дисбаланса ротора;
у) механические и электрические биения ротора в случае установки в насосе бесконтактных датчиков вибрации (проксиметров);
z) опросные листы для этапов: предложение (ТКП), договор и в составе поставочной документации;
аа) данные по шуму;
bb) карта замеров рабочих зазоров;
сс) руководства, в которых описываются процедуры установки, эксплуатации и технического обслуживания; каждое руководство должно включать как минимум следующие разделы:
1) Раздел 1. Хранение и монтаж:
I) требования к хранению;
II) задание на фундамент;
III) требования к заливке рамы;
IV) монтаж оборудования, процедуры сборки, массы компонентов и схемы строповки;
V) требования к центровке агрегата;
VI) рекомендации по обустройству трубной обвязки;
VII) монтажный чертеж всего агрегата, включающий расположение, вылет и диаметр анкерных болтов, а также предъявляемые к ним требования-,
VIII) минимальные расстояния вокруг агрегата, необходимые для его обслуживания и ремонта;
2) Раздел 2. Эксплуатация:
I) пуск, включая подготовку и проведение контрольных операций перед пуском;
II) требования к нормальной эксплуатации;
III) рекомендуемые смазочные масла.
3) Раздел 3. Инструкции по разборке и сборке:
I) корпуса насоса для выемки/установки ротора насоса;
II) опорных подшипников;
III) упорных подшипников (включая зазоры и предварительный натяг в подшипниках качения);
IV) уплотнений;
V) разгрузочных втулок (если имеются);
VI) данные по допустимому износу рабочих зазоров;
VII) данные по посадкам и рабочим зазорам для ремонта;
VIII) стандартные операции технического обслуживания и рекомендуемая периодичность их проведения.
4) Раздел 4. Рабочие характеристики, включая: подачу, дифференциальный напор, требуемый кавитационный запас на воде (NPSH3), потребляемую мощность как функцию подачи — для всех рабочих режимов, указанных в опросных листах.
5) Раздел 5. Данные по вибрации:
I) данные по анализу вибрации;
II) данные по анализу изгибных критических частот;
III) данные по анализу крутильных критических частот.
6) Раздел 6. Индивидуальные данные поставляемого насоса (агрегата):
I) техническая спецификация.
Примечание — Как правило, техническая спецификация имеет идентичный или близкий к опросному листу формат, который полностью заполняется поставщиком с внесением в него фактических показателей, например фактические напор, мощность и пр., полученные в требуемой точке при испытаниях и т.д.;
II) карта замеров рабочих зазоров;
III) протокол балансировки ротора (для многоступенчатых насосов);
161
ГОСТ 32601—2022
IV) данные по шуму;
V) рабочие характеристики.
7) Раздел 7. Чертежи и схемы:
I) утвержденный чертеж общего вида с указанием габаритных размеров и перечнем присоединений;
II) чертеж в разрезе и перечень материалов;
III) чертеж уплотнения вала и перечень материалов;
IV) чертеж размещения маслосистемы и перечень присоединений;
V) чертежи и спецификации компонентов маслосистемы, а также перечни материалов;
VI) электрические схемы, в том числе с измерительными приборами, схемы подключений и перечни материалов;
VII) компоновочный чертеж размещения электрооборудования и измерительных приборов и перечень присоединений;
VIII) чертеж муфты в сборе и перечень материалов;
IX) чертеж основных и вспомогательных элементов уплотнительной системы (бачков уплотнительной жидкости, теплообменников и т. д.) и перечень материалов;
X) схема трубной обвязки основных и вспомогательных элементов уплотнительной системы, включая измерительные приборы, данные для монтажа и перечень присоединений;
XI) схема охлаждения и обогрева и перечень материалов;
XII) схема трубной обвязки охлаждения или обогрева, включая измерительные приборы, руководство по монтажу и перечень присоединений;
dd) рекомендации по запасным частям и их прейскурант;
ее) процедуры консервации, упаковки и отгрузки;
ff) информация по обеспечению безопасности материалов.
L.2.2 Привод
а) Утвержденный чертеж общего вида с указанием размеров привода и всего вспомогательного оборудования, включая следующие позиции:
1) размеры, положение и назначение всех присоединений заказчика, включая кабели, измерительные приборы, любую подведенную трубную обвязку;
2) PN или класс давления и тип всех фланцевых соединений;
3) размеры и положение отверстий под анкерные болты, а также толщина секций, через которые должны проходить болты;
4) название и полная масса каждой монтажной единицы оборудования (привода и вспомогательного оборудования) с выделением наиболее тяжелого компонента, схемы распределения нагрузок;
5) габаритные размеры, а также необходимая для свободного монтажа/демонтажа образмеренная зона вокруг привода, места расположения подъемных проушин;
6) высота оси вала;
7) размеры хвостовика вала с допусками;
8) направление вращения;
Ь) чертеж привода в разрезе, с указанием осевого смещения ротора, и перечень материалов;
с) опросные листы для этапов: предложение (ТКП), договор и в составе поставочной документации;
d) данные по шуму;
е) данные по рабочим характеристикам, включая:
1) для электродвигателей мощностью 150 кВт и меньше:
I) КПД и коэффициент мощности при 50 %-ной, 75 %-ной и 100 %-ной нагрузке;
II) графическая характеристика зависимости крутящего момента от частоты вращения;
2) для электродвигателей мощностью более 150 кВт должны быть предоставлены утвержденные протоколы по всем проведенным испытаниям и рабочие характеристики, включая:
I) графическую характеристику нагрева в виде функции от силы тока и времени;
II) графическую характеристику зависимости крутящего момента от частоты вращения ротора при 70 %, 80 %, 90 % и 100 % от номинального напряжения;
III) графические характеристики КПД и коэффициента мощности в диапазоне от нуля до максимальной мощности с учетом сервис-фактора электродвигателя;
IV) графические характеристики силы тока от нагрузки в диапазоне от нуля до максимальной мощности с учетом сервис-фактора электродвигателя;
V) графические характеристики силы тока от частоты в диапазоне от 0 % до 100 % от номинальной частоты вращения ротора;
f) утвержденные чертежи вспомогательных систем, включая схемы электрических соединений, для каждой поставляемой вспомогательной системы; на чертежах должна быть четко обозначена граница между зоной поставки поставщика и зоной ответных коммуникаций заказчика или других поставщиков;
162
ГОСТ 32601—2022
g) руководства, в которых должны быть описаны процедуры монтажа, эксплуатации и технического обслуживания приводов; каждое руководство должно включать как минимум следующие разделы:
1) Раздел 1. Хранение и монтаж:
I) хранение;
II) монтаж оборудования, в том числе процедуры сборки, массы компонентов и схемы строповки;
III) монтажный чертеж привода, включая положения анкерных болтов;
IV) минимальные расстояния вокруг привода, необходимые для его обслуживания и ремонта;
2) Раздел 2. Эксплуатация:
I) пуск, включая подготовку и проведение контрольных операций перед пуском;
II) процедура нормальной остановки;
III) эксплуатационные ограничения, включая число последовательных пусков;
IV) рекомендации по смазке.
3) Раздел 3. Инструкции по разборке и сборке:
I) статора электродвигателя для выемки/установки ротора привода;
II) опорных подшипников;
III) уплотнений;
IV) стандартные операции технического обслуживания и рекомендуемая периодичность их проведения.
4) Раздел 4. Данные по рабочим характеристикам, требуемые в перечислении е) L.2.2.
5) Раздел 5. Техническая спецификация:
I) техническая спецификация с фактическими параметрами поставляемомого привода;
II) данные по шуму;
6) Раздел 6. Чертежи:
I) утвержденный чертеж общего вида с указанием размеров привода и всего вспомогательного оборудования, с перечнем присоединений;
II) чертеж привода в разрезе и перечень материалов;
h) рекомендации по запасным частям и прейскурант на них;
i) информация по обеспечению безопасности материалов.
163
ГОСТ 32601—2022
Приложение М (справочное)
Сводные результаты параметрических испытаний
На рисунке М.1 приведена форма представления сводных результатов параметрических испытаний. Рисунки М.2, М.З и М.4 показывают рекомендуемую форму графического представления испытательных характеристик насоса в единицах СИ, СИ с регулируемым приводом и USC, соответственно.
