ГОСТ 32600-2013
(ISO 21049:2004)
Группа Г82
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
НАСОСЫ. УПЛОТНИТЕЛЬНЫЕ СИСТЕМЫ ВАЛА ДЛЯ ЦЕНТРОБЕЖНЫХ И РОТОРНЫХ НАСОСОВ
Общие технические требования и методы контроля
Pumps. Shaft sealing systems for centrifugal and rotary pumps. General technical requirements and control methods
МКС 23.080
23.100.60
83.140.50
Дата введения 2014-11-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "ТЕХНОНЕФТЕГАЗ" (ООО "ТЕХНОНЕФТЕГАЗ") на основе собственного аутентичного перевода на русский язык стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии (Росстандарт)
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 декабря 2013 г. N 63-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 29 апреля 2014 г. N 426-ст межгосударственный стандарт ГОСТ 32600-2013 (ISO 21049:2004) введен в действие в качестве национального стандарта Российской Федерации с 1 ноября 2014 г.
5 Настоящий стандарт является модифицированным по отношению к международному стандарту ISO 21049:2004* Pumps - Shaft sealing systems force centrifugal and rotary pumps (Насосы. Уплотнительные системы вала для центробежных и роторных насосов).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Дополнительные положения и требования, а также сноски, включенные в текст настоящего стандарта для учета потребностей национальной экономики и особенностей российской национальной стандартизации, выделены курсивом*.
________________
* В бумажном оригинале обозначения и номера стандартов и нормативных документов в разделе "Предисловие" и приложении ДА приводятся обычным шрифтом, остальные по тексту документа выделены курсивом. - .
Перевод с английского языка (en).
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам приведены в дополнительном приложении ДА.
Степень соответствия - модифицированная (MOD).
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Международный стандарт ISO 21049 был подготовлен Техническим комитетом ISO/TC 115 "Насосы" Подкомитетом SC 3 "Установка и специальное применение" совместно с Техническим комитетом ISO/TC 67 "Материалы, оборудование и морские сооружения для нефтяной и газовой промышленности" Подкомитетом SC 6 "Перерабатывающее оборудование и системы".
В основе настоящего стандарта лежат накопленные знания, а также опыт производителей и потребителей оборудования нефтяной и газовой промышленности. Однако использование данного оборудования не ограничено только этими отраслями промышленности.
Пользователи настоящего стандарта должны знать, что для отдельных применений могут потребоваться дополнительные или особые требования. Настоящий стандарт не предписывает поставщику отказываться от предложений или покупателю от приобретения оборудования другого технического решения. Это оказывается особенно важным, при появлении новых или развивающихся технологий. Альтернативный вариант разрешается, если изготовитель/поставщик идентифицирует любые отклонения от настоящего стандарта и предоставляет их подробное описание.
Задача настоящего стандарта помочь заказчику/потребителю с выбором способов эксплуатации торцовых уплотнений для насосов.
Настоящий стандарт является самостоятельным стандартом по уплотнениям и ссылается в нормативных аспектах на ISO 13709. Настоящий стандарт целесообразно применять к новым и модифицированным насосам, а также к насосам, которые не относятся к стандарту 13709 (насосы по [1], [2] и [3]).
В настоящем стандарте единицы измерений, используемые на практике в США, заключены в скобки.
Специальный знак в виде черной точки () в начале раздела или подраздела указывает на то, что либо требуется дополнительное решение, либо заказчику/потребителю необходимо предоставить дополнительную информацию. Эта информация должна быть указана в справочных листах технических требований или представлена по запросу или по заказу на поставку (согласно приложению В).
1 Область применения
Настоящий стандарт устанавливает требования и дает рекомендации к уплотнительным системам центробежных и роторных насосов, применяемых в нефтяной и газовой промышленности. Стандарт применяется на опасных, пожароопасных и/или токсичных технологических производствах для обеспечения большой степени надежности работы оборудования, при минимальных затратах на его герметизацию, и снижения выделений в атмосферу. Стандарт распространяется на уплотнения валов насосов диаметром от 20 мм (0,75 дюйма) до 110 мм (4,3 дюйма).
Настоящий стандарт может быть использован при модернизации существующего оборудования. Система классификации конструкций уплотнений по настоящему стандарту приводится в категориях, типах, конфигурациях и компоновках.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты*:
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ГОСТ 8724-2002 (ИСО 261-98) Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги
ГОСТ 24705-2004 (ИСО 724:1993) Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 28860-90 (ИСО 1629-87) Каучук и латексы. Номенклатура
ГОСТ ЕН 10269-2007 Стали и никелевые сплавы для крепежных изделий, применяемых при высоких и/или низких температурах
ГОСТ 32601-2013 (ISO 13709:2009) Насосы центробежные для нефтяной, нефтехимической и газовой промышленности. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 бесконтактное уплотнение (non-contacting seal): Тип уплотнения, в котором соприкасающиеся поверхности образуют аэродинамические или гидродинамические воздействия для поддержания рабочего зазора между уплотняющим и ответным кольцами.
Примечание - Бесконтактные уплотнения специально спроектированы таким образом, чтобы всегда имелся рабочий зазор между неподвижной и вращающейся поверхностями колец пар трениями.
3.2 буферная жидкость (buffer fluid): Жидкость подаваемая извне, находящаяся под давлением меньшим, чем рабочее давление в камере уплотнения. Эта жидкость используется в качестве смазки и/или буфера в уплотнении второго типа.
3.3 внутреннее уплотнение (inner seal): Устройство уплотнения конфигурации 2 и 3, расположенное в уплотнительной камере ближе всего к рабочему колесу насоса.
3.4 внутреннее циркуляционное устройство (internal circulating device pumping ring): Устройство, расположенное в буферной/затворной жидкостной камере уплотнения для обеспечения циркуляции жидкости через теплообменник или резервуар затворной/буферной жидкости.
3.5 вторичное уплотнение (secondary seal): Элемент, предотвращающий утечки через другие элементы уплотнения (например, уплотнительное кольцо круглого сечения, гибкая прокладка из графита или сильфон).
3.6 вторичное уплотнение из фторкаучука (fluoro elastomer) FKM: Уплотнительное кольцо круглого сечения. Обычно используется в торцовых уплотнениях.
3.7 внутренняя компоновка уплотнения (internally-mounted seal): Уплотнение установлено в пределах камеры уплотнения и уплотнительной крышки.
3.8 воспламеняемые углеводороды (flashing hydrocarbon): Жидкие углеводороды под давлением насыщенного пара выше 0,1 МПа ((1 бар изб.) (14,7 фунт/psi)) при рабочей температуре насоса, или жидкость, закипающая в условиях окружающей среды.
3.9 вторичное уплотнение из перфторкаучука (perfluoro elastomer), FFKM: Химически стойкое уплотнительное кольцо круглого сечения, устойчивое к воздействиям высоких температур.
3.10 втулка дроссельная (throat bushing): Устройство, образующее ограниченно-узкий зазор вокруг втулки (или вала) между внутренним уплотнением и рабочим колесом.
3.11 гидравлически разгруженное уплотнение (balanced seal): Тип торцового уплотнения, в котором коэффициент нагрузки меньше единицы.
3.12 гибкий графит (flexible graphite): Материал из чистого углеродного графита, используемый в качестве статических прокладок (вторичное уплотнение) в конструкции торцовых уплотнений. Этот материал применяют в любых условиях, начиная с криогенных сред и заканчивая высокотемпературными средами.
3.13 динамическое уплотняемое давление (dynamic sealing-pressure rating): Наибольший перепад давления, который выдерживают уплотнение или уплотнительный узел при вращении вала при максимально допустимой температуре.
Примечание - Уплотнение также выдерживает номинальное статистическое* давление.
___________________
* Текст документа соответствует оригиналу. - .
3.14 дросселирующая втулка (throttle bushing): Устройство, образующее ограниченно узкий зазор вокруг втулки (или вала) на наружном конце торцового уплотнения.
3.15 заказчик/потребитель (purchaser): Агент, направляющий заказ и технические требования поставщику.
3.16 затворная жидкость (barrier fluid): Затворная жидкость, подаваемая извне и находящаяся под более высоким давлением, чем рабочее давление в камере уплотнения насоса, упомянутом в "Конфигурация 3 уплотнения" и применяемом для полной изоляции перекачиваемой жидкости от окружающей среды.
3.17 запас рабочего температурного режима (product temperature margin): Разница между температурой испарения жидкости при рабочем давлении в камере уплотнения и фактической температурой жидкости.
Примечание - Для чистых жидкостей температура испарения представляет собой температуру насыщения в камере давления уплотнения; для смешиваемых жидкостей температура испарения представляет собой температуру насыщения смеси в камере давления уплотнения.
3.18 изготовитель/поставщик уплотнения (seal manufacturer): Предприятие, которое проектирует, изготавливает, проводит испытания и обеспечивает техническую поддержку и общую поддержку эксплуатации уплотнительных комплексов.
3.19 изготовитель/поставщик насоса (pump manufacturer): Предприятие, которое проектирует, производит, проводит испытания и обеспечивает техническую поддержку насоса.
Примечание - Изготовитель/поставщик насосов также может приобрести уплотнительную систему и установить ее.
3.20 изготовитель/поставщик (vendor/supplier): Изготовитель/поставщик оборудования или агент изготовителя обязан обеспечить производство, поставку и техническое обслуживание оборудования.
Примечание - Настоящий стандарт касается обязанностей только заказчика/потребителя и изготовителя/поставщика, хотя существуют и другие стороны, вовлеченные в процесс производства и приобретения оборудования: это подрядчик, дилер и т.д. Их деятельность в настоящем стандарте не рассматривается.
3.21 корпус уплотнения (containment seal chamber): Составная часть торцового упллотнения, образующая полость, в которую установлено герметичное уплотнение.
3.22 камера уплотнения (seal chamber): Элемент конструкции корпуса насоса или отдельная приставная часть, формирующая пространство между валом и корпусом насоса, в который устанавливается торцовое уплотнение.
3.23 компоновка "спиной к спине" (back-to-back configuration): Сдвоенное торцевое уплотнение, в котором упругий элемент установлен между ответными кольцами.
3.24 контактное уплотнение (contacting seal): Конструкция уплотнения, в котором уплотнительные поверхности не сконструированы для специального создания аэродинамических и гидродинамических сил для поддержания рабочего зазора.
Примечание - Контактные уплотнения могут образовывать сплошную жидкостную пленку, хотя это не типично для них. Контактные уплотнения не включают специальную геометрию (углубления, волнистость, канавки, проточки) для обеспечения зазора. Степень контакта обычно очень небольшая, позволяющая обеспечить надежность работы уплотнения с минимальной утечкой.
3.25 конфигурация "сдвоенное уплотнение с подачей буферной жидкости без давления (тандем)" (face-to-back configuration): Сдвоенное уплотнение, в котором одно ответное кольцо находится между двумя упругими, и один упругий элемент расположен между двумя ответными кольцами.
3.26 конфигурация "двойное уплотнение с подачей барьерной жидкости под давлением ("лицом к лицу") (face-to-face configuration): Двойное уплотнение, в котором оба ответных кольца находятся между упругими элементами.
3.27 конфигурация 1 уплотнения (Arrangement 1 seal): Одинарное торцовое уплотнение картриджного типа.
3.28 конфигурация 2 уплотнения (Arrangement 2 seal): Двойное торцевое уплотнение картриджного типа с давлением в полости между уплотнениями ниже, чем давление в камере уплотнения.
3.29 конфигурация 3 уплотнения (Arrangement 3 seal): Двойное торцовое уплотнение картриджного типа, использующее внешние системы затворной жидкости.
3.30 концентрация утечки (leakage concentration): Количественный показатель (концентрация) летучих (взрывоопасных) органических соединений или других нормируемых выбросов в окружающую среду непосредственно около уплотнения.
3.31 корпус, работающий под давлением (pressure casing): Совокупность всех неподвижных деталей уплотнения, работающих под давлением: камера уплотнения, корпус уплотнения, резервуар барьерной/буферной жидкости и другие элементы, за исключением уплотняющего и ответного колец.
3.32 кристаллизующаяся жидкость (crystallizing fluid): Жидкость, участвующая в процессе формирования твердых частиц или образующая твердые частицы в процессе дегидратации или химической реакции.
3.33 коэффициент нагрузки (seal balance ratio): Отношение площади уплотняющей поверхности, на которую действует сила гидродинамического давления в камере уплотнения, к общей площади уплотняющей поверхности.
Примечание - В соответствии с рисунком 10 выражается в процентном соотношении.
3.34 картриджное уплотнение (cartridge seal): Единый узел (включает в себя детали с уплотнительными поверхностями, упругие элементы, корпусные детали, втулку и вторичные уплотнения), который предварительно собирают, испытывают, как самостоятельное устройство.
3.35 легкие углеводороды (light hydrocarbon): Углеводородная жидкость, которая закипает при нормальных условиях.
Примечание - Как правило, это относится к чистым и смешанным потокам пентана () и более легким жидкостям.
3.36 летучее опасное загрязняющее атмосферу вещество (volatile hazardous air pollutant), VHAP: Любое соединение, представленное в [4].
3.37 летучесть (flashing): Быстрое изменение агрегатного состояния вещества с жидкого на газообразное.
Примечание - В динамических уплотнениях жидкость проходит между основными уплотняющими поверхностями, создавая силу трения, или когда давление жидкости ниже давления насыщенного пара жидкости из-за падения давления вдоль уплотняющих поверхностей.
3.38 максимальная рабочая температура (maximum operating temperature): Максимальная температура, которая может воздействовать на торцовые уплотнения.
Примечание - Рабочий режим определяется заказчиком/потребителем.
3.39 максимально допустимая температура (maximum allowable temperature): Максимальная постоянная температура, которую выдерживает оборудование (или любой элемент, к которому термин применяется) при контакте с определенной жидкостью и заданном максимальном рабочем давлении.
Примечание 1 - Данная информация предоставляется изготовителем/поставщиком уплотнений.
Примечание 2 - Максимально допустимую температуру обычно устанавливают в соответствии со свойствами материала. Это может быть либо материал корпуса, либо материал вторичных уплотнений. Предел текучести и предел прочности материала также зависят от температуры. Напряженность детали может зависеть от рабочего давления. Таким образом, граница между пределом прочности материала и рабочей нагрузкой зависит от рабочей температуры материала и напряженности детали. Если температура среды понижается, то прочность и напряженность материала увеличивается. Это является причиной связи максимально допустимой температуры и заданного максимального рабочего давления.
3.40 максимально допустимое рабочее давление (maximum allowable working pressure), MAWP: Максимальное постоянное давление, выдерживаемое оборудованием (или любым элементом, к которому применяется термин) при контакте с определенной жидкостью и заданной максимальной рабочей температурой.
Примечание - Для сравнения: номинальное статическое усилие при герметизации (3.42), номинальное динамическое усилие при герметизации (3.12).
3.41 максимальное динамическое уплотняемое давление (maximum dynamic sealing pressure), MDSP: Наибольшее давление, возникающее в уплотнении (или уплотнениях), при эксплуатации в установленных рабочих условиях и во время запуска/выключения оборудования.
Примечание - При определении данного параметра основное внимание направлено на максимальное давление всасывания, давление промывочной жидкости и на изменения зазоров в насосе. Этот рабочий режим определяется заказчиком/потребителем.
3.42 максимальное статистическое* уплотняемое давление (maximum static sealing pressure), MSSP: Наибольшее давление, за исключением давлений, возникающих при проведении гидравлических испытаний, которое может воздействовать на уплотнение (или уплотнения) при выключении насоса.
___________________
* Текст документа соответствует оригиналу. - .
Примечание - Рабочий режим определяется заказчиком/потребителем.
3.43 наружное уплотнение (outer seal): Уплотнение (конфигурация уплотнения 2 и 3), расположенное дальше всего от рабочего колеса насоса.
3.44 нелетучие углеводороды (non-flashing hydrocarbon): Жидкий углеводород с давлением насыщенного пара меньше, 0,1 МПа (1 бар изб.) (14,7 фунт/psi) при определенной рабочей температуре, или жидкость, которая не кипит в нормальных условиях.
3.45 номинальное статическое уплотняемое давление (static sealing-pressure rating): Наибольшее давление, при максимально допустимой температуре, которое выдерживает уплотнение при вращении вала при максимально допустимой температуре.
Примечание - На уплотнение также воздействует номинальное гидродинамическое давление.
3.46 ответное кольцо (mating ring): Кольцо пары трения, устанавливаемое на втулке или в корпусе, аксиально неподвижно.
3.47 осмотр в присутствии заказчика/испытание в присутствии заказчика (witnessed inspection/witnessed test): Осмотр или испытание, о месте и времени проведения которого уведомлен заказчик/потребитель. Они проводятся только в присутствии заказчика/потребителя или его представителя.
3.48 патрубок с дросселем (orifice nipple): Патрубок трубопровода, изготовленный из цельной прутковой заготовки с просверленным отверстием для ограничения расхода жидкости во вспомогательном трубопроводе.
Примечание - Патрубки с отверстием обычно находятся на системах схемы 11.
3.49 плавающая втулка (floating bushing): Втулка, которую устанавливают на вал или втулку уплотнения, оставляя достаточный зазор по наружному диаметру с целью радиального перемещения.
3.50 поводковое кольцо (drive collar): Внешняя деталь уплотнительного картриджа, которая передает крутящий момент на втулку уплотнения и препятствует осевому смещению втулки уплотнения относительно вала.
3.51 полимеризующаяся жидкость (polymerizing fluid): Жидкость, находящаяся в процессе изменения или в состоянии изменения одного химического соединения в другое, с образованием полимерных цепочек. В результате она будет обладать новыми свойствами. Обычно жидкость становится более вязкая и/или липкая.
3.52 промывка (quench, noun): Подвод к узлу уплотнения со стороны атмосферы нейтральной среды (воды или пара) для исключения образования твердых отложений, которые могут препятствовать перемещению упругого элемента торцового уплотнения.
3.53 приемочные испытания (observed test): Испытание изделия, выполняемое под наблюдением заказчика/потребителя, который получил от изготовителя/ поставщика уведомление об испытаниях. Данная проверка является дополнительной.
3.54 порт (port): Проходной канал для жидкости, как правило, располагается в корпусе уплотнения.
3.55 промывочная жидкость (flush, noun): Жидкость, которая вводится в камеру уплотнения со стороны рабочей жидкости в непосредственной близости к уплотняющим поверхностям. Как правило, ее используют для охлаждения и смазки уплотняющих поверхностей.
3.56 применение торцового уплотнения в жидкостях, не содержащих углеводороды (non-hydrocarbon service): Использование торцового уплотнения в жидкостях (подкисленная вода, вода для питания котлов, гидроокись натрия, кислоты и амины), не содержащими жидкие углеводороды или с небольшим содержанием углеводородов.
3.57 рабочие условия (service condition): Максимальная/минимальная температура или давление при статическом или динамическом режимах.
3.58 резервное уплотнение (containment seal): Тип уплотнения, состоящий из одного упругого элемента, кольцевого уплотнения и уплотнительного кольца дисковой или кольцевой формы, которые установлены в камере герметичного уплотнения.
Примечание - Наружное уплотнение конфигурации 2 является герметичным уплотнением.
3.59 сильфонное уплотнение (bellows seal): Тип торцовых уплотнений, в котором используют упругий металлический сильфон в качестве вторичного уплотнения и упругого элемента.
3.60 система промывки (flush plan): Трубопровод определенной конфигурации, инструментов и средств управления, связанная с уплотнениями, для обеспечения направленной подачи жидкости.
Примечание - В зависимости от способа применения, типа уплотнения и конфигурации изменяют схемы трубопровода в системе промывки.
3.61 система распределенной промывки (distributed flush system): Совокупность отверстий, проходов, перегородок и т.д., предназначенных для подачи промывочной жидкости по окружности уплотняющих поверхностей.
3.62 скорость утечки (leakage rate): Объем или масса жидкости, проходящей между уплотняющими поверхностями (через уплотнение) в определенный промежуток времени.
3.63 сдвоенное торцовое уплотнение (dual mechanical seal): Все виды устройств уплотнений конфигурации 2 и конфигурации 3.
3.64 соединение (connection): Резьбовое или фланцевое соединение между портом и трубой или частью трубопровода.
3.65 ступенчатая втулка (hook sleeve): Втулка со ступенью или выступом со стороны рабочей жидкости, которую устанавливают на вал для его защиты от износа и коррозии.
Примечание - Ступень обычно упирается в лопастное колесо для удержания его и прокладки между валом и выступом (уступом).
3.66 суммарное показание индикатора/суммарное биение индикатора (total indicator reading/total indicated runout) TIR: Разность между максимальным и минимальным показанием циферблатного индикатора или другого аналогичного устройства, осуществляющего мониторинг торца или цилиндрической поверхности в течение одного оборота контролируемой поверхности.
Примечание - Если цилиндрическая поверхность является идеальной, индикатор показывает, что эксцентриситет равен половине показания индикатора. Если же торец является идеально плоским, то индикатор показывает отклонение от перпендикулярности, равное показанию индикатора. В случае же, если рассматриваемый диаметр не является идеально цилиндрическим или плоским, интерпретация значения TIR оказывается более сложной и может представлять овальность или огранку.
3.67 уплотнение (seal): Сочетание уплотняющего кольца, ответного кольца, вторичного уплотнения (уплотнений), осевого упругого элемента (элементов) и вспомогательных средств, которое позволяет герметизировать вращающийся вал насоса относительно неподвижного корпуса.
3.68 уплотняющее кольцо (seal ring): Кольцо пары трения, на которое передается силовая нагрузка от упругого элемента и давления жидкости.
3.69 уплотнение с аксиально неподвижным вторичным уплотнением (non-pusher seal): Уплотнение, в котором вторичное уплотнение не должно перемещаться в осевом направлении для компенсации износа и (или) биения.
Примечание - Уплотнение аксиально неподвижное обычно используется с металлическим сильфоном типа В или С.
3.70 уплотнение с аксиально подвижным вторичным уплотнением (pusher seal): Уплотнение, в котором О-образное кольцо установлено между уплотняющим кольцом и втулкой или корпусом, и в котором вторичное уплотнение перемещается аксиально для компенсации износа и (или) биения.
3.71 уплотнение типа A (Type A seal): Уплотнение с аксиально подвижным вторичным уплотнением, с набором пружин, с О-образным резиновым кольцом, гидравлически разгруженное, картриджной конструкции, с внутренним монтажом.
3.72 уплотнение типа В (Туре В seal): Уплотнение с аксиально неподвижным вторичным уплотнением с металлическим сильфоном, с О-образным резиновым кольцом, с внутренним монтажом, картриджной конструкции.
3.73 уплотнение типа С (Туре С seal): Высокотемпературное уплотнение с аксиально неподвижным вторичным уплотнением с металлическим сильфоном, с внутренним монтажом, картриджной конструкции. Вторичным уплотнением служит гибкий графит.
3.74 уплотнительное кольцо с круглым сечением (O-ring): Резиновое кольцевое уплотнение с поперечным сечением О-образной формы, которое используется в качестве дополнительного уплотнения или прокладки.
3.75 уплотняющая поверхность (seal face): Сторона или торец уплотнительного кольца или кольцевого уплотнения, которые обеспечивают уплотнение на кольце.
3.76 упругий элемент (flexible element): Набор деталей, компенсирующих осевые перемещения от вращающихся и неподвижных деталей.
3.77 фланец корпуса (gland plate): Торцевая панель, соединяющая неподвижный узел торцовых уплотнения и камеру уплотнения/камеру герметичного уплотнения.
3.78 элемент, препятствующий проворачиванию (anti-rotation device): Элемент, применяемый для предотвращения проворачивания одного компонента относительно соседних компонентов торцового уплотнения.
Примечание - Шпонка, штифт.
Сокращения и обозначения
В настоящем стандарте применены следующие сокращения и обозначения:
AISI - Американский институт стали и сплавов;
ЕРА - Агентство по защите окружающей среды;
API - Американский нефтяной институт;
ASME - Американское общество инженеров механиков;
AWS - Американское общество по сварке;
ETSI - Европейский институт телекоммуникационных стандартов;
FFKM - перфторэластомер полиметиленного типа, имеющий все группы заместителя в цепи полимера: фтор, перфторалкил или перфторалкилированные группы;
FKM - является наибольшей категорией фторэластомеров (80%) полиметиленного типа, имеет такие заместители в цепи полимера, как фтор, алкилирован, перфторалкилирован или перфторалкилированные группы;
NEMA - Национальная ассоциация производителей электроэнергии;
NFPA - Национальная ассоциация противопожарной безопасности;
TIR - суммарное показание индикатора/суммарное биение индикатора;
(ЕС) - EN - европейские стандарты, принятые ETSI;
(МДРД) - MAWP - максимально допустимое рабочее давление;
(МДДУ) - MDSP - максимальное динамическое давление уплотнения;
(МСДУ) - MSSP - максимальное статистическое* давление уплотнения;
___________________
* Текст документа соответствует оригиналу. - .
(МЭК) - IEC - Международная электротехническая комиссия.
4 Уплотнительные системы
4.1 Категории, типы и конфигурации уплотнения
4.1.1 Общие положения
Устройство уплотнения, описанное в настоящем стандарте, может быть разделено на три категории (1, 2, 3), три типа (А, В, С) и три конфигурации (1, 2, 3). Устройство уплотнений 2 и 3 типа может быть ориентировано в следующих направлениях: конфигурация "спина к спине", конфигурация "лицом к лицу", конфигурация "тандем". Эти категории, типы, конфигурации и направления описаны ниже. На рисунках 1-9 показаны их типовые представители.
|

Рисунок 1 - Конфигурация уплотнения
|

a) 1CW-FX, контактное одинарное жидкостное уплотнение с неподвижной дросселирующей втулкой
|

б) 1CW-FL, контактное одинарное жидкостное уплотнение с плавающей дросселирующей втулкой
|

в) Типовая ориентация соединения фланца корпуса
Примечание - Обозначение соединений в соответствии с 6.1.2.17 и таблицей 1.
Рисунок 2 - Категория 1: Одно уплотнение в картриджном узле
|

a) 2CW-CW, сдвоенное контактное жидкостное уплотнение
|

б) Типовая ориентация соединения фланца корпуса
Примечание - Обозначение соединений в соответствии с 6.1.2.17 и таблицей 1.
Рисунок 3 - Категория 2. Два уплотнения в картриджном узле с буферной жидкостью
|

a) 2CW-CS, контактное жидкостное резервное внутреннее уплотнение
|

б) 2NC-CS, бесконтактное резервное внутреннее уплотнение
|

в) Типовая ориентация соединения фланца корпуса для 2CW-CS
|

г) Типовая ориентация соединения фланца корпуса для 2NC-CS
Примечание - Обозначение соединений в соответствии с 6.1.2.17 и таблицей 1.
Рисунок 4 - Конфигурация 2: два уплотнения в картриджном узле с газовой буферной жидкостью/без буферной жидкости
|

а) конфигурация "сдвоенное уплотнение с подачей буферной жидкости без давления (тандем)", 3CW-FB, контактное жидкостное уплотнение
|

б) Компоновка "спиной к спине", 3CW-BB, контактное жидкостное уплотнение
|

в) конфигурация "двойное уплотнение с подачей барьерной жидкости под давлением ("лицом к лицу") 3CW-FF, контактное жидкостное уплотнение
|

г) Типовая ориентация соединения фланца корпуса
Примечание - Обозначение соединений в соответствии с 6.1.2.17 и таблицей 1.
Рисунок 5 - Конфигурация 3: два уплотнения в картриджном узле с затворной жидкостью
|

а) Компоновка "спиной к спине", 3NC-BB, бесконтактные уплотнения
|

б) конфигурация "двойное уплотнение с подачей барьерной жидкости под давлением ("лицом к лицу") 3NC-FF, бесконтактные уплотнения
|
в) конфигурация "сдвоенное уплотнение с подачей буферной жидкости без давления (тандем)", 3NC-FB, бесконтактные уплотнения
|

г) Типовая ориентация соединения фланца корпуса
Примечание - Обозначение соединений в соответствии с 6.1.2.17 и таблицей 1.
Рисунок 6 - Конфигурация 3: два уплотнения в картриджном узле с газовой затворной жидкостью
|
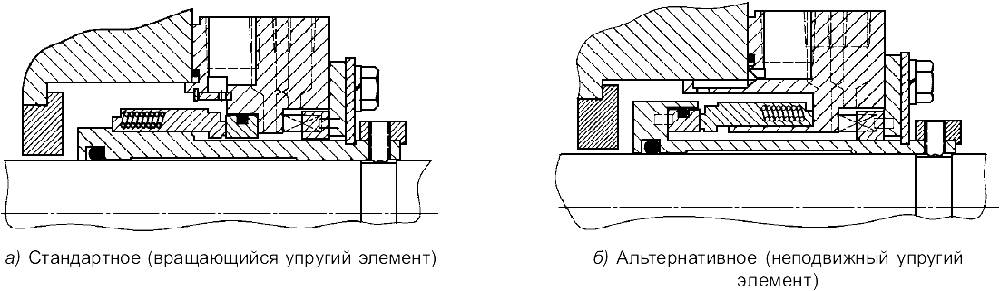
Рисунок 7 - Уплотнения типа А
|

а) Стандартное (вращающийся узел сильфона)
|

б) Альтернативное (неподвижный узел сильфона)
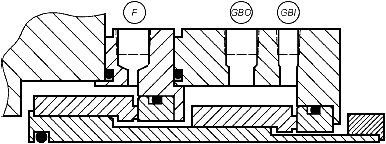
Рисунок 8 - Уплотнение типа В
|

а) Стандартное (неподвижный узел сильфона)
|

б) Альтернативное (вращающийся узел сильфона)
Рисунок 9 - Уплотнение типа С
4.1.2 Категории уплотнений
Существует три приведенные ниже категории уплотнения:
Категория 1. Предназначена для использования в камерах уплотнений насосов, спроектированных не по ГОСТ 32601. Они должны соответствовать по размерам [1], [2] и [5] (тип С). Область применения данной категории должна ограничиваться температурой в камере уплотнения от минус 40°С (минус 40°F) до плюс 260°С (500°F) и абсолютным давлением до 2,2 МПа ((22 бар изб.) (315 фунт/psi)).
Категория 2. Предназначена для использования в камерах уплотнения, с размером оболочки камеры, выбранной в соответствии с ГОСТ 32601. Область применения данной категории должна ограничиваться температурой в камере от минус 40°С (минус 40°F) до плюс 400°С (750°F) и абсолютным давлением до 4,2 МПа ((42 бар) (615 фунт/psi)).
Категория 3. Представляет собой наиболее перспективную конструкцию уплотнения, при проведении испытаний, которой необходимо, чтобы уплотнительный картридж был заполнен определенной жидкостью. Уплотнения должны соответствовать требованиям к оболочке камеры уплотнения по ГОСТ 32601 (или аналогичному). Область применения данной категории должна ограничиваться температурой в камере от минус 40°С (минус 40°F) до 400°С (750°F) и абсолютным давлением до 4,2 МПа ((42 бар изб.) (615 фунт/psi)).
Аннотация основных отличий трех категорий уплотнений приведена в приложении А. Если значения температуры и давления превышают диапазоны данных категорий (при использовании жидкости, не указанной в приложение А), то могут потребоваться дополнительные исследования по отбору уплотнений.
4.1.3 Типы уплотнения
Существует три типа уплотнений:
Тип А. Вращающееся уплотнение (сбалансированное, с внутренним монтажом, картриджного типа) с аксиально подвижным вторичным уплотнением с набором пружин. Элементами вторичного уплотнения являются уплотнительные кольца с круглым сечением. Материалы, из которых должны изготавливать уплотнения, приведены в разделе 6.
Указания по материалам, рассмотренным в эквивалентных стандартах, приведены в приложении В. Уплотнение типа А показано на рисунке 7.
Тип В. Вращающееся металлическое сильфонное уплотнение (сбалансированное, с внутренним монтажом, картриджного типа) с аксиально неподвижным вторичным уплотнением. Элементами вторичного уплотнения являются резиновые уплотнительные кольца с круглым сечением. Преимуществом уплотнения с металлическим сильфоном служит использование только статических вторичных уплотнений. Данное уплотнение может быть использовано вместо стандартного типа А в условиях низкой температуры. Материалы, из которых должны изготавливать уплотнения выбираются в соответствии с разделом 6.
Указания по материалам, рассмотренным в эквивалентных стандартах, приведены в приложении Б. Уплотнение типа В показано на рисунке 8.
Тип С. Высокотемпературное металлическое сильфонное уплотнение (сбалансированное, с внутренним монтажом, картриджного типа) аксиально неподвижное. Вторичным уплотнением являются кольца, выполненные из гибкого графита. Стационарные уплотнения с металлическим сильфоном в основном используются при воздействии на него высокой температуры. Материалы, из которых должны изготавливать данные уплотнения, выбираются в соответствии с разделом 6.
Указания по материалам, рассмотренным в эквивалентных стандартах, приведены в приложении Б. Уплотнение типа С показано на рисунке 9.
Преимуществом уплотнения типа С со стационарным сильфоном является его специфическая конфигурация уплотнения, когда фланец корпуса и вал не перпендикулярны друг другу. Из-за этого данный тип считается стандартным. В таком положении сильфон отклоняется от зафиксированного положения и совпадает с вращающейся поверхностью. Во вращающейся конфигурации типа В, сильфон сгибается и меняет свое положение при каждом вращении вала, чтобы приспособиться к неподвижной поверхности; вращающийся металлический сильфон обычно выбрасывает абразивные частицы между различными сильфонами из-за спекания или других процессов образования твердых частиц. Вращающиеся сильфонные уплотнения вибрируют, поэтому они оборудованы демпфирующими элементами или другими устройствами контроля вибрации. Стационарные сильфонные уплотнения с такой проблемой не сталкиваются. Преимуществом уплотнений с металлическим сильфоном является наличие неподвижных дополнительных уплотнений, благодаря которым, их применяют в условиях высоких температур, когда эластомеры уплотнительного кольца с круглым сечением использоваться не могут. Рентабельно также применять уплотнения с металлическим сильфоном, когда нельзя использовать уплотнительное кольцо с круглым сечением из-за химической инертности или его значительной стоимости. Уплотнения типов А и В подходят для использования при воздействии температуры до 176°С (350°F). Уплотнение типа С применяется в условиях более высоких температур до 400°С (75°F*).
___________________
* Текст документа соответствует оригиналу. - .
4.1.4 Конфигурации уплотнений
Существуют три конфигурации уплотнений:
конфигурация 1 - одинарное уплотнение картриджного типа;
конфигурация 2 - двойное уплотнение картриджного типа (между уплотнениями существует пространство, с давлением меньшим, чем давление в камере уплотнения);
конфигурация 3 - двойное уплотнение картриджного типа (используется подаваемая извне затворная жидкость с давлением, большим, чем давление в камере уплотнения).
Примечание 1 - Основной разницей между конфигурацией 2 и конфигурацией 3 является снижение утечки перекачиваемой жидкости вместо ее ликвидации. Описание схемы промывки приведено в приложении А.
Примечание 2 - В конфигурации 2 и конфигурации 3 резервное уплотнение (3.13) может быть жидкостное/сухое. Во внутреннем уплотнении действует система промывки, типичная для уплотнений конфигурации 1. Если резервное уплотнение является жидкостным уплотнением, то буферная жидкость подается в корпус уплотнения без воздействия давления (3.14). Если резервное уплотнение - сухое, то применяется газовый буфер.
Также существуют следующие методы герметизации и технологические конструкции:
- бесконтактные уплотнения (NC) (жидкостные/сухие): конструкция уплотнения, в которой сопряженные поверхности создают аэродинамические или гидродинамические силы для поддержания специального зазора;
- резервные уплотнения (CS) (контактные/бесконтактные): конструкция уплотнения с одним упругим элементом, кольцевым уплотнением и уплотнительным кольцом, вмонтированным в корпус уплотнения.
На рисунке 1 показаны все эти концепции, методы, технологические конструкции и конфигурации. Диаграмма наглядно отображает все взаимосвязи.
4.1.5 Расположение уплотнения
Уплотнения конфигураций 2 и 3 могут быть следующими:
- "тандем": сдвоенная компоновка уплотнения, в которой ответное кольцо установлено между двумя упругими элементами, а упругий элемент установлен между двумя ответными кольцами;
- "спина к спине": сдвоенная компоновка уплотнения, в которой оба упругих элемента установлены между ответными кольцами;
- "лицом к лицу": сдвоенная компоновка уплотнения, в которой два ответных кольца установлены между упругими элементами.
4.2 Требования
Уплотнительные системы вала должны отвечать следующим требованиям:
а) все уплотнения должны работать, непрерывно 25000 ч без необходимости замены;
б) резервные уплотнения должны работать, как минимум, 25000 ч без необходимости замены (жидкостные/сухие уплотнения) при давлении корпуса уплотнения, равном, или меньшем, значения давления утечки установленной через уплотнение (это значение не должно превышать давление на манометре 0,07 МПа (0,7 бар изб.) (10 фунт/psi)). Резервные уплотнения должны работать не менее 8 ч в условиях камеры уплотнения;
в) все уплотнения должны работать 25000 ч без необходимости замены. Замена осуществляется, если нормы выделения перестают соответствовать установленным нормам или будет достигнуто максимальное значение 1000 мл/м выделившегося вещества, определенное по результатам измерений [6].
4.3 Составление листа данных и/или покупка уплотнительной системы
Лист данных (приложение В) должен использоваться для сбора и конкретизации требований заказчика/потребителя. В приложении В приведены требования, которые позволяют заказчику/потребителю определить необходимое уплотнение, используя минимальное количество информации. Минимальные данные, необходимые для Листа данных, выражаются в коде уплотнений. Они определяют стоимость уплотнительной системы. Типовые коды уплотнений, которые чаще всего используются, приведены в приложении Г. В них содержатся все стандартные требования (особенности конструкции и материалы). Минимальная информация, необходимая для листа данных, для покупки уплотнение* с гарантией (оборудование соответствует требованиям 4.2), должна включать данные относительно насоса, жидкости и уплотнения.
___________________
* Текст документа соответствует оригиналу. - .
5 Общие положения
5.1 Уровень ответственности
Изготовитель/поставщик насоса несет ответственность за уплотнительные системы (уплотнительная система приобретена, как часть устройства насоса/не является частью устройства насоса), если это не определено ранее. Изготовитель/поставщик должен гарантировать соблюдение требований настоящего стандарта подрядчиками. Приложение Д определяет ответственность продавцов уплотнений и насосов.
5.2 Размеры
Заказчик/потребитель заранее определяет систему измерения СИ или Американская система измерений, в которой должны быть данные, чертежи, технические средства (включая крепежные изделия), и оборудование, поставляемое по настоящему стандарту.
6 Конструктивные требования
6.1 Общее требование к конструкции (все категории)
6.1.1 Общая информация
6.1.1.1 Все торцовые уплотнения, независимо от типа, категории или конфигурации, должны иметь картриджную конструкцию без ступенчатой втулки.
Согласно ГОСТ 32601 насосы должны быть спроектированы так, чтобы уплотнение могло перемещаться без нарушения привода. Если модификация насосов проводится без разборки конструкции, то следует убедиться, что существует необходимое пространство в конце вала.
6.1.1.2 Уплотнения типа А или Б должны обеспечиваться неподвижным упругим элементом, если это не указано ранее.
Примечание - Вращающийся упругий элемент уплотнений с аксиально подвижным вторичным уплотнением выбирается стандартным. Это способствует использованию уплотнений меньшего размера.
6.1.1.3 Уплотнения типа С должны обеспечиваться вращающимся упругим элементом, если это не указано ранее.
6.1.1.4 Картриджное уплотнение должно включать в себя регулировочное устройство (регулировочные пластины), которое должно быть жестким, чтобы не позволить узлу перемещаться во время установки, регулирования ротора или демонтажа. Радиальная нагрузка или осевое усилие в этом случае не передается уплотняющим поверхностям.
6.1.1.5 Неподвижное уплотнение с упругим элементом используется, если скорость перемещения уплотняющей поверхности при среднем диаметре данной поверхности превышает 23 м/с (4500 фут/мин).
Примечание - При увеличении скорости, изгиб пластичного элемента вращающегося уплотнения увеличивается на большую величину. Он не может удерживать уплотняющие поверхности от соприкосновений. При очень высоких скоростях (для больших уплотнений) силы, необходимые для удержания поверхностей, становятся настолько большими, что это снижает срок службы уплотнения.
Необходимо уделить особое внимание неподвижному упругому элементу, если:
- диаметр баланса превышает 115 мм (4,5 дюйма) (в соответствии с 6.1.1.7);
- существует вероятность деформации фланца корпуса/насоса и их смещения из-за воздействия нагрузок на трубу, тепловой деформации, деформации за счет давления и т.д.;
- существует проблема относительно перпендикулярности монтажной поверхности камеры уплотнения и вала, которая усложняется при повышении частоты вращения;
- не удовлетворяются требования к торцевому биению камеры уплотнения, описанные в 6.1.2.13 (тонкие валы, конструкции многоступенчатого насоса).
6.1.1.6 Настоящий стандарт не распространяется на конструкции отдельных частей торцовых уплотнений, но их конструкция и материалы должны соответствовать заданным рабочим условиям, так как максимально допустимое рабочее давление, воздействующее на все части оборудования, является главным определением корпуса, работающего под давлением.
6.1.1.7 Изготовитель/поставщик уплотнения должен проектировать уплотняющие поверхности и коэффициент нагрузки таким образом, чтобы минимизировать возникновение тепла на уплотняющей поверхности, так как оно отрицательно влияет на срок службы (в соответствии с 4.2). Точки измерения коэффициента нагрузки уплотнения показаны на рисунке 10.
|

а) Уплотнение с более высоким давлением на наружном диаметре
|

б) Уплотнение с более высоким давлением на внутреннем диаметре
Рисунок 10 - Точки измерений соотношения баланса
У уплотнений, на наружный диаметр которых воздействует давление, коэффициент нагрузки , мм
, вычисляют по упрощенной формуле
 , (1)
, (1)
где - наружный диаметр уплотняющей поверхности, мм;
- внутренний диаметр уплотняющей поверхности, мм;
- диаметр баланса уплотнения, мм.
Для уплотнений, на внутренний диаметр которых воздействует давление, коэффициент нагрузки , мм
, вычисляют по формуле
 , (2)
, (2)
где - наружный диаметр уплотняющей поверхности, мм;
- внутренний диаметр уплотняющей поверхности, мм;
- диаметр баланса уплотнения, мм.
Диаметр баланса уплотнения меняется в зависимости от конструкции уплотнения. Для уплотнений, с аксиально подвижным вторичным уплотнением с пружиной на наружный диаметр которых воздействует давление, диаметром баланса уплотнения является диаметр скользящей контактной поверхности внутреннего динамического уплотнительного кольца с круглым сечением. Для уплотнений, с аксиально подвижным вторичным уплотнением с пружиной, на внутренний диаметр которых, воздействует давление, диаметром баланса уплотнения является диаметр скользящей контактной поверхности наружного динамического уплотнительного кольца с круглым сечением. Для уплотнения со сварным металлическим сильфоном, диаметром баланса уплотнения является средний диаметр сильфонов, но он может изменяться в зависимости от давления.
Регулирование температуры определяет надежность работы торцовых уплотнений. На уплотняющих поверхностях каждого уплотнения возникает тепло. Необходимо также контролировать количество проникающей теплоты технологической жидкости, возникающей при работе насоса и нагреве, которая приводит к нагреву жидкости в камере уплотнения.
Если определенная среда сохраняет температуру 60°С (140°F) для поддержания необходимого предела давления пара и рабочая температура насоса равняется 146°С (295°F), в этом случае передача тепла будет осуществляться через насос в камеру уплотнения. Комбинированная тепловая нагрузка (проникающая и образующаяся на поверхности) скомпенсирована промывочной жидкостью. В приложении Е показан расчет проникающей теплоты и теплоты, образующейся в уплотнении.
Примечание 1 - Расчетная тепловая нагрузка позволяет определить требуемый размер системы охлаждения, момент запуска и вращающий момент, нормы промывочной жидкости и точки кипения. Обычно, нормы промывочной жидкости уплотнения зависят от повышения максимально допустимой температуры на 5°С (10°F) (учитывается весь процесс подвода тепла). Определенные конфигурации камер уплотнения, такие как наглухо закрепленные или конические, должны учитывать другие условия.
Примечание 2 - Пусковой крутящий момент силы, действующий в уплотнении и образуемая в процессе трения теплота создают существенные проблемы для малых приводов насосов (уплотнение конфигурации 3).
6.1.1.8 В поставляемом уплотнении должно быть отрегулировано осевое перемещение ротора и статора.
Примечание - Максимальное осевое перемещение очень важно для многоступенчатых насосов. Во время запуска происходит большой выброс теплоты между валом и корпусом, что может превысить возможности некоторых уплотнений. Осевое перемещение является проблемой для некоторых вертикальных насосов, которые сконструированы так, что опираются на подшипник двигателя (многорядные насосы без корпусов подшипников насоса, у которых закачка жидкости происходит вертикально). В определенных условиях технологическое давление может вызывать направленный вверх напор. В таких случаях осевое перемещение вала ограничено только осевым смещением подшипника двигателя.
6.1.1.9 Уплотняющие поверхности под уплотнительное кольцо с круглым сечением (все пазы и отверстия) должны иметь максимальную шероховатость поверхности (Ra) 1,6 мм (63 мкдм) для неподвижных уплотнительных колец О-образной формы и 0,8 мм (32 мкдм) для поверхностей, по которым скользят подвижные уплотнительные кольца О-образной формы. Минимальный радиус отверстий должен быть равен 3 мм (0,12 дюйма). Минимальный размер фаски для неподвижных уплотнительных колец с круглым сечением - 1,5 мм (0,06 дюйма), а для подвижных уплотнительных колец с круглым сечением - 2 мм. Фаска должна находиться под углом не более 30°.
6.1.1.10 Пазы для уплотнительного кольца с круглым сечением должны соответствовать по размеру уплотнительным кольцам из перфторкаучука (FFKM) с круглым сечением.
Примечание - Некоторые вторичные уплотнения из перфторкаучука (FFKM) обладают большим тепловым расширением, чем многие другие материалы уплотнительного кольца с круглым сечением из фторкаучука (FKM). Установка вторичных уплотнений из перфторкаучука (FFKM) в паз, выполненный для вторичных уплотнений из фторкаучука (FKM), приведет к повреждению уплотнительного кольца О-образной формы. С другой стороны уплотнительные кольца О-образной формы из фторкаучука (FKM) должным образом функционируют в пазах для вторичных уплотнений из перфторкаучука (FFKM). Необходимо подбирать более широкий паз для устранения разрушения уплотнительного кольца с круглым сечением и сокращения количества необходимых запасных частей. Особое внимание следует обратить на то, что повреждение, связанное с тепловым расширением вторичных уплотнений из перфторкаучука (FFKM) колец с круглым сечением часто путают с повреждением, связанным с набуханием поверхности в результате химической реакции материала уплотнительных колец с круглым сечением, и наоборот.
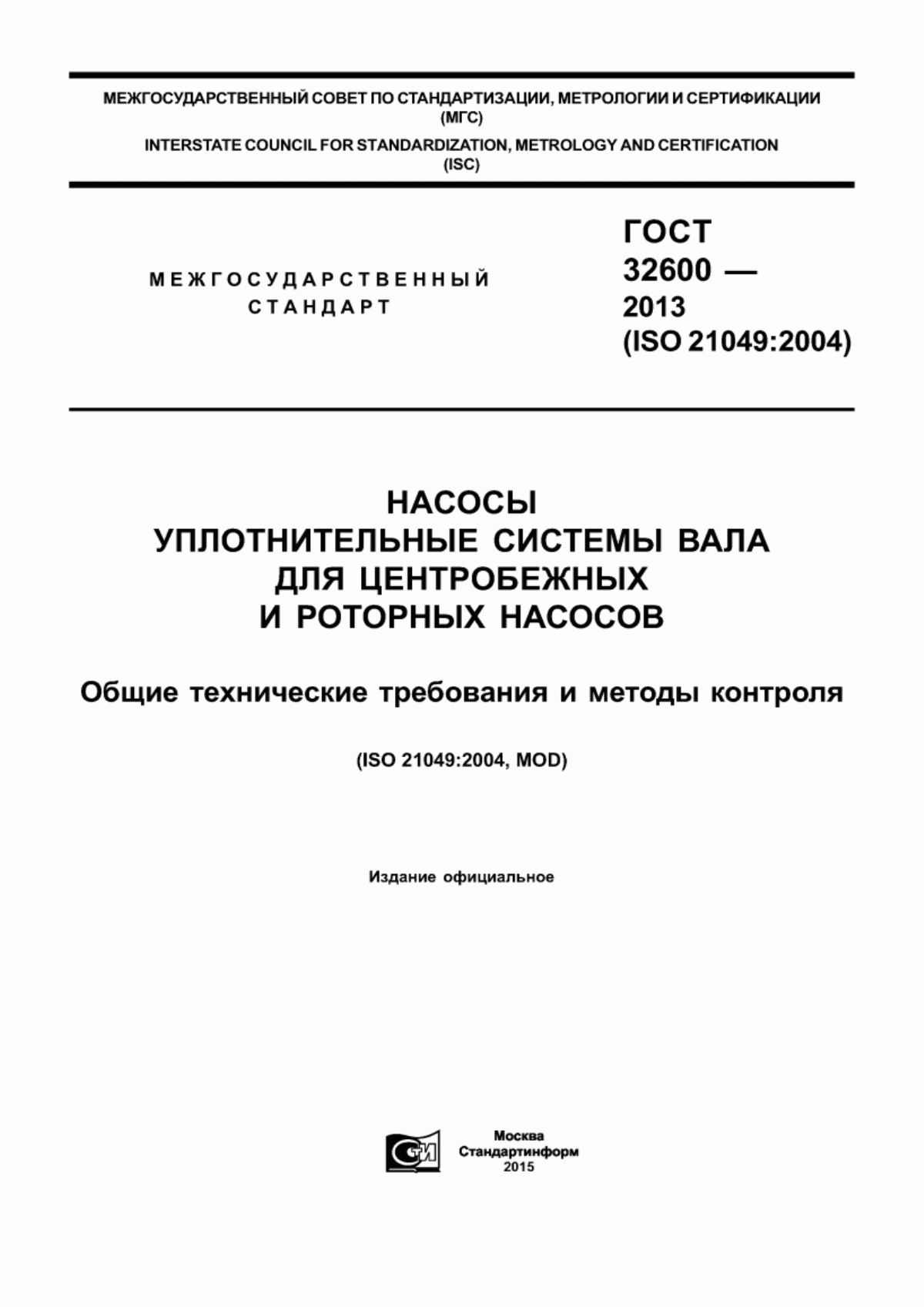
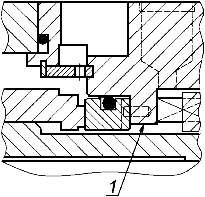
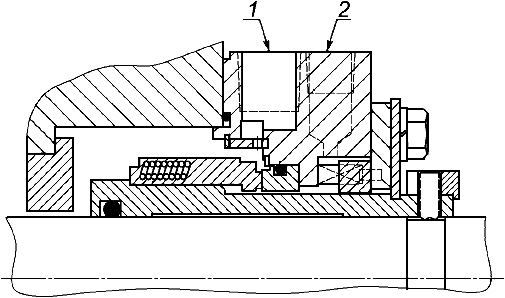
6.1.1.11 При проектировании всех составных частей уплотнения необходимо учесть наличие устройства принудительного удерживания отдельных деталей уплотнения для предотвращения их смещения при работе в вакууме. Это показано на рисунке 11. Конструкция уплотнения должна быть герметична в соответствии с 6.1.2.14.
|

1 - удерживающая деталь (в соответствии с 6.1.1.11)
Рисунок 11 - Принудительное удерживание деталей уплотнения в вакууме
6.1.2 Камера уплотнения и фланец корпуса
6.1.2.1 Фланец корпуса уплотнения должен поставляться изготовителем/поставщиком уплотнения.
6.1.2.2 Камеры уплотнения должны поставляться изготовителем/поставщиком насоса, если не указано другое.
6.1.2.3 Камера уплотнения может быть трех типов: традиционная, наружной установки или внутренней установки. Камеры уплотнения не требуют дополнительных прокладок. На рисунке 12 показаны три типа камер уплотнения.
|

