ГОСТ 34680-2020
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КРАНЫ ГРУЗОПОДЪЕМНЫЕ
Крюки кованые и штампованные. Технические требования
Cranes. Forged and stamped hooks. Technical requirements
МКС 53.020.20
Дата введения 2021-06-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Акционерным обществом "РАТТЕ" (АО "РАТТЕ") и Федеральным государственным унитарным предприятием "Российский научно-технический центр информации по стандартизации, метрологии и оценке соответствия" (ФГУП "")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 сентября 2020 г. N 133-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС N 1-2022).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 октября 2020 г. N 915-ст межгосударственный стандарт ГОСТ 34680-2020 введен в действие в качестве национального стандарта Российской Федерации с 1 июня 2021 г.
5 ВЗАМЕН ГОСТ 2105-75, ГОСТ 6627-74, ГОСТ 6628-73
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
ВНЕСЕНЫ: поправка, опубликованная в ИУС N 1, 2022 год, введенная в действие с 23.08.2021; поправка, опубликованная в ИУС N 4, 2022 год, введенная в действие с 24.03.2022; поправка, опубликованная на официальном сайте Росстандарта России rst.gov.ru по состоянию на 24.09.2024
Поправки внесены изготовителем базы данных
Введение
Настоящий стандарт устанавливает общие требования к однорогим и двурогим крюкам с цилиндрическим хвостовиком, изготовляемым методом горячей объемной штамповки и методом свободной ковки и применяемым в грузоподъемных кранах и других подъемных механизмах.
Применение положений настоящего стандарта на добровольной основе может быть использовано при подтверждении и оценке соответствия грузоподъемных кранов требованиям Технического регламента Таможенного союза ТР ТС 010/2011 "О безопасности машин и оборудования".
1 Область применения
Настоящий стандарт устанавливает технические требования к однорогим и двурогим крюкам, применяемым в грузоподъемных кранах и других подъемных механизмах, а также методы их контроля.
Настоящий стандарт не распространяется на крюки для судостроения и крюки специального назначения.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 9.032 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 12.4.026 Система стандартов безопасности труда. Цвета сигнальные, знаки безопасности и разметка сигнальная. Назначение и правила применения. Общие технические требования и характеристики. Методы испытаний
ГОСТ 1050 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 1497 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 4543 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 7505 Поковки стальные штампованные. Допуски, припуски и кузнечные напуски
ГОСТ 8479 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 9012 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9454 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9562 Основные нормы взаимозаменяемости. Резьба трапецеидальная однозаходная. Допуски
ГОСТ 14034 Отверстия центровые. Размеры
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16093 (ИСО 965-1:1998, ИСО 965-3:1998) Основные нормы взаимозаменяемости. Резьба метрическая. Допуски. Посадки с зазором
ГОСТ 19281 Прокат повышенной прочности. Общие технические условия
ГОСТ 21014 Прокат черных металлов. Термины и определения дефектов поверхности
ГОСТ 24297 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ 25347 (ISO 286-2:2010) Основные нормы взаимозаменяемости. Характеристики изделий геометрические. Система допусков на линейные размеры. Ряды допусков, предельные отклонения отверстий и валов
ГОСТ 33709.1 Краны грузоподъемные. Словарь. Часть 1. Общие положения
ГОСТ 34017 Краны грузоподъемные. Классификация режимов работы
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов и классификаторов на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации (www.easc.by) или по указателям национальных стандартов, издаваемым в государствах, указанных в предисловии, или на официальных сайтах соответствующих национальных органов по стандартизации. Если на документ дана недатированная ссылка, то следует использовать документ, действующий на текущий момент, с учетом всех внесенных в него изменений. Если заменен ссылочный документ, на который дана датированная ссылка, то следует использовать указанную версию этого документа. Если после принятия настоящего стандарта в ссылочный документ, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение применяется без учета данного изменения. Если ссылочный документ отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 21014 и ГОСТ 33709.1.
4 Общие положения
4.1 Крюки и заготовки крюков следует изготовлять в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
4.2 Заготовки крюков выполняют методом свободной ковки (далее - кованые) или методом горячей объемной штамповки (далее - штампованные).
4.3 Классификация и конструкция крюков
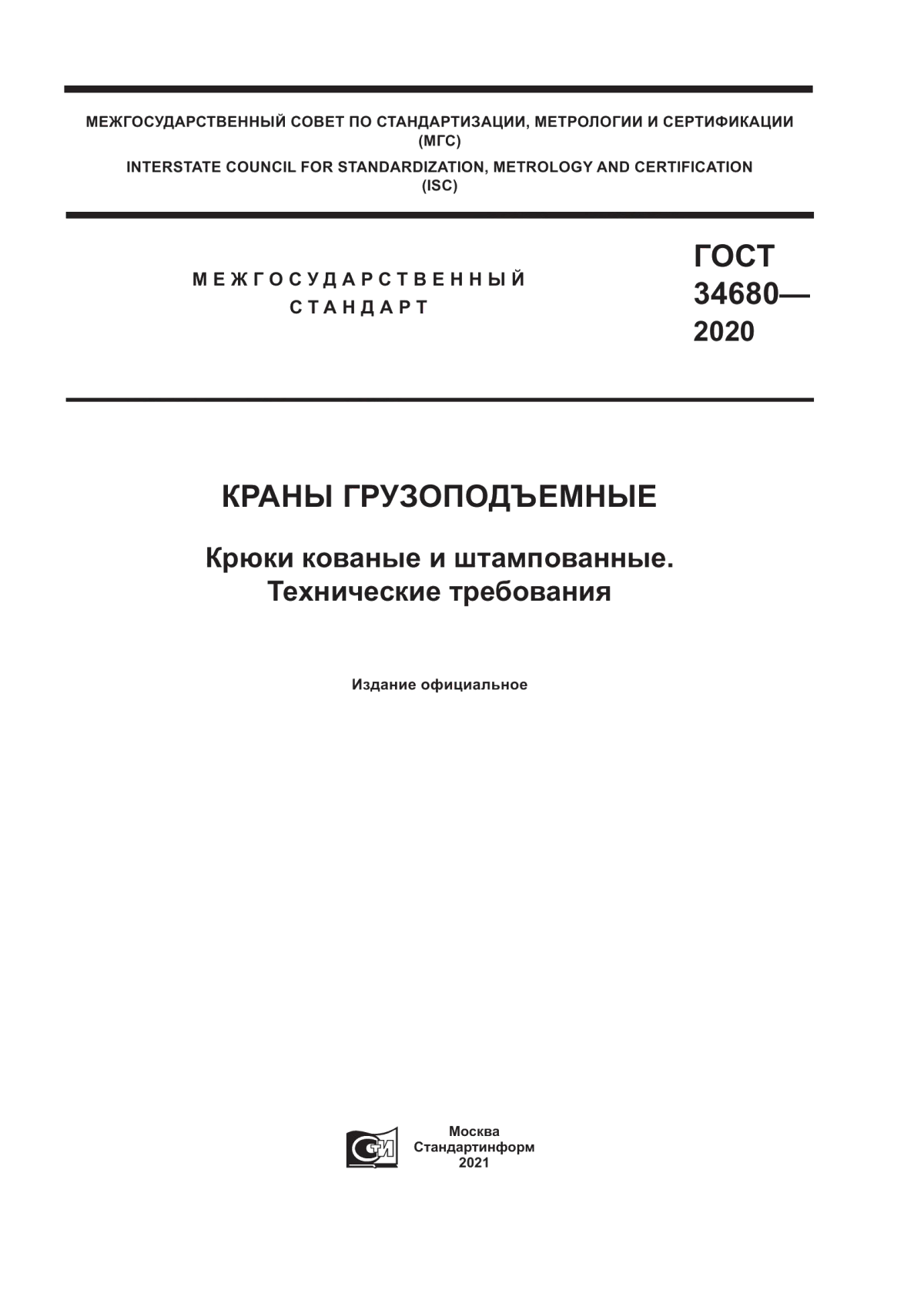
4.3.1 Крюки категории I - однорогие крюки, конструкции заготовок которых соответствуют показанным на рисунке 1. Заготовки крюков категории I разделяют по типам: А - с коротким хвостовиком; Б - с длинным хвостовиком. Каждый тип изготавливают без прилива и с приливом (N).
4.3.2 Крюки категории II - двурогие крюки, конструкции заготовок которых соответствуют показанным на рисунке 2. Заготовки крюков категории II разделяют по типам: А - с коротким хвостовиком; Б - с длинным хвостовиком.
4.3.3 Крюки категории III - однорогие кованые и штампованные крюки, конструкции заготовок которых соответствуют показанным на рисунках 3 и 4. Заготовки крюков категории III разделяют на три основных класса прочности в зависимости от величины предела текучести стали: M - 235 МПа, P - 315 МПа, T - 490 МПа, и два дополнительных класса: S - 390 МПа, V - 620 МПа. Крюки изготавливают без прилива и с приливом (N).
4.3.4 Крюки категории IV - двурогие кованые и штампованные крюки, конструкции заготовок которых соответствуют показанным на рисунке 5. Заготовки крюков категории IV разделяют на три основных класса прочности в зависимости от величины предела текучести стали: М - 235 МПа, Р - 315 МПа, Т - 490 МПа, и два дополнительных класса: S - 390 МПа, V - 620 МПа. Крюки категории IV изготовляют без приливов и с приливами (N).
4.3.5 Заготовки крюков, изготовленные методом свободной ковки, должны иметь припуск в хвостовой части по ГОСТ 8479.
|
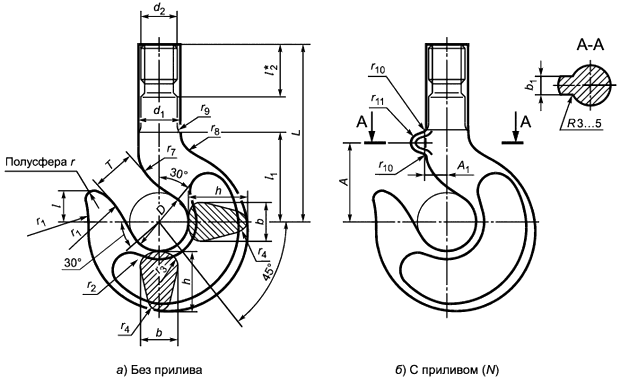
Рисунок 1 - Заготовки однорогих крюков категории I
|
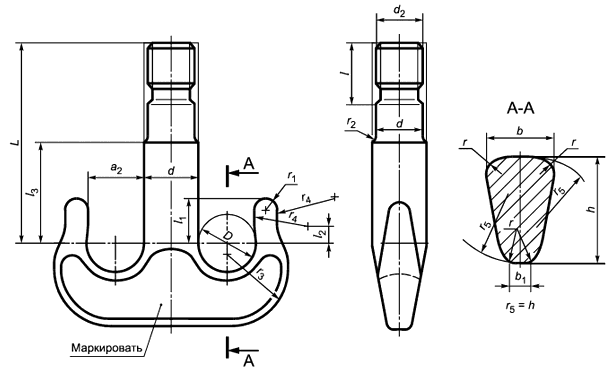
Рисунок 2 - Заготовки двурогих крюков категории II
|
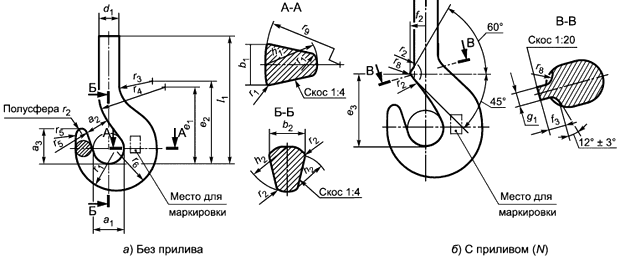
Рисунок 3 - Заготовки кованых однорогих крюков категории III от N 006 до N 250 включительно
|
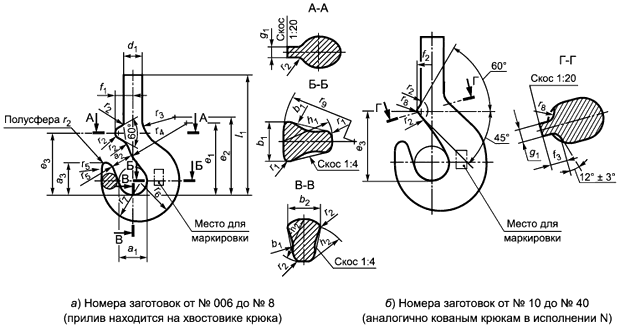
Рисунок 4 - Штампованные заготовки однорогих крюков категории III в исполнении N от N 006 до N 40 включительно
|
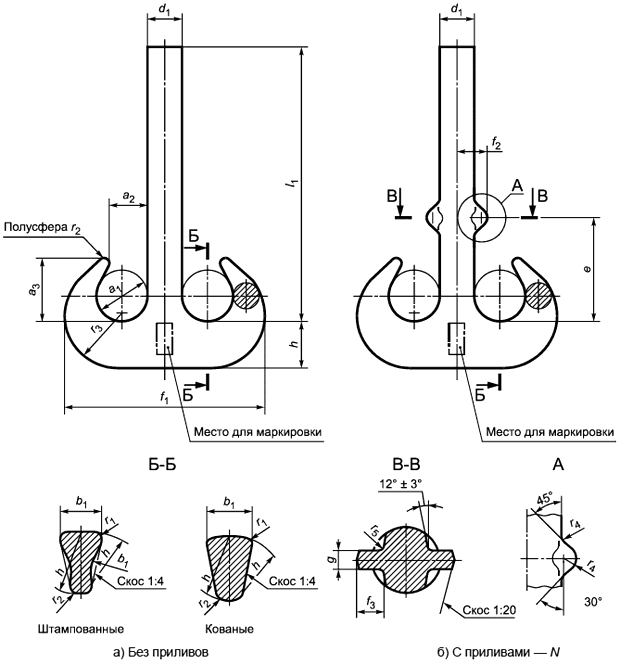
Рисунок 5 - Заготовки двурогих крюков категории IV
5 Требования к заготовкам
5.1 Общие требования
5.1.1 На поверхности заготовок крюков не должно быть трещин, заковов, плен, песочин.
