ГОСТ 9566-74
Группа Б39
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СМАЗКИ ПЛАСТИЧНЫЕ
Метод определения испаряемости
Greases. Method for determination of vaporability
MКC 75.100
ОКСТУ 0209
Дата введения 1976-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством нефтеперерабатывающей и нефтехимической промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 19.09.74 N 2189
3. ВЗАМЕН ГОСТ 9566-60
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
1.1 | |
1.1 | |
1.1 | |
1.1 | |
ГОСТ 24104-88 | 1.1 |
1.1 |
5. Ограничение срока действия снято по протоколу N 5-94 Межгосударственного совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
6. ИЗДАНИЕ с Изменениями N 1, 2, утвержденными в июле 1985 г. и декабре 1989 г. (ИУС 11-85, 4-90)
Настоящий стандарт распространяется на пластичные смазки и устанавливает метод определения испаряемости в чашечках-испарителях.
Сущность метода заключается в определении потери массы смазки из чашечки-испарителя в заданных условиях.
1. АППАРАТУРА, МАТЕРИАЛЫ И РЕАКТИВЫ
1.1. При определении испаряемости применяют:
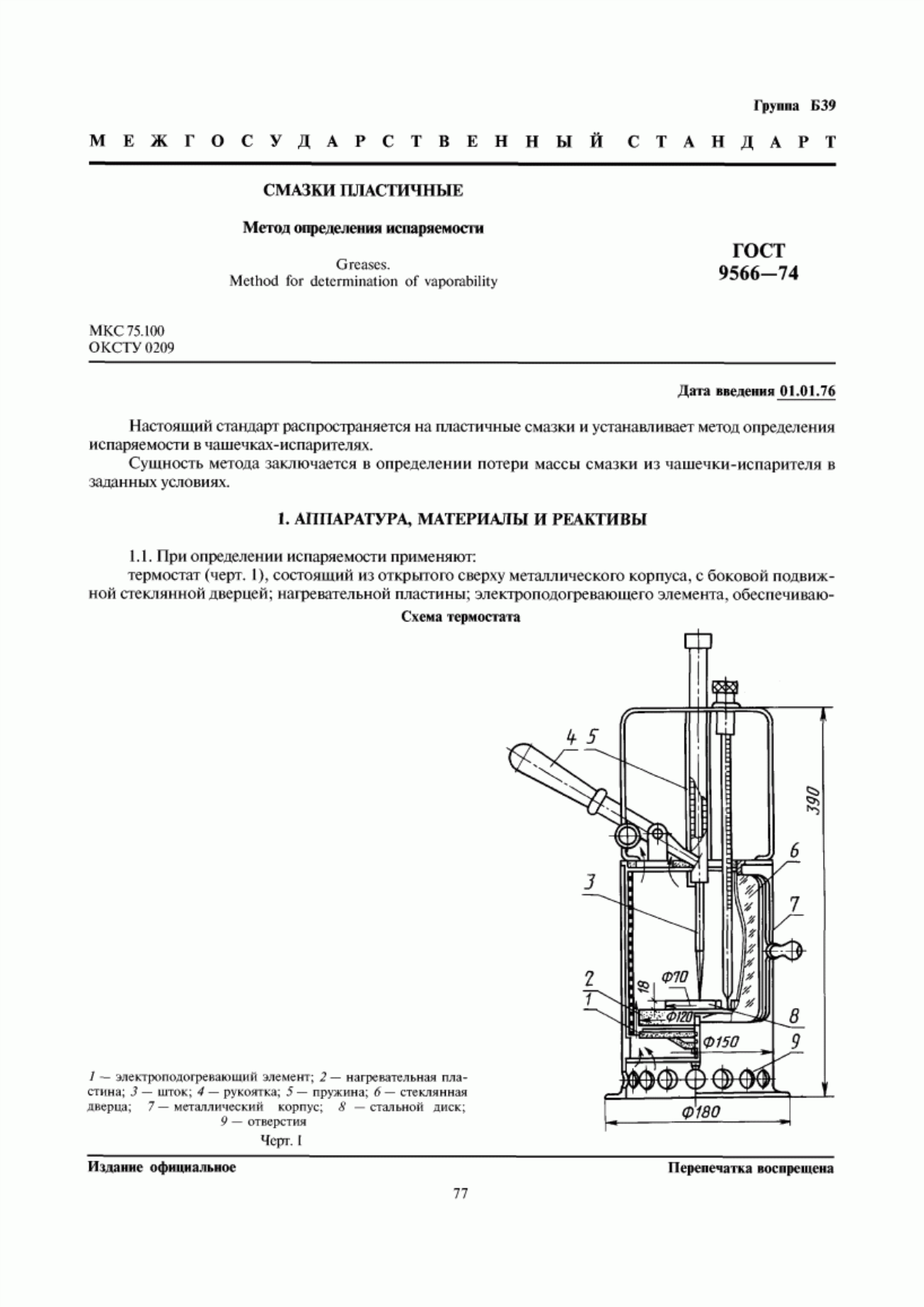
термостат (черт.1), состоящий из открытого сверху металлического корпуса, с боковой подвижной стеклянной дверцей; нагревательной пластины; электроподогревающего элемента, обеспечивающего равномерное нагревание диска с чашечками-испарителями до 400 °С; штока с рукояткой, прижимающей при помощи пружины стальной диск к нагревательной пластине. Для обеспечения свободного доступа воздуха внутрь термостата в нем имеются отверстия, расположенные по окружности в нижней его части;
Схема термостата
