ГОСТ 18829-73
Группа Л63
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОЛЬЦА РЕЗИНОВЫЕ УПЛОТНИТЕЛЬНЫЕ КРУГЛОГО СЕЧЕНИЯ
ДЛЯ ГИДРАВЛИЧЕСКИХ И ПНЕВМАТИЧЕСКИХ УСТРОЙСТВ
Технические условия
Rubber O-ring seals for hydraulic and pneumatic equipment.
Specifications
ОКП 25 3111
Дата введения 1975-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством нефтеперерабатывающей и нефтехимической промышленности СССР
РАЗРАБОТЧИКИ
В.Ю.Фрадков, В.В.Михайлов, Г.Р.Хачатрян, В.П.Никифоров, Б.X.Аврущенко, Л.А.Яковлев, Л.А.Акопян, В.А.Габринович, Г.М.Прилуцкая, А.П.Кандалов, Т.И.Абрамычева, В.Е.Билецкий, Н.А.Сухих, Л.А.Забуслаева, А.И.Таранова, Т.Н.Суханова, Р.М.Иваненко
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 25.05.73 N 1321
3. Срок проверки - 1990 год
Периодичность проверки - 3 года
4. ВЗАМЕН ГОСТ 9833-61 в части технических требований
5. Стандарт соответствует ИСО 3601-1 (1988) в части допусков на основные размеры; ИСО 3601-3 (1987) в части номенклатуры показателей качества
6. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, | Номер пункта, приложения |
Приложение 5 | |
3.2 | |
ГОСТ 8.326-78 | 3.2 |
3.5; приложение 4 | |
3.5; приложение 4 | |
3.3; 3.5 | |
ГОСТ 15.307-77 | 2.8 |
3.4; 3,5 | |
3.5; приложение 4 | |
3.5 | |
3.5 | |
Приложение 5 | |
1.7 | |
1.2 | |
4.3 | |
ГОСТ 9395-82 | 4.3 |
4.3 | |
4.3 | |
1.1а; 1.14 | |
Приложение 4 | |
4.3 | |
1.2 | |
3.5 | |
4.4.1 | |
Вводная часть | |
1.8 | |
4.3 | |
ГОСТ 18829-73 | Приложение 2 |
Приложение 5 | |
Приложение 5 | |
3.5; приложение 3 |
7. Срок действия продлен до 01.01.93* Постановлением Госстандарта СССР от 27.12.89 N 4174
_______________
* Ограничение срока действия снято по протоколу Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС N 2, 1993 год). - .
8. ПЕРЕИЗДАНИЕ (январь 1990 года) с Изменениями N 1, 2, 3, 4, утвержденными в ноябре 1979 года, ноябре 1982 года, августе 1985 года, декабре 1989 года (ИУС 12-79, 2-83, 11-85, 4-90)
Настоящий стандарт распространяется на резиновые уплотнительные кольца круглого сечения для гидравлических, топливных, смазочных и пневматических устройств, предназначенные для работы при температуре от минус 60 до плюс 200 °С в зависимости от группы резины и при давлении:
до 50 МПа - в неподвижных соединениях и до 32 МПа - в подвижных соединениях в минеральных маслах, жидких топливах, эмульсиях, смазках, пресной и морской воде;
до 40 МПа - в неподвижных соединениях и до 10 МПа - в подвижных соединениях в сжатом воздухе.
Кольца в зависимости от группы резины работоспособны в изделиях следующих видов климатического исполнения по ГОСТ 15150-69:
из резины группы 0 - УХЛ 3.1, Т3;
из резины группы 1 - УХЛ 3.1, 4, 4.1, 4.2, ТВ 3, 3.1, 4, 4.1, 4.2, Т 3, 3.1, ТС 4, 4.1, 4.2, 3, 3.1;
из резины группы 2 - У 3, 3.1, ХЛ 3.1, УХЛ 3.1, 4, 4.1, 4.2, ТВ 3, 3.1, 4, 4.1, 4.2, Т 3, 3.1, ТС 4, 4.1, 4.2, Ом 1, Ом 5;
из резины группы 3 - У 3, 3.1, ХЛ 3, 3.1, УХЛ 3, 3.1, 4, 4.1, 4.2, Т 3, 3.1, ТВ 3, 3.1, 4, 4.1, 4.2, ТС 4, 4.1, 4.2;
из резины группы 4 - ХЛ 3.1, УХЛ 3.1, 4, 4.1, 4.2, Т 3, 3.1, ТВ 3, 3.1, 4, 4.1, 4.2, ТС 4, 4.1, 4.2;
из резины группы 5 - (подгруппы 1 и 2): ХЛ 3.1, УХЛ 3.1, 4, 4.1, 4.2;
из резины группы 6 - ХЛ 3.1, УХЛ 3.1, 4, 4.1, 4.2;
из резины группы 7 - У 3, 3.1, ХЛ 3.1, УХЛ 3.1, 4, 4.1, 4.2;
из резины группы 8 - ХЛ 3.1, УХЛ 3.1, 4.1, 4.2, Т 3, 3.1, ТВ 3, 3.1, 4, 4.1, 4.2, ТС 4, 4.1, 4.2, ОМ 1, ОМ 5.
Скорость перемещения - до 0,5 м/с в любой указанной рабочей среде.
(Измененная редакция, Изм. N 4).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1а. Конструкция, размеры и указания по монтажу колец - по ГОСТ 9833-73.
Для машин и узлов, находящихся в эксплуатации и серийном производстве, допускается изготовлять кольца размерами, не предусмотренными ГОСТ 9833-73, по рабочим чертежам, утвержденным в установленном порядке.
Пример условного обозначения кольца 020-025-30 группы точности 2 из резины группы 4:
Кольцо 020-025-30-2-4 ГОСТ 18829-73
Допускается в условное обозначение кольца вводить обозначение ГОСТ 9833-73.
(Введен дополнительно, Изм. N 2).
1.1. Кольца должны изготовлять в соответствии с требованиями настоящего стандарта и по технологической документации, утвержденной в установленном порядке.
В зависимости от рабочей температуры кольца должны изготовлять из резин соответствующих групп, указанных в табл.1.
Таблица 1
Группы резины | Температура, °С | |
Нижний предел | Верхний предел | |
0 | -15 | 130 |
4 | -30 | 120 |
5 | -20 | 150 |
6 | 200 | |
7 | -50 | |
8 | -40 | 100 |
Примечания:
1. Температурный интервал работы колец для резины всех групп может быть расширен по согласованию потребителя с изготовителем.
2. Резина группы 3 рекомендуется для работы в маслах при температуре до минус 60 °С, а в остальных средах - до минус 50 °С.
3. Резина группы 7 предназначена для работы в неподвижных соединениях на воздухе при давлении до 0,63 МПа в указанных температурных пределах и в воде до температуры 120 °С; допускается ее применение при ограниченном количественном воздействии минеральных масел.
4. Марки резин, применяемые для изготовления колец, указаны в справочном приложении 2.
(Измененная редакция, Изм. N 3, 4).
1.2. Физико-механические показатели резины, применяемой для изготовления колец, должны соответствовать указанным в табл.2.
