ГОСТ 12120-82
(СТ СЭВ 812-77)
Группа Д81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
БАНКИ МЕТАЛЛИЧЕСКИЕ И КОМБИНИРОВАННЫЕ
Технические условия
Metal and combined cans.
Specifications
ОКП 14 1762, 14 1760
Дата введения 1983-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством плодоовощного хозяйства СССР
РАЗРАБОТЧИКИ
В.И.Рогачев, д-р техн. наук; В.А.Левенко; Я.Ю.Локшин, канд. техн. наук
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 18 января 1982 г. N 110
3. Стандарт полностью соответствует СТ СЭВ 812-77
4. ВЗАМЕН ГОСТ 12120-73
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта |
4.2 | |
2.5 | |
2.4 | |
2.4 | |
2.4 | |
4.3, 4.5 | |
2.4 | |
2.4 | |
2.4 | |
2.4 | |
2.4 | |
2.4 | |
2.2, 2.3 | |
5.1 | |
5.1 | |
4.4 | |
5.3 | |
2.4 | |
3.3 | |
2.4 | |
5.2 | |
ТУ 1-14-2771-79 | 2.2 |
ТУ 13-73 10005-37-88 | 2.2 |
ТУ 14-1-3811-88 | 2.4 |
6. Ограничение срока действия снято по протоколу N 4-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 4-94)
7. ПЕРЕИЗДАНИЕ (декабрь 1997 г.) с Изменениями N 1, 2, 3, утвержденными в июле 1985 г., июле 1989 г., октябре 1993 г. (ИУС 10-85, 12-89, 8-94)
Настоящий стандарт распространяется на сборные металлические и комбинированные банки со съемной пробкой для сыпучих пищевых продуктов.
(Измененная редакция, Изм. N 2).
1. ТИПЫ И РАЗМЕРЫ
1.1. Банки должны изготовляться с закатной сборной (кольцо крышки и вдавливаемая пробка) крышкой по черт.1.
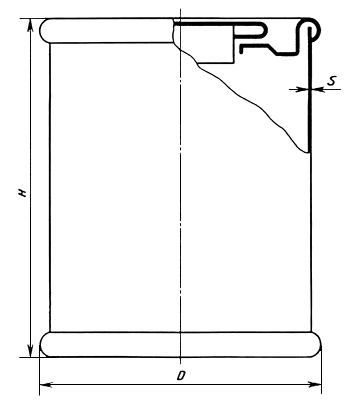
Черт.1
(Измененная редакция, Изм. N 1).
1.2. Комбинированные банки должны иметь картонный корпус, кольцо крышки, донышко и пробку - металлические.
1.3. Основные размеры и вместимость металлических банок должны соответствовать указанным в табл.1.
Таблица 1
Принятое обозначение банок | Вместимость, см | Диаметр, мм | Высота наружная | |
внутренний | наружный | |||
1 | 235 | 72,8 | 76,0 | 63,0 |
3 | 320 | 72,8 | 76,0 | 84,0 |
4 | 365 | 72,8 | 76,0 | 95,0 |
5 | 445 | 72,8 | 76,0 | 114,0 |
5а | 467 | 72,8 | 76,0 | 118,5 |
6 | 478 | 72,8 | 76,0 | 126,0 |
7 | 500 | 74,1 | 77,4 | 122,5 |
8 | 940 | 91,0 | 95,0 | 152,0 |
9 | 975 | 99,0 | 103,0 | 134,0 |
10 | 820 | 99,0 | 103,0 | 114,0 |
Примечание. Допускается изготовлять банки N 7, 9, 10 для сыпучих продуктов с закатной цельной крышкой.
(Измененная редакция, Изм. N 1, 2, 3).
1.4. Основные размеры и вместимость комбинированных банок должны соответствовать указанным в табл.2.
Таблица 2
Принятые обозначения банок | Вместимость, см | Диаметр, мм | Высота наружная | Толщина стенок, мм (пред. откл. ±0,2) | |
внутренний | наружный | ||||
12 | 200 | 71,0 | 75,0 | 63,0 | 1,2 |
13 | 450 | 73,0 | 77,0 | 114,0 | 1,2 |
14 | 470 | 71,0 | 77,0 | 126,0 | 1,2 |
16 | 575 | 71,0 | 75,0 | 152,0 | 1,2 |
17 | 930 | 90,3 | 94,5 | 152,0 | 1,2 |
Примечание. Допускается до износа оборудования изготовлять банку N 13 с наружной высотой 118 мм.