5.1.2 Заготовки крюков не должны иметь усадочной рыхлости, флокенов.
5.1.3 Заготовки крюков после отковки и штамповки должны быть нормализованы и очищены от окалины.
5.1.4 Применение сварки при изготовлении заготовок крюков, а также заделка и заварка дефектов заготовок крюков не допускаются.
5.2 Материалы
5.2.1 Для изготовления заготовок крюков категорий I и II применяют стали марок 20 или 20Г по ГОСТ 1050. Допустимо применение сталей марок 30ХМА и 40ХН2МА по ГОСТ 4543, 09Г2С по ГОСТ 19281.
5.2.2 Для изготовления заготовок крюков категорий III и IV от N 006 до N 40 включительно применяют сталь марки StE295 - для класса прочности M, сталь марки StE355 - для класса прочности Р, стали марок 34CrMo4 (аналог по ГОСТ 4543 - сталь 35ХМ) и StE420 (аналог по ГОСТ 4543 - сталь 16Г2АФ) - для класса прочности S.
5.2.3 Для изготовления заготовок крюков категорий III и IV от N 50 до N 250 включительно применяют сталь марки StE355 - для класса прочности М, сталь марки StE420 - для класса прочности Р, стали марок StE500 и 34CrMo4 - для класса прочности S.
5.2.4 Для изготовления заготовок крюков категорий III и IV класса прочности T применяют стали марок StE500 и 34CrMo4 для заготовок от N 006 до N 16 включительно, для заготовок от N 20 до N 40 включительно - сталь марки 34CrMo4, а для заготовок от N 50 до N 250 включительно - сталь марки 34CrNiMo6 (аналоги по ГОСТ 4543 - стали 38Х2Н2МА и 34ХН1М).
5.2.5 Для изготовления заготовок крюков категорий III и IV класса прочности V применяют сталь марки 34CrMo4 для заготовок от N 006 до N 1.6 включительно, для заготовок от N 2.5 до N 40 включительно - сталь марки 34CrMo6, а для заготовок от N 50 до N 250 включительно - сталь марки 34CrNiMo8.
Примечание - Указанные в 5.2.2-5.2.5 стали - по [1]*-[4]. Допускается использование аналогичных сталей других марок, если доказана их идентичность.
__________________
* См. раздел Библиография. - .
5.2.6 Марка стали, предназначенная для изготовления крюка, должна быть подтверждена сертификатом предприятия - изготовителя металла. Материал должен быть подвергнут входному контролю в соответствии с требованиями ГОСТ 24297.
5.2.7 Механические свойства заготовок крюков категорий I и II должны соответствовать указанным в таблице 1.
Таблица 1 - Механические свойства заготовок крюков категорий I и II после нормализации
Диаметр шейки хвостовика крюка d, мм | Предел текучести, МПа | Временное сопротивление разрыву, МПа | Относительное удлинение, % | Относительное сужение, % | Ударная вязкость KCU, кДж/м |
Не менее | |||||
Не более 100 | 250 | 412 | 25 | 55 | 490 |
Св. 100 до 220 | 220 | 392 | 23 | 50 | |
Примечание - Величина ударной вязкости, указанная в таблице, соответствует проведению испытаний при температуре плюс 20°С с допускаемым отклонением ±5°С. Ударная вязкость при температуре минус 40°С не должна быть менее 294 кДж/м | |||||
5.2.8 Механические свойства заготовок крюков категорий III и IV должны соответствовать указанным в таблице 2.
Таблица 2 - Механические свойства заготовок крюков категорий III и IV
Класс | Мелкозернистые стали [1], [2] | Улучшенные стали [3], [4] | ||||
прочности | Предел текучести, МПа | Ударная вязкость KCV, кДж/м | Предел текучести, МПа | Ударная вязкость KCV, кДж/м | ||
при температуре испытания | при температуре испытания | |||||
Плюс 20°С | Минус 20°С | Плюс 20°С | Минус 20°С | |||
M | 235 | (690) | 490 | - | - | - |
P | 315 | - | - | - | ||
(S) | 390 | 390 | (440) | 340 | ||
T | 490 | 490 | (440) | 340 | ||
(V) | - | - | 620 | (440) | 340 | |
| ||||||
5.2.9 Проверку величин предела текучести, временного сопротивления разрыву, относительного удлинения, относительного сужения проводят по ГОСТ 1497. Величину ударной вязкости определяют по ГОСТ 9454: для заготовок крюков категорий I и II - на образцах типа 1, а для заготовок крюков категорий III и IV - на образцах типов 11-14. Измерение твердости проводят по ГОСТ 9012.
Примечание - При изготовлении заготовок крюков методом свободной ковки образцы вырезают из припуска заготовки. При изготовлении крюков методом горячей штамповки образцы вырезают из тела заготовки крюка. При этом центр образца должен совпадать с центром хвостовика, если диаметр хвостовика не превышает 25 мм. При диаметре хвостовика более 25 мм центр образца должен быть расположен на глубине 1/6 диаметра хвостовика. Количество образцов для механических испытаний на растяжение и ударную вязкость - по ГОСТ 8479.
5.3 Грузоподъемность
Грузоподъемность крюков должна соответствовать приведенной в таблицах 3-5.
Примечание - Крюки категории I и II грузоподъемностью свыше 100 т и для групп классификации режима работы механизма подъема по ГОСТ 34017 свыше М6, а также крюки категорий III и IV грузоподъемностью свыше 500 т в настоящем стандарте не рассматриваются.
Таблица 3 - Грузоподъемность однорогих крюков категории I
Номер заготовки | Грузоподъемность крюков, т | ||
крюка | для машин и механизмов с ручным | для машин и механизмов с машинным приводом | |
приводом | Группа классификации режима работы механизма подъема по ГОСТ 34017 | ||
До М6 включ. | М7-М8 | ||
1 | 0,4 | 0,32 | 0,25 |
2 | 0,5 | 0,4 | 0,32 |
3 | 0,63 | 0,5 | 0,4 |
4 | 0,8 | 0,63 | 0,5 |
5 | 1 | 0,8 | 0,63 |
6 | 1,25 | 1 | 0,8 |
7 | 1,6 | 1,25 | 1 |
8 | 2 | 1,6 | 1,25 |
9 | 2,5 | 2 | 1,6 |
10 | 3,2 | 2,5 | 2 |
11 | 4 | 3,2 | 2,5 |
12 | 5 | 4 | 3,2 |
13 | 6,3 | 5 | 4 |
14 | 8 | 6,3 | 5 |
15 | 10 | 8 | 6,3 |
16 | 12,5 | 10 | 8 |
17 | 16 | 12,5 | 10,0 |
18 | 20 | 16 | 12,5 |
19 | - | 20 | 16 |
20 | - | 25 | 20 |
21 | - | 32 | 25 |
22 | - | 40 | 32 |
23 | - | 50 | 40 |
24 | - | 63 | 50 |
25 | - | 80 | 63 |
26 | - | 100 | 80 |
Таблица 3 (Поправка. ИУС N 4-2022), (Поправка).
Таблица 4 - Грузоподъемность двурогих крюков категории II
Номер заготовки | Грузоподъемность крюков, т | ||
крюка | для машин и механизмов с ручным | Группа классификации режима работы механизма подъема по ГОСТ 34017 | |
приводом | До М6 включ. | М7-М8 | |
1 | 8 | 6,3 | 5 |
2 | 10 | 8 | 6,3 |
3 | 12,5 | 10 | 8 |
4 | 16 | 12,5 | 10 |
5 | 20 | 16 | 12,5 |
6 | - | 20 | 16 |
7 | - | 25 | 20 |
8 | - | 32 | 25 |
9 | - | 40 | 32 |
10 | - | 50 | 40 |
11 | - | 63 | 50 |
12 | - | 80 | 63 |
13 | - | 100 | 80 |
14 | - | - | 100 |
Примечание - Допускается увеличение грузоподъемности крюков категорий I и II в случае применения заготовок, изготовленных из сталей марок 30ХМА и 40ХН2МА по ГОСТ 4543, при условии подтверждения их прочности расчетом.
(Поправка. ИУС N 4-2022).
