ГОСТ 34029-2016
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Арматура трубопроводная
АРМАТУРА ОБРАТНАЯ ДЛЯ МАГИСТРАЛЬНЫХ НЕФТЕПРОВОДОВ И НЕФТЕПРОДУКТОПРОВОДОВ
Общие технические условия
Pipeline valves. Check valves for trunk pipelines and petroleum products pipelines. General specifications
МКС 23.060.50
ОКП 37 0000
ОКПД2 28.14.11
Дата введения 2017-10-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Акционерным обществом "Научно-производственная фирма "Центральное конструкторское бюро арматуростроения" (АО "НПФ "ЦКБА") и Обществом с ограниченной ответственностью "Научно-исследовательский институт транспорта нефти и нефтепродуктов Транснефть" (ООО "НИИ Транснефть")
2 ВНЕСЕН Межгосударственным техническим комитетом по стандартизации МТК 523 "Техника и технологии добычи и переработки нефти и газа"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 19 декабря 2016 г. N 94-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Беларусь | BY | Госстандарт Республики Беларусь |
Грузия | GE | Грузстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
(Поправка. ИУС N 3-2022).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 1 февраля 2017 г. N 30-ст межгосударственный стандарт ГОСТ 34029-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 октября 2017 г.
5 Настоящий стандарт разработан с учетом основных нормативных положений международного стандарта ISO 14313:2007* "Нефтяная и газовая промышленность. Системы трубопроводного транспорта. Арматура трубопроводная" ("Petroleum and natural gas industries - Pipeline transportation systems - Pipeline valves", NEQ)
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
ВНЕСЕНА поправка, опубликованная в ИУС N 3, 2022 год, введенная в действие с 12.10.2021
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на обратную трубопроводную арматуру - обратные затворы и обратные клапаны (далее - арматура) номинальных диаметров от DN 50 до DN 1200 на номинальное давление от PN 1,6 до PN 12,5 МПа (от 16 до 125 бар), предназначенные для предотвращения обратного потока рабочей среды в трубопроводах на объектах магистральных нефтепроводов и нефтепродуктопроводов.
Настоящий стандарт содержит технические характеристики арматуры, правила осуществления процессов проектирования, производства, хранения, перевозки, эксплуатации, а также правила и методы контроля и испытаний, требования к упаковке и маркировке.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2.610-2006 Единая система конструкторской документации. Правила выполнения эксплуатационных документов
ГОСТ 9.014-78 Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования
ГОСТ 9.301-86 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Общие требования
ГОСТ 9.302-88 Единая система защиты от коррозии и старения. Покрытия металлические и неметаллические неорганические. Методы контроля
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.010-76 Система стандартов безопасности труда. Взрывобезопасность. Общие требования
ГОСТ 12.2.063-2015 Арматура трубопроводная. Общие требования безопасности
ГОСТ 12.3.009-76 Система стандартов безопасности труда. Работы погрузочно-разгрузочные. Общие требования безопасности
ГОСТ 15.001-88 Система разработки и постановки продукции на производство. Продукция производственно-технического назначения
_______________
В Российской Федерации действует ГОСТ Р 15.201-2000.