(Измененная редакция, Изм. N 1).
1.5. Предельные отклонения наружного диаметра и высоты металлических и комбинированных банок не должны превышать:
минус 0,8 мм для банок диаметром до 76 мм включ.;
минус 1,0 мм " " " св. 76 мм;
минус 0,8 мм " " высотой до 100 мм включ.;
минус 1,0 мм " " " св. 100 мм.
1.6. Предельные отклонения внутреннего диаметра для металлических банок должны соответствовать требованиям ГОСТ 5981, для комбинированных банок не должны превышать минус 0,3 мм.
1.7. Предельные отклонения вместимости металлических банок в процентах не должны превышать:
±1,5 для банок вместимостью до 300 см включ.;
±1,0 " " " св. 300 до 1000 см.
1.8. Предельные отклонения вместимости комбинированных банок в процентах не должны превышать:
±3,0 для банок вместимостью до 300 см включ.;
±2,5 " " " св. 300 до 1000 см.
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Банки должны изготовляться в соответствии с требованиями настоящего стандарта и технологической документации, утвержденными в установленном порядке.
(Измененная редакция, Изм. N 3).
2.2. Металлические банки и концы комбинированных банок должны изготовляться из:
- белой холоднокатаной листовой или рулонной жести марок ЭЖК, ЭЖК-Д и ГЖК по ГОСТ 13345;
- белой холоднокатаной жести горячего лужения в рулонах по ТУ 14-1-3811;
- белой импортной жести;
- хромированной лакированной жести марки ХЛЖК по ТУ 1-14-2771;
- алюминиевой лакированной ленты.
(Измененная редакция, Изм. N 2).
2.3. Для изготовления банок, предназначенных для детских смесей и сухого молока, должны применяться жесть электролитического лужения марок ЭЖК и ЭЖКД по ГОСТ 13345, жесть по нормативно-технической документации.
2.4. Для изготовления корпусов комбинированных банок должны применяться:
- бумага для упаковывания продуктов на автоматах массой площади 1 м 250 г марок A-I, A-II, Б-I по ГОСТ 7247*;
______________
* На территории Российской Федерации действует ГОСТ 7247-2006. - .
- картон хром-эрзац по ТУ 13-73 10005-37;
- бумага массой площади 1 м 100-250 г по ГОСТ 891;
- коробочный картон толщиной 0,4-0,5 мм по ГОСТ 7933;
- подпергамент по ГОСТ 1760;
- бумага для этикеток массой площади 1 м 70-100 г по ГОСТ 7625 или импортная;
- фольга кашированная алюминиевая по нормативно-технической документации;
- бумага, покрытая полиэтиленом по нормативно-технической документации;
- декстрин кислотный по ГОСТ 6034;
- крахмал кукурузный (маисовый) по ГОСТ 7697*;
______________
* На территории Российской Федерации действует ГОСТ Р 51985-2002. - .
- крахмал картофельный по ГОСТ 7699;
- клей казеиновый в порошке по ГОСТ 3056;
- дисперсия поливинилацетатная по ГОСТ 18992;
- казеин технический кислотный по ГОСТ 17626.
(Измененная редакция, Изм. N 1, 2, 3).
2.5. Прокладки под съемные пробки металлических и комбинированных банок должны изготовляться из алюминиевой фольги марки ФГ толщиной 0,018-0,065 мм по ГОСТ 745* или кашированной алюминиевой фольги толщиной 0,025-0,070 мм.
______________
* На территории Российской Федерации действует ГОСТ 745-2003. - .
2.6. Материалы, используемые для изготовления банок, предназначенных для пищевых продуктов, должны быть допущены Министерством здравоохранения СССР для контакта с пищевыми продуктами.
