ГОСТ 5037-97
Группа Д81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ФЛЯГИ МЕТАЛЛИЧЕСКИЕ ДЛЯ МОЛОКА И МОЛОЧНЫХ ПРОДУКТОВ
Технические условия
Metal cans for milk and milk products. Specifications
МКС 55.140
ОКП 51 3240
Дата введения 1999-01-01
Предисловие
1 РАЗРАБОТАН Техническим Комитетом 297 "Материалы и полуфабрикаты из легких и специальных сплавов" (ОАО ВИЛС) и Московским ордена Трудового Красного Знамени научно-исследовательским институтом гигиены им.Ф.Ф.Эрисмана
ВНЕСЕН Госстандартом России
2 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол N 12 от 21 ноября 1997 г.)
За принятие проголосовали:
Наименование государства | Наименование национального органа по стандартизации |
Азербайджанская Республика | Азгосстандарт |
Республика Армения | Армгосстандарт |
Республика Белоруссия | Госстандарт Белоруссии |
Республика Казахстан | Госстандарт Республики Казахстан |
Киргизская Республика | Киргизстандарт |
Республика Молдова | Молдовастандарт |
Российская Федерация | Госстандарт России |
Туркменистан | Главная государственная инспекция Туркменистана |
Республика Узбекистан | Узгосстандарт |
Украина | Госстандарт Украины |
3 Постановлением Государственного комитета Российской Федерации по стандартизации, метрологии и сертификации от 25 марта 1998 г. N 82 межгосударственный стандарт ГОСТ 5037-97 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 1 января 1999 г.
4 ВЗАМЕН ГОСТ 5037-78
5 ИЗДАНИЕ (сентябрь 2006 г.) с Поправкой (ИУС 2-2001)
1 ОБЛАСТЬ ПРИМЕНЕНИЯ
Настоящий стандарт распространяется на металлические фляги, предназначенные для упаковывания и транспортирования молока и молочных продуктов.
Настоящий стандарт устанавливает требования к флягам, изготовляемым для нужд народного хозяйства и экспорта.
Обязательные требования к продукции, направленные на обеспечение ее безопасности для жизни и здоровья населения, изложены в 4.15, 4.18, 4.19, 4.20, 4.25, 4.28, 5.5, 6.7, 6.8, 6.9.
2 НОРМАТИВНЫЕ ССЫЛКИ
ГОСТ 9.014-78 Единая система защиты от коррозии и старения материалов и изделий. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 380-94 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 860-75 Олово. Технические условия
ГОСТ 1050-88 Прокат сортовой, калиброванный, со специальной отделкой поверхности из углеродистой качественной конструкционной стали. Общие технические условия
ГОСТ 1583-93 Сплавы алюминиевые литейные. Технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 4784-97 Алюминий и сплавы алюминиевые деформируемые. Марки
ГОСТ 5264-80 Ручная дуговая сварка. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 5582-75 Прокат тонколистовой коррозионно-стойкий, жаростойкий и жаропрочный. Технические условия
ГОСТ 6009-74 Лента стальная горячекатаная. Технические условия
ГОСТ 9045-93 Прокат тонколистовой холоднокатаный из низкоуглеродистой качественной стали для холодной штамповки. Технические условия
ГОСТ 13726-97 Ленты из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 13844-68 Мерники металлические технические. Методы и средства поверки
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14806-80 Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 15878-79 Контактная сварка. Соединения сварные. Конструктивные элементы и размеры
ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали, качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 17133-83 Пластины резиновые для изделий, контактирующих с пищевыми продуктами. Технические условия
ГОСТ 18425-73 Тара транспортная наполненная. Метод испытания на удар при свободном падении
ГОСТ 19903-74 Прокат листовой горячекатаный. Сортамент
ГОСТ 19904-90 Прокат листовой холоднокатаный. Сортамент
ГОСТ 21631-76 Листы из алюминия и алюминиевых сплавов. Технические условия
ГОСТ 21930-76 Припои оловянно-свинцовые в чушках. Технические условия
ГОСТ 21931-76 Припои оловянно-свинцовые в изделиях. Технические условия
ГОСТ 29329-92 Весы для статического взвешивания. Общие технические требования
3 ТИПЫ И ОСНОВНЫЕ РАЗМЕРЫ
3.1 Фляги должны изготовляться двух типов:
ФА - цельнотянутые алюминиевые;
ФЛ - сварные стальные с последующим лужением.