а) Традиционная
|

б) Наружной установки
|

в) Внутренней установки
Рисунок 12 - Типы камер уплотнения
6.1.2.4 Стандартная камера уплотнения (цилиндрическая камера, встроенная в корпус насоса) поставляется изготовителем/поставщиком насоса.
Уплотнение категории 1 должно быть спроектировано таким образом, чтобы его могли установить в корпус, определенный [5] (тип С) или [1], или [2].
Уплотнения категорий 2 и 3 должны быть спроектированы таким образом, чтобы их могли установить в корпус в соответствии с ГОСТ 32601.
Конструкции камеры уплотнения, попадающие под действие настоящего стандарта, обеспечивают надежность и проведение стандартизации составных частей оборудования. Для определения уменьшенного радиального зазора уплотнения заказчик/потребитель должен обратиться к схемам промывки и конструкционным требованиям нестандартных уплотнений.
Надежность торцового уплотнения зависит от кольцевого зазора между его вращающимися деталями и отверстием камеры уплотнения. Необходимо соответствовать минимальным техническим требованиям для кольцевого зазора, определенным настоящим стандартом (значительная доля твердой фазы или условия, возникающие при воздействии повышенной температуры уплотняющей поверхности). Альтернативные конструкции камеры уплотнения, используемые в некоторых насосах химической промышленности (камеры с большим отверстием или конусные камеры с модификаторами потока), могут избавить от необходимости промывки или повысить рабочие характеристики, зависящие от конструкции камеры.
Большинство уплотнений категории 1 могут использоваться вместе с насосами, изготовленными в соответствии с [7], [1] и [2], а многие уплотнения категорий 2 и 3 могут устанавливаться в соответствии с требованиями ГОСТ 32601. Однако существует вероятность того, что уплотнения категории 1 могут быть установлены в соответствии с требованиями ГОСТ 32601-2013 (ISO 13709:2009), а уплотнения категории 2 и категории 3 в определенных конфигурациях - в насосах, сконструированных в соответствии с [7], [1] и [2]. Особое внимание должно быть уделено обоснованию применения категорий уплотнений в насосах с различными условиями эксплуатации, для которых они не предназначены.
6.1.2.5 При проектировании изготовителем/поставщиком, если не определены другие условия, должна быть предусмотрена прикрепляемая болтами камера уплотнения.
6.1.2.6 Минимальный радиальный зазор между вращающимися узлами уплотнения и неподвижными поверхностями камеры уплотнения/фланца корпуса должен равняться 3 мм (1/8 дюйма), за исключением отмеченного в 8.6.2.3 (устройство циркуляции), 7.2.5.1 и 7.2.6.1 (втулки корпуса уплотнения конфигурации 2).
Примечание - Радиальный зазор может быть менее 3 мм (1/8 дюйма) в насосах малых размеров и камерах уплотнения, сконструированных в соответствии с [5] тип С (в соответствии с 6.1.2.4).
6.1.2.7 Напряжения, возникающие во всех болтах и штифтах должны соответствовать давлению кода конструкции при максимально допустимом рабочем давлении. Должны использоваться четыре штифта. Диаметр штифтов выбирается в соответствии с размером камеры уплотнения согласно 6.1.2.4. Большие штифты устанавливаются только при необходимости соответствия требованиям напряжения, упомянутым в [8] или [9], или для достаточного сжатия спиральных прокладок согласно [10].
6.1.2.8 Максимально допустимое рабочее давление корпуса уплотнения должно равняться или быть больше давления насоса, с которым это уплотнение эксплуатируется. Уплотнение корпуса, работающего под давлением должно иметь допуск на коррозию 3 мм (1/8 дюйма), и достаточную жесткость для избежания каких-либо напряжений, которые могли бы повредить работе уплотнения, включая напряжение, возникающее при затяжке болтов во время установки прокладок. Для некоторых высоколегированных материалов показатель допуска на коррозию может быть меньше, если это одобрено заказчиком/потребителем.
Также должно соблюдаться следующее:
а) Фланец корпуса должен иметь отверстия (не в виде щелей) для скрепляющих штифтов, при отсутствии других условий, указанных выше.
б) Необходимо провести центровку фланца корпуса уплотнения и/или камеры по внутреннему или наружному диаметру посадки. Поверхность посадки соосна валу и должна обладать суммарным биением индикатора не более 0,125 мм (0,005 дюйма) в соответствии с рисунком 13. Шпунт поперечного зазора должен равняться Н7/f7 в соответствии с [11].
|

а) Посадка наружного диаметра
|
б) Посадка внутреннего диаметра
Рисунок 13 - Зарегистрированная соосность камеры уплотнения
в) Выступ, толщиной менее 3 мм (1/8 дюйма), должен быть, в соответствии с рисунком 14, на фланце корпуса для предотвращения смещения неподвижного элемента торцового уплотнения при воздействии давления на камеру.
|
1 - выступ фланца корпуса
Рисунок 14 - Сечение выступа фланца корпуса
6.1.2.9 Измеренные значения напряжения, используемые при конструировании корпуса, выполненного из любого материала и работающего под давлением, не должны превышать величин, используемых при конструировании корпуса насоса, на котором установлено уплотнение. Если расчетными значениями насоса воспользоваться невозможно, то величина напряжения принимается в соответствии с ГОСТ 32601.
6.1.2.10 Производственные отчетные формы третьих лиц, такие как указаны в [9], не требуются.
6.1.2.11 В оборудовании, работающем под давлением необходимо минимизировать использование резьбовых отверстий. Для предотвращения утечек в частях корпуса, работающего под давлением, необходимо сохранить определенную толщину металла в качестве допуска на коррозию (по толщине равный половине номинального диаметра болта). Он должен находиться вокруг просверленных в дне корпуса резьбовых соединений.
6.1.2.12 Резьбовые детали, соединяющиеся болтами с корпусом, работающим под давлением, должны выбираться в соответствии с ГОСТ 8724, [12], ГОСТ 24705, [13] или [14]. Мелкая метрическая резьба и грубая резьба не должны применяться.
Для соединения камеры уплотнения с насосом и фланца корпуса с насосом/камерой уплотнения необходимо использовать штифты, и не какие* другие виды крепежа, если отсутствуют другие указания.
___________________
* Текст документа соответствует оригиналу. - .
Маркировка штифтов, если такая имеется, должна быть расположена на гайке штифта. Для свободного использования накидных или торцевых ключей необходимо предусмотреть зазор в месте установки крепежа.
Примечание - Невозможно сделать подходящий зазор для использования накидных и торцевых ключей в насосах малых размеров.
6.1.2.13 Изготовитель/поставщик уплотнения должен учесть, при проектировании оборудования TIR камеры уплотнения биение относительно отверстия в ней, равного 0,5 мкм/мм (0,0005 мкм/дюйм). Это показано на рисунке 15. Некоторые многоступенчатые конструкции тонкого вала не могут соответствовать данным требованиям. Это показано в 6.1.1.5.
Примечание - Негативное влияние на рабочие характеристики торцового уплотнения оказывает сильное биение камеры торцового уплотнения. Осевое биение камеры уплотнения или биение контактной поверхности камеры уплотнения - это измерение перпендикулярности вала насоса относительно торцевой поверхности опоры камеры уплотнения.
|

Рисунок 15 - Торцовое биение камеры уплотнения
6.1.2.14 Для конфигураций 1 и 2 конструкция нагнетательных и поддерживающих систем камер контактных жидкостных уплотнений (исключением являются резервные уплотнения) должны обеспечивать разницу между давлением камеры уплотнения и максимальным давлением насыщенного пара среды не менее чем 30%, или разницу между рабочей температурой продукта и запас рабочего температурного режима максимальной температуры перекачиваемой жидкости 20°С (36°F).
Насосы, в которых создаются небольшие перепады давления, и работающие в среде насыщенного пара, не удовлетворяют заданным условиям. Если условия работы камеры уплотнения не соответствуют требованиям, то изготовитель/поставщик уплотнения обязан:
а) подтвердить соответствие выбора уплотнения схеме промывки, которую выбирают в зависимости от жидкой среды;
б) рекомендовать надлежащие эксплуатационные условия камеры уплотнения (минимальное давление/максимальная температура), влияющие на способ установки уплотнения. В связи с введением указанных выше условий уплотнение должно непрерывно работать в течение 3 лет;
в) установить фланец корпуса или камеру уплотнения, снабженную вторым патрубком для промывочной жидкости, чтобы напрямую измерять давление в камере уплотнения;
г) снабдить оборудование системой распределенной промывки, если ограниченное пространство позволяет ее использование.
В процессе работы давление камеры уплотнения должно быть как минимум на 35 кПа ((0,35 бар) (5 фунт/psi)) выше атмосферного. Это важно, если давление всасывания насоса ниже атмосферного.
Заказчик/потребитель должен знать и другие критерии, которые обеспечивают надежность работы камеры уплотнения. Например, воду при температуре выше 82°С (180°F) необходимо охлаждать для поддержания определенных параметров смазывающей жидкости. Это указано в приложении А.
Примечание - Поддержание необходимого предела давления насыщенного пара контактных жидкостных уплотнений предохраняет уплотняющие поверхности от локализованного кипения технологической жидкости. Кипение перекачиваемой жидкости на уплотняющих поверхностях может привести к потере смазки и последующему разрушению уплотнения. Среды малой плотности негативно влияют на работу уплотнений, их применение требует частого ремонта уплотнения. Необходимые пределы давления насыщенного и запасом рабочего температурного режима продукта, обеспечивающие надежную работу оборудования, могут быть достигнуты за счет использования одного или нескольких методов, описанных ниже. Эти решения принимаются совместно с заказчиком/потребителем, изготовителем/поставщиком уплотнения и изготовителем/поставщиком насоса:
- понижение температуры жидкости камеры уплотнения путем охлаждения промывочной жидкости;
- повышение давления камеры уплотнения путем извлечения заднего изношенного кольца и закупоривания уравновешивающих отверстий лопастного колеса;
- использование внешней промывочной жидкости;
- повышение давления камеры уплотнения путем перекрывания зазора втулки дроссельной.
Понижение температуры промывочной жидкости (температура среды камеры уплотнения) предпочтительно использовать для нагнетания давления в камеру уплотнения путем перекрывания зазора дроссельной втулки. Износ втулки неизбежно приводит к снижению давления в камере уплотнения и увеличению пределов давления насыщенного пара.
В некоторых случаях применения уплотнений не требуется использовать сложные системы их промывки. Основным примером является использование охлаждающей воды. Если вода нагревается до 38°С (100°F), происходит выравнивание атмосферного давления насоса и давления уплотнительной камеры, что создает абсолютное давление насыщенного пара, равное 6,5 кПа ((0,065 бар) (0,94 фунт/psi)). Абсолютное давление насыщенного пара при температуре 58°С (136°F) должно равняться примерно 18,6 кПа ((0,186 бар) (2,7 фунт/psi). В камере уплотнения следует создать необходимый запас рабочего температурного режима для обеспечения длительного срока службы уплотнения без охлаждения промывочной жидкостью или дополнительного нагнетания давления в камеру уплотнения.
6.1.2.15 Дроссельные втулки, если они есть, должны быть заменяемыми. Они должны проектироваться так, чтобы их не могло вытеснить гидравлическое давление.
Дроссельные втулки должны использоваться для любых нижеприведенных целей вместе с соответствующими схемами промывки:
- для увеличения или уменьшения давления в камере уплотнения;
- для изолирования среды камеры уплотнения;
- для контроля потока, попадающего в камеру уплотнения или выходящего из нее.
Дополнительная информация, касающаяся использования дроссельных втулок приведена в приложении А.
6.1.2.16 При наличии рекомендации изготовителя уплотнения необходимо оснастить дроссельными втулками перекрытия зазора. Материалы и зазоры выбираются исходя из условий эксплуатации. Они должны быть одобрены заказчиком/потребителем.
6.1.2.17 Перечисленные в Листе данных фланцы корпуса и соединения камеры уплотнения должны иметь маркировку, выполненную в виде штамповки или литья. Обозначение, размер и место положения маркировки указаны в таблице 1 (рисунок 16 показывает относительное осевое положение технологических и атмосферных соединений). При необходимости, наряду с маркировкой, буквами I и О обозначается "вход" и "выход" соответственно. В горизонтальных насосах вертикаль крышки должна равняться 0°. В вертикальных насосах место подсоединения промывочной жидкости (F) должно также равняться 0°, в соответствии с рисунками 2-6. Если размер насоса или сальника не позволяет осуществить их присоединение, то изготовитель/поставщик уплотнения должен рекомендовать изготовителю/поставщику насоса включить необходимое присоединение в состав насоса или камеры уплотнения. При применении тангенциального отверстия для отвода жидкости, его место в камере уплотнения должно выбираться в соответствии с таблицей 1. Однако взаимосвязанные резьбовые соединения крышки сальника могут отличаться от тех, которые указаны в таблице 1. Отсутствие места для отводов и отверстий в зоне камеры уплотнения может потребовать от изготовителя/поставщика насоса их включения при поставке. Приложение Д определяет разделение обязанностей изготовителей/поставщиков уплотнений и насосов. Дифференцирование размеров уменьшает вероятность неправильной сборки оборудования особенно во время технического обслуживания на месте работ. Соединительные размеры и их место положения в насосах небольших объемов нельзя выбирать по таблице 1.
|
1 - сторона рабочей жидкости; 2 - сторона атмосферная
Рисунок 16 - Соединения системы трубопроводов торцового уплотнения
Таблица 1 - Обозначение и размеры резьбовых соединений фланца корпуса уплотнения или камеры уплотнения
Конфи- | Символ | Соединение | Располо- | Тип | Размер | Необходимые соединения | |
Категория 1 | Категория 2 и З | ||||||
1CW-FX | F | Промывочная жидкость | 0 | Технологический | 1/2 | 1/2 | Требуемое |
1CW-FL | FI | Промывочная жидкость (схема 23) | 180 | Технологический | 1/2 | 1/2 | WS |
FO | Выход рециркуляции (схема 23) | 0 | Технологический | 1/2 | 1/2 | WS | |
D | Дренаж | 180 | Атмосферный | 3/8 | 3/8 | Требуемое | |
Q | Промывка | 90 | Атмосферный | 3/8 | 3/8 | Требуемое | |
Н | Нагревание | - | Обслуживающий | 1/2 | 1/2 | WS | |
С | Охлаждение | - | Обслуживающий | 1/2 | 1/2 | WS | |
2CW-CW | F | Промывочная жидкость | 0 | Технологический | 1/2 | 1/2 | Заданное |
LBI | Вход буферной жидкости | 180 | Технологический | 1/2 | 1/2 | Заданное | |
LBO | Выход буферной жидкости | 0 | Технологический | 1/2 | 1/2 | Заданное | |
D | Осушка наружного уплотнения | 180 | Атмосферный | 3/8 | 3/8 | WS | |
Q | Промывка | 90 | Атмосферный | 3/8 | 3/8 | WS | |
2CW-CS | F | Промывочная жидкость | 0 | Технологический | 1/2 | 1/2 | Заданное |
FI | Промывочная жидкость (схема 23) | 180 | Технологический | 1/2 | 1/2 | WS | |
FO | Выход промывки (схема 23) | 0 | Технологический | 1/2 | 1/2 | WS | |
GBI | Вход буферной газовой жидкости | 90 | Технологический | 1/4 | 1/4 | WS | |
CSV | Вентилирующее отверстие резервного уплотнения | 0 | Технологический | 1/2 | 1/2 | Заданное | |
CSD | Осушка резервного уплотнения | 180 | Технологический | 1/2 | 1/2 | Заданное | |
D | Осушка наружного уплотнения | 180 | Атмосферный | 3/8 | 3/8 | WS | |
Q | Промывка | 90 | Атмосферный | 3/8 | 3/8 | WS | |
2NC-CS | GBI | Вход буферной газовой жидкости | 90 | Технологический | 1/4 | 1/4 | WS |
CSV | Вентилирующее отверстие резервного уплотнения | 0 | Технологический | 1/2 | 1/2 | Заданное | |
CSD | Осушка резервного уплотнения | 180 | Технологический | 1/2 | 1/2 | Заданное | |
D | Осушка наружного уплотнения | 180 | Атмосферный | 3/8 | 3/8 | WS | |
Q | Промывка | 90 | Атмосферный | 3/8 | 3/8 | WS | |
3CW-FB | F | Промывочная жидкость | 0 | Технологический | 1/2 | 1/2 | WS |
LBI | Вход затворной жидкости | 180 | Барьерный | 1/2 | 1/2 | Заданное | |
LBO | Выход затворной жидкости | 0 | Барьерный | 1/2 | 1/2 | Заданное | |
D | Осушка наружного уплотнения | 180 | Атмосферный | 3/8 | 3/8 | WS | |
Q | Промывка | 90 | Атмосферный | 3/8 | 3/8 | WS | |
3NC-FF | GBI | Промывочная жидкость | 0 | Технологический | 1/2 | 1/2 | WS |
GBO | Вход газовой затворной жидкости | 0 | Барьерный | 1/4 | 1/4 | Заданное | |
D | Выход газовой затворной жидкости | 180 | Барьерный | 1/2 | 1/2 | WS | |
Q | Осушка наружного уплотнения | 180 | Атмосферный | 3/8 | 3/8 | WS | |
Промывка | 90 | Атмосферный | 3/8 | 3/8 | WS | ||
V | Технологическое вентилирующее отверстие | 0 | Технологический | 1/2 | 1/2 | WS | |
| |||||||
6.1.2.18 Места резьбовых соединений должны закрываться сплошными заглушками, размеры которых определены [16]. Квадратные заглушки не должны применяться, так как они легко повреждаются в процессе монтажа или демонтажа. Все заглушки должны изготавливаться из того же материала, что и фланец корпуса. Для обеспечения герметичности резьба должна смазываться анаэробным материалом/герметиком. Лента PTFE, состоящая из компонентов, предохраняющих трубную резьбу, не должна использоваться в конструкции соединений фланца корпуса из-за биологического обрастания уплотнения.
Фланец корпуса и камера уплотнения категории 1 из-за ограниченности пространства не могут соответствовать данным требованиям стандарта на затворы. В этом случае должны применяться затворы с головкой под торцевой ключ.
Примечание 1 - В соответствии с [16] нельзя использовать полые или стержневые затворы, так как они легко разрушаются.
Примечание 2 - Головка заглушек труб мешает монтажу. Ее нельзя использовать в большинстве малых насосов категории 1, так как внутренний диаметр подшипника близок по размеру наружному диаметру фланца корпуса. Кроме того, головка затвора, вставляемого в порт камеры уплотнения, может мешать обратной стороне фланца корпуса из-за ограниченного пространства в осевом направлении.
6.1.2.19 Все насосные соединения и соединения систем трубопроводов должны выдерживать гидравлические испытания давлением на герметичность камеры уплотнения или фланца корпуса, к которой они прикреплены.
6.1.2.20 Фланец корпуса и/или камеры уплотнения контактных жидкостных уплотнений должны быть спроектированы таким образом, чтобы камера уплотнения и система трубопроводов были самопродуваемыми (вентилируемыми) в процессе запуска и эксплуатации. Все конструкции, за исключением схемы 23, требующие ручного вентилирования камеры уплотнения, должны согласовываться с заказчиком/потребителем. Применяются следующие правила:
а) В малых горизонтальных насосах, у которых нагнетательный патрубок расположен достаточно низко, невозможно добиться непрерывного увеличения промывочной жидкости в соответствии со схемой 11. В них соединения должны располагаться в технологическом трубопроводе напротив обратного клапана, если это согласовано заказчиком/потребителем.
б) Камера уплотнения или фланец корпуса должны иметь порт, расположенный выше уплотняющих поверхностей не менее чем на 3 мм (1/8 дюйма). Оно должно устранять захваченный газ в случае, если контактные жидкостные уплотнения расположены вертикально. Этот порт должен располагаться наверху камеры, в соответствии с рисунком 17. Они должны быть в обоих комплектах торцевых поверхностей конфигурации 2 (2CW-CW) и торцевой поверхности наружного уплотнения конфигурации 3 контактных жидкостных уплотнений при их вертикальном расположении.
|

Рисунок 17 - Камера уплотнения/фланец корпуса уплотнения вертикальных насосов
в) Горизонтальные или вертикальные насосы, работающие в соответствии со схемой промывки 23, или вертикальные насосы, работающие в соответствии со схемой промывки 11, 21, 31 и 41, должны быть снабжены отдельным вентилирующим соединением, находящимся в системе трубопроводов. У вертикальных насосов, работающих в соответствии со схемой промывки 2, должно предусматриваться вентилирующее соединение во фланце корпуса. Конструкции, кроме тех, которые предусматривают ручное вентилирование камеры уплотнения, должны быть согласованы заказчиком/потребителем.
г) Системы промывки уплотнения малого объема, которые из-за перепада давления в насосе имеют прямоток, не нуждаются в ручном вентилировании (неполная схема 11 или схема 13 для малых насосов), так как в них обеспечивается самовентилирование захваченным газом.
д) Необходимо использовать систему вентиляции камеры уплотнения в конфигурации 3 бесконтактных уплотнений перед запуском и эксплуатацией оборудования, чтобы избежать накопления газа в насосе.
6.1.2.21 Просверленные отверстия должны быть диаметром не менее 5 мм (3/16 дюйма).
6.1.2.22 Допуск по диаметру неподвижной дросселирующей втулки должен равняться не более 0,635 мм (0,025 дюйма) для втулок с диаметром до 50 мм (2 дюйма). Для больших диаметров максимальный допуск составляет 0,635 мм (0,025 дюйма) плюс 0,127 мм (0,005 дюйма) для каждых дополнительных 25 мм (1 дюйм) диаметра или его части.
6.1.2.23 Зазор плавающей дросселирующей втулки из углеродистой стали выбирается в соответствии с таблицей 2.
Таблица 2 - Зазоры по диаметру плавающей углеродистой дросселирующей втулки из углеродистой стали
Диаметр втулок | Максимальный допуск по диаметру при воздействии температуры прокачки | ||
миллиметр | дюйм | миллиметр | дюйм |
0-50 | 0-2,00 | 0,18 | 0,007 |
51-80 | 2,01-3,00 | 0,225 | 0,009 |
81-120 | 3,01-4,75 | 0,28 | 0,011 |
6.1.2.24 Если не определено ранее, то камеры уплотнения должны обеспечиваться нагревательными кожухами или вкладышами. Необходимость нагревания должна согласовываться между заказчиком/потребителем и изготовителем/поставщиком уплотнения.
6.1.2.25 Если это определено заказчиком/потребителем или рекомендуется изготовителем/поставщиком уплотнения, то в конфигурации 3 должна быть предусмотрена подача промывочной жидкости к стенкам камеры уплотнения. Некоторые компоновки конфигурации 3 требуют отделения промывочной жидкости из отдельных частей уплотнения для улучшения отвода тепла из внутреннего уплотнения. Токсичность и/или затрудненные условия также требуют использование промывочной жидкости в камере уплотнения в уплотнениях конфигурации 3.
6.1.2.26 Обеспечение устройства системой сливных кранов и системой подачи промывочной жидкости (через порт) должно соответствовать требованиям 5.1. Если недостаточно места для установки системы сливных кранов и системы подачи промывочной жидкости (через порт) на фланец корпуса, то их поставка находится в компетенции производителя насоса, при условии одобрения заказчиком/потребителем.
6.1.3 Втулка картриджного уплотнения
6.1.3.1 Втулка уплотнения должна поставляться изготовителем/поставщиком уплотнения. Втулка должна быть уплотнена с одного конца. Узел втулки уплотнения должен находиться за внешним торцом фланца корпуса.
Примечание - Утечка между валом и втулкой не является утечкой через торцовое уплотнение.
6.1.3.2 При изготовлении уплотнения диаметр вала должен иметь те же допустимые отклонения, что и вал насоса, и обеспечить посадку вала и втулки F7/h6 в соответствии с [11]. Это отклонение равно 0,020 мм (0,0008 дюйма) - 0,093 мм (0,0037 дюйма) для диапазона размеров уплотнений, указанных в данном стандарте, и изменяется в зависимости от диаметра. Это приведет к уменьшению биения втулки (в соответствии с рисунком 18) и обеспечит простоту монтажа/демонтажа. Сжатые диски, как правило, требуют более плотных посадок, и должны соответствовать критериям конструирования производителя (в соответствии с рисунком 19).
|

Рисунок 18 - Биение втулки уплотнения
|

Рисунок 19 - Крепление втулки уплотнения обжимным диском
ГОСТ 32601 предусматривает отклонения диаметра вала h6, однако в особых случаях насосы поставляются с другими отклонениями диаметра вала. В таких случаях изготовитель/поставщик уплотнения должен гарантировать подходящую посадку.
6.1.3.3 Втулка должна иметь упор (или упоры), чтобы установить вращающийся упругий элемент без перекосов.
6.1.3.4 Если иное не указано, то в качестве устройств герметизирующего элемента вала и втулки должны быть использованы резиновые уплотнительные кольца с круглым сечением или гибкие графитовые кольца. Металлические устройства герметизации часто ненадежны, повреждают вал и усложняют демонтаж. Устройства герметизации должны быть мягче вала.
6.1.3.5 Кольцо круглого сечения, уплотняющее втулку относительно вала насоса, должно быть расположено со стороны рабочего колеса. В случае, если втулка проходит над резьбой, необходимо обеспечить зазор между резьбой и внутренним диаметром кольца круглого сечения не менее 1,6 мм (1/16 дюйма), а переход диаметра должен быть с закругленной фаской (см. 6.1.1.9) для предохранения уплотнительного кольца от повреждения.
Примечание - Такое расположение препятствует попаданию рабочей жидкости под втулку и облегчает демонтаж.
6.1.3.6 Устройства герметизации вала и втулки, расположенные на наружном конце втулки, должны быть зафиксированы между втулкой и валом.
Примечание - Упругий графит обычно используется в металлических сильфонных уплотнениях, расположенных на внешнем конце втулки.
6.1.3.7 Минимальная радиальная толщина втулки в самом узком сечении должна быть равна 2,5 мм (0,100 дюйма) (например, под пазами установочной пластины уплотнения).
Толщина втулки в местах установки стопорных винтов должна выбираться в соответствии с таблицей 3.
Примечание 1 - Необходимая толщина втулки в местах расположения установочных винтов предотвращает искривление втулки, связанное с натяжением стопорных винтов.
Примечание 2 - Чрезмерно тонкие втулки легко искривляются.
Таблица 3 - Минимальная толщина втулки в местах установки стопорных винтов
Диаметр вала | Минимальная радиальная толщина втулки | ||
миллиметр | дюйм | миллиметр | дюйм |
<57 | <2,250 | 2,5 | 0,100 |
57-80 | 2,250-3,250 | 3,8 | 0,150 |
>81 | >3,250 | 5,1 | 0,200 |
6.1.3.8 Втулка должна быть изготовлена на станке и пройти чистовую обработку по всей длине, таким образом, чтобы соосность внутреннего отверстия и наружного диаметра была не более 25 мкм (0,001 дюйма) TIR.
6.1.3.9 Втулки должны быть разгружены по внутреннему диаметру, оставляя место для подгонки каждого конца.
Примечание - Разгружение по внутреннему диаметру облегчает монтаж и демонтаж при заданных тугих посадках.
6.1.3.10 Поводковое кольцо ведущего фланца должно проходить через отверстия с гарантированным зазором, если втулка разгружена. Для насосов с подшипниками вал должен быть разгружен в области между подшипниками.
Примечание - Если стопорные винты перетянуты на валу, то металл вала деформируется. Если повреждение происходит под втулкой, то оно не может быть исправлено без извлечения втулки. Для насоса с подшипниками, необходимо провести натяжение втулки по всей длине, чтобы избежать повреждение данной области вала. Это может привести к нарушению целостности поверхности вала втулки или иному повреждению. Проблема менее серьезна для консольных насосов, где натяжение необходимо по малой длине втулки для предотвращения повреждений.
6.1.3.11 Поводковое кольцо ведущего фланца должно иметь достаточную твердость, чтобы надежно врезаться в вал. Изготовитель/поставщик насоса и уплотнения должен гарантировать определенную относительную твердость между валом насоса и стопорными винтами ведущего фланца. Это указано в приложении Д.
6.1.3.12 Конструкции, содержащие девять или более поводковых колец, для приведения в действие и/или осевого размещения втулки требуют согласования заказчика/потребителя.
Использование засверловки отверстия на валах консольных насосов не рекомендуется, поскольку это увеличивает напряжение, которое может снизить усталостную стойкость вала.
Засверловка отверстий может быть выполнена только после осевого расположения вала. Отверстия должны быть просверлены в соответствии с отверстиями для поводкового кольца на ведущем фланце так, чтобы не произошло искажения кольца или втулки при затяжке стопорных винтов.
Примечание 1 - При увеличении размера вала и давления на уплотнении увеличивается осевая сила на втулки (давление усиливается в соответствии с площадью). При увеличении количества поводковых колец уменьшается дополнительное усилие, которому будут противостоять поводковые кольца.
Примечание 2 - Углубления для стопорных винтов, просверленные в вале насоса, будут являться упорными выступами, если они не будут закруглены фаской. Этот упорный выступ повредит гибкий графит вторичного уплотнения и может повредить уплотнительные кольца с круглым сечением.
Примечание 3 - При замене уплотнения невозможно использовать существующую ранее засверловку отверстий.
6.1.3.13 Кроме стопорных винтов осевого позиционирования и приведения в действие втулки, могут применяться и другие устройства, если это рекомендуется производителем уплотнения или насоса и согласовано с заказчиком/потребителем (например, сжимающий диск, изображенный на рисунке 19, или разрезное кольцо, помещающееся в паз вала (в соответствии с рисунком 20)).
|

Рисунок 20 - Крепление втулки уплотнения разрезным кольцом
Примечание - Эти конструкции дорогостоящие и используются только на неэкономичных насосах. Использование этих конструкций помогает избежать повреждения вала из-за образования углублений для установочных винтов с цилиндрическим концом на валу. Они образуются при воздействии высоких осевых нагрузок на втулку.
6.1.4 Ответные кольца
6.1.4.1 Элемент, препятствующий вращению, должен быть сконструирован так, чтобы минимизировать искажение уплотняющих поверхностей. Зажимы торцевых поверхностей не должны использоваться, если не одобрены заказчиком/потребителем (в соответствии с рисунком 21).
|

Рисунок 21 - Фиксация поверхностей
Примечание - Необходимо использовать плоские уплотняющие поверхности для получения хороших рабочих характеристик уплотнения. Фиксирующие кольца легко деформируются.
6.1.4.2 Ответное кольцо и его размещение во фланце корпуса должно быть спроектировано так, чтобы облегчить охлаждение кольца и избежать его деформацию из-за нагрева.
Примечание - Ответные кольца, установленные глубоко в фланце корпуса, имеют минимальный контакт с перекачиваемой жидкостью и плохо охлаждаются. Возникающие перепады температуры могут вызвать деформацию уплотнительных поверхностей.
6.1.5 Упругие элементы
6.1.5.1 Уплотнение типа А должно быть снабжено пружиной, если иное не указано.
Примечание 1 - Уплотнения с системой пружин более компактны в осевом направлении, чем уплотнения с одной пружиной. Широкую область применения находят сдвоенные уплотнения. Система пружин обеспечивает большую нагрузку.
Примечание 2 - В уплотнениях с одной пружиной необходимо добавить 6 мм (0,25 дюйма) - 13 мм (0,5 дюйма) по осевому пространству уплотнения. Среди одинарных уплотнений уплотнение с одной пружиной имеет свои преимущества и недостатки. Одна пружина обладает меньшей жесткостью при той же нагрузке на торцевую поверхность. Это делает пружину устойчивой к осевому смещению (погрешности в осевом регулировании уплотнения). Данное преимущество отсутствует во втулках картриджных уплотнений. При работе в коррозионных условиях диаметр проволоки и пружины должен быть больше для обеспечения большего допуска на коррозию.
6.1.5.2 Чтобы не снижать уровень герметичности, упругие элементы не должны располагаться на неподвижных соединениях.
Это означает, что конструкции вращающихся уплотняющих колец, расположенных на неподвижных соединениях, запрещены, поскольку они имеют неудерживающую скользящую посадку в узле упругого элемента. Приемлемыми являются конструкции, которые удерживают уплотняющее кольцо посадкой с натягом и/или прокладкой.
6.1.6 Материалы
6.1.6.1 Общие сведения
6.1.6.1.1 Составные части уплотнения вала должны быть сделаны из материалов, описанных в 6.1.6.2-6.1.6.9, если иное не указано в технических спецификациях.
Примечание - Правильный подбор материала важен для надежной работы торцового уплотнения. Подбор материала зависит от характеристик среды, с которой он входит в контакт. Основными параметрами являются такие величины как рабочая температура, давление, скорость, вязкость и химическая совместимость. Заказчик/потребитель должен согласовать с изготовителем/поставщиком уплотнения совместимость этих материалов с условием эксплуатации.
6.1.6.1.2 Подходящие или альтернативные материалы, рекомендуемые для применения, должны быть указаны в предложении изготовителя уплотнения.
6.1.6.1.3 Все предлагаемые материалы должны быть идентифицированы в соответствии с номерами применяемых спецификаций, например, ISO, EN, ASTM и т.д. и маркой материала. Если отсутствует обозначение, то по запросу заказчика/потребителя должна быть предоставлена спецификация на материалы с указанием физических свойств, химического состава и результатов испытаний.
6.1.6.2 Уплотняющие поверхности
6.1.6.2.1 Каждое уплотнение должно состоять из уплотняющего и ответного колец.
6.1.6.2.2 За исключением указанного в 6.1.6.2.4 одно из колец должно быть высококачественным, из графита с сопротивлением образованию раковин, специальной обработки для уменьшения износа, обладающее химической стойкостью и минимальным порообразованием в соответствии со сроками службы.
6.1.6.2.3 Для уплотнений категории 2 и категории 3 одно из колец должно быть сделано из реакционно-связанного карбида кремния (RBSiC). Если иное не указано, то должен использоваться самосвязанный карбид кремния (SSSiC). Если применимы несколько сортов этих материалов, то изготовитель/поставщик должен определить тип карбида кремния, предлагаемого в каждом случае.
Для уплотнений категории 1 одно из колец должно быть SSSiC. Если иное не указано, то должен быть предложен RBSiC. Так как существует несколько видов материалов, изготовитель/поставщик должен определить вид карбида кремния, предлагаемого для каждого конкретного случая.
Примечание - В Б.3 приведено руководство, связанное с изготовлением и применением RBSiC и SSSiC.
6.1.6.2.4 Абразивность, вязкость и условия высокого давления могут потребовать двух твердых материалов. Для таких условий уплотняющее кольцо и ответное кольцо должны быть из карбида кремния, если иное не указано. Другие твердые материалы, упрочняющие поверхность, SSSiC, RBSiC и карбид вольфрама широко используются, и могут применяться при одобрении заказчика/потребителя (Б.4 для дальнейшего руководства).
Изготовитель/поставщик уплотнения должен представлять информацию о поведении комбинаций материалов при проведении испытаний на воде и рабочих жидкостях.
Заказчик/потребитель должен знать о потенциальной несовместимости некоторых материалов уплотняющей поверхности в течение заводских испытаний насоса из-за контакта с испытательной жидкостью и водой.
Примечание - В соответствии с Б.4 подбирается оптимальная комбинация твердых материалов торцевой поверхности.
6.1.6.2.5 Уплотнительные кольца и ответные кольца должны быть сделаны из однородного материала, за исключением стойких к износу материалов, таких как карбид кремния или карбид вольфрама, которые могут быть усилены с помощью покрытия. Наплавки или покрытия не должны использоваться в качестве единственных средств сопротивления износу.
Примечание - Ограничения по температуре для материалов уплотняющей поверхности перечислены в Б.2.
6.1.6.3 Втулки уплотнений
Если иное не указано, то в соответствии с Б.1 уплотнительные втулки должны быть сделаны из нержавеющей стали AISI тип 316 (10X17Н13М2), 316L (03Х17Н14М3) или 316Ti (10Х17Н13М2Т) или эквивалентной. Допускается иное по согласованию с заказчиком.
6.1.6.4 Пружины
Уплотнения с комплектом пружин должны быть сделаны из сплава С-276 (ХН65МВ), если иное не указано. Одинарные спиральные пружины должны быть сделаны из нержавеющей стали AISI тип 316 (10Х17Н13М2).
Допускается иное по согласованию с заказчиком.
Примечание - Толщина поперечного сечения пружины должна быть учтена при подборе материала. Более тяжелые в поперечном сечении пружины, такие как установленные в уплотнениях с одной пружиной, не являются склонными к коррозионному растрескиванию под напряжением, по сравнению с пружинами более тонкого поперечного сечения, которые установлены в уплотнениях с комплектом пружин. Например, сплав С-276 (ХН65МВ) - наиболее подходит для уплотнений с комплектом пружин, тогда как нержавеющая сталь AISI Тип 316 (10Х17Н13М2) может быть применена только в некоторых случаях использования одной пружины.
6.1.6.5 Компоненты вторичного уплотнения
6.1.6.5.1 Уплотнительные кольца с круглым сечением должны быть изготовлены из фторкаучука (FKM), если иное не указано. Температурные ограничения для эластомеров приведены в В.5.
6.1.6.5.2 Уплотнителыные кольца с круглым сечением должны изготавливаться из фторкаучука (FKM), если рабочая температура или химическая несовместимость не позволяют применить перфторкаучук (FFKM), если иное не указано. В Б.6 приведены дополнительные разъяснения.
Если стоимость FFKM высока и/или рабочие характеристики FFKM не отвечают требованиям заказчика/потребителя, то могут быть использованы альтернативные материалы вторичных уплотнений такие как: уплотнительные кольца с круглым сечением, покрытые тетрафторэтиленом (TFE), твердый TFE уплотняющий элемент (обычно с пружиной внутри), нитрильный каучук (NBR), гидрогенизируемый нитрильный каучук (HNBR), резина на основе пропилен/диен этиленного каучука (EPM/EPDM) и гибкий графит. Подбор подходящих материалов должен быть обоснован опытом эксплуатации и его стоимостью.
6.1.6.5.3 Если ограничения по температуре или химическому взаимодействию эластомеров превышены, то вторичные уплотнения изготавливают из гибкого графита, если иное не указано.
6.1.6.6 Металлический сильфон
Металлический сильфон должен быть изготовлен из сплава С-276 (ХН65МВ) для уплотнений типа В и сплава 718 (ЭП666) для уплотнений типа С, если иное не указано.
6.1.6.7 Фланец корпуса
6.1.6.7.1 Фланец корпуса насосов из сплава должен быть изготовлен из того же сплава, что и корпус, учитывая коррозийную стойкость и механические свойства. Фланец корпуса для других насосов должен быть из нержавеющей стали [AISI тип 316, 316L или 316Тi, или эквивалентный (в соответствии с Б.1)]. Если не указано иное.
6.1.6.7.2 Подвижные и неподвижные элементы вторичного уплотнения должны быть изготовлены из материала, выбранного в соответствии с 6.1.6.5.1 и 6.1.6.5.2, если иное не предусмотрено. Фланец корпуса уплотнительной камеры должна быть обеспечена* прокладкой в виде уплотнительного кольца с круглым сечением при условиях работы ниже 175°С (350°F). Если температура выше 175°С (350°F), должны применяться спиральные прокладки, сделанные из графита AISI 304 или нержавеющей стали AISI 316.
___________________
* Текст документа соответствует оригиналу. - .
Примечание - Спиральные прокладки требуют определенный момент затяжки болтов, необходимый для полного сжатия. 6.1.2.7 касается требований по завинчиванию болтов спиральных прокладок.
6.1.6.8 Прикрепляемые болтами камеры уплотнения
6.1.6.8.1 Камеры уплотнения прикрепляемые болтами, для насосов из легированных сплавов, должны быть изготовлены из того же сплава, что и корпус, или материалов, обладающих высокой коррозийной стойкостью и механическими свойствами. Камеры уплотнения для других насосов должны быть изготовлены из нержавеющей стали [AISI тип 316 (10Х17Н13М2), 316L (03Х17Н14М3) или 316Ti (10Х17Н13М2Т), или эквивалентной (в соответствии с Б.1)], если иное не указано.
Заказчик/потребитель должен учитывать свойства теплового расширения материалов, чтобы избежать температурных напряжений, прикрепляемых болтами камеры насосов и крепежа в условиях высоких температур.
6.1.6.8.2 Материалы прокладки камеры уплотнения и его корпуса должны соответствовать 6.1.6.7.2.
6.1.6.9 Прочие детали
6.1.6.9.1 Детали, удерживаемые пружиной, ведущие штыри, штифты, препятствующие вращению, и внутренние стопорные винты должны соответствовать по прочности и коррозионной стойкости нержавеющей стали AISI тип 316 (см. В.1), если не указано другое.
6.1.6.9.2 Изготовитель/поставщик насоса и уплотнения должен гарантировать необходимую коррозионную стойкость внешних составляющих привода для определенных условий эксплуатации (в соответствии с приложением Д). Так, стопорные винты (при наличии) должны обладать определенной твердостью и конструкцией, чтобы выдерживать нагрузки. Кроме того, используется засверловки отверстия, разрезные кольца или сжимающие диски. Все это перечислено в 6.1.3.12 и 6.1.3.13.
Если стопорные винты из закаленной углеродистой стали не подходят для условий эксплуатации, то необходимо предоставить другой стопорный винт, изготовленный из выкристаллизованной закаленной нержавеющей стали 17-4.
6.1.6.10 Сварка
6.1.6.10.1 Проведение ремонта с применением сварки трубопроводов, деталей, работающих под давлением, вращающихся частей оборудования и других деталей, сопровождается проверкой неоднородности металлических сварных швов в соответствии с [17] и [18] или [19]. Металлические сильфонные уплотнения с аксиально неподвижным вторичным уплотнением не попадают под это требование, так как они изготовлены другим способом.
6.1.6.10.2 Изготовитель/поставщик несет ответственность за качество сварных швов и ведение ремонтных работ. Он должен гарантировать, что сварные швы термически обработаны и проверены методами неразрушающего контроля на прочность в соответствии к применимым процедурам. Сварные швы, после ремонта, должны быть проверены теми же методами неразрушающего контроля, что и первоначально. Проверка деталей из нержавеющей стали должна быть осуществлена, как минимум, с помощью проникающей жидкости, а деталей из черных металлов - магнитными частицами.
6.1.6.10.3 Сварка элементов конструкции, на которые не воздействует давление (опорных плит, ненапорной системы трубопроводов, обшивка и панель управления) должна быть выполнена в соответствии с [20], если иное не указано.
6.1.6.10.4 Корпуса, работающие под давлением, изготовленные из кованых материалов или комбинаций кованых и литых материалов, должны соответствовать условиям, указанным в перечислениях а)-г). Это касается и сварных камер уплотнения, прикрепляемых болтами.
а) Кромка листов должна быть обследована магнитными частицами или с помощью проникающей жидкости в соответствии с [9], раздел 1, UG-93 (d) (3).
б) Сварные швы должны быть проверены магнитными частицами/проникающей жидкостью после удаления им срезки дефектной части шва, его дополнительной проварки и термической обработки, которая проводится после сварки.
в) Сварные швы, находящиеся под давлением (сварные швы, соединяющие корпус с фланцами), должны быть полностью проварены.
г) Составные части, находящиеся под давлением (независимо от их толщины), должны быть термически обработаны после проведения сварки.
6.1.6.10.5 Сварные соединения частей, работающих под давлением, должны быть проконтролированы следующим образом:
а) В дополнение к 6.1.6.10.1, если указано, должна быть выполнена стопроцентная рентгенография сварных швов, проверка их магнитными частицами, ультразвуковой контроль или проверка проникающей жидкостью.
б) Вспомогательная система трубопроводов, приваренная к частям, изготовленные из легированной стали и работающим под давлением, должна быть изготовлена из материала с теми же свойствами, как и материал корпуса, или должна быть изготовлена из низкоуглеродистой аустенитной нержавеющей стали. Другие материалы, совместимые с материалом корпуса и подходящие для условий применения, могут использоваться по согласованию заказчика/потребителя.
в) Термическая обработка сварных труб должна проходить после сварочных работ.
г) Если иное не указано, то сварные конструкции должны быть одобрены заказчиком/потребителем до изготовления. В чертежах должны быть указаны конструкции сварного шва, размер, электроды, а также предварительная и последующая термическая обработка.
д) Все сварные швы должны быть термически обработаны в соответствии с методами, описанными в [8] или [9].
6.1.6.11 Условия низких температур
6.1.6.11.1 Для рабочих температур ниже минус 29°С (минус 20°F) или, если указано, для других низких температур окружающей среды, стали должны обладать свойствами, определенными в 6.1.6.11.2-6.1.6.11.6.
Примечание - Также в соответствии с Б.5, в котором приведены предельные температуры для эластомеров.
6.1.6.11.2 Во избежание охрупчивания материала конструкций при низких температурах он должен быть выбран для минимальной температуры в соответствии со сводами правил и другими определенными требованиями. Заказчик/потребитель и изготовитель/поставщик должны обсудить условия транспортирования, монтажа, пусконаладки, испытаний и обслуживания оборудования.
Следует придерживаться одобренной практики конструирования при подборе методов изготовления, технологий сварки и материалов стальных составных частей, работающих под давлением при температуре ниже температуры пластично-хрупкого фазового перехода. Опубликованное допускаемое напряжение конструкции из металлических материалов в таких документах, как свод правил на котлы и сосуды под давлением ASME, основывается на минимальных прочностных свойствах. Некоторые стандарты не проводят различие между кипящими, полуспокойными, спокойными горячекатаными и нормализованными материалами, и при этом они не принимают во внимание, были ли материалы изготовлены по технологии мелкозернистой или крупнозернистой стали. Изготовитель/поставщик должен тщательно подбирать материал, предназначенный для условий работы от минус 30°С (минус 20°F) до 40°С (100°F).
6.1.6.11.3 Стали, работающие под давлением, при температуре металла конструкции ниже минус 29°С (минус 20°F), должны пройти испытание на V-образный удар Шарпи основного металла и сварного соединения, если это не исключено в соответствии с [9], раздел 1, UHA-51. Результаты испытания на удар должны соответствовать техническим условиям [9], раздел 1.
6.1.6.11.4 Детали из углеродистой и низколегированной стали, работающие под давлением при температуре металла конструкции от минус 30°С (минус 20°F) до 40°С (100°F), должны пройти испытание на ударную вязкость следующим образом:
а) Испытание на ударную вязкость не требуется для деталей с основной толщиной (в соответствии с 6.1.6.11.5) не более 25 мм (1 дюйм).
б) Детали с толщиной (в соответствии с 6.1.6.11.5) более 25 мм (1 дюйм) испытываются на ударную вязкость в соответствии с [9], раздел 1, UCS-66. Минимальную температуру металла конструкции без испытания на ударную вязкость можно снизить в соответствии с [9], раздел 1, рисунок UCS-66.1. Если материал не испытывается, то результаты проведенных испытаний на V-образный удар Шарпи должны удовлетворять минимальным требованиям по силе удара в соответствии с [9], раздел 1, UG-84.
6.1.6.11.5 Основная толщина, выбираемая в соответствии с проведенными испытаниями на ударную вязкость, должна быть больше:
а) номинальной толщины наибольшего стыкового сварного шва;
б) наибольшего номинального размера секции конструкции, сдерживающей давление, исключая:
- секции опор (основания или выступы),
- секции конструкции (камеры уплотнения или кожухи);
в) одной четвертой номинальной толщины фланца, включая фланец корпуса и фланцы камеры уплотнения.
6.1.6.11.6 Заказчик/потребитель должен выявить минимальную температуру металла конструкции, определяющую требования к испытанию на ударную вязкость.
Примечание - Обычно, это минимальная температура окружающей среды или минимальная температура перекачиваемой жидкости. Необходимо выбрать меньшую температуру. Заказчик/потребитель может определить минимальную температуру металла конструкции, основываясь на характеристике насоса, такой как самоохлаждение при уменьшении давления.
6.2 Требования к конструкции (категория-специфика)
6.2.1 Уплотнения категории 1
6.2.1.1 Общая информация (категория 1)
В разделе 4 приведены сведения о конструкции уплотнения категории 1. Информация, представленная в этом разделе, является дополнительной в связи с особенностями конструкции, отличающимися от обычного уплотнения (в соответствии с 6.1).
6.2.1.2 Камера уплотнения и фланец корпуса уплотнения (категория 1)
6.2.1.2.1 Уплотнения конфигурации 1 и 2 с подвижными упругими элементами должны обладать системой промывки (круговой или многоходовой), если иное не указано или требуется в соответствии с 6.1.2.14. Устройство, подающее промывочную жидкость к уплотнению, должно располагаться таким образом, чтобы максимизировать однородность промывки и улучшить охлаждение уплотняющих поверхностей. Для многоходовых систем необходимо использовать отверстия с минимальным диаметром 3 мм (1/8 дюйма). Проходы системы промывки уплотнения должны быть сконструированы так, чтобы они могли легко очищаться, в соответствии с рисунком 22.
Примечание - Системы распределенной промывки отсутствуют в неподвижном упругом элементе одинарных или сдвоенных уплотнений, так как это усложняет и удорожает конструкцию. Кроме того, уплотняющие поверхности одинарных уплотнений с упругим элементом находятся в таком положении в камере уплотнения, где происходит смешивание, что необходимость распределения промывочной жидкости снижается.
|

1 - распределитель промывочной жидкости
Рисунок 22 - Система распределения промывочной жидкости уплотнения
6.2.1.2.2 Все сопряженные соединения между фланцем корпуса, камерой уплотнения, корпусом уплотнения и кожухом насоса должны иметь герметичные прокладки. Сжатие прокладки (например, уплотнительного кольца с круглым сечением или спиральной прокладки) должно контролироваться при контакте с металлическими поверхностями фланца корпуса и торцевой поверхностью камеры уплотнения. Конструкция соединения должна предотвращать выталкивание прокладки во внутреннюю полость камеры уплотнения, так как это может помешать охлаждению уплотнения. Если это не выполняется, то заказчику/потребителю должна быть представлена для согласования альтернативная конструкция уплотнительной крышки, в соответствии с рисунком 23.
Примечание - Для снижения биения необходимо, чтобы уплотняющие поверхности и вал располагались перпендикулярно.
|
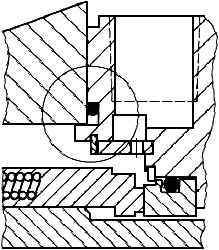
а) Уплотнительное кольцо с круглым сечением
|

б) Спиральная прокладка
Рисунок 23 - Сопряженные соединения уплотнений
6.2.2 Уплотнения категории 2
6.2.2.1 Общая информация (категория 2)
Настоящий пункт содержит детали конструкции уплотнений категории 2, как это описано в разделе 4. Специальная информация является дополнением к особенностям конструкции обычного уплотнения, рассмотренного в 6.1.
6.2.2.2 Камера уплотнения и фланец корпуса (категория 2)
6.2.2.2.1 Уплотнения конфигурации 1 и 2 с подвижными упругими элементами должны обладать распределенной системой промывки (круговой или многоходовой), если не указано иное или требуется в соответствии с 6.1.2.14. Конфигурация системы подачи промывочной жидкости к уплотнению должна быть расположена так, чтобы максимизировать однородность и степень охлаждения уплотняющих поверхностей. Для многоходовых систем должны использоваться отверстия с минимальным диаметром 3 мм (1/8 дюйма). Проходы системы промывки уплотнения должны быть разработаны так, чтобы они могли очищаться. Это показано на рисунке 22.
Примечание - Системы распределенной промывки отсутствуют в неподвижном упругом элементе одинарных или сдвоенных уплотнений, так как это усложняет и удорожает конструкцию. Кроме того, уплотняющие поверхности одинарных уплотнений с упругим элементом расположены в камере уплотнения, где происходит смешивание, таким образом, что необходимость распределения промывочной жидкости снижается.
6.2.2.2.2 Все сопряженные соединения между фланцем корпуса, камерой уплотнения, корпусом уплотнения и кожухом насоса должны иметь герметичную прокладку. Сжатие прокладки (например, уплотнительного кольца с круглым сечением или спиральной прокладки) должно контролироваться при контакте с металлическими поверхностями с фланцем корпуса и торцевой поверхностью камеры уплотнения. Конструкция соединения должна предотвращать выталкивание прокладки во внутреннюю полость камеры уплотнения, так как это может помешать охлаждению уплотнения. Если это не выполняется, то заказчику/потребителю должна быть представлена для согласования альтернативная конструкция фланца корпуса, в соответствии с рисунком 23.
Примечание - Для снижения биения необходимо, чтобы уплотняющие поверхности и вал располагались перпендикулярно.
6.2.2.3 Втулки картриджного уплотнения (категория 2)
6.2.2.3.1 Размеры стандартных уплотнений должны соответствовать валу с разницей не более 10 мм.
6.2.2.3.2 При передаче вращения через шпонку, шпонка должна быть прочно закреплена на валу. Это показано на рисунке 24.
Примечание - Глубоко посаженные на вал шпонки, в сальниковых камерах, трудно извлекаются.
|