СВОДНЫЕ РЕЗУЛЬТАТЫ ИСПЫТАНИЙ | |||||
Заказчик | Характеристика № | ||||
Договор № | Дата испытаний | ||||
Изделие № | Утверждено: | ||||
Серийный номер насоса | (Представитель поставщика) | ||||
Типоразмер | Согласовано: | ||||
Количество ступеней | (Представитель заказчика) | ||||
Полная рабочая характеристика насоса (таблица 16) | |||||
Номинальное значение | Испытательное значение | Фактическое отклонение +/- % | Допуск для приемки +/- % | ||
Подача | |||||
Напор | |||||
Мощность | |||||
NPSH3 | |||||
Напор на закрытую задвижку | |||||
Частота вращения, об/мин | |||||
Данные по конструкции насоса | |||||
Первая ступень | Последующие ступени | ||||
Диаметр рабочего колеса | мм (дюйм) | Диаметр рабочего колеса | мм (дюйм) | ||
Чертеж рабочего колеса, № | Чертеж рабочего колеса, N° | ||||
Количество лопастей | Количество лопастей | ||||
Чертеж детали со спиральным отводом или направляющего аппарата, № | Чертеж детали со спиральным отводом или направляющего аппарата, № | ||||
Зазор у кромки лопасти (6.1.15) | % | Зазор у кромки лопасти (6.1.15) | % | ||
Рисунок М.1 — Форма для представления сводных результатов испытаний, лист 1 из 2
164
ГОСТ 32601—2022
Механические характеристики | ||||||
Максимальные уровни вибрации, зарегистрированные в пределах установленного диапазона подач (см. 6.9.3) | ||||||
Номинальная подача | Предпочтительный рабочий диапазон | Допустимый рабочий диапазон | ||||
Результат замера | Установленный предел | Результат замера | Установленный предел | Результат замера | Установленный предел | |
Виброскорость на корпусе подшипника: - Приводная сторона: Полная / фильтрованная - Неприводная сторона: Полная / фильтрованная | ||||||
Виброперемещение вала: - Приводная сторона: Полная / фильтрованная - Неприводная сторона: Полная / фильтрованная | ||||||
Температура подшипников, С ( F) (см. 6.10.2.4, 9.2.5.2.4(c) и 9.2.5.3) | ||||||
Система смазки под давлением | Картерная смазка разбрызгиванием | |||||
Температура окружающей среды | Температура окружающей среды | |||||
Температура масла на входе в подшипники (агрегат) в установившемся режиме | Температура масла в установившемся режиме | |||||
Температура масла в линии возврата в маслобак | Температура масляного картера в установившемся режиме | |||||
Максимальная температура статорных элементов подшипников | ||||||
Радиальный подшипник с приводной стороны | ||||||
Радиальный подшипник с неприводной стороны | ||||||
Упорный подшипник скольжения | ||||||
Примечание 1 — Данная сводная форма механических характеристик предназначена для представления данных испытаний для каждого рабочего диапазона и сравнения их с установленными предельными значениями. Она не предназначена для замены собой протоколов испытаний. Примечание 2 — Принятые единицы измерения: виброскорость — мм/с (дюйм/с) RMS (среднеквадратичная); виброперемещение (амплитуда от пика до пика) — мм (mils); температура — °C (°F). | ||||||
Рисунок М.1, лист 2 из 2
165
ГОСТ 32601—2022
Проект:
Серийный номер: Типоразмер: Пример Количество ступеней: 3 Частота вращения: 1485 Обозначение ,. Чертеж № раб.колеса: Диаметр D2 макс., мм: 332.0 | Перекачиваемая среда: Вода Относительная плотность, кг/м3: 999,23 Температура среды,°C: 20 Кинематическая вязкость, м2/с: 1,0Е-06 Площадь сечения входа, мм2: 28000 D2 установленного колеса, мм: 332,0 Диаметр D2 мин., мм: 315,4 | № характеристики: - |
Номинальная точка (rated point): | ||
Подача, м3/ч: 650 Напор, м: 95 NPSH3, м: 6,3 Мощность, кВт: 214,3 КПД, %: 78,5 |
140
130
120
110
100
90
80
Н м 70
60
50
40
30
20
10
0
н | _. | ...... | .__ | — | Г'“ | .......... | ._. | ||||||||||||||||||||||||||||||
Допустимый рабочий интервал Г | |||||||||||||||||||||||||||||||||||||
Предпочтительный интервал | |||||||||||||||||||||||||||||||||||||
._.. | ..._ | -- | — | .... | _.. | — | — | — | ..._ | ..... | — | — | — | .... | |||||||||||||||||||||||
.... | - | ч | — | - | — | — | - | ||||||||||||||||||||||||||||||
._. | |||||||||||||||||||||||||||||||||||||
п | |||||||||||||||||||||||||||||||||||||
1 | |||||||||||||||||||||||||||||||||||||
— | —■ | „ | г | _._ | .... | —• | — | — | -- | — | — | — | |||||||||||||||||||||||||
J | — | '— | — | —■ | _... | -- | —■ | — | — | — | ... | г* | |||||||||||||||||||||||||
- | NPSH3 - | ||||||||||||||||||||||||||||||||||||
С- | ”777“ | ||||||||||||||||||||||||||||||||||||
Г" | |||||||||||||||||||||||||||||||||||||
10
8 NPSH м
6
4
2
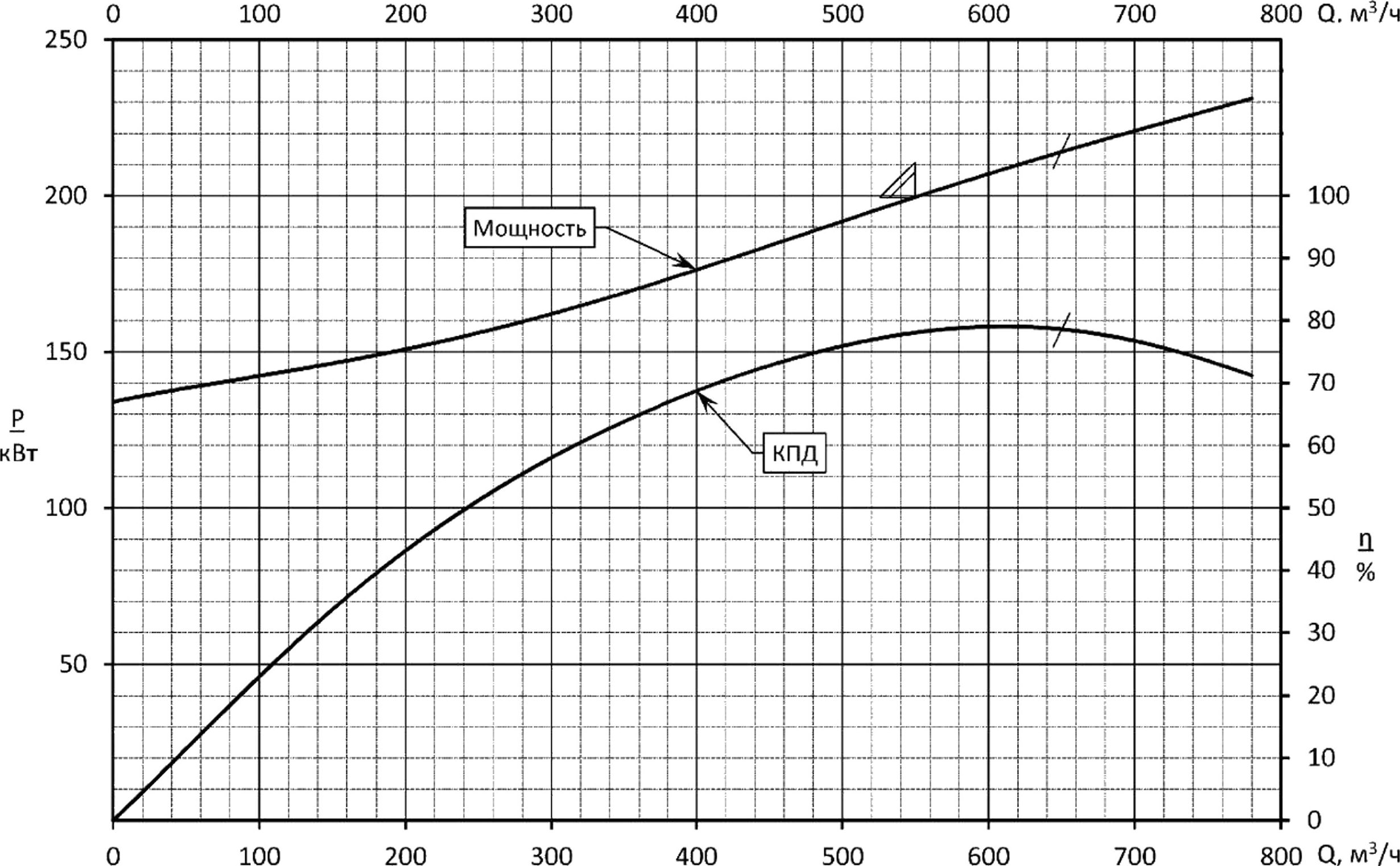
Примечание — Масштаб шкал и значение требуемой рабочей точки (подача, напор, NPSH3, мощность) приведены только для примера. Треугольными метками отмечена требуемая рабочая точка (normal point), а косыми чертами номинальная рабочая точка (rated point).
Рисунок М.2 — Форма представления испытательных графических характеристик (единицы СИ)
166
Позиция:
ГОСТ 32601—2022
Серийный номер: Типоразмер: Пример Количество ступеней: 3 Частота вращения: 1485 Обозначение , чертеж № раб. колеса: м Диаметр D2 макс., мм: 332,0 | Перекачиваемая среда: Вода Относительная плотность, кг/м3: 999,23 Температура среды, °C: 20 Кинематическая вязкость, м2/с: 1,0Е-06 Площадь сечения входа, мм2: 28000 D2 установленного колеса, мм: 332,0 Диаметр D2 мин., мм: 315,4 | Nb характеристики: - |
Номинальная точка (rated point): | ||
Подача, м3/ч: 650 Напор, м: 95 NPSH3, м: 6,3 Мощность, кВт: 214,3 КПД, %: 78,5 |
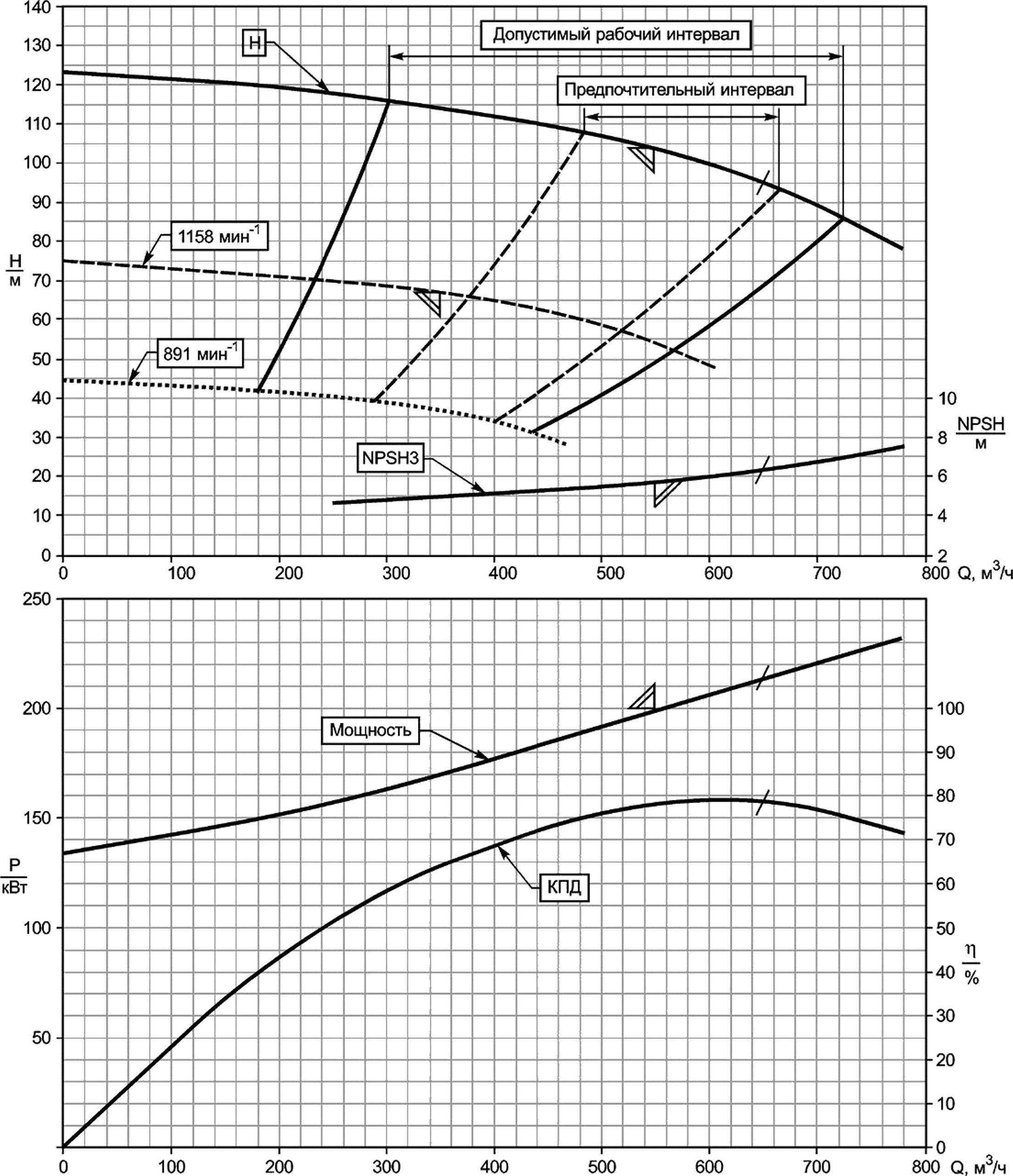
Примечание — При поставке насоса с регулируемым приводом по требованию заказчика также необходимо приводить границы рабочего поля и напорные характеристики для тех частот вращения ротора насоса, на которых обеспечиваются требуемые заказчиком дополнительные режимы работы с их нанесением на характеристику (в примере —дополнительная метка на 1158 мин-1).