3.2 Основные размеры фляг должны соответствовать указанным на рисунке 1 и в таблице 1. Коды ОКП приведены в таблице 2.
3.3. Условное обозначение фляг должно состоять из обозначения типа фляги, номинальной вместимости в литрах и обозначения настоящего стандарта.
Пример условного обозначения цельнотянутой алюминиевой фляги вместимостью 25 л:
ФА-25 ГОСТ 5037-97
Таблица 1
Размеры в миллиметрах
Вместимость, л | Наружный диаметр | Внутренний диаметр | Габаритная высота | Тип ФА | Масса, кг, не более | Тип ФЛ | Масса, кг, не более | |||||||
Номин. | Макс. |
| корпуса | горловины | Толщина стенок корпуса, не менее |
| Толщина стенок корпуса |
| ||||||
Номин. | Пред. откл. | Номин. | Пред. откл. | Номин. | Пред. откл. | |||||||||
25 | 26±0,5 | 320 | 284 | ±4 | 170 | +1 | 560 | 1,8 | 1,75 | 1,5 | 7,5 | 1,2 | ±0,15 | 8,0 |
35 | 36±0,5 | 370 | 340 | ±4 | 170 | ±1 | 560 | 2,2 | 2,0 | 1,6 | 8,0 | - | - | - |
38 | 39±0,5 | 370 | 340 | ±4 | 170 | +1 | 600 | 1,8 | 1,75 | 1,5 | 8,5 | - | - | - |
40 | 41±0,5 | 370 | 350 | ±4 | 220 | +1 | 600 | 2,2 | 2,0 | 1,6 | 9,0 | - | - | - |
Таблица 2
Условное обозначение | Код ОКП | ||
для нужд народного хозяйства | для поставки на экспорт | для поставки в районы с тропическим климатом | |
ФА-25 | 51 3241 0004 02 | 51 3241 0005 01 | 51 3241 0006 00 |
ФЛ-25 | 51 3243 0002 05 | 51 3243 0003 04 | 51 3243 0004 03 |
ФА-38 | 51 3241 0001 05 | 51 3241 0002 04 | 51 3241 0003 03 |
ФА-40 | 51 3241 0007 10 | 51 3241 0008 09 | 51 3241 0009 08 |

1 - корпус; 2 - днище; 3 - опорный обруч; 4 - горловина; 5 - крышка; 6 - ручка; 7 - верхний обруч (для фляг типа ФА); 8 - задний кронштейн; 9 - затвор; 10 - передний кронштейн; 11 - прижим
Рисунок 1
(Поправка).
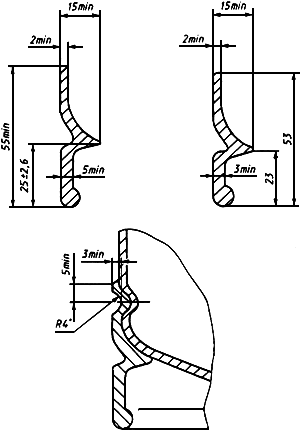
3.4 Основные размеры крышки должны соответствовать указанным на рисунке 2 и в таблице 3.
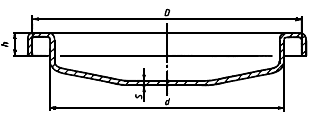
Рисунок 2
Таблица 3
Размеры в миллиметрах
Внутренний диаметр горловины фляги | Размеры крышки | Материал крышки | |||
| |||||
170 | 197±1 | 166±1 | 12±2 | 1,2 | Сталь |
1,2 | Алюминий | ||||
220 | 245±1 | 214±1 | 12±2 | 1,2 | Сталь |
1,2 | Алюминий | ||||
Примечание - Допускается в крышке поверхность под диаметр | |||||
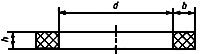
Рисунок 3
3.5 Размеры уплотняющих колец должны соответствовать указанным на рисунке 3 и в таблице 4.