Таблица 2
Норма для резины групп (подгрупп) | ||||||||||
Наименование показателя | 0 | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | |
1 | 2 | |||||||||
1. Условная прочность при растяжении МПа (кгс/см | 12,3 | 9,8 | 9,8 | 11,8 | 10,8 | 19,6 | 13,7 | 11,8 | 6,4 | 8,8 |
2. Относительное удлинение при разрыве, %, не менее | 250 | 300 | 160 | 140 | 150 | 100 | 130 | 120 | 200 | 150 |
3. Коэффициент морозостойкости по эластическому восстановлению после сжатия, не менее, при температуре, °С: | ||||||||||
минус 10 | 0,2 | - | - | - | - | 0,2 | 0,2 | 0,2 | - | - |
минус 20 | - | 0,2 | - | - | 0,2 | - | - | - | - | - |
минус 40 | - | - | - | - | - | - | - | - | - | 0,6 |
минус 45 | - | - | 0,2 | 0,2 | - | - | - | - | - | - |
минус 50 | - | - | - | - | - | - | - | - | 0,45 | - |
4. Изменение массы при воздействии смеси изооктан по ГОСТ 12433-83 и толуол по ГОСТ 5789-78 в соотношении 7:3 (по объему) в течение 24 ч при температуре (23±3) °С, %, не более | 10 | 35 | 35 | 35 | 25 | 4 | 4 | 1 | - | 20 |
5. Относительная остаточная деформация при постоянной величине сжатия в воздухе (25±5)% в течение 24 ч, %, не более, при температуре, °С: | ||||||||||
плюс 200 | - | - | - | - | - | - | - | 50 | 40 | - |
плюс 150 | - | - | - | - | - | 60 | 50 | - | - | - |
плюс 100 | - | 60 | 60 | 60 | 60 | - | - | - | - | 50 |
6. Твердость, единицы Шор А | 75-85 | 55-70 | 70-80 | 75-85 | 75-85 | 75-85 | 75-90 | 65-80 | 60-75 | 70-85 |
7. Твердость по ИСО, международные единицы | 75-90 | 55-70 | 70-85 | 75-90 | 70-85 | 70-85 | 70-85 | 65-80 | 60-75 | 70-85 |
Примечание. Показатели твердости определяют одним из методов, приведенным в настоящем стандарте.
(Измененная редакция, Изм. N 4).
1.3. При набухании колец в условиях, указанных в табл.2, изменение их массы должно соответствовать нормам, приведенным для соответствующих групп резины. Допускается увеличение набухания на 20% для колец, имеющих объем менее стандартного образца (800 мм).
1.4. Твердость колец должна быть равной твердости соответствующих групп резин ±3 условные единицы. При этом интервал твердости не должен превышать 15 условных единиц.
(Измененная редакция, Изм. N 2, 3, 4).
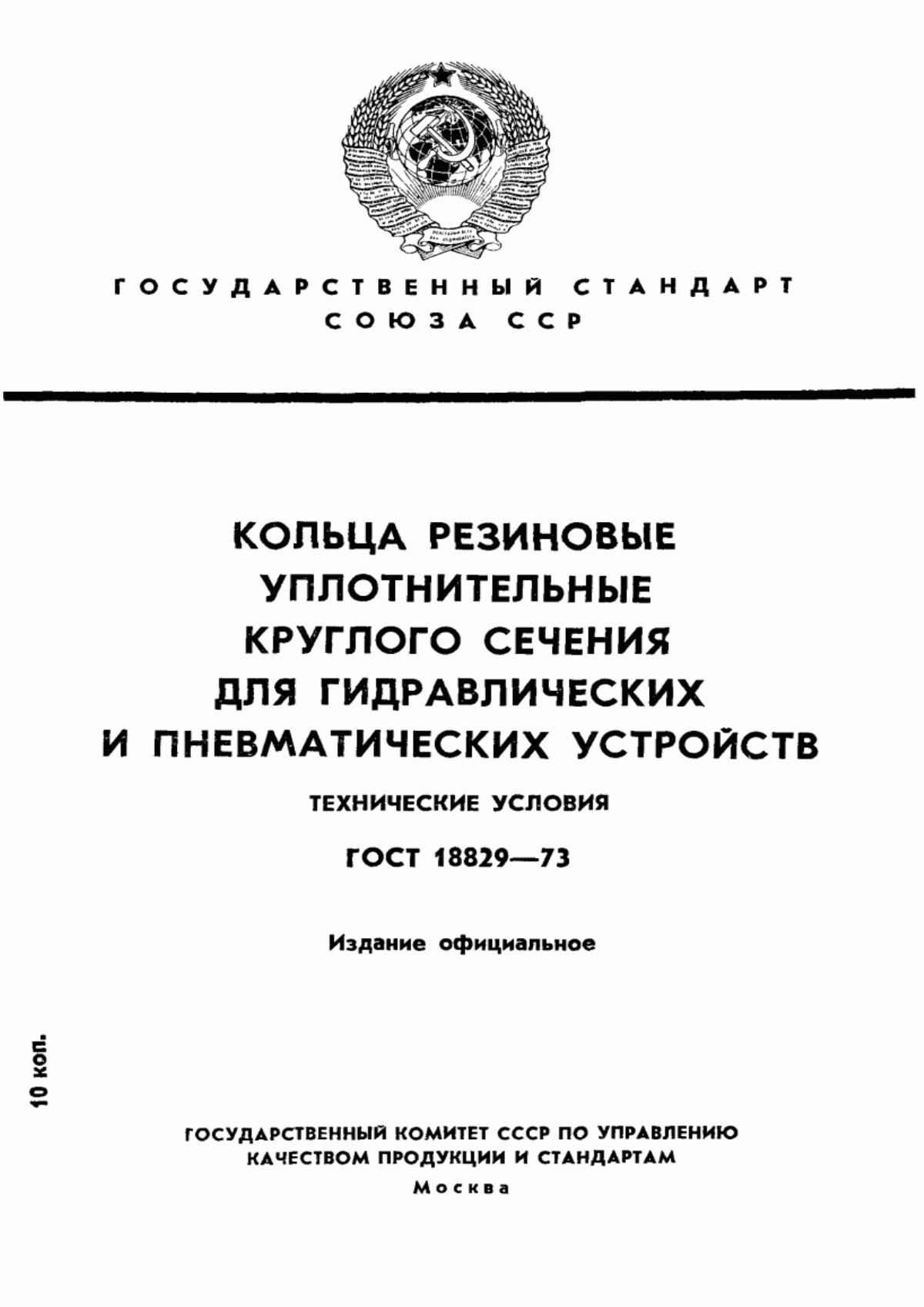
1.5. Поверхность колец должна быть гладкой, без трещин и пузырей. На поверхности колец допускаются внешневидовые отклонения, размеры которых не превышают указанных в табл.3.
Таблица 3
мм
Наименование отклонения | Значение отклонения, не более, | ||
До 3,0 | Св. 3,0 | Св. 5,8 | |
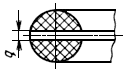
1. Выпрессовка (черт.1), высота и ширина (б): | |||
1-я группа точности | 0,08 | 0,10 | 0,15 |
2-я группа точности | 0,10 | 0,15 | 0,20 |
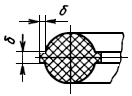
2. Втянутая кромка (черт.2): | |||
ширина (в): | |||
1-я группа точности | 0,15 | 0,50 | 1,00 |
2-я группа точности | 0,30 | 1,00 | 1,50 |
глубина (г): | |||
1-я группа точности | 0,08 | 0,10 | 0,15 |
2-я группа точности | 0,10 | 0,15 | 0,20 |
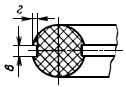
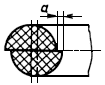
3. Возвышения и углубления поверхности (черт.3): | |||
длина и ширина (д): | |||
1-я группа точности | 0,60 | 1,00 | 1,50 |
2-я группа точности | 1,00 | 1,50 | 2,00 |
глубина и высота (е): | |||
1-я группа точности | 0,05 | 0,10 | 0,15 |
2-я группа точности | 0,10 | 0,15 | 0,20 |
4. Следы обработки (черт.4); | |||
ширина (q): | |||
1-я группа точности | 0,40 | 1,00 | 1,50 |
2-я группа точности | 0,60 | 1,50 | 1,80 |
5. Максимальное суммарное количество допустимых отклонений по п.3 на каждые 30 мм длины окружности кольца: | |||
1-я группа точности | 1 | 2 | 2 |
2-я группа точности | 1 | 2 | 2 |
На поверхности колец на основе силоксанового и фторкаучуков допускается разнотон.
