ГОСТ ISO 13955-2023
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ И ФИТИНГИ ИЗ ПЛАСТМАСС
Испытание на отслаивание при сплющивании полиэтиленовых (ПЭ) узлов сварных соединений с закладными нагревателями
Plastics pipes and fittings. Crushing decohesion test for polyethylene electrofusion assemblies
МКС 23.040.60
Дата введения 2024-12-01
с правом досрочного применения
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Обществом с ограниченной ответственностью "Группа ПОЛИПЛАСТИК" (ООО "Группа ПОЛИПЛАСТИК") на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 28 июля 2023 г. N 163-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС № 4-2024).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 7 сентября 2023 г. N 817-ст межгосударственный стандарт ГОСТ ISO 13955-2023 введен в действие в качестве национального стандарта Российской Федерации с 1 декабря 2024 г. с правом досрочного применения
5 Настоящий стандарт идентичен международному стандарту ISO 13955:1997* "Трубы и фитинги из пластмасс. Испытание на отслаивание при сплющивании полиэтиленовых (ПЭ) узлов сварных соединений с закладными нагревателями" ["Plastics pipes and fittings - Crushing decohesion test for polyethylene (PE) electrofusion assemblies", IDT], включая изменение Amd 1:2020.
Международный стандарт разработан подкомитетом SC 5 "Общие свойства труб, фитингов и арматуры из пластмасс и их комплектующих. Методы испытаний и основные технические требования" Технического комитета по стандартизации ISO/TC 138 "Пластмассовые трубы, фитинги и арматура для транспортирования жидких и газообразных сред" Международной организации по стандартизации (ISO).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
ВНЕСЕНА поправка, опубликованная в ИУС № 4, 2024 год
1 Область применения
Настоящий стандарт устанавливает метод испытания при сплющивании для определения стойкости к отслаиванию узлов сварных соединений с закладными нагревателями полиэтиленовых (ПЭ) труб с муфтами или седловыми отводами, предназначенных для транспортирования жидких и газообразных сред. Метод применяют для узлов сварных соединений с трубами номинального наружного диаметра от 16 по 225 мм.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующий стандарт [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
ISO 11413, Plastics pipes and fittings - Preparation of test piece assemblies between a polyethylene (PE) pipe and an electrofusion fitting (Трубы и фитинги пластмассовые. Подготовка контрольного образца сварного соединения полиэтиленовой трубы и фитинга с закладными нагревателями)
3 Принцип
Целью испытания является оценка сплавления узла сварного соединения полиэтиленовой трубы с муфтой или с седловым отводом с закладными нагревателями путем сплющивания образца для испытания. Испытание проводят при температуре (23±2)°C.
Стойкость к отслаиванию узла сварного соединения характеризуют типом разрушения по поверхности сплавления и процентом отслаивания. При оценке учитывают внешний вид и место разрушения узла сварного соединения.
4 Оборудование
Оборудование должно включать в себя нижеприведенное.
4.1 Машина для испытания на сжатие, обеспечивающая постоянную скорость сжатия 100 мм/мин ±10%.
4.2 Рычаг, например отвертку.
4.3 Упоры для установления минимального расстояния между пластинами машины для испытания на сжатие до двойной толщины стенки трубы.
5 Образцы для испытаний
5.1 Отбор образцов для испытаний
Образцы для испытаний (см. 5.2 и 5.3) изготавливают из труб и/или фитингов, полученных путем отбора образцов, как указано в стандарте на продукцию.
5.2 Подготовка образцов
5.2.1 Общие положения
Каждый образец для испытания должен состоять из сектора, вырезанного из узла сварного соединения, содержащего одну или несколько полиэтиленовых труб и полиэтиленовую муфту или седловой отвод. Подготовку узлов сварных соединений проводят в соответствии с ISO 11413.
Образцы для испытаний узлов сварных соединений труб и муфт изготовляют в соответствии с 5.2.2.
Образцы для испытаний узлов сварных соединений с седловыми отводами изготовляют в соответствии с 5.2.3.
5.2.2 Муфты с закладными нагревателями
Узел сварного соединения разрезают на секторы согласно таблице 1 (см. также рисунок 1).
Таблица 1
Номинальный наружный диаметр трубы | Количество секторов (см. рисунок 1) | Угол | Минимальная длина трубы с каждой стороны фитинга |
16 90 | 2 | 180° | 2 или 100 мм |
90 225 | 4 | 90° | 2 |
 |
Рисунок 1 - Подготовка образца для испытания
5.2.3 Седловые отводы с закладными нагревателями
Разрезают узел сварного соединения вдоль плоскости, проходящей через ось трубы. Эта плоскость должна быть перпендикулярной к плоскости, определяемой осью трубы и центральной линией Т-образного или седлового отвода в соответствии с рисунком 2.