Таблица 4
Размеры в миллиметрах
Внутренний диаметр горловины фляги | Размер уплотняющего кольца | ||
170 | 157±2 | 8±1 | 11±2; 15±2 |
220 | 205±2 | 8±1 | 15±2 |
3.6 Соединение верхнего обруча и горловины фляг типа ФА, а также положение кронштейнов для фляг обоих типов приведены на рисунке 4.
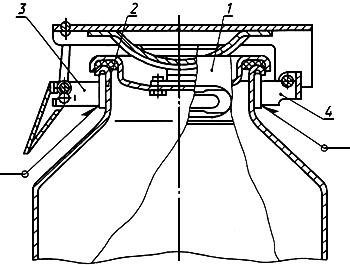
1 - верхний обруч; 2 - горловина; 3 - передний кронштейн; 4 - задний кронштейн
Рисунок 4
4 ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
4.1 Фляги следует изготовлять в соответствии с требованиями настоящего стандарта по техническим описаниям, рабочим чертежам и образцам-эталонам, утвержденным в установленном порядке.
Фляги, поставляемые на экспорт, должны соответствовать условиям, предусмотренным контрактом заказчика.
4.2 Фляги типа ФА следует изготовлять из алюминия или алюминиевых сплавов:
корпус - из листа по ГОСТ 21631 или ленты по ГОСТ 13726 марок А7, А6, А5, А0, АД0, АД, АД1, АД0М, АДМ, АД1М;
крышка - из нагартованных листов по ГОСТ 21631 или ленты по ГОСТ 13726 марок А7Н, А6Н, А5Н, А0Н, АД0Н, АДН, АД1Н. Допускается изготовлять крышки из отожженного алюминия марки АД1М толщиной не менее 2,5 мм по ГОСТ 21631;
опорный обруч - из стального листа толщиной не менее 2 мм по ГОСТ 19903 или ГОСТ 19904. Допускается изготовлять опорный обруч из алюминиевых сплавов марок АД1, АД1М, АМц, АМг1, АД31 по ГОСТ 4784.
(Поправка).
4.3 Фляги типа ФЛ должны изготовляться:
корпус и крышка - из тонколистовой стали не ниже II группы по ГОСТ 9045, ГОСТ 16523, ГОСТ 5582, ГОСТ 1050, ГОСТ 380, сортамент по ГОСТ 19903 или ГОСТ 19904;
опорный обруч - из стального листа толщиной 3 мм по ГОСТ 19903 или ГОСТ 19904.
4.4 Ручки, верхний обруч и арматура фляг должны изготовляться из тонколистовой или полосовой стали не ниже II группы по ГОСТ 9045, ГОСТ 16523, ГОСТ 5582, ГОСТ 1050, ГОСТ 380, ГОСТ 6009, сортамент по ГОСТ 19903, ГОСТ 19904 или из алюминия и алюминиевых сплавов по ГОСТ 4784 и ГОСТ 1583.
Допускается изготовлять арматуру фляг из стальной проволоки по ГОСТ 3282.
4.5 Корпус и крышка фляг типа ФЛ должны быть внутри и снаружи покрыты оловом марки 01 по ГОСТ 860. Расчетное количество олова, нанесенное на 200 см луженой поверхности, должно быть 3,0-3,5 г, при этом слой полуды должен быть толщиной не менее 10 мкм.
4.6 Обручи, ручки и арматура фляг, изготовленные из углеродистой стали, должны быть покрыты оловом, цинком или кадмием. Толщина слоя покрытия должна быть не менее 9 мкм.
4.7 Оловянное, цинковое или кадмиевое покрытия должны быть плотными, равномерными по всей поверхности и должны иметь прочное сцепление со сталью.
4.8 Конструкция крышки фляги должна обеспечивать возможность замены уплотняющего кольца, но не допускать самопроизвольного его выпадения.
4.9 Уплотняющие кольца крышек изготовляют цельными или с вулканизационным швом из пищевой резины по ГОСТ 17133 или по другой нормативной документации.