Таблица 5 - Грузоподъемность однорогих и двурогих крюков категорий III и IV
В тоннах | ||||||||||
Номер заготовки | Группа классификации режима работы механизма по ГОСТ 34017/класс прочности | |||||||||
крюка | M3/V | М3/T, M4/V | M3/S, М4/T, M5/V | М3/P, M4/S, М5/T, M6/V | М3/М, М4/P, M5/S, М6/T, M7/V | М4/М, М5/P, M6/S, M7/T, M8/V | М5/M, М6/P, M7/S, М8/T | М6/M, М7/P, | М7/M, М8/P | М8/M |
Грузоподъемность крюков | ||||||||||
006 | 0,32 | 0,25 | 0,2 | 0,16 | 0,125 | 0,1 | - | - | - | - |
010 | 0,5 | 0,4 | 0,32 | 0,25 | 0,2 | 0,16 | 0,125 | 0,1 | - | - |
012 | 0,63 | 0,5 | 0,4 | 0,32 | 0,25 | 0,2 | 0,16 | 0,125 | 0,1 | - |
020 | 1 | 0,8 | 0,63 | 0,5 | 0,4 | 0,32 | 0,25 | 0,2 | 0,16 | 0,125 |
025 | 1,25 | 1 | 0,8 | 0,63 | 0,5 | 0,4 | 0,32 | 0,25 | 0,2 | 0,16 |
04 | 2 | 1,6 | 1,25 | 1 | 0,8 | 0,63 | 0,5 | 0,4 | 0,32 | 0,25 |
05 | 2,5 | 2 | 1,6 | 1,25 | 1 | 0,8 | 0,63 | 0,5 | 0,4 | 0,32 |
08 | 4 | 3,2 | 2,5 | 2 | 1,6 | 1,25 | 1 | 0,8 | 0,63 | 0,5 |
1 | 5 | 4 | 3,2 | 2,5 | 2 | 1,6 | 1,25 | 1 | 0,8 | 0,63 |
1.6 | 8 | 6,3 | 5 | 4 | 3,2 | 2,5 | 2 | 1,6 | 1,25 | 1 |
2.5 | 12,5 | 10 | 8 | 6,3 | 5 | 4 | 3,2 | 2,5 | 2 | 1,6 |
4 | 20 | 16 | 12,5 | 10 | 8 | 6,3 | 5 | 4 | 3,2 | 2,5 |
5 | 25 | 20 | 16 | 12,5 | 10 | 8 | 6,3 | 5 | 4 | 3,2 |
6 | 32 | 25 | 20 | 16 | 12,5 | 10 | 8 | 6,3 | 5 | 4 |
8 | 40 | 32 | 25 | 20 | 16 | 12,5 | 10 | 8 | 6,3 | 5 |
10 | 50 | 40 | 32 | 25 | 20 | 16 | 12,5 | 10 | 8 | 6,3 |
12 | 63 | 50 | 40 | 32 | 25 | 20 | 16 | 12,5 | 10 | 8 |
16 | 80 | 63 | 50 | 40 | 32 | 25 | 20 | 16 | 12,5 | 10 |
20 | 100 | 80 | 63 | 50 | 40 | 32 | 25 | 20 | 16 | 12,5 |
25 | 125 | 100 | 80 | 63 | 50 | 40 | 32 | 25 | 20 | 16 |
32 | 160 | 125 | 100 | 80 | 63 | 50 | 40 | 32 | 25 | 20 |
40 | 200 | 160 | 125 | 100 | 80 | 63 | 50 | 40 | 32 | 25 |
50 | 250 | 200 | 160 | 125 | 100 | 80 | 63 | 50 | 40 | 32 |
63 | 320 | 250 | 200 | 160 | 125 | 100 | 80 | 63 | 50 | 40 |
80 | 400 | 320 | 250 | 200 | 160 | 125 | 100 | 80 | 63 | 50 |
100 | 500 | 400 | 320 | 250 | 200 | 160 | 125 | 100 | 80 | 63 |
125 | - | 500 | 400 | 320 | 250 | 200 | 160 | 125 | 100 | 80 |
160 | - | - | 500 | 400 | 320 | 250 | 200 | 160 | 125 | 100 |
200 | - | - | - | 500 | 400 | 320 | 250 | 200 | 160 | 125 |
250 | - | - | - | - | 500 | 400 | 320 | 250 | 200 | 160 |
Примечание - Группу классификации режима работы механизма ниже М3 следует принимать как М3. | ||||||||||
5.4 Размеры
Размеры заготовок крюков должны соответствовать указанным в таблицах 6-16. Обозначения размеров приведены на рисунках 1-5.
Таблица 6 - Размеры заготовок однорогих крюков категории I
В миллиметрах | ||||||||||||||||||
Номер заготовки | D | T | L | A |
| b |
| d |
|
| ||||||||
крюка | Номи- | Предельные отклонения для метода изготовления | Номи- | Предель- | Тип А | Тип Б | Номи- | Предельные отклонения для метода изготовления | Номи- | Предельные отклонения для метода изготовления | ||||||||
Штам- | Ковка | Штам- | Ковка | Штам- | Ковка | |||||||||||||
1 | 20 | +1,2 | - | 14 | +1,2 | 65 | 80 | 26 | 9 | 12 | +1,2 | - | 8 | 15 | +1,2 | - | 12 | М12 |
2 | 22 | 16 | 70 | 90 | 28 | 13 | ||||||||||||
3 | 25 | +1,7 | 18 | +1,7 | 75 | 100 | 31 | 10 | 15 | +1,7 | 18 | +1,7 | 15 | М14 | ||||
4 | 30 | 22 | 85 | 110 | 35 | 12 | 18 | 9 | 20 | 17 | М16 | |||||||
5 | 32 | 24 | 90 | 120 | 38 | 20 | ||||||||||||
6 | 36 | +2,2 | 26 | +2,2 | 105 | 130 | 42 | 15 | 22 | +2,2 | 10 | 25 | +2,2 | 20 | М20 | |||
7 | 40 | 30 | 120 | 140 | 48 | 24 | ||||||||||||
8 | 45 | 33 | 130 | 160 | 56 | 18 | 26 | 12 | 30 | 25 | М24 | |||||||
9 | 50 | +2,9 | 36 | 145 | 180 | 60 | 21 | 30 | +2,7 | 35 | +2,7 | 30 | М27 | |||||
10 | 55 | +3,2 | 40 | +2,9 | 165 | 220 | 65 | 34 | +2,9 | +2,9 | М30 | |||||||
11 | 60 | +3,4 | 45 | +3,2 | 180 | 300 | 78 | 25 | 38 | +3,2 | 16 | 40 | +3,2 | 35 | М33 | |||
12 | 65 | 50 | +3,4 | 195 | 375 | 82 | 28 | 40 | 45 | 40 | М36 | |||||||
13 | 75 | +3,9 | 55 | +3,9 | 250 | 410 | 92 | 32 | 48 | +3,7 | 20 | 52 | +3,9 | 45 | М42 | |||
14 | 85 | +4,1 | 65 | +4,1 | 280 | 475 | 105 | 35 | 54 | +4,1 | 56 | +4,1 | 50 | М48 | ||||
15 | 95 | +4,1 | +8,0 | 75 | +4,1 | 310 | 520 | - | - | 60 | +4,1 | +8,0 | - | 62 | +4,1 | +8,0 | 55 | М52 |
16 | 110 | +4,4 | 85 | +4,4 | 340 | 580 | 65 | +4,4 | 68 | +4,4 | 60 | М56 | ||||||
17 | 120 | +5,5 | +10,0 | 90 | +5,4 | 415 | 600 | 75 | +5,4 | +10,0 | - | 80 | +5,4 | +10,0 | 70 | М64 | ||
18 | 130 | +6,5 | +12,0 | 100 | +6,4 | 440 | 630 | 80 | +6,4 | +12,0 | 85 | +6,4 | +12,0 | 75 | Tr 70x10 | |||
19 | 150 | 115 | +6,5 | 480 | 660 | 90 | 95 | 85 | Tr 80x10 | |||||||||
20 | 170 | +8,5 | +16,0 | 130 | +8,5 | 535 | 730 | 102 | +8,4 | +16,0 | 110 | +8,4 | +16,0 | 100 | Tr 90x12 | |||
21 | 190 | +9,8 | +18,0 | 145 | +9,5 | 580 | 800 | 115 | +9,4 | +18,0 | 125 | +9,5 | +18,0 | 110 | Tr 100x12 | |||
22 | 210 | +11,8 | +20,0 | 160 | +11,5 | 675 | 960 | 130 | +11,5 | +20,0 | 135 | +11,5 | +20,0 | 120 | Tr 110x12 | |||
23 | 240 | +13,8 | +22,0 | 180 | +13,8 | 730 | 1050 | 150 | +13,5 | +22,0 | 160 | +13,5 | +22,0 | 140 | Tr 120x16 | |||
24 | 270 | +15,1 | +24,0 | 205 | +14,8 | 820 | 1100 | 165 | +14,5 | +24,0 | 170 | +14,5 | +24,0 | 150 | Tr 140x16 | |||
25 | 300 | +16,1 | +28,0 | 230 | +15,8 | 840 | 1200 | 190 | +15,8 | +28,0 | 190 | +15,8 | +28,0 | 170 | Tr 160x16 | |||
26 | 320 | +17,1 | +30,0 | 250 | +16,8 | 860 | 1300 | 200 | +16,8 | 200 | +16,8 | 180 | Tr 170x16 | |||||
Таблица 7 - Размеры заготовок однорогих крюков категории I
В миллиметрах | |||||||||||||||||||
Номер заготовки | h | l |
| r |
|
|
|
|
|
|
|
|
| Масса, кг, не более | |||||
крюка | Номинальная величина | Предельные отклонения для метода изготовления | Не менее | Тип А | Тип Б | ||||||||||||||
Штамповка | Ковка | ||||||||||||||||||
1 | 18 | +1,2 | - | 10 | 30 | 20 | 4,5 | 28 | 3,0 | 11 | 25 | 11 | 22 | 8 | 1,0 | 3 | 5 | 0,18 | 0,20 |
2 | 21 | -0,7 | 32 | 4,0 | 12 | 28 | 12 | 24 | 1,5 | 0,22 | 0,25 | ||||||||
3 | 24 | +1,7 | 12 | 35 | 5,0 | 30 | 13 | 32 | 13 | 26 | 9 | 0,35 | 0,40 | ||||||
4 | 26 | -0,9 | 15 | 40 | 25 | 5,5 | 35 | 5,0 | 14 | 37 | 14 | 30 | 10 | 6 | 0,50 | 0,60 | |||
5 | 28 | 16 | 45 | 6,0 | 38 | 5,5 | 16 | 40 | 16 | 32 | 11 | 0,60 | 0,70 | ||||||
6 | 32 | +2,2 | 18 | 50 | 30 | 40 | 18 | 45 | 18 | 36 | 13 | 2,5 | 0,90 | 1,00 | |||||
7 | 36 | -1,2 | 20 | 55 | 6,5 | 45 | 6,0 | 20 | 50 | 20 | 40 | 15 | 1,30 | 1,50 | |||||
8 | 40 | 22 | 65 | 35 | 7,0 | 50 | 22 | 56 | 30 | 45 | 17 | 5 | 8 | 1,70 | 1,90 | ||||
9 | 45 | +2,7 | 25 | 70 | 40 | 8,0 | 55 | 7,0 | 25 | 62 | 36 | 50 | 18 | 2,60 | 2,90 | ||||
10 | 52 | +3,2 | 30 | 85 | 45 | 10,0 | 60 | 8,0 | 28 | 70 | 38 | 55 | 20 | 3,60 | 4,10 | ||||
11 | 55 | +3,4 | 34 | 90 | 50 | 10,0 | 70 | 9,0 | 30 | 78 | 42 | 60 | 21 | 10 | 10 | 4,50 | 5,70 | ||
12 | 65 | -2,0 | 36 | 95 | 55 | 80 | 35 | 90 | 45 | 70 | 22 | 6,45 | 8,90 | ||||||
13 | 75 | +3,9 | 38 | 105 | 60 | 11,0 | 85 | 10,0 | 40 | 100 | 50 | 75 | 25 | 12 | 9,60 | 12,20 | |||
14 | 82 | +4,1 | 42 | 120 | 70 | 12,0 | 95 | 12,0 | 45 | 110 | 60 | 85 | 28 | 13,50 | 17,70 | ||||
15 | 90 | +4,1 | +8,0 | 46 | 135 | 75 | 15,0 | 110 | 13,0 | 50 | 125 | 65 | 95 | 30 | - | - | 18,0 | 23,0 | |
16 | 100 | +4,4 | 55 | 150 | 80 | 18,0 | 120 | 55 | 140 | 75 | 110 | 34 | 26,0 | 33,0 | |||||
17 | 115 | +5,4 | +10,0 | 60 | 165 | 90 | 20,0 | 125 | 14,0 | 62 | 155 | 84 | 120 | 36 | 37,0 | 44,5 | |||
18 | 130 | +6,6 | +12,0 | 62 | 180 | 95 | 21,0 | 140 | 16,0 | 70 | 170 | 90 | 130 | 40 | 49,5 | 56,0 | |||
19 | 150 | -3,3 | -3,0 | 75 | 210 | 100 | 22,0 | 170 | 18,0 | 75 | 200 | 105 | 150 | 45 | 70,0 | 82,5 | |||
20 | 164 | +8,5 | +16,0 | 80 | 230 | 115 | 30,0 | 190 | 20,0 | 100 | 220 | 120 | 170 | 50 | 102,0 | 121,0 | |||
21 | 184 | +9,8 | +18,0 | 95 | 260 | 130 | 32,0 | 210 | 23,0 | 110 | 245 | 135 | 190 | 60 | 5,0 | 130,0 | 150,0 | ||
22 | 205 | +11,8 | +20,0 | 100 | 280 | 140 | 35,0 | 230 | 25,0 | 120 | 270 | 150 | 210 | 175,0 | 206,0 | ||||
23 | 240 | +13,8 | +22,0 | 120 | 330 | 150 | 40,0 | 280 | 30,0 | 130 | 320 | 170 | 240 | 65 | 262,0 | 312,0 | |||
24 | 260 | +15,1 | +26,0 | 135 | 360 | 175 | 44,0 | 300 | 35,0 | 140 | 350 | 190 | 270 | 7,5 | 353,0 | 400,0 | |||
25 | 290 | +16,1 | +28,0 | 150 | 400 | 190 | 45,0 | 330 | 38,0 | 150 | 390 | 210 | 300 | 75 | 520,0 | 600,0 | |||
26 | 320 | +17,1 | +30,0 | 160 | 440 | 210 | 48,0 | 360 | 40,0 | 165 | 420 | 230 | 340 | 100 | 585,0 | 695,0 | |||
Примечания
1 Размер ![]() указан для изготовления заготовок крюков методом горячей объемной штамповки.
