ГОСТ 6128-81
Группа Д81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
БАНКИ МЕТАЛЛИЧЕСКИЕ ДЛЯ ХИМИЧЕСКИХ ПРОДУКТОВ
Технические условия
Tins for chemical products. Specifications
ОКП 14 1741,14 1742
Дата введения 1982-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН Министерством химической промышленности
РАЗРАБОТЧИКИ
Манеров В.Б., Соболев Ю.Б., Новожилов Н.П., Яблоков В.П., Кузьмичева А.Г.
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ ПОСТАНОВЛЕНИЕМ Государственного комитета СССР по стандартам от 20 апреля 1981 г. N 2038
3. Стандарт соответствует СТ СЭВ 261-76 в части наружных размеров цилиндрических банок
4. ВЗАМЕН ГОСТ 6128-75
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
3.5 | |
4.2 | |
5.2 | |
5.2 | |
2.8 | |
2.2 | |
5.2 | |
5.3 | |
5.5 | |
5.2 | |
2.6 | |
2.8 | |
5.4 | |
ОСТ 6-05-386-80 | 2.8 |
ТУ 6-10-1135-88 | 2.2 |
ТУ 6-10-1136-88 | 2.2 |
ТУ 14-1-1323-75 | 2.2 |
ТУ 14-1-4756-89 | 2.2 |
ТУ 38.106224-85 | 2.8 |
______________
* На территории Российской Федерации действует ГОСТ Р 15.201-2000. - .
6. Постановлением Госстандарта СССР N 1715 от 11.11.91 снято ограничение срока действия
7. ПЕРЕИЗДАНИЕ (август 1996 г.) с Изменениями N 1, 2, 3, 4, 5, утвержденными в ноябре 1985 г., в ноябре 1987 г., декабре 1988 г., феврале 1989 г., ноябре 1991 г. (ИУС 2-86, 3-88, 12-88, 5-89, 2-92)
ВНЕСЕНО Изменение N 6, принятое Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол от 21.11.97 N 12). Государство-разработчик Россия. Постановлением Госстандарта России от 27.05.98 N 233 введено в действие на территории РФ с 01.11.98
Изменение N 6 внесено изготовителем базы данных по тексту ИУС N 10, 1998 год
Настоящий стандарт распространяется на цилиндрические и прямоугольные металлические банки, предназначенные для упаковывания и хранения химических продуктов и продуктов нефтехимической промышленности.
Обязательные требования к качеству банок изложены в пп.2.6, 2.11, 2.15.
(Измененная редакция, Изм. N 5, 6).
1. ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
1.1. Банки должны изготовляться следующих типов:
I - банки цилиндрические с продольными фальцовыми или сварными и поперечными закатными швами (черт.1 тип I) код ОКП 14 1742;
II - банки прямоугольные с продольными фальцовыми или сварными и поперечными закатными швами (черт.1 тип II) код ОКП 14 1741;
III - банки цилиндрические закатные широкогорлые со съемной крышкой (черт.3 тип III) код ОКП 14 1742.
Допускается изготовлять цельноштампованные банки, при этом наружная высота банок должна быть на 3 мм меньше указанной в табл.1 и 2.
Банки, предназначенные для печатных красок и продукции, не содержащей органические растворители, допускается изготовлять без съемной крышки с закатным верхним дном.
(Измененная редакция, Изм. N 1, 5, 6).
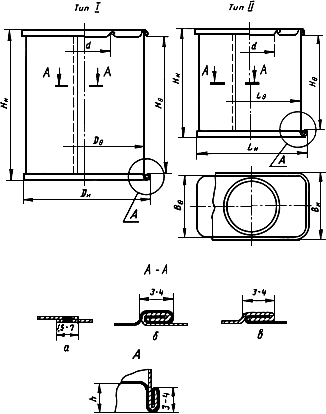
а - сварной шов; б - двойной фальцовый шов; в - одинарный фальцовый шов
Черт.1
1.2. Конструкция элементов крышки банок N 20 и ее основные размеры должны соответствовать черт.3 и табл.3. Конструкция элементов крышек банок N 1-19, 21 и 22 и их размеры должны соответствовать чертежам, утвержденным в установленном порядке.