Рисунок М.З — Форма представления по требованию заказчика испытательных графических характеристик насоса с регулируемым приводом (единицы СИ)
167
ГОСТ 32601—2022
Серийный номер насоса_________ Типоразмер____________________ Количество ступеней_____________ Частота вращения, об/мин________ Рабочее колесо, № _ _ | Перекачиваемая среда________________ Плотность____________________________ Температура_______________________°F Кинематическая вязкость__________сСт Площадь входа рабочего колеса _ дюйм2 | Характеристика №______ Номинальная точка: Подача, USgal/min 900,0 Напор, фут_______325 NPSH3, фут 17,1 Мощность, л.с. 72,4 Расчетный КПД, % 88,3 |
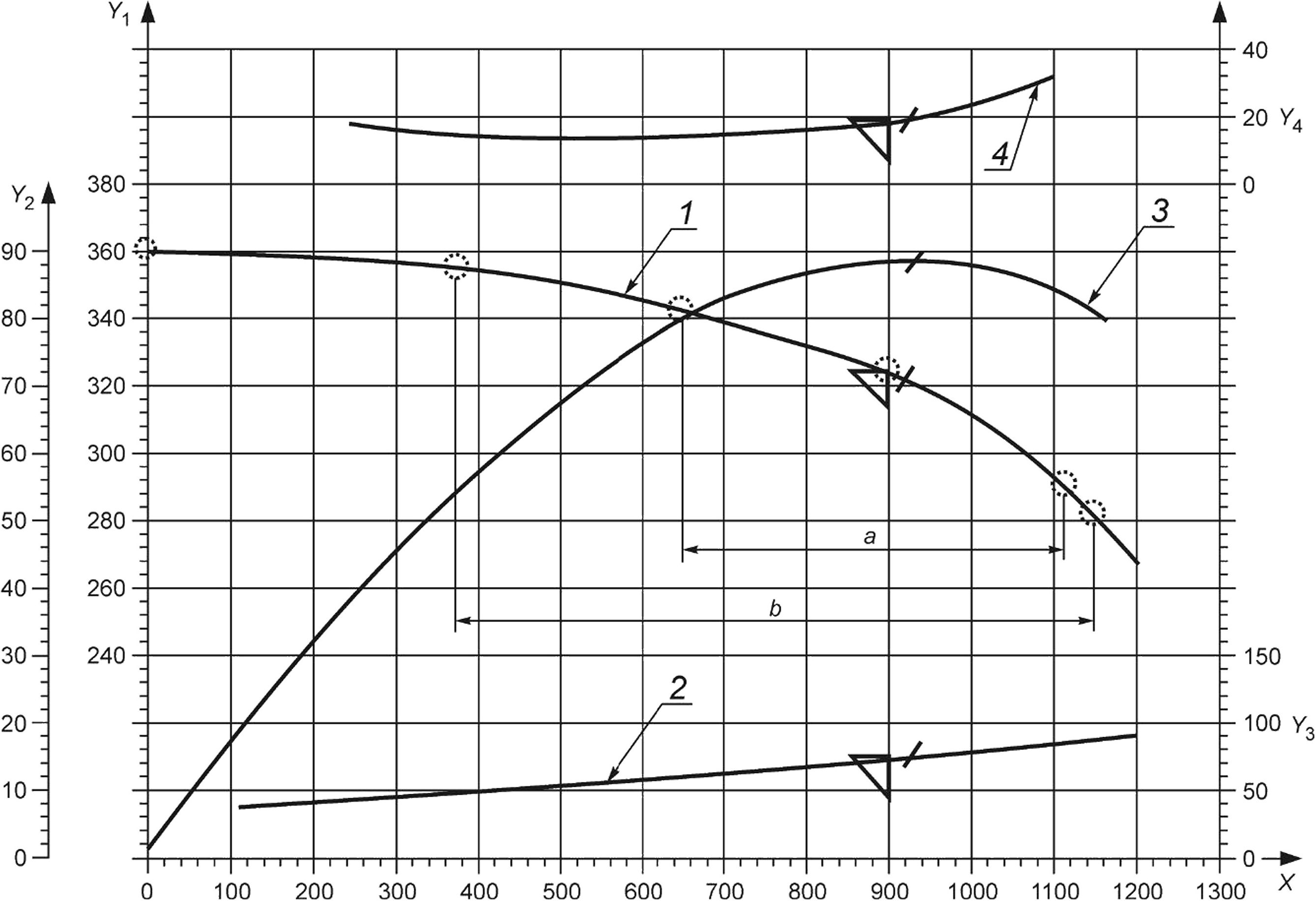
X — подача, US галлон/мин; У1 — напор, фут; У2 — КПД, %; У3 — потребляемая мощность, л.с.; У4 — NPSH3, фут; а — предпочтительный рабочий диапазон; b — допустимый рабочий интервал; 1 — напор; 2 — мощность; 3 — подача; 4 — NPSH3
Примечание — Масштаб шкал и значение требуемой рабочей точки (подача, напор, NPSH3, мощность) приведены только для примера.
Рисунок М.4 — Форма представления испытательных графических характеристик (единицы USC)
168
ГОСТ 32601—2022
Приложение N (справочное)
Опросные листы на насосы и электронный обмен данными
N.1 Опросные листы на насосы
Рекомендуемые формы опросных листов на насосы для использования заказчиком и поставщиком приведены в приложении ДА. Эти опросные листы также существуют в формате электронных таблиц.
Обмен опросными листами может осуществляться как на бумажных носителях, так и в электронном виде.
N.2 Электронный обмен данными (EDE)
Передача опросных листов в электронном виде является предпочтительной по сравнению с передачей на бумажных носителях, если заказчик и поставщик насоса используют информационные системы для обработки цифровой информации. Прямой обмен электронными данными возможен, если в информационных системах заказчика и поставщика существует единый протокол обмена данными. Для того чтобы такой протокол обмена данными был утвержден обеими сторонами, необходимо, чтобы он был коммерчески нейтральным. Такой метод обмена электронными данными повышает эффективность деятельности обеих сторон, если их внутренние информационные системы сбора и обработки данных могут получать/передавать данные через данный нейтральный протокол. Примеры таких систем включают:
а) для заказчика:
1) базы данных спецификаций насосов;
2) программы табулирования коммерческих предложений;
3) программы анализа систем;
4) программы управления активами.
Ь) для поставщика:
1) системы выбора насоса;
2) конфигурация насоса и система ценообразования;
3) системы управления заказами и системы генерации перечней материалов.
На момент публикации настоящего стандарта имелись документы^, содержащие описание процесса внедрения и примеры использования электронного обмена данными (EDE), в формате, специально адаптированном для обмена данными по центробежным насосам. Дополнительную информацию можно получить по ссылкам http://www.pumps.org/ede.
Примечание 1 —Документ [74] разработан и поддерживается Гидравлическим Институтом (Hydraulic Institute), а также совместным проектом FIATECH и API по автоматизации обмена данными по оборудованию (АЕХ). Информация по технологии EDE и схематическое представление АЕХ XML приведены по ссылке www.fiatech.org/aex.html.
Примечание 2 — Полный перечень всех полей данных, содержащихся в электронных опросных листах и их соответствующих структурах XML, можно найти в [74], на www.pumps.org/ede или на сайте FIATECH по адресу www.fiatech.org/aex.html.
1) Например, см. [74].