указан для изготовления заготовок крюков методом горячей объемной штамповки.
2 Допускается отгиб носика крюка не более 6 мм для заготовок крюков номеров 1-14 и не более 10 мм для крюков номеров 15-26 в плоскости, перпендикулярной плоскости чертежа.
3 Длина L указана без припуска для проверки механических свойств металла.
4 Допускается для грузоподъемных машин и механизмов, у которых группа классификации режима работы механизма подъема М6, длину L заготовок крюков типа Б увеличивать на 150 мм, но не более.
5 По заказу потребителя заготовки крюков номеров 1-14 допускается изготовлять без прилива.
6 Предельные отклонения размеров, не указанные в таблице для заготовок крюков, изготовляемых методом горячей объемной штамповки, должны быть выполнены по ГОСТ 7505.
7 При изготовлении заготовок крюков методом свободной ковки радиусы, служащие для построения и образования конфигурации крюка, не являются сдаточными параметрами. Допуски определяет изготовитель.
8 Допускается вместо радиусов ![]() и
и ![]() прямая площадка.
прямая площадка.
9 Для размеров l, ![]() , A,
, A, ![]() заготовок крюков, получаемых методом свободной ковки, предельные отклонения соответствуют предельным отклонениям размера D соответствующего номера заготовки.
заготовок крюков, получаемых методом свободной ковки, предельные отклонения соответствуют предельным отклонениям размера D соответствующего номера заготовки.
Таблица 8 - Размеры заготовок двурогих крюков категории II
В миллиметрах | ||||||||||||||
Номер заготовки | D | d |
|
| b |
| ||||||||
крюка | Номи- | Предельные отклонения для метода изготовления | Номи- | Предельные отклонения для метода изготовления | Номи- | Предельные отклонения для метода изготовления | Номи- | Предельные отклонения для метода изготовления | ||||||
Штамповка | Ковка | Штамповка | Ковка | Штамповка | Ковка | Штамповка | Ковка | |||||||
1 | 60 | +3,9 | +8 | 56 | +3,9 | +8 | 50 | М48 | 35 | +3,7 | +7 | 18 | +3,7 | +7 |
2 | 70 | +4,1 | 62 | +4,1 | +9 | 55 | М52 | 40 | +3,9 | +8 | 20 | +3,9 | +8 | |
3 | 80 | +9 | 68 | 60 | М56 | 45 | 22 | |||||||
4 | 90 | +4,4 | 80 | +4,4 | +10 | 70 | М64 | 50 | +4,2 | 25 | +4,2 | |||
5 | 100 | +5,4 | +10 | 85 | +5,4 | 75 | Трап.70x10 | 60 | +5,4 | +9 | 30 | +5,2 | +9 | |
6 | 115 | +6,4 | 95 | +6,4 | +11 | 85 | Трап.80x10 | 65 | +6,4 | 32 | +6,2 | |||
7 | 125 | +6,5 | +11 | 110 | 100 | Трап.90x12 | 75 | +12 | 38 | +12 | ||||
8 | 145 | +8,5 | +14 | 125 | +8,5 | +14 | 110 | Трап.100x12 | 85 | +8,4 | 42 | +8,2 | ||
9 | 160 | +11,5 | 135 | +11,5 | 120 | Трап.110x12 | 95 | +11,4 | +17 | 48 | +11,2 | |||
10 | 180 | +18 | 160 | +18 | 140 | Трап.120x16 | 105 | 52 | +11,4 | +14 | ||||
11 | 200 | +13,8 | 170 | +13,5 | 150 | Трап.140x16 | 115 | +13,4 | +18 | 58 | +13,4 | +16 | ||
12 | 220 | +22 | 190 | +13,8 | +22 | 170 | Трап.160x16 | 130 | +13,5 | +20 | 65 | +13,4 | ||
13 | 250 | +24 | 200 | 180 | Трап.170x16 | 150 | 75 | +13,4 | ||||||
14 | 280 | +14,0 | 220 | 200 | Трап.180x20 | 165 | +22 | 85 | ||||||
Таблица 9 - Размеры заготовок двурогих крюков категории II
В миллиметрах | ||||||||||||||||
Номер заготовки | h | L | l |
|
| r |
|
|
| Масса, кг, не более | ||||||
крюка | Номинальный размер | Предельные отклонения для метода изготовления | Тип А | Тип Б | Тип А | Тип Б | ||||||||||
Штамповка | Ковка | |||||||||||||||
1 | 60 | +3,9 | +8 | 230 | 475 | 70 | 50 | 22 | 70 | 10 | 10 | 3 | 65 | 100 | 8 | 12 |
2 | 70 | +4,1 | +9 | 260 | 520 | 75 | 55 | 25 | 80 | 12 | 80 | 115 | 11 | 17 | ||
3 | 75 | +10 | 280 | 580 | 80 | 60 | 28 | 85 | 4 | 90 | 125 | 14 | 21 | |||
4 | 85 | +4,4 | 325 | 640 | 90 | 70 | 30 | 100 | 15 | 15 | 100 | 135 | 20 | 30 | ||
5 | 95 | +5,4 | +12 | 360 | 700 | 95 | 80 | 35 | 110 | 16 | 115 | 145 | 28 | 39 | ||
6 | 110 | +6,4 | 420 | 760 | 100 | 85 | 40 | 120 | 20 | 5 | 125 | 165 | 41 | 55 | ||
7 | 120 | 470 | 820 | 115 | 95 | 45 | 130 | 18 | 22 | 135 | 180 | 60 | 78 | |||
8 | 140 | +8,5 | +14 | 525 | 875 | 130 | 115 | 50 | 150 | 20 | 25 | 160 | 200 | 90 | 112 | |
9 | 150 | +11,5 | 590 | 940 | 140 | 130 | 55 | 170 | 22 | 26 | 175 | 230 | 126 | 155 | ||
10 | 170 | +16 | 660 | 1000 | 150 | 140 | 65 | 180 | 30 | 6 | 200 | 260 | 159 | 206 | ||
11 | 180 | +13,5 | 725 | 1050 | 175 | 165 | 70 | 205 | 25 | 220 | 280 | 228 | 265 | |||
12 | 210 | +13,8 | +23 | 800 | 1150 | 190 | 180 | 80 | 220 | 35 | 8 | 240 | 310 | 302 | 357 | |
13 | 235 | 860 | 1175 | 205 | 200 | 95 | 250 | 30 | 265 | 330 | 400 | 471 | ||||
14 | 270 | +14,0 | 900 | 1200 | 230 | 210 | 100 | 260 | 35 | 40 | 10 | 300 | 360 | 530 | 620 | |
Примечания
1 Длина L заготовки крюка указана без припуска на испытания.
2 Длину L для заготовок крюков типа Б разрешается увеличивать не более чем на 100 мм для машин, у которых группа классификации режима работы механизма подъема М6.
3 Для заготовок крюков, изготовляемых методом свободной ковки, несоосность зевов относительно общей оси для заготовок крюков с номерами начиная с N 1 и по N 5 включительно - не более 8 мм, с N 6 и по N 10 включительно - не более 14 мм, с N 11 и по N 14 включительно - не более 20 мм.
4 В заготовках крюков, изготовляемых методом свободной ковки, допускается в нижней части сечения А-А радиус не выполнять.
___________________
* Текст документа соответствует оригиналу. - .
Таблица 10 - Размеры штампованных заготовок однорогих крюков категории III исполнения N
В миллиметрах | ||||||||||||||||||||||||||
Номер заготовки крюка |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Масса, кг | ||
006 | 25 | 20 | 28 | 13 | 11 | 14 | 60 | 60 | 52 | 14,5 | - | - | 6,5 | 17 | 14 | 100 | 2 | 3 | 32 | 53 | 53 | 27 | 26 | - | 34 | 0,2 |
010 | 28 | 22 | 32 | 16 | 13 | 16 | 67 | 68 | 60 | 16,5 | - | - | 7 | 20 | 17 | 109 | 2 | 3,5 | 35 | 60 | 60 | 31 | 30 | - | 40 | 0,3 |
012 | 30 | 24 | 34 | 19 | 15 | 16 | 71 | 73 | 63 | 18 | - | - | 7,5 | 22 | 19 | 115 | 2,5 | 4 | 37 | 63 | 63 | 34 | 33 | - | 44 | 0,4 |
020 | 34 | 27 | 39 | 21 | 18 | 20 | 81 | 82 | 70 | 20 | - | - | 8,5 | 26 | 22 | 138 | 2,5 | 4,5 | 40 | 71 | 71 | 39 | 37 | - | 52 | 0,6 |
025 | 36 | 28 | 41 | 22 | 19 | 20 | 85 | 88 | 74 | 22 | - | - | 9 | 28 | 24 | 144 | 3 | 5 | 43 | 75 | 75 | 42 | 40 | - | 56 | 0,8 |
04 | 40 | 32 | 45 | 27 | 22 | 24 | 96 | 100 | 83 | 25 | - | - | 10 | 34 | 29 | 155 | 3,5 | 5,5 | 46 | 85 | 85 | 49 | 45 | - | 68 | 1,1 |
05 | 43 | 34 | 49 | 29 | 24 | 24 | 102 | 108 | 89 | 26 | - | - | 10,5 | 37 | 31 | 167 | 4 | 6 | 48 | 90 | 90 | 53 | 48 | - | 74 | 1,6 |
08 | 48 | 38 | 54 | 35 | 29 | 30 | 115 | 120 | 100 | 29 | - | - | 12 | 44 | 37 | 186 | 4,5 | 7 | 52 | 100 | 100 | 61 | 56 | - | 88 | 2,3 |
1 | 50 | 40 | 57 | 38 | 32 | 30 | 120 | 128 | 105 | 31 | - | - | 12,5 | 48 | 40 | 197 | 5 | 8 | 55 | 106 | 106 | 65 | 60 | - | 96 | 3,2 |
1.6 | 56 | 45 | 64 | 45 | 38 | 36 | 135 | 146 | 118 | 35 | - | - | 14 | 56 | 48 | 224 | 6 | 9 | 60 | 118 | 118 | 76 | 68 | - | 112 | 4,5 |
2.5 | 63 | 50 | 72 | 53 | 45 | 42 | 152 | 167 | 132 | 40 | - | - | 16 | 67 | 58 | 253 | 7 | 10 | 65 | 132 | 132 | 90 | 78 | - | 134 | 6,3 |
4 | 71 | 56 | 80 | 63 | 53 | 48 | 172 | 190 | 148 | 45 | - | - | 16 | 80 | 67 | 285 | 8 | 12 | 71 | 150 | 150 | 103 | 90 | - | 160 | 8,8 |
5 | 80 | 63 | 90 | 71 | 60 | 53 | 194 | 215 | 165 | 51 | - | - | 18 | 90 | 75 | 318 | 9 | 14 | 80 | 170 | 170 | 114 | 100 | - | 180 | 12,3 |
6* | 90 | 71 | 101 | 80 | 67 | 60 | 218 | 240 | 185 | 57 | - | - | 18 | 100 | 85 | 380 | 10 | 16 | 90 | 190 | 190 | 131 | 112 | - | 200 | 17,1 |
8 | 100 | 80 | 113 | 90 | 75 | 67 | 242 | 268 | 210 | 64 | - | - | 23 | 112 | 95 | 418 | 11 | 18 | 100 | 212 | 212 | 146 | 125 | - | 224 | 24 |
10* | 112 | 90 | 127 | 100 | 85 | 75 | 256 | 286 | 221 | - | 46 | 26 | 23 | 125 | 106 | 452 | 12 | 20 | 65 | 165 | 236 | 163 | 140 | 12 | 250 | 34 |
12* | 125 | 100 | 143 | 112 | 95 | 85 | 292 | 316 | 252 | - | 53 | 34 | 28 | 140 | 118 | 510 | 14 | 22 | 70 | 185 | 265 | 182 | 160 | 16 | 280 | 47 |
16* | 140 | 112 | 160 | 125 | 106 | 95 | 325 | 357 | 280 | - | 58 | 35 | 33 | 160 | 132 | 582 | 16 | 25 | 80 | 210 | 300 | 204 | 180 | 16 | 320 | 66 |
20* | 160 | 125 | 180 | 140 | 118 | 106 | 370 | 405 | 330 | - | 68 | 45 | 33 | 180 | 150 | 653 | 18 | 28 | 90 | 240 | 335 | 232 | 200 | 20 | 360 | 95 |
25 | 180 | 140 | 202 | 160 | 132 | 118 | 415 | 455 | 360 | - | 74 | 45 | 38 | 200 | 170 | 724 | 20 | 32 | 100 | 270 | 375 | 262 | 224 | 20 | 400 | 136 |