4.10 Стальные опорные обручи изготовляют сваркой по ГОСТ 15878, а из алюминиевых сплавов - сваркой по ГОСТ 14806 или газовой сваркой. Опорные обручи из алюминиевых сплавов изготовляют из фасонного профиля в соответствии с приложением А. Допускается опорные обручи фасонного профиля изготовлять других размеров, не ухудшающих качественные и эксплуатационные показатели.
Опорные обручи должны иметь три-шесть отверстий для слива воды.
4.11 Опорные обручи из стали к флягам типа ФА крепят зиговкой, а из алюминиевых сплавов дополнительно приваривают по ГОСТ 14806; к флягам типа ФЛ - сваркой по ГОСТ 15878.
Опорные обручи из алюминиевых сплавов фасонного профиля (приложение А) крепят к корпусу фляги зиговкой без приварки.
4.12 Ручки и кронштейны фляг типа ФА крепятся к верхнему обручу сваркой по ГОСТ 15878 или по ГОСТ 14806, или выполняются одной деталью с обручем методом литья или прессовки. Допускается изготовлять фляги с шарнирным креплением ручек, а также с креплением клепкой или другими методами, не уменьшающими прочности крепления ручек.
(Поправка).
4.13 Ручки фляг типа ФЛ крепятся к конической части фляги сваркой по ГОСТ 15878.
4.14 Ручки фляг не должны выступать за пределы наружного диаметра фляг.
4.15 Опорные обручи и ручки должны выдерживать в течение 15 мин статическую нагрузку 1960 Н (200 кгс) - для фляг вместимостью 38 и 40 л и 1372 Н (140 кгс) - для фляг вместимостью 25 л.
4.16 Фляги должны иметь запорное устройство, конструкция которого должна обеспечивать возможность пломбирования.
4.17 Соединения горловины фляги с корпусом, а также корпуса, днища и опорного обруча фляг типа ФЛ приведены на рисунке 5.
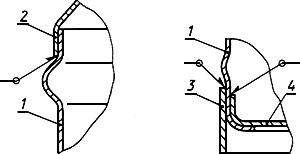
1 - корпус; 2 - горловина; 3 - опорный обруч; 4 - днище
Рисунок 5
4.18 Сварные швы должны соответствовать ГОСТ 5264 или ГОСТ 15878, быть плотными и ровными, не должны иметь пор, трещин и свищей.
4.19 Фляги должны быть герметичными. При выявлении негерметичности корпуса фляг типа ФЛ допускается частичная пайка непроваренных швов, но не более чем в трех местах общей длиной до 60 мм. Пайка должна производиться припоем марки ПОС-90 по ГОСТ 21931 или ГОСТ 21930, или другими припоями, по качеству не ниже указанных.
4.20 Фляги должны выдерживать одно сбрасывание на опорный обруч с высоты 60 см.
4.21 Фляги не должны иметь заусенцев и острых кромок.
4.22 Наружная и внутренняя поверхности стальных луженых фляг должны подвергаться консервации по ГОСТ 9.014. Срок действия консервации - 1 год, для фляг, предназначенных для экспорта, - 3 года.
4.23 На внутренней и наружной поверхностях фляг типа ФА допускаются:
- малозначительные следы от штампующего инструмента в виде продольных рисок, царапин;
- малозначительные следы от раскаточного инструмента на конусе и горловине, отпечатки от валков;
- непроцинкованные участки на поверхности оцинкованной арматуры - не более трех штук диаметром не более 3 мм;
- дефекты алюминиевого листа - по ГОСТ 21631, ленты - по ГОСТ 13726;
- малозначительные следы точечной сварки и цвета побежалости в местах соединения деталей.
4.24 На внутренней и наружной поверхностях фляг типа ФЛ допускаются:
- малозначительные следы от штампующего инструмента в виде продольных рисок, царапин, не разрушающие целостности покрытия;
- малозначительные следы от раскаточного инструмента на конусе и горловине, отпечатки от валков;
- крупинки олова диаметром не более 2 мм общей площадью не более 25 см;
- одна точка непролуды диаметром не более 1 мм;
- поверхностные включения не более пяти штук диаметром не более 2 мм.