169
ГОСТ 32601—2022
Приложение ДА (справочное)
Форма опросных листов на насосы (единицы СИ)
ЗАКАЗЧИК: _____________________________________ НАЗВАНИЕ ПРОЕКТА: __________________________________ ТЕХНОЛОГИЧЕСКАЯ ПОЗИЦИЯ: _________________________________ НАЗНАЧЕНИЕ НАСОСА: _________________________________ СЕРИЙНЫЙ НОМЕР: ________________________________ СПЕЦИФИКАЦИЯ №: ________________________________ ЗАКАЗ НА ПОКУПКУ №: __________________________________ Ячейки, отмеченные цветом: □ содержат опции, выбираемые из раскрываемого списка □ содержат значения, рассчитанные по введенным данным, — не менять отмечают пункты с перекрестными ссылками в документе, могут также содержать раскрываемый список При заполнении опросных листов отметить ячейки, отмеченные цветом. После окончания заполнения цвета удалить. ПРИМЕЧАНИЯ: ________________________________________________________________ | ||||||||||||||
Насос Электродвигатель Мультипликатор Турбина | ОПРОСНЫЕ ЛИСТЫ НА ОБОРУДОВАНИЕ | |||||||||||||
Позиция № | Лист | Позиция № | Лист | Позиция № | Лист | |||||||||
Применимые стандарты для покрытий___________________________ | ||||||||||||||
Рев | Дата | Описание | Кто | Пров | ||||||||||
ОПРОСНЫЙ ЛИСТ № | ||||||||||||||
170
ГОСТ 32601—2022
1 | Прим | Применимо для: Для Заказчика: Площадка: № заказа: | Применимый международный / национальный стандарт: _ | Рев | ||||||||||||||||||
2 | Позиция Назначен Тип: Модель: | |||||||||||||||||||||
3 | ие: | |||||||||||||||||||||
4 | Типоразмер: | Ко | л-во ступеней: рийный №: | |||||||||||||||||||
Се | ||||||||||||||||||||||
5 | Изготовитель: | |||||||||||||||||||||
6 | Характеристики перекачиваемой жидкости: | Режим работы:____________________ Кол-во пусков: _________________________ Параллельн./ послед.:________________ Коррозия из-за (6.12.1.9):_______________ Эрозия из-за (6.12.1.9):_________________ H2S концентрация (ppm):______________ Хлориды концентрация (ppm):_________ Мех. примеси, размер (мкм):___________ Мех. примеси концентрация (ppm):_____ | ||||||||||||||||||||
7 | Ед. | Макс. | Мин. | Прим.: макс, и мин. значениях для указанной характеристики | ||||||||||||||||||
8 | Название жидкости: | |||||||||||||||||||||
9 | Давление паров: | кПа абс. | ||||||||||||||||||||
10 | Плотность: | |||||||||||||||||||||
11 | Теплоемкость: | кДж/(кг«К) | ||||||||||||||||||||
12 | Вязкость | Па • с | ||||||||||||||||||||
13 | Рабочие параметры (6.1.2): | |||||||||||||||||||||
14 | Ед. | Макс | Номин. | Требуем. | Мин | ||||||||||||||||||
15 | NPSHA указан для: | Для центра рабочего колеса | ||||||||||||||||||||
16 | Температура жидкости: | °C | ||||||||||||||||||||
17 | Подача: | м3/ч | ||||||||||||||||||||
18 | Давление нагнетания (6.3.2): | кПа | ||||||||||||||||||||
19 | Давление приема: | кПа | ||||||||||||||||||||
20 | Дифференц. давление: | кПа | ||||||||||||||||||||
21 | Дифференц. напор: | м | ||||||||||||||||||||
22 | NPSHA: | м | ||||||||||||||||||||
23 | Гидравлическая мощность: | кВт | ||||||||||||||||||||
24 | Данные площадки, элект | ропитания и расходных сред: | ||||||||||||||||||||
25 | Размещение: | Охлаждающая вода: | ||||||||||||||||||||
26 | Темпер.,°C Давление, кПа | Вход | Макс Мин | Выход | Расч | |||||||||||||||||
27 | Место установки:_____________Климат, исполнение:_______ Зона взрывоопасности (6.1.2.22): Зона:_______________ Группа_______________Класс температуры:______________ Информация по месту монтажа: Высота над ур. моря:______м Атм. давление______мм.рт.ст Окружающ. температура, мин / макс: _________/_________°C Отн. влажность, мин / макс: __________/__________% Особые условия:___________________________________ | |||||||||||||||||||||
28 | ||||||||||||||||||||||
29 | Источник:______ | |||||||||||||||||||||
30 | Концентрация хлоридов в охл. воде________ppm Воздух КИП: макс________кПа; мин________кПа | |||||||||||||||||||||
31 | ||||||||||||||||||||||
32 | Пар: | |||||||||||||||||||||
33 | Температура, °C Макс Мин Давление, кПа Макс Мин | Привод | Обогрев | |||||||||||||||||||
34 | ||||||||||||||||||||||
35 | ||||||||||||||||||||||
36 | Параметры электрической сети: | |||||||||||||||||||||
37 | Электропитание: Напряжение Фазы Частота | привода | обогрев | управл. | останов. | |||||||||||||||||
38 | ||||||||||||||||||||||
39 | ||||||||||||||||||||||
40 | ||||||||||||||||||||||
41 | Характеристики насоса: | Привод (7.1.5): | ||||||||||||||||||||
42 | Г рафик характеристик №:_______ Скорость:_______об/мин. Испытательная характеристика №:________________________ | Тип привода:___ Мультипликатор:_______________________________ Требуется регулирование частоты:________________ Устройство регулирования частоты:_______________ Прочее:________________________________________ Изготовитель:____________________________________ Мощность на табличке:_____________________кВт Номинальная частота вращения:__________об/мин. Частота при требуемой нагрузке:__________об/мин. Типоразмер или модель:________________________ Ориентация:___________________________________ Смазка:_________________________________________ Тип подшипников: Радиальные:__________________________________ Упорный:_____________________________________ Метод пуска:____________________________________ См. опросный лист на привод №:_________ | ||||||||||||||||||||
43 | ||||||||||||||||||||||
44 | Диаметр раб.колеса: р Расч. мощность_____ | асч. м | экс._______мин._______, мм КПД_______% | |||||||||||||||||||
45 | __кВт | |||||||||||||||||||||
46 | Подача при наибольш.КПД (при расч.диам.раб.колеса)_____м3/ч Мин. подача: по нагреву________м3/ч; устойчивая________м3/ч Предпочтит.раб.диапазон (6.1.11): от_________до_________м3/ч Допустимый рабочий диапазон: от________до________м3/ч Макс, напор при номинальном рабочем колесе: ____________м Макс, мощность при расч. раб. колесе (6.8.9):_____________кВт | |||||||||||||||||||||
47 | ||||||||||||||||||||||
48 | ||||||||||||||||||||||
49 | ||||||||||||||||||||||
50 | ||||||||||||||||||||||
51 | ||||||||||||||||||||||
52 | NPSH3 при номинальной подаче: Высота оси насоса над отметкой осное | м _м | ||||||||||||||||||||
53 | ания рамы:___ | |||||||||||||||||||||
54 | Превышение NPSHa над NPSH3 при расч. подаче:_______м Коэффициент быстроходности (6.1.9):___________м3/с, об/мин, м Ограничение кавитационного коэфф.быстроходности_________ Кавитационный коэфф, быстроходности:______м3/с, об/мин, м Ограничение макс.допустимого уровня звук.давл.:_________дБа Ожидаемый макс.уровень звукового давления: _________дБа Ограничение макс.допустимого уровня шума (6.1.14):__________ Ожидаемый максимальный уровень шума: _________ | |||||||||||||||||||||
55 | ||||||||||||||||||||||
56 | ||||||||||||||||||||||
57 | ||||||||||||||||||||||
58 | ||||||||||||||||||||||
59 | ||||||||||||||||||||||
60 | ||||||||||||||||||||||
61 | ||||||||||||||||||||||
ОПРОСНЫЙ ЛИСТ №______________________ Ревизия:___________ Стр. 1 из_____ | ||||||||||||||||||||||
171
ГОСТ 32601—2022
1 | Прим | КОНСТРУКЦИЯ | Рев | ||||||||||
2 | Тип насоса (по классификации ГОСТ 32601):_____________ Патрубки насоса (6.5.5): | Монтаж корпуса:_______________________________ Тип корпуса (6.3.10):________________________________ Требуется выемное устройство для ОНЗ (9.1.2.6)_____ Давление корпуса насоса: Макс.допустимое рабочее (6.3.6)_____кПа при____°C Гидроиспытаний _____кПа при____°C Гидроиспытания насоса в сборе:_______________ Области всаса рассчитаны на MAWP______________ Направл. вращения (со стороны муфты)__________ Раб.колеса закреплены индивидуально_____________ Болты к раме для ОНЗ/ОН4/ОН5__________________ Рама для ОНЗ/ОН4/ОН5________________ Ротор: Индекс жесткости вала (9.1.1.3):______________________ 1-я «мокрая» крит.скорость (многост.насосы):_________ Балансировка деталей до G1.0 ГОСТ ИСО 1940-1:____ Установка раб.колес с натягом и фиксацией (9.2.2.3):__ Муфта (7.2.3, 7.2.13(e)): Изготовитель:_______________________________________ Модель:_________________________________________ Класс мощности (мощность /100 об.мин):____________ Длина проставки:_____________________________мм Коэффициент запаса мощности:__________________ Жесткая: | |||||||||||
3 | |||||||||||||
4 | |||||||||||||
5 | DN упл.поверхн. PN позиция | ||||||||||||
6 | Всасывание: Нагнетание: | ||||||||||||
7 | |||||||||||||
8 | Вспомогат.присоединения корпуса под давлением (6.4.3.2): | ||||||||||||
9 | № DN тип упл.пов. PN поз. | ||||||||||||
10 | Разгрузка: Дренаж: Выпуск: Манометр: Термометр: Прогрев: | ||||||||||||
11 | |||||||||||||
12 | |||||||||||||
13 | |||||||||||||
14 | |||||||||||||
15 | |||||||||||||
16 | |||||||||||||
17 | Дренажный клапан поставляет:__________________________ Дренажи выведены в общий коллектор:___________________ Выпускной клапан поставляет:____________________________ Линии выпуска выведены в общий коллектор:_____________ Резьбовые соединения вспом.линий < 50 °C (6.4.3.2):_______ Быстроразъемные соединения (6.4.3.3):____________________ Требуются цилиндрические резьбы (6.4.3.8):________________ Требуются поддерживающие косынки трубопроводов:_______ Фрезерованные места под ответные фланцы (6.4.3.12):______ Дренаж внешнего корпуса насоса VS6:____________________ Вывод дренажного коллектора на край рамы:______________ Доп. требования заказчика_____________________________ | ||||||||||||