5.3 Количество образцов для испытаний
Количество образцов для испытаний должно быть указано в стандарте на продукцию.
Примечание - Рекомендуется испытывать не менее трех образцов.
 |
_______________
Рисунок 2 - Образец для испытания с седловым отводом с закладным нагревателем
6 Кондиционирование
Испытание по разделу 7 проводят не ранее чем через 12 ч после процедуры сварки.
Между сваркой и вырезкой узел сварного соединения кондиционируют не менее 6 ч при температуре (23±2)°C.
После вырезки из узла сварного соединения образцы для испытаний выдерживают при температуре испытания не менее 6 ч.
7 Проведение испытания
7.1 Общие положения
Испытания проводят при температуре (23±2)°C. Испытания образцов, изготовленных из узла сварного соединения трубы и муфты, проводят в соответствии с 7.2; испытания образцов, изготовленных из узла сварного соединения трубы и седлового отвода, проводят в соответствии с 7.3.
7.2 Муфты с закладными нагревателями
7.2.1 Измеряют и регистрируют расстояние y между первым и последним витками закладного нагревателя в соответствии с рисунком 3.
7.2.2 К каждому образцу для испытания прикладывают сжимающее усилие рядом с муфтой со скоростью сжатия 100 мм/мин ±10% до тех пор, пока внутренние стенки трубы не коснутся друг друга. Расстояние между упорами должно быть равно удвоенной толщине стенки трубы.
7.2.3 С помощью рычага осторожно отделяют муфту от трубы, совершая лишь небольшие движения рычагом и не подвергая образец удару.
Осматривают образец для испытания и регистрируют тип разрушения (например, по трубе или по муфте, между витками или по поверхности сплавления).
После снятия нагрузки, не прикладывая большого усилия, и без ударов осторожно отделяют фитинг от трубы. Осматривают визуально образец, определяют тип и место разрушения (по трубе или фитингу, между витками или по границе раздела).
 |
_______________
1 - муфта; 2 - труба; 3 - витки электронагревательной спирали
Рисунок 3 - Оценка результата испытания на отслаивание образца сварного соединения полиэтиленовой трубы и муфты и между закладными нагревателями
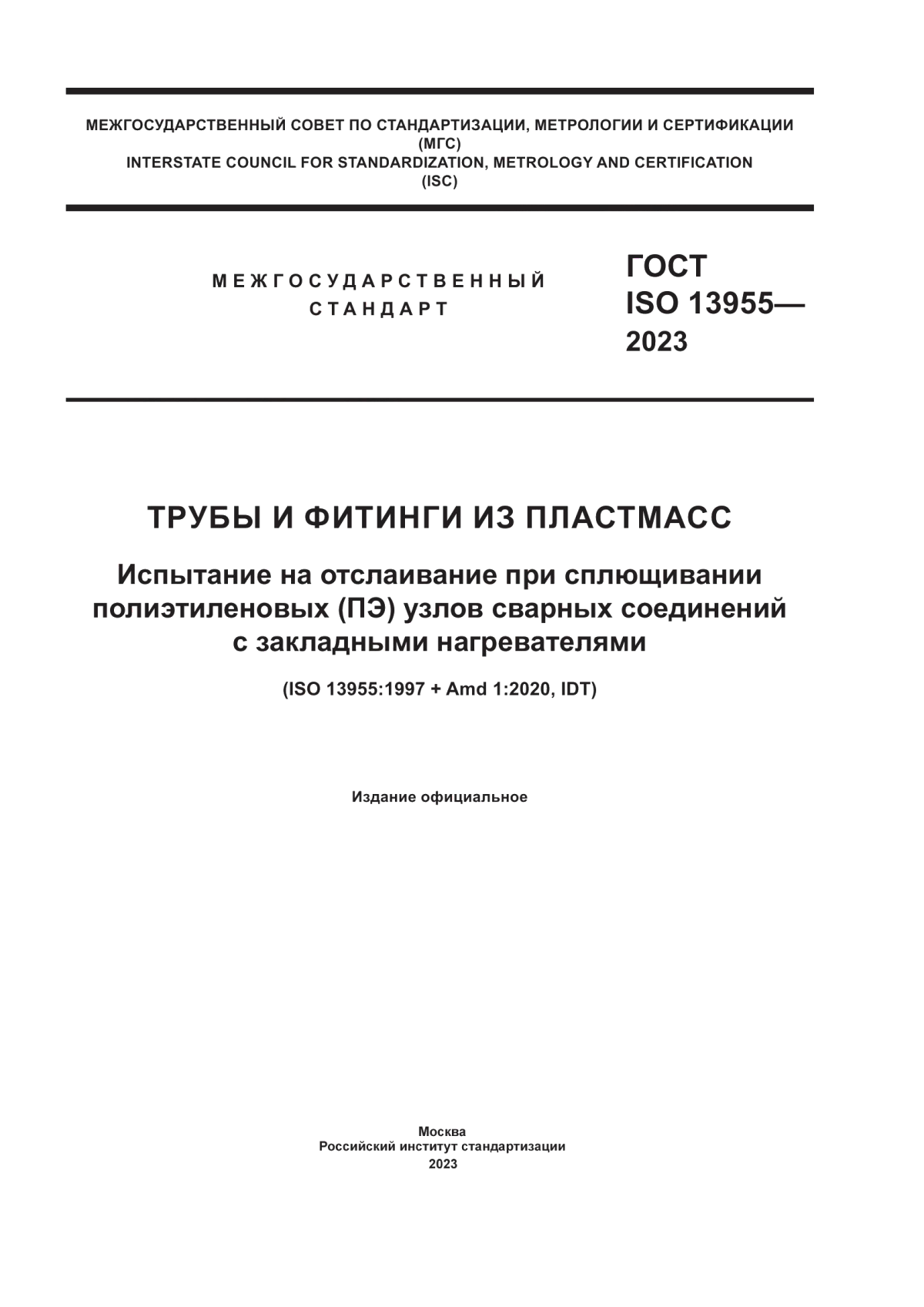
7.3 Седловые отводы с закладным нагревателем
7.3.1 Определяют площадь поверхности сварки ST в соответствии с документами производителя продукции.