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 27.002-89 Надежность в технике. Основные понятия. Термины и определения
ГОСТ 27.301-95 Надежность в технике. Расчет надежности. Основные положения
ГОСТ 263-75 Резина. Метод определения твердости по Шору А
ГОСТ 305-2013 Топливо дизельное. Технические условия
ГОСТ 411-77 Резина и клей. Методы определения прочности связи с металлом при отслаивании
ГОСТ 1012-2013 Бензины авиационные. Технические условия
ГОСТ 1497-84 (ИСО 6892-84) Металлы. Методы испытаний на растяжение
ГОСТ 1667-68 Топливо моторное для среднеоборотных и малооборотных дизелей. Технические условия
ГОСТ 1778-70 (ИСО 4697-79) Сталь. Металлографические методы определения неметаллических включений
ГОСТ 2999-75 Металлы и сплавы. Метод измерения твердости по Виккерсу
ГОСТ 3326-86 Клапаны запорные, клапаны и затворы обратные. Строительные длины
ГОСТ 4666-2015 Арматура трубопроводная. Требования к маркировке
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 5640-68 Сталь. Металлографический метод оценки микроструктуры листов и ленты
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 8233-56 Сталь. Эталоны микроструктуры
ГОСТ 8479-70 Поковки из конструкционной углеродистой и легированной стали. Общие технические условия
ГОСТ 8731-74 Трубы стальные бесшовные горячедеформированные. Технические требования
ГОСТ 8732-78 Трубы стальные бесшовные горячедеформированные. Сортамент
ГОСТ 9012-59 (ИСО 410-82, ИСО 6506-81) Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9013-59 (ИСО 6508-86) Металлы. Метод измерения твердости по Роквеллу
ГОСТ 9450-76 (СТ СЭВ 1195-78) Измерение микротвердости вдавливанием алмазных наконечников
ГОСТ 9454-78 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 9544-2015 Арматура трубопроводная. Нормы герметичности затворов
ГОСТ 10227-2013 Топлива для реактивных двигателей. Технические условия
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 10433-75 Топливо нефтяное для газотурбинных установок. Технические условия
ГОСТ 10692-80 Трубы стальные, чугунные и соединительные части к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 10877-76 Масло консервационное К-17. Технические условия
ГОСТ 12971-67 Таблички прямоугольные для машин и приборов. Размеры
ГОСТ 14192-96 Маркировка грузов
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
_______________
В Российской Федерации действует ГОСТ Р 55724-2013.
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16350-80 Климат СССР. Районирование и статистические параметры климатических факторов для технических целей
ГОСТ 16504-81 Система государственных испытаний продукции. Испытания и контроль качества продукции. Основные термины и определения
ГОСТ 18322-78 Система технического обслуживания и ремонта техники. Термины и определения
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод
ГОСТ 21120-75 Прутки и заготовки круглого и прямоугольного сечения. Методы ультразвуковой дефектоскопии
ГОСТ 22727-88 Прокат листовой. Методы ультразвукового контроля
ГОСТ 23170-78 Упаковка для изделий машиностроения. Общие требования
ГОСТ 23304-78 Болты, шпильки, гайки и шайбы для фланцевых соединений атомных энергетических установок. Технические требования. Приемка. Методы испытаний. Маркировка, упаковка, транспортирование и хранение
ГОСТ 24054-80 Изделия машиностроения и приборостроения. Методы испытаний на герметичность. Общие требования
ГОСТ 24297-2013 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ 24507-80 Контроль неразрушающий. Поковки из черных и цветных металлов. Методы ультразвуковой дефектоскопии
ГОСТ 24642-81 Основные нормы взаимозаменяемости. Допуски формы и расположения поверхностей. Основные термины и определения
_______________
В Российской Федерации действует ГОСТ Р 53442-2009.