4.25 Все материалы, применяемые для изготовления фляг, непосредственно контактирующие с пищевыми продуктами, должны быть разрешены к применению органами здравоохранения.
4.26 Внешний вид фляг не должен изменяться под воздействием молока и молочных продуктов в процессе эксплуатации.
4.27 Фляги не должны изменять органолептических свойств молока и молочных продуктов после контакта с ними при правильной эксплуатации и хранении.
4.28 Фляги не должны выделять в контактирующие с ними молоко и молочные продукты вещества в концентрациях, превышающих: свинца - 0,03 мг/дм, никеля - 0,1 мг/дм
; хрома - 0,1 мг/дм
, мышьяка - 0,05 мг/дм
.
4.29 Рисунки 1, 2, 4 и 5 не определяют конструкцию фляги.
4.30 Срок службы фляг типа ФА - не менее 5 лет, типа ФЛ - не менее 8 лет.
5 ПРАВИЛА ПРИЕМКИ
5.1 Фляги должны подвергаться приемосдаточным, периодическим и типовым испытаниям.
5.2 Фляги должны предъявляться к приемке партиями.
Партией считают количество фляг одного типа и размера, оформленных одним документом о качестве, содержащим:
- наименование предприятия-изготовителя или его товарный знак;
- условное обозначение фляг;
- результаты испытаний;
- дату отгрузки.
5.3 Для проверки соответствия фляг требованиям настоящего стандарта изготовитель проводит приемосдаточные и периодические испытания.
5.4 При приемосдаточных испытаниях контролируют внешний вид фляги, размеры (кроме толщины стенок корпуса), качество швов сварных соединений, качество цинкового покрытия, полуды, маркировку, прочность крепления ручек и опорного обруча, герметичность. Для этого от партии отбирают фляги, в объеме 1%, но не менее пяти фляг.
5.5 Периодическим испытаниям подвергают фляги, прошедшие приемосдаточные испытания. Периодические испытания проводят не реже одного раза в два года.
При периодических испытаниях проводят контроль толщины стенок корпуса и испытание на удар при свободном падении. Объем выборки - по 5.4.
Для проверки наличия вредных примесей свинца, никеля, хрома, мышьяка не реже одного раза в квартал отбирают 0,5% изделий от контролируемой партии, но не менее пяти фляг.
5.6 При получении неудовлетворительных результатов приемосдаточных или периодических испытаний хотя бы по одному из показателей отбирают удвоенную выборку от той же партии.
Результаты повторных испытаний распространяют на всю партию.
5.7 Типовые испытания проводят на соответствие фляг всем требованиям настоящего стандарта при внесении изменений в конструкцию. Объем выборки - по 5.4.
5.8 По требованию потребителей предприятие-изготовитель должно представить протоколы периодических и типовых испытаний.
5.9 Входной контроль осуществляет потребитель на соответствие фляг всем требованиям настоящего стандарта. Объем выборки - по 5.4.
При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей отбирают удвоенную выборку от той же партии. Результаты повторных испытаний распространяют на всю партию.
6 МЕТОДЫ ИСПЫТАНИЙ
6.1 Соответствие фляг требованиям 4.7, 4.21, 4.23, 4.24 и 7.1 контролируют визуально.
6.2 Размеры корпусов фляг, крышек и уплотняющих колец контролируют универсальным измерительным инструментом или шаблонами.
6.3 Полную вместимость фляг контролируют мерниками 2-го класса по ГОСТ 13844 или взвешиванием фляги, заполненной водой с температурой 20°С до верхнего края ее горловины, на весах по ГОСТ 29329 с погрешностью ±0,05 кг.
6.4 Качество швов сварных соединений контролируют по ГОСТ 3242.
6.5 Герметичность корпуса фляг типа ФЛ контролируют сжатым воздухом под давлением 0,02 мПа (0,2 кгс/см). Находящуюся под давлением флягу погружают в воду и выдерживают в течение 15 с, при этом не должно появляться пузырьков выходящего из фляги воздуха.