7.3.2 Располагают образец для испытания таким образом, чтобы усилие сжатия прикладывалось в плоскости, параллельной плоскости, через которую была разрезана труба (см. рисунок 4), и чтобы плиты испытательной машины на сжатие находились рядом с седловым отводом. Прикладывают к образцу для испытания усилие сжатия со скоростью 100 мм/мин ±10% до достижения между плитами расстояния, равного удвоенной толщине стенки трубы. Регистрируют усилие сжатия до соприкосновения стенок.
7.3.3 После снятия нагрузки, не прикладывая большого усилия и без ударов осторожно отделяют фитинг от трубы с помощью рычага. Образец осматривают, определяют тип места разрушения (например, по трубе или по муфте, между витками или по поверхности сплавления).
 |
1 - труба; 2 - фитинг; 3 - плита
Рисунок 4 - Установка образца между пластинами машины для испытания на сжатие
8 Определение результатов
Если процент хрупкого отслаивания превышает значение, указанное в соответствующем стандарте на продукцию, считают, что узел соединения не прошел испытание.
9 Протокол испытания
Протокол испытания должен содержать:
a) обозначение настоящего стандарта;
b) данные, необходимые для идентификации образцов для испытаний;
c) материалы, из которых изготовлены части испытанного узла сварного соединения;
d) номинальный размер фитинга;
e) размеры трубы перед подготовкой узла сварного соединения (средний диаметр, овальность, толщина стенки и длина);
f) размеры образцов для испытаний, включая длину участка трубы, выступающую из муфты;
g) условия сварки при подготовке узлов сварных соединений;
h) температуру испытания и точность, с которой она измерена;
i) количество образцов для испытаний;
j) время кондиционирования и время выдержки образца между сваркой и вырезкой;
k) для седловых отводов с закладными нагревателями: величину усилия сжатия в момент, когда расстояние между плитами достигло расстояния, равного удвоенной толщине стенки трубы;
I) процент хрупкого отслаивания;
m) в случае разрушения - тип разрушения (по поверхности сплавления, между витками, по трубе или муфте);
n) наблюдения, сделанные во время испытания или после проведения испытания, которые могли повлиять на результат испытания;
o) дату проведения испытания;
p) наименование испытательной лаборатории.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 11413 | - | *, |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного международного стандарта. | ||
_______________
УДК 678.017:006.354 | МКС 23.040.60 | IDT |
Ключевые слова: трубы и фитинги из пластмасс, испытание на отслаивание при сплющивании полиэтиленовых (ПЭ) узлов сварных соединений с закладными нагревателями | ||