32* | 200 | 160 | 225 | 180 | 150 | 132 | 465 | 510 | 400 | - | 80 | 45 | 38 | 224 | 190 | 796 | 22 | 36 | 115 | 300 | 425 | 292 | 250 | 20 | 448 | 187 |
40* | 224 | 180 | 252 | 200 | 170 | 150 | 517 | 567 | 447 | - | 93 | 55 | 42 | 250 | 212 | 893 | 25 | 40 | 130 | 335 | 475 | 326 | 280 | 25 | 500 | 264 |
* Крюки для специальных кранов (например, для металлургических). | ||||||||||||||||||||||||||
Таблица 11 - Допустимые отклонения размеров штампованных заготовок однорогих крюков категории III исполнения N
В миллиметрах | ||||||||||||||
Номер заготовки крюка |
|
|
|
|
|
|
|
|
|
|
|
|
| |
От 006 до 04 включ. | +2 | +1 | ||||||||||||
От 05 до 2.5 включ. | +3 | +1 | ||||||||||||
От 4 до 5 включ. | +4 | +2 | ||||||||||||
От 6 до 8 включ. | +5 | +2 | ||||||||||||
От 10 до 16 включ. | +6 | +3 | ||||||||||||
От 20 до 40 включ. | +8 | +3 | ||||||||||||
Таблица 12 - Размеры кованых заготовок однорогих крюков категории III
В миллиметрах | |||||||||||||||||||||||||
Номер заготовки крюка |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
| Масса, кг | ||
10 | 112 | 90 | 127 | 100 | 85 | 75 | 256 | 286 | 221 | 46 | 26 | 23 | 125 | 106 | 460 | 12 | 20 | 65 | 165 | 236 | 163 | 140 | 12 | 250 | 40 |
12 | 125 | 100 | 143 | 112 | 95 | 85 | 292 | 316 | 252 | 53 | 34 | 28 | 140 | 118 | 525 | 14 | 22 | 70 | 185 | 265 | 182 | 160 | 16 | 280 | 55 |
16 | 140 | 112 | 160 | 125 | 106 | 95 | 325 | 357 | 280 | 58 | 35 | 33 | 160 | 132 | 595 | 16 | 25 | 80 | 210 | 300 | 204 | 180 | 16 | 320 | 77 |
20 | 160 | 125 | 180 | 140 | 118 | 106 | 370 | 405 | 330 | 68 | 45 | 33 | 180 | 150 | 665 | 18 | 28 | 90 | 240 | 335 | 232 | 200 | 20 | 360 | 112 |
25 | 180 | 140 | 202 | 160 | 132 | 118 | 415 | 455 | 360 | 74 | 45 | 38 | 200 | 170 | 735 | 20 | 32 | 100 | 270 | 375 | 262 | 224 | 20 | 400 | 160 |
32 | 200 | 160 | 225 | 180 | 150 | 132 | 465 | 510 | 400 | 80 | 45 | 38 | 224 | 190 | 810 | 22 | 36 | 115 | 300 | 425 | 292 | 250 | 20 | 448 | 220 |
40 | 224 | 180 | 252 | 200 | 170 | 150 | 517 | 567 | 447 | 93 | 55 | 42 | 250 | 212 | 905 | 25 | 40 | 130 | 335 | 475 | 326 | 280 | 25 | 500 | 310 |
50 | 250 | 200 | 285 | 224 | 190 | 170 | 575 | 635 | 485 | 100 | 55 | 42 | 280 | 236 | 990 | 28 | 45 | 150 | 370 | 530 | 363 | 315 | 25 | 560 | 430 |
63* | 280 | 224 | 320 | 250 | 212 | 190 | 655 | 710 | 550 | 108 | 60 | 45 | 315 | 265 | 1120 | 32 | 50 | 160 | 420 | 600 | 408 | 355 | 25 | 630 | 600 |
80* | 315 | 250 | 358 | 280 | 236 | 212 | 727 | 802 | 598 | 113 | 60 | 45 | 355 | 300 | 1270 | 36 | 56 | 180 | 470 | 670 | 460 | 400 | 25 | 710 | 860 |
100* | 355 | 280 | 402 | 315 | 265 | 236 | 827 | 902 | 688 | 130 | 70 | 50 | 400 | 335 | 1415 | 40 | 63 | 200 | 530 | 750 | 516 | 450 | 30 | 800 | 1220 |
125* | 400 | 315 | 450 | 355 | 300 | 265 | 920 | 1020 | 750 | 138 | 70 | 50 | 450 | 375 | 1590 | 45 | 71 | 230 | 600 | 850 | 579 | 500 | 30 | 900 | 1740 |
160* | 450 | 355 | 505 | 400 | 335 | 300 | 1035 | 1145 | 825 | 147 | 70 | 55 | 500 | 425 | 1790 | 50 | 80 | 250 | 675 | 950 | 654 | 560 | 30 | 1000 | 2480 |
200* | 500 | 400 | 565 | 450 | 375 | 335 | 1150 | 1275 | 900 | 154 | 70 | 55 | 560 | 475 | 2048 | 56 | 90 | 285 | 750 | 1060 | 729 | 630 | 30 | 1120 | 3420 |
250 | 560 | 450 | 635 | 500 | 425 | 375 | 1280 | 1430 | 980 | 164 | 70 | 60 | 630 | 530 | 2305 | 63 | 100 | 320 | 840 | 1180 | 815 | 710 | 30 | 1260 | 4800 |
* Крюки для специальных кранов (например, для металлургических). | |||||||||||||||||||||||||
Таблица 13 - Допустимые отклонения размеров кованых заготовок однорогих крюков категории III
В миллиметрах | |||||||||||||
Номер заготовки крюка |
|
|
|
|
|
|
|
|
|
|
|
| |
От 10 до 16 включ. | +10 | ±8 | +12 | +10 | ±8 | +4 | +16 | ||||||
От 20 до 32 включ. | +12 | ±10 | +16 | +12 | ±10 | +5 | +20 | ||||||
От 40 до 63 включ. | +16 | ±12 | +20 | +16 | ±12 | +6 | +24 | ||||||
От 80 до 125 включ. | +20 | ±16 | +25 | +20 | ±16 | +8 | +32 | ||||||
От 160 до 250 включ. | +25 | ±20 | +32 | +25 | ±20 | +10 | +40 | ||||||
Таблица 14 - Размеры заготовок двурогих крюков категории IV
В миллиметрах | |||||||||||||||||||||
Номер заготовки |
|
|
|
|
| e |
|
|
| g | h |
|
|
|
| Масса заготовки, кг | |||||
крюка | Метод изготовления и исполнение | ||||||||||||||||||||
Штамповка без прилива | Штамповка с приливом (N) | Ковка без прилива | Ковка с приливом (N) | ||||||||||||||||||
05 | 34 | 27 | 44 | 22 | 24 | 80 | 130 | 20 | 12 | 10 | 27 | 165 | 3 | 3 | 36 | 6 | 1,6 | 1,8 | 1,9 | - | - |
08 | 38 | 30 | 49 | 26 | 30 | 83 | 150 | 22 | 12 | 10,5 | 33 | 183 | 4 | 3 | 41 | 6 | 1,6 | 2,5 | 2,6 | ||
1 | 40 | 32 | 52 | 28 | 30 | 96 | 158 | 22 | 14 | 12 | 36 | 195 | 4 | 3,5 | 44 | 7 | 1,6 | 3,5 | 3,8 | ||
1.6 | 45 | 36 | 59 | 34 | 36 | 100 | 183 | 28 | 14 | 12,5 | 43 | 222 | 5 | 4 | 51 | 7 | 1,6 | 5 | 5,3 | ||
2.5 | 50 | 40 | 65 | 40 | 42 | 112 | 208 | 30 | 14 | 14 | 50 | 250 | 6 | 4,5 | 58 | 7 | 1,6 | 6,5 | 6,9 | ||
4 | 56 | 45 | 73 | 48 | 48 | 124 | 238 | 33 | 23 | 16 | 60 | 280 | 7 | 5,5 | 67 | 10 | 2,5 | 9 | 9,7 | ||
5 | 63 | 50 | 82 | 53 | 53 | 143 | 266 | 40 | 23 | 16 | 67 | 312 | 8 | 6,5 | 75 | 10 | 2,5 | 12,5 | 13,4 | ||
6* | 71 | 56 | 92 | 60 | 60 | 160 | 301 | 44 | 23 | 18 | 75 | 375 | 9 | 7 | 85 | 10 | 2,5 | 15,5 | 16,8 | ||
8 | 80 | 63 | 103 | 67 | 67 | 182 | 337 | 48 | 23 | 18 | 85 | 415 | 10 | 8 | 95 | 10 | 2,5 | 24 | 25,3 | ||
10* | 90 | 71 | 116 | 75 | 75 | 192 | 377 | 54 | 27 | 23 | 95 | 450 | 11 | 9 | 106 | 12 | 3,0 | 34,3 | 35,5 | 35 | 36,3 |
12* | 100 | 80 | 130 | 85 | 85 | 210 | 421 | 60 | 27 | 23 | 106 | 510 | 12,5 | 10 | 118 | 12 | 3,0 | 48 | 49,5 | 49 | 50,5 |
16* | 112 | 90 | 146 | 95 | 95 | 237 | 471 | 69 | 36 | 28 | 118 | 580 | 14 | 11 | 132 | 16 | 4,0 | 67,6 | 69,7 | 69 | 71,1 |
20* | 125 | 100 | 163 | 106 | 106 | 265 | 531 | 75 | 36 | 33 | 132 | 650 | 16 | 12,5 | 150 | 16 | 4,0 | 95 | 97,5 | 97 | 99,5 |
25 | 140 | 112 | 182 | 118 | 118 | 315 | 598 | 86 | 45 | 33 | 150 | 715 | 18 | 14 | 170 | 20 | 5,0 | 132 | 135 | 135 | 138 |
32* | 160 | 125 | 205 | 132 | 132 | 335 | 672 | 94 | 45 | 38 | 170 | 790 | 20 | 16 | 190 | 20 | 5,0 | 189 | 193 | 193 | 197 |
40* | 180 | 140 | 230 | 150 | 150 | 375 | 754 | 104 | 45 | 38 | 190 | 885 | 22 | 18 | 212 | 20 | 5,0 | 274 | 280 | 280 | 286 |
50 | 200 | 160 | 260 | 170 | 170 | 420 | 842 | 120 | 56 | 42 | 212 | 965 | 25 | 20 | 236 | 25 | 6,0 | - | - | 388 | 394 |
63* | 224 | 180 | 292 | 190 | 190 | 460 | 944 | 131 | 56 | 42 | 236 | 1090 | 28 | 22 | 265 | 25 | 6,0 | 539 | 547 | ||
80* | 250 | 200 | 325 | 212 | 212 | 515 | 1062 | 144 | 56 | 45 | 265 | 1235 | 32 | 25 | 300 | 25 | 6,0 | 750 | 759 | ||
100* | 280 | 224 | 364 | 236 | 236 | 575 | 1186 | 157 | 56 | 45 | 300 | 1375 | 36 | 28 | 335 | 25 | 6,0 | 1050 | 1060 | ||
125* | 315 | 250 | 408 | 265 | 265 | 645 | 1330 | 178 | 68 | 50 | 335 | 1550 | 40 | 32 | 375 | 30 | 8,0 | 1480 | 1491 | ||
160* | 355 | 280 | 458 | 300 | 300 | 725 | 1505 | 198 | 68 | 50 | 375 | 1745 | 45 | 36 | 425 | 30 | 8,0 | 2100 | 2115 | ||
200* | 400 | 315 | 515 | 335 | 335 | 800 | 1685 | 218 | 68 | 55 | 425 | 1998 | 50 | 40 | 475 | 30 | 8,0 | 3000 | 3015 | ||
250 | 450 | 355 | 580 | 375 | 375 | 875 | 1885 | 240 | 68 | 55 | 475 | 2250 | 56 | 45 | 530 | 30 | 8,0 | 4250 | 4268 | ||
* Крюки для специальных кранов, например для металлургических. | |||||||||||||||||||||
Таблица 15 - Допуски размеров штампованных заготовок двурогих крюков категории IV
В миллиметрах | ||||||||||||
Номер заготовки крюка |
|
|
|
|
| е |
|
| h | g |
| |
От 0.5 до 2.5 включ. | +3 | +1 | ||||||||||
4 и 5 | +4 | +2 | ||||||||||
6 и 8 | +5 | +2 | ||||||||||
От 10 до 16 включ. | +6 | +4 | ||||||||||
От 20 до 40 включ. | +8 | +5 | ||||||||||
Таблица 16 - Допуски размеров кованых заготовок двурогих крюков категории IV
В миллиметрах | |||||||||||
Номер заготовки крюка |
|
|
|
|
|
| e | g |
| h | |
от 10 до 16 включ. | +10 | ±8 | +12 | +10 | +4 | + 16 | |||||
от 20 до 32 включ. | +12 | ±10 | +16 | +12 | +5 | +20 | |||||
от 40 до 63 включ. | +16 | ±12 | +20 | +16 | +6 | +24 | |||||
от 80 до 125 включ. | +20 | ±16 | +25 | +20 | +8 | +32 | |||||
от 160 до 250 включ. | +25 | ±20 | +32 | +25 | +10 | +40 | |||||
6 Требования к готовым крюкам
6.1 Готовые однорогие крюки поставляются с нарезанной резьбой на цилиндрической хвостовой части.