(Измененная редакция, Изм. N 1, 2, 6).
1.3. Размеры банок типа I должны соответствовать указанным в табл.1, типа II - в табл.2, типа III - в табл.3.
Значения вместимости и размеры конструктивного элемента являются справочными, номер жести - рекомендуемый.
Цельноштампованные банки рекомендуется изготовлять из жести не ниже номера 22.
(Измененная редакция, Изм. N 1, 2, 5, 6).
1.4. (Исключен, Изм. N 5).
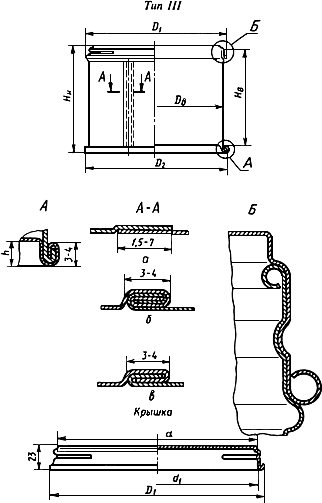
Черт.3*
________________
* Черт.2 исключен, Изм. N 2.
Таблица 1
Размеры, мм
Диаметр | Высота |
| ||||||||
Но- | Вмести- | внут- | наруж- | Пред. откл. | внут- | наруж- | Пред. откл. | Диаметр горло- | Конструк- | Номер |
1 | 368 | 73 | 76 | -1 | 88 | 95 | -1,5 | 50 | 3,3 | 20 |
2 | 497 | 73 | 76 | -1 | 119 | 126 | -1,5 | 50 | 3,3 | 20 |
3 | 541 | 100 | 103 | -1,5 | 69 | 76 | -1 | 80 | 3,3 | 20, 22 |
4 | 839 | 100 | 103 | -1,5 | 107 | 114 | -1,5 | 80 | 3,3 | 20, 22 |
5 | 1012 | 100 | 103 | -1,5 | 129 | 136 | -2 | 80 | 3,3 | 20, 22 |
6 | 1138 | 100 | 103 | -1,5 | 145 | 152 | -2 | 80 | 3,3 | 20, 22 |
7 | 1436 | 100 | 103 | -1,5 | 183 | 190 | -2 | 80 | 3,3 | 20, 22 |
8 | 1750 | 154 | 157 | -2 | 94 | 101 | -1,5 | 105 | 3,3 | 22, 25 |
9 | 2401 | 154 | 157 | -2 | 129 | 136 | -2 | 105 | 3,3 | 22, 25 |
10 | 3053 | 154 | 157 | -2 | 164 | 171 | -2 | 105 | 3,3 | 22, 25 |
11 | 3980 | 187 | 190 | -2 | 143 | 152 | -2 | 105 | 4,2 | 28 |
12 | 4135 | 224 | 228 | -2 | 105 | 114 | -2 | 140 | 4,2 | 32 |
13 | 4968 | 187 | 190 | -2 | 181 | 190 | -2 | 105 | 4,2 | 28 |
14 | 5188 | 215 | 218 | -2 | 143 | 152 | -2 | 80 | 4,2 | 28 |
15 | 7129 | 224 | 228 | -3 | 181 | 190 | -2 | 140 | 4,2 | 32 |
16 | 8626 | 224 | 228 | -3 | 219 | 228 | -2 | 140 | 4,2 | 32 |
17 | 9374 | 224 | 228 | -3 | 238 | 247 | -2 | 140 | 4,2 | 32 |
19 | 8563 | 215 | 218 | -2 | 236 | 245 | -2 | 140 | 4,2 | 32 |
21 | 259 | 100 | 103 | -1,5 | 33 | 40 | -1 | 80 | 3,3 | 20, 22 |
22 | 337 | 100 | 103 | -1,5 | 43 | 50 | -1 | 80 | 3,3 | 20, 22 |
Примечание. Допускается изготовлять банки N 5 и 9 с предельным отклонением по высоте ±2.