18 | |||||||||||||
19 | |||||||||||||
20 | |||||||||||||
21 | |||||||||||||
22 | |||||||||||||
23 | |||||||||||||
24 | |||||||||||||
25 | |||||||||||||
26 | |||||||||||||
27 | |||||||||||||
Муфта с гидравлической посадкой (7.2.10):__________ Балансировка G6.3 по ГОСТ IS0 1940-1 (7.2.3):_______ Муфта со стопорным устройством (7.2.11):___________ | |||||||||||||
28 | |||||||||||||
29 | Материалы (6.12.1.1): | ||||||||||||
30 | Класс материалов по приложению И:_____________________ Мин. расчетная температура металла (6.12.4.1):__________°C Требуются материалы с понижен, твердостью (6.12.1.12.1):___ Применимый стандарт твердости (6.12.1.12.3):_______________ Внешний корпус (баррель):________________________________ Корпус:____________________________________________________ Направляющие аппараты:_____________________________ Рабочие колеса:__________________________________________ Щелевые кольца рабочих колес:_________________________ Щелевые кольца корпуса:_______________________________ Вал: | ||||||||||||
31 | |||||||||||||
32 | Муфта в соответствии с (7.2.4):______________________ Стандартное ограждение муфты (7.2.13а):___________ Окна в ограждении муфты:________________________ | ||||||||||||
33 | |||||||||||||
34 | |||||||||||||
35 | |||||||||||||
36 | Рама насосного агрегата: | ||||||||||||
37 | Номер стандартной рамы: _ Конструкция рамы (7.3.14):___________________________ Дренаж рамы (7.3.1):________________________________ Установка рамы: | ||||||||||||
38 | |||||||||||||
39 | |||||||||||||
40 | |||||||||||||
41 | Корпуса секций («чаши»), для насосов VS:__________________ Класс инспекции:_______________________________________ | Конструкция без заливки (7.3.13):____________________ Вертикальные отжимные болты:__________________ Горизонтальные отжимные болты привода:__________ Поставляется: с отверстиями для заливки:__ с дренажным присоединением:__________ Монтажные пластины для выравнивания (7.3.5):______ Монтажные пластины мехобработаны (7.3.6):________ Поставить монтажные пластины под все опоры:______ Прочее:___________________________________________ | |||||||||||
42 | |||||||||||||
43 | Подшипники и смазка (6.10.1.1): | ||||||||||||
44 | Подшипник (тип / номер по каталогу): (6.11.4) | ||||||||||||
45 | Радиальный____________ Упорный_______________/ | ||||||||||||
46 | |||||||||||||
47 | Согласование подбора упорного подшипника (9.2.5.2.4):______ Смазка (6.10.2.2,6.11.3, 9.6.1):__________________________________ Маслосистема по ISO 10438:____________(Э.2.6.5)___________ Прилагается спецификация по ISO 10438:_________________ Маслосистема монтируется на раме насоса:_______________ Расположение маслосистемы, смонтированной на раме насоса: | ||||||||||||
48 | |||||||||||||
49 | |||||||||||||
50 | |||||||||||||
51 | Примечания: | ||||||||||||
52 | |||||||||||||
53 | |||||||||||||
54 | |||||||||||||
55 | Трубную обвязку маслосистемы поставляет:_______________ | ||||||||||||
56 | |||||||||||||
57 | Вязкость масла по ISO:_______________VG_______________ Масленка постоянного уровня: | ||||||||||||
58 | |||||||||||||
ОПРОСНЫЙ ЛИСТ № Ревизия: Стр. 2 из
172
ГОСТ 32601—2022
1 | Прим | Контрольно-измерительные приборы: | Монтаж барьерной/буферной системы уплотнения: | Рев |
2 | Прилагается спецификация по API 670:____________________ | Барьерная/буферная система смонтирована на раме | ||
3 | Акселерометры (7.4.2.1):____________________________________ | насоса (7.5.1.4):____________________________________________ | ||
4 | Количество акселерометров:___________________________ | Указать расположение на раме:____________________ | ||
5 | Места размещения акселерометров____________________ | |||
6 | Трубную обвязку поставляет:_______________________ | |||
7 | Только подготовленные площадки для монтажа (6.10.2.10): _ | |||
8 | Количество акселерометров:___________________________ | Торцевые уплотнения (6.8.1): | ||
9 | Места размещения акселерометров:____________________ | Прилагается спецификация по API682/ISO21049:_____ | ||
10 | Дополн. центральный порт для промывки (6.8.9):______ | |||
11 | Плоские поверхности под акселерометры (6.10.2.11): | Требуется рубашка охлаждения (6.8.11):___________ | ||
12 | Количество акселерометров:________________________ | |||
13 | Места размещения акселерометров:____________________ | Обогрев и охлаждение (6.1.17): | ||
14 | Требуется охлаждение:__________________________ | |||
15 | Датчики вибрации (7.4.2.2): | План обвязки водяного охлаждения:_______________ | ||
16 | Места размещения датчиков вибрации:____________________ | Обвязка водяного охлаждения - фитинги:___________ | ||
17 | Кол-во датчиков на один радиальный подшипник: | |||
18 | Кол-во датчиков на один упорный подшипник:______________ | Обвязка водяного охлаждения - материалы:_________ | ||
19 | Преобразователи и кабели поставляет (7.4.2.4):_____________ | Требования по подаче охлаждающей воды: | ||
20 | - в корпус подшипников:__________________________м3/ч | |||
21 | Датчики температуры (7.4.2.3): | - в теплообменник: м3/ч | ||
22 | Подготовленные места для датчиков температуры:__________ | Всего, подача воды на охлаждение:______________м3/ч | ||
23 | Температура радиальных подшипников:___________________ | Обогревающая среда:___________________________ | ||
24 | Кол-во датчиков на один радиальный подшипник:___________ | Прочее:__ | ||
25 | Температура упорного подшипника:_______________________ | Трубная обвязка системы обогрева:_________________ | ||
26 | Кол-во датчиков на активную сторону упор.подшипника: | |||
27 | Кол-во датчиков на пассивную сторону упор.подшипника:_____ | Вспомогательные трубопроводы: | ||
28 | Термометры (с термокарманами) (9.1.3.6):___________________ | Коллектора для присоединений заказчика: | ||
29 | Манометры, тип:_________________________________________ | - выпуск:_____________________________________________ | ||
30 | Примечания: | - дренаж:___________________________________________ | ||
31 | - охлаждающая вода: | |||
32 | Бирки на всех дросселях (7.5.2.4):___________________ | |||
33 | Приварные соединения на торцевых уплотнениях | |||
34 | (7.5.2.8):________________________________________________________ | |||
35 | ||||
36 | ||||
37 | ||||
38 | ||||
39 | ||||
40 | ||||
41 | ||||
42 | ||||
43 | ||||
44 | ||||
45 | ||||
46 | ||||
47 | ||||
48 | ||||
49 | ||||
50 | ||||
51 | ||||
52 | ||||
53 | ||||
54 | ||||
55 | ||||
56 | ||||
57 | ||||
58 | ||||
59 | ||||
60 | ||||
ОПРОСНЫЙ ЛИСТ №_________________ | Ревизия:_____________ Стр. 3 из____ |
173
ГОСТ 32601—2022
1 | Прим | Подготовка поверхности и покраска: | Испытания: | Рев | |||||
2 | Стандарт изготовителя:___________________________________ Другое (см. ниже):__________________________________________ Спецификация №:__________________________________ Насос: Подготовка поверхности насоса:__________________________ Грунтовка:___________________________________________________ Финишное покрытие:_________________________________ Рама: Подготовка поверхности рамы:___________________________ Г рунтовка:___________________________________________________ Финишное покрытие:_________________________________ Детали подъемного устройства:__________________________ Требования по отгрузке (8.4.1):_________________________ Требуется экспортная упаковка:__________________________ Хранение на улице более 6 месяцев:_____________________ Запасной ротор в сборе упакован для: - ориентация ротора при хранении (9.2.8.2):__________________ - контейнер для отгрузки и хранения вертикально (9.2.8.3): - требуется наддув контейнера с Иг (9.2.8.4):________________ Запасные части: Для пусконаладки:_______________________________________ Для нормальной эксплуатации:___________________________ | Инспекция в цеху (8.1.1):_____________________________ Протокол испытаний и характеристика должны быть одобрены до отгрузки насоса:_________________ Испытания с временными уплотнениями (8.3.3.26):____ Требуются сертификаты на материалы (6.12.1.8): корпус:___________; рабочее колесо:______________ вал:_______________; другое:___________________ Требуется одобрение процедур ремонта отливок (6.12.2.5,6.12.3.1):________________________________________ Контроль сварных швов (6.12.3.4 г,д): маг. частицы:_______; радиография:__________ цвет, дефектоскопия:_________; ультразвук_________ Требуется контроль отливок: маг. частицы:_______; радиография:__________ цвет, дефектоскопия:_________; ультразвук_________ Требуется контроль твердости (8.2.2.7):______________ Требуется дополнительный контроль (6.12.1.5, 8.2.1.3): - для:____________________________________________________ - метод:______________________________________________ Требуется идентификация материала (8.2.2.8):_______ для следующих деталей:_________________________ | |||||||
3 | |||||||||
4 | |||||||||
5 | |||||||||
6 | |||||||||
7 | |||||||||
8 | |||||||||
9 | |||||||||
10 | |||||||||
11 | |||||||||
12 | |||||||||
13 | |||||||||
14 | |||||||||
15 | |||||||||
16 | |||||||||
17 | |||||||||
18 | |||||||||
19 | |||||||||