Рисунок 24 - Крепление шпонки к валу
6.2.3 Уплотнения категории 3
6.2.3.1 Общая информация (категория 3)
Настоящий подпункт содержит детали конструкции уплотнений категории 3, как это описано в разделе 4. Специальная информация является дополнением особенностей конструкции обычного уплотнения, рассмотренного в 6.1. Информация о категории 2 из 6.2.2 касается и уплотнений категории 3, за исключением дополнений настоящего подпункта.
6.2.3.2 Камера уплотнения и фланец корпуса (категория 3)
Уплотнения категории 3 конфигурации 1 и 2 с подвижными элементами должны иметь распределенную систему промывки (круговую или многоходовую). Конфигурация системы подачи промывочной жидкости к уплотнению должна быть расположена так, чтобы максимизировать однородность и степень охлаждения уплотняющих поверхностей. Для многоходовых систем должны использоваться порты с минимальным диаметром 3 мм (1/8 дюйма). Проходы системы промывки уплотнения должны быть разработаны так, чтобы они могли очищаться. Это показано на рисунке 22.
Примечание - Во многих случаях эффективная работа уплотнения зависит от систем распределенной промывки. Они увеличивают отвод тепла от уплотняющих поверхностей и гарантируют образование пленки, для предотвращения возникающих тепловых напряжений на упругих элементах уплотнений. Системы распределенной промывки отсутствуют в неподвижном упругом элементе одинарных или сдвоенных уплотнений, так как это усложняет и удорожает конструкцию. Кроме того, уплотняющие поверхности одинарных уплотнений с упругим элементом расположены в камере уплотнения, где происходит смешивание, таким образом, что необходимость распределения промывочной жидкости снижается.
7 Специальные конфигурации уплотнения
7.1 Уплотнения конфигурации 1
7.1.1 Втулки уплотнения
Втулки уплотнения должны быть цельными.
7.1.2 Камера уплотнения и фланец корпуса
7.1.2.1 Если иное не указано, то:
а) стационарная углеродная дросселирующая втулка должна быть установлена во фланце корпуса уплотнения категории 1;
б) стационарная искробезопасная металлическая втулка должна быть установлена во фланце корпуса уплотнения категории 2;
в) углеродистая дросселирующая втулка с малым зазором (плавающая) должна быть установлена во фланце корпуса уплотнения категории 3.
Дросселирующие втулки должны противодействовать резкому увеличению давления, чтобы свести к минимуму утечку в случае разрушения уплотнения. Могут быть также предоставлены альтернативные устройства контроля утечки.
Втулки должны иметь размеры, необходимые для учета теплового расширения вала.
Примечание - Материал углеродной втулки подходит для химической и перерабатывающей промышленности, но он более чувствителен к удару чем искробезопасная металлическая втулка. Уплотнения категории 2 подходят для камер уплотнения в соответствии с ГОСТ 32601 и используются в нефтеперерабатывающей промышленности. PTFE (и PTFE графитовые композиты) является менее подходящим материалом для втулки, так как он склонен к тепловому расширению и не возвращается сам в исходное состояние.
7.1.2.2 В состав уплотнений категории 1 и 2 входит углеродная дросселирующая втулка с малым зазором (плавающая), если иное не указано.
7.1.2.3 Элементы подачи промывочной жидкости, спуска и осушки необходимо закрыть пробками, если иное не указано. Пробки резьбовых соединений должны быть выполнены в соответствии с 6.1.2.18.
7.2 Уплотнения конфигурации 2
7.2.1 Общие положения
7.2.1.1 Если иное не указано, то внутреннее уплотнение должно быть контактным жидкостным уплотнением (2CW-CW или 2CW-CS). Внутреннее уплотнение должно быть спроектировано так, чтобы обладать свойством внутреннего (обратного) баланса и противостоять обратному перепаду давления до 0,275 МПа ((2,75 бар) (40 фунт/psi)) без открывания или перемещения составных частей.
Примечание - Давление корпуса уплотнения обычно меньше, чем давление камеры внутреннего уплотнения. Корпус уплотнения соединяется через сопло с системой улавливания паров для выравнивания давления, к которой она подключена. Система улавливания паров никогда не достигает манометрическое давление 0,275 МПа ((2,75 бар) (40 фунт/psi)) даже при условиях сбоя.
7.2.1.2 Если иное не указано, то должно быть предоставлено бесконтактное внутреннее уплотнение (2NC-CS).
Примечание - В конструкции бесконтактных внутренних уплотнений используются волнистые или в виде борозд поверхности, которые могут обеспечивать надлежащую работу в жидкости и на газовой среде. Часто трудно обеспечить необходимое выравнивание давления пара при герметизации, когда уплотнение избавляют от высоко-насыщенного пара или смешанного пара, появляющегося на контактных влажных поверхностях. Бесконтактное внутреннее уплотнение позволяет выбрать метод герметизации жидкости/газовой смеси, позволяя продукту просачиваться в газ через уплотняющие поверхности, эффективно используя внутреннее уплотнение бесконтактной конструкции в качестве газового затвора. Скорость утечки из бесконтактной конструкции обычно более высокая, чем для конструкции контактного влажного уплотнения.
7.2.1.3 Если иное не указано, то контактное резервное уплотнение должно использоваться с жидкими буферными системами, а бесконтактное уплотнение, если жидкая буферная система не поставляется.
Конструкция торцевой поверхности контактного герметичного уплотнения может быть использована в работе с газовой буферной системой, если рекомендуется производителем и одобрено заказчиком/потребителем.
Торцовые поверхности внутреннего и наружного уплотнений являются контактными, если поставляется жидкая буферная система. Для газовых буферных систем могут применяться контактные или бесконтактные торцовые уплотнения.
Примечание - Бесконтактные уплотнения используют специальную конфигурацию торцевой поверхности волнистые, виде борозд для обеспечения отрыва уплотняющих поверхностей. Для сравнения с контактными "сухими" герметичными уплотнениями, бесконтактные торцевые поверхности:
а) имеют более низкий износ при эксплуатации;
б) более стойки к "абсолютно сухой" буферной газовой окружающей среде;
в) могут выдерживать более высокие окружные скорости вращения и перепады давления.
Конструкции контактных уплотнений обеспечивают минимальную утечку паров и жидкостей. Конструкции стандартных заводских сухих уплотнений для непрерывного режима работы ограничены по давлению, которое ниже манометрического давления 0,07 МПа ((0,7 бар) (10 фунт/psi)). Однако конструкции подходят при непрерывной работе для газовой окружающей среды паров при непрерывной работе с отклонением манометрического давления до 0,275 МПа ((2,75 бар) (40 фунт/psi)), чтобы позволить изменяться давлению системы улавливания паров. Силы трения и износ при трении зависят от скорости вала, давления корпуса уплотнения и свойств пара, от которого герметизируют конструкцию. Использование "абсолютно сухого" азота в качестве буферного газа может привести к быстрому износу углеродистой поверхности.
7.2.1.4 Буферная жидкость должна быть указана в справочном листе.
Примечание - Существующие уплотнения схемы 2CW-CS не используют наружный буферный газ. В этом случае корпуса уплотнения заполняются выпаренной перекачиваемой жидкостью.
7.2.2 Втулки уплотнения
7.2.2.1 По возможности втулки уплотнения должны быть цельными. В состав картриджной конструкции входит дополнительная втулка внутреннего уплотнения, которая облегчает сборку внутренних узлов уплотнения. Дополнительная втулка располагается на втулки уплотнения, центрируется с помощью заплечика и приводится во вращение установочными винтами с цилиндрическим концом. Это показано на рисунке 25.
|

Рисунок 25 - Устройство вспомогательной втулки
7.2.2.2 Уплотнения должны обеспечиваться альтернативными конструкциями дополнительных втулок, если это рекомендовано продавцом и согласовано с заказчиком/потребителем. Чтобы гарантировать рабочие характеристики уплотнения, подгонка дополнительной втулки и втулки уплотнения должна удовлетворять техническим требованиям раздела 6.
Примечание - Наличие дополнительной втулки во внутреннем конце сдвоенного уплотнительного картриджа позволяет установить внутреннее уплотнение с внутреннего конца. Это снижает затрачиваемое на установку время и усложненность картириджного узла и приравнивает размеры внутреннего и внешнего уплотнения с аксиально подвижным вторичным уплотнением.
 7.2.3 Камера уплотнения и фланец корпуса
7.2.3 Камера уплотнения и фланец корпуса
Если определено условиями процесса и если существует дополнительная длина конфигурации уплотнения, то необходимо установить стационарную углеродную дросселирующую втулку на фланце корпуса, для существенного увеличения давления.
Дросселирующая втулка со сдвоенным уплотнением используется промывка для избежания замерзания.
Примечание - Наличие ограниченного осевого пространства между торцевой поверхностью камеры уплотнения и корпусом подшипника часто делает использование дросселирующей втулки с уплотнением конфигурации 2 непрактичным.
7.2.4 Контактные жидкостные уплотнения с буферной жидкостью (2CW-CW)
7.2.4.1 Общие положения
Жидкие буферные системы должны быть разработаны таким образом, чтобы максимальная разница температуры буферной жидкости между ее входом и выходом, расположенным непосредственно рядом с камерой уплотнения, составляла:
- 8°С (15°F) для гликолевой/водной или дизельной буферной жидкости;
- 16°С (30°F) для нефтяной буферной жидкости.
Примечание - Допустимая разница температур возникает из-за "проникаемой теплоты" и теплоты, образующейся на уплотняющей поверхности. Допустимая разница температур отличается от средней температуры буферной жидкости в стационарном режиме или от разницы температур перекачиваемой жидкости и стационарной буферной жидкости.
7.2.4.2 Камера уплотнения и фланец корпуса
Необходимо определить тангенциальный выход буферной жидкости через узлы уплотнений категории 1 и категории 2, если иное не указано или рекомендуется изготовителем. Уплотнения категории 3 необходимо обеспечить тангенциальным выходом буферной жидкости.
Примечание - Применение тангенциального выпуска буферной жидкости позволяет увеличить скорость буферной жидкости, если используется внутреннее кольцо выталкивания. Тангенциальный выпуск лучше использовать при применении радиального кольца выталкивания, установленного в той же плоскости, что и патрубок.
7.2.5 Камера уплотнения и фланец корпуса контактного жидкостного внутреннего уплотнения с сухим резервным уплотнением (2CW-CS)
7.2.5.1 Неподвижная искробезопасная втулка или эквивалентное устройство, согласованная с заказчиком/потребителем, должна быть установлена внутри корпуса уплотнения по направлению выходного клапана и отверстий сливного патрубка, против торцовых поверхностей резервного уплотнения. Втулка должна быть расположена так, чтобы предотвратить осевое перемещение и повреждение элементов при герметизации. Минимальный радиальный зазор между втулкой и вращающимися деталями в камере уплотнения должен составлять 1,5 мм (0,060 дюйма). Это показано на рисунке 26.
|

1 - втулка корпуса уплотнения
Рисунок 26 - Разрез втулки, находящейся в корпусе уплотнения, конфигураций 2CW-CS и 2NC-CS
Иное расположение камеры уплотнения необходимо согласовать с заказчиком/потребителем.
Примечание - Втулка позволяет создать более резервное уплотнение, направляя лишнюю жидкость от внутреннего уплотнения к сливному патрубку. В случае ограничения пространства от изготовителя/поставщика уплотнения требуется альтернативное расположение корпуса уплотнения.
7.2.5.2 Использование выпуска резервного уплотнения или патрубков для вдувания буферного газа разрешено только с письменного согласия заказчика/потребителя.
7.2.6 Камера уплотнения и фланец корпуса для бесконтактного внутреннего уплотнения с сухим резервным уплотнением (2NC-CW)
7.2.6.1 Неподвижная искробезопасная втулка или эквивалентное устройство, согласованное с заказчиком/потребителем, должно быть установлено внутри корпуса уплотнения по направлению выходного клапана и портов сливного патрубка, против торцовых поверхностей резервного уплотнения.
Втулка должна быть расположена так, чтобы предотвратить осевое перемещение при герметизации узлов. Минимальный радиальный зазор между втулкой и вращающимися деталями в камере уплотнения должен составлять 1,5 мм (0,060 дюйма), в соответствии с рисунком 26.
Иное расположение камеры уплотнения необходимо согласовать с заказчиком/потребителем.
Примечание - Втулка позволяет создать более резервное уплотнение и направляет лишнюю жидкость от внутреннего уплотнения к сливному патрубку. В случае ограничения пространства от изготовителя/поставщика уплотнения требуется альтернативное расположение корпуса уплотнения.
7.2.6.2 Использование выпуска резервного уплотнения или патрубков для вдувания буферного газа разрешено только с письменного разрешения заказчика/потребителя.
7.3 Уплотнения конфигурации 3
7.3.1 Общие положения
7.3.1.1 Затворная жидкость должна быть жидкостью или газом.
Примечание 1 - Конструкции уплотнений с использованием барьерной среды в виде газа не подходят для условий, в которых содержащиеся твердые частицы газа могут залипать на уплотняющих поверхностях. Это особенно актуально, если перекачиваемая жидкость соприкасается с внутренним диаметром уплотнения, смазываемого газом. Конструкции уплотнения с барьерной средой в виде жидкости устроены таким образом, что перекачиваемая жидкость находится на наружном диаметре уплотняющих поверхностей для минимизации накопления твердых частиц на торцевых поверхностях.
Примечание 2 - Неподвижные, капиллярно-вязкие или полимеризующиеся жидкости между торцевыми поверхностями, смазываемыми газом, могут стать причиной отказа работы оборудования при запуске, даже если сохраняется давление газовой барьерной среды в неработающем насосе.
7.3.1.2 Внутреннее уплотнение должно быть сконструировано так, чтобы противостоять перепадам давления без открытия, то есть иметь внутренний (обратный) баланс.
Примечание - В случае понижения давления затворной жидкости, конструкция должна предусматривать определенную особенность ответного кольца и вторичного уплотнения для сохранения положения на одном месте. Давление затворной жидкости варьируется манометрическим давлением от 0,14 МПа ((1,4 бар) (20 фунт/psi)) до 0,41 МПа ((4,1 бар) (60 фунт/psi)) и выше давления камеры уплотнения.
7.3.1.3 Конфигурация 3 состоит из двух уплотняющих колец и двух ответных колец. Если рекомендуется изготовителем и согласовано с заказчиком/потребителем, в состав конфигурации 3 можно включить и общее ответное кольцо (моноблочная конструкция).
7.3.2 Втулки уплотнения
При возможности втулки уплотнения должны быть цельными. Для облегчения сборки внутренних узлов уплотнения картриджные конструкции включают дополнительную втулку на конце втулки внутреннего уплотнения. Вспомогательная втулка должна располагаться на втулке уплотнения, центрироваться с помощью заплечика и приводиться во вращение установочными винтами с цилиндрическим концом. Это показано на рисунке 25. Чтобы обеспечить надежные рабочие характеристики уплотнения, подгонка дополнительной втулки и втулки уплотнения должна соответствовать техническим требованиям раздела 6.
Примечание - Наличие дополнительной втулки во внутреннем конце сдвоенного уплотнительного картриджа позволяет устанавливать внутреннее уплотнение с внутреннего конца. Это снижает затрачиваемое на установку время и усложненность картириджного узла и уравнивает размеры внутреннего и внешнего уплотнения с аксиально подвижным вторичным уплотнением.
7.3.3 Камера уплотнения и фланец корпуса
7.3.3.1 Если определено условиями эксплуатации и существует дополнительная длина конфигурации уплотнения, то для увеличения давления необходимо установить стационарную дросселирующую втулку на фланец корпуса.
Дросселирующая втулка со сдвоенным уплотнением используется при промывке для избежания замерзания.
Примечание - Наличие ограниченного осевого пространства между торцевой поверхностью камеры уплотнения и корпусом подшипника часто делает использование дросселирующей втулки с уплотнением конфигурации 3 непрактичным.
7.3.3.2 Если иное не указано, то в конфигурации 3 осуществляется подача промывочной жидкости со стороны камеры уплотнения. В некоторых устройствах может требоваться промывка, при которой нужно отделять перекачиваемую жидкость от частей уплотнения (со стороны перекачиваемой жидкости камеры уплотнения) и отводить тепло от внутреннего уплотнения. Для токсичных и/или усложненных условий эксплуатации уплотнения может потребоваться промывка камеры уплотнения в дополнение к уплотнению конфигурации 3.
7.3.4 Контактные жидкостные уплотнения с затворной жидкостью (3CW-FB, 3CW-FF, 3CW-BB)
7.3.4.1 Общие положения
Жидкие буферные системы должны быть разработаны таким образом, что максимальная разница температуры буферной жидкости между ее входом и выходом, расположенным непосредственно рядом с камерой уплотнения, составляла:
- 8°С (15°F) для гликолевой/водной или дизельной затворной жидкостью;
- 16°С (30°F) для нефтяной затворной жидкости.
Примечание - Допустимая разница температур возникает из-за "проникаемой теплоты" и теплоты, образующейся на уплотняющей поверхности. Допустимая разница температур уплотнения отличается от средней температуры затворной жидкости в стационарном режиме или разницы температур перекачиваемой жидкости и стационарной затворной жидкости.
7.3.4.2 Стандартные типы уплотнения и конфигурации
7.3.4.2.1 Если иное не указано, то конфигурация состоит из внутреннего и наружного уплотнения, расположенных последовательно. Это показано на рисунке 5 (3CW-FB).
Примечание - Серийное устройство является предпочтительным, поскольку любое абразивное загрязнение определяется за счет центробежных сил и меньше воздействует на внутреннее уплотнение при снижении давления затворной жидкости (аналогия с конфигурацией 2).
7.3.4.2.2 Если иное не указано, то уплотнение должно обеспечиваться конфигурацией "двойное уплотнение с подачей барьерной жидкости под давлением ("лицом к лицу") (3CW-FF) или "спина к спине" (3CW-BB). Это показано на рисунке 5.
Примечание - Количество уплотнений конфигураций 3CW-FF и 3CW-BB намного больше, чем уплотнения конфигурации 3, установленные последовательно (3CW-FB). Конфигурации "спина к спине" и "лицо к лицу" (3CW-FF и 3CW-BB) обеспечивают более компактную конструкцию и более высокие рабочие характеристики. В связи с этим предоставляется возможность выбора заказчиком/потребителем альтернативной компоновки конфигурации 3 (3CW-FF и 3CW-BB).
7.3.4.3 Камера уплотнения и фланец корпуса
Если иное не указано или если это рекомендуется изготовителем/поставщиком, то для узлов уплотнений категорий 1 и 2 необходимо предусмотреть тангенциальный выход затворной жидкости. Уплотнения категории 3 также должны быть обеспечены тангенциальным выходом затворной жидкости.
Примечание - Применение тангенциального выхода затворной жидкости увеличивает скорость затворной жидкости, если использовано внутреннее кольцо выталкивания. Однако тангенциальный выход функционирует лучше, если применяется радиальное кольцо выталкивания, установленное в той же плоскости что и выпускной патрубок.
7.3.5 Стандартные типы уплотнения и конфигурации бесконтактных уплотнений с газовой затворной жидкостью (3NC-FB, 3NC-FF, 3NC-BB)
7.3.5.1 Стандартным уплотнением является конфигурация "спина к спине" (3NC-BB). Она показана на рисунке 6. Если уплотнение состоит из камеры уплотнения насоса и корпуса не дренажной конструкции, то газ из-за внутренней утечки накапливается в насосе во время холостого хода. В этом случае насос должен быть продут до начала эксплуатации. Заказчик/потребитель должен проверить состояние специальной вентиляции корпуса насоса. Оно должно быть удовлетворительное.
7.3.5.2 Уплотнение должно быть обеспечено конфигурациями "лицом к лицу" (3NC-FF) или "один за другим (тандем)" (3NC-FB) (рисунок 6).
Примечание 1 - Большинство установок для герметизируемых смазанных газом бесконтактных уплотнений используются в химической промышленности. У изготовителей/поставщиков уплотнения имеются стандартные конструкции, в которые можно вмонтировать конфигурации уплотнений "лицом к лицу", или "спиной к спине".
Примечание 2 - Установка последовательных конфигураций герметизированных смазанных газом бесконтактных уплотнений (3NC-FB) является небольшой относительно других компоновок (3NC-FF и 3NC-BB).
8 Вспомогательные системы
8.1 Вспомогательные системы трубопроводов
8.1.1 Вспомогательные системы определены как системы трубопроводов, применяемые в следующих областях:
а) Группа I (системы промывки/охлаждения торцового уплотнения):
1) технологическая промывка;
2) затворная/буферная жидкость сдвоенного уплотнения;
3) осушка и вентиляция;
4) барьерный/буферный газ.
б) Группа II (система промывки):
1) закачивание пара или промывка;
2) нагнетание воды или промывка;
3) осушка и вентиляция;
4) промывка инертным газом.
с) Группа III (системы охлаждающей воды):
1) охлаждающая вода;
2) осушка и вентиляция.
Вспомогательные системы выбираются в соответствии с таблицей 4.
Таблица 4 - Минимальные требования к материалам вспомогательных систем трубопроводов
Составная часть | Жидкость | |||||
Вспомогательная технологическая жидкость | Пар | Охлаждающая вода | ||||
Категория | Манометрическое давление | Номинальный размер | ||||
Неогнеопасный/ безопасный | Огнеопасный/ опасный |
| >0,5 МПа | Стандарт | Выбор | |
Труба | Бесшовная | Бесшовная | Бесшовная | Бесшовная | - | Углеродистая сталь, [23], график 40, гальванизированная в соответствии с [24] |
Система труб | Нержавеющая сталь [25], бесшовная, Тип 316 | Нержавеющая сталь [25], бесшовная, Тип 316 | Нержавеющая сталь [25], бесшовная, Тип 316 | Нержавеющая сталь [25], бесшовная, Тип 316 | Нержавеющая сталь [25], бесшовная, Тип 316 | - |
Все клапаны | Класс 800 | Класс 800 | Класс 800 | Класс 800 | Класс 200 бронзовый | Класс 200 бронзовый |
Задвижка и шаровой клапан | Кожух (соединенный болтами) и уплотнительная прокладка | Кожух (соединенный болтами) и уплотнительная прокладка | Кожух (соединенный болтами) и уплотнительная прокладка | Кожух (соединенный болтами) и уплотнительная прокладка | - | - |
Фитинги и соединительные втулки | Кованые | Кованые | Кованые | Кованые | Ковкий чугун [26] и [27] Класс 150, гальванизированная в соответствии с [24] | Ковкий чугун [26] и [27] |
Арматура | Стандартные фирмы производителя | Стандартные фирмы производителя | Стандартные фирмы производителя | Стандартные фирмы производителя | Стандартные фирмы производителя | - |
Заводские соединения | Резьбовые | Сварная втулка | Резьбовые | Сварная втулка | Резьбовые | - |
Заводские соединения | - | - | - | - | - | По согласованию с заказчиком/ потребителем |
Прокладки | - | Тип 304 или 316, нержавеющая сталь, спиральная намотка | - | Тип 304 или 316, нержавеющая сталь, спиральная намотка | - | - |
Фланцевое болтовое соединение | - | Низколегированная сталь [28] | - | Низколегированная сталь [28] Марка В7 [29] Марка 2Н | - | - |
Перечисленные выше стандарты ASTM являются примерами приемлемых материалов каждого типа. Возможно использование альтернативных материалов, если это согласовано с заказчиком/потребителем (Приложение В). | ||||||
| ||||||
8.1.2 Вспомогательные системы трубопроводов должны включать систему трубок, труб, стопорные клапаны, распределительные клапаны, предохранительные клапаны, термометры и гильзы с термопарой, манометры, визуальные указатели потока, выпускные отверстия, резервуары затворной/буферной жидкости, связанную систему вентиляции и систему осушки.
8.1.3 Изготовитель/поставщик, определенный в справочном листе, должен предоставить все вспомогательные системы трубопроводов, включая смонтированные устройства, расположенные в пределах области основания насоса, любой области фундамента резервуара затворной/буферной жидкости или любой другой вспомогательной области фундамента. Система трубопроводов после монтажа должна быть ограничена фланцевыми соединениями, расположенными по краю фундамента. Заказчик/потребитель должен предоставить только систему трубопроводов для соединения групп оборудования и основных средств.
8.1.4 Устройство оборудования, включая систему трубопроводов и вспомогательные системы, должны быть разработаны совместно заказчиком/потребителем и продавцом, если не указано иное. Конфигурация должна обеспечить подходящие свободные площади и безопасный доступ для эксплуатации и технического обслуживания.
8.1.5 Если иное не указано, то все вспомогательные системы должны снабжаться бесшовной трубой в соответствии с таблицей 4.
8.1.6 Конструкция системы трубопроводов и соединений, процедуры экспертизы и проверки выбираются в соответствии с [21]. Сварка должна быть выполнена операторами по процедурам, аттестованным в соответствии с соответствующей частью [17] и [18] или [19].
Примечание - Для обеспечения технических решений [22] считается эквивалентным [21].
8.1.7 Механическая конструкция вспомогательной системы трубопроводов должна обеспечивать следующее:
а) защиту от повреждений при вибрации, во время транспортирования, эксплуатации, техническом обслуживании;
б) приспосабливаемость для эксплуатации, технического обслуживания и полной очистки;
в) определенное расположение, подогнанное под контур машины таким образом, чтобы не перекрывать отверстия для осмотра;
г) устранение воздушных мешков при помощи клапанной вентиляции или определенной трубопроводной обвязки;
д) дренажную систему в нижних точках системы трубопроводов, уплотнений или узлов фланца корпуса, установленную без демонтажа;
е) уменьшение количества потенциальных источников выбросов и перепада давления, минимизируя использование резьбовых соединений, фланцев, фитингов и клапанов;
ж) система должна соответствовать специальным процедурам очистки/очистки от примесей, идентифицированных заказчиком/потребителем (то есть паровая очистка, промывка растворителем и т.д.).
8.1.8 Система трубопроводов должна быть изготовлена с помощью сварки минимальным использованием фланцев и соединительных деталей, если это возможно. Для простоты технического обслуживания приварные фланцы могут быть установлены в легко доступной зоне. Использование фланцев в других зонах возможно после согласования заказчика/потребителя. Привариваемые фитинги, кроме тройников и переходников, используются для облегчения расположения трубы. Резьбовые соединения должны быть в минимальном количестве. Втулки не используются.
8.1.9 Трубы должны иметь коническую резьбу в соответствии с [15] или [39], как определено заказчиком/потребителем. Фланцы должны быть выбраны в соответствии с [40].
Примечание - Для соблюдения указанных технических требований [41] считается эквивалентным [40].
Скользящие фланцы могут использоваться только с согласия заказчика/потребителя. Для сварной конструкции патрубка зазор между концом трубы и низом патрубка составляет 1,5 мм (1/16 дюйма).
8.1.10 Нельзя использовать следующие номинальные размеры соединений, систем трубопроводов, клапанов и фитингов: DN 30 (NPS 11/4), DN 65 мм (NPS 21/2), DN 90 (NPS 31/2), DN 125 (NPS 5), DN 175 (NPS 7) или DN 225 (NPS 9).
8.1.11 Параметр давление-температура систем трубопроводов, составных частей и дополнительных приспособлений группы I должен быть равен максимально допустимому рабочему давлению и температуре корпуса насоса, к которому прикреплена система. Абсолютное давление в таком случае должно быть меньше чем:
а) Категория 1:2,2 МПа ((22 бар) (315 фунт/psi)) при температуре окружающей среды;
б) Категория 2 и категория 3:4,2 МПа ((42 бар) (615 фунт/psi)) при температуре окружающей среды.
8.1.12 Все узлы, контактирующие с перекачиваемой жидкостью при нормальных эксплуатационных условиях, должны быть сделаны из материала, сопротивляющегося коррозии/эрозии также как и материал корпуса насоса для указанной перекачиваемой жидкости.
8.1.13 Особые требования для системы трубопроводов, фланцев, прокладок и уплотнительных колец с круглым сечением, клапанов и других дополнительных приспособлений в специальных и/или опасных условиях применения определяются заказчиком/потребителем.
8.1.14 Заказчик/потребитель должен представить информацию, если концентрация хлорида превышает 10 мг/кг, так как нержавеющая сталь подвержена хлоридному коррозионному растрескиванию под напряжением.
8.1.15 Минимальный номинальный размер любого соединения или системы трубопроводов должен быть равен DN 15 (NPS 1/2). Соединения фланца корпуса должны быть выбраны в соответствии с 6.1.2.17.
8.1.16 Системы трубопроводов, поставляемые изготовителем/поставщиком, должны быть собраны и закреплены определенным образом. Болтовые отверстия фланцевых соединений должны быть расположены вдоль линий, параллельных главной горизонтальной или вертикальной центральной линии оборудования.
8.1.17 Резьбовые отверстия, не связанные с системой трубопроводов, должны быть закрыты заглушками в соответствии с 6.1.2.18.
8.1.18 Клиновые задвижки на давление выше Класса 900 ASME должны иметь сваренный кожух или конструкцию без кожухов, соединенную болтами с уплотнительной прокладкой. Конструкция должна позволять заменять задвижки под давлением.
8.1.19 Манометры должны иметь спускные клапаны.
8.2 Системы промывки/охлаждения торцового уплотнения (группа I)
8.2.1 Заказчик/потребитель и изготовитель/поставщик торцового уплотнения согласовывают схему промывки вспомогательной системы уплотнения (в соответствии с приложением Ж и рисунками Ж.1-Ж.26), которая должна соответствовать требованиям по давлению и температуре камеры уплотнения 6.1.2.14.
8.2.2 Должна быть предусмотрена механическая принудительная промывка уплотнения и системы затворной/буферной жидкости. Системы, которые применяют только термосифон, чтобы поддержать циркуляцию во время нормального функционирования, не используются. Это описано в 8.6.
8.2.3 Уплотнительные системы, которые используют внутренние устройства циркуляции, такие как кольцо выталкивания, и полагаются на вращение торцового уплотнения, чтобы поддержать циркуляцию, должны быть разработаны с впускным отверстием у основания уплотнения и выходным отверстием наверху уплотнения, насколько позволяет пространство.
Примечание - Это требование увеличивает вентиляцию и термосифонирование, когда вал насоса не вращается.
8.2.3.1 Для вывода остаточного газа системы снабжаются вентиляционным отверстием в самой высокой точке.
8.2.3.2 Все охладители, используемые для схемы 23 промывки уплотнения, должны быть отмечены этикеткой (ярлыком) из аустенитной нержавеющей стали. Буквами, размером 6 мм (1/4 дюйма) на этом ярлыке должно быть написано: "Внимание: для предотвращения повреждений торцового уплотнения, весь остаточный газ должен быть удален системой вентилирования до начала работы оборудования".
8.3 Системы промывки (группа II)
Фланец корпуса необходимо должна быть обеспечена системой промывки (рисунок Ж.19 и рисунок Ж.20), если не указано другого или это требует изготовитель/поставщик уплотнения. Фланец корпуса выбирается:
а) при конструировании необходимо учитывать промывку уплотняющей поверхности и вторичных уплотнений;
б) в уплотнениях, оборудованных системой промывки, необходимо учитывать вывод воды через сливной патрубок.
Примечание 1 - Промывка осуществляется введением среды (воды, азота или пара) с атмосферной стороны узла торцового уплотнения. Промывка обычно применяется, если материал-герметик является огнеопасным, легко окисляющимся, полимеризирующимся или кристаллизующимся при высыхании. Промывка используется при процессах: нагрева или охлаждения. Фланец корпуса оборудован дросселирующей втулкой для предотвращения избыточной влажности, паровой утечки через вход корпус подшипника, загрязнения смазочными материалами и увеличения локализации жидкости резкого охлаждения;
в) фланец корпуса должна быть оборудована антикоксовой перегородкой, если утвержден процесс промывки и пространство позволяет.
Примечание 2 - Эта перегородка направляет пар к области, где собирается кокс, и распределяет поток пара таким образом, чтобы перенести материал от уплотняющих поверхностей. Паровая промывка (охлаждение утечки с атмосферной стороны уплотнения) предотвращает коксовое формирование и работу уплотнения в температурных условиях выше 150°С (300°F). Это также позволяет поддерживать вязкость среды, когда насос не работает. Уплотнения могут деформироваться при запуске, если среда загустевает на торцевых поверхностях. Конденсат, собирающийся на уплотняющих поверхностях, может испариться и повредить уплотняющие поверхности.
8.4 Системы подачи охлаждающей воды (группа III)
8.4.1 Система подачи охлаждающей воды должна быть разработана в соответствии с таблицей 5. Необходимо обеспечить работу системы полного вентилирования и осушки.
Таблица 5 - Условия, влияющие на конструкцию системы охлаждающей воды
Условие | Значение |
Скорость прохождения по поверхностям теплообменника | 1,5-2,5 м/с (5-8 фут/с) |
Максимально допустимое рабочее давление, манометр | 0,5 МПа (5,2 бар) (75 фунт/psi) |
Давление при испытании, манометр | 0,8 МПа (8 бар) (115 фунт/psi) |
Максимальный перепад давления | 0,1 МПа (1 бар) (15 фунт/psi) |
Максимальная температура на входе | 32°С (90°F) |
Максимальная температура на выходе | 49°С (120°F) |
Максимальное повышение температуры | 17°C (30°F) |
Показание образования накипи на водной стороне | 0,35 м |
Допуск на коррозию корпуса | 3 мм (0,125 дюйма) |
| |
8.4.2 Если иное не указано, то должна применяться оцинкованная труба.
8.4.3 Если иное не указано, то на каждом выходном трубопроводе необходимо установить визуальные индикаторы потока (открытый или закрытый).
8.4.4 Если иное не указано, то каждая коммуникация, такая как подача воздуха и инертного газа, подача охлаждающей воды и выпускные линии, и другие, которые согласованы, должны быть распределены манифольдом. Манифольд должен обладать необходимыми размерами для работы с наибольшими перекачиваемыми потоками энергоносителей, которые могут потребоваться для одновременного использования энергоносителей.
8.5 Узлы вспомогательных устройств и систем
8.5.1 Циклонный сепаратор
8.5.1.1 Если иное не указано, то система подачи промывочной жидкости к уплотнению должна быть разработана так, чтобы циклонный сепаратор являлся ограничителем потока.
8.5.1.2 Циклонные сепараторы должны быть выбраны с учетом оптимизации перемещения твердых частиц в насосе. Если перепад давления в циклонном сепараторе увеличивается, то используется выпускное отверстие потолка. Перепад давления циклонного сепаратора должен быть не менее 0,17 МПа ((1,7 бар)(25 фунт/psi)).
Примечание 1 - Плотность твердых частиц должна быть как минимум в два раза больше плотности промывочной жидкости, чтобы их можно было удалить из потока промывочной жидкости. В таблице 6 приведены некоторые материалы и их плотности, применяемые в качестве технологических жидкостей на нефтеперерабатывающих заводах. При работе в условиях, содержащих углеводороды (за исключением запуска оборудования), с твердыми загрязняющими частицами кокса. Использование циклонного сепаратора не эффективно. Для насосов, использующих воду из рек, заливов или скважин, необходимо использовать циклонный сепаратор. Использование циклонов для насосов при строительстве и капитальном ремонте оборудования может вызвать разрушение уплотнения, так как обломки строительного мусора попадают в систему трубопроводов.
Примечание 2 - Эффективность сепарации (процент перенесенных твердых частиц) циклона также зависит от перепада давления и диаметра твердых частиц. Так как перепад давления циклона изменяется (увеличиваясь или уменьшаясь) в зависимости от конструкции, эффективность сепарации обычно понижается. Если размер твердых частиц уменьшается, то эффективность сепарации также уменьшается.
8.5.1.3 Между точками опоры насосов необходимо установить отдельный циклонный сепаратор для каждого торцового уплотнения.
8.5.1.4 Циклонные сепараторы необходимо изготавливать из аустенитной нержавеющей стали, если это не определено иначе или если согласовано с 8.1.12.
Таблица 6 - Материалы технологических потоков и их плотность
Материал | Плотность, кг/м |
Цемент, песок, камень | 2307 (144) |
Глина | 1762 (110) |
Кокс | 513 (32) |
Земля (буровой раствор) | 1538 (96) |
Бензин (относительная плотность 0,7) | 721 (45) |
Стекло | 2595 (162) |
Керосин | 801 (50) |
Известняк | 2355 (147) |
Парафин | 897 (56) |
Песок | 2018 (126) |
Сталь | 7801 (487) |
Сера | 2002 (125) |
Смола | 1201 (75) |
Вода | 993 (62) |
Древесина (сосна) | 432 (27) |
8.5.2 Диафрагмы, регулирующие поток
8.5.2.1 Количество и расположение диафрагмы, регулирующие поток, должно определяться изготовителем/поставщиком, который поставляет вспомогательные системы трубопроводов, в соответствии с 8.1.3.
Диафрагма необходима для систем промывки уплотнения или соединений с дроссельной втулкой и/или циклонным сепаратором, для того чтобы:
а) ограничить скорость циркуляции промывочной жидкости в уплотнении;
б) контролировать давление в камере уплотнения.
8.5.2.2 Если иное не указано, то оборудование необходимо обеспечить системой сварных или разъемных труб. Во вспомогательной системе трубопроводов между фланцами необходимо предусмотреть и установить выпускные диафрагмы, если не определено другое. Не должны использовать соединительные втулки выпускных диафрагм. Должно применяться следующее:
а) Диаметр выпускных диафрагм должен быть не менее 3 мм (1/8 дюйма).
Примечание - Выпускные диафрагмы меньше 3 мм (1/8 дюйма) засоряются, что вызывает разрушение уплотнения.
б) Диафрагмы должны быть изготовлены из аустенитной нержавеющей стали с хвостовиком, расположенным вне наружного диаметра фланца, если не определено иное или соответствует 8.1.12. На хвостовике должна быть маркировка с указанием диаметра отверстия, размера трубопровода и материала диафрагмы.
8.5.2.3 Для обеспечения необходимого перепада давления используется система выпускных диафрагм, установленных последовательно. То же может быть достигнуто, используя одну выпускную диафрагму с отверстием диаметром 3 мм (1/8 дюйма), но при большой скорости потока, может появиться сильный шум. Заказчик/потребитель и изготовитель/поставщик должны гарантировать необходимую калибровку выпускной диафрагмы для минимизации шума.
8.5.2.4 Если иное не указано, то патрубок с дросселем, а не втулка выпускного отверстия должен быть установлен на нагнетательной линии насоса и/или входном сопле для ограничения утечек в случае разрушения компонентов или систем вспомогательных трубопроводов.
8.5.3 Охлаждающие системы промывки уплотнения
8.5.3.1 Охлаждающие системы промывки внешнего уплотнения, установленные в системе трубопроводов, являются средствами поддержания запаса определенных рабочих температурных режимов продукта. Это изложено в 6.1.2.14. При поставке охлаждающие системы промывки внешнего уплотнения должны быть изготовлены в соответствии с 8.5.3.1.1-8.5.3.1.7. Требования по охлаждающим системам, установленным внутри или вне резервуаров затворной/буферной жидкости представлены в 8.5.4.5.
8.5.3.1.1 Охлаждающие системы промывки уплотнения должны быть спроектированы с учетом необходимой скорости потока промывки уплотнения. Эта скорость потока должна равняться не более 8 л/мин (2 галлон/мин) на уплотнение.
8.5.3.1.2 Если иное не указано, то охлаждающие системы промывки уплотнения должны быть установлены на трубах, обрабатываемых промывочной жидкостью, и на кожухе, который охлаждается водой.
Заказчик/потребитель должен точно спроектировать охлаждающую систему так, чтобы избежать возникновения избыточного давления в кожухе, так как это приводит к уменьшению напора воды и повышению температуры перекачиваемой жидкости. Данное требование выполняется с помощью расчета давления кожуха, защитного понижения давления или техники эксплуатации.
8.5.3.1.3 Трубопроводы с охлаждающей водой, используемые в условиях мерзлоты, необходимо подогревать.
8.5.3.1.4 Охлаждающие системы промывки уплотнения необходимо разрабатывать, изготавливать и инспектировать в соответствии с ISO 15649, если это согласовано с заказчиком/потребителем.
Примечание - С целью этого технического требования [22] автоматически приравнивается к [21].
8.5.3.1.5 Если иное не указано, то для диаметров вала более 60 мм (2,5 дюйма), необходимой трубы с наружным диаметром равным 19 мм (3/4 дюйма) и толщиной стенки не менее 2,4 мм (0,095 дюйма). Для диаметров вала 60 мм (2,5 дюйма) и менее, наружный диаметр трубы равен 12,7 мм (1/2 дюйма) и толщиной стенки не менее 1,6 мм (0,065 дюйма). Все трубы должны быть изготовлены из аустенитной нержавеющей стали, а кожух - из углеродистой стали, если иное не предусмотрено в 8.1.12.
8.5.3.1.6 Охлаждающая система промывки уплотнения должна быть спроектирована и изготовлена так, чтобы затем обеспечить процесс полной осушки и вентилирования уплотнения. Спускной клапан, а не только заглушка, должен быть установлен в самой низкой точке со стороны кожуха уплотнения.
8.5.3.1.7 Между точками опоры насосов необходимо обеспечить внешнюю охлаждающую систему промывки для каждого торцового уплотнения.
8.5.4 Резервуары затворной/буферной жидкости
8.5.4.1 Если определено наличие резервуара затворной/буферной жидкости, то заказчик/потребитель и изготовитель/поставщик торцовые уплотнения должны определить размеры, требования к контрольно-измерительным приборам и среде, а также условиям эксплуатации.
8.5.4.2 Если иное не указано, то резервуар затворной/буферной жидкости должен быть устроен (это изображено на рисунках Ж.27-Ж.28) следующим образом:
а) Каждое торцовое уплотнение должно быть обеспечено отдельным резервуаром;
б) Резервуар затворной/буферной жидкости необходимо установить на прочной опоре, поставляемой изготовителем/поставщиком, и определенной справочным листом. Резервуар не должен находиться под воздействием вибрации насоса (в соответствии с 8.1.3).
в) Высота нормального уровня жидкости (NLL) в резервуаре затворной/ буферной жидкости устанавливается изготовителем/поставщиком уплотнения. Она должна быть выше фланца корпуса насоса. Она не должна быть менее 1 м (3 фут). Высоту выбирают в зависимости от скорости потока, условий затворной/буферной среды, расположения резервуара, гидравлического сопротивления и давления устройства циркуляции, которые противопоставляются рабочим характеристикам потока и требованиям допускаемого кавитационного запаса.
г) Чтобы уменьшить перепады давления в системе, необходимо минимизировать длину трубопровода и использование фитингов между резервуаром и уплотнительной крышкой. Все трубопроводы должны располагаться под наклоном относительно резервуара, как минимум, 10 мм на 240 мм (1/2 дюйм/фут), используя гладкие радиальные изгибы.
д) Резервуары затворной/буферной жидкости должны располагаться к насосу так, чтобы обеспечить достаточные зазоры для работы и технического обслуживания. Резервуары не должны располагаться непосредственно около насоса и на них не должна воздействовать вибрация. Технологические линии с горячим продуктом должны быть изолированы по мере необходимости для обеспечения безопасности.
е) Если иное не указано, то резервуар должен быть снабжен клапанной вентиляцией и отдельным устройством, наполняющим резервуар. Систему наполнения резервуара необходимо спроектировать, учитывая конструкцию внешних резервуаров затворной/буферной жидкости. Необходимо предоставить средства для заполнения резервуара уплотнения под давлением (чтобы предотвратить изменение давления при применении затворной жидкости). Необходимо также учесть закрытую систему наполнения, которая позволит оператору заполнить резервуар без воздействия затворной/буферной жидкости. Ручное заполнение резервуара недопустимо. Возможен вариант заполнения резервуара, начиная с нулевой отметки для безопасности и удобства использования. Система, требующая использование лестницы или порога, недопустима. Для предотвращения непредвиденного повышения давления в резервуаре необходимо обеспечить ее дополнительную защиту независимо от наличия встроенной контрольно-измерительной системы понижения давления. Эти системы обычно поставляются пользователем или поставщиком насоса или уплотнения (по запросу).
В качестве примера:
1) расположенный в центре резервуар, связанный системой трубопроводов с различными резервуарами и/или расходными емкостями, использующими гравитационную загрузку, переносной насос или давление инертного газа для передачи затворной/буферной жидкости;
2) ручной насос, который может быть подключен к расходной емкости или баку со шлангом;
3) малый сосуд, расположенный рядом с резервуаром, который может находиться под давлением инертного газа для передачи затворной/буферной жидкости в резервуар.
При проектировании вентиляционных трубопроводов пара, системы рекуперации, заказчик/потребитель должен принять во внимание вероятность конденсации паров углеводорода из других источников, связанных с этой системой. При использовании дополнительных сосудов для сбора конденсата и/или поддерживания тепла вентиляционных линий необходимо избегать повышения статического напора жидкости в системе вентиляционных трубопроводов и возможного загрязнения затворной/буферной жидкости.
Утилизация загрязненной жидкости должна быть учтена при конструировании установки резервуара затворной/буферной жидкости. Любые технические средства должны быть включены при проектировании системы.
ж) Если иное не указано, то выпускные диафрагмы должны быть спроектированы в соответствии с 8.5.2.
Примечание - Резервуары буферной жидкости вентилируются с помощью системы улавливания паров. Выпускная диафрагма регулирования потока устанавливается на вентиляционной линии, чтобы отделить поток от резервуара и обеспечить противодавление.
и) Если иное не указано, то резервуар должен быть оборудован реле давления и манометром, определяющим давление пара выше наибольшего значения для данного резервуара.
Заказчик/потребитель должен определить наличие тревожного переключателя при резком увеличении (высокое) или уменьшении (низкое) давления.
Примечание - Уплотнения конфигурации 2, оборудованные резервуаром буферной жидкости, необходимо оснастить индикаторами тревоги высокого давления, чтобы показать разрушения первичного уплотнения. Уплотнения конфигурации 3, оборудованные резервуаром затворной жидкости, необходимо оснастить индикаторами тревоги низкого давления, чтобы показать резкое понижение или потерю давления затворной жидкости.
к) Если иное не указано, то резервуар должен быть оборудован индикатором тревоги самого низкого уровня (LLA).
Если иное не указано, то резервуар должен быть оборудован индикатором тревоги самого высокого уровня (HLA).
8.5.4.3 Если иное не указано, то резервуар должен быть разработан, учитывая следующие критерии. Эти критерии представлены на рисунках Ж.27 и Ж.28.
а) Объем жидкости в резервуаре при NLL должен быть минимальным:
1) 12 л (3 американских галлона) для диаметров вала 60 мм (2,5 дюйма) и менее;
2) 20 л (5 американских галлонов) для диаметров вала боле 60 мм (2,5 дюйма).
б) NLL должен равняться как минимум 150 мм (6 дюймов) и должен быть выше точки LLA.
Примечание - Расстояние 150 мм (6 дюймов) является удобным зрительным ориентиром.
в) Объем пара в резервуаре выше NLL должен равняться или быть больше, чем объем жидкости, находящийся между NLL и точкой аварийно-низкого уровня (LLA).
Примечание - Требования, приведенные в перечислениях б) и в), обеспечивают подходящий объем, учитывая колебания уровня, и гарантируя, выше жидкости имеется необходимое пространство для пара.
г) Отметка индикатора тревоги самого высокого уровня жидкости (HLL), если она есть, должна быть как минимум на 50 мм (2 дюйма) выше уровня NLL.
Примечание - Расстояние 50 мм (2 дюйма) уменьшает количество пропускаемого в резервуар продукта, обеспечивая необходимый объем. Данное расстояние используется для предотвращения ложной тревоги из-за технологических колебаний уровня.
д) Отметка индикатора тревоги самого низкого уровня должна быть, как минимум, на 50 мм (2 дюйма) выше входного присоединения.
Примечание - Из-за расстояния, определенного в перечислениях д), уровень колеблется, но все равно закрывает входной патрубок.
е) Входное отверстие в резервуар барьерной/буферной обратной среды должно располагаться выше, как минимум на 250 мм (10 дюймов), места подачи выходного отверстия барьерной/буферной питательной среды.
ж) Выходное отверстие в резервуар барьерной/буферной питательной среды должно располагаться на 50 мм (2 дюйма) выше дна резервуара. Сливной клапанный патрубок должен располагаться в днище резервуара для обеспечения его полной осушки. Внутренний стояк конденсат-приемника также может быть установлен в резервуаре.
Примечание - Линия подачи барьерной/буферной среды выше дна резервуара предотвращает попадание твердых частиц в резервуар, что исключает их дальнейшее перемещение по торцовому уплотнению.
8.5.4.4 Резервуар затворной/буферной жидкости должен быть сконструирован в соответствии с 8.5.4.4.1-8.5.4.4.10.
8.5.4.4.1 Стандартный резервуар должен соответствовать рисунку Ж.27. Если указано, то резервуар должен соответствовать рисунку Ж.28.
8.5.4.4.2 Резервуар - часть системы трубопроводов насоса. Резервуар должен быть разработан, изготовлен и проинспектирован в соответствии с [21].
Примечание - Для обеспечения данных требований [22] считается эквивалентным [21].
8.5.4.4.3 Если иное не указано, то резервуары должны быть изготовлены следующим образом:
а) резервуары объемом 12 л (3 американских галлона) должны быть изготовлены с DN 150 (NPS 6), в соответствии с графиком труб 40;
б) резервуары объемом 20 л (5 американских галлонов) должны быть изготовлены с DN 200 (NPS 8), в соответствии с графиком труб 40.
Если резервуар конструируется из узлов системы трубопроводов, то может применяться [21], в котором устанавливается конструкция резервуара, адекватная всасывающему и напорному трубопроводу насоса. Резервуары как сосуды под давлением должны соответствовать [8] или [9], раздел 1.
Примечание - Для обеспечения данных технических требования [22] приравнивается к [21].
8.5.4.4.4 Каждый резервуар должен иметь заводскую табличку, содержащую значение максимально-допустимого рабочего давления, давления гидравлических испытаний на герметичность, минимальной и максимальной допустимой температур.
8.5.4.4.5 Если иное не указано, то указатель уровня затворной/буферной жидкости резервуара должен быть приварен так, что его нижняя сигнальная точка должна располагаться на расстоянии менее 75 мм (3 дюйма) самого низкого уровня NLL и на 25 мм (1 дюйм) выше наибольшей сигнальной точки самого высокого уровня. Необходимо постоянно следить за нормальным уровнем среды.
8.5.4.4.6 Если иное не указано, то резервуар затворной/буферной жидкости, его элементы и система трубопровода должны быть изготовлены из нержавеющей стали AISI 316L (03Х17Н14М3).
8.5.4.4.7 Изготовитель/поставщик уплотнения должен подтвердить, что температура в выпускном отверстии вентиляционной системы резервуара не должна быть выше температуры, определяющей переход в пластичное состояние материалов конструкции. При определении расчетной температуры составных частей оборудования необходимо учесть воздействие температуры затворной/буферной жидкости и ее понижение за счет утечки через выпускное отверстие.
8.5.4.4.8 Если иное не указано, то трубы, соединяющие резервуар затворной/буферной жидкости с торцовым уплотнением, должны быть изготовлены из аустенитной нержавеющей стали в соответствии с таблицей 4 и отвечать данным:
а) 12 мм (1/2 дюйма) для вала диаметром не более - 60 мм (2,5 дюйма);
б) 18 мм (3/4 дюйма) для вала диаметром более - 60 мм (2,5 дюйма), что на практике выгодно.
8.5.4.4.9 Если иное не указано, то трубы из аустенитной нержавеющей стали (график 80) должны быть установлены в соответствии с таблицей 4 и отвечать данным:
а) 12 мм (1/2 дюйма) для вала с диаметром не более - 60 мм (2,5 дюйма);
б) 18 мм (3/4 дюйма) для вала с диаметром более - 60 мм (2,5 дюйма), что практически выгодно.
8.5.4.4.10 Если иное не указано, то все соединения резервуара должны быть резьбовые.
8.5.4.5 Если иное не указано, то резервуар затворной/буферной жидкости должен быть оборудован охлаждающим змеевиком.
а) Критерии, определяющие тепловые расчеты размеров охлаждающего змеевика, должны быть определены изготовителем/поставщиком уплотнения. Это описано в 8.4.1. Изготовитель/поставщик уплотнения должен подтвердить, что охлаждающий змеевик резервуара устойчив к тепловому воздействию, определенному в справочных листах. Изготовитель/поставщик уплотнения должен учесть некоторые факторы при выборе минимально-необходимого размера охлаждающего змеевика: (например, змеевики стандартного размера определяются длиной резервуара) внутреннее устройство циркуляции или скорость потока циркуляционного насоса, использование термосифона, охлаждение жидкости и характеристики затворной/ буферной жидкости.
б) Необходимо учесть другие охлаждающие среды и условия окружающей среды, так иногда нельзя использовать воду из-за большой вероятности ее замораживания или плохого качества и склонности к образованию накипи.
в) Змеевик должен быть установлен внутри резервуара так, чтобы его верхняя часть была ниже входного патрубка, расположенного на дне. Охлаждающаяся жидкость должна проходить по трубе.
г) Трубы должны быть изготовлены из аустенитной нержавеющей стали. Диаметр труб не менее 12 мм (1/2 дюйма), при толщине стенки не менее 1,6 мм (0,065 дюйма). Трубы внутри резервуара должны быть цельнотянутые, использование фитингов недопустимо.
д) Входные и выходные штуцеры охлаждающей воды резервуаров, оборудованных змеевиками, во время технологического простоя должны быть заглушены в соответствии с 6.1.2.18.
е) Устройство охлаждающего змеевика должно позволять проводить его полную осушку.
8.5.5 Критерии подбора затворной/буферной жидкости
8.5.5.1 Заказчик/потребитель должен определить в справочных листах характеристики затворной/буферной жидкости, в соответствии с приложением А, лист 10 из рекомендуемой процедуры подбора.
8.5.5.2 Если иное не указано, то изготовитель/поставщик уплотнения и/или насоса должен учесть подбор необходимой затворной/буферной жидкости заказчиком/потребителем.
8.6 Устройства циркуляции промывочной жидкости уплотнения и затворной/буферной жидкости
8.6.1 Общие положения
В сдвоенных жидкостных уплотнениях или одинарном уплотнении, показанном на рисунке 23, внутреннее устройство циркуляции, внешний циркуляционный насос или система перекачки жидкости из внешнего источника гарантирует циркуляцию затворной/буферной жидкости или промывочной жидкости в уплотнении. Заказчик/потребитель определяет вид устройства циркуляции.
8.6.2 Внутреннее устройство циркуляции
8.6.2.1 Внутреннее устройство циркуляции должно обеспечить определенную скорость потока указанной затворной/буферной жидкости во время запуска эксплуатации и за счет вспомогательных компонентов и условий монтажа. Это изображено на рисунках Ж.29 и Ж.30. Данные условия необходимо учитывать при скоростях насоса не более 1800 об/мин, а также насосов, оборудованных вариаторами.
8.6.2.2 Для категории 3 или если согласовано, изготовитель/поставщик уплотнения должен обеспечить напорную рабочую характеристику внутреннего устройства циркуляции, основанную на результатах эксплуатационного испытания.
8.6.2.3 Радиальный зазор между вращающимся элементом устройства циркуляции и неподвижным узлом камеры уплотнения цилиндра или оболочкой цилиндра должен быть не менее 1,5 мм (1/16 дюйма).
8.6.2.4 В конструкциях торцовых уплотнений с внутренним устройством циркуляции входные и выходные порты, подающих или возвращающих затворную/буферную жидкость, должны быть совмещены.
8.6.3 Наружный циркуляционный насос
8.6.3.1 Для создания необходимой скорости потока и расхода жидкости, требуется оснастить оборудование внешним циркуляционным насосом (принудительная циркуляция), если иное не указано или если нет внутреннего устройства циркуляции. Подбор циркуляционного насоса должен быть согласован с заказчиком/потребителем и изготовителем/поставщиком уплотнения.
Необходимо контролировать работу устройства блокировки, находящееся между циркуляционным насосом и основным насосом, так как выход из строя циркуляционного насоса может привести к отказу работы торцового уплотнения в основном насосе.
8.6.3.2 Электрооборудование должно быть выбрано в соответствии с [42] или [43]. Статьи 500-502 определяют классы опасных областей.
8.6.4 Внешние системы промывки уплотнения
8.6.4.1 Если будет выбрана внешняя система промывки уплотнения, показанный на рисунках Ж.11 и Ж.18, то потребитель/заказчик должен определить необходимые характеристики жидкости. Изготовитель/поставщик уплотнения должен выбрать требуемые объем, давление и температуру.
8.6.4.2 Если иное не указано, то изготовитель/поставщик уплотнения и/или насоса должен учесть выбор потребителя/заказчика, связанный с внешней системой подачи промывочной жидкости.
Примечание - Неправильный подбор системы подачи промывочной жидкости или потока промывочной жидкости негативно влияют на рабочие характеристики насоса.
8.6.5 Резервуар для сбора конденсата
8.6.5.1 Если оборудование обеспечено системой сбора конденсата, то она должна соответствовать 8.6.5.2-8.6.5.7 (рисунок Ж.25).
8.6.5.2 Резервуар для сбора конденсата:
а) должен иметь диаметр не менее 200 мм (8 дюймов) и объем не менее 12 л (3 американских галлона) и должен быть изготовлен из углеродистой стали (график 40), должен обладать объемом минимум в соответствии с 8.5.4.4.2, 8.5.4.4.4 и таблицей 4. Если насосы изготовлены не из углеродистой стали, то резервуары должны быть из того же материала, что и корпус насоса и обладать необходимой коррозийной стойкостью и определенными механическими характеристиками;
б) должен иметь, по крайней мере, одну фланцевую торцевую крышку для внутреннего доступа при техническом обслуживании;
в) должен быть оснащен указателем уровня, установленным на фланцевой торцевой крышке;
г) должен иметь сливной патрубок (минимум 3/4 NPT), который ограничивается шаровым краном;
д) должен обладать системой вентиляции (минимум 1/2 NPT), соединяющейся с системой трубопроводов, снабженной мембранным переключателем обнаружения утечки, манометром и выпускным отверстием.
8.6.5.3 Если иное не указано, то необходимо обеспечить оборудование переключателем высокого уровня.
8.6.5.4 Если иное не указано, то тестовое соединение должно быть установлено для введения азота, которым установлено для введения азота, которым проверяют герметичность уплотнения и/или проводят очистку коллектора.
8.6.5.5 Заказчик/потребитель должен обеспечить выполнение любых других дополнительных требований по осушке.
8.6.5.6 Резервуар для сбора конденсата и его комплектующие являются оборудованием, работающим под давлением. Его гидравлические испытания должны проводиться в соответствии с 10.3.2.
8.6.5.7 Минимальный уклон трубы от фланца корпуса до коллектора должен равняться 42 мм/м (1/2 дюйм/фут). Минимальный размер трубы должен равняться DN 15 (NPS 1/2).
8.6.5.8 Если утечка затвердевает при воздействии температуры окружающей среды, то коллекторные линии необходимо изолировать и разогреть. Если иное не указано, то заказчик/потребитель должен указать тип и спецификацию для контроля процесса нагревания.
8.6.6 Системы подачи барьерной/буферной среды
8.6.6.1 Если определена необходимость наличия системы подачи буферного/барьерного газа, то заказчик/потребитель и изготовитель/поставщик торцовые уплотнения* должны определить контрольно-измерительные требования и общую конфигурацию оборудования.
___________________
* Текст документа соответствует оригиналу. - .
8.6.6.2 Изготовитель/поставщик должен обеспечить работу систем подачи барьерного/буферного газа. В состав такой системы входят: регулятор давления, коалесцирующий фильтр, расходомер, обратный клапан, входные и выходные запорные клапаны, датчик низкого давления и манометр (рисунок Ж.31).
8.6.6.3 Регулятор давления, манометр и датчик должны быть подобраны таким образом, чтобы нормальное рабочее давление находилось в середине третьей части общего диапазона. Минимальное и максимальное рабочее давление должно быть в пределах диапазона измерений.
8.6.6.4 Коалесцирующий фильтр со сменным картриджем должен иметь клапан слива и индикатор уровня жидкости. Изготовитель/поставщик коалесцирующего фильтра должен обеспечить эффективность очистки 98,7% при удалении частиц, диаметром не более 3 мкм.
Необходимо, чтобы подаваемый газ был тщательно отфильтрован, также как каналы уплотняющей поверхности могут заблокироваться, что приведет к уменьшению ее способности разделения и очистки. Результатом является быстрый износ оборудования.
8.6.6.5 Если не указано иное, то между расходомером и обратным клапаном должен быть установлен датчик интенсивности потока, в соответствии с рисунками Ж.23 и Ж.24.
9 Контрольно-измерительная аппаратура
9.1 Общие положения
9.1.1 Контрольно-измерительная аппаратура и ее монтаж должны соответствовать настоящему стандарту, если иное не указано.
9.1.2 Средства контроля и контрольно-измерительная аппаратура должны быть спроектированы в соответствии с требованиями внешнего монтажа и [44] обозначение IP 56 или [45] оболочкой тип 4.
9.1.3 Средства контроля и контрольно-измерительная аппаратура должны быть изготовлены из материалов, соответствующих требованиям окружающей среды и жидкостям/газам, с которыми они будут контактировать. Особое внимание должно уделяться контрольно-измерительным приборам (датчики уровня и переключатели, контактирующие с рабочей средой насоса и с затворной/буферной жидкости (при наличии)).
9.1.4 Контрольно-измерительная аппаратура и средства контроля должны быть спроектированы с учетом области применения и классификации (класс, группа и участок или зона).
9.1.5 Все средства контроля и контрольно-измерительные приборы должны быть легкодоступны при проведении испытаний, настройки и технического обслуживания, а также располагаться в видимости операторов.
9.2 Термоиндикаторные датчики
9.2.1 Циферблатные температурные датчики должны быть устойчивы к коррозии и другим неблагоприятным условиям работ. Датчики должны быть биметаллическими или наполненными жидкостью и иметь при необходимости жесткий стержень, необходимый для монтажа при необходимости. Нельзя использовать термометры, заполненные ртутью. Черная шкала на белом фоне - стандартный вид измерительного прибора.
9.2.2 Циферблатные температурные датчики должны быть установлены в секциях труб или упругих трубок, по согласованию.
Вспомогательным оборудованием может быть либо трубопровод, либо упругие трубки. Заказчик/потребитель должен указать, где именно необходимо разместить измерительные приборы: в упругих трубах или в трубопроводе.
9.2.3 Сенсорные элементы температурных датчиков должны находиться в жидкой среде на глубине, указанной производителем датчиков.
9.2.4 Температурные датчики, установленные на упругой трубке, должны быть в диаметре не менее 38 мм (1,5 дюйма) с длиной стержня - не меньше 50 мм (2 дюйма). Диаметр других датчиков должен быть менее 90 мм (3,5 дюйма), а длина стержня - не меньше 75 мм (3 дюйма).
Примечание - Иногда используют датчик диаметром 90 мм (3,5 дюйма) вместо стандартного 125 мм (5 дюймов) из-за малого размера трубы, используемой в уплотнительных системах.
9.3 Измерительные каналы термопар
Температурные датчики, контактирующие с пожароопасными, токсичными жидкостями или с жидкостями, находящимися в нагнетательных линиях, должны быть обеспечены отдельным резьбовым измерительным каналом термопар, изготовленным из аустенитной нержавеющей стали или из другого материала, совместимого с жидкостью, как определено изготовителем. Диаметр измерительных каналов термопары, установленной в трубопроводе должен быть не меньше DN 15 (NPS 1/2).
Измерительные каналы термопары, использующиеся в упругом трубопроводе, должны быть одобрены заказчиком. Конструкции измерительных каналов термопары и их установка не должны ограничивать поток жидкости.
9.4 Манометры
9.4.1 Выбор манометров должен соответствовать [46].
Примечание - В соответствии с вышеизложенным [47] считается эквивалентным [46].
9.4.2 Манометры (не считая встроенных воздушных манометров) должны быть оборудованы трубчатой пружиной из нержавеющей стали AISI 316 (03X17Н14М3) или из любого другого материала, совместимого с рабочей средой, механизмами из нержавеющей стали и соединениями с лысками под ключ из легированной стали 1/2 NPT.
Диаметр циферблатов измерительных приборов, установленных на упругих трубопроводах должен быть равен 64 мм (2,5 дюйма). А диаметр циферблатов, установленных на трубопроводах другого вида, должен быть в диапазоне от 114 мм (4,5 дюйма) до [152 мм (6 дюймов), если измеряемое давление выше 5,5 МПа ((55 бар) (800 фунт/psi)).
Черная шкала на белом фоне - стандартный вариант измерительного прибора. Диапазоны измерений выбираются исходя из того, что нормальное рабочее давление приходится на середину измеренного диапазона. Максимальное показание шкалы не должно быть меньше соответствующих показателей предохранительного клапана плюс 10%. Каждый манометр должен быть снабжен циферблатным вкладышем или устройством обратного выброса, спроектированных для уменьшения избыточного давления.
9.4.3 Необходимо обеспечить оборудование маслонагнетательными манометрами, если иное не указано.
9.5 Переключатели
9.5.1 Аварийные, разделяющие и контрольные переключатели
9.5.1.1 Каждый аварийный, разделяющий и контрольный переключатели должны находиться в отдельном корпусе, расположенном так, чтобы облегчить проведение испытаний и технического обслуживания. Если иное не указано, необходимо использовать двухпозиционные, двухходовые переключатели со следующими характеристиками: 5 А при работе переменного тока 120 В или 1/2 А при работе постоянного тока 120 В (в соответствии с классификацией опасности производственных помещений и применением электроэнергии в этих помещениях). Нельзя использовать ртутные переключатели.
9.5.1.2 Если иное не указано, то должны быть электрические переключатели, которые открывают (обесточивают) цепи аварийной сигнализации и замыкают (подают напряжение) при включении ее.
9.5.1.3 Установку аварийных и разделяющих переключателей нельзя осуществлять снаружи корпуса. Аварийные и разделяющие переключатели должны быть расположены так, чтобы возможно было провести испытания цепи контроля, подключая действующий элемент без вмешательства в работу оборудования. Если на стенде изготовителя/поставщика находятся разделяющие байпасные линии, то они должны обеспечить стенд лампочкой-индикатором для определения включенного байпасного режима. Если иное не указано, то переключатели должны быть снабжены устройством с ключом или другим подходящим средством для обеспечения проведения испытаний без отключения установки.
9.5.1.4 Если иное не указано и не требуется в соответствии с 8.1.12, то датчик давления должен быть изготовлен из аустенитной нержавеющей стали. Аварийная сигнализация низкого давления, которая активизируется при понижении давления, должна быть оборудована спускным клапаном или вентиляционным патрубком для контролируемого сброса давления, так чтобы оператор мог определить аварийное давление на подсоединенном манометре. Аварийная сигнализация высокого давления, которая активизируется при повышении давления, должна быть оборудована системой клапанов с измерительными устройствами и портативным испытательным насосом для повышения давления.
9.5.1.5 Все переключатели, реагирующие на одни и те же параметры, должны иметь переустанавливаемые диапазоны, такие что при переустановке одного переключателя не были бы активированы другие.
Примечание - У датчика уровня может быть достаточно широкая мертвая зона активации других переключателей при переустановке (работа с небольшими объемами, соединенными с резервуарами сдвоенных уплотнений).
9.5.2 Датчики давления
9.5.2.1 Датчики давления должны иметь защиту от максимального превышения давления из допустимого диапазона измерений. Датчики, работающие в условиях вакуума, должны также иметь необходимую защиту.
9.5.2.2 Если из-за свойств перекачиваемой рабочей среды невозможно использовать альтернативные материалы, определенные изготовителем, то контрольно-измерительная система и оборудование, работающее под давлением, должны быть изготовлены из AISI 316 (03Х17Н14М3) нержавеющей стали. Датчики давления необходимо оборудовать сильфоном и диафрагмой, если иное не указано. Соединения входного давления должны равняться 1/2 NPT. Соединения сигналов, передаваемых по воздуху, должны равняться 1/4 NPT.
9.5.2.3 Если иное не указано, то оборудование должно быть обеспечено преобразователями давления.
9.5.3 Датчики уровня
9.5.3.1 В соответствии со справочными листами датчики уровня должны быть гидростатическими, конденсаторными или ультразвуковыми, если не определено другое.
9.5.3.2 Необходимо установить датчики уровня, если иное не указано.
9.5.4 Переключатели потоков
Переключатели потоков, обеспечивающие работу барьерных/буферных газовых систем, должны быть встроенными, приводиться в действие механически и реагировать на движение газа, независимо от давления в системе.
9.6 Индикаторы уровня
9.6.1 Стандартный сменный индикатор уровня должен быть расположен на приварной панели.
9.6.2 Если требуется внешний монтаж, то сменный индикатор может быть установлен вместо стандартной приварной панели.
9.7 Контрольно-измерительная аппаратура потока
9.7.1 Индикаторы расхода потока
Индикатор расхода потока иллюминаторного типа должен иметь стальной корпус. Для обеспечения контроля расхода потока каждый индикатор расхода потока устанавливается в соответствии с инструкциями изготовителя/поставщика. Диаметр иллюминатора (окна) должен быть равен половине внутреннего диаметра трубопровода. Индикатор расхода потока должен четко показывать минимальный расход.
9.7.2 Расходомеры
Расходомер должен быть с бронированными ротаметрами или конструкциями с внутренним магнитным поплавком в соответствии со следующими рекомендациями:
а) Ротаметры должны быть установлены в вертикальном положении и соединены трубами в соответствии с требованиями поставщика;
б) Мощность ротаметра выбирается, исходя из нормального расхода, который приходится на середину одной третьей части шкалы;
в) На выходе измерительного прибора должен быть установлен запорный клапан для предотвращения обратного потока;
г) Расходомеры со стеклянной трубкой используются только для воздуха и инертного газа при температуре не более 60°С (140°F) и манометрическом давлении менее 0,7 МПа ((7 бар) (100 фунт/psi)).
9.7.3 Преобразователь сигнала расхода
Если указано, то оборудование должно быть снабжено преобразователем сигнала расхода.
9.8 Предохранительные клапаны
9.8.1 Если иное не указано, то изготовитель/поставщик должен установить предохранительные клапаны на оборудовании, трубах или упругом трубопроводе. Другие предохранительные клапаны должны быть установлены заказчиком/потребителем. Предохранительные клапаны для производственного оборудования должны отвечать требованиям, указанным в [48], часть I и часть II, и в [49]. Изготовитель/поставщик должен определить размер и допустимое давление для всех предохранительных клапанов. В справочном листе изготовителя/поставщика должны быть перечислены все предохранительные клапаны и четко указано, какие из них устанавливает изготовитель/поставщик. При установке и настройке предохранительных клапанов необходимо учесть все возможные типы отказа оборудования и конструкцию защитных систем трубопровода.
9.8.2 Если иное не указано, то предохранительные клапаны должны иметь стальные корпуса.
9.8.3 Если указано, то предохранительные термоклапаны должны быть снабжены компонентами, которые могут блокироваться изолирующими клапанами.
9.9 Регуляторы
Регуляторы для газовых буферных и барьерных систем должны устанавливаться в соответствии со следующим:
а) Регуляторы должны быть автономны и приводимы в действие чувствительной пружиной соединенной с датчиком давления.
б) Регуляторы должны быть спроектированы так, чтобы регулируемое давление воздействовало непосредственно на диафрагму через корпус клапана.
в) Регулирующее устройство должно быть обеспечено блокирующим механизмом, гарантирующим, что контрольная точка не сдвинется или не будет изменена по неосторожности.
г) Корпус регулятора должен быть сконструирован исходя из максимального изменения входного и выходного рабочего давления и температуры, на которые он рассчитан.
д) Для воздушной или азотосодержащей среды корпус регулятора должен быть из алюминиевых сплавов по согласованию с заказчиком/потребителем. Пружины и диафрагмы должны быть выполнены из стали или нержавеющей стали.
9.10 Усилители давления
Для увеличения давления поставляемого газа необходимо использовать усилитель давления газов.
10 Проверка, испытания и подготовка к транспортировке
10.1 Общие положения
10.1.1 Если указано иное, то у заказчика/потребителя должен быть свободный доступ на все предприятия изготовителя/поставщика и его субподрядчика, на которых изготавливается, проверяется и испытывается оборудование.
10.1.2 Изготовитель/поставщик должен уведомить о проверке и требованиях к испытаниям заказчика/потребителя.
10.1.3 Изготовитель/поставщик перед проведением любой проверки или испытания (по пожеланию заказчика/потребителя) должен предварительно уведомить заказчика/потребителя, что приемочные испытания необходимо проводить под наблюдением.
10.1.4 Заказчик/потребитель должен определить степень своего участия в проверке и испытаниях. Если не оговорено ранее, то изготовитель/поставщик должен минимум за 5 рабочих дней уведомить заказчика/потребителя обо всех осмотрах и испытаниях, которые проводятся в присутствии заказчика/потребителя.
10.1.5 Если не оговорено ранее, то заказчик/потребитель должен иметь доступ к программе контроля качества изготовителя/поставщика для обзора.
10.1.6 Оборудование для проведения проверок и испытаний должен предоставить изготовитель/поставщик.
10.1.7 Если не оговорено ранее, то заказчик/потребитель, изготовитель/поставщик или обе стороны должны утвердить дату начала и окончания технического контроля, который проводится в соответствии с настоящим стандартом. Пример ведомости технического контроля приведен в приложении И.
10.2 Технический осмотр
10.2.1 Части оборудования, работающие под давлением, не должны быть окрашены до тех пор, пока не закончена их проверка.
10.2.2 В дополнение к требованиям 6.1.6.10 заказчик/потребитель может потребовать следующее:
а) части оборудования, которые подвергаются поверхностной и доскональной экспертизе;
б) такие типы обследования, как магнитопорошковый метод, капиллярная дефектоскопия, рентгенографический и ультразвуковой контроль.
10.2.3 Неразрушающий контроль (NDE) должен быть выполнен в соответствии с требованиями спецификации на материал. Альтернативные стандарты могут быть предложены продавцом или определены заказчиком/потребителем. Если заказчик/потребитель определяет необходимость использования дополнительных методов исследований сварочных швов и материалов, таких как рентгенографический, ультразвуковой, магнитопорошковый или капиллярной дефектоскопии, то критерии должны быть следующие:
а) Рентгенографические исследования необходимо проводить в соответствии с разделом V, статьями 2 и 22 стандарта ASME.
б) Стандартом, определяющим последовательность проведения радиографических исследований сварных швов, должен быть [9], раздел 1, UW-51 (для 100% радиографического контроля) и UW-52 (для точечного радиографического контроля). Стандартом на литье должен быть стандарт [9], раздел 1, приложение 7.
в) Ультразвуковой контроль необходимо проводить в соответствии с [50], статьи 5 и 23.
г) Стандартом, определяющим последовательность проведения ультразвуковых исследований сварных швов, должен быть [9], раздел 1, приложение 12. Стандартом на литье должен быть стандарт [9], раздел 1, приложение 7.
д) Магнитопорошковый метод контроля надо проводить в соответствии с [48], статьи 7 и 25.
е) Стандартом, определяющим последовательность проведения магнитопорошкового метода контроля сварных швов, должен быть [9], раздел 1, приложение 6. Стандартом на литье должен быть стандарт [9], раздел 1, приложение 7.
ж) Капиллярную дефектоскопию необходимо проводить в соответствии с [50], статьи 6 и 24.
и) Стандартом, определяющим последовательность проведения капиллярной дефектоскопии сварных конструкций, должен быть [9], раздел 1, приложение 8. Стандартом на литье должен быть стандарт [9], раздел 1, приложение 7.
к) Независимо от критериев, изложенных в перечислениях б), г), е) и и), в обязанность изготовителя/поставщика входит поверка расчетных ограничений оборудования, в случае необходимости применения более жестких требований. Дефекты, не соответствующие критериям перечислений б), г), е) и и), должны быть устранены, чтобы продукция соответствовала необходимому стандарту, как определено установленным методом контроля.
л) Во время сборки системы и перед испытанием, каждый компонент (включая литые отверстия), трубопровод и вспомогательное оборудование должны быть обработаны химически или другим подходящим методом удаления посторонних материалов, продуктов коррозии и прокатной окалины.
м) Если не оговорено ранее, то необходимо проверить допустимые пределы твердости деталей, сварных швов и зон воздействия высоких температур. Методы, диапазоны, документация и протоколы (акты) испытаний должны быть согласованы заказчиком/потребителем и изготовителем/поставщиком.
10.3 Испытания
Последовательность работы при проведении испытаний уплотнений приведена на рисунке 27.
|