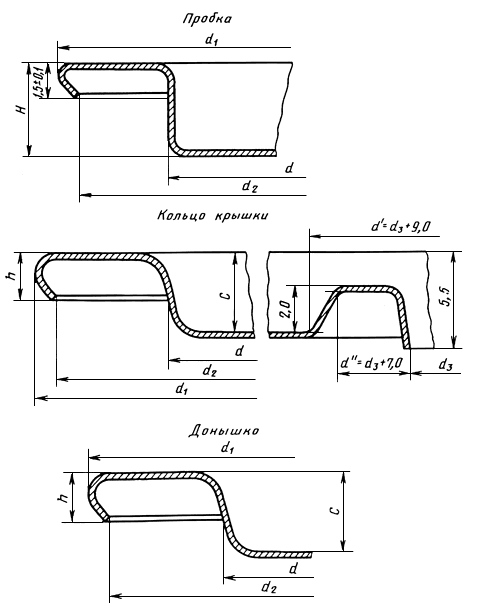
2.7. Размеры концов (кольцо крышки, пробка и донышко) металлических банок должны соответствовать приведенным в табл.3 и на черт.2; комбинированных банок - в табл.4 и на черт.2.
(Измененная редакция, Изм. N 1, 2).
2.8. Диаметр пробки должен быть на 0,1 мм больше диаметра
кольца крышки (см. чертеж).
2.9. Металлические банки и концы комбинированных банок должны изготовляться из жести номеров: корпус - 18, 20, 22; концы - 20, 22 и алюминиевой лакированной ленты толщиной 0,25-0,27 мм.
(Измененная редакция, Изм. N 2).
Таблица 3
Размеры, мм, концов металлических банок
Принятое обозначение банки | Пробка | Кольцо крышки | Донышко | |||||||||
|
|
|
|
|
|
|
|
|
| |||
1, 3, 4, 5 | 68,7 | 67,7 | 6,0 | 72,8 | 82,7 | 81,0 | 57,6 | 3,0 | 72,8 | 82,7 | 81,0 | 3,0 |
5а | 69,1 | 57,9 | 5,5 | 72,8 | 83,0 | 80,0 | 57,4 | 3,0 | 72,8 | 83,0 | 80,0 | 3,0 |
6 | 68,7 | 67,7 | 6,0 | 72,8 | 82,7 | 81,0 | 57,6 | 3,0 | 72,8 | 82,7 | 81,0 | 3,0 |
7 | 68,7 | 57,9 | 5,5 | 74,1 | 84,3 | 82,9 | 57,7 | 3,0 | 74,1 | 84,3 | 83,3 | 3,0 |
8 | 64,0 | 53,0 | 6,0 | 91,0 | 101,5 | 99,5 | 40,9 | 3,0 | 91,0 | 101,5 | 99,5 | 3,0 |
9 | 54,0 | 53,0 | 6,0 | 99,0 | 109,4 | 107,7 | 40,9 | 3,0 | 99,0 | 109,4 | 107,7 | 3,0 |
Примечание. По согласованию с потребителем допускается изготовлять конструктивные элементы банок с другими размерами.
Черт.2
Таблица 4
Размеры, мм, концов комбинированных банок
Принятое обозначение банки | Пробка | Кольцо крышки | Донышко | |||||||||
|
|
|
|
|
|
|
|
|
| |||
12 | 68,7 | 67,7 | 6,0 | 71,0 | 84,3 | 83,3 | 57,5 | 3,0 | 71,0 | 84,3 | 83,3 | 3,0 |
13 | 54,0 | 53,0 | 6,0 | 73,0 | 82,7 | 81,7 | 40,9 | 3,0 | 73,0 | 82,7 | 81,7 | 3,0 |
14 | 49,6 | 48,6 | 6,0 | 71,0 | 84,3 | 83,3 | 57,5 | 3,0 | 71,0 | 84,3 | 83,3 | 3,0 |
16 | 68,7 | 67,7 | 6,0 | 71,0 | 84,3 | 83,3 | 57,5 | 3,0 | 71,0 | 84,3 | 83,3 | 3,0 |
17 | 54,0 | 53,0 | 6,0 | 90,3 | 101,5 | 100,5 | 40,9 | 3,0 | 90,3 | 101,5 | 100,5 | 3,0 |
Примечание к табл.3 и 4. (чертеж) должна быть такой, чтобы в стопе концов высотой 50 мм укладывалось:
- для диаметра 72,8 и 91,0 мм - 27-30 шт.;
- для диаметра 99,0 мм - 26-30 шт.
(Измененная редакция, Изм. N 1).
2.10. Прокладки под съемные пробки прикатывают к корпусу одновременно с кольцом крышки. Фольга не должна выступать из-под закаточного шва более чем на 1 мм.