20 | |||||||||
21 | |||||||||
22 | |||||||||
23 | |||||||||
24 | Контроль остаточного дисбаланса (Л.4.1.2):__________ Требуется извещение об успешных стендовых испытаниях (8.1.1в, 8.3.3.5):___________________________ Испытания жесткости рамы (7.3.21):________________ Гидравлические испытания:_____________________ Гидравлич. испытания «чаш» и колонны (9.3.13.2):____ Параметрические испытания:_____________________ Испытания в соответствии с (8.3.3.2):_______________ Точки испытаний по (8.3.3.3):_________________________ Допуски испытаний по (8.3.3.4):_____________________ NPSH испытания (8.3.4.3.1, 8.3.4.3.4):__________________ NPSH испытания только 1-й ступени (8.3.4.3.2):______ NPSH испытания по НИ.6 или ISO9906 (8.3.4.3.3):_____ NPSH испытания до 110% от проекта. NPSHa (8.3.3.6):_ Повтор испытаний при утечке уплотнений (8.3.3.2г):___ Повтор испытаний после подрезки (8.3.3.76):_________ Испытания агрегата в сборе (8.3.4.4.1):______________ Контроль уровня шума (8.3.4.5):_____________________ Контроль чистоты деталей до сборки (8.2.2.6):_______ Где будет проверяться чистота деталей:____________ Испытания на нагрузки на патрубки:_________________ Контроль копланарности пьедесталов:______________ Испытания на мех.вращение до стабилизации темп.:__ 4 ч. мех.вращение после стабил. темп.(8.3.4.2.1):_____ 4 ч. механическое вращение (8.3.4.2.2):______________ Испыт. на резонанс корпусов подшипников (8.3.4.7):___ Испытания на структурный резонанс (9.3.9.2):_________ Демонтаж и контроль гидродин. упорного подшипника после стендовых испытаний (9.2.7.5):_______________ Испытания вспомогательного оборудования (8.3.4.6):__ Вспомогательное оборудование, подлежащее испыт.: | ||||||||
25 | |||||||||
26 | |||||||||
27 | Вес, кг | ||||||||
28 | Поз. | Насос | Привод | Редукт. | Рама | Всего | |||
29 | |||||||||
30 | |||||||||
31 | |||||||||
32 | Другие требования заказчика: | ||||||||
33 | Требуется координационное совещание (10.1.3): _ Максимальное давление нагнетания учитывает: - максимальную плотность среды:_______________________ - макс, частоту вращ. ротора ЭД или ЧРП (3.33 и 3.34):_______ - макс, диаметр раб.колес и/или кол-во ступеней:____________ Согласование конструкции присоединений (9.2.1.4):__________ Анализ крутильных колебаний с отчетом (6.9.2.10):__________ Отчеты о ходе выполнения заказа:_______________________ Описание процедур дополнительных испытаний (10.2.5):_____ Дополнительные данные для хранения 20 лет (8.2.1.1):______ Анализ изгибных колебаний (9.1.3.4, 9.2.4.1.3):________________ Модальный анализ колебаний (9.3.9.2):_____________________ Динамическая балансировка ротора (6.Э.4.4):________________ Референс-лист в предложении [н)10.2.3]:____________________ Анализ отклика при установившихся вынужденных демпфированных колебаниях с ЧРП (6.9.2.3):_____________ Анализ крутильных колебаний на нестационарных режимах (6.9.2.4)________________ Расчет срока службы подшипников (6.10.1.6):_______________ Эскиз корпуса с мин. толщинами (10.3.2.3):_________________ Фланцевые соединения вспом.трубопроводов (7.5.2.8):______ Предоставить дискретные спектры вибрации (6.9.3.3):_______ Требования к крепежным деталям по (7.5.1.7):_____________ Болты с кадмиевым покрытием запрещены:______________ Сохранить карты ремонтных наплавок и термообработки (8.2.1.1b)________________ Предоставить процедуры испытаний (8.3.1.1):______________ Предоставить контрольную ведомость инспектора (8.1.5):____ | ||||||||
34 | |||||||||
35 | |||||||||
36 | |||||||||
37 | |||||||||
38 | |||||||||
39 | |||||||||
40 | |||||||||
41 | |||||||||
42 | |||||||||
43 | |||||||||
44 | |||||||||
45 | |||||||||
46 | |||||||||
47 | |||||||||
48 | |||||||||
49 | |||||||||
50 | |||||||||
51 | |||||||||
52 | |||||||||
53 | |||||||||
54 | |||||||||
55 | |||||||||
56 | Где будут проводиться испыт. вспом. оборудования: | ||||||||
57 | |||||||||
58 | Ударные испыт. (6.12.4.3): по EN 13445:______________ по ASME Section VIII:______________ Демонтаж корпуса после испытаний:_______________ | ||||||||
59 | |||||||||
60 | |||||||||
61 | |||||||||
ОПРОСНЫЙ ЛИСТ №_____________________ Ревизия:__________ Стр. 4__из_____ | |||||||||
174
ГОСТ 32601—2022
1 _2_ _3_
4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31 32 33 34 35 36 37 38 39 40 41 42 43 44 45 46 47 48 49 50 51 52 53 54 55 56 57
Прим
Тип вертикального насоса (рис. 1.1):
Примечания:_____________________
Осевая нагрузка насоса:
Статическая нагрузка:
При минимальной подаче:
При номинальной подаче:
При максимальной подаче:
Макс, осевая нагрузка:
Требуется фундаментная плита:
Вертикальные насосы:
Рев
«+»вверх ______Н ______Н ______Н ______Н _______Н
«-» вниз
Н Н
Н Н
Н
Линия валов:
Диаметр линии валов:
Диаметр защитной трубы:
Муфты линии валов:
Соединения валов:
мм мм
Фундаментная плита, длина х ширина:
Фундаментная плита, толщина: Требуется монтажный фланец:
Труба колонны насоса:
Диаметр:_____________
Длина:________________
Количество:___________
Расстояние:___________
Направляющие втулки:
Количество:______________________________
Расстояние между направляющими втулками: Смазка направляющих втулок:
Приемный корпус / «стакан»:
Напорный корпус:
Вал ступени:__________________
Линия валов:________________
Твердое покрытие линии валов: Всасывающий корпус:
Подшипники «чаш»: Подшипники линии валов:
Размеры приемного колодца:
Отметка уровня земли:
Отметка нижнего уровня:
Отметка оси нагнетательн.патрубка:
Глубина колодца:
Длина насоса:
Высота нагнетательного патрубка:
Глубина до нижнего уровня:
Глубина до 1-й ступени насоса:
Глубина погружения:
Диаметр колодца:
ОПРОСНЫЙ ЛИСТ №
мм х
мм
мм
мм м
м
мм
Тип фильтра на приеме:
Контроль уровня:_________________________
Зажимные втулки раб.колес допускаются:
Твердые втулки под подшипниками (9.3.10.5):
Испытания на резонанс:
Анализ опорной структуры (9.3.5):
Отжимные болты для центровки привода:
Приемный корпус:
Толщина:________
Длина:___________
Диаметр:_________
мм
м мм
Отдельная опорная плита (9.3.8.3.1):
Поставить отдельную фундам. плиту (9.3.8.3.3):
Дренаж выведен на поверхность (9.3.13.5):
Требуется расчет напора одной ступени:
Материалы (дополнительные требования):
Втулки линии валов: Держатели подшипников: Защитная труба вала: Нагнетательная колонна:
Предельные давления:
Напорный корпус: Труба колонны:
Секции корпуса («чаши»):
Конфигурация приемного колодца:
MAWP
Гидроисп.
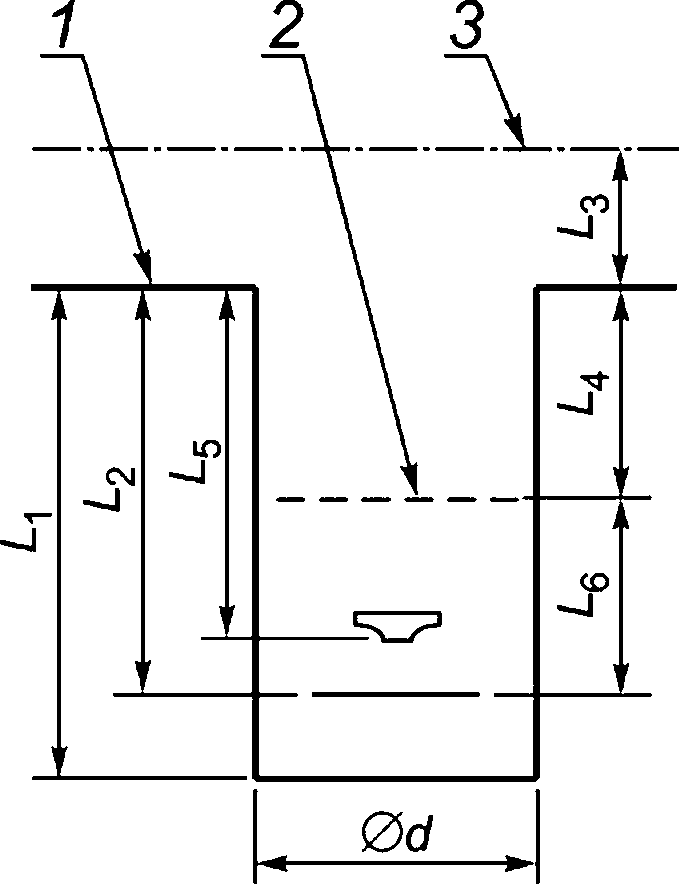
Ревизия:
Стр. _5__из
175
ГОСТ 32601—2022
1 | Прим. | Примененные стандарты и нормы проектирования сосудов под давлением: | Рев | |||||
2 | Эти стандарты и нормы должны быть перечислены изготовителем:_______________________________________________ Поправочные коэффициенты для отливок, принятые при конструировании (таблица 3):_____________________________ Источник данных о свойствах примененных материалов:________________________________________________________ | |||||||
3 | ||||||||
4 | ||||||||
5 | ||||||||
6 | Сварка и ремонтные наплавки | |||||||
7 | Эти стандарты и нормы должны быть перечислены изготовителем (см. таблицу 10, если заказчик не указал предпочтений): Примененные альтернативные стандарты и нормы по сварке:___________________________________________________ Требования заказчика по сварке (стандарты и нормы):_____________________________________________________________ Квалификация сварщиков:__________________________________________________________________________________ Процедуры сварки:________________________________________________________________________________________ Сварка узлов и деталей, не работающих под давлением (рамы, пьедесталы и т.п.):__________________________________ Контроль кромок листов магнитопорошковой или капиллярной дефектоскопией:___________________________________ Термообработка после сварки:______________________________________________________________________________ Термообработка сварных швов корпуса после сварки:_________________________________________________________ | |||||||
8 | ||||||||
9 | ||||||||
10 | ||||||||
11 | ||||||||
12 | ||||||||
13 | ||||||||
14 | ||||||||
15 | ||||||||
16 | ||||||||
17 | Контроль заготовок: | |||||||
18 | Эти стандарты и нормы должны быть перечислены заказчиком:_______________________________________________ Использовать указанные в таблице 14, по умолчанию:__________________ | |||||||
19 | ||||||||
20 | Альтернативные методы контроля заготовок и критерии приемки (см. таблицу 14) (8.2.2.5): | |||||||
21 | Тип контроля: | Метод: | Для сварных узлов: | Для отливок: | ||||
22 | Радиография | |||||||
23 | Ультразвуковая | |||||||
24 | Магнитопорошковая | |||||||
25 | Капиллярная | |||||||
26 | Визуальная (поверхности) | |||||||
27 | ||||||||
28 | Примечания: | |||||||
29 | ||||||||
30 | ||||||||
31 | ||||||||
32 | ||||||||
33 | ||||||||
34 | ||||||||
35 | ||||||||
36 | ||||||||
37 | ||||||||
38 | ||||||||
39 | ||||||||
40 | ||||||||
41 | ||||||||
42 | ||||||||
43 | ||||||||
44 | ||||||||
45 | ||||||||
46 | ||||||||
47 | ||||||||
48 | ||||||||
49 | ||||||||
50 | ||||||||
51 | ||||||||
52 | ||||||||
53 | ||||||||
54 | ||||||||
55 | ||||||||
56 | ||||||||
57 | ||||||||
58 | ||||||||
59 | ||||||||
60 | ||||||||