Рисунок 27 - Последовательность действий при проведении испытаний
10.3.1 Квалификационные испытания
10.3.1.1 Цель
10.3.1.1.1 Каждое уплотнение или система уплотнений должна быть испытана изготовителем/поставщиком перед продажей, для гарантирования их высокой надежности в соответствии с требованиями настоящего стандарта. Квалификационный тест не является приемочными испытаниями. Цель состоит в проверке соответствия общей конструкции уплотнения, а не отдельных его частей уплотнения требованиям 10.3.1.3.
Примечание - Квалификационный тест проводят для предоставления заказчику/потребителю доказательств надежной работы уплотнений в различных средах.
10.3.1.1.2 Если не оговорено ранее, то необходимо провести дополнительную проверку по взаимному соглашению изготовителя/поставщика и заказчика/потребителя. Заказчик/потребитель может установить необходимые условия испытаний, отличающиеся от условий стандартного квалификационного испытания.
10.3.1.2 Описания испытаний
10.3.1.2.1 Уплотнения должны тестироваться на определенной установке изготовителем/поставщиком уплотнений в соответствии с 10.3.1.2.2-10.3.1.2.12 и 10.3.1.3.
10.3.1.2.2 Уплотнения категории 3 должны тестироваться при использовании образцов той же конфигурации, типа, конструкции и материалов, которые применяются в конструкциях уплотнений, отгружаемых с предприятия.
10.3.1.2.3 Уплотнения категорий 1 и 2 должны тестироваться при использовании образцов той же конфигурации, типа, конструкции и материалов, которые применяются в конструкциях уплотнений отгружаемых с предприятия. Проводить дополнительные испытания нецелесообразно, если уплотняющее кольцо и ответное кольцо взаимозаменяемы с подобным образом ориентированным уплотнением категории 3, которое уже испытано в той же самой конфигурации.
Примечание - Данный подход сокращает количество проведенных испытаний и стимулирует разделение комплектующих деталей уплотнения на категории.
10.3.1.2.4 Материалы торцевого уплотнения (тип, марка и поставщик) для конкретного применения тестируются типовой испытательной средой для данного торцевого уплотнения или уплотнений категорий 1, 2 или 3.
Примечание - Данный критерий сокращает испытания и гарантирует, что все комбинации материала, из которого делают торцевые уплотнения, протестированы типовой испытательной средой.
10.3.1.2.5 Уплотнения должны тестироваться четырьмя различными испытательными средами, которые являются моделями рабочих жидкостей, указанных в трех группах применения, рекомендуемой процедуры выбора уплотнения, приведенной в приложении А. Испытательные среды: вода, пропан, 20% раствор Na(OH) и минеральное масло. Минеральное масло - белое минеральное масло обычного состава, стабильно работающее при температурах до 315°С (600°F). Таблица 7 определяет выбор испытательной жидкости в зависимости от применения.
Примечание - Выбранные испытательные среды моделируют поведение жидкостей, указанных в рекомендуемой процедуре выбора уплотнения в соответствии с приложением А. Свойства испытательных жидкостей аналогичны свойствам жидкостей, представленных в группах применения (например, вязкость, коррозионная стойкость, кристаллизация, давление насыщенного пара, содержат или не содержат углеводороды). Испытательные жидкости должны быть легкодоступны и безопасны для проведения испытаний в лабораторных условиях.
Таблица 7 - Таблица выбора испытательной жидкости в зависимости от применения
Применение | Испытательная жидкость | |||
Вода | Пропан | NaOH (20%) | Минеральное масло | |
Не содержат углеводородов | ||||
Вода | X | |||
Кислая вода | X | |||
Едкая щелочь | X | |||
Кислота | X | |||
Невоспламеняемые углеводороды | ||||
От -40°С до -7°С (от -40°F до 20°F) | X | |||
От -7°С до 150°С (от 20°F до 300°F) | X | |||
От 150°С до 400°С (от 300°F до 750°F) | X | |||
Воспламеняемые углеводороды | ||||
От -40°С до -7°С (от -40°F до 20°F) | X | |||
От -7°С до 38°С (от 20°F до 100°F) | X | |||
От 38°С до 150°С (от 100°F до 300°F) | X | |||
10.3.1.2.6 Каждое квалификационное испытание для определенной испытательной жидкости должно проходить в три этапа, изображенных на рисунках 28-32:
а) Динамический этап: жидкость должна тестироваться при постоянной температуре, давлении и скорости (базисная точка).
б) Статический этап: жидкость должна тестироваться при скорости 0 об/мин, при той же температуре и давлении, как и на динамическом этапе.
в) Циклический этап: жидкость должна тестироваться при различных температурах и давлениях (включая процессы запуска и остановки). Для воспламеняемых углеводородов, циклический этап испытаний включает процессы испарения и конденсации.
Примечание - Данные этапы выбраны для определения типов уплотнений в рабочих пределах (температуры и давления), определенных для каждой группы применения. На рисунках 28-32 представлены графические зависимости рабочих параметров испытаний для всех трех этапов и для каждой испытательной жидкости. Выбранные этапы испытаний моделируют реальные эксплуатационные режимы насоса, такие как нормальная работа, сбой, режим ожидания и запуск/остановка.
|

- температура (°С);
- абсолютное давление (МПа); 1 - условия базисной точки; 2 - цикл температуры; 3 - цикл давления; 4 - жидкая фаза; 5 - парообразная фаза
Рисунок 28 - Параметры испытаний воды
|

- температура (°С);
- абсолютное давление (МПа); 1 - условия базисной точки; 2 - цикл давления; 3 - жидкая фаза; 4 - парообразная фаза
Рисунок 29 - Параметры испытаний пропана
|

- температура (°С);
- абсолютное давление (МПа); 1 - условия базисной точки; 2 - цикл температуры; 3 - цикл давления
Рисунок 30 - Параметры испытаний щелочи (NaOH)
|

- температура (°С);
- абсолютное давление (МПа); 1 - условия базисной точки; 2 - цикл температуры; 3 - цикл давления
Рисунок 31 - Параметры испытаний минерального масла при воздействии температур от минус 7°С (20°F) до 150°С (300°F)
|

- температура (°С);
- абсолютное давление (МПа); 1 - условия базисной точки; 2 - цикл температуры; 3 - цикл давления
Рисунок 32 - Параметры испытаний минерального масла при воздействии температур от 150°С (300°F) до 260°С (500°F)
10.3.1.2.7 Для каждого типа уплотнения и испытательной среды номинальные диаметры уплотнений должны равняться 50 мм (2 дюйма) - 75 мм (3 дюйма) и 100 мм (4 дюйма) - 127 мм (5 дюймов). Для уплотнений, на которые не распространяется настоящий стандарт, необходимо проводить дополнительные квалификационные испытания.
Примечание - Большинство методов применения уплотнений описаны в настоящем стандарте. Считается, что тестирование уплотнений данных размеров соответствует указанному диапазону размеров. Рабочий режим уплотнений, размер которых находится в пределах испытательных, должен быть точно такой же, как рабочий режим уплотнений испытательных размеров.
10.3.1.2.8 Для уплотнений конфигурации 1 демонстрация рабочего режима уплотнения приводится в 10.3.1.3.
10.3.1.2.9 Для уплотнений конфигураций 2 при использовании буферных жидкостей (2CW-CW):
а) демонстрация рабочего режима внутреннего уплотнения без наружного уплотнения и с буферной жидкостью проводится в соответствии с 10.3.1.3;
б) демонстрация рабочего режима уплотнения конфигурации с наружным уплотнением и с буферной жидкостью проводится в соответствии с 10.3.1.3.
10.3.1.2.10 В уплотнениях конфигурации 2 используют резервное уплотнение с продувкой или без продувки буферным газом (2CW-CS, 2NC-CS):
а) только для конфигураций с контактными внутренними уплотнениями (2CW-CS); демонстрация рабочего режима внутреннего уплотнения без наружного уплотнения и продувки буферным газом проводится в соответствии с 10.3.1.3;
б) демонстрация рабочих режимов конфигурации с внутренним уплотнением и наружным уплотнением, но без процедуры продувки буферным газом проводится 10.3.1.3;
в) после завершения шага б) проводится демонстрация рабочего режима резервного уплотнения в соответствии с 10.3.1.3.5.
10.3.1.2.11 В уплотнениях конфигурации 3 используют затворные жидкости (3CW-FB, 3CW-FF, 3CW-BB):
а) демонстрация рабочего режима внутреннего уплотнения без наружного уплотнения и затворные жидкости проводится в соответствии с 10.3.1.3;
б) демонстрация рабочего режима конфигурации с наружным уплотнением и затворные жидкости проводится в соответствии с 10.3.1.3.
10.3.1.2.12 В уплотнениях конфигурации 3 используется барьерный газ (3NC-BB, 3NC-FF, 3NC-FB):
а) при проведении квалификационных испытаний используется барьерный газ - азот;
б) демонстрация рабочего режима конфигурации проводится в соответствии с 10.3.1.3;
в) демонстрация рабочего режима конфигурации при переменном давлении барьерного газа проводится в соответствии с 10.3.1.3.6.
10.3.1.3 Процедура испытаний
10.3.1.3.1 Последовательность испытаний должна соответствовать 10.3.1.3.2-10.3.1.3.11 и рисунку 33. Испытание должно состоять из следующих этапов: динамического, статического и циклического. Эти три этапа должны проводиться последовательно, без разборки уплотнения на составные части.
|

- время;
- скорость (об/мин); 1 - фаза динамической проверки; 2 - фаза статической проверки; 3 - фаза циклической проверки;
Примечание - Точки а, б, в, г, д, е, ж, л, м относятся к 10.3.1.3.4.
Рисунок 33 - Квалификационные испытания уплотнения изготовителем/поставщиком
10.3.1.3.2 Динамический этап квалификационных испытаний: длительность этапа не менее 100 ч при 600 об/мин, базисные точки определяются по таблице 8.
Таблица 8 - Параметры квалификационных испытаний уплотнения
Условия квалификационных испытаний | |||||
Испытательные жидкости | Барьерные/ | Базисная точка | Диапазон циклических испытаний | ||
Динамические и статические | |||||
Давление | Температура | Давление | Температура | ||
Вода | Гликоль/вода | 0,4 | 80°C (180°F) | 0,1-0,4 | 20°С - 80°С (70°F - 180°F) |
Пропан | Дизельное топливо | 1,8 | 30°С (90°F) | 1,1-1,8 | 30°С (90°F) |
20% NaOH | Гликоль/вода | 0,8 | 20°С (70°F) | 0,1-0,8 | 20°С - 80°С (70°F - 180°F) |
Минеральное масло от 20°С (70°F) до 90°С (200°F) | Дизельное топливо | 0,8 | 20°С (70°F) | 0,1-1,7 (Тип В и Тип С) 0,1-1,35 (Тип А) | 20°С - 90°С (70°F - 200°F) |
Минеральное масло от 150°С (300°F) до 400°С (750°F) | Минеральное масло | 0,8 | 400°С (750°F) | 0,1-1,7 (Тип В и Тип С) 0,1-3,5 (Тип А) | 150°С - 400°С (300°F - 750°F) |
| |||||
10.3.1.3.3 Статический этап квалификационных испытаний: длительность этапа не менее 4 ч при 0 об/мин, базисные точки определяются по таблице 8. Вращение вала в течение данного этапа не допускается.
10.3.1.3.4 Циклический этап квалификационных испытаний: проводится при температурах и давлениях, определенных таблицей 8. Этот этап выполняется следующим образом:
а) уплотнение работает при 3600 об/мин условиях давления и температуры базисных точек до установления равновесия;
б) испарение жидкости из камеры уплотнения или понижение избыточного давления невоспламеняемых жидкостей до 0 МПа (0 бар) (0 фунт/psi) (повышение давления при проведении испытаний с масляной средой). Далее необходимо провести повторную установку базисного давления;
в) понижение температуры жидкости в камере уплотнения до минимальной температуры циклического этапа (в соответствии с таблицей 8). Далее необходимо провести повторную установку базовых условий;
г) повышение температуры в камере уплотнения до максимальной температуры циклического этапа (в соответствии с таблицей 8). Далее необходимо провести повторную установку базовых условий. При проведении испытаний с минеральным маслом, необходимо повысить давление жидкости в камере уплотнения до максимального давления циклического этапа квалификационных испытаний после достижения условий базисной точки (в соответствии с таблицей 8);
д) при необходимости, отключить процесс подачи промывочной жидкости в уплотнение на 1 мин;
е) остановить проведение испытаний (0 об/мин), как минимум, на 10 мин;
ж) установить условия базисной точки и работать при 3600 об/мин;
и) повторить шаги б)-и) еще три раза;
к) повторить шаги б)-е);
л) восстановить подачу промывочной жидкости для достижения условий равновесия испытываемого уплотнения (включая выбросы углеводородов) при условиях базисной точки;
м) остановить испытания (0 об/мин). Поддерживать условия базисной точки еще по крайней мере 10 мин.
10.3.1.3.5 Необходимо провести испытания конфигурации 2 сухих контактных уплотнений без разбора внутреннего уплотнения дополнительно к требованиям 10.3.1.2.10. Условия базисной точки определяются в соответствии с рисунком 34, следующим образом:
а) Непрерывной работой оборудования при 3600 об/мин при нагнетании газа (пропана) в течение 100 ч под избыточным давлением 0,07 МПа ((0,7 бар) (10 фунт/psi)) и температуре подачи 20°С (68°F) - 40°С (104°F). Выбросы необходимо измерить [6].
б) После завершения шага а) на уплотнение необходимо воздействовать избыточным давлением азота или воздуха и провести испытания в соответствии с процедурой тестирования воздухом по 10.3.4. Перепад давления может превышать требования 10.3.4, но должен регистрироваться каждую минуту. При проведении этого испытания вращение вала недопустимо.
в) После завершения этапа б) необходимо заполнить герметичный корпус уплотнения дизельной жидкостью, которая находится при температуре 20°С - 40°С (68°F и 104°F) и поддерживать уровень давления 0,28 МПа (2,8 бар) (40 фунт/psi). Далее процедура повторяется, так оборудование должно проработать в течение 100 часов при 3600 об/мин. Необходимо регистрировать скорость утечки.
г) После завершения этапа в) необходимо в течение не менее 4 часов провести статическое испытание уплотнения с дизельным топливом по крайней мере при 0 об/мин (после необходимо остановить работу уплотнения), под избыточным давлением 1,7 МПа ((17 бар) (246 фунт/psi)). Вращение вала недопустимо при проведении статического испытания. Необходимо также регистрировать скорость утечки.
Примечание - При проведении квалификационных испытаний уплотнения конфигурации 2, герметичность внутреннего уплотнения должна быть обеспечена при воздействии низкого давления и паров/жидкостей. Манометрическое давление 0,28 МПа ((2,8 бар) (40 фунт/psi)) считается максимальным допустимым давлением.
|

- время;
- скорость (об/мин); 1 - фаза динамической проверки; 2 - фаза статической проверки
Примечание 1 - Цикл испытаний определен 10.3.1.3.5.
Примечание 2 - Звездочками указаны отрезки, измеряющие время и точку замера, в соответствии с 10.3.1.3.5 и приложением И.
а) Избыточное давление пропана равняется 0,07 МПа ((0,7 бар) (10 фунт/psi)).
б) Избыточное давление азота равняется 0,17 МПа ((1,7 бар) (25 фунт/psi)).
в) Избыточное давление дизельной жидкости равняется 0,28 МПа ((2,8 бар) (40 фунт/psi)).
г) Избыточное давление дизельной жидкости равняется 1,7 МПа ((17 бар) (250 фунт/psi)).
Рисунок 34 - Квалификационные испытания резервных уплотнений изготовителем/поставщиком
10.3.1.3.6 В уплотнениях конфигурации 3 используют барьерный газ, проверка рабочего режима конфигурации 3 при воздействии переменного давления барьерного газа должна проводиться в соответствии с рисунком 35:
а) Давления барьерного газа должно быть равно нулю в течение не менее 1 часа (статическое испытание).
б) Восстановление давления барьерного газа, повторный запуск и работа оборудования до установления равновесия; регистрация любых утечек и расхода барьерного газа.
в) Во время рабочего режима уплотнения необходимо приостановить подачу барьерного газа к уплотнению на 1 минуту.
Примечание - Цель данной операции - моделирование реальных рабочих условий путем неравномерной подачи буферного газа.
г) Восстановление давления барьерного газа, работа оборудования до установления равновесия; регистрация любых утечек и расхода затворной жидкости.
д) Остановка рабочего режима уплотнения (0 об/мин). Необходимо заблокировать газовую панель управления и поддерживать условия базисной точки внутреннего уплотнения в течение 10 мин. Необходимо регистрировать повышение давления в системе барьерной жидкости.
Примечание - Этот этап является продолжением 10.3.1.3.4 испытаний резервных уплотнений с нагнетаемым газом конфигурации 3. Он обеспечивает проверку уплотнения на способность выдерживать нагрузки при запуске и сбое.
|