На хвостовике крюков категорий I и II может быть нарезана метрическая резьба с полем допуска 6g по ГОСТ 16093 или трапецеидальная резьба с полем допуска по ГОСТ 9562 (см. таблицу 6). Требования к готовым крюкам данных категорий аналогичны требованиям к их заготовкам.
6.2 Резьба на хвостовике крюков категорий III и IV может быть метрической или круглой (см. приложение А).
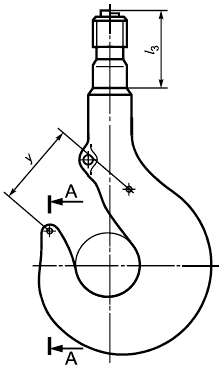
6.3 Формы элементов и размеры для обработки механической обработки крюков категорий III и IV показаны на рисунках 6-11 и приведены в таблицах 17 и 18. Остальные размеры - на рисунках 3-5.
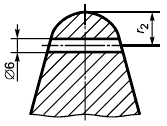
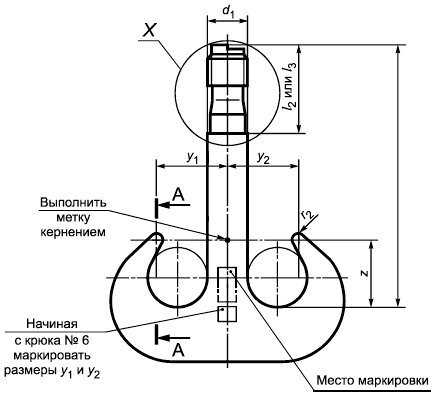
|
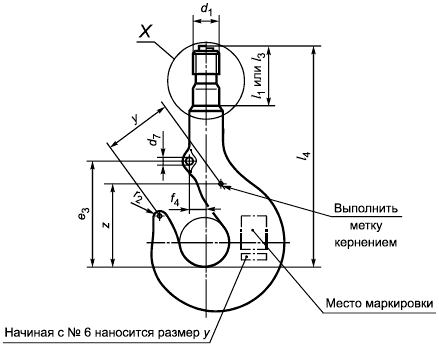
Примечание - Увеличенный вид Х см. рисунок 11.
Рисунок 6 - Размеры для штампованных однорогих крюков категории I из заготовок исполнения N от N 006 до N 8 включительно
|
Примечание - Сечение А-А см. рисунок 8.
Рисунок 7 - Размеры для штампованных однорогих крюков категории I из заготовок исполнения N от N 10 до N 40 включительно
|
Для крюков с N 6 до N 250 в отверстие следует установить штифт из нержавеющей стали, не выступающий за пределы тела крюка
Рисунок 8 - Сечение А-А (см. рисунки 7 и 10)
6.4 Однорогие крюки категории III с N 006 по N 5 включительно и двурогие крюки категории IV с N 05 по N 5 включительно [рисунок 11, а)] предназначены для использования в талях. Однорогие и двурогие крюки с N 6 по N 32 включительно [рисунок 11, б)] предназначены для использования в талях и грузоподъемных кранах с механическим приводом. Однорогие и двурогие крюки с N 40 по N 250 включительно [рисунок 11, в)] предназначены для использования в грузоподъемных кранах любого типа.
|
Примечание - Увеличенный вид X см. рисунок 11.
Рисунок 9 - Размеры для двурогих крюков категории IV
|
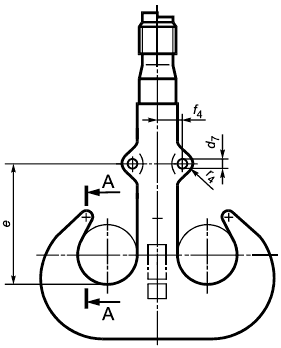
Примечание - Сечение А-А см. рисунок 8.
Рисунок 10 - Размеры для двурогих крюков категории IV исполнения N
|
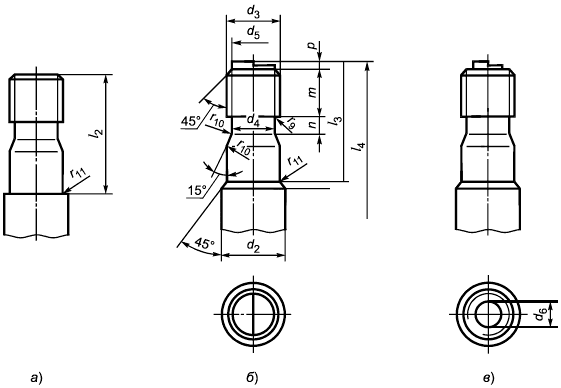
Рисунок 11 - Хвостовик крюка с нарезанной резьбой (вид X см. рисунки 6 и 9)
6.5 Требования к качеству изготовления крюков
6.5.1 На необработанных поверхностях крюков допускаются отдельные дефекты типа вмятин от окалины, забоины, следы от оснастки, а также пологая вырубка или зачистка дефектов при условии, что их глубина не выходит за пределы нижнего предела допуска на размер.
6.5.2 Шероховатость механически обработанных поверхностей (см. рисунок 11) должна быть:
- на диаметре ![]() и радиусе
и радиусе ![]() не ниже Rz 6,3 по ГОСТ 2789;
не ниже Rz 6,3 по ГОСТ 2789;
- на диаметре ![]() не ниже Rz 40 по ГОСТ 2789;
не ниже Rz 40 по ГОСТ 2789;
- на остальных обрабатываемых поверхностях, шероховатость которых не указана, - Rz 12,5 по ГОСТ 2789.
6.5.3 Резьба крюков не должна иметь сорванных ниток, заусенцев и вмятин.
6.5.4 При обработке хвостовой части крюка и нарезании резьбы допускается центровое отверстие на торце хвостовика по ГОСТ 14034.
6.5.5 На готовый крюк должна быть нанесена сигнальная окраска по ГОСТ 12.4.026. По согласованию с потребителем допускается окраска в черный цвет по ГОСТ 9.032, класс покрытия VI.