Таблица 1. (Измененная редакция, Изм. N 6).
Таблица 2
Размеры, мм
Длина (пред. откл. -1) | Ширина (пред. откл. -1) | Высота (пред. откл. -1) |
| |||||||
Но- | Вмести- | внут- | на- | внут- | на- | внут- | на- | Диа- | Конструк- | Номер жести рекомен- |
18 | 1678 | 113 | 116 | 75 | 78 | 198 | 205 | 50 | 3,3 | 22, 25 |
Таблица 2. (Измененная редакция, Изм. N 6).
Таблица 3
Размеры, мм
Диаметр | Высота | Диаметр крышки | ||||||||||
Номер банки | Вмести- | внут- | наружный | Пред. откл. | внут- | нару- | Пред. откл. | Конструк- | Номер | |||
20 | 5588 | 215 | 224 | 218 | -3 | 154 | 163 | -3 | 211 | 216 | 4,2 | 28 |
Таблица 3. (Измененная редакция, Изм. N 6).
1.5. Допускается изготовлять банки N 8-13, 15-17 с диаметром горловины 80 мм; банку N 15 с диаметром горловины 105 мм; банку N 4 - с наружной высотой 106 мм, внутренней высотой 99 мм; банку N 5 - с наружной высотой 123-133 мм, внутренней высотой 116-126 мм; банку N 9 - с наружной высотой 126 мм, внутренней высотой 119 мм; банку N 14 - с наружной высотой 164 мм, внутренней высотой 155 мм; банку N 19 - с наружной высотой 228 мм, внутренней высотой 219 мм.
(Измененная редакция, Изм. N 1, 2, 5).
1.6. Размещение банок в ящиках приведено в рекомендуемом приложении.
1.7. (Исключен, Изм. N 5).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Банки должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
2.2. Банки (корпус, дно, кольцо, крышка) изготовляют из жести, указанной в табл.4, со степенями твердости А1, А2, В по ГОСТ 13345.
Таблица 4
Вид жести | Марка жести |
Белая по ГОСТ 13345-85 | ГЖК, ЭЖК |
Черная литографированная по нормативной документации | ЧЖК |
Белая литографированная по нормативной документации | ГЖК, ЭЖК |
Хромированная литографированная по нормативной документации | ХЛЖК, ХЖК |
Черная лакированная по нормативной документации | ЧЖК |
Хромированная по нормативной документации | ХЛЖК, ХЖК |
Примечания:
1. Допускается при изготовлении банок и крышек на механизированных линиях под пастообразные продукты применять литографированную и лакированную жесть марки ЧЖР со степенями твердости A1, A2, В по ГОСТ 13345.
2. Допускается изготовление банок и крышек из черной жести марки ЧЖК со степенями твердости A1, A2, В по ГОСТ 13345 и для банок и крышек под пастообразные продукты при изготовлении на механизированных линиях из черной жести марки ЧЖР со степенями твердости A1, A2, В по ГОСТ 13345.
Таблица 4. (Измененная редакция, Изм. N 6).
(Измененная редакция, Изм. N 5).
2.3. Допускается изготовлять детали банок из жести разных марок по п.2.2.
2.4. (Исключен, Изм. N 3).
2.5. Банки должны изготовляться с одним продольным сварным или фальцовым швом.
Сварной шов должен быть выполнен внахлестку электрической контактной шовной сваркой (черт.1а, 3а) или другими способами сварки, обеспечивающими герметичность банки.
Фальцовый шов должен быть двойной или одинарный и выполнен в замок внутрь банки (черт.1б, в; 3б, в).