- время;
- скорость (об/мин); 1 - начинается в конечной точке рисунка 33; 2 - равновесие
Примечание 1 - Цикл проверки, определенный 10.3.1.3.6.
Примечание 2 - Звездочками указаны отрезки, измеряющие время и точку замера, в соответствии с 10.3.1.3.6 и приложением Л.
а) Барьер при избыточном давлении 0 МПа ((0 бар) (0 фунт/psi)), внутреннее уплотнение при нормальном давлении испытания.
б) Барьер при нормальном давлении испытания, внутреннее уплотнение при нормальном давлении испытания.
в) Изолирование давление барьера от давления подачи, внутреннее уплотнение при нормальном давлении испытания.
г) Барьер при нормальном давлении испытания, внутреннее уплотнение при нормальном давлении испытания.
д) Барьер заблокирован, внутреннее уплотнение при нормальном давлении испытания.
Рисунок 35 - Квалификационные испытания изготовителя/поставщика уплотнений с газовым барьером
10.3.1.3.7 Измерения необходимо занести в бланки, приведенные в приложении И.
10.3.1.3.8 Во всех камерах уплотнения необходимо измерять температуру и давление жидкости.
Примечание - Измеренное значение температуры жидкости в камере уплотнения является средней между температурой на входе и выходе.
10.3.1.3.9 Концентрация утечки летучих органических соединений (VOC) испытательных сред измеряется газоанализатором органических паров в соответствии с [6]. Газоанализатор осуществляет измерения в течение определенного времени.
Примечание - Этот метод измерений, определения концентрации летучих органических соединений (VOC) в окружающей среде непосредственно вокруг уплотнения, не является методом измерения скорости утечки летучих органических соединений.
10.3.1.3.10 Все диапазоны измерений выбираются так, чтобы точка, определяющая нормальную работу оборудования, находилась в середине диапазона измерений.
10.3.1.3.11 Измерительные приборы и методы измерений должны соответствовать [51].
10.3.1.3.12 Износ уплотняющей поверхности должен быть определен на основе внешнего вида торцевых поверхностей до и после испытания. Измерения должны проводиться в четырех местах, приблизительно на одинаковом расстоянии, по окружности уплотняющих поверхностей.
10.3.1.4 Минимальные эксплуатационные требования
10.3.1.4.1 Выбросы должны соответствовать определенным нормам и правилам. После проведения испытаний одинарных уплотнений в соответствии с 10.3.1.3.2, 10.3.1.3.3 и 10.3.1.3.4 допустимыми являются следующие выбросы:
а) концентрация паров не более 1000 мл/м (1000) по [6];
б) средняя скорость утечки жидкости на две уплотняющие поверхности не более 5,6 галлон/ч (2 капли в минуту).
Примечание - Для увеличения надежности необходимо смазывать все торцевые поверхности торцовых уплотнений; это приводит к минимальному уровню утечек. При проведении испытаний (водой) гидроизолирующего контактного уплотнения (1CW), утечка, как правило, испаряется. Но из-за конструктивных особенностей торцевой поверхности уплотнения показатели утечек могут увеличиваться, появляются ярко-выраженные капли. Это показано в А.1.3. При использовании гидроизолирующего сдвоенного герметичного контактного уплотнения с неиспаряемой затворной жидкостью (на основе смазочных материалов), может также произойти утечка в виде ярко-выраженных капель. Скорость утечки составляет не более 5,6 галлон/ч (2 капли в минуту).
Заказчик/потребитель определяет допустимые пределы выпуска/утечки при применении уплотнения и сравнивает эти пределы со значениями, перечисленными в бланках по квалификационному испытанию. Локальные пределы могут быть ниже установленных величин. Если уплотнения конфигурации 1 не соответствуют местным нормам по утечке и выпуску, то конфигурации 2 или 3 могут соответствовать заданным величинам.
10.3.1.4.2 Испытание герметичных уплотнений проводится в соответствии с местными нормами и правилами и перечислением а) 10.3.1.3.5, максимально допустимая концентрация утечки паров должна равняться 1000 мл/м (1000) в соответствии с [6]).
Примечание - Считается, что перечисление а) соответствует нормальному режиму работы, а остальное - условиям сбоя оборудования.
10.3.1.4.3 По завершении квалификационных испытаний суммарный износ основных уплотняющих поверхностей должен равняться, как минимум, 1% износа уплотняющей поверхности.
Примечание 1 - Чрезмерный износ одинарного уплотнения в определенном квалификационном испытании может выявить, что для данной работы предпочтительней использовать сдвоенное уплотнение.
Примечание 2 - Износ уплотняющей поверхности изменяется нелинейно в зависимости от размера, скорости, давления и среды. Основной износ уплотняющей поверхности происходит при запуске или сразу после запуска.
10.3.1.4.4 Суммарный износ резервных уплотнений при проведении испытаний в соответствии с 10.3.1.3.2-10.3.1.3.5 должен равняться как минимум 1% имеющегося износа уплотняющей поверхности.
10.3.1.5 Результаты испытаний
Изготовитель/поставщик уплотнений должен предоставить результаты квалификационных испытаний и аттестаты в соответствии с таблицей 9. Результаты испытаний должны включать информацию, указанную в формах результатов квалификационных испытаний, указанную в приложении И. Любые условия, нарушающие эксплуатационные требования и снижающие надежность уплотнений, должны подлежать отчетности.
10.3.2 Гидростатическое испытание торцового уплотнения, работающего под давлением, и испытание вспомогательного оборудования
10.3.2.1 Составные части корпуса уплотнения, работающего под давлением (кроме фланца корпуса, сконструированных из цельного ковкого материала или заготовки), должны пройти гидростатическое испытание жидкостью под давлением, которое в 1,5 раза больше максимального допустимого рабочего давления, но не меньшее чем избыточное давление 0,14 МПа ((1,4 бар) (20 фунт/psi)). Температура испытательной жидкости должна быть выше перехода точки нулевой вязкости испытуемого материала.
10.3.2.2 Если на испытуемые части оборудования воздействует температура, снижающая прочность материала (комнатная температура), то необходимо давление, возникающее при гидростатическом испытании умножить на коэффициент, полученный при делении допустимого рабочего напряжения материала (комнатная температура) на допустимое рабочее напряжение материала (рабочая температура). Используемые величины напряжения должны соответствовать [21] для трубопровода или [8] или [9], раздел 1 для сосудов. Полученное давление должно являться минимальным давлением, при котором следует выполнять гидростатическое испытание. В листах данных необходимо перечислить фактические величины гидростатического давления испытаний.
Примечание - Для данного положения [22] эквивалентен [21].
10.3.2.3 При необходимости испытания должны соответствовать [8] или [9]. При существовании несоответствий между стандартным испытательным давлением и испытательным давлением, приведенном в настоящем стандарте, необходимо применить более высокое давление.
10.3.2.4 Содержание хлоридов в жидкостях, используемых для испытания частей оборудования из аустенитной нержавеющей стали, не должно превышать 50 мг/кг. Для предотвращения осаждения хлоридов при испарении, всю остаточную жидкость необходимо удалить с испытуемых частей оборудования в конце процедуры.
10.3.2.5 Испытания продолжаются в течение определенного промежутка времени, так как необходимо провести полную экспертизу частей оборудования, работающего под давлением. Гидростатические испытания считают удовлетворительными, если не наблюдается утечек через камеру уплотнения в течение как минимум 30 минут.
10.3.3 Испытания уплотнения в рабочем режиме изготовителем/поставщиком
10.3.3.1 Каждое торцовое уплотнение должно тестироваться изготовителем на герметичность сжатым воздухом в соответствии с 10.3.4 после окончательной сборки оборудования. Условия испытаний должны включать следующие требования:
а) После сборки уплотнение необходимо тщательно осмотреть, очистить, проверить торцевые поверхности на отсутствие следов смазки и жира. Должны проводиться определенные типы работ, использоваться материалы и прокладки.
б) На испытательной установке должно размещаться все уплотнение полностью: в уплотнительный картридж, камеру уплотнения и фланец корпуса (если предусмотрено изготовителем/поставщиком) нельзя вносить изменения.
в) Каждая уплотнительная секция уплотнений конфигурации 2 и 3 должны испытываться автономно.
10.3.3.2 После успешного теста на герметичность сжатым воздухом, проверенный уплотнительный картридж не нужно разбирать. Узел картриджа должен быть отмечен биркой с текстом "Испытание на герметичность сжатым воздухом пройдено, удостоверено изготовителем/поставщиком уплотнения", с указанием даты испытания и имени контролера.
10.3.3.3 Если узел уплотнения не прошел испытания на герметичность сжатым воздухом, необходимо повторять испытания, пока не будет получен положительный результат.
10.3.4 Испытание на герметичность сжатым воздухом
10.3.4.1 Установка
В состав установки для проведения испытаний на герметичность сжатым воздухом должна входить: система наполнения и устройство для поддержания давления. Эти приспособления изолированы от уплотнительной секции. Сам измерительный прибор обладает определенным диапазоном измерений, избыточное давление 0,17 МПа ((1,7 бар) (25 фунт/psi)) должно приходиться на середину диапазона.
10.3.4.2 Порядок действия
В каждой уплотнительной секции должно поддерживаться давление при помощи чистого воздуха до избыточного давления 0,17 МПа ((1,7 бар) (25 фунт/psi)). Объем каждой испытываемой секции вместе с обвязкой не должен превышать 28 л (1 фут). Испытательная установка должна быть изолирована от источника нагнетания давления, которое необходимо поддерживать не менее пяти минут. Максимальное снижение давления должно равняться 0,014 МПа ((0,14 бар) (2 фунт/psi)).
10.3.4.3 Сдвоенное уплотнение
В каждой уплотнительной секции уплотнения конфигурации 2 или 3 необходимо отдельно поддерживать давление. Соединения секций выполняются так, чтобы тестирование каждой из них проходило независимо друг от друга.
10.3.5 Испытание работающего уплотнения изготовителем/поставщиком насоса
10.3.5.1 Модифицированные уплотняющие поверхности
Если не определено другое, то уплотнение, испытанное на герметичность сжатым воздухом, должно поставляться изготовителем/поставщиком насоса уже с модифицированными уплотняющими поверхностями, предназначенными для определения эксплуатационных характеристик насоса во время его работы. После определения эксплуатационных характеристик насоса необходимо снабдить уплотнение рабочими уплотняющими поверхностями. Испытания на герметичность сжатым воздухом проводятся в соответствии с 10.3.4.
10.3.5.2 Уплотнения, не используемые во время определения эксплуатационных характеристик насоса
Если не определено другое, то поставляемые уплотнения не должны работать с насосом при определении эксплуатационных характеристик для предотвращения повреждения. При определении эксплуатационных характеристик насоса используется уплотнение, которое поставляется изготовителем/поставщиком насоса. Указанные выше уплотнения и камера уплотнения (при наличии) должны быть установлены после определения эксплуатационных характеристик насоса и проведения испытаний на герметичность сжатым воздухом в соответствии с 10.3.4. Необходимо указать, если производится транспортировка не установленного уплотнения.
10.4 Подготовка к транспортировке
10.4.1 Если не указано иное, то оборудование должно быть подготовлено к транспортировке в соответствии с 10.4.3.
10.4.2 Изготовитель/поставщик должен предоставить заказчику/потребителю необходимые инструкции для поддержания оборудования в целостности и сохранности при хранении его после доставки к месту работы и перед запуском.
10.4.3 Необходимо подготовить оборудование к транспортировке после распределения его заказчику/потребителю и завершения всех проверок и испытаний. Подготовку к транспортировке проводят следующим образом:
а) Наружные поверхности, за исключением механически обработанных поверхностей, должны быть окрашены изготовителем/поставщиком как минимум в один слой краски. Краска не должна содержать свинец или хроматы. Части оборудования, сконструированные из нержавеющей стали, не нуждаются в окраске.
б) Наружные, механически обработанные поверхности, изготовленные из углеродистой стали, должны покрываться антикоррозийным составом.
в) Внутренняя часть оборудования должна быть очищена, на ней не должно быть окалины, сварочных брызг и инородных тел.
г) Внутренние стальные поверхности вспомогательного оборудования (резервуары, например), сделанные из углеродистой стали, должны покрываться маслорастворимым антикоррозийным составом.
д) Фланцевые отверстия должны быть закрыты с помощью четырех болтов металлическими заглушками толщиной не менее 4,8 мм (3/16 дюйма) с упругой прокладкой. Болт должен быть обеспечен гайкой.
е) Отверстия с резьбой необходимо заглушить в соответствии с 6.1.2.18.
ж) Оборудование, масса которого более 23 кг (50 фунт), должно быть обеспечено узлами для подъема с указанием центра тяжести в соответствии с требованиями местных норм и правил. Изготовитель/поставщик должен предоставить рекомендуемую подъемную установку.
и) Для уплотнений категории 3 оборудование необходимо идентифицировать по наименованию и серийному номеру. Комплектующие, транспортируемые отдельно, должны быть обеспечены табличкой, изготовленной из коррозионно-стойкой стали, на которой указаны наименования и серийный номер оборудования. Комплектующие необходимо транспортировать с копиями упаковочных ведомостей: одна - внутри, другая снаружи контейнера для перевозок.
10.4.4 Соединительные трубы вспомогательного трубопровода должны снабжаться тисненой или перманентной меткой, выбранной в соответствии с таблицей соединительных труб изготовителя/поставщика или чертежом общего вида. Необходимо указать также маркировку обслуживания и эксплуатации соединительных труб.
10.4.5 Одна копия инструкций по установке уплотнения изготовителя/поставщика должна быть упакована и отправлена вместе с оборудованием.
11 Передача данных
11.1 Общие положения
11.1.1 Заполнение листов данных, показанных в приложении В, - это взаимная ответственность изготовителя/поставщика и заказчика/потребителя. Заказчик/потребитель может предложить изготовителю/поставщику листы данных другой формы, не указанной в данном стандарте. Альтернативные листы данных должны содержать всю информацию, приведенную в приложении В. Торцовые уплотнения могут быть описаны с указанием кодов торцовых уплотнений, приведенных в приложении Г.
Примечание - С помощью данной информации выбирается спецификация и составляется гарантийное соглашение.
11.1.2 Необходимая информация, которую должен предоставить изготовитель/поставщик, указана в таблицах 9 и 10 и описана в 11.2 и 11.3. Данную информацию необходимо переслать на адрес (адреса), указанный в запросе или заказе.
11.1.3 Нижеприведенная информация должна быть указана в сопроводительных письмах и листах данных торцовых уплотнений категории 1 и 2. Нижеприведенная информация для уплотнений категории 3 должна приводиться в сопроводительных письмах, на листах данных торцовых уплотнений, на компоновочных чертежах и в руководствах по монтажу, эксплуатации и техническому обслуживанию:
а) имя заказчика/потребителя или название фирмы;
б) ссылки на проекты;
в) артикул оборудования и наименование;
г) номер запроса или заказа на поставку;
д) любое другое обозначение, указанное в запросе или заказе на поставку;
е) предложенные ссылки идентификации изготовителя/поставщика, номер заводского заказа, серийный номер или другие ссылки, требуемые для однозначной идентификации обратной корреспонденции.
11.1.4 Если не оговорено ранее, то форма требований по механическому уплотнению должна заполняться заказчиком/потребителем и изготовителем/поставщиком. Эта форма показана в приложении И. Заказчик/потребитель может запросить данную информацию в такой же форме или в любой другой, если она включает всю информацию, представленную в приложении И (как минимум).
11.2 Предлагаемые данные
11.2.1 Предложение изготовителя/поставщика уплотнений должно включать как минимум информацию, указанную в таблице 9.
11.2.2 Чертеж поперечного сечения уплотнения (приемлемый типовой чертеж) должен включать следующее:
а) необходимую информацию о размерах оборудования (внутренний диаметр, глубина камеры уплотнения, соединения фланца корпуса, расстояние до самых близких препятствий внешней поверхности в камере уплотнения) для проверки правильной установки;
б) габаритные размеры уплотнения и любые, относящиеся к уплотнению установочные размеры;
в) допустимое отклонение оси уплотнения при дифференциальном движении вала/корпуса;
г) спецификации на материал;
д) отдельный чертеж камеры уплотнения с пояснением модификаций насоса, необходимый для соответствия предложенному уплотнению. На этом чертеже должен изображаться блок уплотнения или ссылка на него.
Таблица 9 - Предлагаемые данные
Требуемая информация | Категория уплотнения | ||
1 | 2 | 3 | |
Чертеж поперечного сечения (стандартный) | X | X | X |
Схема системы вспомогательных устройств | X | ||
Правильно заполненные листы данных | X | X | X |
Предлагаемые альтернативы | X | X | X |
Исключения к настоящему стандарту | X | X | X |
Подробный перечень материалов по уплотнениям и вспомогательным системам | X | ||
Предполагаемая утечка в уплотнении 2NC-CS при номинальном рабочем давлении в камере уплотнения | X | X | X |
Результаты и свидетельство квалификационного испытания уплотнения | X | ||
Эксплуатационные параметры конструкции уплотнения | X | ||
Осевое избыточное усилие уплотнения на вал | X | ||
Форма требований к данным | Х | Х | Х |
| |||
11.2.3 Эксплуатационные характеристики уплотнения, перечисленные в справочном листе, должны включать следующую информацию, относящуюся к параметрам жидкости и насоса:
а) динамическое уплотняемое давление;
б) номинальное статическое уплотняемое давление;
в) максимальное обратное давление (при необходимости);
г) максимальные и минимальные рабочие температуры.
11.2.4 Результаты квалификационного испытания уплотнения должны содержать следующую информацию:
а) заполненные формы результатов квалификационных испытаний (приложение К) и любую другую необходимую информацию;
б) сертификат, подтверждающий, что квалификационные испытания были проведены в соответствии с требованиями настоящего стандарта;
в) пояснительные документы, описывающие различия спецификаций между испытуемым уплотнением и предложенным уплотнением;
г) условия, из-за которых может возникнуть риск несоответствия уплотнения функциональным требованиям настоящего стандарта.
11.3 Данные контракта
11.3.1 Изготовитель/поставщик должен предоставить заказчику/потребителю как минимум информацию, указанную в таблице 10.
Таблица 10 - Данные контракта
Требуемая информация | Категория уплотнения | ||
1 | 2 | 3 | |
Чертеж поперечного сечения (типовой) | X | X | |
Чертеж поперечного сечения (специальный) | X | ||
Схема системы вспомогательных устройств | X | X | X |
Детальный чертеж вспомогательных систем | X | ||
Правильно заполненные справочные листы | X | X | X |
Подробный перечень материалов по уплотнениям и вспомогательным системам | X | X | X |
Энергетический расчет уплотнения и расчет теплопоглощения | X | ||
Осевая нагрузка уплотнения на вал | X | ||
Производительность внутренних циркулирующих устройств (данные испытаний) | X | ||
Инструкции по монтажу, эксплуатации и техническому обслуживанию (типовые) | X | X | |
Инструкции по монтажу, эксплуатации и техническому обслуживанию (специальные) | X | ||
Свидетельство о прохождении гидравлических испытаний | X | ||
Паспорт безопасности материала | X | ||
Форма требований к данным | Х | Х | Х |
| |||
11.3.2 Чертеж специфического уплотнения поперечного сечения должен содержать как минимум следующее:
а) все составные части уплотнения, имеющие отношение к заказу и к уплотнению;
б) размеры, проверяющие расположение уплотнения;
в) размеры насоса, взаимодействующего с уплотнением;
г) габаритные размеры уплотнения;
д) размеры соединительных частей камеры уплотнения и фланца корпуса;
е) спецификации системы вспомогательных устройств и энергоносителей;
ж) размеры соединений для систем вспомогательных устройств и энергоносителей;
и) эксплуатационные условия и условия нагнетания уплотнения;
к) допустимое осевое перемещение уплотнения от заданного значения;
л) категория, тип и конфигурация уплотнения, определенные настоящим стандартом;
м) соответствующая маркировка и ссылка на перечень материалов (материалы конструкции и наименование позиций).
11.3.3 Схематический чертеж системы вспомогательных устройств должен включать:
а) трубопровод и диаграммы контрольно-измерительных приборов;
б) все требования, касающиеся внешних энергоносителей и их расположение;
в) маркировку и ссылку на перечень материалов;
г) спецификацию на затворную/буферную жидкость;
д) давление гидравлического испытания при необходимости;
е) максимальное конструкционное давление и температуру;
ж) размер и установленное давление предохранительных клапанов.
11.3.4 Детальный чертеж системы вспомогательных устройств должен включать:
а) монтажные и общие габаритные размеры;
б) требования по внешним энергоносителям и их расположению;
в) расположение всех соединений трубопровода их тип и размер;
г) соответствующая маркировка и ссылки на перечень материалов;
д) спецификация на затворную/буферную жидкость;
е) места установки аварийной сигнализации и оборудования;
ж) давление гидравлического испытания, если необходимо;
и) максимальное проектное давление и температура;
к) размер отверстий;
л) размер и допустимое давление предохранительных клапанов.
11.3.5 В перечне материалов, из которых конструируют уплотнения, должны обязательно учитываться рекомендуемые запасные части.
11.3.6 Если не оговорено при запросе, то инструкции по монтажу, эксплуатации и техническому обслуживанию оборудования должны быть на английском языке или русском языке (при необходимости). Также необходимо наличие копий инструкций по уплотнению и вспомогательным устройствам. Инструкциями и списком перекрестных ссылок должны быть снабжены чертежи и перечни материалов, благодаря которым заказчик/потребитель сможет правильно установить, эксплуатировать и обслуживать оборудование, предоставленное для продажи. Затяжки крепежных деталей и резьбовых соединений элементов конструкции должны быть установлены документально.
11.3.7 Для уплотнений категории 3 изготовитель/поставщик должен предоставить необходимые письменные инструкции и чертежи, для того чтобы заказчик/потребитель мог правильно смонтировать, эксплуатировать и обслуживать оборудование. Данные чертежи и инструкции должны учитываться в руководстве или в руководствах вместе с сопроводительной запиской и информацией, 11.1.3, каталожным листом и с заполненным списком вложенных чертежей (название и номер чертежа). Руководство или руководства подготавливаются специально для оборудования, которое идет на продажу. "Типовые" руководства недопустимы.
11.3.8 Необходимо предоставить паспорта безопасности материалов, (специальных красок, консервантов, покрытий и химикатов), которые используются в уплотнении или системе вспомогательных устройств.
Приложение А
(справочное)
Рекомендуемая процедура подбора уплотнений
А.1 Допущения и инструкции
А.1.1 Область применения
Настоящая процедура подбирает подходящий (рекомендуемый) тип уплотнения, конфигурацию, схему промывки и вид затворной/буферной жидкости, предназначенные для определенных рабочих условий, соответствующих рабочему режиму уплотнений категории 1, 2 или 3.
Среды, входящие в настоящий процесс подбора:
а) вода;
б) сернистая вода (содержащая );
в) каустическая сода;
г) амины;
д) некоторые кислоты;
е) большинство углеводородов.
А.1.2 Необходимые дополнительные инженерные требования
Настоящая процедура является рекомендуемой. Заказчик/потребитель или изготовитель/поставщик уплотнения ответственны за проведения данной процедуры. Они должны подобрать определенному уплотнению соответствующие вспомогательные устройства для рабочих условий. Альтернативные критерии отбора и детализированный технический обзор рекомендуется для следующих рабочих условий:
а) высокие температуры выше:
1) для уплотнений категории 1: 260°С (500°F),
2) для уплотнений категории 2 и 3: 400°С (750°F);
б) низкие температуры, ниже минус 40°С (минус 40°F);
в) высокое давление уплотнения (манометрическое) выше:
1) для уплотнений категории 1: 2,1 МПа ((21 бар) (300 фунт/psi)),
2) для уплотнений категории 2 и 3: 4,1 МПа ((41 бар) (600 фунт/psi));
г) поверхностная скорость выше 23 м/с (4500 футов/мин);
д) высоко коррозийные среды, (материалы, приведенные в настоящем стандарте, не подходящие);
е) среды с абсолютными давлениями насыщенного пара более 3,4 МПа ((34 бар) (493 фунт/psi));
ж) нестабильные свойства среды (многофазные или неньютоновские среды);
и) высокая концентрация твердых частиц;
к) диаметры вала больше 110 мм (4,3 дюйма) или меньше 20 мм (0,75 дюйма);
л) высокая вязкость или температура текучести выше или в пределах 20°С (36°F) от минимальной температуры окружающей среды.
А.1.3 Утечка уплотнений
Существует вероятность удельного массового расхода через торцевую поверхность торцового уплотнения. Некоторые уплотнения, в частности бесконтактные уплотнения, разработаны так, чтобы между торцевыми поверхностями проходил поток. Во многих насосах по ГОСТ 32601-2013 не должно существовать видимой утечки уплотнения из-за перекачиваемой среды. Утечка происходит независимо от категории уплотнения, типа или конфигурации; в сдвоенных уплотнениях пропускаемая жидкость может быть буферной или затворной жидкостью вместо перекачиваемой. Буферная и затворные жидкости часто являются смазочными нелетучими материалами, проявляемыми в виде капель. Иногда видимая утечка появляется при длительном использовании, так как в нем накапливаются нелетучие составляющие перекачиваемой среды или буферной/затворной жидкости.
Особенностью контактных уплотнений, приводящей к утечкам, является переменное или низкое соотношение баланса или усиление торцевой поверхности, наплавление сплошное/несплошное, соединение внахлестку для снижения износа и расширение оболочки конструкции; учитывая данные особенности, утечка может быть большей, чем у уплотнений с плоскими торцевыми поверхностями. В уплотнениях, работающих под высоким давлением, но фактически используемых при низком давлении, может возникнуть недопустимая утечка. Одинарное жидкостное контактное уплотнение (1CW) (с системой герметизации от воды) во время испытаний изготовителя/поставщика насоса может пропускать жидкость, если она летучая и невидимая. Данные особенности конструкции уплотнения необходимы для обеспечения надежности работы оборудования при изменении уровня утечки оборудования герметичном от воды окружающей среды*. Небольшая видимая утечка может произойти при испытании насоса изготовителем/поставщиком.
___________________
* Текст документа соответствует оригиналу. - .
Не конструкторские особенности оборудования также приводят к утечкам; они могут быть результатом отклоняющихся от нормальных рабочих условий состояния системы. После приработки контактного уплотнения (соответствия эксплуатационным характеристикам), изменения условий работы системы может привести к усилению утечки. Нельзя менять условия работы пока торцевые поверхности не износятся. Такие изменения включают в себя тип среды, вязкость или плотность перекачиваемой или буферной/затворной жидкости. Эксплуатационные условия, такие как температура или давление вне оболочки конструкции, могут деформировать уплотнение и привести к усилению утечки. Другие особенности системы, влияющие на скорость утечки, кроме рабочего состояния частей уплотнения, включают эксплуатацию насоса при нерасчетных условиях, деформацию труб, проблемы с подшипниками, утечки через арматуру в месте уплотнительной набивки (часто ошибочно принимается как утечка уплотнения), лопастное колесо или повреждение манжеты.
А.1.4 Инструкции и листы подбора уплотнения
Настоящая процедура начинается на листе 1 и продолжается на каждой следующей странице в виде рисунков А.1-А.12 и таблиц А.1-А.12. В них приводятся рабочие условия и тип жидкости (перечислены альтернативные типы уплотнений, которые считаются приемлемым эквивалентом для настоящего стандарта).
Рекомендуемая процедура подбора уплотнений (в системе единиц измерения СИ)
Лист 1 из 10
|

Рисунок А.1
Рекомендуемая процедура подбора уплотнений (в системе единиц измерения СИ). Обзор категории, типа и конфигурации уплотнения
Лист 2 из 10
Уплотнения должны быть категории 1, 2 или 3, как согласовано.
Основные характеристики каждой категории приведены ниже. Опции, при их наличии для каждой характеристики, приведены в тексте с пометкой "если согласовано". Номера пунктов в круглых скобках указывают, где требования уже установлены.
Таблица А.1
Характеристика | Категория 1 | Категория 2 | Категория 3 |
Размер камеры уплотнения (4.1.2) | [5]-С, [1] и [2] | ГОСТ 32601 и [5]-Н | ГОСТ 32601 и [5]-Н |
Диапазон температур (4.1.2) | -40°С - 260°С | -40°С - 400°С | -40°С - 400°С |
Диапазон абсолютных давлений (4.1.2) | 2,2 МПа | 4,2 МПа | 4,2 МПа |
Материал, из которого изготовлены торцевые поверхности (6.1.6.2) | Карбид высшего качества, противостоящий образованию пузырей против карбида кремния | Карбид высшего качества, противостоящий образованию пузырей против карбида кремния | Карбид высшего качества, противостоящий образованию пузырей против карбида кремния |
Требования к промывочной жидкости, которая поступает во внутрь уплотнения (конфигурации 1 и 2 с вращением упругих элементов) | При необходимости по 6.1.2.14 или, если согласовано, по 6.2.1.2.1 | При необходимости по 6.1.2.14 или, если согласовано, по 6.2.1.2.1 | Необходимое в соответствии с 6.2.3.2 |
Требование к контактирующим металлическим поверхностям фланца корпуса | Необходимое в соответствии с 6.2.1.2.2 | Заданные внутренний и наружный диаметры круглого сечения болта (6.2.2.2.2) | Заданные внутренний и наружный диаметры круглого сечения болта (6.2.2.2.2) |
Необходимое увеличение размера втулки картриджевого уплотнения | Нет | Увеличение 10 мм (6.2.2.3.1) | Увеличение 10 мм (6.2.2.3.1) |
Требование к конструкции дросселирующей втулки для уплотнений конфигурации 1 (7.1.2.1) | Неподвижная углеродная; плавающая углеродная; на выбор (7.1.2.2) | Неподвижная, из невоспламеняемого металла; плавающая углеродная; на выбор (7.1.2.2) | Плавающая углеродная |
Кривая потока устройства циркуляции в сдвоенном уплотнении | Если согласовано (8.6.2.2) | Если согласовано (8.6.2.2) | Обязательное (8.6.2.2) |
Область квалификационных испытаний продавца | Испытывать как категорию 1, если торцевые поверхности, взаимозаменяемы с категорией 3 (10.3.1.2.3) | Испытывать как категорию 1, если торцевые поверхности, взаимозаменяемы с категорией 3 (10.3.1.2.3) | Испытывать как категорию 3, рассматривать узел уплотнения как отдельную единицу (10.3.1.2.2) |
Требования к данным для предложения | Минимальные (11.2.1) | Минимальные (11.2.1) | Обязательные, включая результаты квалификационных испытаний (11.2.1) |
Требования к данным для контракта | Минимальные (11.3.1) | Минимальные (11.3.1) | Обязательные (11.3.1) |
Лист 2 из 10
(продолжение)
Тип уплотнения должен быть: тип А, В, или С, как согласовано.
Основные характеристики каждого типа приведены ниже. Опции, при их наличии, для каждой характеристики приведены в тексте с пометкой "если согласовано". Номера пунктов в круглых скобках указывают, где установлены определенные требования.
Таблица А.2
Характеристика | Тип А | Тип В | Тип С |
Диапазон температур, при стандартных условиях эксплуатации (4.1.3) | -40°С - 176°С | -40°С - 176°С | -40°С - 400°С |
Требование гидравлической балансировки (4.1.3 и 6.1.1.7) | Сбалансированный (т.е. гидравлический баланс менее 1) | Сбалансированный (т.е. гидравлический баланс менее 1) | Сбалансированный (т.е. гидравлический баланс менее 1) |
Требование к монтажу (4.1.3) | Внутри камеры уплотнения | Внутри камеры уплотнения | Внутри камеры уплотнения |
Требования к картриджу (4.1.3 и 6.1.1.1) | Конструкция картриджа | Конструкция картриджа | Конструкция картриджа |
Тип упругого элемента (4.1.3) | Проталкивающего действия (т.е. скользящий эластомер) | Неподталкивающего действия (т.е. сильфонные) | Неподталкивающего действия (т.е. сильфонные) |
Ориентация упругого элемента (4.1.3) | Вращающийся. Стационарный по выбору (6.1.1.2) | Вращающийся. Стационарный по выбору (6.1.1.2) | Вращающийся. Стационарный по выбору (6.1.1.2) |
Материал сильфона (6.1.6.6) | Не применяется | Сплав С-276 | Сплав 718 |
Тип пружины (4.1.3) | Многократные спиральные пружины. Одинарная пружина по выбору (6.1.5.1) | Одиночный сильфон | Одиночный сильфон |
Границы условий применения стационарного элемента (6.1.1.5) | 23 м/с | 23 м/с | Не применяется |
Материал дополнительного уплотняющего элемента (4.1.3) | Эластомер | Эластомер | Гибкий графит |
Лист 2 из 10
(продолжение)
Уплотнение должно быть конфигурации 1, 2 или 3, как согласовано.
Основные характеристики каждой конфигурации приведены ниже. Опции, когда они имеются для каждой характеристики, приведены в тексте с пометкой "если согласовано". Номера пунктов в круглых скобках указывают, где требования установлены.
Таблица А.3
Характеристика | Конфигурация 1 | Конфигурация 2 | Конфигурация 3 |
Количество "уплотнений" на картридж, см. определение "уплотнение" в 3.61 (4.1.4) | Одно (3.2 и 4.1.4) | Два (3.3 и 4.1.4) | Два (3.4 и 4.1.4) |
Применение затворной и буферной жидкости (4.1.4) | Нет | Иногда, но не обязательно. Допускается жидкая или газовая буферная среда | Да, затворная жидкость требуется, допускается жидкая или газовая |
Возможность применения бесконтактных уплотнений (влажных или сухих) (4.1.4) | Нет | Да, рисунок 4 | Да, рисунок 6 |
Требования к дросселирующей втулке для конфигурации 1 (7.1.2.1) | Категория 1: Неподвижная углеродная | Не применяется | Не применяется |
Требования к дросселирующей втулке для конфигураций 2 и 3 | Не применяется | Неподвижная углеродная, если согласовано (7.2.3) | Неподвижная углеродная, если согласовано (7.3.3.1) |
Требования к втулке корпуса уплотнения конфигурации 2 | Не применяется | Необходимы для сухих резервных уплотнений, независимых от конструкции внутреннего уплотнения (7.2.5.1 и 7.2.6.1) | Не применяется |
Необходим ли отвод буферной/затворной жидкости? | Не применяется | Если согласовано, то для категорий 1 и 2. | Если согласовано, то для категорий 1 и 2. |
Максимальное повышение температуры буферной/барьерной среды | Не применяется | 8°С для водяной или дизельной среды, 16°С минеральное масло (7.2.4.1) | 8°С для водяной или дизельной среды, 16°С минеральное масло (7.2.4.1) |
Требования к конструкции промывки/нагнетания давления камеры уплотнения (6.1.2.14) | Минимальная граница в 30% от давления камеры уплотнения выше давления насыщенного пара или границы в 20°С | Минимальная граница в 30% от давления камеры уплотнения выше давления насыщенного пара или границы в 20°С | Нет |
Требования к минимальному рабочему давлению камеры уплотнения (6.1.2.14) | на 0,035 МПа выше атмосферного | на 0,035 МПа выше атмосферного | Нет |
Минимальные размеры и ориентация соединений крышки сальника | См. таблицу 1 | См.таблицу 1 | См. таблицу 1 |
Минимальный объем барьерной/буферной среды резервуара | Не применяется | 12 литров для диаметра вала 60 мм и меньше; для остальных 20 литров [8.5.4.3 а)] | 12 литров для диаметра вала 60 мм и меньше; для остальных 20 литров [8.5.4.3 а)] |
Требования к испытаниям | (10.3.1.2.8) | (10.3.1.2.9) и (10.3.1.2.10) | (10.3.1.2.11) и (10.3.1.2.12) |
Рекомендуемая процедура подбора уплотнений (в системе единиц измерения СИ).
Лист 3 из 10
Работа в условиях, содержащих углеводороды. Обзор категории, типа и конфигурации уплотнения
Таблица А.4
Среда | Эксплуатационные условия, рекомендуемые типы уплотнений и специальные характеристики | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ||
Высокосернистая вода | Высокосернистая вода | Кристаллическая едкая щелочь и амиды | Кристаллическая едкая щелочь и амиды | Кислоты | |||||
Температура прокачки, °С | <80 | <80 | >80 | <80 | <80 | <80 | <80 | <80 | |
Манометрическое давление камеры уплотнения, МПа, уплотнения категории 1 | <2,1 | <2,1 | <2,1 | <2,1 | <2,1 | ||||
Манометрическое давление камеры уплотнения, МПа, уплотнения категорий 2 и 3 | <2,1 | 2,1-4,1 | <4,1 | <2,1 | 2,1-4,1 | <2,1 | 2,1-4,1 | <2,1 | |
Стандартный тип уплотнения | Тип А | Тип А | Тип А | Тип А | Тип А | Тип А | Тип А | Тип А | |
Варианты, которые могут быть заданы | Тип В | ES | ES | Тип В | ES | Тип В | ES | Тип В | |
Необходимые специальные характеристики | Устро- | Перфторэластомер | Перфторэластомер | Перфторэластомер, стойкий к амидам | Перфторэластомер, стойкий к амидам | Перфторэластомер и одинарная пружина для уплотнений типа А | |||
Специальные характеристики загрязняющих веществ | Абразивные частицы | Твердая поверх- | Твердая поверх- | Твердая поверх- | Твердая поверх- | Твердая поверх- | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверхностью |
Настоящая процедура подбирает конструкции уплотнения, соответствующие положениям настоящего стандарта. Перечисленные варианты, соответствующие настоящему стандарту, обеспечивают одинаковые характеристики. | |||||||||
| |||||||||
Рекомендуемая процедура подбора уплотнений (в системе единиц измерения СИ).
Лист 4 из 10
Работа в условиях, не содержащих воспламеняемых углеводородов
Таблица А.5
Среда | Эксплуатационные условия, рекомендуемые типы уплотнений и специальные характеристики | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ||
Температура прокачки, °С | -40 - -5 | -40 - -5 | -5-176 | -5-176 | 176-260 | 176-260 | 260-400 | 260-400 | |
Манометрическое давление камеры уплотнения, МПа, уплотнения категории 1 | <2,1 | <2,1 | <2,1 | Не приме- | Не приме- | ||||
Манометрическое давление камеры уплотнения, МПа, уплотнения категорий 2 и З | <2,1 | 2,1-4,1 | <2,1 | 2,1-4,1 | <2,1 | 2,1-4,2 | <2,1 | 2,1-4,1 | |
Стандартный тип уплотнения | Тип А | Тип А | Тип А | Тип А | Тип С | ES | Тип С | ES | |
Возможные заданные характеристики | Тип В | ES | Тип В | ES | ES | ES | |||
Возможные заданные характеристики | Тип С | Тип С | |||||||
Необходимые специальные характеристики | Нитри- | Нитри- | |||||||
Специальные характеристики загрязняющих веществ | Едкая щелочь | Перфторэластомер | Перфторэластомер | ||||||
Абразивные частицы | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверх- | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверхностью | Твердая поверх- | Твердая поверх- | |
Ароматические углеводороды и/или | Перфторэластомер | Перфторэластомер | |||||||
Амиды | Перфторэластомер, стойкий к амидам | Перфторэластомер, стойкий к амидам | |||||||
Настоящая процедура подбирает конструкции уплотнения, соответствующие положениям настоящего стандарта. Перечисленные характеристики, соответствующие настоящему стандарту, обеспечивают одинаковые свойства. | |||||||||
| |||||||||
Рекомендуемая процедура подбора уплотнений (в системе единиц измерения СИ).
Лист 5 из 10
Работы в условиях, содержащих воспламеняемые углеводороды
Таблица А.6
Среда | Эксплуатационные условия, рекомендуемые типы уплотнений и специальные характеристики | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ||
Температура прокачки, °С | -40 - -5 | -40 - -5 | -5-176 | -5-176 | 176-260 | 176-260 | 260-400 | 260-400 | |
Манометрическое давление камеры уплотнения, МПа, уплотнения категории 1 | <2,1 | <2,1 | <2,1 | Не применимо | Не применимо | ||||
Манометрическое давление камеры уплотнения, МПа, уплотнения категорий 2 и З | <2,1 | 2,1-4,1 | <2,1 | 2,1-4,1 | <2,1 | 2,1-4,1 | <2,1 | 2,1-4,1 | |
Стандартный тип уплотнения | Тип А | Тип А | Тип А | Тип А | Тип С | ES | Тип С | ES | |
Возможные заданные характеристики | ES | ES | ES | ES | ES | ES | |||
Необходимые специальные характеристики | Нитриловое | Нитриловое | |||||||
Специальные характеристики загрязняющих веществ | Едкая щелочь | Перфторэластомер | Перфторэластомер | ||||||
Абразивные частицы | Твердая поверхность с твердой поверх- | Твердая поверхность с твердой поверх- | Твердая поверхность с твердой поверх- | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверхностью | |
Ароматические углеводороды и/или | Перфторэластомер | Перфторэластомер | |||||||
Амиды | Перфторэластомер, стойкий к амидам | Перфторэластомер, стойкий к амидам | |||||||
Аммиак | Углеродистый графит, стойкий к | Углеродистый графит, стойкий к | Углеродистый графит, стойкий к | Углеродистый графит, стойкий к | Углеродистый графит, стойкий к | Углеродистый графит, стойкий к | Углеродистый графит, стойкий к | Углеродистый графит, стойкий к | |
Настоящая процедура подбирает конструкции уплотнения, соответствующие положениям настоящего стандарта. Перечисленные характеристики, соответствующие настоящему стандарту, обеспечивают одинаковые свойства. | |||||||||
| |||||||||
Рекомендуемая процедура подбора конфигурации уплотнений (в системе единиц измерения СИ).
Лист 6 из 10
|
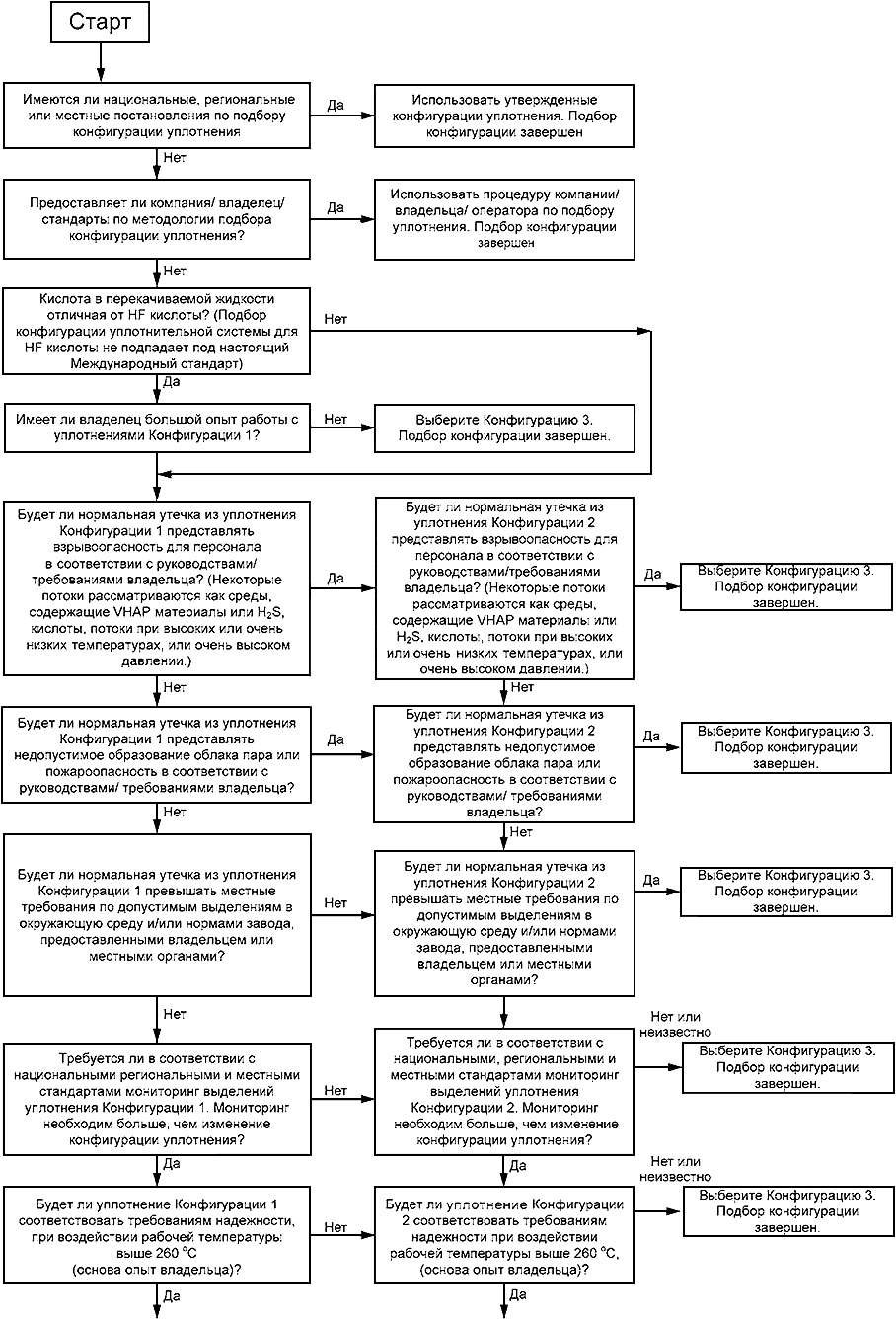
Рисунок А.2
Лист 6 из 10
(продолжение)
|

Рисунок А.3
Рекомендуемая процедура подбора конфигурации уплотнений (в системе единиц измерения СИ).
Лист 7 из 10
Условия работы, не содержащие углеводородов
|

Рисунок А.4
Примечание - 4.13 использовать в качестве руководства по отбору схем 53 А, 53 В или 53 С.
а) Заказчик/потребитель определяет надо ли учесть схему 13, рассмотреть такие факторы как включение в конструкцию сливной втулки, заполнение камеры уплотнения перекачиваемой жидкостью, необходимость вентилирования камеры уплотнения и понижения давления камеры уплотнения из-за статического или динамического давления уплотнения (различающееся с ожидаемым статическим/динамическим давлением камеры уплотнения).
б) Рекомендуется использовать схему 13 для осуществления процесса вентиляции, при выборе схем 31, 32 или 41 и вертикальности насоса. Заказчики/потребители должны учитывать возможность установки конструкции со "сливной втулкой", в которой кольцевая прорезь сужающейся втулки связана с отсеком, удерживающим твердые частицы вне камеры уплотнения. Необходимо убедиться, что камера уплотнения провентилирована до запуска оборудования.
в) Охлаждение способствует образованию небольшой маслянистости при повышенной температуре. Рекомендуется использовать схему промывки 23 (опытный путь доказывает, что эта схема менее склонна к закупориванию, чем схема 21, из-за рециркуляции более холодной жидкости из камеры уплотнения). Заказчик/потребитель может пересмотреть методы применения схемы 21 из-за усложнения уплотнения схемой 23 (размер и стоимость) и другими факторами - использование воздухоохладителя (схема 21), если невозможно использовать воду, в качестве буферной/барьерной среды. (Воздухоохладитель работает лучше в схеме 21 из-за высокой разности температур между прокачиваемой жидкостью и охлаждающей средой.) Заказчик/потребитель может рассмотреть методы применения схемы 32, если существует подходящая среда, которая подается напрямую в оборудование (затворная вода).
г) Необходимо рассмотреть вероятность использования дополнительной промывки с технологической стороны внутреннего уплотнения. Промывка конфигурации 3 FB обеспечивает дополнительное охлаждение, также подходят схемы 11 или 13. При других характеристиках оборудования используется схема промывки 32, если закачиваемая жидкость коррозийная, агрессивная или включает твердые абразивные частицы. Необходимо рассмотреть систему вентиляции вертикальных насосов. Особое внимание уделяется компоновке NC конфигурации 3 для обеспечения эффективной работы насоса. Необходимо проконсультироваться с изготовителем/поставщиком насоса, подходит ли данный насос камере уплотнения, и принять во внимание моменты, указанные в пункте "а".
Рекомендуемая процедура подбора конфигурации уплотнений (в системе единиц измерения СИ).
Лист 8 из 10
Условия работы, не содержащие воспламеняемых углеводородов
|

Рисунок А.5
Примечание - 4.13 для руководства по отбору схемы 53 А, 53 В или 53 С.
а) Заказчик/потребитель определяет надо ли учесть схему 13, рассмотреть такие факторы как включение в конструкцию сливной втулки, заполнение камеры уплотнения перекачиваемой жидкостью, необходимость вентилирования камеры уплотнения и понижения давления камеры уплотнения из-за статического или динамического давления уплотнения (различающееся с ожидаемым статическим/динамическим давлением камеры уплотнения).
б) Рекомендуется использовать схему 13 для осуществления процесса вентиляции, при выборе схем 31, 32 или 41 и вертикальности насоса. Заказчики/потребители должны учитывать возможность установки конструкции со "сливной втулкой", в которой кольцевая прорезь сужающейся втулки связана с отсеком, удерживающим твердые частицы вне камеры уплотнения. Необходимо убедиться, что камера уплотнения провентилирована до запуска оборудования.
в) Процесс охлаждения необходим для уплотнений конфигурации 1 и 2 из-за ограничений по температуре стандартных дополнительных эластомеров (консультация с изготовителем/поставщиком уплотнения). Необходимо рассмотреть возможность изменения эластомера на перфторкаучук (при невозможности проведения охлаждения). Рекомендуется использовать схему промывки 23 (она меньше склонна к закупориванию из-за рециркуляции холодной жидкости из камеры уплотнения, чем схема 21). Заказчик/потребитель может пересмотреть методы применения схемы 21 из-за усложнения уплотнения схемой 23 (размер и стоимость), а также другими факторами, например, использованием воздухоохладителя (схема 21) при отсутствии применения воды. (Воздухоохладитель работает лучше при схеме 21 из-за высокой разности температур между прокачиваемой жидкостью и охлаждающей средой.) Заказчик/потребитель может рассмотреть методы применения схемы 32, при наличии подходящей жидкости, особенно если жидкость подается в оборудование (затворная вода). Для дополнительной информации обратитесь к описанию промывки/промывочной жидкости в настоящем приложении.
г) Необходимо рассмотреть вероятность использования дополнительной промывки с технологической стороны внутреннего уплотнения. Промывка конфигурации 3 FB обеспечивает дополнительное охлаждение, также подходят схемы 11 или 13. При других характеристиках оборудования используется схема промывки 32, если закачиваемая жидкость коррозийная, агрессивная или включает твердые абразивные частицы. Необходимо рассмотреть систему вентиляции вертикальных насосов. Особое внимание уделяется компоновке NC конфигурации 3 для обеспечения эффективной работы насоса. Необходимо проконсультироваться с изготовителем/поставщиком насоса, подходит ли данный насос камере уплотнения, и принять во внимание моменты, указанные в пункте "а".
Рекомендуемая процедура подбора конфигурации уплотнений (в системе единиц измерения СИ).
Лист 9 из 10
Условия работы, содержащие воспламеняемые углеводороды
|

Рисунок А.6
Примечание 1 - 4.13 для руководства по отбору схемы 53 А.
Примечание 2 - 4.13 для руководства по отбору схемы 53 А, 53 В или 53 С.
а) Заказчик/потребитель определяет надо ли учесть схему 13, рассмотреть такие факторы как включение в конструкцию сливной втулки, заполнение камеры уплотнения перекачиваемой жидкостью, необходимость вентилирования камеры уплотнения и понижения давления камеры уплотнения из-за статического или динамического давления уплотнения (различающееся с ожидаемым статическим/динамическим давлением камеры уплотнения).
б) Рекомендуется использовать схему 13 для осуществления процесса вентиляции, при выборе схем 31, 32 или 41 и вертикальности насоса. Заказчики/потребители должны учитывать возможность установки конструкции со "сливной втулкой", в которой кольцевая прорезь сужающейся втулки связана с отсеком, удерживающим твердые частицы вне камеры уплотнения. Необходимо убедиться, что камера уплотнения провентилирована до запуска оборудования.
в) Рекомендуется использовать процесс охлаждения для уменьшения вспышек на уплотняющих поверхностях. Это особенно эффективно, если температура охлаждающей воды выше средней. Если температура ниже, что заказчик-потребитель в качестве альтернативы может провести дополнительный процесс охлаждения или другие методы (высокие скорости промывки, систему распределения жидкости, увеличение давления камеры уплотнения или комбинации перечисленного выше) для обеспечения удовлетворительного срока службы уплотнения. Также велика вероятность использования схемы 32 при наличии подходящей промывочной жидкости или изменений конфигурации 3.
г) Необходимо рассмотреть вероятность использования дополнительной промывки с технологической стороны внутреннего уплотнения. Промывка конфигурации 3 FB обеспечивает дополнительное охлаждение, также подходят схемы 11 или 13. При других характеристиках оборудования используется схема промывки 32, если закачиваемая жидкость коррозийная, агрессивная или включает твердые абразивные частицы. Необходимо рассмотреть систему вентиляции вертикальных насосов. Особое внимание уделяется компоновке NC конфигурации 3 для обеспечения эффективной работы насоса. Необходимо проконсультироваться с изготовителем/поставщиком насоса, подходит ли данный насос камере уплотнения, и принять во внимание моменты, указанные в пункте "а".
Рекомендуемая процедура подбора конфигурации уплотнений (в системе единиц измерения СИ).
Лист 10 из 10
Подбор буферной/затворной жидкости
Буферная/затворная жидкость выбирается следующим образом:
- совместимость среды с насосом, уплотнение которого не пропускает формующих гелей или загрязнителей, возникающих при утечке перекачиваемой среды в затворную/буферную жидкости;
- совместимость среды с металлами, эластомерами и другими материалами, из которых конструируют систему уплотнений/промывки;
- совместимость среды при условии, что во время процесса достигается определенная температура (высокая или низкая).
В герметизирующих системах (метод герметизации - газовая оболочка) необходимо тщательно подбирать затворную жидкость для среды. Растворимость газа в барьерной среде улучшается с увеличением давления и снижением температуры затворной жидкости. При понижении давления или повышении температуры, газ растворяется, что приводит к формированию затворной жидкости и снижению циркуляции. Это необходимо, если затворные жидкости обладают более высокой вязкостью (смазочные масла) и используются при манометрическом давлении выше 0,1 МПа.
Весь диапазон рабочих температур (при запуске оборудования) вязкости затворной/буферной жидкости должен тщательно проверяться. Вязкость должна равняться не меньше 500 мм/с при воздействии минимальной возможной температуре.
Необходимо учитывать нижеприведенные рабочие характеристики затворной жидкости.
а) При рабочих условиях выше 10°С углеводородные затворные/буферные жидкости обладают вязкостью менее 100 мм/с при температуре 38°С и вязкостью 1-10 мм
/с при температуре 100°С. Удовлетворительная работа.
б) При рабочих условиях ниже 10°С углеводородные затворные/буферные жидкости обладают вязкостью 5-40 мм/с при температуре 38°С и вязкостью 1-10 мм
/с при температуре 100°С. Удовлетворительная работа.
в) Водянистые потоки - смеси воды и гликоля этилена/гликоля пропилена. Коммерчески доступный автомобильный антифриз не должен применяться. Присадки в антифризе имеют тенденцию осаждаться на деталях уплотнения, вызывая поломки из-за гелеобразования.
г) Жидкость не должна замерзать при минимальной температуре окружающей среды в полевых условиях работы.
Неустойчивость и токсичность среды (утечки в атмосферу) не должны оказывать вредного влияния на окружающую среду. Кроме того:
- температура кипения среды должна равняться не менее 28°С температуры, которой она подвергается;
- при наличии кислорода в среде, температура вспышки должна быть выше рабочей температуры;
- гликоль этилен считается опасным материалом и/или опасным отходом, при применении его в качестве затворной жидкости.
Среда должна соответствовать минимальным 3-летним рабочим условиям уплотнения, которые не должны ухудшаться на протяжении всего срока. Не должно образовываться шлама, происходить полимеризации или коксования после эксплуатации.
В углеводородных потоках применяются синтетические масла или хорошо очищенные парафиновые масла с малым количеством (или отсутствием) присадок, сопротивляющиеся износу.
Противоизносные или коррозионно-стойкие присадки товарных турбинных масел осаждаются на уплотняющих поверхностях.
Рекомендуемая процедура подбора конфигурации уплотнений (американская система единиц измерения).
Лист 1 из 10
|

Рисунок А.7
Рекомендуемая процедура подбора уплотнений (американская система единиц измерения). Обзор категории, типа и конфигурации уплотнения
Лист 2 из 10
Уплотнения должны быть категории 1, 2 или 3, как согласовано.
Основные характеристики каждой категории приведены ниже. Опции каждой характеристики, при их наличии, приведены в тексте с пометкой "если согласовано". Номера пунктов в круглых скобках определяют установленные требования.
Таблица А.7
Характеристика | Категория 1 | Категория 2 | Категория 3 |
Размер камеры уплотнения (4.1.2) | [5]-С, [1] и [2] | ||
Диапазон температур (4.1.2) | -40°F - 500°F | -40Т - 750°F | -40°F - 750°F |
Диапазон абсолютных давлений (4.1.2) | 315 фунт/psi | 615 фунт/psi | 615 фунт/psi |
Материал, из которого изготовлены торцевые поверхности (6.1.6.2) | Карбид высшего качества, противостоящий образованию пузырей/карбида кремния | Карбид высшего качества, противостоящий образованию пузырей/реакционно карбида кремния | Карбид высшего качества, противостоящий образованию пузырей/реакционно карбида кремния |
Требования к промывочной жидкости, которая поступает во внутрь уплотнения (Конфигурация 1 и 2 с вращением упругих элементов) | При необходимости 6.1.2.14 или, если согласовано, то 6.2.1.2.1 | При необходимости 6.1.2.14 или, если согласовано, то 6.2.1.2.1 | Необходимое в соответствии с 6.2.3.2 |
Требования к контактирующим металлическим поверхностям крышки сальника | Необходимое в соответствии с пунктом 6.2.1.2.2 | Заданные внутренний и наружный диаметры круглого сечения болта (6.2.2.2.2) | Заданные внутренний и наружный диаметры круглого сечения болта (6.2.2.2.2) |
Необходимое увеличение размера втулки картриджевого уплотнения | Нет | Увеличение 10 мм (6.2.2.3.1) | Увеличение 10 мм (6.2.2.3.1) |
Требование к конструкции дросселирующей втулки для уплотнений Конфигурации 1 (7.1.2.1) | Неподвижная углеродная. Плавающая углеродная - выбор (7.1.2.2) | Неподвижная, из невоспламеняемого металла. Плавающая углеродная - выбор (7.1.2.2) | Плавающая углеродная |
Представление кривой потока устройства циркуляции в сдвоенном уплотнении | Если согласовано (8.6.2.2) | Если согласовано (8.6.2.2) | Обязательное (8.6.2.2) |
Область квалификационных испытаний изготовителя/ поставщика | Испытывать как категорию 1, если торцевые поверхности взаимозаменяемы с категорией 3 (10.3.1.2.3) | Испытывать как категорию 1, если торцевые поверхности взаимозаменяемы с категорией 3 (10.3.1.2.3) | Испытывать как категорию 3, рассматривать узел уплотнения как отдельную единицу (10.3.1.2.2) |
Требования к данным для предложения | Минимальные (11.2.1) | Минимальные (11.2.1) | Обязательные, включая результаты квалификационных испытаний (11.2.1) |
Требования к данным для контракта | Минимальные (11.3.1) | Минимальные (11.3.1) | Обязательные (11.3.1) |
Лист 2 из 10
(продолжение)
Тип уплотнения должен быть А, В, или С, как согласовано.
Основные характеристики каждого типа приведены ниже. Опции каждой характеристики, при их наличии, приведены в тексте с пометкой "если согласовано". Номера пунктов в круглых скобках указывают при наличии установленных требований.
Таблица А.8
Характеристика | Тип А | Тип В | Тип С |
Диапазон температур при стандартных условиях применения (4.1.3) | -40°F - 350°F | -40°F - 350°F | -40°F - 350°F |
Требование гидравлического балансирования (4.1.3 и 6.1.1.7) | Сбалансированный (гидравлический баланс менее 1) | Сбалансированный (гидравлический баланс менее 1) | Сбалансированный (гидравлический баланс менее 1) |
Требование к монтажу (4.1.3) | Внутри камеры уплотнения | Внутри камеры уплотнения | Внутри камеры уплотнения |
Требования к картриджу (4.1.3 и 6.1.1.1) | Конструкция картриджа | Конструкция картриджа | Конструкция картриджа |
Тип упругого элемента (4.1.3) | Проталкивающего действия (т.е. скользящий эластомер) | Неподталкивающего действия (т.е. сильфонные) | Неподталкивающего действия (т.е. сильфонные) |
Ориентация упругого элемента (4.1.3) | Вращающийся. Стационарный по выбору (6.1.1.2) | Вращающийся. Стационарный по выбору (6.1.1.2) | Вращающийся. Стационарный по выбору (6.1.1.2) |
Материал сильфона (6.1.6.6) | Не применяется | Сплав С-276 | Сплав 718 |
Тип пружины (4.1.3) | Многократные спиральные пружины. Одинарная пружина по выбору (6.1.5.1) | Одиночный сильфон | Одиночный сильфон |
Предел условий применения стационарного элемента (6.1.1.5) | 1500 фт/мин | 4500 фт/мин | 4500 фт/мин |
Материал вторичного уплотнительного элемента (4.1.3) | Эластомер | Эластомер | Гибкий графит |
Лист 2 из 10
(продолжение)
Конфигурация уплотнения должна быть 1, 2 или 3, как согласовано.
Основные характеристики каждой конфигурации приведены ниже. Опции каждой характеристики, при их наличии, приведены с пометкой "если согласовано". Номера пунктов в круглых скобках указывают установленные требования.
Таблица А.9
Характеристика | Конфигурация 1 | Конфигурация 2 | Конфигурация 3 |
Количество картриджных "уплотнений", см. определение "уплотнение" в 3.61 (4.1.4) | Одно (3.2 и 4.1.4) | Два (3.3 и 4.1.4) | Два (3.4 и 4.1.4) |
Применение затворной и буферной жидкости (4.1.4) | Нет | Иногда, но не обязательно. Допускается жидкая или газовая буферная среда | Да, затворная жидкость требуется, допускается жидкая или газовая среда |
Возможность применения бесконтактных уплотнений (жидкостных или сухих) (4.1.4) | Нет | Да, рисунок 4 | Да, рисунок 6 |
Требования к дросселирующей втулки для конфигурации 1 (7.1.2.1) | Категория 1: Неподвижная углеродная. | Не применяется | Не применяется |
Требования дросселирующей втулки для конфигураций 2 и 3 | Не применяется | Неподвижная углеродная, если согласовано (7.2.3) | Неподвижная углеродная, если согласовано (7.3.3.1) |
Требования к втулке корпуса уплотнения конфигурации 2 | Не применяется | Необходимы для сухих герметичных уплотнений, независимых от конструкции внутреннего уплотнения (7.2.5.1 и 7.2.6.1) | Не применяется |
Необходим ли отвод буферной/затворной жидкости? | Не применяется | Если согласовано, то для категорий 1 и 2 Необходим для категории 3 (7.2.4.2) | Если согласовано, то для категорий 1 и 2 |
Максимальное повышение температуры буферной/затворной жидкости | Не применяется | 15°F для водяной или дизельной среды, 30°F минеральное масло (7.2.4.1) | 15°F для водяной или дизельной среды, 30°F минеральное масло (7.2.4.1) |
Требования к конструкции промывки/нагнетания давления камеры уплотнения (6.1.2.14) | Минимальная граница 30% давления камеры уплотнения выше давления насыщенного пара или границы в 36°F | Минимальная граница 30% давления камеры уплотнения выше давления насыщенного пара или границы в 36°F | Нет |
Требования к минимальному рабочему давлению камеры уплотнения (6.1.2.14) | На 5 фунт/psi выше атмосферного | На 5 фунт/psi выше атмосферного | Нет |
Минимальные размеры и ориентация соединений крышки сальника | Таблица 1 | Таблица 1 | Таблица 1 |
Минимальный объем барьерной/буферной среды резервуара | Не применяется | 3 галлона для диаметра вала меньше 2,5 дюйма; для остальных 5 галлонов [8.5.4.3 а)] | 3 галлона для диаметра вала 2,5 дюйма и меньше; для остальных 5 галлонов 20 литров [8.5.4.3 а)] |
Требования к испытаниям | (10.3.1.2.8) | (10.3.1.2.9) и (10.3.1.2.10) | (10.3.1.2.11) и (10.3.1.2.12) |
Рекомендуемая процедура подбора уплотнений (американская система единиц измерения).
Лист 3 из 10
Применение торцового уплотнения в жидкостях, не содержащих углеводороды
Таблица А.10
Среда | Эксплуатационные условия, рекомендуемые типы уплотнений и специальные характеристики | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ||
Высокосернистая вода | Высокосернистая вода | Кристаллическая едкая щелочь и амиды | Кристаллическая едкая щелочь и амиды | Кислоты | |||||
Температура прокачки, °F | <180 | <180 | >180 | <180 | <180 | <180 | <180 | <180 | |
Манометрическое давление камеры уплотнения, фунт/psi, уплотнения категории 1 | <300 | <300 | <300 | <300 | <300 | ||||
Манометрическое давление камеры уплотнения, фунт/psi, уплотнения категорий 2 и 3 | <300 | 300-600 | <600 | <300 | 300-600 | <300 | 300-600 | <300 | |
Стандартный тип уплотнения | Тип А | Тип А | Тип А | Тип А | Тип А | Тип А | Тип А | Тип А | |
Заданные условия | Тип В | ES | ES | Тип В | ES | Тип В | ES | Тип В | |
Необходимые специальные характеристики | Устройство циркуляции | FFKM | FFKM | FFKM, стойкий к амидам | FFKM, стойкий к амидам | FFKM и одинарная пружина для уплотнений Типа А | |||
Специа- | Абразивные частицы | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверхностью | Твердая поверх- | Твердая поверх- | Твердая поверх- | Твердая поверх- | Твердая поверхность с твердой поверх | Твердая поверхность с твердой поверхностью |
Настоящая процедура подбирает конструкцию уплотнения, соответствующую по умолчанию настоящему стандарту. Перечисленные характеристики, соответствующие настоящему стандарту, обеспечивают одинаковые свойства. | |||||||||
| |||||||||
Рекомендуемая процедура подбора уплотнений (американская система единиц измерения).
Лист 4 из 10
Работа в условиях, не содержащих воспламеняемых углеводородов
Таблица А.11
Среда | Эксплуатационные условия, рекомендуемые типы уплотнений и специальные характеристики | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ||
Температура прокачки, °F | -40-20 | -40-20 | 20-350 | 20-350 | 350-500 | 350-500 | 500-750 | 500-750 | |
Манометрическое давление камеры уплотнения, фунт/psi, уплотнение категории 1 | <300 | <300 | <300 | Не применимо | Не применимо | ||||
Манометрическое давление камеры уплотнения, фунт/psi, уплотнения категорий 2 и 3 | <300 | 300-600 | <300 | 300-600 | <300 | 300-600 | <300 | 300-600 | |
Стандартный тип уплотнения | Тип А | Тип А | Тип А | Тип А | Тип С | ES | Тип С | ES | |
Варианты, которые могут быть заданы | Тип В | ES | Тип В | ES | ES | ES | |||
Варианты, которые могут быть заданы | Тип С | Тип С | |||||||
Необходимые специальные характеристики | Нитриловое | Нитриловое | |||||||
Специальные характеристики загрязняющих веществ | Едкая щелочь | FFKM | FFKM | ||||||
Абразивные частицы | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверхностью | |
Ароматические углеводороды и/или | FFKM | FFKM | |||||||
Амиды | FFKM, стойкий к амидам | FFKM, стойкий к амидам | |||||||
Настоящая процедура подбирает конструкции уплотнения, соответствующие настоящему стандарту. Перечисленные характеристики, соответствующие настоящему стандарту, обеспечивают одинаковые свойства. | |||||||||
| |||||||||
Рекомендуемая процедура подбора уплотнений (американская система единиц измерения СИ).
Лист 5 из 10
Работы в условиях, содержащих воспламеняемые углеводороды
Таблица А.12
Среда | Эксплуатационные условия, рекомендуемые типы уплотнений и специальные характеристики | ||||||||
1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | ||
Температура прокачки, °F | -40-20 | -40-20 | 20-350 | 20-350 | 350-500 | 350-500 | 500-750 | 500-750 | |
Манометрическое давление камеры уплотнения, фунт/psi, уплотнения категории 1 | <300 | <300 | <300 | Не приме- | Не приме- | ||||
Манометрическое давление камеры уплотнения, МПа, уплотнения категории 2 и 3 | <300 | 300-600 | <300 | 300-600 | <300 | 300-600 | <300 | 300-600 | |
Стандартный тип уплотнения | Тип А | Тип А | Тип А | Тип А | Тип С | ES | Тип С | ES | |
Заданные условия | ES | ES | ES | ES | ES | ES | |||
Необходимые специальные характеристики | Нитри- | Нитри- | |||||||
Специа- | Едкая щелочь | FFKM | FFKM | ||||||
Абразивные частицы | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверхностью | Твердая поверхность с твердой поверхностью | |
Ароматические углеводороды и/или | FFKM | FFKM | |||||||
Амиды | FFKM, стойкий к амидам | FFKM, стойкий к амидам | |||||||
Аммиак | Углеродистый графит, стойкий к | Углеродистый графит, стойкий к | Углеродистый графит, стойкий к | Углеродистый графит, стойкий к | Углеродистый графит, стойкий к | Углеродистый графит, стойкий к | Углеродистый графит, стойкий к | Углеродистый графит, стойкий к | |
Настоящая процедура подбирает конструкции уплотнения, соответствующие настоящему стандарту. Перечисленные характеристики, соответствующие настоящему стандарту, обеспечивают одинаковые свойства. | |||||||||
| |||||||||
Рекомендуемая процедура подбора конфигурации уплотнений (американская система единиц измерения).
Лист 6 из 10
|