Черт.1
Черт.2
Черт.3
Черт.4
1.5. (Измененная редакция, Изм. N 4).
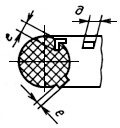
1.6. Отклонения от геометрической формы сечения колец - круглости (овальности) - не должны выходить за пределы допускаемых отклонений на диаметры сечений колец.
Смещение (черт. 5) не должно превышать:
Черт.5
для диаметров сечений до 3,0 мм включ.:
0,08 мм - для колец 1-й группы точности и 0,10 мм - для колец 2-й группы точности;
для диаметров сечений св. 3,0 до 5,8 мм включ.:
0,10 мм - для колец 1-й группы точности и 0,15 мм - для колец 2-й группы точности;
для диаметров сечений св. 5,8 мм:
0,15 мм - для колец 1-й группы точности и 0,20 мм - для колец 2-й группы точности.
(Измененная редакция, Изм. N 4).
1.7. Шероховатость формующей поверхности пресс-форм, определяющей поверхность колец, не должна быть более 0,32 мкм по ГОСТ 2789-73.
(Измененная редакция, Изм. N 1, 3).
1.8. Независимо от условий работы все кольца должны изготавливаться из резин в тропическом исполнении в соответствии с ГОСТ 15152-69.
(Измененная редакция, Изм. N 1).
1.9. Установленный срок сохраняемости колец со дня изготовления должен быть, лет:
9 - для резин групп 0, 1, 2, 3;
10 - для резин группы 4;
14 - для резин групп 5, 6, 7;
13 - для резин группы 8.
(Измененная редакция, Изм. N 4).
1.10. Относительная остаточная деформация колец при постоянной величине сжатия в воздухе при температурах, указанных в табл.2, должна соответствовать нормам, установленным для соответствующих групп резин, плюс 10% - для колец диаметром сечения от 1,9 до 3,0 мм и плюс 5% - для колец диаметром сечения свыше 3,0 мм.
(Измененная редакция, Изм. N 2, 3, 4).
1.11. -процентный ресурс (при
=95%) колец неподвижных соединений, устанавливаемых на автомобили, трактора, дорожные и сельскохозяйственные машины, должен быть равен ресурсу комплектуемых ими узлов и агрегатов. Для подвижных соединений автомобилей, тракторов и сельскохозяйственных машин - по согласованию потребителя с изготовителем.
(Измененная редакция, Изм. N 4).
1.12. Полный установленный срок службы колец для неподвижных соединений и соединений с возвратно-поступательным движением других гидравлических устройств в зависимости от группы резины и температуры должен соответствовать указанному в табл.3а. Не распространяется на изделия Минавтосельхозмаша СССР. Контроль установленного срока службы колец осуществляется с измерением утечек рабочей жидкости, установленных в п.1.16, 1.17 настоящего стандарта по ГОСТ 27.410-83.
1.13. -процентный ресурс (при
=80%) для возвратно-поступательного движения колец при температуре не выше 50 °С и ходе поршня (штока) до 200 мм, соответствует указанному в табл.3б, при этом 0,8 от указанного ресурса должно нарабатываться при температуре до 30 °С.
Таблица 3а
Группа резины | Полный установленный срок службы при температуре °С, до | |||||||
25 | в том числе при температуре °С, до | |||||||
50 | 70 | 100 | 120 | 130 | 150 | 200 | ||
0 | 6 лет | 2400 ч | 600 ч | 50 ч | - | - | - | - |
1 | 15 ч | 5 ч | - | - | ||||
2 | 3700 ч | 720 ч | 70 ч | - | - | - | - | |
4 | 7 лет | 8500 ч | 1800 ч | 240 ч | 70 ч | - | - | - |
5 | 11 лет | 6 лет | 2 года | 1 год | 1000 ч | 500 ч | 300 ч | - |
6 | 1400 ч | 900 ч | 700 ч | 120 ч | ||||
8 | 10 лет | 10000 ч | 2050 ч | 250 ч | - | - | - | - |
Примечания:
1. Нижние температурные пределы для каждой группы резины должны соответствовать указанным в табл.1.
2. Полный установленный срок службы исчисляется со дня установки колец в сборочные единицы.
3. Для колец из резины группы 8 для гидравлических устройств допускается кратковременное повышение температуры до 130 °С в течение 8 ч.
4. В настоящей таблице указан полный установленный срок службы колец 2-й группы точности по ГОСТ 9833-73. Для колец 1-й группы точности полный установленный срок службы на 10% выше указанного в таблице.
5. Сроки службы при температурах 50, 70, 100, 120, 130, 150 и 200 °С указаны как отдельные варианты и не суммируются.
Таблица 3б
Обозначение типоразмера колец по ГОСТ 9833-73 для уплотняемых диаметров штока | 80%-ный ресурс, км, не менее, при давлении гидравлических рабочих сред, МПа (кгс/см | ||
от 0 до 10 | Св. 10 до 20 | св. 20 до 32 | |
От 004-008-25 до 022-026-25 | 70 | 50 | 30 |
От 020-026-36 до 080-086-36 | 100 | 70 | 40 |
От 050-060-58 до 090-100-58 | 130 | 90 | 50 |
От 100-110-58 до 200-210-58 | 60 | 45 | 25 |
Примечания:
1. В настоящей таблице указан -процентный ресурс (при
=80%) колец из резин групп 5, 6 и 8, работающих в узлах с возвратно-поступательным движением в гидравлических рабочих средах: минеральные масла, жидкие топлива, эмульсии и смазки.
2. -процентный ресурс (при
=80%) колец из резины группы 3 для узлов с возвратно-поступательным движением и рабочими средами по примечанию 1 в два раза меньше указанного в настоящей таблице.
3. -процентный ресурс (при
=80%) при давлении выше 10 МПа (100 кгс/см
) указан для колец с защитными кольцами.
4. -процентный ресурс (при
=80%) колец из резин групп 5 и 8 для узлов с возвратно-поступательным движением, работающих в пресной и морской воде, в пять раз меньше указанного в настоящей таблице.
5. В таблице указан -процентный ресурс (при
=80%) колец 2-й группы точности по ГОСТ 9833-70.
Для колец 1-й группы точности -процентный ресурс (при
=80%) на 10% выше указанного в таблице.
1.14. Полный установленный срок службы колец для неподвижных соединений пневматических устройств в зависимости от группы резины и температуры должен соответствовать указанному в табл.3в.