ОПРОСНЫЙ ЛИСТ №____________________ Ревизия:__________ Стр._6__из_____ | ||||||||
176
ГОСТ 32601—2022
Приложение ДБ (справочное)
Сведения о соответствии ссылочных межгосударственных стандартов международным стандартам, использованным в качестве ссылочных в настоящем международном стандарте
Таблица ДБ.1
Обозначение и наименование межгосударственного стандарта | Степень соответствия | Обозначение и наименование международного стандарта (международного документа) |
ГОСТ 8724—2002 (ИСО 261—98) | MOD | ISO 261:98 «Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги» |
ГОСТ 18855—94 (ИСО 281—89) | MOD | ISO 281:89 «Подшипники качения. Динамическая расчетная грузоподъемность и расчетный ресурс (долговечность)» |
ГОСТ 24705—2004 (ИСО 724:1993) | MOD | ISO 724:1993 «Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры» |
ГОСТ 16093—2004 (ИСО 965-1:1998, ИСО 965-3:1998) | MOD | ISO 965-1:1998, ISO 965-3:1998 «Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором» |
ГОСТ ИСО 1940-1—2007 | IDT | ISO 1940-1:2007 «Вибрация. Требования к качеству балансировки жестких роторов. Часть 1. Определение допустимого дисбаланса» |
ГОСТ 24069—97 (ИСО 3117—77) | MOD | ISO 3117:77 «Основные нормы взаимозаменяемости. Тангенциальные шпонки и шпоночные пазы» |
ГОСТ 6134—2007 (ИСО 9906:1999) | MOD | ISO 9906:1999 «Насосы ротационные динамические. Испытания на гидравлические характеристики. Классы 1 и 2» |
ГОСТ 31320—2006 (ИСО 11342:1998) | MOD | ISO 11342:1998 «Вибрация. Методы и критерии балансировки гибких роторов» |
ГОСТ 32600 (130 21049:2009) | MOD | ISO 21049:2009 «Насосы. Уплотнительные системы вала для центробежных и роторных насосов» |
ГОСТ 31252—2004 (ИСО 3740:2000) | MOD | ISO 3740:2000 «Шум машин. Руководство по выбору метода определения уровней звуковой мощности» |
ГОСТ 22247—96 (ИСО 2858—75) в части конструкции и параметров центробежных консольных насосов | MOD | ISO 2858—75 в части конструкции и параметров центробежных консольных насосов. «Насосы центробежные консольные для воды. Основные параметры и размеры. Требования безопасности. Методы контроля» |
Примечание — В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: - IDT — идентичный стандарт; - MOD — модифицированный стандарт. | ||
177
ГОСТ 32601—2022
Библиография
[1] | API Std 685 | Sealless Centrifugal Pumps for Petroleum, Petrochemical and Gas Industry Process Services (Герметичные центробежные насосы для процессов нефтяной, нефтехимической и газовой промышленности) |
[2] | ISO 9905 | Technical specifications for centrifugal pumps — Class 1 (Насосы центробежные. Технические условия. Класс 1) |
[3] | ANSI/API Std 682 | Shaft Sealing Systems for Centrifugal and Rotary pumps (Системы уплотнения вала для центробежных и ротационных насосов) |
[4] | ISO/TR 17766 | Centrifugal Pumps Handling Viscous Liquids — Performance Corrections (Центробежные насосы для перекачки вязкой жидкости. Корректировка рабочих характеристик) |
[5] | ANSI/HI 9.6.7 | Effects of Liquid Viscosity on Rotodynamic (Centrifugal and Vertical) Pump Performance (Влияние вязкости жидкости на подачу динамических (центробежных и вертикальных) насосов) |
[6] | ISO 3744 | Acoustics — Determination of sound power levels of noise sources using sound pressure Engineering method in an essentially free field over a reflecting plane (Акустика. Определение уровней звуковой мощности источников шума с использованием звукового давления. Технические методы в условиях свободного звукового поля над отражающей поверхностью) |
[7] | ISO 3746 | Acoustic — Determination of sound power levels of noise sources using sound pressure — Survey method using an enveloping measurement surface over a reflecting plane (Акустика. Определение уровня звуковой мощности источников шума по звуковому давлению. Контрольный метод с использованием огибающей поверхности измерения над плоскостью отражения) |
[8] | IEC 60079 (все части) | Explosive atmospheres. Equipment — all parts (Электрическое оборудование для взрывоопасных сред) |
[9] | NFPA 70:2008 | National Electrical Code (Национальная ассоциация по противопожарной защите. Национальные правила устройства электроустановок США) |
[Ю] | ISO 262 | ISO general purpose metric screw threads — Selected sizes for screws bolts and nuts (Резьбы метрические ИСО общего назначения. Выбранные размеры для винтов, болтов и гаек) |
[11] | ANSI/ASME B1.1 | Unified Inch Screw Threads, UN and UNR Thread Form (Унифицированные дюймовые крепежные резьбы, формы резьбы в UN и UNR) |
[12] | ANSI/ASME B18.18.2M | Inspection and Quality Assurance for High-Volume Machine Assembly Fasteners (Проверка и обеспечение качества крепежа для сборки машин при массовом производстве) |
[13] | ISO 7005-2 | Metallic flanges — Part 2: Cast iron flanges (Фланцы металлические. Часть 2. Фланцы из литейного чугуна) |
[14] | ISO 7005-1 | Metallic flanges — Part 1: Steel flanges for industrial and general service piping systems (Фланцы металлические. Часть 1. Стальные фланцы для трубных систем промышленного и общего назначения) |
[15] | ANSI/ASME B16.1 | Gray Iron Pipe Flanges and Flanged Fittings: Classes 25, 125 and 250 (Трубные фланцы и фланцевые фитинги из серого чугуна: классы 25, 125 и 250) |
[16] | ANSI/ASME B16.5 | Pipe Flanges and Flanged Fittings: NPS 1/2 through NPS 24 Metric/Inch Standard (Трубные фланцы и фланцевые фитинги: NPS 1/2 до NPS 24 в метрическом/дюй-мовом стандарте) |
[17] | EN 1759-1 | Flanges and their joints — Circular flanges for pipes, valves, fittings and accessories, Class designated — Part 1: Steel flanges, NPS 1/2 to 24 (Фланцы и фланцевые соединения. Круглые фланцы для труб, клапанов, фиттингов и арматуры. Обозначения классов. Часть 1. Фланцы стальные. NPS 1/2 to 24) |
[18] | ANSI/API Std 610 | Centrifugal Pumps for Petroleum, Petrochemical and Natural Gas Industries (Центробежные насосы для нефтяной, нефтехимической и газовой промышленности) |
178
ГОСТ 32601—2022
[19] ANSI/ASME В16.42
[20] ANSI/ASME В16.47
[21] ISO 7-1
[22] ANSI/ASME В1.20.1
[23] ISO 228-1
[24] ANSI/ASME B16.11
[25] DIN 910
[26] ISO 3117
[27] ANSI/ASME B17.1
[28] ANSI/API Std 670
[29] ANSI/API Std 541
[30] ISO 5753 (все части)
[31] ANSI/ABMA20
[32] ISO 281
[33] ANSI/ABMA 9
[34] ANSI/ABMA 7
[35] EN 13463-1
[36] NACEMR0103
[37] ISO 15156/ANSI/ NACE MR0175 (все части)
Ductile Iron Pipe Flanges Fittings, Classes 150 and 300
(Трубные фланцы и фланцевые фитинги из ковкого чугуна, классы 150 и 300)
Larger Diameter Steel Flanges: NPS 26 Through NPS 60
(Стальные фланцы большого диаметра: от NPS 26 до NPS 60)
Pipe threads where pressure-tight joints are made on the threads — Part 1: Dimensions, tolerances
(Резьбы трубные, обеспечивающие герметичность соединения. Часть 1. Размеры, допуски и обозначение)
Pipe Threads, General Purpose (Inch)
(Трубные резьбы общего назначения (дюймовые))
Pipe threads where pressure-tight joints are not made on the threads — Part 1: Dimensions
(Резьбы трубные, не обеспечивающие герметичность соединения. Часть 1. Размеры, допуски и обозначения)
Forged Steel Fittings, Socket-Welding and Threaded
(Фитинги из кованой стали, приварные и резьбовые)
Heavy-duty hexagon head screw plugs
(Резьбовые пробки с шестигранной головкой для тяжелых условий эксплуатации) Tangential Keys and Keyways
(Тангенциальные шпонки и шпоночные пазы)
Keys and Keyseats
(Шпонки и шпоночные пазы)
Machinery Protection Systems
(Системы защиты машин и оборудования)
Form-Wound Squirrel-Cage Induction Motors — 375 kW (500 Horsepower) and Larger (Асинхронные электродвигатели с фазным короткозамкнутым ротором мощностью 375 кВт (500 л.с.) и более)
Rolling bearings — Internal clearance
(Подшипники качения — внутренние зазоры)
Radial Bearings of Ball, Cylindrical Roller and Spherical Roller Types — Metric Design (Американская ассоциация производителей подшипников. Радиальные подшипники шарикового, цилиндрического и сферического роликового типов. Метрические)
Rolling bearings — Dynamic load ratings and rating life
(Подшипники качения. Динамическая расчетная грузоподъемность и расчетный ресурс (долговечность)
Load Ratings and Fatigue Life for Ball Bearings
(Американская ассоциация производителей подшипников. Номинальные нагрузки и усталостная долговечность шарикоподшипников)
Shaft and Housing Fits for Metric Radial Ball and Roller Bearings (Except Tapered Roller Bearings) Conforming to Basic Boundary Plan
(Американская ассоциация производителей подшипников. Допуски на размеры вала и корпуса для установки метрических радиальных шариковых и роликовых подшипников (исключая конические роликовые подшипники). Соответствие основным габаритным схемам)
Non-electrical equipment for use in potentially explosive atmospheres. Basic method and requirements
(Оборудование неэлектрическое, предназначенное для применения в потенциально взрывоопасных средах. Часть 1. Общие методы и требования)
Materials Resistant to Sulfide Stress Cracking in Corrosive Petroleum Refining Environments
(Материалы, устойчивые к коррозионному растрескиванию в сульфидсодержа-щих средах нефтеперерабатывающих заводов)
Petroleum and natural gas industries — Materials for use in H2S-containing environments in oil and gas production.