Рисунок А.8
Лист 6 из 10
(продолжение)
|

Рисунок А.9
Рекомендуемая процедура подбора конфигурации уплотнений (американская система единиц измерения).
Лист 7 из 10
Условия работы, не содержащие углеводородов
|

Рисунок А.10
Примечание - См. 4.13 для руководства по отбору схем 53А, 53В или 53С.
а) Заказчик/потребитель определяет надо ли учесть схему 13, рассмотреть такие факторы как включение в конструкцию сливной втулки, заполнение камеры уплотнения перекачиваемой жидкостью, необходимость вентилирования камеры уплотнения и понижения давления камеры уплотнения из-за статического или динамического давления уплотнения (различающееся с ожидаемым статическим/динамическим давлением камеры уплотнения).
б) Рекомендуется использовать схему 13 для осуществления процесса вентиляции, при выборе схем 31, 32 или 41 и вертикальности насоса. Заказчики/потребители должны учитывать возможность установки конструкции со "сливной втулкой", в которой кольцевая прорезь дроссельной втулки связана с отсеком, удерживающим твердые частицы вне камеры уплотнения. Необходимо убедиться, что камера уплотнения провентилирована до запуска оборудования.
в) Необходимо охлаждать оборудование, так как может появиться небольшое количество масла при повышенной температуре. Рекомендуется использовать схему промывки 23, так как опыт показывает, что она не меньше склонна к закупориванию, чем схемы 21 (рециркуляция более холодной жидкости из камеры уплотнения). Заказчик/потребитель может настоять на необходимости использования схемы 21 (наличие воздухоохладителя, в местах, где вода не применяется), так как схема 23 является более сложной (размер и стоимость). Воздухоохладитель работает лучше в схеме 21 из-за большой разницы температур между прокачиваемой жидкостью и охлаждающей средой. Заказчик/потребитель может также рассмотреть возможность применения схемы 32, если жидкость подается прямо в процесс (затворная вода). Для дополнительной информации надо обращаться к описанию схемы промывки в данном приложении.
г) Необходимо использовать дополнительную схему промывки на технологической стороне внутреннего уплотнения. Промывка также необходима в некоторых случаях для конфигурации 3 ориентации FB для обеспечения дополнительного охлаждения (схема промывки 11 или 13). В других условиях используется схема промывки 32 (закачиваемая жидкость коррозийная, агрессивна и включает твердые частицы). Необходимо учесть наличие процессов вентилирования вертикальных насосов. Особое внимание надо уделить конфигурации 3 ориентации NC для обеспечения эффективной работы насоса. Проконсультируйтесь у изготовителя/поставщика насоса, существует ли схема продувки насоса через камеру уплотнения. Не надо принимать во внимание параметры, описанные в перечислении а).
Рекомендуемая процедура подбора конфигурации уплотнений (американская система единиц измерения).
Лист 8 из 10
Условия работы, не содержащие воспламеняемых углеводородов
|

Рисунок А.11
Примечание - См. 4.13 для руководства по отбору схемы 53 А, 53 В или 53 С.
а) Заказчик/потребитель должен определить необходимость использования схемы 13, рассмотреть такие факторы как включение в конструкцию сливной втулки, заполнение камеры уплотнения перекачиваемой жидкостью, необходимость использования вентилирования камеры уплотнения и необходимость понижения давления камеры уплотнения, зависящего от разницы статического или динамического давления уплотнения и ожидаемого статического и динамического давления камеры уплотнения.
б) Если выбрана схема 31, 32 или 41 и насос - вертикальный, то рекомендуется использовать также схему 13 для осуществления вентилирования. Заказчик/потребитель должен учесть вероятность установки конструкции с дроссельной втулкой, в которой кольцевая прорезь связана с отсеком, удерживающим твердые частицы вне камеры уплотнения. Необходимо убедиться, что камера уплотнения провентилирована до запуска.
в) Необходимо провести охлаждение уплотнения конфигурации 1 и 2, прежде проконсультировавшись с изготовителем/поставщиком (из-за температурных ограничений стандартных дополнительных эластомеров). Существует вероятность изменения на перфторэластомер при отсутствии процесса охлаждения. Рекомендуется использовать схему промывки 23, так как она меньше закупоривается, чем схема 21 (из-за рециркуляции более холодной жидкости из камеры уплотнения). Заказчик/потребитель может пересмотреть необходимость использования схемы 21, так как схема 23 усложняет уплотнение (размер и стоимость, недоступность использования воды в воздухоохладителе). Воздухоохладитель работает лучше в схеме 21 из-за большой разницы температур прокачиваемой жидкостью и охлаждающей среды. Заказчик/потребитель может также рассмотреть вероятность применения схемы 32, если жидкость подается прямо в процесс (затворная вода). Для дополнительной информации см. описание схемы промывки в настоящем приложении.
г) Необходимо учесть вероятность использования дополнительной схемы промывки технологической стороны внутреннего уплотнения. Промывка необходима в конфигурации 3 ориентации FB для обеспечения дополнительного охлаждения (схемы промывки 11 и 13). При других условиях используют схему промывки 32 (закачиваемая жидкость коррозийная, агрессивна или включает твердые частицы). Существует необходимость вентилирования вертикальных насосов. Особое внимание уделяется конфигурации 3 ориентации NC для обеспечения эффективной работы насоса. Необходимо уточнить у изготовителя/поставщика, продут ли насос через камеру уплотнения и учтены параметры, приведенные в перечислении а).
Рекомендуемая процедура подбора конфигурации уплотнений (американская система единиц измерения).
Лист 9 из 10
Условия работы, содержащие воспламеняемые углеводороды
|

Рисунок А.12
Примечание 1 - См. 4.13 для руководства по отбору схемы 53А, 53В или 53С.
а) Заказчик/потребитель должен определить необходимость использования схемы 13, учесть такие факторы как включение в конструкцию сливной втулки, заполнение камеры уплотнения перекачиваемой жидкостью, необходимость вентилирования камеры уплотнения и уменьшения давления камеры уплотнения, зависящего от разницы статического или динамического давления уплотнения и ожидаемого статического и динамического давления камеры уплотнения.
б) Если выбрана схема 31, 32 или 41 и насос - вертикальный, то рекомендуется использовать также схему 13 для осуществления вентилирования. Заказчик/потребитель должен учесть вероятность установки конструкции с дроссельной втулкой, в которой кольцевая прорезь связана с отсеком, удерживающим твердые частицы вне камеры уплотнения. Необходимо убедиться, что камера уплотнения провентилирована до запуска.
в) Охлаждение необходимо проводить, чтобы минимизировать вспышки на уплотняющих поверхностях. Это будет эффективно, только если температура охлаждающей воды будет выше указанной температуры. Если она ниже указанной температуры (или в качестве дополнительного охлаждения) заказчик/потребитель может использовать высокие скорости промывки, систему распределения жидкости, увеличение давления камеры уплотнения или комбинации перечисленного, чтобы обеспечить удовлетворительный срок службы уплотнения. Можно также использовать в уплотнении конфигурации 3 схему 32 при наличии промывочной жидкости, если доступна подходящая промывочная жидкость.
г) Надо учесть необходимость использования дополнительной схемы промывки технологической стороны внутреннего уплотнения. Промывка нужна в конфигурации 3 ориентации FB для обеспечения дополнительного охлаждения (схема 11 или 13). При других условиях используется схема промывки 32 (закачиваемая жидкость является коррозийной, агрессивной или включает твердые частицы). Надо учесть необходимость вентилирования вертикальных насосов. Особое внимание уделяется конфигурации 3 ориентации NC для обеспечения эффективной работы насоса. Необходимо проконсультироваться с изготовителем/поставщиком, продут ли насос через камеру уплотнения, учитывая параметры, приведенные в пункте "а".
Рекомендуемая процедура подбора конфигурации уплотнений (американская система единиц измерения).
Лист 10 из 10
Подбор буферной/затворной жидкости
Необходимо учитывать при подборе буферной/затворной жидкости:
- совместимость среды с уплотненным насосом (не должна происходить реакция с формирующими гелями или загрязнителями при возникновении утечки перекачиваемой среды в затворную/буферную жидкость);
- совместимость среды с металлами, эластомерами и другими материалами конструкции системы уплотнения/промывки;
- совместимость среды при определенной температуре процесса (высокой или низкой).
В герметичных системах барьерной среды (герметизация обеспечивается газовой оболочкой), необходимо учитывать эксплуатационные условия и подбор затворной жидкости. Растворимость газа в затворной жидкости улучшается при увеличении давления и снижения температуры затворной жидкости. При понижении давления или повышении температуры, газ выходит из раствора и снижает циркуляционную способность затворной жидкости (затворные жидкости более высокой вязкости, такие как смазочные масла, используются при манометрическом давлении выше 150 фунт/psi).
Вязкость затворной/буферной жидкости должна тщательно проверяться по всему диапазону рабочих температур запуска. Вязкость должна быть менее 500 фунт/psi при минимальной возможной температуре.
Необходимо учитывать следующие рабочие характеристики затворной жидкости:
а) При общей температуре процесса выше 50°F углеводородные буферные/затворные жидкости с вязкостью ниже 100 фунт/psi и температурой 100°F и вязкостью 1-10 фунт/psi при 212°F работают удовлетворительно;
б) При общей температуре процесса ниже 50°F углеводородные буферные/затворные жидкости с вязкостью 5-40 фунт/psi и температурой 100°F и вязкостью 1-10 фунт/psi при 212°F работают удовлетворительно;
в) Для водяных потоков, смеси воды и гликоля этилена/гликоля пропилена. Нельзя использовать дешевый автомобильный антифриз. Присадки в антифризе обычно осаждаются на частях уплотнения, вызывая поломки из-за гелеобразования;
г) Среда не должна замерзать при минимальной температуре окружающей среды в эксплуатационных условиях.
Нестабильность и токсичность среды влияют на утечки в атмосферу, которые не должны оказывать вредного воздействия на окружающую среду. Кроме того:
- температура кипения среды должна быть как минимум на 50°F выше температуры, которой она будет подвергаться;
- при наличии кислорода температура вспышки среды должны быть выше рабочей температуры;
- гликоль этилена считают опасным материалом и/или отходом при использовании его в качестве затворной жидкости.
Среда должна соответствовать минимальным 3-летним эксплуатационным критериям уплотнения. В течение 3-летней работы уплотнения эти эксплуатационные условия не должны ухудшаться. Не должно образовываться загрязнений, происходить полимеризации или коксования после активной эксплуатации.
В углеводородных потоках успешно применяются хорошо очищенные парафиновые масла высокой чистоты, с небольшим количеством или полным отсутствием присадок, которые противостоят износу. Также применяются синтетические масла. Противоизносные или коррозионно-стойкие присадки товарных турбинных масел осаждаются на уплотняющих поверхностях.
А.2 Обучающие моменты
А.2.1 Обоснование процедуры подбора уплотнений
А.2.1.1 Подбор уплотнения должен выполняться в соответствии с рабочими условиями и с учетом:
а) обеспечение надежности уплотнительной системы (которая должна непрерывно работать в течение трех лет и соответствовать или превышать нормы по экологическим выбросам);
б) охрана труда и промышленная безопасность в опасных условиях работы;
в) минимизировать число запасных частей, требуемых для страхового запаса.
А.2.1.2 При подборе уплотнения необходимо учесть инженерный опыт, покупку, работу, модификации и техническое обслуживание торцовых уплотнений при различных условиях работы и местах. Подбор выполняется, чтобы установить оптимальное уплотнение для заданных условий. Уплотнение, выбранное не в соответствии с настоящим стандартом, может также эффективно работать в заданных условиях. Настоящий стандарт не запрещает подбирать иное уплотнение. Если выбирается уплотнение, не соответствующее настоящему стандарту, необходимо предварительно провести специальную разработку для гарантирования надежной работы.
Любое уплотнение, на которое воздействует манометрическое давление камеры уплотнения выше 2,1 МПа (21 бар) (300 фунт/psi) (категория 1) или 4,1 МПа (41 бар) (600 фунт/psi) (категории 2 и 3), необходимо специально разрабатывать. Уплотнение, на которое воздействует температура продукта выше 260°С (500°F) (категория 1) и выше 400°С (750°F) (категории 2 и 3), также необходимо инженерно проектировать. Процедура подбора уплотнения должна быть ограничена вышеупомянутыми давлениями и температурами настоящего стандарта.
А.2.1.3 Ссылки на уплотнения настоящего стандарта:
а) тип А, стандартное уплотнение с аксиально подвижным вторичным уплотнением;
б) тип В, стандартное вторичное для типа А, уплотнение с аксиально неподвижным вторичным уплотнением, с вращающимися сильфонами и эластомерными элементами;
в) тип С, стандартное уплотнение с аксиально неподвижным вторичным уплотнением, с неподвижными сильфонами и гибкими графитовыми вставками.
Примечание - Уровни давлений для работы с категорией 1, 2 или 3, как отмечено на листе условий применения.
А.2.2 Применение торцового уплотнения в жидкостях, не содержащих углеводороды - Лист 3
А.2.2.1 Чистая вода при температуре ниже 80°С (180°F) и манометрическом давлении ниже 2,1 МПа (21 бар) (300 фунт/psi)
Стандартное уплотнение представляет собой уплотнение типа А, подталкивающего действия без специфических особенностей (спецификаций). Стандартные опции представляют собой уплотнения типа В или С с металлическим сильфоном без необходимых специфических особенностей.
А.2.2.2 Чистая вода при температуре ниже 80°С (180°F) и манометрическом давлении 2,1-4,1 МПа (21 бар) (300 фунт/psi)
Стандартное уплотнение представляет собой уплотнения типа А подталкивающего действия без необходимых специфических особенностей (спецификаций). Любое уплотнение (за исключением типа А) должно быть специально спроектировано, для выдерживания высокого давления. Изготовители/поставщики уплотнения оценивают конструкции металлического сильфона, на которые влияют манометрическое давление менее 2,1 МПа (21 бар) (300 фунт/psi). Необходимо проконсультироваться с изготовителем/поставщиком уплотнения об особенностях уплотнений, применяемых при воздействии давления выше нормы.
А.2.2.3 Вода при температуре выше 80°С (180°F), на которую воздействует манометрическое давление менее 4,1 МПа (41 бар) (600 фунт/psi)
Стандартным уплотнением является уплотнение типа А подталкивающего действия со специфическими особенностями, такими как - уплотнение с одной пружиной, внутренним устройством циркуляции для обеспечения работы замкнутой системы (схема 23). В Листе 7 определена необходимость использования схемы промывки 21, особенно при применении воздухоохладителя. Эластомер должен состоять из уплотнительного кольца О-образной формы или "U" манжетой.
Альтернативное уплотнение - это уплотнение типа А подталкивающего действия со специфическими особенностями. Оно состоит из внутреннего устройства циркуляции, которое обеспечивает работу замкнутой системы (схема 23) и втулки малого зазора, находящейся на дне герметизирующей камеры.
Схема промывки 23 - самый эффективный способ подачи охлажденной жидкости к уплотняющим поверхностям. Внутреннее устройство циркуляции используется для проведения жидкости через аппарат замкнутого типа, который непрерывно охлаждает циркулируемый поток (но не горячий, непрерывный поток, связанный с выпуском насоса (схема 21)). Охлаждающий аппарат должен охлаждать только жидкость, находящуюся в контуре. Рабочий цикл при использовании данного аппарата менее сложный чем у схемы 21.
Исследования, проведенные на нефтепромысловом объекте, показали, что средняя температура входной промывочной жидкости к герметизирующей камере равняется 50°С (122°F). Средняя температура перекачки продукта равняется 219°С (426,2°F). Средняя температура на входе насоса на холостом ходу равняется 38°С (100,4°F). Насосы на холостом ходу работают только вместе с термосифоном, охлаждающем жидкость. Этот аппарат должен устанавливаться в соответствии с настоящим стандартом для обеспечения подходящей работы термосифона.
А.2.2.4 Кислая вода при температуре ниже 80°С (180°F), на которую воздействует манометрическое давление не выше 4,1 МПа (41 бар) (600 фунт/psi)
Стандартное уплотнение - это уплотнение типа А подталкивающего действия со специфическими особенностями. Эластомеры заменяются FFKM, который препятствует образованию (основного окислителя воды).
В уплотнениях типов В и С (со специальными характеристиками FFKM для типа В) манометрическое давление равняется не более 2,1 МПа (21 бар) (300 фунт/psi).
Использование уплотнений типов В или С при воздействии манометрического давления выше 2,1 МПа (21 бар) (300 фунт/psi) требует специальной разработки оборудования для высокого давления. Данные характеристики облегчают процесс стандартизации, так как уплотнение типа А рекомендуется для использования во всех диапазонах давлений. Кислая вода может стать воспламеняемой, при увеличении температуры или содержания .
А.2.2.5 Едкая щелочь, амины и другие кристаллизующиеся жидкости при температуре ниже 80°С (180°F) и манометрическом давлении ниже 4,1 МПа (41 бар) (600 фунт/psi)
Стандартное уплотнение - это уплотнение типа А подталкивающего действия со специальными характеристиками FFKM.
Альтернативой является уплотнение типа В, на которое воздействует манометрическое давление не более 2,1 МПа (21 бар) (300 фунт/psi). В состав данного уплотнения входит металлическое сильфонное уплотнение и FFKM.
Уплотнения типа С, на которые воздействует манометрическое давление не более 2,1 МПа (21 бар) (300 фунт/psi) с гибкими графитовыми дополнительными элементами должны специально проектироваться, так как использование графита не рекомендуется в некоторых едких условиях применения.
Металлические сильфонные уплотнения типов В и С используются в условиях воздействия манометрического давления выше 2,1 МПа (21 бар) (300 фунт/psi), но ниже 4,1 МПа (41 бар) (600 фунт/psi). Их необходимо специально разрабатывать и испытывать в условиях высокого давления.
В уплотнениях кристаллизирующаяся жидкость используется только в схемах промывки 62 и 32, которые препятствуют образованию кристаллов на атмосферной стороне уплотнения. Нельзя промывать уплотнения нефтепромыслового оборудования до образования кристаллов. Конфигурацию схемы промывки 32 также нельзя использовать, так как происходит разбавление продукта, что приводит к удорожанию эксплуатации оборудования. В таком случае необходимо учесть конфигурацию 2 сдвоенного уплотнения (негерметичный буфер), в которой используется чистая вода (или другую подходящую жидкость) в качестве буферной среды для удержания кристаллов в растворе. Такими же особенностями обладают и сдвоенные уплотнения унифицированных уплотнительных устройств.
А.2.2.6 Кислоты: серные, хлористоводородные, фосфорные при температуре ниже 80°С (180°F) и манометрическом давлении ниже 2,1 МПа (21 бар) (300 фунт/psi)
Стандартное уплотнение - уплотнение типа А подталкивающего действия со специфическими особенностями (одинарная спиральная пружина).
Альтернативой являются уплотнения типа В или С. В типе С используется гибкий графит в качестве дополнительного элемента. Так как у многократных пружин и пластин сильфона тонкое поперечное сечение, необходимо тщательно выбирать коррозионностойкий материал для использования данных материалов.
Фтористоводородные, испаряющиеся азотные и другие кислоты, не входящие в данный список, используются, если конструкции специально спроектированы, согласованы с заказчиком-потребителем и изготовителем - поставщиком уплотнения.
Уплотнения, работающие в кислотной среде, при температуре более 80°С (180°F) требуют специальной разработки.
Уплотнения, работающие с кислотами при манометрическом давлении выше 2,1 МПа (21 бар) (300 фунт/psi), требуют специальной разработки.
А.2.3 Невоспламеняемые углеводороды [абсолютное давление насыщенного пара меньше 0,1 МПа (1 бар) (14,7 фунт/psi) при температуре перекачки] - Лист 4
А.2.3.1 Температура от минус 40°С (минус 40°F) до минус 5°С (20°F) и манометрическое давление ниже 4,1 МПа (41 бар) (600 фунт/psi)
Уплотнение типа А подталкивающего действия - стандартное уплотнение со специфическими характеристиками эластомеров NBR для работы при низкой температуре (NBR выбирается в соответствии с прокачиваемой жидкостью).
Уплотнение типа В со специфическим составом эластомера NBR и уплотнение типа С с гибкими дополнительными графитовыми элементами являются альтернативным уплотнением при воздействии манометрического давления до 2,1 МПа (21 бар) (300 фунт/psi).
Если на уплотнения типов В и С воздействует манометрическое давление более 2,1 МПа (21 бар) (300 фунт/psi), необходимо особым образом спроектировать сильфоны, разработанные специально для высокого давления.
Специфическая характеристика эластомеров NBR - возможность работы при воздействии низких температур. Стандартный фторэластомер используется в температурных условиях минус 17,7°С (0°F). Но в соответствии с настоящим стандартом, фторэластомер не используется при температуре ниже минус 5°С (20°F).
А.2.3.2 Температура от минус 5°С (20°F) до 176°С (350°F) и манометрическое давление ниже 4,1 МПа (41 бар) (600 фунт/psi)
Уплотнение типа А подталкивающего действия - стандартное уплотнение, не обладающее никакими специфическими особенностями (необходимо учесть совместимость эластомера со схемой перекачиваемой жидкости).
Уплотнение типов В и С с аксиально неподвижным вторичным уплотнением, на которое воздействует манометрическое давление до 2,1 МПа (21 бар) (300 фунт/psi), является альтернативным уплотнением. В уплотнении типа С должны использоваться упругие дополнительные элементы.
Уплотнения типов В и С со специально спроектированными сильфонами, работающие в условиях высокого давления, являются альтернативой для работы в условиях воздействия манометрического давления выше 2,1 МПа (21 бар) (300 фунт/psi).
Фторкаучук является стандартным эластомером в уплотнениях с аксиально подвижным вторичным уплотнением. Данный фторкаучук выдерживает температуру 204°С (400°F). Температура перекачивания фторкаучук должна равняться 176°С (350°F), так как трение торцевой поверхности вырабатывает дополнительное тепло и поднимает температуру, которую выдерживает эластомер.
А.2.3.3 Температура 176°С (350°F) - 260°С (500°F) и манометрическое давление ниже 2,1 МПа (21 бар) (300 фунт/psi)
Металлическое сильфонное уплотнение типа С неподталкивающего действия и дополнительным элементом, выполненном из гибкого графического элемента. Стандартным является неподвижное уплотнение типа С неподталкивающего действия с металлическим сильфоном и упругим графическим дополнительным элементом.
Стандартной альтернативой является тип А подталкивающего действия со специальными особенностями, включая внутреннее устройство циркулирования и FFKM, циркуляции по схеме 23 в соответствии с диаграммой подбора промывки.
Уплотнение типа С подобрано как стандартное из-за диапазона температур, в котором происходит спекание. Неподвижная конструкция сильфонов работает с паровой перегородкой для антикоксовой защиты, чего вращающиеся сильфоны не обеспечивают.
Уплотнение типа А с внутренним устройством циркулирования и замкнутой системой схемы 23 поддерживает температуру продукта ниже диапазона, где происходит спекание.
А.2.3.4 Температура от 176°С (350°F) до 260°С (500°F) и манометрическое давление от 2,1 МПа (21 бар) (300 фунт/psi) до 4,1 МПа (41 бар) (600 фунт/psi)
Специально спроектированная уплотнительная система потребуется для условий высоких температур и давлений.
А.2.3.5 Температура от 260°С (500°F) до 400°С (750°F) и манометрическое давление ниже 2,1 МПа (21 бар) (300 фунт/psi)
Уплотнение типа С подобрано в качестве стандартного из-за диапазона температур, в котором происходит спекание. Неподвижная конструкция сильфонов легко работает с паровой перегородкой для антикоксовой защиты, тогда как вращающиеся сильфоны не выполняют этого.
Стандартная альтернатива - специально полностью спроектированная уплотнительная система.
А.2.3.6 Температура 260°С (500°F) - 400°С (750°F) и манометрическое давление 2,1 МПа (21 бар) (300 фунт/psi) - 4,1 МПа (41 бар) (600 фунт/psi)
Единственной приемлемой альтернативой является специально спроектированная уплотнительная система.
А.2.4 Воспламеняемые углеводороды (давление насыщенного пара должно быть выше 0,1 МПа (1 бар) (14,7 фунт/psi) при температуре перекачки) - Лист 5
А.2.4.1 Температура минус 40°С (минус 40°F) - минус 5°С (20°F) и манометрическое давление ниже 4,1 МПа (41 бар) (600 фунт/psi)
Уплотнение типа А подталкивающего действия является стандартным уплотнением со специфическими особенностями (NBR-эластомер). NBR-эластомер выбирается в соответствии с характеристикой перекачиваемой жидкости.
Альтернативой является специально спроектированная уплотнительная система с металлическим сильфоном, противостоящим воспламенению. Металлические сильфонные уплотнения при внезапном воспламенении склонны к излому, который появляется из-за "заедания" при критическом подавлении пара. При использовании металлического сильфонного уплотнения необходимо специально спроектировать уплотнение, уделяют особое внимание обязательной подаче пара (во время любых эксплуатационных условиях насоса: запуск, отключение, опрокидывание).
А.2.4.2 Температура минус 5°С (20°F) - 176°С (350°F) и манометрическое давление ниже 4,1 МПа (41 бар) (600 фунт/psi)
Уплотнение типа А подталкивающего действия со специфическими особенностями для поддержания подходящих условий подавления пара, является стандартным уплотнением. При температуре, превышающей 60°С (140°F), необходимо использовать в качестве альтернативного уплотнения внутреннее устройство циркуляции и замкнутую систему схемы 23, которая уменьшает воспламенение уплотняющей поверхности. Если температура поднимается выше 176°С (350°F), то необходимо использовать FFKM.
Альтернативой является специально спроектированная уплотнительная система с металлическим сильфоном. Пар необходимо подавлять охлаждением, а не нагнетанием давления. Поэтому при температуре выше 60°С (140°F) используется уплотнение типа А с внутренним устройством циркуляции и замкнутой системой, в соответствии со схемой 23.Температурный предел в 60°С (140°F) выбирается в соответствии с температурой охлаждающей воды в жаркие месяцы, в которой происходит охлаждение продукта ниже 60°С (140°F). Различные условия эксплуатации обеспечивают более высокий или низкий предел, который выбирается в соответствии с максимальной температурой охлаждающей воды в определенной части оборудования во время рабочих условий.
А.2.4.3 Температура 176°С (350°F) - 400°С (750°F) и манометрическое давление ниже 2,1 МПа (21 бар) (300 фунт/psi)
Уплотнение типа С является стандартным уплотнением. Альтернативой является специально разработанная уплотнительная система.
А.2.4.4 Температура выше 176°С (350°F) и манометрическое давление от 2,1 МПа (21 бар) (300 фунт/psi) до 4,1 МПа (41 бар) (600 фунт/psi)
В состав уплотнения входит специально разработанная уплотнительная система.
А.3 Рекомендации по подбору уплотнения - Лист 6
А.3.1 Лист 6 является руководством по подбору конфигурации уплотнения. Заказчик/потребитель должен оценить стоимость, эффективность и риск, связанный с подбором конфигурации уплотнения.
А.3.2 Вопрос 1: существуют ли какие-то нормы, распространяемые на рабочие части оборудования, которые требуют специального обслуживания. В состав этих рабочих частей оборудования входят унифицированное уплотнительное устройство малого пропускания или сдвоенные уплотнения. Данный пункт должен подготовить заказчика/потребителя к необходимости использования специфических конструкций оборудования.
А.3.3 Вопрос 2: заказчик/потребитель должен учесть наличие перекачиваемого потока для определения требований, установленных изготовителем/поставщиком. Данные требования определяют конфигурацию и выбор норм герметичности уплотнения. В таком случае в состав конфигурации уплотнения должны входить определенные технические средства, соответствующие заданному пределу герметичности.
А.3.4 Вопрос 3: подбор конфигурации уплотнения (для кислот). Если поток, не является кислотой, то необходимо опустить данный пункт и перейти к следующему.
А.3.5 Вопрос 4: подбор конфигурации уплотнения (для кислот в одинарном уплотнении или резервном сдвоенном уплотнении). Не рекомендовано использовать негерметичные сдвоенные уплотнения, так как в их буферной зоне или в корпусе уплотнения находится чрезмерное количество кислоты.
А.3.6 Вопрос 5: опасные вещества и материалы, негативно влияющие на рабочий персонал, обслуживающий оборудование (потоки амина ), и приводящие к производственным заболеваниям и травмам. В состав одинарного уплотнения не должна входить схема внешней промывки оборудования, которая управляется извне. Спецификации данного оборудования не включают в себя необходимость дополнительных мер контроля этого типа потока.
А.3.7 Вопрос 6: напоминает вопрос 5. Он касается потоков уплотнений конфигурации 1, которые не соответствуют требованиям техники безопасности (образование облака пара или пожаробезопасности), установленных заказчиком/потребителем.
А.3.8 Вопрос 7: необходимо дополнительно контролировать герметизацию оборудования и соответствие утечек нормам по выбросам для уплотнения конфигурации 1. В таком случае необходимо выбрать конфигурацию 2 или 3.
А.3.9 Вопрос 8: в определенных странах заказчик/потребитель при использовании уплотнений конфигурации 1 должен контролировать утечки оборудования. При желании заказчик/потребитель может выполнить процедуру выявления соответствия уплотнения и конфигурации. Если уплотнения и конфигурация не соответствуют друг другу, то возможно сменить конфигурацию на более подходящую.
А.3.10 Вопрос 9: надежная работа оборудования в условиях высоких температур. Конфигурация 2 или 3 обеспечивает наивысшую надежность.
А.3.11 Вопрос 10: определяет надежность работы оборудования (наличие полимеризующих материалов, твердых тел и жидкости низкой маслянистости на уплотняющих поверхностях). Оборудование должно непрерывно работать на протяжении трех лет.
А.3.12 Вопрос 11: Уплотнения конфигураций 1 и 2, применяемые при наличии в оборудовании легких жидкостей, часто не обеспечивают бесперебойной работы в течение 3-х лет эксплуатации. Специализированные устройства герметизации, в состав которых входят бесконтактные внутренние уплотнения (конфигурация 2), обеспечивают надежную работу оборудования в средах, таких как метан, аммиак, пропан и другие смеси углеводородной насыщенного пара высокого давления.
А.3.13 Вопрос 12: изготовитель/поставщик должен предупредить заказчика/потребителя о возможности утечки. Любая другая конфигурация (отличная от конфигурации 1) обычно используется при обнаружении утечек.
А.3.14 Вопрос 13: заказчик/потребитель должен сдерживать утечки в нерезервном сдвоенном уплотнении. Срок эксплуатации сухих резервных уплотнений камеры уплотнения сокращается из-за образования тепла и нагрузки на торцевую поверхность уплотнения.
А.3.15 Описанное выше приводит к изменению вида конфигурации на конфигурацию 3 или рекомендует использовать жидкую буферную среду (при условии, если откачиваемая среда состоит из твердых или полимеризирующих веществ/ материалов). Данные примеси уменьшают надежность сухих резервных уплотнений.
А.3.16 Подбирается уплотнение конфигурации 2 и предоставляется руководство о дальнейшем возможном использовании бесконтактных внутренних уплотнений.
А.4 Рекомендации по подбору уплотнения - Листы 7-9
А.4.1 Общие положения
Для пояснения диаграмм потока/принятия верных решений по подбору уплотнения, в соответствии с Листами 7-9, предоставляются следующие описания схем промывки.
А.4.2 Схема 01
Схема 01 напоминает схему 11, но в схеме 01 используется внутреннее подключение к прямому потоку камеры уплотнения через область задней части лопастного колеса (недалеко от выпускного отверстия). Рекомендуется использовать данную схему в уплотнениях с чистыми жидкостями. Схема 01 также используется в уплотнениях с жидкостями, которые загустевают/затвердевают при нормальных условиях и уменьшают риск замораживания жидкости в системе промывочных трубопроводов. Особое внимание необходимо уделить рециркуляции замкнутой системе, которая обеспечивает соблюдение эксплуатационных требований.
А.4.3 Схема 02
Схема 02 используется для крепко закрытой камеры уплотнения, в которой не учтена схема циркуляции промывочной жидкости. Данная схема часто используется в химической промышленности при воздействии низкого давления и различных температурных процессов на камеру уплотнения. Обычно схема 02 используется совместно с коническим отверстием камеры уплотнения, модифицируемой усилителями потока. Перекачиваемая жидкость должна быть достаточно чистой для предотвращения эрозии уплотнительной прокладки, камеры уплотнения или частей уплотнения. Эрозия возникает из-за появления структуры закручивающего потока. Необходимо также учесть колеблющуюся величину давления насыщенного пара (перекачиваемой жидкости) из-за которой уменьшается вероятность воспламенения в камере уплотнения или на уплотняющих поверхностях. Схема 02 используется совместно с охлажденными чистыми жидкостями с высокими удельными теплоемкостями, такими как вода в относительно тихоходных насосах. Необходимо тщательно изучить запас рабочего температурного режима при использовании схемы 02 (для любого вида эксплуатации оборудования).
А.4.4 Схема 11
Схема 11 - схема промывки одинарных уплотнений. В схеме 11 продукт направляется от нагнетательного шланга к камере уплотнения для обеспечения должного охлаждения уплотнения и продувания воздуха/пара из камеры уплотнения. Жидкость вытекает из впадины уплотнения и попадает обратно в технологический поток. Данная схема используется для чистого оборудования общего применения. Для высоконапорного оборудования необходимо предварительно рассчитать скорость промывающего потока. Вычисления выявят необходимый вид диафрагмы и размеры сужающейся втулки, которые обеспечат должный промывающий поток.
А.4.5 Схема 13
Схема 13 - стандартна для вертикальных насосов, не снабженных отводящей втулкой, которая находится в камере уплотнения. Давление камеры уплотнения вертикальных насосов без отводящей втулки равняется давлению на выходе. При использовании такой конфигурации нет перепадов давлений, отсутствие которых и заставляет работать схему 11 должным образом. В схеме 13 продукт направляется от камеры уплотнения обратно к входу насоса для обеспечения необходимого охлаждения уплотнения и продувания воздуха/паров из камеры уплотнения. Схемы 1, 11, 12, 21, 22, 31 или 41 используются совместно со схемой 13 в подвешенных вертикальных насосах.
Схема 13 обеспечивает самовентиляцию вертикальных многорядных насосов при условии достаточного перепада давления, чтобы гарантировать циркуляцию, и достаточного давления камеры уплотнения, чтобы предотвратить парообразование.
Схема 13 также используется в высоконапорных насосах, в которых при применении схемы 11 необходимо наличие очень маленького выпускного отверстия или большой скорости промывочного потока. Схема 11 не работает должным образом в низконапорных насосах из-за малого перепада давлений между камерой уплотнения и входом насоса. Необходимость использования схемы 13 определяется при вычислении скорости потока промывочной жидкости и размера выпускного отверстия.
А.4.6 Схема 14
Схема 14 представляет собой комбинацию схемы 11 (рециркуляция из спускного отверстия) и схемы 13 (рециркуляция к приему насоса). Охлаждающийся поток попадает в камеру уплотнения (схема 11), обеспечивая вентилирование камеры уплотнения (схема 13). Схема 14 обычно используется в вертикальных насосах.
А.4.7 Схема 21
Схема 21 обеспечивает охлаждение уплотнения, которое уменьшает процессы спекания/полимеризации, улучшения характеристик маслянистости (горячей воды) или увеличения объемов формирования пара, которые соответствуют температурам дополнительных частей уплотнения. Преимуществом схемы 21 является наличие схемы необходимой охлаждающей промывки и перепадов давления, которые обеспечивают высокие скорости промывочных потоков. Недостаток - работа при большом охлаждении приводит к закупориванию водной части уплотнения биологическими частицами и потенциальному закупориванию технологической стороны при резком повышении вязкости текучей среды. Схема 21 подходит для работы в сухих условиях, если вместо водоохлаждения используются стабилизаторы воздушного охлаждения. Схема 21 потребляет больше энергии, чем схема 23, потому что перекачиваемая жидкость, которая используется для промывки, должна быть повторно закачана в спускное отверстие со стороны всасывания.
А.4.8 Схема 23
Схему 23 часто используют при работе с горячей водой (среда котлов при температуре 80°С (180°F) и выше) и углеводородами. У горячей воды довольно низкая маслянистость, которая приводит к сильному износу уплотняющей поверхности. Данная схема используется в углеводородных и химических условиях работы, когда необходимо вовремя охладить жидкость для установления определенного предела давления насыщенного пара (при температуре в камере уплотнения) и давления камеры уплотнения. В схеме 23 охлаждающий аппарат удаляет теплоту, образованную на уплотняющей поверхности, плюс теплоту от перекачиваемой среды. Такой режим работы менее сложный, чем у схемы 21 или 22.
Облегчение режима помогает увеличить срок эксплуатации охлаждающего аппарата. При использовании схемы 21 и 22 есть большая вероятность закупоривания охлаждающего аппарата. В схеме 23 продукты камеры уплотнения изолированы от лопастного колеса насоса дроссельной втулкой. Уплотнение оборудовано внутренним устройством циркуляции, которое распространяет жидкость камеры уплотнения через охлаждающий аппарат назад к камере уплотнения. В данной конфигурации охлаждающий аппарат охлаждается только жидкостью, в которой уплотнение работает, что приводит к эффективному использованию энергии.
При выборе схемы промывки 23 необходимо учитывать высокую температуру застывания и вязкость продуктов. Охлаждающий аппарат может охлаждать жидкости, температура которых ниже температуры циркуляции. В таком случае можно использовать либо схему промывки 21 либо пар в качестве охлаждающей среды.
А.4.9 Схема 31
Схема 31 используется только в рабочих условиях, содержащих твердые тела, плотность которых в два раза превышает плотность перекачиваемой жидкости. Обычно такие схемы используются в водоснабжении для удаления песка и шлака из труб. В схеме 31 продукт направляется от спускного отверстия насоса в циклонный сепаратор. Твердые вещества (крупицы веществ) центрифугируются от потока и направляются обратно к аппарату всасывания. Промывка уплотнения проводится по следующей схеме: от циклонного сепаратора к соединению промывки на пластине уплотнения. Если технологический поток сильно загрязнен или является цементным раствором, то не рекомендуется использовать схему 31. При применении схемы 31 рекомендуется использовать дроссельную втулку насоса.
А.4.10 Схема 32
Схема 32 используется в условиях, содержащих твердые тела или примеси (очищенные вещества и прохладные вещества внешней промывки), которые улучшают качество среды уплотнения. Данная схема также используется для уменьшения воспламеняемости (в вакуумных условиях), обеспечивая полную промывку уплотнения. В таком случае используется низкое давление насыщенного пара или давление камеры уплотнения, поднимающееся до допустимого уровня. Внешняя промывка должна быть непрерывной и надежной (даже во время нестандартных ситуаций: запуск или отключение). Внешняя промывка должна проводиться с помощью технологического потока, который будет вытекать из камеры уплотнения и попадать в перекачиваемую жидкость.
В схеме 32 промывающая жидкость идет от внешнего источника к уплотнению. Эта схема часто используется в соединениях с дроссельной втулкой малого зазора. Втулка в данном случае должна быть дроссельной. Она поддерживает необходимое (повышенное) давление в сальнике или служит барьерной жидкостью, разделяющая выкаченный продукт и камеру уплотнению*.
___________________
* Текст документа соответствует оригиналу. - .
Схему 32 рекомендуется использовать только для охлаждения, поскольку данная схема промывки требует большие энергетические затраты. Необходимо также учесть затраты на уменьшение продукта при использовании схемы 32.
А.4.11 Схема 41
Схема 41 - это комбинация схем 21 и 31. Она используется в условиях высоких температур и содержании твердых абразивных частиц. Плотность этих частиц должна в два раза превышать плотность перекачиваемой жидкости. Для использования этой схемы необходимо наличие охлаждающей промывки уплотнения, которая определяет температурные пределы давления насыщенного пара, соответствует предельным температурам устройства дополнительного уплотнения или уменьшает процент полимеризации, а также улучшает свойства. Чаще всего эту схему используют в горячей воде для удаления песка или шлака из труб.
В схеме 41 продукт направляется от спускного отверстия насоса к циклонному сепаратору. Твердые частицы центрифугируются от потока и направляются к аппарату всасывания. Промывка уплотнения проводится от циклонного сепаратора до теплообменника и в соединениях промывки на пластине уплотнения.
Не рекомендуется использовать схему 41, если технологический поток (или цементный раствор) очень сильно загрязнен. Схема 21 определяет пользу, вред и улучшенные условия работы при использовании теплообменника в потоке промывки. При применении схемы 41 рекомендуется использовать дроссельную втулку насоса.
А.4.12 Схема 52
Схема 52 используется с уплотнениями конфигурации 2, с контактным жидкостным резервным уплотнением (2CW-CW) при наличии буферной жидкости. Данная схема используется, когда утечка перекачиваемой жидкости в атмосферу должна быть минимизирована. В резервуаре уплотнения находится буферная жидкость. Такой резервуар должен быть продут вентиляционной системой для поддержания давления буферной жидкости (близкое к атмосферному).
Рекомендуется использовать схему 52 с неполимеризирующимися продуктами без примесей (давление насыщенного пара выше давления буферной жидкости). Утечка пара технологической жидкости (более высокого давления) в буферной системе может вспыхнуть и попасть в бак уплотнения, а сам пар попадет в вентиляционную систему.
Утечка технологической жидкости внутреннего уплотнения будет перемешиваться с буферной жидкостью. Обслуживание, ремонт уплотнения, заполнение, иссушение и промывка загрязненной буферной жидкостью, может быть долгой и сложной.
А.4.13 Схема 53А, Схема 53В, Схема 53С
Схема 53 используется в уплотнениях конфигурации 3 герметичных сдвоенных, где нет утечек в атмосферу. Схема 53А состоит из сдвоенных торцовых уплотнений с барьерной средой между ними. Затворная жидкость находится в баке уплотнения под давлением на 0,14 МПа (1,4 бар) (20 фунт/psi) больше, чем давление камеры уплотнения насоса. Утечка внутреннего уплотнения - утечка затворной жидкости в сам продукт. Всегда будет какая-то утечка. Если манометрическое давление камеры уплотнения претерпевает значительные изменения (выше 4,2 МПа (42 бар) (615 фунт/psi)), то внутренние напряжения уплотнений должны быть уменьшены в настройках регулятора перепадов давления от 0,14 МПа (1,4 бар) (20 фунт/psi) до 0,17 МПа (1,7 бар) (25 фунт/psi).
Схема 53В - герметизирующее сдвоенное уплотнение. Оно отличается от схемы 53А тем, что давление в контуре уплотнения поддерживается с помощью аккумулятора с эластичной разделительной диафрагмой.
Схема 53С является герметизируемым сдвоенным уплотнением с аккумулятором поршневого типа, который поддерживает давление выше давления камеры уплотнения.
Схема 53 предпочтительнее схемы 52 для грязных, абразивных или полимеризирующихся продуктов, которые или повредили бы уплотняющие поверхности или вызвали бы проблемы с буферной жидкой системой, если бы использовалась схема 52. Есть два неудобства в схеме 53, который необходимо рассмотреть. Всегда будет некоторая утечка затворной жидкости в продукт. Скорость утечки может контролироваться, она определяет уровень резервуара уплотнения. Однако, во-первых, продукт должен быть в состоянии сочетаться с небольшим количеством загрязнения от затворной жидкости. Во-вторых, система схемы 53 зависит от наличия давления резервуара уплотнения, поддерживаемого на определенном уровне. Если давление резервуара уплотнения падает, то система начнет работать как схема 52, или негерметичное сдвоенное уплотнение, которое не предлагает тот же самый уровень целостности уплотнения. Определенно, внутреннее направление утечки уплотнения будет полностью изменено, и затворная жидкость в течение долгого времени станет смешиваться с перекачиваемой жидкостью, что приведет к возможному разрушению уплотнения.
А.4.14 Схема 54
Система по схеме 54 является также герметизируемыми сдвоенными уплотнительными системами с утечкой из внутреннего уплотнения в перекачиваемый продукт. В схеме 54 холодный чистый продукт из внешнего источника поставляется к уплотнению в качестве затворной жидкости. Давление в линии нагнетания этого продукта, по меньшей мере, на 0,14 МПа (1,4 бар) (20 фунт/psi) больше, чем давление, которому противостоит внутреннее уплотнение. Это приведет к небольшой утечке затворной жидкости в технологическую. Эта конфигурация никогда не должна использоваться, если давление затворной жидкости меньше чем давление уплотнения. Если бы это было, то разрушение одного внутреннего уплотнения могло бы загрязнить всю систему затворной жидкости и вызвать дополнительные разрушения уплотнения.
Схема 54 часто используется в условиях, где перекачиваемая жидкость горячая или загрязнена твердыми частицами. Если выбрана схема 54, то тщательно рассмотрите надежность источника затворной жидкости. Если источник прерван или загрязнен, то последующие разрушения уплотнения будут очень дороги в восстановлении. Должным образом спроектированная система затворной жидкости как правило - это сложная и дорогая система. Если эти системы должным образом спроектированы, то они представляют собой одни из самых надежных систем.
А.4.15 Схема 62
В схеме 62 поток промывочной жидкости подается от внешнего источника к атмосферной стороне уплотняющих поверхностей. Поток промывки может быть паром низкого давления, азотом или чистой водой. Он используется в отобранных условиях применения одинарного уплотнения для исключения наличия кислорода, чтобы предотвратить коксообразование (например, условия углеводородов при высоких температурах) и смыть нежелательное наращивание материальных частиц вокруг подвижных узлов уплотнения (например, условия едкой щелочи и соли).
А.4.16 Схема 65
Схема 65 является схемой системы трубопроводов обнаружения утечки уплотнения, обычно используется с уплотнениями конфигурации 1 в условиях, где утечка уплотнения, как ожидают, будет главным образом жидкостью (не газ). Система трубопроводов связана со сливным патрубком в фланце корпуса и направляет любую возникшую утечку уплотнения через резервуар/поплавковую камеру и затем через отверстие в нефтяной и водный коллектор или жидкую систему сбора. Чрезмерные скорости потока были бы ограничены отверстием, расположенным внизу по потоку через резервуар/поплавковую камеру и перенаправлены к этому, вызывая подъем поплавка и активизируя тревогу. Отверстие нисходящего потока реле уровня должно быть расположено в вертикальной опоре системы трубопроводов, чтобы избежать накопления жидкости в системе трубопроводов осушки.
Соединение наверху резервуара, связанное с трубой, проходящей через выпускное отверстие, позволит эффективно осушить чрезмерную утечку.
А.4.17 Схема 71
Схема 71 используется в уплотнениях конфигурации 2 (негерметичных сдвоенных уплотнениях или сухих герметичных уплотнениях) без буферной среды, но желательно, чтобы данные уплотнения обладали техническим обеспечением, которое поставляет буферный газ. Буферный газ необходим для отведения внутренней утечки (или минимизации) от наружного уплотнения. В таком случае утечка будет направлена в систему сбора.
А.4.18 Схема 72
Схема 72 используется в уплотнениях конфигурации 2 (негерметичные сдвоенные уплотнения, сухое резервное уплотнение). Буферная среда (газ) отводит утечку внутреннего уплотнения (или разбавляет утечку) от наружного уплотнения и направляет в систему сбора. Это позволяет уменьшить испускания резервного уплотнения.
Схема 72 работает следующим образом: буферный газ сначала проходит сквозь изолирующую клиновую задвижку и обратный клапан. Затем он попадает в систему, установленную на пластине или панели, предусмотренную изготовителем/поставщиком уплотнения. Коалесцирующий фильтр удаляет абразивные частицы и лишнюю жидкость. Фильтр за входной клиновой задвижкой на панели. Затем газ проходит через регулятор напорного давления, который установлен в сигнальных точках схемы 75 или схемы 76. В этом случае давление должно равняться не меньше 0,04 МПа (0,4 бар) (5 фунт/psi) и выше нормального давления вспышки. Установлены манометр и сигнальный выключатель низкого давления (перед выпускным отверстием); они настраивают регулятор и гарантируют постоянное исходное давление, которое поддерживает промывающий поток в рабочем диапазоне (схема 75 или схема 76), не герметизирует камеру уплотнения или воздействует на сигнальные настройки схемы выходной промывки. Выпускное отверстие регулирует поток промывки, а расходомер измеряет расход потока. В выпускном отверстии используется игольчатый или шаровой клапан, который регулирует дополнительный поток. Заключительные элементы на панели - это обратный клапан и клиновая задвижка. В результате буферный газ попадает в систему труб к уплотнению. Системы вентиляции резервного уплотнения (CSV) и осушки (CSD) расположены на фланце корпуса, они направлены к вентиляционной системе (схема 75 или схема 76).
А.4.19 Схема 74
Схема 74 используется в уплотнениях конфигурации 3 (сдвоенные герметизирующие уплотнения, в которых барьерной средой является газ). Они напоминают обычные системы, работающие с жидкой барьерной средой (схема 54). Самый распространенный вид барьерной среды (газ) - промышленный азот. Нагнетаемое давление уплотнения должно быть как минимум на 0,17 МПа (1,7 бар) (25 фунт/psi) больше чем давление камеры уплотнения. Это приводит к небольшой утечке барьерной среды (газа) в насос. Большая часть газовой барьерной среды просачивается в атмосферу. Данная конфигурация не используется, если давление газовой барьерной среды меньше герметизирующего давления, так как из-за этого система газовой барьерной среды загрязняется перекачиваемой жидкостью.
Схема 74 используется при воздействии не очень высоких температур (в пределах характеристик эластомера) и при наличии ядовитых или опасных веществ, утечка которых недопустима. Поскольку эта схема используется в сдвоенных уплотнительных системах, утечка в атмосферу устраняется при нормальных условиях. Схема 74 также используется для обеспечения высокой надежности работы оборудования и предотвращению попаданию твердых абразивных частиц на уплотняющие поверхности. Это может привести к преждевременному разрушению уплотнения. Не рекомендуется использовать схему 74 в условиях, содержащих вязкие/полимеризирующиеся вещества или, если осушение перекачиваемого вещества вызывает увеличение твердых абразивных частиц.
Системы промывки схемы 74 работают следующим образом: барьерный газ сначала проходит изолирующую клиновую задвижку и обратный клапан, которые устанавливает заказчик/потребитель. Затем он поступает в систему, обычно установленную на пластине или панели. Входная клиновая задвижка на панели установлена совместно с фильтром на 2-3 мкм, который удаляет некоторые твердые абразивные частицы и жидкость. Затем газ проходит через регулятор обратного давления, который поддерживает давление равное как минимум на 0,17 МПа (1,7 бар) (25 фунт/psi) больше чем давление камеры уплотнения. В некоторых случаях, заказчик/потребитель устанавливает выпускное отверстие сразу после регулятора для ограничения количество азота (он используется, если уплотнение держится открытым). Расходомер располагается после регулятора и используется для измерения потока. Манометр же используется для поддержания необходимого давления. Низконапорный выключатель используется, чтобы поднимать тревогу при значительной потере газовой барьерной среды или чрезмерной утечки уплотнения.
Заключительные элементы панели - обратный клапан и клиновая задвижка. Газовая барьерная среда направляется к уплотнению по системе труб. Осушка проводится на выходном отверстии газового барьера. Продувка/осушка осуществляется для правильного проведения технического обслуживания.
А.4.20 Схема 75
Схема 75 используется в уплотнения конфигурации 2 (негерметичных сдвоенное уплотнений и сухих резервных уплотнений). В таком случае утечка внутренних уплотнений может конденсироваться. Данная схема используется совместно с буферным газом (схема 72) или без буферного газа (схема 71).
Негерметичное сдвоенное уплотнение используется для ограничения утечки перекачиваемой среды в атмосферу (это не обеспечивает уплотнение конфигурации 1). Необходимы специальные устройства, чтобы направить всю утечку к определенной точке сбора. Схема 75 предназначена для сбора перекачиваемых жидкостей, которые образуют конденсат при температуре окружающей среды. Однако, если перекачиваемая жидкость не конденсируется, то заказчик-потребитель может использовать схему 75 для обратного течения конденсата от системы сбора.
Схема 75 работает следующим образом: утечка внутреннего уплотнения собирается в резервном уплотнении и направляется на линию осушки. Сборник накапливает любую жидкость, в то время как пар попадает в систему сбора. Указатель уровня жидкости на коллекторе используется для определения точного времени осушки коллектора. Выпускное отверстие коллектора в выходном трубопроводе ограничивает поток; большая утечка внутреннего уплотнения вызовет увеличение давления и приведет в действие комплекс оборудования PSH, на которое воздействует манометрическое давление, равное 0,07 МПа (0,7 бар) (10 фунт/psi). Клиновая задвижка, установленная на выходе из коллектора, отделяет коллектор, если необходимо техническое обслуживание оборудования. Она также используется для проверки внутреннего уплотнения путем перекрывания потока. Насос же работает не в зависимости от времени восстановления давления в коллекторе. Если иное не указано, то соединение на коллекторе может использоваться для нагнетания азота или другого газа с целью испытания резервного уплотнения.
А.4.21 Схема 76
Схема 76 используется в уплотнениях конфигурации 2 (негерметичных сдвоенных уплотнений или сухих резервных уплотнений), где утечка внутреннего уплотнения не конденсируется. Данная схема используется также с буферным газом (схема 72) или без буферного газа (схема 71).
Сдвоенное негерметичное уплотнение используется, если утечка перекачиваемой жидкости ограничена больше, чем в уплотнении конфигурации 1. Необходимо устройство, которое направляет утечку к точке сбора. Схема 76 работает в условиях отсутствия конденсации внутренней утечки или системы сборы. Если жидкость накапливается в корпусе уплотнения, то может выделяться тепло, которое приводит к спеканию углеводородов и вероятному разрушению уплотнения.
Схема 76 работает следующим образом: утечка внутреннего уплотнения поддерживается в пределах резервного уплотнения и выходит при его вентилировании. Выпускное отверстие в выходном трубопроводе коллектора ограничивает поток, большая утечка внутреннего уплотнения вызовет увеличение давления и приведет в действие комплекс оборудования PSH, на которое воздействует манометрическое давление равное 0,07 МПа (0,7 бар) (10 фунт/psi). Клиновая задвижка на выходе из коллектора предназначена для отделения коллектора в случае необходимости его технического обслуживания. Она также используется для проверки внутреннего уплотнения путем перекрывания потока. Насос же работает не в зависимости от времени восстановления давления в коллекторе. Сливной патрубок системы трубопроводов используется для нагнетания азота или другого газа с целью проведения испытаний резервного уплотнения, а также для проверки накопленной жидкости.
Приложение Б
(справочное)
Типовые стандарты на материалы для камеры уплотнения и компонентов торцовых уплотнений
Б.1 Стандарты на материалы
Таблицу Б.1 можно использовать в качестве руководства по техническим спецификациям на материалы. При использовании данной таблицы нельзя считать, что технические спецификации на материалы применимы без полной оценки условий работы. Материалы не взаимозаменяемы для всех условий применения.
Таблица Б.1 - Стандарты на материалы
Категория материала | Применения | Международный стандарт ISO | США | Европа | Япония | |||||
ASTM | Марка | UNS | Стандарт | Обозначение | Mat. No. | UIS | ||||
12% хромистая сталь | Литье: применение давления | [61] | Gr CA 15 | J 91150 | [79] | GX8CrNi12 | 1.4107 | [84] | CI SCS 1 | |
[62] | Gr CA6NM | J 91540 | [79] | GX4CrNi13-4 | 1.4317 | [84] | CI SCS 6 | |||
Ковка: применение давления | [52] | [37] | Gr F6a CI 1 | S 41000 | [80] | X12Cr13 | 1.4006 | [85] | Gr. SUS 410-A | |
[52] | [37] | Gr F6 NM | S 41500 | [81] | X3CrNi13-4 | 1.4313 | [85] | CI SUS F6 NM | ||
Прутковая заготовка: Общее назначение | [52] | [63] | Type 410 | S 41000 | [82] | X12Cr13 | 1.4006 | [86] | Gr. SUS 410 или 403 | |
[52] | [64] | Type 416 | S 41600 | [82] | X20CrS13 | 1.4005 | ||||
[82] | X39CrMo17-1 | 1.4122 | ||||||||
Болты и штифты | [53], С4-70 | [28] | Gr B6 | S 41000 | ГОСТ EH 10269 | X22CrMoV12-1 | 1.4923 | [86] | Gr. SUS 410 или 403 | |
Гайки | [54], С4-70 | [29] | Gr 6 | X22CrMoV12-1 | 1.4923 | [86] | Gr. SUS 410 или 403 | |||
Аустенитная нержавеющая сталь | Литье: применение давления | [52] | [65] | Gr CF3 | J 92500 | [83] | GX2CrNi19-11 | 1.4309 | [84] | CI SCS13А |
[52] | [65] | Gr CF3M | J 92800 | [83] | GX2CrNiMo19-11-2 | 1.4409 | [84] | CI SCS 14A | ||
Ковка | [55], X2CrNi18-10 | [37] | Gr F 304L | S 30403 | [81] | X2CrNi19-11 | 1.4306 | [85] | Gr. SUS F 304 L | |
[55], X2CrNiMo17-12 | [37] | Gr F 316L | S 31603 | [81] | X2CrNiMo17-12-2 | 1.4404 | [85] | Gr. SUS F 316 L | ||
Заготовка | [52] | [63] | Type 316 | S 31600 | [82] | X5CrNiMo17-12-2 | 1.4401 | [86] | Gr. SUS 316 | |
[52] | [63] | Type 316L | S 31603 | [82] | X2CrNiMo17-12-2 | 1.4404 | [86] | Gr. SUS 316 L | ||
[52] | [63] | Type 316Ti | S 31635 | [82] | X6CrNiMoTi17-12-2 | 1.4571 | [86] | Gr. SUS 316 Ti | ||
Болты и штифты | [53], А4-70 | [28] | Gr B8M CI2 | S 31600 | [80] | X6CrNiMoTi17-12-2 | 1.4571 | [86] | Gr. SUS 316 | |
Гайки | [54], А4-70 | [29] | Gr 8M | S 31600 | [80] | X6CrNiMoTi17-12-2 | 1.4571 | [86] | Gr. SUS 316 | |
Дуплекс и супердуплекс, нержавеющая сталь | Ковка | [55], | [37] | Gr F 51 | S 31803 | [81] | X2CrNiMoN22-5-3 | 1.4462 | ||
X2CrNiMoN22-5-3 | [37] | Gr 55 | S 32760 | [80] | X2CrNiMoN22-5-3 | 1.4462 | ||||
[80] | X2CrNiMoCuWN25-7-4 | 1.4501 | ||||||||
[80] | 1.4501 | |||||||||
Заготовка | [55], X2CrNiMoN22-5-3 | [63] | S 31803 | [82] | X2CrNiMoN22-5-3 | 1.4462 | [86] | Gr. SUS 329J3L | ||
[63] | S 32550 | [82] | X2CrNiMoCuN25-6-3 | 1.4507 | ||||||
[63] | S 32760 | [82] | X2CrNiMoCuWN25-7-4 | 1.4501 | ||||||
Сплав 20 | Литье | [66] | CN 7M | N 08007 | [84] | Gr. SCS 23 | ||||
Заготовка | [67] | N 8020 | NiCr20CuMo | 2.4660 | ||||||
Низкоуглеро- | Ковка | [68] | N 0276 | NiMo16Cr15W | 2.4819 | |||||
Заготовка и брусок | [56], NW0276 | [69] | N 10276 | NiMo16Cr15W | 2.4819 | |||||
Пластина, лист и лента | [57], NW0276 | [70] | N 10276 | NiMo16Cr15W | 2.4819 | |||||
Сварочное литье | [58], NC6455 | [71] | Gr. CW2M | |||||||
Белая бронза (сплав 400) | Ковка | [59], NW4400 | [68] | N 4400 | NiCu30Fe | 2.4360 | ||||
Заготовка и брусок | [56], NW4400 | [72] | Class A | N 04400 | NiCu30Fe | 2.4360 | ||||
Пластина, лист и лента | [57], NW4400 | [73] | N 04400 | NiCu30Fe | 2.4360 | |||||
Сварочное литье | [71] | Gr. M30C | G-NiCu30Nb | 2.4365 | ||||||
Никелевый сплав упрочняющими дисперсными частицами (сплав 718) | Ковка и заготовка | [74] | N 07718 | NiCr19NbMo | 2.4668 | |||||
Пластина, лист и лента | [75] | N 07718 | NiCr19NbMo | 2.4668 | ||||||
Аустенитный чугун | Аустенитный чугун | [60], L-NiCuCr15-6-2 | [76] | Тип 1 | F 41000 | |||||
[60], L-NiCr20-2 | [76] | Тип 2 | F 41002 | |||||||
[60], L-NiCr30-3 | [76] | Тип 3 | F 41004 | |||||||
Ковкий аустенитный чугун | [60], SNiCr20-2 | [77] | Тип D2 | F 43000 | ||||||
Эластомер | Бутадиен- | ГОСТ 28860 NBR | [78] | NBR | ||||||
Этилен- | ГОСТ 28860 EPDM | [78] | EPDM | |||||||
Фторэластомер | ГОСТ 28860 FKM | [78] | FKM | |||||||
Перфторэласт- | ГОСТ 28860 FFKM | [78] | FFKM | |||||||
Гибкий графит | Чистый графит | [84] | Gr. SCS 23 | |||||||
Прокладка | Рулонная нержавеющая сталь с графитом | |||||||||
Б.2 Типичные температурные пределы при применении материалов уплотнений, работающих с углеводородами
Таблица Б.2
Материал торцевой поверхности | Максимальная температура, °С (°F) |
Карбид вольфрама | 400 (750) |
Карбид кремния (твердый) | 425 (800) |
Углеграфит: | |
- окисленный; | 275 (525) |
- неокисленный | 425 (800) |
Б.3 Информация по карбиду кремния
Карбид кремния широко используют в качестве материала для уплотнительных колец. Его основные преимущества - высокая твердость, коррозионная стойкость, высокая теплопроводность и, в отличие от углерода, низкий коэффициент трения. Карбиды кремния классифицируют по составу и в соответствии с производственным процессом. В торцовых уплотнениях широко используют карбид кремния. Карбид кремния получают при взаимодействии металлического кремния с углеродом в карбид-кремниевой матрице. В результате, в нем содержится около 8%-12% свободного металлического кремния. Также данная классификация разделяется на различные типы, зернистые структуры и т.д. В результате в двух классификациях карбида кремния есть разновидности в исполнении материалов уплотнительных поверхностей.
Хотя в этих двух классификациях карбида кремния имеются различия, также существуют и общие особенности. При определенных условиях коэффициент трения у реакционно-спеченного карбида кремния ниже, чем у углерода. Он менее хрупок и не такой твердый, как самоиспеченный материал. Несмотря на это, в действительности все эти различия не имеют значения. Существенным различием является антикоррозионная устойчивость. Рекомендуется использовать реакционно-спеченный карбид кремния при рН 4-11; вне этого диапазона необходимо использовать карбид кремния.
Б.4 Информация по упрочненным составам
Предпочтительная комбинация материалов соприкасающихся уплотняющих поверхностей - это углерод с твердой торцевой поверхностью, но существуют также рабочие условия, при которых необходимо использовать две твердых торцевых поверхности. Факторы, определяющие необходимость использования двух твердых торцевых поверхностей:
- наличие абразивных частиц в уплотняемой жидкости;
- вязкость жидкости;
- кристаллизация жидкости;
- полимеризуемые продукты;
- высокая вибрация и удар.
Основные материалы, из которых делают твердые торцевые поверхности - карбид кремния и карбид вольфрама. Как правило, карбид кремния удовлетворительно работает с самим собой при наличии необходимого количества жидкой смазки. Однако карбид вольфрама с карбидом вольфрама может стать неплохой комбинацией.
Общие правила:
а) Комбинация карбида вольфрама с карбидом кремния превосходно работает, если герметизируемой средой является нефть. Даже при работе с жидкостью, у которой вязкость меньше (вода, абразивы, карбид вольфрама с карбидом кремния), наиболее часто используют две твердых торцевых поверхности.
б) Комбинация карбида вольфрама с карбидом вольфрама подходит для работы с необработанной нефтью, смолами и битумами. Она не подходит для работы с водой, но может хорошо подойти для работы со щелочными растворами. Особое внимание необходимо уделить (давлениескорость) условиям, поскольку пределы прочности для этой комбинации достаточно низкие.
в) Карбид кремния с точно таким же карбидом может дать превосходные результаты при работе в коррозионно-активных средах. Такая комбинация является предпочтительной для двух твердых торцевых поверхностей, которые работают со многими химическими продуктами. Однако данная комбинация может получить необратимые повреждения, если ее используют в сухих условиях. Не рекомендуется использовать данную комбинацию с маленьким количеством смазочного материала.
г) Реакционный карбид кремния с точно таким же карбидом широко употребляют при работе с углеводородами. Такая комбинация обеспечивает хорошую работу с сырой нефтью, например (материалы, в состав которых входят абразивные частицы).
д) Необходимо отметить, что наука о трении не одобряет использования двух похожих материалов, если они входят в фрикционный контакт. Из-за этого узкую торцевую поверхность реакционно-спеченного карбида кремния используют вместе с широкой торцевой поверхностью из карбида кремния. Коррозионная устойчивость и увеличение стоимости товарно-материальных запасов делают эту комбинацию менее популярной.
Начали появляться многообещающие новейшие материалы и методы для работы с уплотняющими поверхностями, которые необходимо обрабатывать упрочненными составами. Поскольку они находятся на стадии разработки (или на начальных стадиях применения), то руководства по их применению не приводятся на страницах настоящего стандарта.
Б.5 Рекомендуемые типичные температурные пределы для материалов вторичного уплотнения
Таблица Б.3
Материал | Минимальная температура | Максимальная температура |
Фторкаучук (FKM): | ||
- работа с углеводородами | -7 (20) | 175 (350) |
- работа с материалами на водной основе | -7 (20) | 120 (250) |
Перфторкаучук (FFKM) | -7 (20) | 290 (550) |
Нитрил (NBR) | -40 (-40) | 120 (250) |
Гибкий графит | -240 (-400) | 480 (900) |
| ||
Б.6 Инструкция по выбору эластомеров
Эластомеры состоят из сложных образований полимерной структуры, наполнителей, отвердевшей среды и конструктивных решений. Должным образом подобранные, составленные, утвержденные и спроектированные эластомерные уплотнения (уплотнительные кольца с круглым сечением) должны выдерживать определенные условия рабочей среды (период работы, температуры, давления, статической/динамической нагрузки). При нарушении нормального рабочего режима эластомерное уплотнение может быть испорчено и сокращен срок эксплуатации.
Из-за сложной структуры эластомера невозможно составить для него точную спецификацию. Настоящий стандарт предоставляет только общее руководство по выбору эластомеров, не касаясь выбора подробного состава, отвердителя, наполнителя. Руководство по выбору уплотнений (приложение А) рекомендует использовать смеси полимеров (фторкаучук, нитрил). Отдельные составные части должны соответствовать рабочим характеристикам и условиям.
Некоторые рекомендации по выбору полимеров и составов:
а) Полимер должен быть идентифицирован в соответствии с ISO или ASTM, и не должен содержать повторно переработанных материалов.
б) Полимерные материалы определенной полимерной смеси - это различные смеси веществ с разными характеристиками для различных типов работ.
в) Во многих эластомерах в качестве наполнителя используют сажу, но можно также использовать и другие наполнители.
г) Критические свойства (характеристики), такие как остаточные деформации при сжатии, для некоторых торцовых уплотнений могут быть важнее, чем для других.
д) Пригодность среды зависит от времени, температуры и концентрации. Из-за высокотемпературных эластомеров, например, может уменьшиться предельная температура эксплуатации некоторых сред (FFKM).
е) Подвижные части вторичного уплотнения также уменьшают предельную температуру эксплуатации.
ж) Должны быть указаны все полимеры, входящие в состав смеси.
Приложение В
(обязательное)
Справочные листы торцового уплотнения
|