Таблица 3в
| Полный установленный срок службы | |||||||
Группа резины | при температуре | в том числе | ||||||
| при давлении до 0,63 МПа | при давлении от 0,63 до 10 МПа и температуре, °С, до | ||||||
50 | 70 | 100 | 120 | 50 | 70 | 100 | ||
0; 1 | 5,4 лет | 2160 ч | 540 ч | 45 ч | - | 450 ч | 180 ч | 9 ч |
2; 3 | 3330 ч | 650 ч | 65 ч | - | 630 ч | 270 ч | 13 ч | |
4 | 6,3 лет | 7650 ч | 1620 ч | 220 ч | 65 ч | 1350 ч | 540 ч | 22 ч |
Примечания:
1. При циклическом воздействии давления 1,5-10 МПа (15-100 кгс/см) общее количество циклов не должно превышать 2000 при постоянстве давления в цикле в течение не более 2 ч.
2. При давлении свыше 1,5 МПа (15 кгс/см) применение колец с диаметром сечения более 3 мм не рекомендуется.
3. Нижний температурный предел сохранения герметизирующей способности уплотнителей пневмосистем для резин групп:
0 - минус 15 °С, 1 - минус 30 °С, 2; 3 - минус 40 °С, 4 - минус 30 °С.
4. В таблице указан полный установленный срок службы колец 2-й группы точности по ГОСТ 9833-73. Для колец 1-й группы точности полный установленный срок службы на 10% выше указанного.
5. Сроки службы при температуре 50, 70, 100 и 120 °С указаны как отдельные варианты и не суммируются.
Контроль срока службы колец осуществляется с измерением утечек воздуха, установленных в п.1.17 настоящего стандарта, по ГОСТ 27.410-83.
1.15. Допускается применять кольца круглого сечения в гидравлических устройствах, работающих в условиях, отличающихся от указанных в настоящем стандарте и приложении к ГОСТ 9833-73 по длине хода, скорости относительного перемещения, а также требованиями к шероховатости и твердости поверхностей, посадкам, размерам мест установки, заходным фаскам, размерам защитных колец и другим параметрам.
В этом случае установленный срок службы и -процентный ресурс (при
=80%) колец для конкретных изделий техники устанавливается изготовителем и потребителем по данным потребителя или определяется потребителем.
1.16. Степень герметичности уплотнения кольцом в гидравлических устройствах при возвратно-поступательном движении не должна превышать к концу выработки ресурса 0,5 см/м
. Негерметичность уплотнений кольцами в гидравлических устройствах при отсутствии движения поршня или штока не допускается.
Примечания:
1. Для колец из резины группы 3 при температуре ниже минус 50 °C степень герметичности не должна быть более 5 см/м
при движении и более 1,5 см
/с на 1 м длины окружности штока или цилиндра при отсутствии движения.
2. Фактическую степень герметичности () в см
/м
для жидких рабочих сред определяют по формуле
![]() ,
,
где - объем утечки рабочей среды за
циклов, см
;
- диаметр уплотняемой поверхности цилиндра или штока, м;
- путь трения за 1 цикл, м.
За цикл принимается перемещение на величину хода и возврат в исходное положение.
1.17. Степень герметичности уплотнения кольцом в пневматических устройствах при эксплуатации не должна превышать 1 см/с.
Негерметичность уплотнений кольцами в пневматических устройствах после сборки не допускается.
1.12-1.17. (Введены дополнительно, Изм. N 4).
2. ПРАВИЛА ПРИЕМКИ
2.1. Кольца должны подвергаться приемочному контролю и периодическим испытаниям.
При необходимости кольца подвергают типовым испытаниям в объемах, указанных в табл.3г, 3д и 3е, и контрольным испытаниям на надежность по ГОСТ 27.410-83.
2.2. На периодические испытания и приемочный контроль кольца предъявляют партиями. Партией считают кольца одного типоразмера, изготовленные из резин одной группы, количеством не более 10000 шт., сопровождаемые одним документом, содержащим:
наименование предприятия-изготовителя или его товарный знак;
условное обозначение колец;
номер партии и количество колец;
дату изготовления;
заключение службы технического контроля и представителя заказчика (в случае приемки им продукции) о соответствии колец требованиям настоящего стандарта.
2.3. Периодические испытания проводят не реже одного раза в месяц в соответствии с табл.3г. При этом также контролируются показатели надежности по ГОСТ 27.410-83 с периодичностью один раз в 2 года.
Таблица 3г
Контролируемый параметр | Вид и объем испытаний |
1. Изменение массы колец после воздействия смеси изооктана и толуола (п.1.3) | Выборочные. 0,1% от текущей партии, но не менее 5 шт. |
2. Твердость (п.1.4) | Выборочные. 0,1% от текущей партии, но не менее 5 шт. |
3. Относительная остаточная деформация колец при постоянном значении сжатия (п.1.10) | Выборочные. 0,1% от текущей партии, но не менее 3 шт. |
4. Физико-механические показатели резин (п.1.2) | Выборочные. Три закладки резиновой смеси (при изготовлении трех и менее закладок проверяют каждую закладку) |
Примечание. Номенклатуру колец, подвергающихся испытанию по п.3, определяют протоколом, согласованным между потребителем и изготовителем.
2.1-2.3. (Измененная редакция, Изм. N 4).
2.3.1. Контроль отклонений от геометрической формы сечения колец, смещение (п.1.6) производят не реже одного раза в месяц в объеме 0,1% от текущей партии, но не менее 5 шт.
(Введен дополнительно, Изм. N 4).
2.4. Приемочный контроль колец проводят в соответствии с табл.3д.
2.5. При получении неудовлетворительных результатов испытаний или контроля хотя бы по одному из показателей табл.3г, 3д (контроль ), 3е (пп.2.3; 4.1; 5.7)* и п.1.6 проводят повторные испытания или повторный контроль по этому показателю на удвоенном количестве образцов, взятых от той же закладки резины или партии колец.
Результаты повторного контроля по п.2.3.1 и табл.3е (п.6) являются окончательными и распространяются на всю партию.
Таблица 3д
Контролируемый параметр | Вид и объем испытаний |
1. Внешний вид колец (п.1.5) | Сплошной (каждое кольцо) |
2. Размеры колец: | Выборочный. |
контролируемые | 0,5% от текущей партии, но не менее 10 шт. |
обеспечиваемые инструментом | Периодический. При приемке новых или отремонтированных пресс-форм, а также не реже одного раза в год не менее двух отпрессовок с каждого гнезда пресс-формы |
При получении неудовлетворительных результатов при повторных выборочных испытаниях по какому-либо показателю табл.3г и 3е (пп.2.3; 5.7)* и повторном выборочном контроле по табл.3д и 3е (п.4.1)* испытания или контроль по этим показателям переводят в сплошные до получения удовлетворительных результатов не менее чем на трех закладках резины или трех партиях подряд.
_______________
* Номера пунктов соответствуют оригиналу. - .
2.4-2.5. (Измененная редакция, Изм. N 4).
2.6. При получении неудовлетворительных результатов при повторных периодических испытаниях по какому-либо показателю испытания по этому показателю переводят в приемо-сдаточные до получения неудовлетворительных* результатов не менее, чем на трех закладках резины или партиях колец подряд.
____________
* Вероятно ошибка оригинала. Следует читать "удовлетворительных". - .
(Измененная редакция, Изм. N 2).
2.7. Результаты выборочного контроля распространяются на всю партию.
2.8. Правила приемки колец заказчиком для нужд обороны - по ГОСТ 15.307-77 и табл.3е.