2.11. В зависимости от требований к упаковке, предусмотренных стандартами (техническими условиями) на конкретные виды продукции, банки могут изготовляться герметичными (с пропаянным продольным швом и нанесенной уплотнительной пастой на закаточном поле донышка и горловины) или негерметичными (без пропайки продольного шва и без нанесения уплотнительной пасты).
2.12. Корпуса металлических банок должны быть цилиндрическими, без вмятин, с ребрами жесткости (зигами) или без них. На поверхности корпусов допускаются незначительные продольные перегибы жести (граненность корпуса).
(Измененная редакция, Изм. N 2).
2.13. Внутренняя поверхность металлических банок должна быть чистой, без наплывов припоя. В местах нахлестки и угловых швах с внутренней стороны банки допускаются наплывы припоя общей площадью не более 50 мм.
2.14. Закаточные швы банок (донышко и кольца крышки) должны быть гладкими, по всей окружности одинаково подкатаны к корпусу банки.
2.15. Борт и фланец пробки и донышка должны быть гладкими по всей поверхности, на основании крючка допускаются незначительные гофры.
2.16. Отбортованные края банок должны быть одинаковой ширины и не должны иметь трещин и помятостей.
2.17. На наружной поверхности литографированных банок и пробок должен быть нанесен четкий отпечаток воспроизводимого оригинала с правильной передачей цветов по образцам, согласованным с потребителем.
Лаковое покрытие наружной поверхности банок должно быть равномерным, сплошным, гладким, без потеков, пятен, пузырей.
На литографированном и лаковом покрытиях допускаются незначительные нарушения на закаточном шве, легкие отдельные царапины, несовмещение красок для полутоновых оригиналов до 0,2 мм, для штриховых оригиналов - до 0,5 мм.
2.18. Внутренняя и наружная поверхности комбинированных банок должны быть чистыми, без клеевых и других пятен, складок, царапин, шероховатостей. Корпус должен быть склеен по всей поверхности.
На наружной поверхности допускаются незначительные складки и вздутия по стыку этикетки.
2.19. Внутренняя поверхность комбинированных банок, предназначенных для сухих молочных смесей и других гигроскопических продуктов, должна быть оклеена алюминиевой фольгой или другим паронепроницаемым материалом, уложенным с нахлесткой при прямой навивке 10-12 мм, при спиральной - 1-2 мм. Фольга или другой паронепроницаемый материал должны быть наклеены по всей поверхности без пузырьков. По согласованию с потребителем допускается оклейка корпуса банки одновременно кашированной фольгой и подпергаментом.
2.20. Влажность корпусов комбинированных банок не должна превышать 10%.
2.21. Банки должны поставляться в комплекте с донышками.
3. ПРАВИЛА ПРИЕМКИ
3.1. Банки принимают партиями. Партией считают количество банок одного наименования, типоразмера, назначения, изготовленных из одного материала, имеющих одинаковое защитное покрытие и оформленных одним документом о качестве.
3.2. Документ о качестве должен содержать:
- наименование предприятия-изготовителя, его товарный знак и адрес;
- тип и назначение банки;
- дату отгрузки партии;
- количество банок в партии;
- обозначение настоящего стандарта;
- результаты испытаний.
3.3. Контроль качества банок проводят по двухступенчатому нормальному плану контроля по ГОСТ 18242*.
____________________
* На территории Российской Федерации действует ГОСТ Р ИСО 2859-1-2007. - .
3.4. Контроль качества банок должен проводиться по группам, указанным в табл.5.
Таблица 5
Номер группы | Контролируемые показатели по пунктам |
1 | 2.12-2.19 |
2 | 1.5-1.8 |
3 | 2.7; 2.8; 2.10; 2.20 |
(Измененная редакция, Изм. N 2).
3.5. Для контроля качества банок по каждой группе методом случайного отбора из всей партии отбирают выборку по табл.6 и проводят контроль по показателям группы 1.