|

|

|

|

|
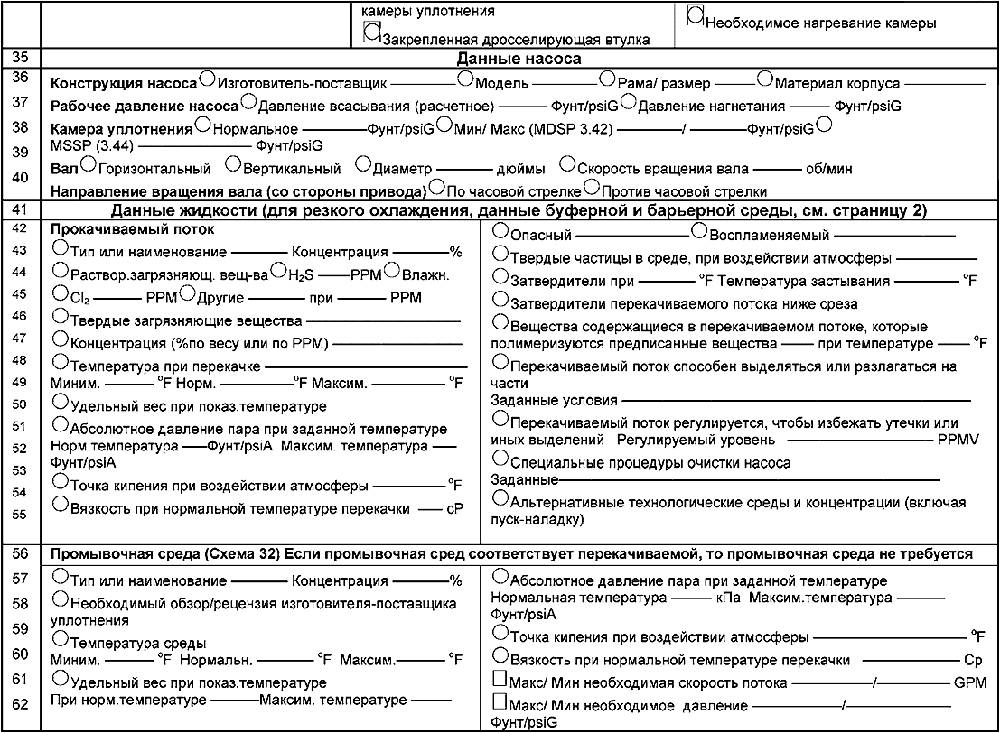
|

|

|

|

|

|

|

|
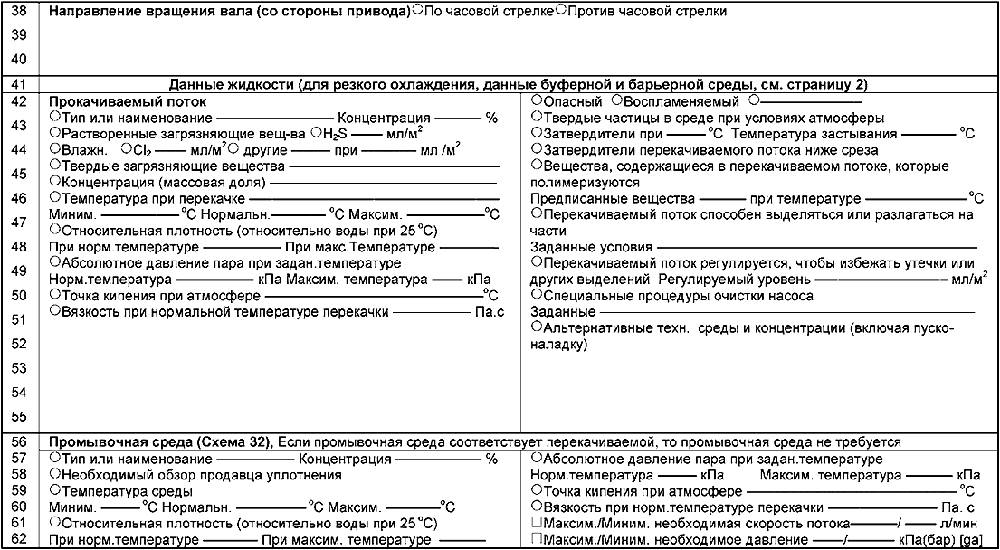
|

|

Приложение Г
(справочное)
Коды торцового уплотнения
Г.1 Торцовые уплотнения
В соответствии с настоящим стандартом торцовые уплотнения описываются упрощенной системой кодов.
Г.2 Первый символ: категория уплотнения (1, 2, 3)
Предварительно устанавливается категория "С".
Исторические коды для сбалансированного (В) или несбалансированного (U) уплотнений не нужны, так как все уплотнения в настоящем стандарте являются сбалансированными. См. 4.1.2 и приложение А, Лист 2, которое описывает категории уплотнений.
Г.3 Второй символ: конфигурация уплотнения (1, 2, 3)
Предварительно устанавливается номер конфигурации "А".
Исторические коды для одинарного (S), тандем (Т) или сдвоенного (D) уплотнений устарели. Они могут быть неверно истолкованы. См. 3.2, 3.3, 3.4, 4.1.4 и приложение А, Лист 2 для описания конфигураций уплотнений.
Г.4 Третий символ: тип уплотнения (А, В, С)
Нет установленной буквенной приставки, показывающей тип уплотнения.
Исторические коды для плоского (Р) уплотнения, уплотнения с дросселирующей втулкой с промывкой, утечкой и/или сливными патрубками (Т), или уплотнения с дополнительными (А) устройствами герметизации устарели (каждый тип уплотнения содержит определенные особенности фланца корпуса). См. 3.73, 3.74, 3.75, 4.1.3 и приложение А, Лист 2, для описания типов уплотнений.
Г.5 Четвертый символ(ы): цифра конфигурации промывки
В соответствии с приложением Ж конфигурации промывки состоит из одной и более цифр. Значение "X" может использоваться в любом месте, но должна всегда объясняться.
Г.6 Нестандартная ссылка
Исторические коды, обозначающие материал прокладки, исключаются, так как они не представляют большой стоимости при ранней разработке проекта.
Настоящий стандарт вступает в силу, если код категории/конфигурации используется в коде уплотнения. При наличии несовместимостей в кодах уплотнений, на первый план выдвигаются коды категорий и конфигураций.
Г.7 Краткий обзор
Кодирующая система - это вариации пятисимвольного кода, который описывает уплотнения в соответствии с ГОСТ 32601. Коды уплотнений часто используются при работе с новыми проектами (насосы и уплотнения). Данная кодирующая система не предназначена для предоставления информации о деталях уплотнения; необходимо всегда проверять справочный лист уплотнения для более детальной информации.
Примечание 1 - С1А1А11 - уплотнение категории 1, конфигурации 1 (одинарное уплотнение), типа А (уплотнение с аксиально подвижным вторичным уплотнением, схема промывки 11). В соответствии с настоящим стандартом это уплотнение состоит из:
а) неподвижной, углеродистой дросселирующей втулки в уплотнительной прокладке уплотнения (7.1.2.1);
б) вторичные уплотнения из фторэластомера (6.1.6.5.1);
в) набор пружин (4.1.3);
г) соприкосновение поверхностей, сделанных из углеродного кремния и карбида кремния (6.1.6.2.2 и 6.1.6.2.3);
д) одинарное входное (нераспределяющее) отверстие промывки (6.2.1.2.1).
Примечание 2 - С3А2С1152 - уплотнение категории 3, конфигурации 2 (негерметичное), типа С (неподвижный металлический сильфон со схемами промывки 11 и 52). В соответствии с настоящим стандартом это уплотнение состоит из:
а) два гибких металлических сильфона, установленных один за другим (4.1);
б) контактное, жидкостное внутреннее уплотнение с обратным балансом (7.2.1.1);
в) буферная жидкость и контактное резервное уплотнение (7.2.1.3);
г) гибкий графит, из которого сделаны элементы вторичные уплотнения (4.1.3);
д) соприкасающиеся поверхности, сделанные из углеродного карбида кремния и реакционно-спеченного карбида кремния (6.1.6.2.2 и 6.1.6.2.3);
е) распределяющая входная система промывки (6.2.3.2);
ж) тангенциальное выходное отверстие буферной жидкости (7.2.4.2);
и) отверстие втулки, в 3/4 соединений буферной жидкости, равно более 63,5 мм (2,5 дюйма) (таблица 1).
Приложение Д
(обязательное)
Разграничение ответственности между изготовителем/поставщиком насоса и заказчиком/потребителем уплотнения
Таблица Д.1
Уплотнения категорий 1, 2 и 3 | ||
Подпункт | Тематический раздел | Ответственность |
5.1 | Определить ответственного за установку в целом | Совместная |
6.1.1.8 | Обеспечить осевое перемещение уплотнения | Изготовитель/поставщик уплотнения |
6.1.2.2 | Определить ответственного за предоставление камеры уплотнения | Совместная |
6.1.2.4 | Определить тип камеры уплотнения | Изготовитель/поставщик уплотнения |
6.1.2.5 | Определить ответственного за предоставление камеры уплотнения | Совместная |
6.1.2.8 | Рекомендовать установить регистратор внутри/снаружи | Изготовитель/поставщик насоса |
6.1.2.9 | Обеспечить максимально допустимое рабочее давление насоса | Изготовитель/поставщик насоса |
6.1.2.12 | Предоставить уплотнительную прокладку или необходимый размер болтового соединения камеры уплотнения | Изготовитель/поставщик насоса |
6.1.2.14 | Обеспечить давление камеры уплотнения | Изготовитель/поставщик насоса |
6.1.2.17 | Определить размер и расположение резьбовых соединений в уплотнительной прокладке | Совместная |
6.1.2.17 | Оповестить изготовителя/поставщика насоса, при необходимости, о наличии соединений в камере уплотнения насоса | Изготовитель/поставщик уплотнения |
6.1.2.20 | Определить методы продувки камеры уплотнения | Совместная |
6.1.2.24 | Определить требования по нагреванию или охлаждению насоса | Изготовитель/поставщик уплотнения |
6.1.2.25, 6.1.2.26 | Определите ответственного за предоставление крепления промывочного клапана и соединения порта | Совместная |
6.1.3.2 | Предоставить размер диаметра вала для установки уплотнения | Изготовитель/поставщик насоса |
6.1.3.5 | Определите конец лопастного колеса вала и любых резьбовых соединений, требующих зазора для уплотнительного кольца с круглым сечением | Изготовитель/поставщик насоса |
6.1.3.11 | Предоставить величину твердости вала, чтобы гарантировать, что стопорные винты вставятся в вал | Изготовитель/поставщик насоса |
6.1.3.12 | Оповестить, если поводковое кольцо требует наличия более девяти стопорных винтов | Изготовитель/поставщик уплотнения |
6.1.3.13 | Оповестить, если устройства, за исключением стопорных винтов, используются для фиксации уплотнения | Изготовитель/поставщик уплотнения |
6.1.6.2.4 | Оповестить, если уплотнение работает в процессе испытания насоса | Изготовитель/поставщик уплотнения |
6.1.6.7.1, 6.1.6.8.1 | Оповестить проектировщика насоса об использующемся сплаве, если он отличается от стандартного (AISI Тип 316 нержавеющая сталь) | Изготовитель/поставщик насоса |
6.1.6.7.2, 6.1.6.8.2 | Оповестить, при необходимости, о наличии спиральной прокладки | Изготовитель/поставщик уплотнения |
6.2.1.2.2 | Определить размеры соприкасающихся поверхностей камеры уплотнения | Изготовитель/поставщик насоса |
Таблица Д.2
Уплотнения категорий 2 и 3 | ||
Подпункт | Тематический раздел | Ответственность |
6.2.2.2.2 | Предоставить размеры соприкасающихся поверхностей камеры уплотнения | Изготовитель/поставщик уплотнения |
6.2.2.3.1 | Необходимо предоставить размеры вала, чтобы установить уплотнение | Изготовитель/поставщик уплотнения |
6.2.2.3.2 | Определить основные требования | Изготовитель/поставщик уплотнения |
Таблица Д.3
Вспомогательные устройства | ||
8.1.1 | Определить необходимые методы промывки уплотнения и системы охлаждения | Изготовитель/поставщик уплотнения |
8.1.4 | Разработать конфигурацию оборудования, систему трубопроводов и вспомогательные устройства | Совместная |
8.1.11 | Обеспечить максимально допустимое рабочее давление корпуса насоса | Изготовитель/поставщик насоса |
8.1.12 | Обеспечить верное конструирование насоса (для насосов, сделанных из сплавов) | Изготовитель/поставщик насоса |
8.6.1 | Определить методы циркуляции затворной/буферной жидкости | Изготовитель/поставщик уплотнения |
8.6.2.3 | Обеспечить необходимый диаметр отверстия камеры уплотнения | Изготовитель/поставщик насоса |
8.6.2.4 | Обеспечить необходимое расположение порта(ов) камеры уплотнения | Изготовитель/поставщик насоса |
Таблица Д.4
Вспомогательные устройства | ||
10.3.5.1 | Оповестить, если уплотнение должно модифицировать уплотняющие поверхности для испытания насоса | Изготовитель/поставщик уплотнения |
10.3.5.2 | Оповестить, если уплотнение не может работать при испытании насоса | Изготовитель/поставщик уплотнения |
Таблица Д.5
Данные для транспортировки | ||
11.1.1 | Предоставить заполненный справочный лист по уплотнению для производителя насоса | Изготовитель/поставщик уплотнения |
11.1.4 | Определите требования к уплотнению | Изготовитель/поставщик уплотнения |
11.2.2 | Предоставить чертеж с поперечным разрезом уплотнения для изготовителя/поставщика насоса | Изготовитель/поставщик уплотнения |
11.3 | Определить, кто решает, что включать в основные данные | Совместная |
Приложение Е
(справочное)
Расчет выделения и поглощения тепла
Е.1 Расчет выделенного уплотнением тепла
Е.1.1 Общие сведения
Расчет тепла, выделяемого торцовым уплотнением, является достаточно простой процедурой. Однако необходимо предварительно сделать некоторые вычисления, влияющие на конечный результат. Две предполагаемые переменные:
- коэффициент перепада давления
- эффективный коэффициент трения.
- значение от 0,0 до 1,0, зависящее от перепада давления, так как уплотняющая жидкость сочится через уплотняющие поверхности. Для плоских уплотняющих поверхностей (параллельная жидкостная пленка) и нелетучих жидкостей коэффициент
приблизительно равен 0,5. Для выпуклых уплотняющих поверхностей (сужающаяся жидкостная пленка) или летучих жидкостей
- больше 0,5. Для выпуклых уплотняющих поверхностей (расходящаяся жидкостная пленка)
- меньше 0,5. Коэффициент
используют для определения перепада давления, переходящего в распирающие силы, через уплотняющие поверхности. Распирающая сила
![]() , Н, вычисляют по формуле:
, Н, вычисляют по формуле:
![]() , (Е.1)
, (Е.1)
где - площадь уплотняющей поверхности, мм
;
- перепад давления, МПа;
- коэффициент перепада давления.
Фактически изменяется от 0,5 до 0,8. По общепринятой методике для нелетучих жидкостей выбирается
, равное 0,5.
изменяется в зависимости от свойств жидкости уплотнения (включая многофазные свойства) и особенностей жидкостной пленки (включая толщину и сужение), но надо помнить, что данный коэффициент выбирается, как точка отсчета для последующих вычислений.
Эффективный коэффициент динамического трения знаком многим инженерам (напоминает стандартный коэффициент). Термин стандартный коэффициент трения используется для отображения соотношения параллельных сил к продольным. Его применяют при взаимодействии двух поверхностей, движущихся относительно друг друга. Эти поверхности могут быть сделаны из одинаковых или разных материалов.
В торцовом уплотнении есть две движущиеся относительно друг друга поверхности - это уплотняющие поверхности. Если уплотняющие поверхности эксплуатируются в сухих условиях, то легко определить коэффициент трения. Уплотняющие поверхности работают при различных режимах смазки (присутствуют разные виды трения).
Если есть контакт с ярко-выраженной шероховатостью, то зависит от материалов и вязкости жидкости. Если присутствует тонкая жидкостная пленка (толщиной в несколько молекул), то трение может зависеть от взаимодействия между жидкостью и уплотняющими поверхностями. При наполненной жидкостной пленке не существует механического контакта между поверхностями. В таком случае
представляет собой исключительно функцию напряжения сдвига в жидкостной пленке. Все эти виды трения могут присутствовать на уплотняющей поверхности одновременно.
Эффективный коэффициент трения используется для отображения примерного воздействия при взаимодействии двух перемещающихся торцевых поверхностей и жидкостной пленки. Практика показывает, что типовые уплотнения эксплуатируются при , равному от 0,01 до 0,18. При применении типовых уплотнений мы выбрали
- 0,07. Это значение достаточно точное для большинства уплотнений, в которых используется вода и углеводородная среда. Для вязких жидкостей (нефть) коэффициент имеет более высокое значение, а для менее вязких жидкостей (СПГ или легкие углеводороды) - ниже.
Комбинация допущений и
может привести к существенному различию между вычисленным и полученным экспериментальным путем данных по выделению тепла. Инженер должен знать, что вычисления используются только для определения приблизительного порядка предполагаемых данных. Эти результаты не гарантируют качество технических показателей.
Е.1.2 Метод расчета
Е.1.3 Формулы
Е.1.3.1 Площадь торцевой поверхности, мм
, вычисляется по формуле
![]() , (Е.2)
, (Е.2)
где - наружный контактный диаметр уплотняющей поверхности, мм;
- внутренний контактный диаметр уплотняющей поверхности, мм.
Е.1.3.2 Коэффициент нагрузки , мм
, вычисляется по формуле
 , (Е.3)
, (Е.3)
где - наружный контактный диаметр уплотняющей поверхности, мм;
- эффективный равновесный диаметр уплотнения, мм;
- внутренний контактный диаметр уплотняющей поверхности, мм.
Е.1.3.3 Давление пружины , МПа, вычисляется по формуле
![]() , (Е.4)
, (Е.4)
где - упругость пружины при рабочей длине, Н;
- площадь торцевой поверхности, мм
.
Е.1.3.4 Общее давление на торцевую поверхность , МПа, вычисляется по формуле
![]() , (Е.5)
, (Е.5)
где - перепад давления на уплотняющей поверхности МПа;
- коэффициент перепада давления (принимаем 0,5);
- коэффициент нагрузки, МПа;
- давление пружины, МПа.
Е.1.3.5 Средний диаметр торцевой поверхности , мм, вычисляется по формуле
![]() , (Е.6)
, (Е.6)
где - наружный контактный диаметр уплотняющей поверхности, мм;
- внутренний контактный диаметр уплотняющей поверхности, мм.
Е.1.3.6 Крутящий момент , Н·м, вычисляется по формуле
![]() , (Е.7)
, (Е.7)
где - средний диаметр торцевой поверхности, мм;
- коэффициент трения (принимаем 0,07);
- общее давление на торцевую поверхность, МПа.
Е.1.3.7 Начальный крутящий момент , Н·м, приблизительно в 3-5 раз больше рабочего крутящего момента, вычисляется по формуле
![]() , (Е.8)
, (Е.8)
где - крутящий момент, Н·м.
Е.1.3.8 Мощность вычисляется по формуле
![]() , (Е.9)
, (Е.9)
где - крутящий момент, Н·м;
- частота вращения торцевого уплотнения, об/мин.
Е.1.4 Пример расчета
Е.1.4.1 Условия применения
Среда: вода.
Давление: 2 МПа (20 бар).
Частота вращения: 3000 об/мин.
Дано:
61,6 мм;
48,9 мм;
52,4 мм;
![]() 190 Н;
190 Н;
2 МПа (20 бар);
3000 об/мин;
0,07;
0,5.
Из формулы (Е.2) получаем:
![]() .
.
Из формулы (Е.3) получаем:
 .
.
Из формулы (Е.4) получаем:
![]() .
.
Из формулы (Е.5) получаем:
![]() .
.
Из формулы (Е.6) получаем:
![]() .
.
Из формулы (Е.7) получаем:
![]() .
.
Из формулы (Е.8) получаем:
![]() .
.
Из формулы (Е.9) получаем:
![]() .
.
Е.2 Повышение температуры в камере уплотнения
Е.2.1 Общие сведения
Температура жидкости в камере уплотнения - это функция простого термодинамического равновесия. Если от теплового потока жидкости камеры уплотнения отнять тепловой поток, выходящий из камеры уплотнения, то получим чистый тепловой поток. Температура жидкости либо повышается, либо понижается, в зависимости от положительности или отрицательности чистого теплового потока.
Существует несколько источников передачи тепла среде (тепло, выделяемое при трении и напряжении, возникающем при сдвиге жидкости; тепло, выделяемое из-за возникновения сопротивления воздуха (турбулентности), вызванного вращением частей уплотнения, и тепло, передаваемое от насоса к камере уплотнения и валу (при положительном теплопоглощении)). Также существует несколько источников передачи тепла камере уплотнения (тепло, передаваемое обратно насосу от камеры уплотнения или вала; и тепло, рассеиваемое в атмосферу путем конвекции/излучения).
Некоторые допущения упрощают модель уплотнения. Например, одинарное уплотнение (схема 11, 12, 13 или 31). В соответствии с этими схемами температура жидкости, впрыскиваемой в камеру уплотнения, будет равна температуре насоса. Тепловой поток в данном случае не учитывается.
Если температура насоса невысока, то не учитывается тепловой выброс потока в атмосферу. При эксплуатации уплотнений при больших скоростях вращения, происходит незначительное выделение тепла из-за сопротивления воздуха обычно. Разность температур , К, рассчитывается из формулы
![]() , (Е.10)
, (Е.10)
где - выделение тепла от уплотняющих поверхностей, кВт;
- поток, л/мин;
- относительная плотность (удельный вес) инжекторной жидкости при температуре насоса;
- удельная теплоемкость инжекторной жидкости при температуре насоса, Дж·кг/К.
На схемах трубопровода 21, 22, 32 или 41 жидкость, впрыскиваемая в камеру уплотнения, может находиться при более низкой температуре, чем температура насоса. В этом случае образуется тепловой поток или теплопоглощение в камере уплотнения от насоса. Расчет теплопоглощения сложен, он требует детального анализа или проведения испытаний, доскональных знаний по специфике конструкций насоса и свойств перекачиваемой жидкости. Если эти данные не известны, то теплопоглощение [![]() (кВт)], мм
(кВт)], мм·К, вычисляется по формуле:
![]() , (Е.11)
, (Е.11)
где - коэффициент свойств материала;
- площадь теплопередачи, мм
;
- равновесный диаметр уплотнения, мм;
- разница между температурой насоса и требуемой температурой в камере уплотнения, К.
Типичное значение () которое оценивает втулки из нержавеющей стали, конструкцию сальника и стальную конструкцию насоса 0,00025. Это значение обеспечивает оценку тепловыделения с большой погрешностью.
Е.2.2 Пример оценки ![]()
![]() .
.
55 мм (равновесный диаметр уплотнения).
Температура насоса - 175°С.
Необходимая температура камеры уплотнения - 65°С.
![]() К.
К.
![]() кВт.
кВт.
Если величина теплопоглощения известна, то повышение температуры , К, вычисляется исходя из следующей формулы
![]() , (Е.12)
, (Е.12)
где - выделение тепла от уплотняющих поверхностей, кВт;
- поток, л/мин;
- относительная плотность (удельный вес) инжекторной жидкости при температуре насоса;
- удельная теплоемкость инжекторной жидкости при температуре насоса, Дж·кг/К.
В предыдущих уравнениях видно, что повышение температуры - это среднее значение повышения температуры жидкости в камере уплотнения. Внутри камеры уплотнения есть части, которые горячее или холоднее температуры жидкости уплотнительной камеры. Эффективная инжекция герметика необходима для обеспечения эффективного охлаждения области вокруг уплотняющей поверхности. Впрыскивание производится в уплотняющую границу раздела (многоцелевое впрыскивание).
В некоторых случаях необходимо определить количество впрыскиваний, необходимых для поддержания температуры в уплотнительной камере ниже определенного уровня. В этом случае максимально допустимое повышение температуры вычисляется, вычитая максимально допустимую температуру в камере уплотнения из температуры инжекции. Для качественного уплотнения максимальный подъем температуры должен равняться 2,8-5,6 К. Затем преобразовываются формулы (Е.10), (Е.11) и (Е.12) для определения расхода инжекторной жидкости .
Для схем трубопровода 11, 12, 13 или 31 формула примет вид:
 , (Е.13)
, (Е.13)
где - повышение температуры, К;
- выделение тепла от уплотняющих поверхностей, кВт;
- удельная теплоемкость инжекторной жидкости при температуре насоса, Дж·кг/К;
- относительная плотность (удельный вес) инжекторной жидкости при температуре насоса.
Для схем трубопровода 21, 22, 32 или 41 формула примет вид:
 , (Е.14)
, (Е.14)
где - повышение температуры, К;
- выделение тепла от уплотняющих поверхностей, кВт;
- удельная теплоемкость инжекторной жидкости при температуре насоса, Дж·кг/К;
- относительная плотность (удельный вес) инжекторной жидкости при температуре насоса, кг/м
.
![]() - теплопоглощение, мм
- теплопоглощение, мм·К.
Повышение температуры, используемое в этом расчете, - это повышение температуры в уплотняющей камере. Повышение температуры уплотняющих поверхностей будет больше повышения температуры в камере уплотнения. Уравнения (Е.13) и (Е.14) используются для расчета минимальной скорости потока, исходя из температуры камеры уплотнения. Однако уплотняющие поверхности могут быть перегреты, их температура не подходит для расчета. Конструктивные особенности как минимум двух поверхностей должны использоваться в расчете скорости потока. Инжекция должна направляться в сторону уплотняющей границы раздела для обеспечения необходимого охлаждения.
Е.2.3 Пример расчета
Е.2.3.1 Дано:
0,9 кВт;
![]() 11 л/мин;
11 л/мин;
0,75;
2300 Дж/кг·К.
E.2.3.2 Расчет
Из формулы (Е.10) получим:
![]() К.
К.
Е.2.4 Пример расчета
Е.2.4.1 Дано:
0,9 кВт;
![]() 5 К;
5 К;
0,90;
2593 Дж/(кг·К).
Е.2.4.2 Расчет
Из формулы (Е.13) получим:
![]() л/мин.
л/мин.
Учитывая конструктивные особенности двух поверхностей, минимальный поток инжекции должен равняться 9,2 л/мин.
Приложение Ж
(обязательное)
Стандартные схемы промывки и вспомогательные технические средства
Настоящее приложение содержит чертежи (рисунки Ж.1-Ж.31) стандартных схем промывки и вспомогательных технических средств, которые используются в промышленности. Не на все эти схемы ссылаются в настоящем стандарте, но они могут применяться в случаях одобрения заказчика/потребителя.
|

а) Трубопровод и схема измерительного прибора
|

б) Детали камеры уплотнения
1 - входное отверстие; 2 - промывка/осушка (Q/D); 3 - камера уплотнения
Полная (внутренняя) рециркуляция осуществляется, начиная от спускного отверстия насоса к уплотнению. Рекомендуется только для очищенного прокачиваемого вещества. Полная рециркуляция должна гарантировать поддержание стабильных свойств торцевой поверхности.
Рисунок Ж.1 - Схема 01 промывки стандартного уплотнения
|
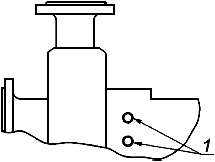
а) Трубопровод и схема измерительного прибора
|
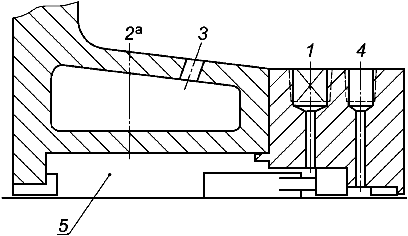
б) Детали камеры уплотнения
1 - закрытые соединения для промывочной жидкости; 2 - продуйте (V), если необходимо; 3 - впускное отверстие нагревания/охлаждения (HI или СI)/выпускное отверстие нагревания/охлаждения (НО или СО); 4 - промывка/осушка (Q/D); 5 - камера уплотнения
а) Самодренажные конструкции обычно применяются в горизонтальных насосах (6.1.2.20)
Камера уплотнения закреплена наглухо (без рециркуляции промывочной жидкости).
Рисунок Ж.2 - Схема 02 промывки стандартного уплотнения
|

а) Трубопровод и схема измерительного прибора
|

б) Детали камеры уплотнения
1 - нагнетательное отверстие насоса; 2 - промывочная жидкость (F); 3 - промывка/осушка (Q/D); 4 - камера уплотнения
Рециркуляция начинается в нагнетательном отверстии насоса и идет к выпускному отверстию, которое направляет поток к уплотнению. Поток попадает в камеру уплотнения (соседнюю с торцевыми поверхностями торцового уплотнения), смывает торцевые поверхности, а затем попадает через уплотнение обратно в насос.
Рисунок Ж.3 - Схема промывки 11 стандартного уплотнения
|

а) Трубопровод и схема измерительного прибора
|
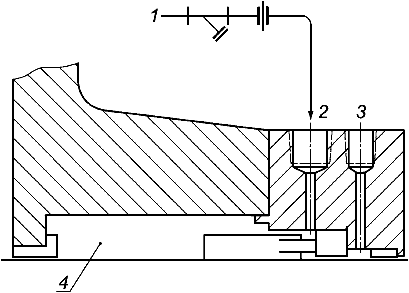
б) Детали камеры уплотнения
1 - нагнетательное отверстие насоса; 2 - промывочная жидкость (F); 3 - промывка/осушка (Q/D); 4 - камера уплотнения
Рециркуляция начинается от нагнетательного отверстия насоса, жидкость попадает в фильтр и далее идет к выпускному отверстию, которое регулирует поток, попадающий к уплотнению. Эта схема напоминает Схему 11. Но в ней дополнительным элементом является фильтр, удаляющий случайные абразивные частицы. Фильтры не рекомендуется использовать, так как его закупоривание вызывает разрушение уплотнения.
Примечание - Эта схема не проверялась при 3-летнем сроке эксплуатации.
Рисунок Ж.4 - Схема 12 промывки стандартного уплотнения
|

а) Трубопровод и схема измерительного прибора
|

б) Детали камеры уплотнения
1 - прием насоса; 2 - промывочная жидкость (F); 3 - промывка/осушка (Q/D); 4 - камера уплотнения
Рециркуляция начинается с камеры уплотнения насоса, жидкость проходит через выпускное отверстие, регулирующее потоки, которые возвращаются обратно к устройству приема насоса.
Рисунок Ж.5 - Схема 13 промывки стандартного уплотнения
|