Банки с наружным диаметром 228 мм изготовляют только со сварным продольным швом.
Изготовление банок с одинарным фальцовым швом для материалов, относящихся к группе 1 (высокая степень опасности) по ГОСТ 19433, не допускается.
(Измененная редакция, Изм. N 5, 6).
2.6. Продольные фальцовые, сварные и поперечные закатные швы должны быть герметичными.
Банки должны выдерживать внутреннее избыточное давление 20 кПа (0,2 кгс/см).
Для материалов, относящихся к группе упаковки 1 по ГОСТ 19433 банки должны выдерживать внутреннее избыточное давление 30 кПа (0,3 кг/см).
(Измененная редакция, Изм. N 2, 5).
2.7. Сварные швы не должны иметь прожогов металла или непроваренных участков.
2.8. Одинарный шов, место углошва двойного шва и закатные швы должны быть промазаны натрий-карбоксиметилцеллюлозой по нормативной документации, пастой уплотнительной латексной "Севастополь" по ТУ 38.106224, жидким натриевым стеклом по ГОСТ 13078 или другими уплотнителями, не вступающими в реакцию с упакованным продуктом.
Допускается пропаивать швы припоем по ГОСТ 21931.
(Измененная редакция, Изм. N 5, 6).
2.9. Дно и кольцо банки, в зависимости от размеров, формы, толщины жести и вместимости банок, для обеспечения жесткости банки должны иметь рельефы.
Форму и количество рельефов указывают в рабочих чертежах, утвержденных в установленном порядке.
(Измененная редакция, Изм. N 2, 5).
2.10. Отбортовка горловины должна выполняться внутрь банки. Отбортованные края должны быть одинаковой ширины и не должны иметь трещин и вмятин.
2.11. Крышки банок должны быть подвитыми, плотно вставляться в горловину.
При запаивании крышки припоем в банках, предназначенных для упаковывания химической и нефтехимической продукции, не применяемой в быту, допускается по согласованию с потребителем изготовлять крышки без подвивки.
(Измененная редакция, Изм. N 1, 2).
2.12. Наружная поверхность банок из черной жести должна быть покрыта лаком, краской или другими лакокрасочными материалами, защищающими металл от коррозии. Защитное покрытие должно быть сплошным, ровным.
По согласованию с потребителем допускается взамен окраски наружной поверхности банок производить пассивацию жести.
(Измененная редакция, Изм. N 2).
2.13. Поверхности банок должны быть гладкими без вмятин и выпуклостей.
На наружной поверхности закатного шва допускается незначительное нарушение защитного покрытия, неглубокие царапины.
Допускаются отдельные незначительные вмятины на обечайке, не нарушающие герметичности банок.
2.14. Банки должны поставляться в комплекте с крышками.
2.15. Банки должны выдерживать нагрузку на сжатие в осевом направлении не менее 200 кгс (1960 Н).
(Введен дополнительно, Изм. N 1, 5).
3. ПРАВИЛА ПРИЕМКИ
3.1. Банки предъявляют к приемке партиями. Партией считают количество банок одного типа, размера, способа изготовления, изготовленных из одного материала и оформленное одним документом о качестве, содержащим:
наименование предприятия-изготовителя и (или) его товарный знак;
наименование изделий, номер жести;
дату изготовления;
результаты испытаний;
материал промазки швов;
обозначение настоящего стандарта.
3.2. Для проверки соответствия банок требованиям настоящего стандарта проводят приемо-сдаточные и периодические испытания.
3.1, 3.2. (Измененная редакция, Изм. N 1, 2).
3.3. При приемо-сдаточных испытаниях контролируют внешний вид, качество поверхности банок, качество швов и покрытий, герметичность швов.
(Измененная редакция, Изм. N 1, 5).
3.4. Для контроля качества банок от партии отбирают 1%, но не менее 50 шт.