6.6 Герметичность прилегания крышки контролируют опрокидыванием закрытой и наполненной не менее чем на 50% водой фляги.
Флягу выдерживают в перевернутом положении не менее 5 мин, и этом не должно быть течи или каплеобразования.
6.7 Для контроля соответствия фляг требованиям 4.17 от выборки отбирают не менее пяти фляг. Качество крепления опорных обручей и ручек контролируют в течение 15 мин приложением статической нагрузки, равной 1960 Н (200 кгс) - для фляг вместимостью 38 л и 1327 Н (140 кгс) - для фляг вместимостью 25 л. При этом фляги устанавливают неподвижно либо подвешивают за ручки или опорный обруч.
После испытания не должно быть деформации корпуса фляги и нарушения крепления ручек и опорного обруча.
6.8 Для испытания фляг на удар при свободном падении от выборки отбирают не менее пяти фляг. Испытания проводят по ГОСТ 18425. Перед испытанием фляги наполняют водой и закрывают. Фляги в вертикальном положении сбрасывают один раз на опорный обруч с высоты 60 см на деревянный пол. После испытания не должно быть нарушения крепления опорного обруча и герметичности фляг.
6.9 Определение санитарно-гигиенических показателей (4.28) проводят по СанПиН 42-123-4240* [1].
________________
* На территории Российской Федерации документ не действует. Действуют ГН 2.3.3.972-00, здесь и далее по тексту. - .
Допускается применять другие методы, не уступающие указанным в СанПиН 42-123-4240 по чувствительности и точности анализа, согласованные и утвержденные органами здравоохранения.
7 МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
7.1 На каждую флягу в соответствии с ГОСТ 14192 штампованием должна быть нанесена маркировка, содержащая:
- наименование предприятия-изготовителя или его товарный знак;
- индекс прейскуранта и номер позиции по прейскуранту;
- условное обозначение фляги;
- год и месяц изготовления фляги.
На фляги, предназначенные для экспорта, должна быть нанесена маркировка в соответствии с требованиями контракта заказчика.
7.2 Фляги транспортируют без упаковки в крытых транспортных средствах в соответствии с правилами, действующими на транспорте соответствующего вида.
Между флягами, поставляемыми на экспорт, должна быть помещены деревянные или картонные прокладки.
7.3 Условия хранения фляг - по группе Ж2 ГОСТ 15150. Фляги хранят в горизонтальном положении в штабелях высотой не более восьми рядов.
7.4 Транспортная маркировка должна соответствовать требованиям ГОСТ 14192.
8 УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
8.1 Заполненные фляги необходимо устанавливать в один ряд по высоте.
8.2 Крышка фляги должна открываться и закрываться усилием руки без применения рычагов.
8.3 Уплотняющее кольцо перед мойкой необходимо вынимать.
8.4 Не следует закрывать флягу с неохлажденными молочными продуктами.
8.5. При транспортировании, погрузочно-разгрузочных работах и эксплуатации необходимо предохранять фляги от ударов и других механических воздействий.
9 ГАРАНТИИ ИЗГОТОВИТЕЛЯ
9.1 Изготовитель гарантирует соответствие фляг требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации, установленных настоящим стандартом.
Гарантийный срок эксплуатации - 24 мес со дня ввода в эксплуатацию.
9.2 Гарантийный срок эксплуатации фляг, предназначенных для экспорта, - 24 мес со дня ввода в эксплуатацию, но не более 30 мес с момента проследования их через Государственную границу.
ПРИЛОЖЕНИЕ А
(справочное)
ОПОРНЫЙ ОБРУЧ ФАСОННОГО ПРОФИЛЯ
ПРИЛОЖЕНИЕ Б
(информационное)
БИБЛИОГРАФИЯ
[1] | СанПиН 42-123-4240-86 Допустимые количества миграции (ДКМ) химических веществ, выделяющихся из полимерных и других материалов, контактирующих с пищевыми продуктами, и методы их определения |
УДК 637.135:006.354 | МКС 55.140 | Д81 | ОКП 51 3240 |
Ключевые слова: фляги металлические, типы фляг, методы испытаний | |||
Электронный текст документа
и сверен по:
, 2006