Таблица 3е
Наименование показателя | Объем контроля | Вид испытания | |
Приемо- сдаточные (предъяви- | Периоди- | ||
1. Внешний вид колец (п.1.5) | Сплошной, каждая партия | + | - |
2. Изменение массы кольца после воздействия смеси изооктана и толуола (п.1.3) | 0,1% от партии, но не менее 5 шт. | - | - |
3. Твердость (п.1.4) | 0,1% от партии, но не менее 5 шт. | - | + |
4. Размеры кольца (п.1.1а) | |||
4.1. Контролируемые ( | 0,5% от партии, но не менее 10 шт. | + | - |
4.2. Обеспечиваемые инструментом ( | При приемке новых или отремонтированных пресс-форм, а также не реже одного раза в год не менее двух отпрессовок с каждого гнезда пресс-формы | - | + |
5. Относительная остаточная деформация кольца при постоянном значении сжатия (п.1.10) | 0,1% от партии, но не менее 3 шт. | - | + |
6. Отклонения от геометрической формы сечения кольца, смещение (п.1.6) | 0,1% от текущей партии, но не менее 5 шт. | - | + |
7. Физико-механические показатели резины | 3 закладки резиновой смеси (при изготовлении трех и менее закладок проверяют каждую закладку) | - | + |
Примечания:
1. Знак " + " означает проводить испытания, "-" - не проводить.
2. Номенклатуру колец, подвергающихся испытаниям по п.5, определяют протоколом, согласованным между потребителем и изготовителем.
2.7-2.8. (Измененная редакция, Изм. N 4).
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Внешний вид колец следует проверять визуальным осмотром или сравнением с контрольными образцами, оформленными в установленном порядке с учетом требований пп.1.5 и 1.6.
3.2. Размеры колец следует контролировать универсальным или специальным измерительным инструментом, обеспечивающим заданную точность измерения, с учетом погрешности измерения по ГОСТ 8.051-81, при этом специальный измерительный инструмент должен быть аттестован в соответствии с ГОСТ 8.326-78.
Отклонение геометрической формы сечений колец и смещение по п.1.6 следует контролировать методом, указанным в приложении 5.
3.1-3.2. (Измененная редакция, Изм. N 4).
3.3. Изменение массы при воздействии среды определяют по ГОСТ 9.030-74.
(Измененная редакция, Изм. N 1).
3.4. Твердость колец (п.1.4) диаметром сечений от 5,8 до 8,5 мм проверяют по ГОСТ 263-75 и дополнению, указанному в обязательном приложении 1, диаметром сечений от 1,4 до 4,6 мм - по методике, приведенной в обязательном приложении 3.
(Измененная редакция, Изм. N 2).
3.5. Физико-механические показатели резин (п.1.2) проверяют по ГОСТ 269-66.
Условная прочность при растяжении - по ГОСТ 270-75 (образец толщиной (2,0±0,2) мм типа 1 - для резин групп 0, 1, 2, 3, 4, 7 и толщиной (1,0±0,2) мм типа 1 - для резин групп 5 и 6).
Относительное удлинение при разрыве - по ГОСТ 270-75.
Относительная остаточная деформация после разрыва - по ГОСТ 270-75.
Коэффициент морозостойкости - по ГОСТ 13808-79.
Изменение массы при воздействии среды - по ГОСТ 9.030-74.
Изменение относительного удлинения при старении - по ГОСТ 9.024-74.
Сопротивление истиранию - по ГОСТ 426-77.
Относительную остаточную деформацию при постоянном значении сжатия - по ГОСТ 9.029-74 (метод Б), сжатие (25±5)%.
Твердость по ИСО - по ГОСТ 20403-75.
Твердость по ГОСТ 263-75 с дополнением, указанным в приложении 1.
(Измененная редакция, Изм. N 1, 2, 3).
3.6. Относительную остаточную деформацию колец при постоянном сжатии определяют по методике, приведенной в обязательном приложении 4.
(Измененная редакция, Изм. N 1, 2).
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Кольца одного размера и одной группы резины укладывают в коробки или пакеты. К каждому месту прикрепляют ярлык с указанием:
товарного знака или наименования предприятия-изготовителя;
условного обозначения кольца;
даты изготовления (года, месяца);
количества колец.
(Измененная редакция, Изм. N 4).
4.2. (Исключен, Изм. N 1).
4.3. Кольца должны быть упакованы в ящики по ГОСТ 9396-88, ГОСТ 9395-82, ГОСТ 5959-80, ГОСТ 12301-81, выложенные влагонепроницаемой бумагой по ГОСТ 16295-82* или парафинированной бумагой по ГОСТ 9569-79.
_______________
* Действует ГОСТ 16295-93. - .
Масса ящика брутто не должна быть более 50 кг.
Допускается упаковка в один ящик колец разных партий, при этом кольца одного размера должны внутри ящика иметь свою упаковку.
Указанный вид упаковки изделий распространяется и на случаи контейнерных перевозок.
Допускается по согласованию изготовителя с потребителем другой вид упаковки, обеспечивающей сохранность колец при транспортировании.
(Измененная редакция, Изм. N 1).
4.4. Каждый ящик должен сопровождаться документом, подтверждающим соответствие колец требованиям настоящего стандарта и содержащим:
товарный знак или наименование предприятия-изготовителя;
условное обозначение кольца;
номер партии и число колец;
дату изготовления (год, месяц);
обозначение настоящего стандарта;
штамп технического контроля и представителя заказчика (в случае приемки им продукции).
(Измененная редакция, Изм. N 4).
4.4.1. На каждый ящик следует наносить маркировку по ГОСТ 14192-77*, содержащую дополнительные обозначения:
_______________
* Действует ГОСТ 14192-96. - .
товарный знак предприятия-изготовителя;
условное обозначение колец;
число колец в ящике;
дату изготовления.
4.4.2. Кольца в упаковке транспортируют транспортом любого вида в крытых транспортных средствах при условии соблюдения правил перевозки, предусмотренных для транспорта данного вида.
4.4.1, 4.4.2. (Введены дополнительно, Изм. N 3).
4.5. Кольца должны храниться в закрытом помещении при температуре от 0 до 25 °С, находиться на расстоянии не менее 1 м от отопительных приборов и не подвергаться воздействию солнечных лучей и веществ, разрушающих резину.
Допускается хранение упакованных колец под навесом и в неотапливаемых складах, а также их транспортирование при температуре от минус 50 °С до плюс 50 °С, в том числе хранение при температуре от 26 °С до 50 °С, в течение не более 60 суток в пределах гарантийного срока хранения.
При этом запрещается подвергать их какой-либо деформации.
После хранения при отрицательной температуре детали перед монтажом должны быть выдержаны при температуре (20±5) °С не менее 24 ч или при температуре (50±2) °С не менее 2 ч.
(Измененная редакция, Изм. N 1, 2, 4).
5. ГАРАНТИИ ПРЕДПРИЯТИЯ-ИЗГОТОВИТЕЛЯ
5.1. Изготовитель гарантирует соответствие колец требованиям настоящего стандарта при соблюдении условий эксплуатации, хранения, транспортирования и монтажа, установленных в настоящем стандарте.
5.2. Гарантийный срок эксплуатации колец для автомобилей, тракторов, дорожных и сельскохозяйственных машин должен быть равным гарантийному сроку эксплуатации узлов и агрегатов, для которых они предназначены.
Гарантийный срок эксплуатации колец для неподвижных соединений и соединений с возвратно-поступательным движением других гидравлических узлов и агрегатов - 2 года со дня ввода в эксплуатацию, но не более полного установленного срока службы (см. табл.3а) при гарантийной наработке 3 км в условиях возвратно-поступательного движения, а гарантийный срок эксплуатации колец для неподвижных соединений пневматических устройств - 2 года со дня ввода в эксплуатацию, но не более полного установленного срока службы (см. табл.3г), при воздействии циклического давления от 0,63 до 10 МПа гарантийное количество циклов составляет 600.
