ГОСТ ISO 3459-2024
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Трубопроводы из пластмасс
МЕХАНИЧЕСКИЕ СОЕДИНЕНИЯ МЕЖДУ ФИТИНГАМИ И НАПОРНЫМИ ТРУБАМИ
Метод испытания на герметичность под отрицательным давлением
Plastic piping systems. Mechanical joints between fittings and pressure pipes. Test method for leak tightness under negative pressure
МКС 23.040.60
Дата введения 2025-06-01
с правом досрочного применения
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Группа ПОЛИПЛАСТИК" (ООО "Группа ПОЛИПЛАСТИК") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 апреля 2024 г. № 172-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узбекское агентство по техническому регулированию |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 13 июня 2024 г. № 776-ст межгосударственный стандарт ГОСТ ISO 3459-2024 введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2025 г. с правом досрочного применения
5 Настоящий стандарт идентичен* международному стандарту ISO 3459:2022* "Трубопроводы из пластмасс. Механические соединения между фитингами и напорными трубами. Метод испытания на герметичность под отрицательным давлением" ("Plastics piping systems - Mechanical joints between fittings and pressure pipes - Test method for leak tightness under negative pressure", IDT).
Международный стандарт разработан подкомитетом SC 5 "Общие свойства труб, фитингов и арматуры из пластмасс и их комплектующих. Методы испытаний и основные технические требования" Технического комитета по стандартизации TC 138 "Пластмассовые трубы, фитинги и арматура для транспортирования жидких и газообразных сред" Международной организации по стандартизации (ISO)
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
Предупреждение! Лица, использующие настоящий стандарт, должны быть знакомы с обычной лабораторной практикой. Настоящий стандарт может включать положения, предусматривающие использование опасных материалов, операций и оборудования. Настоящий стандарт не ставит целью решение всех связанных с его использованием проблем безопасности, если такие имеют место. Пользователь настоящего стандарта обязан предусмотреть соответствующие меры безопасности и защиты здоровья и определить возможность использования регулирующих ограничений до его применения.
1 Область применения
Настоящий стандарт устанавливает метод испытания на герметичность узлов соединений механических фитингов и пластмассовых напорных труб диаметром до 63 мм включительно. Испытание проводят независимо от типа и материала фитинга, используемого для соединения пластмассовых труб.
Данный метод не применяют для узлов сварных соединений.
2 Нормативные ссылки
В настоящем стандарте нормативные ссылки отсутствуют.
3 Термины и определения
В настоящем стандарте термины и определения отсутствуют.
4 Принцип
Проверку герметичности узла соединения в сборе проводят путем создания внешнего давления, превышающего давление внутри трубы.
При проведении испытаний в условиях, когда внешнее гидравлическое давление превышает атмосферное давление внутри трубы, применяют методику А.
При проведении испытаний в условиях, когда внутри участка трубы создается вакуум, а снаружи трубы действует атмосферное давление применяют методику B.
5 Параметры и требования к испытаниям
Параметры и дополнительные требования к испытаниям должны быть установлены в стандарте на изделие, который ссылается на настоящий стандарт. Если в стандарте на изделие не указан один или несколько параметров, то применяют параметры, приведенные в приложении A.
В стандарте на изделие, имеющем ссылку на настоящий стандарт, должны быть указаны следующие параметры:
a) среда испытания;
b) испытательное давление (бар или МПа);
c) продолжительность испытания (ч);
d) температура испытания (°С);
e) свободная длина (мм).
6 Оборудование
6.1 Оборудование для испытаний по методу А
6.1.1 Типовое оборудование для проведения испытаний по методу А приведено на рисунке 1.
6.1.2 Закрытый резервуар, пригодный для установки образца для испытания и работы при соответствующем испытательном давлении. Концы образца для испытания должны выходить из стенок резервуара таким образом, чтобы внутренняя часть трубы сообщалась с атмосферой, а соединяемые трубы были соосны. Оборудование в сборе с образцом для испытания должно обеспечивать обнаружение любых протечек в образце при проведении испытаний.
 |
________________
Рисунок 1 - Типовая схема узла сборки по методу А
________________
6.1.4 Прибор для измерения давления, контролирующий соответствие испытательного давления.
6.1.5 Прибор регулирования температуры, способный поддерживать заданную температуру воды, T, с точностью ±2°С.
6.2 Оборудование для испытаний по методу B
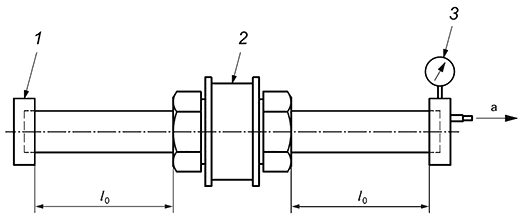
6.2.1 Типовое оборудование для проведения испытания по методу B приведено на рисунке 2.