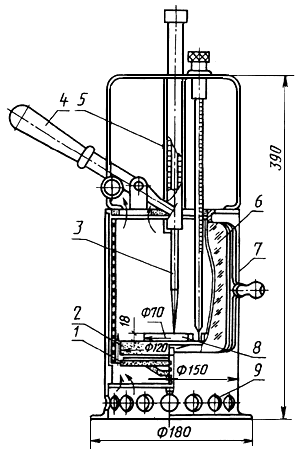
1 - электроподогревающий элемент; 2 - нагревательная пластина; 3 - шток; 4 - рукоятка;
5 - пружина; 6 - стеклянная дверца; 7 - металлический корпус; 8 - стальной диск; 9 - отверстия
Черт.1
диск стальной диаметром 100 мм и толщиной (10±0,2) мм с углублением для термометра, центр углубления находится на расстоянии 27 мм от центра диска. Диаметр углубления 10 мм, глубина 6,4 мм. В углубление, заполненное сплавом Вуда, вставляют термометр. Диск должен быть пришлифован к нагревательной пластине так, чтобы нагрев диска осуществлялся равномерно по всей поверхности. Другая сторона диска должна быть обработана до параметра шероховатости поверхности
от 0,63 до 0,32 мм по ГОСТ 2789;
чашечки-испарители (черт.2), представляющие собой стальные чашечки, обработанные до параметра шероховатости поверхности от 0,63 до 0,32 мм по ГОСТ 2789. Внутренний диаметр чашечки-испарителя 21,4 мм, высота бортика с внутренней стороны 1 мм, на наружной стороне каждой чашечки-испарителя должен быть нанесен порядковый номер;
Чашечка-испаритель
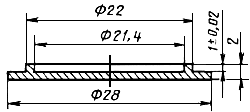
Черт.2
терморегулятор или реостат;
термометр ртутный стеклянный по ГОСТ 400, типа ТН-2;
чашка выпарительная по ГОСТ 9147;
эксикатор 2-190 по ГОСТ 25336 или эксикатор 2-250 по ГОСТ 25336;
плитка керамическая;
сплав Вуда;
шкурка шлифовальная с зернистостью абразивного материала 5 или 6 по ГОСТ 3647;
нефрас или легкий бензин прямой перегонки с температурой кипения от 80 до 120 °С;
весы лабораторные ВДР-200 или другие 2-го класса точности с пределом взвешивания 50 г по ГОСТ 24104*.