Если при приемосдаточном контроле будут обнаружены банки, не соответствующие требованиям настоящего стандарта хотя бы по одному из показателей, проводят повторный контроль на удвоенной выборке, взятой от той же партии.
Если при повторном контроле будут обнаружены банки, не соответствующие требованиям настоящего стандарта хотя бы по одному из показателей, партию считают не соответствующей требованиям стандарта.
(Измененная редакция, Изм. N 1, 2).
3.5. При периодических испытаниях контролируют размеры банок и проводят испытание банок на сжатие не реже раза в шесть месяцев.
Контроль размеров банок осуществляют в соответствии с п.3.4 настоящего стандарта.
Для испытаний на сжатие от партии отбирают 10 банок, прошедших приемосдаточный контроль.
При получении неудовлетворительных результатов периодические испытания переводят в приемосдаточные до получения положительных результатов на трех партиях подряд.
Результаты периодических испытаний оформляют протоколом.
(Измененная редакция, Изм. N 5).
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Внешний вид, качество поверхности швов и покрытий проверяют визуально.
4.2. Размеры банок и крышек проверяют универсальным измерительным инструментом по ГОСТ 166 или специальными шаблонами с погрешностью не более 0,1 мм.
4.3. Герметичность швов проверяют на воздушном, воздушно-водяном тестере или на автоматических установках под давлением 20 кПА (0,2 кг/см) или 30 кПа (0,3 кг/см
) в соответствии с п.2.6 в течение 10-15 с.
При испытании на воздушно-водяном тестере банку зажимают между двумя фланцами. С открытой стороны банки фланец должен иметь уплотнительную прокладку, герметизирующую внутреннюю полость банки и штуцер, соединяющий эту полость с компрессором через гибкий шланг; далее банку опускают в водяную ванну так, чтобы вода полностью покрывала ее, и подают воздух. Если банка не герметична, то в местах нарушения появляются пузырьки выходящего воздуха.
(Измененная редакция, Изм. N 2).
4.4. Контроль механической прочности банок на сжатие проводят на прессе, обеспечивающем измерение усилий с погрешностью не более ±2% от измеряемой величины. Банки устанавливают вертикально между плитами пресса и сжимают со скоростью не более 80 мм/мин до тех пор, пока нагрузка не достигнет величины, равной 200 кгс (1960 Н).
Допускается для определения нормы прочности на сжатие на банки, заполненные водой в направлении оси банки, устанавливать груз массой равной 200 кгс и выдерживать в течение 1 ч.
При испытаниях прочности банок на сжатие, проводимых на прессе и под грузом, не должна быть нарушена герметичность банок, контролируемая по отсутствию течи.
(Введен дополнительно, Изм. N 1, 5, 6).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. На дне банки должны быть выштампованы наименование предприятия-изготовителя, его товарный знак, номер банки и номер жести.
Допускается выштамповывать маркировочные данные на кольце.
Для банок, изготовленных из литографированной жести, допускается наносить маркировку на обечайку.
Допускается наносить маркировку несмываемой краской штемпелеванием или окраской по трафарету, а также на этикетку, наклеиваемую на обечайку.
Допускается не наносить маркировку на банки, применяемые для упаковывания продукции непосредственно на предприятии-изготовителе банок.
(Измененная редакция, Изм. N 5).
5.2. Банки формируют в пакеты на поддонах по ГОСТ 9078 или ГОСТ 9557, а также упаковывают в кассеты.
Крышки упаковывают в деревянные ящики по ГОСТ 18573-86 или ящики из гофрированного картона по ГОСТ 13841-95.
К пакетам или кассетам с банками должны быть прикреплены ярлыки с указанием:
наименования предприятия-изготовителя и его товарного знака;
наименования изделия;
количества изделий в пакете или кассете;
обозначения настоящего стандарта.
(Измененная редакция, Изм. N 2, 6).
5.3. Транспортная маркировка - по ГОСТ 14192*.
______________
* На территории Российской Федерации действует ГОСТ 14192-96. - .