6.2.2 Источник давления (насос), способный создавать в образце для испытания давление (вакуум), согласно стандарту на изделие.
6.2.3 Прибор для измерения давления (вакуума), способный измерять давление в образце для испытания с точностью ±0,01 бар.
6.2.4 Запорный клапан, предназначенный для отключения образца для испытания от источника давления.
6.2.5 Термометр(ы), контролирующий(е) соответствие температуры испытания.
6.2.6 Торцевая заглушка, соответствующего размера для герметизации свободного конца образца для испытания, не оказывающая осевой нагрузки на узел соединения.
 |
________________
Рисунок 2 - Узел сборки образца для испытания
7 Образцы для испытаний
Испытуемый узел соединения должен состоять из одного или нескольких фитингов и двух или более образцов пластмассовых напорных труб, размер и характеристики которых соответствуют фитингу. Испытания труб и фитингов следует проводить не ранее, чем через 24 ч после их изготовления. При необходимости изготовитель может сократить срок до проведения испытания. При разногласии испытание проводят не ранее чем через 24 ч.
При проведении испытания по методу B образец для испытания следует подсоединять к источнику создания давления (насосу) через линию с отсечным клапаном. Прибор для измерения давления следует подсоединять на участке между отсечным клапаном и образцом для испытания.
Сборку узла соединения проводят в соответствии с инструкциями изготовителя.
8 Метод A: внешнее давление
8.1 Образец для испытания помещают в резервуар. Резервуар заполняется водой с заданной температурой испытания, при этом температура испытания должна поддерживаться с точностью ±2°С. Минимальное время кондиционирования составляет не менее 20 мин.
8.2 С внутренней поверхности образца для испытания удаляют весь конденсат. Образец для испытания выдерживают 10 мин в воде, чтобы убедиться, что внутренняя поверхность образца для испытания полностью сухая.
9 Метод B: вакуум
9.1 Минимальное время кондиционирования образца для испытания составляет не менее 20 мин.
9.2 Заданную температуру испытания в процессе испытания поддерживают с точностью ±2°С.
9.3 Откачивают воздух из образца для испытания (создают вакуум), пока не будет достигнуто давление, установленное в стандарте на изделие. Записывают время достижения испытательного давления и закрывают отсечной клапан.
10 Протокол испытания
Протокол испытания должен содержать следующую информацию:
a) обозначение настоящего стандарта и стандарта на изделие;
b) номинальное давление или S-серии элементов системы [например, фитинг(и), труба], составляющие испытуемый(ые) узел(ы) соединения(й);
c) информацию, необходимую для идентификации образцов для испытания, включая номинальный размер труб и фитингов, используемых при производстве образцов для испытания, тип материала и код изготовителя;
d) метод испытания (A или B);
e) продолжительность испытания;
f) испытательное давление;
g) температуру испытания;
h) информацию о герметичности соединения (герметичное/не герметичное), включая данные о давлении, при котором возникает протечка (при необходимости);
i) любые факторы, которые могли повлиять на результаты, такие как происшествия или технические детали, не указанные в настоящем стандарте;
j) наблюдения, не описанные в настоящем стандарте;
k) дату проведения испытания.
Приложение А
(обязательное)
Параметры испытаний
Параметры испытаний, приведенные в таблице А.1, применяют при отсутствии указаний в соответствующих стандартах на изделие.
Таблица А.1 - Параметры испытаний
Среда испытания | Продолжительность | Температура | Разница давлений* | |
Метод A | Метод B | испытания | испытания | при испытании ( и ) |
* Разница давлений - разность давления внутри образца и давления снаружи образца (атмосферное давление). | ||||
Вода снаружи, воздух (атмосферное давление) внутри | Воздух | 1 ч [при низкой разнице давлений ( )], и затем 1 ч [при высокой разнице давлений ( )] | (20±5)°С | мбар ( ) (800 ±50) мбар ( )** |
** При проведении испытаний по методу B разницу давлений задают без предварительного откачивания воздуха (-100 мбар), доводя разницу давлений до значения (-800 мбар). | ||||
Примечание - 1 бар=0,1 МПа=105 Па; 1 МПа=1 Н/мм . | ||||
УДК 678.5-462:620.162.4:006.354 | МКС 23.040.60 | IDT |
Ключевые слова: трубопроводы из пластмасс, фитинги, напорные трубы, метод испытания, герметичность, отрицательное давление | ||