Part 1: General principles for selection ofcracking-resistant materials.
Part 2: Cracking-resistant carbon and low alloy steels, and the use of cast irons.
Part 3: Cracking-resistant CRAs (corrosion-resistant alloys) and other alloys
179
ГОСТ 32601—2022
(Промышленность нефтяная и газовая. Материалы для применения в средах, содержащих сероводород, при нефте- и газодобыче. Часть 1. Общие принципы выбора трещиностойких материалов. Часть 2. Трещиностойкие углеродистые и низколегированные стали и применение литейного чугуна. Часть 3. Сплавы, стойкие к растрескиванию (коррозионно-стойкие сплавы), и другие сплавы)) | |
NACE Corrosion Engineer’s Reference Book MSS SP-55 | NACE Corrosion Engineer’s Reference Book (Национальная ассоциация [США] инженеров по коррозии. Справочник инженеров по коррозии) Quality Standard for Steel Castings for Valves, Flanges and Fittings and Other Piping Components — Visual Method for Evaluation of Surface Irregularities (Стандарт качества для стальных отливок для клапанов, фланцев, фитингов и других элементов трубопроводов — Визуальный метод оценки поверхностных дефектов) |
ASME Boiler and pressure vessel code (BPVC) Section IX | ASME Boiler and pressure vessel code (BPVC). Section IX — Welding, Brazing and Fusing Qualifications (Американская ассоциация инженеров-механиков. Правила и нормы для котлов и сосудов высокого давления. Раздел IX — Квалификация сварки, пайки и наплавки) |
ISO 9606 (все части) | Qualification testing of welders — Fusion welding (Квалификационные испытания сварщиков. Сварка плавлением) |
ISO 15609 (все части) | Specification and qualification of welding procedures for metallic materials — Welding procedure specification (Технические требования и квалификация процедур сварки металлических материалов. Технические требования к процедуре сварки) |
ANSI/ASME B31.3 | Process Piping Guide (Американский Национальный Институт Стандартизации/Американская ассоциация инженеров-механиков. Руководство по технологическим трубопроводам) |
ISO 10721-2 | Steel structures — Part 2: Fabrication and erection (Конструкции стальные. Часть 2. Изготовление и сборка) |
ASME Boiler and pressure vessel code (BPVC) Section VIII Division 1 | ASME Boiler and pressure vessel code (BPVC). Section VIII. Division 1 — Rules for Construction of Pressure Vessels (Американская ассоциация инженеров-механиков. Правила и нормы для котлов и сосудов высокого давления. Раздел VIII. Подраздел 1 — Правила изготовления сосудов высокого давления) |
EN 13445 (все части) | Unfired pressure vessels (Сосуды, работающие под давлением, без огневого подвода теплоты) |
API RP 500 | Recommended Practice for Classification of Locations for Electrical Installations at Petroleum Facilities Classified as Class 1, Division 1 and Division 2 (Американский Институт Нефти. Рекомендованные практики для классификации мест размещения электрического оборудования на топливных производствах, классифицированных как Класс опасности 1, Раздел 1 и Раздел 2) |
IEC 60034 (все части) | Rotating Electrical Machines (Машины электрические вращающиеся) |
API Std 547 | General-Purpose Form-Wound Squirrel Cage Induction Motors — 250 Horsepower and Larger (Универсальные асинхронные электродвигатели с фазным короткозамкнутым ротором мощностью 250 лошадиных сил и более) |
IEEE 841 | IEEE Standard for Petroleum and Chemical Industry — Severe Duty Totally Enclosed Fan-Cooled (TEFC) Squirrel Cage Induction Motors — Up to and Including 500 hp (Институт инженеров по электротехнике и радиоэлектронике. Стандарт IEEE для нефтяной и химической промышленности — Асинхронные электродвигатели в герметичном корпусе с принудительным воздушным охлаждением (TEFC), предназначенные для тяжелых условий эксплуатации, мощностью 500 л.с. и более) |
ANSI/API Std 611 | General-Purpose Steam Turbines for Petroleum, Chemical, and Gas Industry Services (Универсальные паровые турбины для применения в нефтяной, химической и газовой промышленности) |
180
ГОСТ 32601—2022
[52] ANSI/API Std 677 | General-Purpose Gear Units for Petroleum, Chemical and Gas Industry Services (Универсальные зубчатые механизмы для применения в нефтяной, химической и газовой промышленности) |
[53] ANSI/AGMA9000 | Flexible Couplings — Potential Unbalance Classification (Американская ассоциация производителей зубчатых колес. Гибкие муфты — Классификация потенциальных дисбалансов) |
[54] ISO 14691 | Petroleum, petrochemical and natural gas industries — Flexible couplings for mechanical power transmission — General purpose applications (Нефтяная, нефтехимическая и газовая промышленность. Муфты упругие для механических силовых трансмиссий. Применение по основному назначению) |
[55] ANSI/API Std 671/ ISO 10441 | Petroleum, petrochemical and natural gas industries — Flexible couplings for mechanical power transmission — Special-purpose applications (Нефтяная, нефтехимическая и газовая промышленность. Муфты гибкие для передачи механической энергии. Специальные применения) |
[56] ANSI/AGMA9002 | Bores and Keyways for Flexible Couplings (Inch Series) (Американская ассоциация производителей зубчатых колес. Отверстия и шпоночные пазы для гибких муфт (дюймовая серия)) () |
[57] ISO 14120 | Safety of machinery — Guards — General requirements for the design and construction of fixed and movable guards (Безопасность машин. Защитные ограждения. Общие требования к проектированию и изготовлению стационарных и съемных защитных ограждений) |
[58] EN 953 | Safety of machinery. Guards. General requirements for the design and construction of fixed and movable guards (Безопасность машин. Защитные ограждения. Общие требования к проектированию и изготовлению стационарных и съемных защитных ограждений) |
[59] ANSI/AMT B15.1 | Safety Standard for Mechanical Power Transmission Apparatus (Стандарт безопасности оборудования для передачи механической энергии) |
[60] API RP 686 | Recommended Practice for Machinery Installation and Installation Design (Рекомендуемые практики по монтажу оборудования и проектированию монтажа) |
[61] ISO 8501 (все части) | Preparation of steel substrates before application of paints and related products — Visual assessment of surface cleanliness (Подготовка стальной поверхности перед нанесением красок и сходных с ними продуктов. Визуальная оценка чистоты поверхности) |
[62] SSPC SP 6 | Commercial Blast Cleaning (Общество по защитным покрытиям. Промышленная дробеструйная очистка) |
[63] ISO 10438 (все части) | Petroleum, petrochemical and natural gas industries — Lubrication, shaft-sealing and control-oil systems and auxiliaries (Промышленность нефтяная, нефтехимическая и газовая. Системы смазки, уплотнения вала и контроля масла, а также вспомогательное оборудование) |
[64] ANSI/API Std 614 | Lubrication, Shaft-sealing and Oil-control Systems and Auxiliaries (Системы смазки, уплотнения вала и контроля масла, а также вспомогательное оборудование) |
[65] ASME SA-193/SA-193M | Specification for alloy-steel and stainless steel bolting materials for high-temperature or high pressure sermice and other special purpose applications (Американская ассоциация инженеров-механиков. Требования к материалам крепежных изделий из легированной и нержавеющей стали для высокотемпературных и/или высоконагруженных применений) |
[66] ASTM A153/A153M | Standard Specification for Zinc Coating (Hot-Dip) on Iron and Steel Hardware (Технические требования на цинковое покрытие чугунных и стальных деталей методом горячего погружения) |
[67] ASME Boiler and pressure vessel code (BPVC) Section V | ASME Boiler and pressure vessel code (BPVC). Section VI. Nondestructive Examination (Американская ассоциация инженеров-механиков. Правила и нормы для котлов и сосудов высокого давления. Раздел V. Неразрушающие испытания) |
[68] ISO 9906 | Rotodynamic pumps — Hydraulic performance acceptance tests — Grades 1,2 and 3 (Насосы ротационные динамические. Испытания на гидравлические характеристики. Классы 1,2 и 3) |
[69] ANSI/HI1.6 | Centrifugal Pump Tests (Американский Гидравлический Институт. Испытания центробежных насосов) |
181
ГОСТ 32601—2022
[70] | ANSI/HI 2.6 Vertical Pump Tests (Американский Гидравлический Институт. Испытания вертикальных насосов) |
[71] | ISO 15649 Petroleum and natural gas industries — Piping (Промышленность нефтяная и газовая. Трубная обвязка) |
[72] | ISO 11342 Mechanical vibration — Methods and criteria for the mechanical balancing of flexible rotors (Механическая вибрация. Методы и критерии балансировки гибких роторов) |
[73] | ISO 4200 Plain end steel tubes, welded and seamless; general tables of dimensions and masses per unit length (Трубы стальные с гладкими концами, сварные и бесшовные. Общие таблицы размеров и масс на единицу мерной длины) |
[74] | BSR/HI 50.7 Electronic Data Exchange for Pump Data (Электронный обмен техническими данными по насосам) |
182
ГОСТ 32601—2022
УДК 62-762.6:006.354
МКС 23.080
Ключевые слова: насосы, центробежные насосы, нефтепереработка, газовая промышленность
183
Редактор В.Н. Шмельков Технический редактор И.Е. Черепкова Корректор Е.Д- Дульнева Компьютерная верстка И.А. Налейкиной
Сдано в набор 11.07.2022. Подписано в печать 01.08.2022. Формат 60x847s. Гарнитура Ариал.
Усл. печ. л. 21,86. Уч.-изд. л. 19,67.
Подготовлено на основе электронной версии, предоставленной разработчиком стандарта
Создано в единичном исполнении в ФГБУ «РСТ» , 117418 Москва, Нахимовский пр-т, д. 31, к. 2.