5.4. Банки и крышки транспортируют всеми видами транспорта, в крытых транспортных средствах в соответствии с правилами перевозок, действующими на каждом виде транспорта. Транспортирование банок пакетами - по ГОСТ 26663.
Транспортирование банок железнодорожным транспортом проводят только повагонными отправками.
(Измененная редакция, Изм. N 5).
5.5. Банки и крышки должны храниться на складах по условиям хранения 3 ГОСТ 15150.
Допускается хранить банки и крышки по условиям хранения 4 ГОСТ 15150.
При хранении под навесом пакеты или кассеты с банками и ящики с крышками укладывают на деревянные прокладки высотой не менее 100 мм.
5.4, 5.5. (Измененная редакция, Изм. N 1, 2).
5.6. Требования безопасности при формировании и расформировании пакетов или кассет с банками, погрузочно-разгрузочных и складских работах должны выполняться в соответствии с требованиями ГОСТ 12.3.009-76 и ГОСТ 12.3.020-80.
(Введен дополнительно, Изм. N 6).
ПРИЛОЖЕНИЕ 1
Рекомендуемое
РАЗМЕРЫ ЯЩИКОВ, РЕКОМЕНДУЕМЫЕ ДЛЯ БАНОК С ПРОДУКЦИЕЙ
Размер ящиков, мм | Номер банок | Размещение банок в ящиках | Всего банок | Расположение банок в ящике | ||
по длине | по ширине | по высоте | ||||
380х380х126 | 2 | 5 | 5 | 1 | 25 | Рядовое; |
4 | 4 | 3 | 1 | 12 | шахматное | |
380х380х152 | 5 | 4 | 3 | 1 | 12 | Шахматное; |
9 | 2 | 3 | 1 | 5 | шахматное; | |
3 | 4 | 3 | 2 | 24 | шахматное; | |
6 | 4 | 3 | 1 | 12 | шахматное; | |
11 | 2 | 2 | 1 | 4 | рядовое; | |
14 | 1 | 1 | 1 | 2 | шахматное | |
380х380х171 | 10 | 2 | 3 | 1 | 5 | Шахматное; |
20 | 1 | 1 | 1 | 2 | шахматное | |
380х380х190 | 1 | 5 | 5 | 2 | 20 | Рядовое; |
7 | 4 | 3 | 1 | 12 | шахматное; | |
13 | 2 | 2 | 1 | 4 | рядовое | |
380х380х217 | 8 | 2 | 3 | 2 | 10 | Шахматное; |
18 | 3 | 4 | 1 | 12 | рядовое | |
380х380х228 | 4 | 4 | 3 | 2 | 24 | Шахматное |
570х380х190 | 15 | 2 | 1 | 1 | 3 | Шахматное |
570х380х228 | 12 | 2 | 1 | 2 | 6 | Шахматное; |
16 | 2 | 1 | 1 | 3 | шахматное | |
570х380х253 | 17 | 2 | 1 | 1 | 3 | Шахматное; |
19 | 2 | 1 | 1 | 3 | шахматное | |
413х317х142 | 5 | 4 | 3 | 1 | 12 | Рядовое |
413х317х162 | 3 | 4 | 3 | 1 | 12 | Рядовое; |
6 | 4 | 3 | 1 | 12 | рядовое | |
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ 2
Рекомендуемое
Размер листа, мм (ширина | Номер банок |
712х512 | 6 |
12 | |
16 | |
17 | |
18 | |
712х724 | 1 |
3 | |
6 | |
8 | |
9 | |
10 | |
19 | |
712х820 | 11 |
13 | |
15 | |
16 | |
17 | |
712х910 | 2 |
4 | |
5 | |
7 | |
12 | |
14 | |
18 | |
836х716 | 20 |
(Введено дополнительно, Изм. N 2).
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1996
Редакция документа с учетом
изменений и дополнений
подготовлена