Днем ввода колец в эксплуатацию считается день установки колец в сборочные единицы.
5.1, 5.2. (Измененная редакция, Изм. N 4).
5.3. Гарантийные сроки для условий эксплуатации, не указанных в п.5.2, устанавливают по согласованию потребителя с изготовителем.
5.4. Гарантийный срок хранения колец - 3 года со дня изготовления, при соблюдении условий п.4.5.
(Измененная редакция, Изм. N 1, 2, 4).
ПРИЛОЖЕНИЕ 1
Обязательное
ДОПОЛНЕНИЕ К МЕТОДУ ОПРЕДЕЛЕНИЯ ТВЕРДОСТИ РЕЗИН И КОЛЕЦ
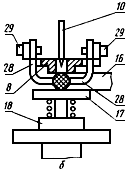
1. Образец стандартного размера или кольцо испытывают на приборе ШОР А с приспособлением с грузом массой 1 кг.
Допускается испытывать резиновые образцы на приборе ШОР А без приспособления.
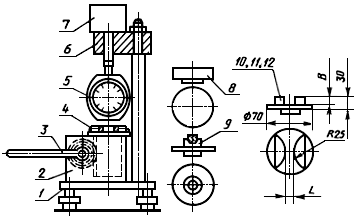
1 - основание прибора; 2 - редуктор; 3 - рукоятка; 4 - установочная шайба;
5 - твердомер (съемный); 6 - кронштейн; 7 - груз; 8, 9 - площадки для установки прибора;
10, 11, 12 - сменные площадки для установки колец различных сечений.
(Измененная редакция, Изм. N 2, 3, 4).
2. Форма и размеры площадок 10, 11 и 12 должны соответствовать указанным на чертеже и в таблице.
Номер площадки |
| |
10 | 5,8 | 5 |
11 | 7,5 | 6,5 |
12 | 8,5 | 7,5 |
(Измененная редакция, Изм. N 4).
3. Правильность установки твердомера 5 в приспособлении проверяют по гладкой металлической площадке 8. При помощи рукоятки 3 площадку поднимают до тех пор, пока начнет подниматься груз 7. При этом площадка до начала подъема груза должна соприкасаться с поверхностью пластинки твердомера и шайбы. Стрелка в это время должна стоять на шкале против деления 100±1.
(Измененная редакция, Изм. N 2).
4. Центрирование прибора производят по площадке 9. Передвижением установочной шайбы 4 с поворотом кронштейна добиваются, чтобы при нажиме на рукоятку игла твердомера совпала с отверстием в площадке 9. Шайбы и кронштейн закрепляются в этом положении.
5. Стандартный образец помещают на площадку 8, а кольцо в зависимости от сечения - на площадку 10, 11 или 12 и медленным нажимом рукоятки поднимают площадку с кольцом до начала подъема груза.
Измеряют глубину погружения иглы, отсчитывая показания стрелки твердомера в условных делениях шкалы.
6. Перед испытанием кольца выдерживают не менее 3 ч при температуре (25±5) °С. Испытание проводят в помещении при той же температуре.
(Введен дополнительно, Изм. N 4).
ПРИЛОЖЕНИЕ 2
Рекомендуемое
МАРКИ РЕЗИН, ПРИМЕНЯЕМЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕЦ КРУГЛОГО СЕЧЕНИЯ
Группа резины | Марка резины | Плотность, кг/м |
0 | КР-360-3 | 1310 |
1 | 7-9831 | 1180 |
2 | 7-В-14 | 1280 |
3 | 7-В-14-1 | 1280 |
4 | 7-ИРП-1078А | 1410; 1240 |
7-ИРП-1269 | ||
5 (1 подгруппа) | ИРП-1314 | 1810 |
(2 подгруппа) | ИРП-1225А | 2120 |
6 | ИРП-1287 | |
ИРП-1345 | 2100; 1810 | |
7 | ИРП-1401 | 1260 |
8 | 51-3029 | 1330 |
Примечание. Допускается применение для условий работы колец, не предусмотренных ГОСТ 18829-73, резин других марок по согласованию изготовителя с потребителем и головной организацией министерства-изготовителя.
(Измененная редакция, Изм. N 4).
ПРИЛОЖЕНИЕ 3
Обязательное
МЕТОД ОПРЕДЕЛЕНИЯ ТВЕРДОСТИ КОЛЕЦ
КРУГЛОГО СЕЧЕНИЯ НА МИКРОТВЕРДОМЕРЕ 2034 ТМР
Сущность метода заключается в проникновении индентора в испытуемый образец и измерении глубины его погружения.
1. Аппаратура
1.1. Твердость определяют на микротвердомере 2034 ТМР, соответствующем требованиям ГОСТ 20403-75, схема которого показана на черт.1а.
Примечания:
1. Допускается определять твердость колец с диаметром сечения от 1,4 до 4,6 мм включительно на микротвердомере 2172 ТМР в соответствии с техническим описанием, прилагаемым к прибору.
2. Допускается проводить измерения на микротвердомере фирмы "Wallace", Англия.
(Измененная редакция, Изм. N 3, 4).
2. Образцы для испытаний
2.1. Испытания на твердость проводят на кольцах диаметром сечения от 1,4 до 4,6 мм.
3. Подготовка к испытаниям
3.1. Испытанию подвергают кольца не ранее, чем через 16 ч и не позднее трех месяцев после вулканизации.
3.2. Перед испытанием кольца выдерживают в течение не менее 3 ч в помещении при температуре (23±2) °С. Испытание проводят в помещении при той же температуре.
3.3. Испытательную головку 12 (черт.а) освобождают из фиксации поворотом рукоятки 13 на 90-180° против часовой стрелки, вращением гайки 11 поднимают ее в верхнее положение. Снимают с прибора квадратный стол, ослабив винт 5, на его место устанавливают круглый пружинный стол 17 с прижимной лапкой 8 и затягивают винт 5. Отворачивают и снимают втулку, установленную на испытательной головке. После ее снятия весь индентор становится виден.
3.4. Вилку прибора включают в сеть напряжением 220 В. Устанавливают тумблер 22 в положение "Сеть", при этом загорается лампочка 23, прогревают пульт 10-15 мин. Шкалу индикатора 4 вращением ручки 1 устанавливают в нулевое положение. При легком прикосновении к индентору 10 стрелка индикатора 4 должна смещаться с нулевого положения и вновь возвращаться после прекращения контакта с индентором. Если в процессе работы в течение дня стрелка смещается с нуля, ее возвращают в это положение вращением ручкой 1.
3.5. Соосность отверстия в прижимной лапке с индентором достигается поворотом стойки 7, имеющей эксцентриситет, и горизонтального смещения лапки относительно стойки. Для этого ослабляют винт 6 и гайку 9, проводят необходимую регулировку и вновь затягивают винт и гайку после достижения соосности. Проверку соосности осуществляют, отжав вниз рукой пружинный стол и осторожно опуская гайкой 11 испытательную головку до тех пор, пока индентор не покажется с нижней стороны прижимной лапки. При правильном установлении соосности в процессе опускания индентора стрелка индикатора 4 не должна смещаться с нулевого положения. Допускается подрагивание стрелки. Соосность индентора и отверстия в прижимной лапке можно визуально оценить при помощи зеркала, помещенного на пружинный стол. После установления соосности поднимают испытательную головку.