а) Трубопровод и схема измерительного прибора
|

б) Детали камеры уплотнения
1 - прием насоса; 2 - нагнетательное отверстие насоса; 3 - отверстие входа промывочной жидкости (FI); 4 - отверстие выхода промывочной жидкости (FO); 5 - промывка/осушка (Q/D); 6 - камера уплотнения
Процесс рециркуляции начинается в нагнетательном отверстии насоса, далее жидкость попадает в выпускное отверстие, направляющее поток одновременно к уплотнению и от камеры уплотнения обратно к выпускному отверстию контроля (при необходимости) к принимающему оборудованию насоса. Жидкость попадает в камеру уплотнения и обеспечивает достаточное охлаждение, непрерывно продувая и понижая давление в камере уплотнения. Схема 14 - комбинация схемы 11 и 13.
Рисунок Ж.6 - Схема 14 промывки стандартного уплотнения
|

а) Трубопровод и схема измерительного прибора
|

б) Детали камеры уплотнения
1 - нагнетательное отверстие насоса; 2 - промывочная жидкость (F); 3 - промывка/осушка (Q/D); 4 - камера уплотнения; TI - указатель температуры
Рециркуляция начинается от нагнетательного отверстия насоса, жидкость попадает в выпускное отверстие, которое регулирует поток, и охлаждающий аппарат, а затем в камеру уплотнения.
Рисунок Ж.7 - Схема 21 промывки стандартного уплотнения
|

а) Трубопровод и схема измерительного прибора
|
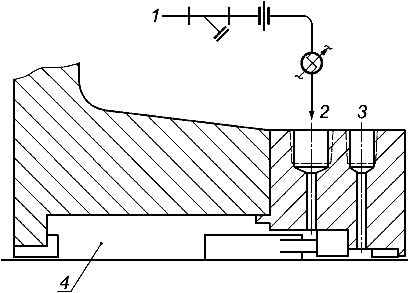
б) Детали камеры уплотнения
1 - от нагнетательного отверстия насоса; 2 - промывочная жидкость (F); 3 - промывка/осушка (Q/D); 4 - камера уплотнения; TI - указатель температуры
Процесс рециркуляции начинается в нагнетательном отверстии насоса, затем жидкость попадает в фильтр, выпускное отверстие, регулирующее поток, в охлаждающий аппарат и в камеру уплотнения. Не рекомендуется использовать фильтры, так как его закупоривание вызывает разрушение уплотнения.
Примечание - Эта схема не проверялась на обеспечение 3-летнего срока эксплуатации.
Рисунок Ж.8 - Схема 22 промывки стандартного уплотнения
|

а) Трубопровод и схема измерительного прибора
|

б) Детали камеры уплотнения
1 - отверстие выхода промывочной жидкости (FO); 2 - отверстие входа промывочной жидкости (FI); 3 - промывка/осушка (Q/D); 4 - камера уплотнения; 5 - выпуск; TI - указатель температуры
Процесс рециркуляции начинается от кольца выталкивания камеры уплотнения, жидкость проходит через охлаждающий аппарат и попадает обратно в камеру уплотнения. Эта схема используется при высоких температурах, для минимизации тепловой нагрузки на охлаждающий аппарат. В таком случае охлаждается только небольшое количество циркулирующей жидкости.
Рисунок Ж.9 - Схема 23 промывки стандартного уплотнения
|

а) Трубопровод и схема измерительного прибора
|

б) Детали камеры уплотнения
1 - нагнетательное отверстие насоса; 2 - прием насоса; 3 - промывочная жидкость (F); 4 - промывка/осушка (Q/D); 5 - камера уплотнения
Процесс рециркуляции в замкнутой системе начинается от нагнетательного отверстия насоса, жидкость попадает в циклонный сепаратор, поставляющий чистую жидкость к камере уплотнения. Твердые, абразивные частицы попадают на приемную линию насоса.
Рисунок Ж.10 - Схема 31 промывки стандартного уплотнения
|

а) Трубопровод и схема измерительного прибора
|

б) Детали камеры уплотнения
1 - внешний источник; 2 - промывочная жидкость (F); 3 - промывка/осушка (Q/D); 4 - камера уплотнения; FI - расходомер; PI - манометр; TI - указатель температуры
Устройства слева должны поставляться изготовителем/поставщиком; устройства справа - заказчиком/потребителем.
Дополнительные.
Промывочная жидкость нагнетается в камеру уплотнения от внешнего источника. Особое внимание необходимо уделить подборке необходимого источника уплотнения, для избегания вероятности парообразования из закачиваемой среды и загрязнения жидкости.
Рисунок Ж.11 - Схема 32 промывки стандартного уплотнения
|

а) Трубопровод и схема измерительного прибора
|

б) Детали камеры уплотнения
1 - нагнетательное отверстие насоса; 2 - прием насоса; 3 - промывочная жидкость (F); 4 - промывка/осушка (Q/D); 5 - камера уплотнения; TI - указатель температуры
Процесс рециркуляции в замкнутой системе начинается в нагнетательном отверстии насоса, далее жидкость попадает в циклонный сепаратор, поставляющий чистую жидкость на охлаждающий аппарат, а затем она идет в камеру уплотнения. Твердые, абразивные частицы поставляются на приемную линию насоса.
Рисунок Ж.12 - Схема 41 промывки стандартного уплотнения
|

а) Трубопровод и схема измерительного прибора
|

б) Детали камеры уплотнения
1 - резервуар; 2 - промывка (Q); 3 - осушка (D), закрыто пробкой; 4 - промывочная жидкость (F); 5 - камера уплотнения
Внешний резервуар обеспечивает защитный слой для жидкости, поступающей к соединению и промывающий уплотнительную прокладку.
Рисунок Ж.13 - Схема 51 промывки стандартного уплотнения
|

а) Трубопровод и схема измерительного прибора
|

б) Детали камеры уплотнения
1 - система сбора; 2 - резервуар; 3 - пополнение буферной жидкости; 4 - промывочная жидкость (F); 5 - вывод буферной жидкости (LBO); 6 - ввод буферной жидкости (LBI); 7 - камера уплотнения; LSH - верхнее положение уровня реле; LSL - нижнее положение уровня реле; LI - реле уровня; PI - манометр; PSH - верхнее положение мембранного переключателя
Внешний резервуар поставляет буферную жидкость для наружного уплотнения конфигурации 2. Нормальный процесс циркуляции поддерживается внутренним кольцом выталкивания. Резервуар непрерывно продувается с помощью системы улавливания паров, в нем поддерживается давление меньше, чем давление камеры уплотнения.
За устройства, установленные выше этой линии, несет ответственность заказчик/потребитель; за устройства, расположенные ниже, - изготовитель/поставщик.
Обычно открыт.
Если согласовано.
Рисунок Ж.14 - Схема 52 промывки стандартного уплотнения
|
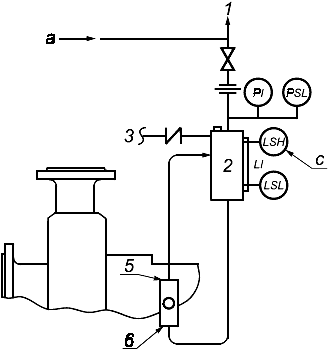
а) Трубопровод и схема измерительного прибора
|

б) Детали камеры уплотнения
1 - внешний нагнетательный источник; 2 - резервуар; 3 - пополнение буферной жидкости; 4 - промывочная жидкость (F); 5 - вывод буферной жидкости (LBO); 6 - ввод буферной жидкости (LBI); 7 - камера уплотнения; LSH - верхнее положение уровня реле; LSL - нижнее положение уровня реле; LI - уровень реле; PI - манометр; PSL - нижнее положение мембранного переключателя
Герметичный внешний резервуар затворной жидкости поставляет чистую жидкость к камере уплотнения. Циркуляция осуществляется с помощью внутреннего кольца выталкивания. Давление резервуара должно быть больше давления перекачиваемой жидкости, которая герметизирует уплотнение. Данная схема используется в уплотнениях конфигурации 3.
За устройства, расположенные выше этой линии, несет ответственность заказчик/потребитель; за устройства ниже этой линии - изготовитель/поставщик.
Обычно открыто.
Если согласовано.
Рисунок Ж.15 - Схема 53А промывки стандартного уплотнения
|

1 - пополнение затворной жидкости; 2 - аккумулятор баллона; 3 - присоединение зарядки баллона; 4 - промывочная жидкость (F); 5 - вывод затворной жидкости (LBO); 6 - ввод затворной жидкости (LBI); 7 - камера уплотнения; 8 - вентиляция; TI - манометр; PSL - нижнее положение мембранного переключателя; TI - указатель температуры
Внешняя система труб поставляет жидкость к наружному уплотнению конфигурации герметизируемого сдвоенного уплотнения. Герметичный аккумулятор баллона нагнетает давление в систему циркуляции. Поток поддерживается внутренним кольцом выталкивания. Теплота удаляется из системы циркуляции с помощью теплообменника с водяным охлаждением или воздушным охлаждением. Эта схема используется с уплотнениями конфигурации 3.
Если согласовано.
Рисунок Ж.16 - Схема 53В промывки стандартного уплотнения
|

а) Трубопровод и схема измерительного прибора
|

б) Детали камеры уплотнения
1 - пополнение затворной жидкости; 2 - поршневой гидропневматический аккумулятор; 3 - промывочная жидкость (F); 4 - вывод затворной жидкости (LBO); 5 - ввод затворной жидкости (LBI); 6 - камера уплотнения; 7 - вентиляция; LI - реле уровня; LSL - нижнее положение уровня реле LSL; TI - манометр; PRV - предохранительный клапан; PSL - нижнее положение мембранного переключателя; TI - указатель температуры
Внешняя система труб направляет жидкость к наружному уплотнению конфигурации герметизирующего сдвоенного уплотнения. Трубы, идущие от камеры уплотнения к поршневому гидропневматическому аккумулятору, нагнетают давление в систему циркуляции. Поток поддерживается внутренним кольцом выталкивания. Теплота удаляется из системы циркуляции с помощью теплообменника (с водяным охлаждением/воздушным охлаждением).
- Если согласовано.
Рисунок Ж.17 - Схема 53С промывки стандартного уплотнения
|

а) Трубопровод и схема измерительного прибора
|

б) Детали камеры уплотнения
1 - внешний источник; 2 - внутренний источник; 3 - промывочная жидкость (F); 4 - вывод барьерной жидкости (LBO); 5 - ввод барьерной жидкости (LBI); 6 - камера уплотнения
Герметичный внешний резервуар затворной жидкости или система, поставляющая чистую жидкость к камере уплотнения. Циркуляция осуществляется внешним насосом или системой нагнетания. Давление резервуара должно быть больше давления перекачиваемой жидкости. Данная схема используется в уплотнении конфигурации 3.
Рисунок Ж.18 - Схема 54 промывки стандартного уплотнения
|

а) Трубопровод и схема измерительного прибора
|

б) Детали камеры уплотнения
1 - промывка (Q) (заглушка в наличии); 2 - осушка (D) (заглушка в наличии); 3 - промывочная жидкость (F); 4 - камера уплотнения
Резьбовые и пробковые соединения для пользования заказчиком/потребителем. Данная схема используется, если заказчик/потребитель должен направить среду (пар, газ или воду) к внешнему устройству герметизации.
Рисунок Ж.19 - Схема 61 промывки стандартного уплотнения
|

а) Трубопровод и схема измерительного прибора
|

б) Детали камеры уплотнения
1 - промывка (Q); 2 - осушка (D); 3 - промывочная жидкость (F); 4 - камера уплотнения
Внешний источник обеспечивает промывку. Промывка необходима для избегания накопления твердых, абразивных частиц на атмосферной стороне уплотнения. Как правило, используется совместно с дросселирующей втулкой малого зазора.
Рисунок Ж.20 - Схема промывки 62 стандартного уплотнения
|

а) Трубопровод и схема измерительного прибора
|

б) Детали камеры уплотнения
1 - система сбора жидкости; 2 - промывочная жидкость (F); 3 - промывка (Q) (закрыто заглушкой); 4 - осушка (D); 5 - камера уплотнения; LSH - верхнее положение уровня реле
Рисунок Ж.21 - Схема 65 промывки стандартного уплотнения
Внешняя система труб осушки устроена так, чтобы вызвать тревогу при сильной утечке. Уровень жидкости измеряет переключателем уровня типа поплавка. Выпускное отверстие переключателя уровня составляет, как правило, 5 мм (0,25 дюйма). Оно расположено в вертикальной опоре системы труб.
|

а) Трубопровод и схема измерительного прибора
|

б) Детали камеры уплотнения
1 - промывка; 2 - вентиляция резервного уплотнения (CSV), закрыто заглушкой; 3 - осушка резервного уплотнения (CSD), закрыто заглушкой; 4 - ввод буферного газа (GBI), закрыто заглушкой; 5 - камера уплотнения
Резьбовыми соединениями пользуется заказчик/потребитель. Эта схема используется, если заказчик/потребитель использует буферный газ в будущем.
Рисунок Ж.22 - Схема 71 промывки стандартного уплотнения
|

а) Трубопровод и схема измерительного прибора
|

б) Детали камеры уплотнения
1 - панель буферного газа; 2 - промывочная жидкость (F); 3 - вентиляция резервного уплотнения (CSV); 4 - осушка резервного уплотнения (CSD); 5 - ввод буферного газа (GBI); 6 - камера уплотнения; FE - расходомер (магнитного типа); FIL - коалесцирующий фильтр FIL, гарантирующий, что твердые частицы и/или жидкости из буферного газа не загрязняют уплотнение; PCV - клапан-регулятор давления, для ограничения давления буферного газа и предотвращения обратной герметизации внутреннего уплотнения и/или предельного давления на резервном уплотнении; ПИ - манометр; PSL - нижнее положение мембранного переключателя; FSH - верхнее положение выключателя потока
Буферный газ в уплотнениях конфигурации 2 поставляется извне. Используется один вид буферного газа, он разбавляет утечку уплотнения, а при использовании схем 75 или 76, он перенаправляет утечку в закрытую систему сбора. Давление буферного газа должно быть ниже, чем давление внутреннего уплотнения со стороны перекачиваемой среды.
Если согласовано.
Устройства слева от линии должны предоставляться изготовителем/поставщиком; устройства справа - ответственность заказчика/потребителя.
Рисунок Ж.23 - Схема 72 промывки стандартного уплотнения
|

а) Трубопровод и схема измерительного прибора
|

б) Детали камеры уплотнения
1 - панель барьерного газа; 2 - вентиляция (если необходима); 3 - вывод барьерного газа (обычно закрыт), используется только для сброса давления камеры уплотнения; 4 - ввод барьерного газа; 5 - камера уплотнения; FE - расходомер; FIL - коалесцирующий фильтр, гарантирующий, что твердые тела/жидкости (в барьерном газе) не загрязнят уплотнение; FSH - верхнее положение выключателя потока; PI - манометр; PCV - клапанный регулятор давления (устанавливает давление выше давление с технологической стороны внутреннего уплотнения); PSL - нижнее положение мембранного переключателя
Подаваемый извне барьерный газ используется для предотвращения просачивания перекачиваемой среды в атмосферу. Давление барьерного газа должно быть выше давления внутреннего уплотнения. Перед началом запуска оборудования может потребоваться процесс вентиляции камеры уплотнения для избегания накопления газа в насосе.
Устройства слева от линии должны предоставляться изготовителем/поставщиком; устройства, справа - ответственность заказчика/потребителя.
Если согласовано.
Рисунок Ж.24 - Схема 74 промывки стандартного уплотнения
|

а) Трубопровод и схема измерительного прибора
|

б) Детали камеры уплотнения
1 - система сбора пара; 2 - система сбора жидкости; 3 - соединение для испытания; 4 - промывка (F); 5 - вентиляция резервного уплотнения (CSV) (закрыта заглушкой); 6 - осушка резервного уплотнения (CSD); 7 - ввод буферного газа (GBI); 8 - камера уплотнения; LI - уровень реле; LSH - верхнее положение уровня реле; PSH - верхнее положение мембранного переключателя; ПИ - манометр
Корпус уплотнения осушается для конденсации утечки уплотнения конфигурации 2. Данная схема применяется, если закачиваемая жидкость конденсируется при температуре окружающей среды. Система поставляется изготовителем/поставщиком. Установленные клапаны должны быть легко доступны для пользования рабочими (дорожный просвет и другие затруднения).
Если согласовано.
За устройства, расположенные выше этой линии, несет ответственность заказчик/потребитель; устройства ниже этой линии - изготовителем/поставщиком.
Рисунок Ж.25 - Схема 75 промывки стандартного уплотнения
|

а) Трубопровод и схема измерительного прибора
|

б) Детали камеры уплотнения
1 - система улавливания паров; 2 - трубка, см. ниже; 3 - трубопровод, см. ниже; 4 - промывочная жидкость (F); 5 - вентиляция резервного уплотнения (CSV); 6 - осушка резервного уплотнения (CSD); 7 - ввод буферного газа (GBI); 8 - камера уплотнения; PI - манометр; PSH - верхнее положение мембранного переключателя
За устройства, расположенные выше этой линии, несет ответственность заказчик/потребитель; за устройства ниже этой линии - изготовитель/поставщик.
Корпус уплотнения осушается для избегания образования конденсата на стенках уплотнения конфигурации 2. Эта схема применяется, если закачиваемая жидкость не конденсируется при температуре окружающей среды. Система поставляется изготовителем/поставщиком.
Диаметр труб должен равняться, как минимум, 13 мм (1/2 дюйма) и должен непрерывно восходить от соединения CSV до системы трубопроводов/измерительных трубок.
Размер системы трубок должен быть минимум DN 15 (NPS 1/2). Система поддерживается верхним строением или боковой подставкой. В таком случае не будет возникать деформация в системе труб, соединенной с уплотнительной прокладкой.
Рисунок Ж.26 - Схема 76 промывки стандартного уплотнения
Размеры в мм (дюймах)
|

1 - вентилирование 3/4 NPT; 2 - нагнетание давления 3/4 NPT; 3 - нормальный уровень жидкости; 4 - видимая длина "а"; 5 - возврат 3/4 NPT; 6 - подача 3/4 NPT; 7 - 13 мм (0,5 дюйма) OD система труб, ввод охлаждающей жидкости; 8 - установочные выступы; 9 - 13 мм (0,5 дюйма) OD система труб, вывод охлаждающей жидкости; 10 - 3/4 NPT осушка; FO - выпускное отверстие потока; LSH - верхнее положение уровня реле (если согласовано); LSL - нижнее положение уровня реле; LI - реле уровня; PI - манометр; PS - мембранный переключатель
Видимая длина должна тянуться ниже LSL до большей части - 75 мм (3,0 дюйма) и выше NLL - 25 мм (1,0 дюйм) и выше LSH.
Примечание - В соответствии со справочным листом для описания деталей.
Рисунок Ж.27 - Стандартный наружный резервуар затворной/буферной жидкости
Размеры в мм (дюймах)
|

1 - вентилирование 3/4 NPT; 2 - нагнетание давления 3/4 NPT; 3 - нормальный уровень жидкости; 4 - видимая длина; 5 - возврат 3/4 NPT; 6 - подача 3/4 NPT; 7 - 13 мм (0,5 дюйма) OD система труб, вход охлаждающей жидкости; 8 - установочные выступы; 9 - 13 мм (0,5 дюйма) OD система труб, выход охлаждающей жидкости; 10 - 3/4 NPT осушка; FO - выпускное отверстие потока; LSH - верхнее положение реле уровня (если согласовано); LSL - нижнее положение реле уровня; LI - реле уровня; PI - манометр; PS - мембранный переключатель
Видимая длина должна простираться ниже LSL до большего из 75 мм (3,0 дюйма) выше NLL или 25 мм (1,0 дюйм) выше LSH.
Примечание 1 - В соответствии со справочным листом для описания деталей.
Рисунок Ж.28 - Альтернативный наружный резервуар затворной/буферной жидкости
Размеры в мм (дюймах)
|

а) Конфигурация для применения с вертикальным насосом
|

б) Конфигурация для применения с горизонтальным насосом
1 - охлаждающий аппарат уплотнения; 2 - идет от охлаждающего аппарата уплотнения; 3 - верхняя точка вентилирования в присоединенном трубопроводе; 4 - нижняя точка осушки в присоединенном трубопроводе; 5 - охлаждающий аппарат промывочной среды уплотнения; 6 - осушка от охлаждающей воды; 7 - ввод охлаждающей воды (CWI); 8 - вывод охлаждающей воды (CWO)
В состав охлаждающего аппарата промывки входит охлаждающаяся жидкость кожуха и перекачиваемая жидкость, находящаяся со стороны труб. Конфигурация охлаждающего аппарата обеспечивает осушку охлаждающей жидкости и перекачиваемых жидкостей. Охлаждающий аппарат промывки уплотнения располагается рядом с насосом (но не над насосом), необходимо оставить пространство для правильного функционирования оборудования и технического обслуживания. "Горячие" линии должны быть изолированы для обеспечения безопасности. Для трубопровода должны использоваться гладкие, длинные колена. В трубопроводе количество прямоугольных колен (90°) должны сводиться к минимуму. Но также могут использоваться и колена 45°. Все трубопроводы должны пластично гнуться в стороны от уплотнительной прокладки к высокой точке вентилирования; наклон должен составлять, как минимум, 40 мм/м (0,5 дюйма/фут).
Рисунок Ж.29 - Типовая установка системы циркуляции схемы 23
|

1 - фланцевое выпускное отверстие; 2 - вентиляция; 3 - заполнение резервуара; 4 - резервуар; 5 - поток; 6 - уплотнительная прокладка; 7 - вход к уплотнению; PI - манометр; 8 - вывод среды из уплотнения; 9 - уплотнительная прокладка; 10 - подача к уплотнению; 11 - возврат от уплотнения; 12 - ввод охлаждающей жидкости; 13 - вывод охлаждающей жидкости; 14 - нормальный уровень жидкости; PSH - верхнее положение мембранного переключателя
В трубопроводе необходимо использовать гладкие, длинные колена. В трубопроводе количество прямоугольных колен (90°) должно быть минимизировано. Однако также возможно использование колен 45°.
Все трубопроводы должны наклоняться от уплотнительной прокладки к самой высокой точке вентилирования; наклон составляет как минимум 40 мм/м (0,5 дюйма/фут).
Охлаждающий аппарат промывки уплотнения должен располагаться рядом с насосом (но не прямо над ним) и оставлять необходимое пространство для правильного функционирования и технического обслуживания. "Горячие" линии должны быть изолированы для обеспечения безопасности.
Установление тревожного сигнала при превышении уровня в определенном диапазоне.
Установление тревожного сигнала при занижении уровня в определенном диапазоне.
Для вертикальных применений.
Для горизонтальных применений.
Рисунок Ж.30 - Типовая установка резервуара затворной/буферной жидкости
|
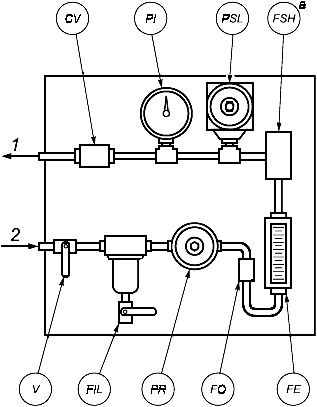
1 - к уплотнению; 2 - от подачи газа; CV - обратный клапан; FE - расходомер; FIL - коалесцирующий фильтр; FO - выпускное отверстие потока 1,5 мм (0,062 дюйма), если необходимо; FSH - верхнее положение выключателя потока; PI - манометр; PR - регулятор давления; PSL - нижнее положение мембранного переключателя; V - отсечной клапан
На рисунке приведен общий вид узлов панели подачи газа. Фактическое расположение узлов может отличаться, но все необходимые узлы и определенная последовательность потока указаны выше.
Если согласовано.
Рисунок Ж.31 - Стандартная внешняя панель подачи барьерного газа
Приложение И
(справочное)
Ведомость технического контроля для всех уплотнений
Таблица И.1
Устройство | Ссылочный подпункт | Дата проверки | Проверено | Статус |
Маркированные соединения уплотнительной прокладки | 6.1.2.17 | |||
Не допускается использование пластмассовых заглушек | 6.1.2.18 | |||
Утвержденные технологии сварки | 6.1.6.10.1 | |||
Утвержденная процедура ремонта | 6.1.6.10.2 | |||
Проверки кованых материалов | 6.1.6.10.4 | |||
Сваренные соединения | 6.1.6.10.5 | |||
Результаты испытаний на удар | 6.1.6.11.3 | |||
Подходящий зазор и безопасный доступ | 8.1.4 | |||
Трубопровод: сооружение, экспертиза и проверка соответствия стандартам и определенным утвержденным технологиям сварки | 8.1.6 | |||
Этикетки охлаждающих аппаратов | 8.2.3.2 | |||
Данные выпускного отверстия | 8.5.2.2 | |||
Этикетка резервуара буферной/затворной жидкости | 8.5.4.4.4 | |||
Критерии измерения тепла | 8.5.4.5 | |||
Перечень предохранительных клапанов | 9.8.1 | |||
Соответствие проверочному списку инспектора | 10.1.7 | |||
Результаты неразрушающего контроля | 10.2.3 | |||
Проверка чистоты | 10.2.3 | |||
Результаты испытаний по определению твердости | 10.2.3 | |||
Результаты квалификационного испытания | 10.3.1.5 | |||
Свидетельство об испытании | 10.3.1.5 | |||
Результаты сертифицированного гидравлического испытания на герметичность | 10.3.2.1 | |||
Этикетка об испытании на герметичность уплотнения | 10.3.3.2 | |||
Критерии допустимых утечек уплотнения | 10.3.1.4.1 | |||
Процедуры хранения на месте работ | 10.4.2 | |||
Подготовка к отгрузке | 10.4.3 | |||
Вспомогательные соединения системы трубопроводов, отмеченные или маркированные | 10.4.4 | |||
Инструкции по установке | 10.4.5 | |||
Данные для контракта | 11.3.1 |
Приложение К
(обязательное)
Форма результатов квалификационных испытаний торцового уплотнения
Дата: | ||||||||||||||||||||||||||||||||||||
CW1, 2CW-CW, 3CW-FB, 3CW-FF и 3CW-BB | Версия: | |||||||||||||||||||||||||||||||||||
Изготовитель/поставщик: | Модель/Тип уплотнения | |||||||||||||||||||||||||||||||||||
Тип уплотнения: | А | В | С | ES | ||||||||||||||||||||||||||||||||
Материал поверхности: | Вращающаяся поверхность | |||||||||||||||||||||||||||||||||||
Неподвижная поверхность | ||||||||||||||||||||||||||||||||||||
Вторичные уплотнения | Металлические технические средства | |||||||||||||||||||||||||||||||||||
Размер уплотнения | Код уплотнения | |||||||||||||||||||||||||||||||||||
Схема уплотнения | Скорость вала | |||||||||||||||||||||||||||||||||||
Материал вращательной поверхности | ||||||||||||||||||||||||||||||||||||
Материал неподвижной поверхности | ||||||||||||||||||||||||||||||||||||
Группа условия применения (таблица 7) | ||||||||||||||||||||||||||||||||||||
Без углеводорода (вода, едкая щелочь, кислота) | ||||||||||||||||||||||||||||||||||||
Невоспламеняемые углеводороды | Воспламеняемые углеводороды | |||||||||||||||||||||||||||||||||||
Биение вала (рисунок 18) | Биение втулки (рисунок 18) | |||||||||||||||||||||||||||||||||||
Соосность камеры уплотнения (рисунок 13) | ||||||||||||||||||||||||||||||||||||
Биение в поверхности камеры уплотнения (рисунок 15) | ||||||||||||||||||||||||||||||||||||
Среда | Основная температура °С /°F | / | ||||||||||||||||||||||||||||||||||
Основное давление МПа (бар)/Фунт/psiG | / | |||||||||||||||||||||||||||||||||||
Относительная плотность SG | Давление насыщенного пара | |||||||||||||||||||||||||||||||||||
Твердые частицы | Размер частиц | |||||||||||||||||||||||||||||||||||
* Сдвоенное уплотнение | ||||||||||||||||||||||||||||||||||||
Таблица К.1 - Форма квалификационного испытания торцового уплотнения
Динамические испытания (100 часов минимум) | Давление, МПа, (бар)/ | Темпе- | Темпе- | Темпе- | Скорость потока промы- | Темпе- | Давление затворной жидкости, МПа (бар) (фунт/psig) | Темпе- | Темпе- | Соос- | Потреб- | Утечка углево- | Утечка не углево- | Устройство циркуля- | ||
Дата | Время | |||||||||||||||
Начало | Окончание | |||||||||||||||
Статические испытания (4 часа минимум) | ||||||||||||||||
Циклические испытания (5 циклов минимум) | ||||||||||||||||
Форма результатов квалификационных испытаний торцового уплотнения
2CW-CS, 2NC-CS, 3NC-FF, 3NC-BB, 3NC-FB | |||||||||||||||||||||||||
Изготовитель/поставщик | Тип/Модель уплотнения | ||||||||||||||||||||||||
Конфигурация | 2CW-CS | 2NC-CS | 3NC-FF | 3NC-BB | 3NC-FB | ||||||||||||||||||||
Материал поверхности | Вращающаяся поверхность | ||||||||||||||||||||||||
Неподвижная поверхность | |||||||||||||||||||||||||
Условия среды | Без углеводорода (вода, едкая щелочь, кислота) | ||||||||||||||||||||||||
Невоспламеняемые углеводы | Воспламеняемые углеводороды | ||||||||||||||||||||||||
Биение вала | Биение втулки | ||||||||||||||||||||||||
Соосность торцевой поверхности к втулке | |||||||||||||||||||||||||
Испытуемая среда | Основная температура | Основное давление | |||||||||||||||||||||||
Относительная плотность (SG) | Давление пара | Твердые частицы | |||||||||||||||||||||||
Размер частиц | |||||||||||||||||||||||||
Процедура испытаний | 10.3.1.2.10 (для 2CW-CS, 2NC-CS конфигураций) | ||||||||||||||||||||||||
10.3.1.2.12 (для 3NC-FF, 3NC-BB, 3NC-FB конфигураций) | |||||||||||||||||||||||||
Таблица К.2 - Форма квалификационного испытания торцового уплотнения (2CW-CS, 2NC-CS, 3NC-FF, 3NC-BB и 3NC-FB)
Прове- | Дата | Время | Внутреннее уплотнение | Буферная/Барьерная жидкость | Ско- | Утечка уплотнения | ||||||
Давле- | Темпе- | Среда | Давле- | Темпе- | внут- | наружного | ||||||
мл | см | л/ч (норма- | ||||||||||
Износ наружной поверхности уплотнения | Неподвижная поверхность | ||||||
Вращающаяся поверхность | мм (дюйм) | ||||||
Износ внутренней поверхности уплотнения | Неподвижная поверхность | ||||||
Вращающаяся поверхность | мм (дюйм) (10.3.1.2.12 только) | ||||||
Приложение Л
(обязательное)
Форма требований к данным торцовых уплотнений
Уплотнение категории 3 | Необходимы для | Место работ: | Установка: | |||||||||||
Работа/Проект N: | Единица N | |||||||||||||
Форма требований для данных по торцовым уплотнениям | Регистрация/спецификация N | / | ||||||||||||
Запрос N: | Подписан | |||||||||||||
Заказ на поставку N: | Дата: | |||||||||||||
Версия N: 0 | Дата: | |||||||||||||
Обозначения: | ||||||||||||||
Необходимые данные | Предложение | Контракт | ||||||||||||
N копий | Срок платежа | Дата получения | ||||||||||||
1 | Поперечный разрез (типовой) - см. 11.2.2 | О | ||||||||||||
2 | Схема вспомогательной системы - см. 11.3.3 | О | О | |||||||||||
3 | Заполненные справочные листы - см. Приложение В | О | О | |||||||||||
4 | Предложенные альтернативы | О | ||||||||||||
5 | Исключения к настоящему стандарту | О | ||||||||||||
6 | Детализированный перечень материалов, из которых конструируются уплотнения и вспомогательная система | О | О | |||||||||||
7 | Предполагаемая утечка уплотнения 2NC-CS (если имеется) | О | ||||||||||||
8 | Результаты квалификационных испытаний уплотнения см. 11.2.4, рисунки К.1 и К.2 | О | ||||||||||||
9 | Рабочие параметры конструкции уплотнения - см. 11.2.3 | О | ||||||||||||
10 | Осевое давление уплотнения на вале (см. справочный лист, Приложение В) | О | О | |||||||||||
11 | Чертеж поперечного разреза (специальный) - см. 11.3.2 | О | ||||||||||||
12 | Детальный чертеж вспомогательной системы - см. 11.3.4 | О | ||||||||||||
13 | Расчет поглощения тепла и энергии уплотнением (см. Приложение Е) | О | ||||||||||||
14 | Рабочие характеристики внутреннего устройства циркуляции - см. 8.6.2.2 | О | ||||||||||||
15 | Инструкции по монтажу, эксплуатации и техническому обслуживанию (специальные) - см. 11.3.6* и 11.3.7* | О | ||||||||||||
16 | Свидетельство гидравлического испытания на герметичность - см. 10.3.2 | О | ||||||||||||
17 | Справочные листы по безопасности изделия - см. 11.3.8 | О | ||||||||||||
18 | Дополнительные данные (предложение) - устанавливать | О | ||||||||||||
19 | Дополнительные данные (для контракта) - устанавливать | О | ||||||||||||
* Примечание: Копия должна поставляться вместе с уплотнением и вспомогательной системой | ||||||||||||||
Адрес для передачи данных: | ||||||||||||||
Подпись продавца: | ||||||||||||||
(Подпись подтверждает получение утвержденных чертежей) | Дата | |||||||||||||
Приложение ДА
(справочное)
Сведения о соответствии межгосударственных стандартов ссылочным международным и европейскому региональному стандартам
Таблица ДА.1
Обозначение и наименование международного стандарта | Степень соответствия | Обозначение и наименование межгосударственного стандарта |
ISO 261-98 Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги | MOD | ГОСТ 8724-2002 (ИСО 261-98) Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги |
ISO 724:1993 Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры | MOD | ГОСТ 24705-2004 (ИСО 724:1993) Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры |
ISO 1629-87 Каучук и латексы. Номенклатура | MOD | ГОСТ 28860-90 (ИСО 1629-87) Каучук и латексы. Номенклатура |
EN 10269:1999 Стали и никелевые сплавы для крепежных изделий, применяемых при высоких и/или низких температурах | IDT | ГОСТ ЕН 10269-2007 Стали и никелевые сплавы для крепежных изделий, применяемых при высоких и/или низких температурах |
ISO 13709-2009 Насосы центробежные для нефтяной, нефтехимической и газовой промышленности | MOD | ГОСТ 32601-2013 (ISO 13709:2009) Насосы центробежные для нефтяной, нефтехимической и газовой промышленности. Общие технические требования |
Примечание - В настоящей таблице использованы следующие условные обозначения степени соответствия стандартов: | ||
Библиография
[1] | ASME B73.1 | Спецификация на горизонтальные центробежные насосы с торцевым всасыванием для химической промышленности |
(Specification for horizontal end suction centrifugal pumps for chemical process) | ||
[2] | ASME B73.2 | Спецификация на вертикальные встраиваемые центробежные насосы для химической промышленности |
(Specification for vertical in-line centrifugal pumps for chemical process) | ||
[3] | API Std 676 | Поршневые насосы - Роторные |
(Positive displacement pumps - Rotary) | ||
[4] | Книга 1, Часть А, | Национальные американские стандарты эмиссии для опасных воздушных загрязнителей (NESHAPs) (Закон о чистом воздухе) |
(U.S. National Emission Standards for Hazardous Air Pollutants (NESHAPs) (Clean Air Act Amendment)) | ||
[5] | ISO 3069 | Насосы центробежные с односторонним всасыванием. Размеры гнезд под механические уплотнения и набивку из мягкого материала |
(End-suction centrifugal pumps - Dimensions of cavities for mechanical seals and for soft packing) | ||
[6] | ЕРА Method 21 | EPA Методика 21, Приложение А, Глава 40, Часть 60 Свода правил США |
(ЕРА Method 21, Appendix A of Title 40, Part 60 of the U.S. Code of Federal Regulations, Environmental Protection Agency, United States) | ||
[7] | ISO 2858 | Насосы центробежные с осевым входом (номинальное давление 16 бар). Обозначение, номинальные параметры и размеры |
(End-suction centrifugal pumps (rating 16 bar) - Designation, nominal duty point and dimensions) | ||
[8] | EN 13445 | Сосуды высокого давления без подвода тепла открытым пламенем |
(Unfired pressure vessels) | ||
[9] | ASME Boiler and pressure vessel code BPVC, Section VIII | Правила и нормы для паровых котлов и сосудов высокого давления. Раздел VIII. Сосуды высокого давления |
(Boiler and pressure vessel code, Section VIM, Rules for the construction of pressure vessels) | ||
[10] | ASME B16.20 | Металлические сальники для трубных фланцев - с муфтовыми соединениями, спиральной навивкой и обшивкой |
(Metallic gaskets for pipe flanges - Ring joint, spiral-wound, and jacketed) | ||
[11] | ISO 286-2 | Допуски и посадки по системе ISO. Часть 2. Таблицы классов стандартных допусков и предельных отклонений на размеры отверстий и валов |
(ISO system of limits and fits - Part 2: Tables of standard tolerance grades and limit deviations for holes and shafts) | ||
[12] | ISO 262 | Резьбы метрические ИСО общего назначения - Выбранные размеры для винтов, болтов и гаек |
(ISO general purpose metric screw threads - Selected sizes for screws, bolts and nuts) | ||
[13] | ISO 965 | Метрические винтовые резьбы ISO общего назначения - Допуски |
(ISO general-purpose metric screw threads - Tolerances) | ||
[14] | ASME B1.1 | Унифицированные дюймовые крепежные резьбы, формы резьбы в UN и UNR |
(Unified Inch Screw Threads, UN and UNR Thread Form) | ||
[15] | ISO 7 | Резьбы трубные, обеспечивающие герметичность соединения |
(Pipe threads where pressure-tight joints are made on the threads) | ||
[16] | ASME B16.11 | Фитинги из кованой стали, приварные и резьбовые |
(Forged Steel Fittings, Socket-Welding and Threaded) | ||
[17] | EN 287 | Испытания квалификационные сварщиков, выполняющих сварку плавлением |
(Approval testing of welders - Fusion welding ) | ||
[18] | EN 288 (все части) | Спецификация и утверждение технологий сварки для металлических материалов |
(Specification and approval of welding procedures for metallic materials) | ||
[19] | ASME Boiler and pressure vessel code BPVC, | Правила и нормы для паровых котлов и сосудов высокого давления. Раздел IX. Оценка качества сварки и пайки твердым припоем |
(Boiler and pressure vessel code, Section IX, Welding and brazing qualifications) | ||
[20] | AWS D1.1 | Правила и нормы сварки строительных конструкций - Сталь |
(Structural welding code - Steel) | ||
[21] | ISO 15649 | Нефтяная и газовая промышленность - Система трубопроводов |
(Petroleum and natural gas industries - Piping) | ||
[22] | ASME B31.3 | Технологические трубопроводные системы |
(Process Piping) | ||
[23] | ASTM A120 | Сварные и бесшовные стальные трубы черные и оцинкованные (гальванизированные) для обычного применения |
(Black and hot-dipped zinc-coated (galvanized) welded and seamless steel pipe for ordinary uses) | ||
[24] | ASTM A153 | Стандартные технические требования к горячим цинковым покрытиям железных и стальных изделий |
(Standard Specification for Zinc Coating (Hot-Dip) on Iron and Steel Hardware) | ||
[25] | ASTM A269 | Бесшовные и сварные трубопроводы из аустенитной нержавеющей стали общего назначения. Типичные технические условия |
(Seamless and welded austenitic stainless steel tubing for general service) | ||
[26] | ASTM A338 | Фланцы, фитинги труб и детали клапанов из ковкого чугуна для эксплуатации на железной дороге, в морских условиях и в других тяжелых режимах при температурах до 650°F (345°С) включительно. Типичные технические условия |
(Malleable iron flanges, pipe fittings, and valve parts for railroad, marine, and other heavy duty service at temperatures up to 650°F (345°C)) | ||
[27] | ASTM A197 | Ваграночный ковкий чугун. Типичные технические условия (Cupola malleable iron) |
[28] | ASTM A193 | Стандартные технические требования к легированным и нержавеющим сталям для крепежа, предназначенного для работы при высоком давлении или температуре, а также для других специализированных областей применения |
(Standard Specification for Alloy-Steel and Stainless Steel Bolting Materials for High Temperature or High Pressure Service and Other Special Purpose Applications) | ||
[29] | ASTM A194 | Стандартные технические требования к гайкам из углеродистых и нержавеющих сталей, предназначенных для работы в условиях высокой температуры, давления (либо того и другого) |
(Standard Specification for Carbon and Alloy Steel Nuts for Bolts for High Pressure or High Temperature Service, or Both) | ||
[30] | ASTM A53 | Трубы, стальные, черные и с горячим покрытием, оцинкованные, сварные и бесшовные. Типичные технические условия |
(Zinc-coated welded and seamless black and hot-dipped steel pipe) | ||
[31] | ASTM A106 | Стандартные технические требования к бесшовным трубам из углеродистой стали для эксплуатации при высоких температурах |
(Standard Specification for Seamless Carbon Steel Pipe for High-Temperature Service) | ||
[32] | ASTM A524 | Бесшовные трубы из углеродистой стали для эксплуатации при температуре воздуха и низких температур. Типичные технические условия |
(Seamless carbon steel pipe for atmospheric and lower temperatures) | ||
[33] | API 5L | Технические требования к трубопроводам |
(Specification for line pipe) | ||
[34] | ASTM A105 | Стандартные технические требования к поковкам из углеродистой трубной стали |
(Standard Specification for Carbon Steel Forgings for Piping Applications) | ||
[35] | ASTM A181 | Поковки из углеродистой стали для трубопроводов общего назначения. |
(Carbon steel forgings for general purpose piping) | ||
[36] | ASTM A312 | Бесшовные и сварные трубы из аустенитной нержавеющей стали. Типичные технические условия |
(Seamless and welded austenitic stainless steel pipe) | ||
[37] | ASTM A182 | Стандартные технические требования к кованым или катанным трубным фланцам из легированных и нержавеющих сталей, кованым фитингам, клапанам и деталям, предназначенным для работы при высоких температурах |
(Standard Specification for Forged or Rolled Alloy and Stainless Steel Pipe Flanges, Forged Fittings, and Valves and Parts for High-Temperature Service) | ||
[38] | ISO 4200 | Трубы стальные с гладкими концами, сварные и бесшовные. Общие таблицы размеров и масс на единицу мерной длины |
(Plain end steel tubes, welded and seamless - General tables of dimensions and masses per unit length) | ||
[39] | ASME B1.20.1 | Резьбы трубные дюймовые общего назначения |
(Pipe threads, general purpose, inch) | ||
[40] | ISO 7005-1 | Фланцы металлические. Часть 1. Стальные фланцы |
(Metallic flanges - Part 1: Steel flanges) | ||
[41] | ASME B16.5 | Трубные фланцы и фланцевые фитинги: NPS 1/2 до NPS 24 в метрическом/ дюймовом стандарте |
(Pipe Flanges and Flanged Fittings: NPS 1/2 through NPS 24 Metric/Inch Standard) | ||
[42] | IEC 60079 | Оборудование электрическое для взрывоопасных газовых сред |
(Electrical apparatus for explosive gas atmospheres) | ||
[43] | NFPA 70 | Справочник по национальным электротехническим правилам и нормам |
(National Electrical Code) | ||
[44] | IEC 60529 | Степени защиты, обеспечиваемые оболочками (Код IP) |
(Degrees of protection provided by enclosures (IP code)) | ||
[45] | NEMA 250 | Классификация кожухов (оболочек) электрооборудования по степени защиты от воздействия окружающей среды (1000 В max) |
(Enclosures for electrical equipment (1000 volts maximum)) | ||
[46] | ISO 10438 | Нефтяная, нефтехимическая и газовая промышленность. Системы смазки, уплотнения вала, контроля масла и вспомогательные устройства. |
Petroleum, petrochemical and natural gas industries - (Lubrication, shaft-sealing and control-oil systems and auxiliaries) | ||
[47] | API td 614 | Смазка, уплотнения вала и управляющие масляные системы для специальных применений |
(Lubrication, shaft-sealing and control-oil systems and auxiliaries for petroleum, chemical and gas industry services) | ||
[48] | API RP 520 | Выбор размеров и установка приспособлений по спуску давления на перерабатывающих заводах |
(Sizing, selection, and installation of pressure-relieving devices in refineries) | ||
[49] | API Std 526 | Стальные предохранительные клапаны с фланцами |
(Flanged steel pressure relief valves) | ||
[50] | ASME V | Правила и нормы для паровых котлов и сосудов высокого давления. Раздел V. Неразрушающие испытаний |
(Boiler and pressure vessel code, Section V, Non-destructive examination) | ||
[51] | ASME PTC 8.2 | Центробежные насосы, правила проведения испытаний для определения рабочих характеристик |
(Centrifugal pumps, performance test codes) | ||
[52] | ISO 683-13:1986 | Стали термообработанные, легированные и автоматные. Часть 13. Деформируемая коррозионностойкая сталь |
(Heat-treatable steels, alloy steels and free-cutting steels - Part 13: Wrought stainless steels (withdrawn)) | ||
[53] | ISO 3506-1 | Механические свойства крепежных изделий из коррозионностойкой нержавеющей стали - Часть 1: Болты, винты и шпильки |
(Mechanical properties of corrosion-resistant stainless-steel fasteners - Part 1: Bolts, screws and studs) | ||
[54] | ISO 3506-2 | Механические свойства крепежных изделий из коррозионностойкой нержавеющей стали - Часть 2: Гайки |
(Mechanical properties of corrosion-resistant stainless-steel fasteners - Part 2: Nuts) | ||
[55] | ISO 9327-5 | Поковки и катаные или кованые прутки стальные для работы под давлением. Технические условия поставки. Часть 5. Нержавеющие стали |
(Steel forgings and rolled or forged bars for pressure purposes - Technical delivery conditions - Part 5: Stainless steels ) | ||
[56] | ISO 9723 | Прутки из никеля и никелевых сплавов |
(Nickel and nickel alloy bars) | ||
[57] | ISO 6208 | Плиты, листы и полосы из никеля и никелевых сплавов |
(Nickel and nickel alloy plate, sheet and strip) | ||
[58] | ISO 12725 | Отливки из никеля и никелевых сплавов |
(Nickel and nickel alloy castings) | ||
[59] | ISO 9725 | Поковки из никеля и никелевых сплавов |
(Nickel and nickel alloy forgings) | ||
[60] | ISO 2892 | Чугун аустенитный. Классификация |
(Austenitic castiron) | ||
[61] | ASTM A217 | Отливки из мартенситной нержавеющей и легированной стали для деталей под давлением, пригодных для эксплуатации при высоких температурах. Типичные технические условия |
(Martensitic stainless and alloy steel castings for pressure-containing parts suitable for high temperature service) | ||
[62] | ASTM A487 | Отливки из стали, пригодные для эксплуатации под давлением. Типичные технические условия |
(Standard specification for steel castings suitable for pressure service) | ||
[63] | ASTM A276 | Прутки и профили из нержавеющей стали. Типичные технические условия |
(Stainless and heat-resisting steel bars and shapes) | ||
[64] | ASTM A582 | Легко обрабатываемые прутки из нержавеющей стали. Типичные технические требования |
(Standard specification for free-machining stainless steel bars) | ||
[65] | ASTM A351 | Стандартные технические требования к отливкам из аустенитной стали, предназначенным для изготовления деталей, работающих под давлением |
(Standard Specification for Castings, Austenitic, for Pressure-Containing Parts) | ||
[66] | ASTM A744 | Отливки из коррозионно-стойких хром-никелевых и никелевых сплавов для сложных условий применения |
(Iron-chromium-nickel and nickel-base corrosion resistant castings for severe service) | ||
[67] | ASTM В473 | Прутки и проволока из устойчивого сплава хром-никель-молибден-медь-ниобий-железо (UNSN08020). Типичные технические условия |
(Chromium-nickel-iron-molybdenum-copper-columbium stabilized alloy (UNS N08020) bar and wire) | ||
[68] | ASTM В564 | Поковки из никелевых сплавов. Типичные технические условия |
(Specification for nickel alloy forgings) | ||
[69] | ASTM В574 | Стержни из сплавов низкоуглеродистых никель-молибден-хром и низкоуглеродистых никель-хром-молибден. Типичные технические условия |
(Specification for low-carbon nickel-molybdenum-chromium and low-carbon nickel-chromium-molybdenum alloy rod) | ||
[70] | ASTM В575 | Плиты, листы и полосы из сплавов низкоуглеродистых никель-молибден-хром и низкоуглеродистых никель-хром-молибден. Типичные технические условия |
(Specification for low-carbon nickel-molybdenum-chromium and low-carbon nickel-chromium-molybdenum alloy plate, sheet and strip) | ||
[71] | ASTM A494 | Отливки из никеля и никелевых сплавов |
(Nickel and nickel alloy castings) | ||
[72] | ASTM В164 | Прутки, балки и проволока из медно-никелевых сплавов. Типичные технические условия |
(Specification for nickel-copper alloy rod, bar, and wire) | ||
[73] | ASTM В127 | Плиты, листы и полосы из медно-никелевых сплавов (UNS N04400). Типичные технические условия |
(Specification for nickel-copper alloy (UNS N04400) plate sheet and strip) | ||
[74] | ASTM В637 | Поковки и прутки из никелевого сплава дисперсионного отвердевания для высокотемпературных условий применения. Типичные технические условия |
(Specification for precipitation hardening nickel alloy bars, forgings, and forging stock for high-temperature service) | ||
[75] | ASTM В670 | Плиты, листы и полосы из никелевого сплава дисперсионного отвердевания (UNS N07718) для высокотемпературных условий применения. Типичные технические условия |
(Specification for precipitation-hardening nickel alloy (UNS N07718) plate, sheet, and strip for high-temperature service) | ||
[76] | ASTM A436 | Отливки из аустенитного серого чугуна |
(Austenitic gray iron castings) | ||
[77] | ASTM A439 | Отливки из аустенитного чугуна с шаровидным графитом |
(Austenitic ductile iron castings) | ||
[78] | ASTM D1418 | Практика применения каучука и латекса - Номенклатура |
(Practice for rubber and rubber lattices - Nomenclature) | ||
[79] | EN 10213-2 | Отливки стальные для работы под давлением. Технические условия поставки. Часть 2. Марки стали для эксплуатации при комнатной и повышенных температурах |
(Technical delivery conditions for steel castings for pressure purposes - Part 2: Steel grades for use at room temperature and elevated temperatures ) | ||
[80] | EN 10250-4 | Заготовки для свободной ковки стальные общего назначения. Часть 4. Нержавеющие стали |
(Open die steel forgings for general engineering purposes - Part 4: Stainless steels) | ||
[81] | EN 10222-5 | Поковки стальные для сосудов, работающих под давлением. Часть 5. Мартенситные, аустенитные и аустенитно-ферритные нержавеющие стали |
(Steel forgings for pressure purposes - Part 5: Martensitic, austenitic and austenitic-ferritic stainless steels) | ||
[82] | EN 10088-3 | Стали нержавеющие. Часть 3: Технические условия поставки полуфабрикатов, сортового проката, прутка, проволоки, профиля и заготовок с чистовой обработкой из коррозионностойких сталей общего назначения |
(Stainless steels - Part 3: Technical delivery conditions for semi-finished products, bars, rods, wire, sections and bright products of corrosion resisting steels for general purposes) | ||
[83] | EN 10213-4 | Отливки стальные для работы под давлением. Технические условия поставки. Часть 4. Марки аустенитной и аустенитно-ферритной сталей |
(Technical delivery conditions for steel castings for pressure purposes - Part 4: Austenitic and austenitic-ferritic steel grades) | ||
[84] | JIS G5121 | Коррозионностойкая литая сталь общего назначения |
(Corrosion-resistant cast steels for general applications) | ||
[85] | JIS G3214 | Поковки из нержавеющих сталей для сосудов высокого давления |
(Stainless steel forgings for pressure vessels) | ||
[86] | JIS G4303 | Полоса из нержавеющей стали |
(Stainless steel bars) |
УДК 621.65.001.4:006.354 | МКС 23.080 | Г82 | MOD |
Ключевые слова: насосы, системы уплотнений валов центробежных и роторных насосов, уплотнительные системы, конструктивные требования, вспомогательные системы, контрольно-измерительная аппаратура, проверка, испытания и подготовка к транспортировке | |||
Электронный текст документа
и сверен по:
, 2015