Таблица 6
Объем партии, шт. | Выборка | Объем выборки, шт. | Общий объем выборки | Приемочное число | Браковочное число |
До 1200 включ. | 1 | 50 | 50 | 0 | 3 |
2 | 50 | 100 | 3 | 4 | |
От 1201 до 3200 включ. | 1 | 80 | 80 | 1 | 4 |
2 | 80 | 160 | 4 | 5 | |
От 3201 до 10000 включ. | 1 | 125 | 125 | 2 | 5 |
2 | 125 | 250 | 6 | 7 | |
От 10001 до 35000 | 1 | 200 | 200 | 3 | 7 |
2 | 200 | 400 | 8 | 9 |
3.6. Для контроля качества банок по каждой группе методом случайного отбора из всей партии отбирают выборку по табл.7 и проводят контроль по показателям групп 2 и 3.
Таблица 7
Объем партии, шт. | Выборка | Объем выборки, шт. | Общий объем выборки | Приемочное число | Браковочное число |
До 1200 включ. | 1 | 50 | 50 | 0 | 2 |
2 | 50 | 100 | 1 | 2 | |
От 1201 до 3200 включ. | 1 | 80 | 80 | 0 | 3 |
2 | 80 | 160 | 3 | 4 | |
От 3201 до 10000 включ. | 1 | 125 | 125 | 1 | 4 |
2 | 125 | 250 | 4 | 5 | |
От 10001 до 35000 | 1 | 200 | 200 | 2 | 5 |
2 | 200 | 400 | 6 | 7 |
3.7. Если количество банок, не соответствующих требованиям настоящего стандарта, в первой выборке по каждой группе меньше или равно приемочному числу, указанному соответственно в табл.6 и 7, партию принимают; и бракуют, если это количество хотя бы по показателям одной группы равно или больше браковочного числа, указанного в тех же таблицах.
Если количество банок, не соответствующих требованиям настоящего стандарта, в первой выборке больше приемочного и меньше браковочного числа, указанных в табл.6 и 7, то отбирают вторую выборку по табл.6 и 7, в зависимости от того, по каким группам показателей количество банок, не соответствующих требованиям настоящего стандарта, больше приемочного и меньше браковочного числа.
Если суммарное количество банок первой и второй выборки, не соответствующих требованиям настоящего стандарта, меньше или равно приемочному числу, указанному в табл.6 и 7, партию принимают; и бракуют, если указанное суммарное количество банок хотя бы по показателям одной из групп равно или больше браковочного числа двух выборок.
3.8. Для контроля герметичности от партии отбирают 100 банок.
Если хотя бы одна банка не соответствует требованиям настоящего стандарта, проводят повторный контроль на удвоенной выборке, взятой от той же партии.
Партию считают соответствующей требованиям настоящего стандарта, если все банки соответствуют требованиям настоящего стандарта.
(Измененная редакция, Изм. N 2).
4. МЕТОДЫ КОНТРОЛЯ
4.1. Качество поверхности банок, внешнее оформление и намотку корпусов комбинированных банок контролируют визуально.
4.2. Размеры банок контролируют штангенциркулем по ГОСТ 166 без применения увеличительных приборов.
4.3. Вместимость металлических и комбинированных банок проверяют по ГОСТ 5981.
4.4. Влажность корпусов комбинированных банок контролируют по ГОСТ 13525.19.
4.5. Герметичность швов металлических банок контролируют сжатым воздухом при избыточном давлении 90-110 кПа (0,9-1,1 кгс/см) - по ГОСТ 5981.
(Измененная редакция, Изм. N 2).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Банки упаковывают в пакеты из бумаги или полимерных материалов или ящики из картона по ГОСТ 13516 или по ГОСТ 13511*.
______________
* На территории Российской Федерации действует ГОСТ 13511-2006. - .
Донышки собирают в стопки и обертывают бумагой или другими материалами.
(Измененная редакция, Изм. N 1, 2).
5.2. Упакованные банки укладывают в контейнеры или в ящичные поддоны по ГОСТ 23285.
По согласованию с потребителем допускается применять другие виды упаковки, обеспечивающие сохранность банок.
(Измененная редакция, Изм. N 2).
5.3. Транспортную маркировку производят по ГОСТ 14192.
5.4. Банки перевозят в крытых транспортных средствах в соответствии с правилами перевозки, действующими на транспорте каждого вида.
(Измененная редакция, Изм. N 2).
5.5. Банки и крышки должны храниться в упакованном виде в помещениях с относительной влажностью воздуха не более 70% при температуре не ниже 0 °С.
Не допускается хранение в одном помещении с готовой продукцией материалов, вызывающих коррозию и загрязнение банок.
(Измененная редакция, Изм. N 3).
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1998