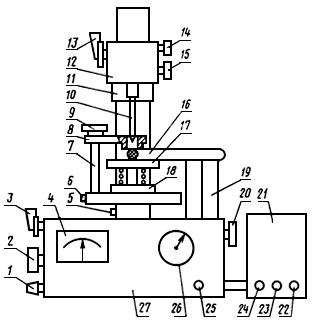
3.6. Устанавливают индентор в рабочее положение. Для этого гайкой 18 поджимают пружинный стол вверх до упора, так чтобы при нажатии на него пальцем он не опускался. Ручку 2 поворачивают по часовой стрелке до упора, а затем против часовой стрелки на три оборота стрелки индикатора 26. Поворотом рукоятки 13 против часовой стрелки на 90-180° при помощи гайки 11, затем рукоятки 15 опускают испытательную головку так, чтобы индентор вошел в отверстие в прижимной лапке и коснулся поверхности пружинного стола. Эту операцию необходимо проводить тщательно, медленно опуская индентор рукояткой 15 во избежание его поломки. Момент касания определяют по отклонению стрелки индикатора 4, которая должна отклоняться от нуля, но не выходить за пределы шкалы. Зафиксировать положение испытательной головки рукояткой 13. Если при этом стрелка индикатора 4 сместится, вернуть ее в предыдущее положение рукояткой 15. Поворотом ручки 2 возвращают стрелку индикатора 4 в нулевое положение. Гайку 18 отворачивают вниз до упора. Поворотом маховика 20 устанавливают индикатор 26 между двумя радиальными рисками, нанесенными на основание прибора. Затем ручкой 2 устанавливают маленькую стрелку индикатора 26 в диапазоне от 2 до 3, выделенном на индикаторе черным.
(Измененная редакция, Изм. N 3).
3.7. Допускается проводить испытания на квадратном столе. Для этого вместо круглого пружинного стола устанавливают квадратный стол и на испытательную головку наворачивают втулку, в которой установлена лапка, прижимающая испытуемое кольцо к поверхности стола. Последовательность проведения испытания изложена в техническом описании прибора.
4. Проведение испытания
Испытание проводят в ручном или автоматическом режиме.
4.1. Определение твердости колец в ручном режиме
4.1.1. Устанавливают рукоятку 3 и тумблер 24 в положение "Ручн." (черт.а).
4.1.2. Отжимая левой рукой пружинный стол, правой рукой устанавливают на него испытуемое кольцо 16 так, чтобы вершина испытуемого кольца находилась под осью индентора. При смещении стрелки индикатора 4 с нуля корректировку нулевого положения проводить не следует.
Кольцо должно плотно прилегать к поверхности пружинного стола. Между поверхностью стола и кольцом не должно быть зазора в зоне, расположенной по оси индентора. Зазор можно устранить, расположив неуместившуюся на столе часть кольца на дополнительную опорную поверхность так, чтобы все кольцо находилось в одной плоскости с поверхностью стола. В качестве дополнительной опорной поверхности можно использовать металлический или деревянный брусок 19, установленный на поверхности основания 27 прибора.
Для устранения зазора допускается проводить испытание на отрезанном от испытуемого кольца участке.
4.1.3. Допускается работать с приспособлением, автоматически центрирующим вершину кольца относительно оси индентора (черт.б), диаметром сечения кольца больше диаметра прижима 28. Отвернув гайку 9, снимают прижимную лапку, на ее место устанавливают приспособление и затягивают гайку 9 (черт.а). Регулирование соосности отверстия в прижимной лапке приспособления и индентора проводят по п.3.5 настоящего приложения. Гайками 29 (черт.б) прижимы устанавливают относительно испытуемого кольца так, чтобы торцевые поверхности обоих прижимов касались кольца по его диаметру. Затем кольцо снимают, прижимы сводят до упора, при этом ось индентора должна находиться в плоскости соприкосновения прижимов. При необходимости положение прижимов регулируют поворотом зубчатых колес приспособления относительно осей их вращения.
Отжимая левой рукой пружинный стол, правой рукой устанавливают на него кольца так, чтобы верхняя точка кольца находилась под отверстием в прижимной лапке. Прижимы сводят до соприкосновения с кольцом, при этом прижимы центрируют его.
4.1.4. Если кольцо не касается прижимной лапки, то гайкой 18 поднимают стол до тех пор, пока образец не коснется прижимной лапки. После этого поворачивают гайку 18 еще на один оборот в том же направлении. Если кольцо касается прижимной лапки, гайку 18 поворачивают на один оборот, дополнительно прижимая кольцо к лапке.
4.1.5. Прикладывают предварительную нагрузку, подняв рукоятку 14 (черт.а) в вертикальное положение. Устанавливают стрелку индикатора 4 на нуль вращением ручки 2. Затем маховиком большую стрелку индикатора 26 устанавливают на отметку "100".
4.1.6. Прикладывают основную нагрузку, повернув рукоятку 14 в заднее горизонтальное положение до упора. При этом стрелка индикатора 4 сместится с нуля. Стрелку индикатора 4 возвращают на нуль вращением ручки 2 и поддерживают его на нуле в течение 30 с ручкой 2.
(Измененная редакция, Изм. N 3).
4.1.7. По истечении 30 с действия общей нагрузки загорается лампа 25, после чего считают показания по большей шкале индикатора 26.
4.1.8. Снимают общую нагрузку, повернув рукоятку 14 в переднее горизонтальное положение до упора. Вращают ручку 2 против часовой стрелки до тех пор, пока стрелка индикатора 26 не пройдет отметку "100" на несколько делений.
4.1.9. Отжимая вниз рукой пружинный стол, поворачивают кольцо для измерения в другой точке.
4.2. Определение твердости колец в автоматическом режиме
4.2.1. Устанавливают нуль по шкале индикатора 4 по п.3.4 и индентор в рабочее положение по п.3.6.
4.2.2. Устанавливают тумблер 24 и рукоятку 3 в положение "Авт.".
4.2.3. Устанавливают кольцо 16 на пружинный стол по п.4.1.2.
4.2.4. Прикладывают предварительную нагрузку, подняв рукоятку 14 в верхнее вертикальное положение. Электродвигатель автоматически устанавливает нуль на индикаторе 4. Устанавливают маховиком стрелку индикатора 26 на отметку "100".
4.2.5. Прикладывают рукояткой 14 основную нагрузку. После этого электродвигатель автоматически поддерживает стрелку индикатора 4 в нулевом положении.
4.2.6. Через 30 с загорается лампа 25, после чего записывают показание по большей шкале индикатора 26.
4.2.7. Снимают общую нагрузку, повернув рукоятку 14 в переднее горизонтальное положение до упора. При этом электродвигатель автоматически возвращает стрелку индикатора 4 в нулевое положение.
4.2.8.Отжимая вниз рукой пружинный стол, поворачивают кольцо для измерения в другой точке.
4.3. Проводят по одному измерению не менее чем в трех точках, находящихся в разных местах кольца.
5. Обработка результатов
5.1. За результат испытания кольца принимают округленное до целого числа среднее арифметическое значение твердости в IRHD результатов всех измерений, проведенных на этом кольце.
5.2. Результаты, полученные при испытании в ручном и автоматическом режимах, с ручным и автоматическим центрированием кольца, на круглом пружинном и квадратном столах, на приборе 2034 ТМР и приборе фирмы "Wallace" сопоставимы.
5.3. Результаты испытаний заносят в протокол, который должен содержать:
дату испытания;
шифр резины и типоразмер кольца;
режим и дату вулканизации;
значение твердости IRHD для всех измерений каждого кольца;
среднее арифметическое значение твердости каждого кольца;
номер настоящего стандарта;
подпись лица, проводившего испытание.