Таблица 17 - Размеры однорогих крюков категории III
В миллиметрах | ||||||||||||||||||||||
Номер | Размеры крюков | |||||||||||||||||||||
заготовки крюка |
|
| для метрической резьбы | для круглой резьбы (приложение А) |
|
|
|
|
|
|
| m | n | p |
|
|
| y*** | z | |||
|
|
|
|
| ||||||||||||||||||
006 | 14 | 10 | М10 | 7,5 | - | - | - | - | 3,2 | 52 | 11,5 | 30,5 | - | 97,5 | 9 | 4,5 | - | 1 | 2,5 | 2 | - | - |
010 | 16 | 12 | М12 | 9 | - | - | - | - | 3,2 | 60 | 13 | 32,5 | - | 106 | 11 | 5 | - | 1,2 | 3 | 2 | - | - |
012 | 63 | 14 | 32,5 | - | 112 | 11 | 5 | - | 1,2 | 3 | 2 | - | - | |||||||||
020 | 20 | 16 | М16 | 12,5 | - | - | - | - | 4,2 | 70 | 16 | 41,5 | - | 135,5 | 15 | 6 | - | 1,2 | 3 | 2 | - | - |
025 | 74 | 17 | 41,5 | - | 141,5 | 15 | 6 | - | 1,2 | 3 | 2 | - | - | |||||||||
04 | 24 | 20 | М20 | 16 | - | - | - | - | 5,2 | 83 | 19 | 46 | - | 152,5 | 18 | 7,5 | - | 1,6 | 4 | 2 | - | - |
05 | 89 | 20 | 46 | - | 164 | 18 | 7,5 | - | 1,6 | 4 | 2 | - | - | |||||||||
08 | 30 | 24 | М24 | 19,5 | - | - | - | - | 6,2 | 100 | 22 | 55 | - | 183 | 22 | 9 | - | 2 | 5 | 3 | - | - |
1 | 105 | 23 | 55 | - | 194 | 22 | 9 | - | 2 | 8 | 3 | - | - | |||||||||
1.6 | 36 | 30 | М30 | 24,5 | - | - | - | - | 6,2 | 118 | 26 | 68 | - | 221 | 27 | 10 | - | 2 | 10 | 3 | - | - |
2.5 | 42 | 36 | М36 | 30 | - | - | - | - | 10,2 | 132 | 30 | 83 | - | 250 | 32 | 10 | - | 2 | 10 | 3 | - | - |
4 | 48 | 42 | М42 | 35,5 | - | - | - | - | 10,2 | 148 | 33 | 93 | - | 281,5 | 36 | 15 | - | 3 | 10 | 3 | - | - |
5 | 53 | 45 | М45 | 38,5 | - | - | - | - | 10,2 | 165 | 37 | 103 | - | 314,5 | 40 | 15 | - | 3 | 10 | 3 | - | - |
6 | 60 | 50 | - | - | Rd50х6 | 42 | 43,4 | - | 10,2 | 185 | 41 | - | 112 | 375 | 45 | 20 | 10 | 4 | 14 | 3 | 130 | 160 |
8 | 67 | 56 | - | - | Rd56х6 | 48 | 49,4 | - | 12,2 | 210 | 46 | - | 122 | 413 | 50 | 20 | 10 | 4 | 16 | 3 | 145 | 180 |
10 | 75 | 64 | - | - | Rd64x8 | 54 | 55,2 | - | 12,2 | 221 | 34 | - | 135 | 446 | 56 | 25 | 10 | 4 | 18 | 3 | 160 | 200 |
12 | 85 | 72 | - | - | Rd72x8 | 62 | 63,2 | - | 16,2 | 252 | 37 | - | 157 | 504,5 | 63 | 25 | 12 | 4 | 20 | 3 | 180 | 220 |
16 | 95 | 80 | - | - | Rd80х10 | 68 | 69 | - | 16,2 | 280 | 42 | - | 170 | 576 | 71 | 30 | 12 | 6 | 22 | 3 | 200 | 250 |
20 | 106 | 90 | - | - | Rd90x10 | 78 | 79 | - | 20,2 | 330 | 48 | - | 187 | 645 | 80 | 30 | 12 | 6 | 25 | 3 | 225 | 280 |
25 | 118 | 100 | - | - | Rd100х12 | 85 | 86,8 | - | 20,2 | 360 | 54 | - | 207 | 716 | 90 | 40 | 12 | 6 | 28 | 3 | 255 | 315 |
32 | 132 | 110 | - | - | Rd110х12 | 95 | 96,8 | - | 20,2 | 400 | 60 | - | 232 | 788 | 100 | 40 | 12 | 6 | 32 | 3 | 290 | 350 |
40 | 150 | 125 | - | - | Rd125х14 | 108 | 109,6 | 83 | 25,3 | 447 | 68 | - | 257 | 885 | 112 | 45 | 12 | 8 | 36 | 3 | 320 | 395 |
50 | 170 | 140 | - | - | Rd140х16 | 120 | 122,4 | 90 | 25,3 | 485 | 75 | - | 280 | 969 | 125 | 50 | 12 | 10 | 40 | 5 | 355 | 445 |
63 | 190 | 160 | - | - | Rd160х18 | 138 | 140,2 | 100 | 25,3 | 550 | 83 | - | 322 | 1100 | 140 | 55 | 12 | 10 | 45 | 5 | 400 | 495 |
80 | 212 | 180 | - | - | Rd180x20 | 156 | 158 | 120 | 25,3 | 598 | 88 | - | 357 | 1245 | 160 | 60 | 12 | 12 | 50 | 5 | 450 | 565 |
100 | 236 | 200 | - | - | Rd200х22 | 173 | 175,8 | 140 | 30,3 | 688 | 100 | - | 402 | 1388 | 180 | 70 | 12 | 12 | 56 | 5 | 505 | 635 |
125 | 265 | 225 | - | - | Rd225х24 | 196 | 198,6 | 160 | 30,3 | 750 | 108 | - | 465 | 1565 | 200 | 80 | 15 | 12 | 63 | 5 | 570 | 710 |
160 | 300 | 250 | - | - | Rd250х28 | 217 | 219,2 | 180 | 30,3 | 825 | 117 | - | 510 | 1761 | 225 | 90 | 15 | 15 | 70 | 5 | 640 | 800 |
200 | 335 | 280 | - | - | Rd280х32 | 242 | 244,8 | 200 | 30,3 | 900 | 124 | - | 613 | 2012 | 250 | 100 | 15 | 18 | 80 | 5 | 720 | 900 |
250 | 375 | 320 | - | - | Rd320х36 | 278 | 280,4 | 240 | 30,3 | 980 | 134 | - | 690 | 2272 | 280 | 110 | 15 | 20 | 90 | 5 | 810 | 1015 |
* Класс допуска для диаметра | ||||||||||||||||||||||
Таблица 18 - Размеры двурогих крюков
В миллиметрах | ||||||||||||||||||||||
Номер | Размеры крюков | |||||||||||||||||||||
заготовки крюка |
|
| для метрической резьбы | для круглой резьбы (приложение А) |
|
|
|
|
|
|
| m | n | p |
|
|
|
| z | |||
|
|
|
|
| ||||||||||||||||||
05 | 24 | 20 | М20 | 16 | - | - | - | - | 5,2 | 80 | 14 | 46 | - | 159,5 | 18 | 7,5 | - | 1,6 | 4 | 2 | - | - |
08 | 30 | 24 | М24 | 19,5 | - | - | - | - | 6,2 | 100 | 22 | 55 | - | 183 | 22 | 9 | - | 2 | 5 | 3 | - | - |
1 | - | - | - | - | - | - | - | - | - | 105 | 23 | 55 | - | 194 | 22 | 9 | - | 2 | 8 | 3 | - | - |
1.6 | 36 | 30 | М30 | 24,5 | - | - | - | - | 6,2 | 118 | 26 | 68 | - | 221 | 27 | 10 | - | 2 | 10 | 3 | - | - |
2.5 | 42 | 36 | М36 | 30 | - | - | - | - | 10,2 | 132 | 30 | 83 | - | 250 | 32 | 10 | - | 2 | 10 | 3 | - | - |
4 | 48 | 42 | М42 | 35,5 | - | - | - | - | 10,2 | 148 | 33 | 93 | - | 281,5 | 36 | 15 | - | 3 | 10 | 3 | - | - |
5 | 53 | 45 | М45 | 38,5 | - | - | - | - | 10,2 | 165 | 37 | 103 | - | 314,5 | 40 | 15 | - | 3 | 10 | 3 | - | - |
6 | 60 | 50 | - | - | Rd50х6 | 42 | 43,4 | - | 10,2 | 185 | 41 | - | 112 | 375 | 45 | 20 | 10 | 4 | 14 | 3 | 130 | 160 |
8 | 67 | 56 | - | - | Rd56х6 | 48 | 49,4 | - | 12,2 | 210 | 46 | - | 122 | 413 | 50 | 20 | 10 | 4 | 16 | 3 | 145 | 180 |
10 | 75 | 64 | - | - | Rd64x8 | 54 | 55,2 | - | 12,2 | 221 | 34 | - | 135 | 446 | 56 | 25 | 10 | 4 | 18 | 3 | 160 | 200 |
12 | 85 | 72 | - | - | Rd72x8 | 62 | 63,2 | - | 16,2 | 252 | 37 | - | 157 | 504,5 | 63 | 25 | 12 | 4 | 20 | 3 | 180 | 220 |
16 | 95 | 80 | - | - | Rd80х10 | 68 | 69 | - | 16,2 | 280 | 42 | - | 170 | 576 | 71 | 30 | 12 | 6 | 22 | 3 | 200 | 250 |
20 | 106 | 90 | - | - | Rd90x10 | 78 | 79 | - | 20,2 | 330 | 48 | - | 187 | 645 | 80 | 30 | 12 | 6 | 25 | 3 | 225 | 280 |
25 | 118 | 100 | - | - | Rd100х12 | 85 | 86,8 | - | 20,2 | 360 | 54 | - | 207 | 716 | 90 | 40 | 12 | 6 | 28 | 3 | 255 | 315 |
32 | 132 | 110 | - | - | Rd110х12 | 95 | 96,8 | 20,2 | 400 | 60 | - | 232 | 788 | 100 | 40 | 12 | 6 | 32 | 3 | 290 | 350 | |
40 | 150 | 125 | - | - | Rd125х14 | 108 | 109,6 | 83 | 25,3 | 447 | 68 | - | 257 | 885 | 112 | 45 | 12 | 8 | 36 | 3 | 320 | 395 |
50 | 170 | 140 | - | - | Rd140х16 | 120 | 122,4 | 90 | 25,3 | 485 | 75 | - | 280 | 969 | 125 | 50 | 12 | 10 | 40 | 5 | 355 | 445 |
63 | 190 | 160 | - | - | Rd160х18 | 138 | 140,2 | 100 | 25,3 | 550 | 83 | - | 322 | 1100 | 140 | 55 | 12 | 10 | 45 | 5 | 400 | 495 |
80 | 212 | 180 | - | - | Rd180x20 | 156 | 158 | 120 | 25,3 | 598 | 88 | - | 357 | 1245 | 160 | 60 | 12 | 12 | 50 | 5 | 450 | 565 |
100 | 236 | 200 | - | - | Rd200х22 | 173 | 175,8 | 140 | 30,3 | 688 | 100 | - | 402 | 1388 | 180 | 70 | 12 | 12 | 56 | 5 | 505 | 635 |
125 | 265 | 225 | - | - | Rd225х24 | 196 | 198,6 | 160 | 30,3 | 750 | 108 | - | 465 | 1565 | 200 | 80 | 15 | 12 | 63 | 5 | 570 | 710 |
160 | 300 | 250 | - | - | Rd250х28 | 217 | 219,2 | 180 | 30,3 | 825 | 117 | - | 510 | 1761 | 225 | 90 | 15 | 15 | 70 | 5 | 640 | 800 |
200 | 335 | 280 | - | - | Rd280х32 | 242 | 244,8 | 200 | 30,3 | 900 | 124 | - | 613 | 2012 | 250 | 100 | 15 | 18 | 80 | 5 | 720 | 900 |
250 | 375 | 320 | - | - | Rd320х36 | 278 | 280,4 | 240 | 30,3 | 980 | 134 | - | 690 | 2272 | 280 | 110 | 15 | 20 | 90 | 5 | 810 | 1015 |
* Класс допуска для диаметра | ||||||||||||||||||||||
7 Маркировка
7.1 Каждый крюк, изготовленный в соответствии с настоящим стандартом, должен быть маркирован. Место нанесения маркировки указано на рисунках 6 и 9.
7.2 Способ нанесения маркировки должен обеспечить ее сохранность в течение всего срока службы крюка.
7.3 Маркировка может быть выпуклой или вогнутой. Допускается производить маркировку симметричной на двух противоположных сторонах крюка.
7.4 Маркировка должна содержать:
- 1-я строка - товарный знак или наименование производителя;
- 2-я строка - категория крюка, номер заготовки (см. таблицы 3-5) и класс прочности (последнее для крюков III и IV категорий);
- 3-я строка - номер плавки (полный или условный);
- 4-я строка - порядковый (заводской) номер крюка по системе нумерации предприятия-изготовителя (для крюков, предъявляемых к приемке-сдаче в индивидуальном порядке);
- 5-я строка - год изготовления (последние две цифры);
- 6-я строка - контрольный размер у (в предусмотренных случаях).
Если нужная информация не помещается на одной стороне крюка, маркировка может быть нанесена на его противоположной стороне.
7.5 Каждый крюк или партия крюков, транспортируемые отдельно от грузоподъемных механизмов, должны сопровождаться документом (паспортом), устанавливающим соответствие крюков требованиям настоящего стандарта и содержащим:
- условное обозначение заготовки крюка или готового крюка;
- наименование или товарный знак предприятия-изготовителя;
- адрес предприятия-изготовителя и контактные телефоны, а также другие контактные данные (адрес интернет-сайта, адрес электронной почты и т.п.);
- количество крюков в партии;
- год и месяц выпуска;
- сертификат на материал заготовок;
- результаты проверок и испытаний;
- обозначение настоящего стандарта.
7.6 Условные обозначений* крюков
___________________
* Текст документа соответствует оригиналу. - .
7.6.1 Пример условного обозначения однорогого крюка категории I, N 10, типа А (с коротким хвостовиком), без прилива:
Крюк однорогий I-10-А ГОСТ 34680.
7.6.2 Пример условного обозначения однорогого крюка категории I, N 20, типа Б (с длинным хвостовиком), исполнения N (с приливом):
Крюк однорогий I-20-Б-N ГОСТ 34680.
7.6.3 Пример условного обозначения двурогого крюка категории II, N 10, типа А (с коротким хвостовиком):
Крюк двурогий II-10-А ГОСТ 34680.
7.6.4 Пример условного обозначения двурогого крюка категории II, N 14, типа Б (с длинным хвостовиком):
Крюк двурогий II-14-Б ГОСТ 34680.