______________
* С 1 июля 2002 г. введен в действие ГОСТ 24104-2001.
(Измененная редакция, Изм. N 1, 2).
2. ПОДГОТОВКА К ИСПЫТАНИЮ
2.1. С поверхности образца испытуемой смазки шпателем снимают и отбрасывают верхний слой. Затем в нескольких местах образца (не менее трех) берут пробы примерно в равных количествах не вблизи стенок сосуда. Пробы помещают в фарфоровую чашку и перемешивают.
2.2. Чашечки-испарители по всей поверхности зачищают шлифовальной шкуркой, промывают в нефрасе (бензине), высушивают и взвешивают с погрешностью не более 0,0002 г.
(Измененная редакция, Изм. N 2).
3. ПРОВЕДЕНИЕ ИСПЫТАНИЯ
3.1. Взвешенные чашечки-испарители заполняют при помощи шпателя испытуемой смазкой, не допуская образования в смазке пузырьков воздуха.
Поверхность смазки выравнивают ножом.
Испытания каждого образца смазки проводят не менее чем в четырех чашечках-испарителях.
3.2. Чашечки-испарители со смазкой взвешивают с погрешностью не более 0,0002 г. Разность массы смазки в чашечках-испарителях не должна быть более 0,01 г от среднего арифметического массы смазки во всех испарителях.
3.3. На нагревательную пластину термостата устанавливают стальной диск и нагревают при закрытой дверце до температуры, предусмотренной техническими требованиями на смазку.
3.4. После выдерживания диска 3-5 мин при заданной температуре на стальной диск устанавливают чашечки-испарители со смазкой.
Одновременно на стальном диске могут устанавливаться восемь чашечек-испарителей с двумя различными смазками.
3.5. Затем закрывают дверцу термостата и отмечают время начала испытания.
Чашечки-испарители со смазкой выдерживают в термостате 1 ч или в течение времени, предусмотренного техническими требованиями на смазку.
По истечении времени испытания чашечки-испарители со смазкой переносят на керамическую плитку, установленную в эксикаторе, и после охлаждения до температуры окружающей среды взвешивают с погрешностью не более 0,0002 г.
4. ОБРАБОТКА РЕЗУЛЬТАТОВ
4.1. Испаряемость смазки () (для каждой чашечки-испарителя) в процентах вычисляют по формуле
![]() ,
,
где - масса чашечки-испарителя со смазкой до испытания, г;
- масса чашечки-испарителя со смазкой после испытания, г;
- масса чашечки-испарителя, г.
4.2. За результат испытания принимают среднеарифметическое четырех параллельных определений испаряемости.
4.3. Испаряемость смазки менее 1% оценивается как "отсутствие испаряемости".
4.4, 4.5. (Исключены, Изм. N 1).
5. ТОЧНОСТЬ МЕТОДА ИСПЫТАНИЙ
5.1. Сходимость метода
Два результата определения, полученные одним исполнителем, признаются достоверными (с 95%-ной доверительной вероятностью), если расхождение между ними не превышает значений, представленных на чертеже для большего результата.
(Измененная редакция, Изм. N 1, 2).
5.2. Воспроизводимость метода
Два результата испытаний, полученные в двух разных лабораториях, признаются достоверными (с 95%-ной доверительной вероятностью), если расхождение между ними не превышает значений, представленных на черт.3 для большего результата.
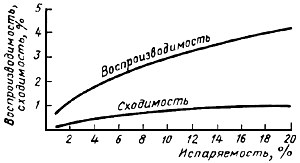
Черт.3
(Измененная редакция, Изм. N 1, 2).
Текст документа сверен по:
Смазочные материалы, индустриальные масла
и родственные продукты. Методы анализа:
Сб. стандартов. - , 2006