ПРИЛОЖЕНИЕ 4
Обязательное
МЕТОД ИСПЫТАНИЯ КОЛЕЦ НА СТОЙКОСТЬ
К СТАРЕНИЮ ПОД ДЕЙСТВИЕМ СТАТИЧЕСКОЙ ДЕФОРМАЦИИ СЖАТИЯ
Метод распространяется на кольца диаметром сечения не менее 1,9 мм и устанавливает порядок проведения испытаний колец на стойкость к старению под действием статической деформации сжатия.
Сущность метода заключается в том, что образцы в виде колец или их отрезков подвергают воздействию статической деформации сжатия и по относительной остаточной деформации определяют способность колец сохранять эластические свойства после выдержки образцов в сжатом состоянии при заданных условиях.
1. Отбор образцов
1.1. Образцы для испытаний представляют собой кольца размером наружного диаметра до 30 мм или отрезки колец длиной не менее 45 мм (для колец с наружным диаметром более 30 мм).
1.2. Образцы испытывают не ранее чем через 16 ч и не позднее чем через 30 суток после вулканизации.
1.3. Образцы перед испытанием выдерживают в течение не менее 3 ч при температуре (23±2) °С.
1.4. Число образцов для испытаний должно быть не менее трех - при испытании колец и не менее шести - при испытании отрезков колец (не менее двух отрезков от каждого кольца).
2. Аппаратура и приспособления
2.1. Струбцины, представляющие собой две или несколько параллельных пластин, соединенных болтами.
Пластины должны быть стальными хромированными или из нержавеющей стали.
Толщина пластин должна быть не менее 10 мм, расстояние между болтами - не более 125 мм.
Струбцины должны обеспечивать деформацию сжатия (25±5)%, что достигается ограничителями, изготовленными из того же материала, что и струбцины, высотой, обеспечивающей необходимую степень сжатия. Допуски на высоту ограничителя - ±0,01 мм.
Схема струбцины с образцами приведена на чертеже.
2.2. Термостат для выдержки образцов при повышенной температуре по ГОСТ 9.024-74.
Допускается применять термостаты для испытаний без обмена воздуха, кроме испытания колец, изготовленных на основе силиконовых каучуков.
2.3. Толщиномер ТР-10 - по ГОСТ 11358-89.
Схема струбцины с образцами
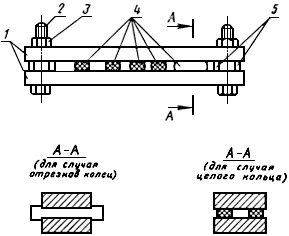
1 - металлические пластины; 2 - болт; 3 - гайка; 4 - образцы (отрезки колец или кольца);
5 - ограничители.
3. Проведение испытаний
3.1. Измеряют высоту сечения образцов не менее чем в трех точках, записывая среднее показание индикатора толщиномера в миллиметрах до сотых долей миллиметра.
На отрезках колец измерения проводят на расстоянии не менее чем 5 мм от края образца.
3.2. Помещают образцы и ограничители между пластинами струбцины и подвергают образцы деформации сжатия, затягивая болты до соприкосновения пластин с ограничителями. При этом образцы не должны соприкасаться с ограничителями и друг с другом.
3.3. Струбцины с образцами не позднее чем через 1 ч после сжатия помещают в термостат, нагретый до заданной температуры.
Отсчет времени выдержки начинают с момента помещения струбцины в нагретый до заданной температуры термостат.
3.4. Струбцины с образцами после извлечения из термостата сразу же разбирают и вынимают из них образцы. Образцы помещают на теплоизолирующую деревянную или асбестовую плиту и оставляют в свободном состоянии на "отдых" в течение (30±3) мин, после чего измеряют высоту сечения образца, как указано в п.3.1.
4. Обработка результатов
4.1. Относительную остаточную деформацию , %, вычисляют по формуле
![]() ,
,
где - исходная высота сечения образца, мм;
- высота сечения сжатого образца, равная высоте ограничителя, мм;
- высота сечения образца после "отдыха", мм.
4.2. За результат испытаний принимают значение, равное сумме среднего арифметического показателей испытаний и верхней границы доверительного интервала при доверительной вероятности =0,95, которое вычисляют по ГОСТ 269-66.
(Измененная редакция, Изм. N 4).
4.3. Сопоставимыми считают результаты испытаний, полученные на одном типе аппаратуры и при одинаковых форме, размерах, способе изготовления, режиме выдержки образцов (температуре, продолжительности).
4.4. Результат испытаний записывают в протокол, форма которого приведена в ГОСТ 9.029-74.
Приложения 3 и 4. (Введены дополнительно, Изм. N 2).
ПРИЛОЖЕНИЕ 5
Обязательное
МЕТОД КОНТРОЛЯ ОТКЛОНЕНИЙ ОТ ГЕОМЕТРИЧЕСКОЙ
ФОРМЫ СЕЧЕНИЙ КОЛЕЦ И СМЕЩЕНИЯ
Сущность метода заключается в сравнении профиля (увеличенного среза сечения) кольца с чертежом сечения кольца (шаблоном), выполненным в соответствующих масштабах.
Масштаб увеличения профиля и шаблона следует устанавливать от 10 до 50 в зависимости от диаметра сечения кольца.
1. Подготовка среза сечения кольца
1.1. Срезы следует выполнять рассечением кольца по осям симметрии в двух взаимноперпендикулярных направлениях и перпендикулярно плоскости расположения кольца.
От каждого из четырех элементов кольца отрезают параллельно торцевой поверхности не менее одного среза образца толщиной не более 0,5 мм для колец с диаметром сечений до 5,8 мм включительно и не более 1,0 мм для колец с диаметром сечения свыше 5,8 мм.
2. Подготовка профиля сечения кольца
2.1. Профиль сечения кольца следует вычерчивать по тени среза кольца, увеличенного на проекторе по ГОСТ 19795-82.
Допускается применять другие средства измерений с соответствующим диапазоном измерений и погрешностью не более 0,01 мм.
2.2. Профиль кольца вычерчивают от руки на бумажной натуральной кальке по ГОСТ 20363-88 карандашом сплошной линией толщиной не более 0,4 мм.
Допускаемое отклонение линий профиля от истинного изображения (тени) увеличенного сечения кольца должно быть не более ±0,5 мм.
3. Подготовка шаблона
3.1. Шаблон должен быть выполнен тушью в соответствующем масштабе сплошными линиями толщиной не более 0,3 мм по ГОСТ 2.303-68 на бумажной кальке по ГОСТ 892-89 и состоять из двух окружностей, совмещенных по осям симметрии, и выполненных с соблюдением максимальных и минимальных размеров.
4. Правила проверки профиля сечения кольца
4.1. Профиль сечения кольца проверяют наложением на шаблон.
4.2. Профиль сечения кольца должен находиться между максимальной и минимальной окружностями шаблона.
4.3. В случае несоответствия элементов профиля сечения кольца шаблону изделие бракуют.
5. Правила проверки смещения
5.1. Смещение контролируют на срезе или профиле сечения кольца с применением средств измерений в соответствии с п.3.2 настоящего стандарта.
5.2. Результаты измерения смещения сравнивают с допускаемыми отклонениями по п.1.6 настоящего стандарта. Если результаты измерений не превышают допускаемых значений, изделие считают годным.
Текст документа сверен по:
М.: Издательство стандартов, 1990