7.6.5 Пример условного обозначения однорогого крюка категории III, класса прочности М, N 20, без прилива):
Крюк однорогий III-M-20 ГОСТ 34680.
7.6.6 Пример условного обозначения однорогого крюка категории III, класса прочности T, N 20, с приливом):
Крюк однорогий III-T-20-N ГОСТ 34680.
7.6.7 Пример условного обозначения двурогого крюка категории IV, класса прочности T, N 20, с приливами):
Крюк двурогий IV-T-20-N ГОСТ 34680.
7.6.8 Пример условного обозначения двурогого крюка категории IV, класса прочности M, N 10, с приливами):
Крюк двурогий IV-M-10-N ГОСТ 34680.
Примечание - Если крюк категории III или IV изготовлен с длинным хвостовиком (с размером ![]() большим, чем указано в таблицах 17 и 18), например для комплектации ранее выпущенных кранов, то это отражается в обозначении крюка.
большим, чем указано в таблицах 17 и 18), например для комплектации ранее выпущенных кранов, то это отражается в обозначении крюка.
Пример условного обозначения однорогого крюка категории III, класса прочности T, N 80, с приливом и размером ![]() , равным 1420 мм):
, равным 1420 мм):
Крюк однорогий III-T-80-N-1420 ГОСТ 34680.
8 Правила приемки заготовок крюков
8.1 Для проверки соответствия заготовок крюков требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные испытания до механической обработки хвостовой части заготовок крюков и после механической обработки хвостовой части крюков.
8.2 При приемо-сдаточных испытаниях заготовок следует проверять:
- отсутствие на поверхности трещин, заковов, плен, песочин, признаков усадочной рыхлости, флокенов;
- на соответствие требованиям настоящего стандарта и требованиям конструкторской документации все заготовки крюков, изготовленные методом свободной ковки, первую и последнюю заготовку крюка от партии, изготовленной горячей объемной штамповкой на одном штампе;
- механические характеристики заготовок крюков (см. таблицы 1 и 2) у каждой заготовки, изготовленной методом свободной ковки, и выборочно в соответствии с таблицей 19 из партии заготовок, изготовленных методом горячей объемной штамповки;
- твердость - не менее 10% от партии.
Остальные механические свойства проверяются в объеме, указанном в таблице 19.
Таблица 19 - Число заготовок из партии, подвергаемых проверке механических свойств
Размер партии | Число проверяемых заготовок |
До 6 включ. | 1 |
От 7 до 30 включ. | 2 |
От 31 до 200 включ. | 3 |
Св. 200 | 5 |
Примечание - Партия должна состоять из заготовок крюков одной грузоподъемности, изготовленных из металла одной плавки, на одном штампе и совместно прошедших нормализацию. | |
8.3 Временное сопротивление разрыву и ударную вязкость следует проверять при входном контроле материала заготовок и по требованию потребителя.
9 Правила приемки готовых крюков
Каждый изготовленный крюк должен быть подвергнут испытанию на прочность статической нагрузкой, превышающей его наибольшую грузоподъемность на 25%. Допускается проводить испытание крюков на прочность в составе грузоподъемного механизма, при этом режимы испытаний крюка должны соответствовать режимам статических испытаний грузоподъемного механизма.
10 Методы испытаний
10.1 Проверку размеров заготовок крюков и готовых крюков следует осуществлять поверенным мерительным инструментом, резьбу следует проверять предельными калибрами.
10.2 Проверку заготовок крюков на отсутствие трещин, заковов, плен и песочин следует проводить визуально и одним из методов неразрушающего контроля.
10.3 Прочность готовых крюков проверяют выдержкой под статической нагрузкой, превышающей грузоподъемность крюка на 25%, в течение 10 мин.
Отсутствие остаточных деформаций следует определять до и после испытания измерением размера T для крюков категории I N 5 и меньших (см. рисунок 1), размера для крюков категории II (рисунок 2) и для остальных крюков - размеров у (см. рисунок 6),
![]() и
и ![]() (см. рисунок 10).
(см. рисунок 10).
Отсутствие трещин, надрывов следует проверять визуально-оптическим методом с помощью лупы, имеющей увеличение не менее четырехкратного.
11 Хранение и транспортирование
11.1 Обработанная хвостовая часть крюка должна быть защищена от внешних воздействий.
11.2 Хранение заготовок крюков - по группе условий хранения Ж1 ГОСТ 15150, крюков - по группе условий хранения Ж2 ГОСТ 15150.
11.3 Крюки и заготовки крюков транспортируют неупакованными в открытых и крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте каждого вида. Допускается транспортирование в контейнерах. Условия транспортирования в открытых транспортных средствах - ОЖ3, в крытых транспортных средствах - ОЖ4 по ГОСТ 15150.
12 Контроль в процессе эксплуатации
12.1 В процессе эксплуатации необходимо регулярно, но не реже одного раза в год, контролировать состояние крюка.
12.2 Контроль изменения величины зева крюка:
- для крюков категории I N 5 и меньших измеряют размер T (см. рисунок 1), категории II - размер ![]() (см. рисунок 2);
(см. рисунок 2);
- для остальных крюков необходимо контролировать размер y (рисунок 6) или размеры ![]() и
и ![]() (см. рисунок 10).
(см. рисунок 10).
При увеличении размера более чем на 10% крюк подлежит замене.
12.3 При уменьшении высоты сечения крюка (размер h на рисунках 1 и 2, размер ![]() на рисунках 3 и 4) более чем на 5% крюк подлежит замене.
на рисунках 3 и 4) более чем на 5% крюк подлежит замене.
12.4 Визуально и одним из методов неразрушающего контроля выполняют проверку на наличие расслоений металла и трещин. Перед проверкой поверхности должны быть приведены в состояние, которое позволяет корректно обнаруживать поверхностные трещины. В случае невозможности провести проверку в зоне износа и деформации установленного крюка его необходимо заменить.
12.5 Поверхностные повреждения и трещины допускается устранять шлифованием (в пределах допуска на соответствующий размер).
12.6 Выполняют проверку механически обработанной части хвостовика и его резьбовой части на наличие коррозионных повреждений.
При обнаружении коррозионных повреждений их необходимо устранить, после чего выполнить проверку осевого зазора резьбового соединения и профиля резьбы. Профиль круглой резьбы (см. приложение А) должен быть сохранен. Если осевой зазор недопустимо увеличен, крюк с гайкой необходимо заменить.
При уменьшении внутреннего диаметра резьбы или диаметра обработанной цилиндрической части крюка (![]() на рисунке 11, б)) более чем на 5% крюк должен быть заменен.
на рисунке 11, б)) более чем на 5% крюк должен быть заменен.
13 Гарантии изготовителя
13.1 Изготовитель должен гарантировать соответствие крюков требованиям настоящего стандарта при соблюдении условий хранения и эксплуатации.
13.2 Гарантийный срок эксплуатации крюков, устанавливаемый изготовителем, не должен быть менее двух лет.
Приложение А
(обязательное)
Резьба круглая
А.1 Назначение
Круглая резьба предназначена для изготовления резьбовой части однорогих и двурогих крюков категорий III и IV, а также для гаек этих крюков.
А.2 Размеры резьбы
Размеры резьбы должны соответствовать указанным на рисунке А.1 и в таблице А.1.
|
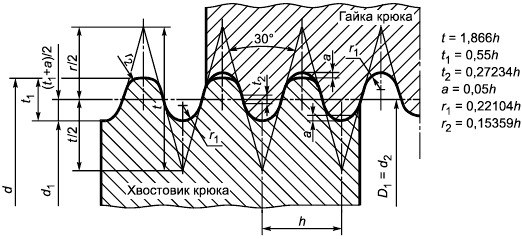
Рисунок А.1 - Круглая резьба
Таблица А.1 - Размеры круглой резьбы
В миллиметрах | |||||||||||
Хвостовик крюка | Хвостовик и гайка крюка | Гайка крюка | |||||||||
Диаметр резьбы d* | Шаг h | Диаметр впадин | Площадь сечения, мм | Средний диаметр | Глубина резьбы | Длина повер- | Скругления | Наруж- | Внутрен- | Зазор a** макс. | |
|
| ||||||||||
50 | 6 | 43,4 | 1479 | 47 | 3,3 | 1,634 | 1,326 | 0,922 | 50,6 | 44 | 0,1 |
56 | 49,4 | 1917 | 53 | 56,6 | 50 | ||||||
64 | 8 | 55,2 | 2393 | 60 | 4,4 | 2,179 | 1,768 | 1,229 | 64,8 | 56 | |
72 | 63,2 | 3137 | 68 | 72,8 | 64 | ||||||
80 | 10 | 69 | 3739 | 75 | 5,5 | 2,723 | 2,210 | 1,536 | 81 | 70 | 0,2 |
90 | 79 | 4902 | 85 | 91 | 80 | ||||||
100 | 12 | 86,8 | 5917 | 94 | 6,6 | 3,268 | 2,652 | 1,843 | 101,2 | 88 | |
110 | 96,8 | 7359 | 104 | 111,2 | 98 | ||||||
125 | 14 | 109,6 | 9434 | 118 | 7,7 | 3,813 | 3,095 | 2,150 | 126,4 | 111 | |
140 | 16 | 122,4 | 11767 | 132 | 8,8 | 4,357 | 3,537 | 2,457 | 141,6 | 124 | 0,3 |
160 | 18 | 140,2 | 15438 | 151 | 9,9 | 4,902 | 3,979 | 2,765 | 161,8 | 142 | |
180 | 20 | 158 | 19607 | 170 | 11 | 5,447 | 4,421 | 3,072 | 182 | 160 | |
200 | 22 | 175,8 | 24273 | 189 | 12,1 | 5,991 | 4,863 | 3,379 | 202,2 | 178 | |
225 | 24 | 198,6 | 30977 | 213 | 13,2 | 6,536 | 5,305 | 3,686 | 227,4 | 201 |
|
250 | 28 | 219,2 | 37737 | 236 | 15,4 | 7,626 | 6,189 | 4,301 | 252,8 | 222 | |
280 | 32 | 244,8 | 47067 | 264 | 17,6 | 8,715 | 7,073 | 4,915 | 283,2 | 248 | |
320 | 36 | 280,4 | 61751 | 302 | 19,8 | 9,804 | 7,957 | 5,529 | 323,6 | 284 | |
* Класс допуска для диаметров d и | |||||||||||
А.3 Требования к изготовлению
А.3.1 Обработку резьбы хвостовика крюка и гайки следует осуществлять одним и тем же резцом с одинаковым шагом резьбы.
А.3.2 Угол наклона и отклонение шага резьбы должны быть одинаковыми для хвостовика крюка и гайки.
А.3.3 Взаимозаменяемость гаек крюков не требуется.
А.3.4 Несущая часть боковых поверхностей резьбы должна составлять не менее 50%.
А.3.5 Выходное отверстие резьбы должно быть обработано насечкой.
А.3.6 Гайка крюка должна легко откручиваться от руки.
Библиография
[1] | EN 10025-1* | Hot rolled products of structural steels - Part 1: General technical delivery conditions (Изделия горячекатаные из конструкционных сталей. Часть 1. Основные технические условия поставки) |
[2] | EN 10222-1 | Steel forgings for pressure purposes - Part 1: General requirements for open die forgings (Поковки из стали для сосудов, работающих под давлением. Часть 1. Общие требования к поковкам, откованным свободной ковкой) |
[3] | ISO 683-1 | Heat-treatable steels, alloy steels and free-cutting steels - Part 1: Non-alloy steels for quenching and tempering (Стали термообработанные, легированные и автоматные. Часть 1. Нелегированные стали для закалки и отпуска) |
[4] | ISO 683-2 | Heat-treatable steels, alloy steels and free-cutting steels - Part 2: Alloy steels for quenching and tempering (Стали термообработанные, легированные и автоматные. Часть 2. Легированные стали для закалки и отпуска) |
______________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
УДК 621.873:531.2:006.354 | МКС 53.020.20 |
Ключевые слова: грузоподъемные краны, крюки, крюки однорогие, крюки двурогие | |
Редакция документа с учетом
изменений и дополнений подготовлена