ГОСТ 24856-2014 Арматура трубопроводная. Термины и определения
ГОСТ 25054-81 Поковки из коррозионно-стойких сталей и сплавов. Общие технические условия
ГОСТ 25573-82 Стропы грузовые канатные для строительства. Технические условия
ГОСТ 26304-84 Арматура промышленная трубопроводная для экспорта. Общие технические условия
ГОСТ 30546.1-98 Общие требования к машинам, приборам и другим техническим изделиям и методы расчета их сложных конструкций в части сейсмостойкости
ГОСТ 31149-2014 (ISO 2409:2013) Материалы лакокрасочные. Определение адгезии методом решетчатого надреза
ГОСТ 31993-2013 (ISO 2808:2007) Материалы лакокрасочные. Определение толщины покрытия
ГОСТ 32299-2013 (ISO 4624:2002) Материалы лакокрасочные. Определение адгезии методом отрыва
ГОСТ 32702.2-2014 (ISO 16276-2:2007) Материалы лакокрасочные. Определение адгезии методом Х-образного надреза
ГОСТ 33257-2015 Арматура трубопроводная. Методы контроля и испытаний
ГОСТ 33258-2015 Арматура трубопроводная. Наплавка и контроль качества наплавленных поверхностей. Технические требования
ГОСТ 33259-2015 Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление до РN 250. Конструкция, размеры и общие технические требования
ГОСТ 33260-2015 Арматура трубопроводная. Металлы, применяемые в арматуростроении. Основные требования к выбору материалов
ГОСТ 33272-2015 Безопасность машин и оборудования. Порядок установления и продления назначенных ресурса срока службы и срока хранения. Основные положения
ГОСТ 33423-2015 Арматура трубопроводная. Затворы и клапаны обратные. Общие технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины, определения, сокращения и обозначения
3.1 В настоящем стандарте применены термины по ГОСТ 24856, ГОСТ 16504, ГОСТ 18322, ГОСТ 24054, ГОСТ 24642, ГОСТ 27.002, а также следующие термины с соответствующими определениями:
_______________
В Российской Федерации действует ГОСТ Р 53442-2009
3.1.1 скоростное давление; : Давление, равное половине произведения плотности движущейся жидкости на квадрат скорости.
3.1.2 основной металл: Металл подвергающихся сварке соединяемых частей.
3.1.3 обратный затвор; ЗО: Обратная арматура, конструктивно выполненная в виде дискового затвора.
3.1.4 обратный клапан; КО: Обратная арматура, конструктивно выполненная в виде клапана.
3.2 В настоящем стандарте применены следующие сокращения:
АКП - антикоррозионное покрытие;
БД - конструкция без демпфера;
Д - конструкция с демпфером;
ЗИП - запасные части, инструменты, принадлежности;
ЗО - обратный затвор;
ЗЭл - запирающий элемент;
КД - конструкторская документация;
КО - обратный клапан;
МКК - межкристаллитная коррозия;
НД - нормативная документация (нормативный документ);
ННЭ - нарушение нормальной эксплуатации;
НЭ - нормальная эксплуатация;
ОТК - отдел технического контроля;
ПМ - программа и методика испытаний;
РЭ - руководство по эксплуатации;
ТД - техническая документация;
ТЗ - техническое задание;
ТРГ - терморасширенный графит;
ТУ - технические условия;
ЭД - эксплуатационные документы;
ЭСД - эксплуатационная и сопроводительная документация.
3.3 В настоящем стандарте применены следующие обозначения:
DN - номинальный диаметр;
KCU (KCV) - ударная вязкость, определенная на образце с концентратором вида U (V);
L - строительная длина;
PN - номинальное давление;
- пробное давление (давление гидроиспытаний);
- максимальный перепад давления на затворе в закрытом положении при обратной подаче рабочей среды;
- минимальное значение предела текучести при остаточном удлинении 0,2% при расчетной температуре;
- коэффициент сопротивления при полностью открытом ЗЭл.
4 Классификация
Классификация арматуры приведена в таблице 1.
Таблица 1 - Классификация арматуры
Классификационный признак | Исполнение |
Тип арматуры | Обратный затвор (ЗО) |
Обратный клапан (КО) | |
Наличие демпфера | Без демпфера (БД) |
С демпфером (одним или несколькими) (Д) | |
Наличие разъема корпус-крышка | Разъемные (обслуживаемые) |
Неразъемные (необслуживаемые) | |
Место установки | Подземная установка без сооружения колодцев (засыпкой в траншеи) - для арматуры без демпфера |
Надземная (или наземная) установка на открытом воздухе без защитных сооружений от атмосферных воздействий или с применением теплоизолирующих конструкций, а также в помещениях и колодцах | |
Сейсмостойкость | Не сейсмостойкое исполнение для районов с сейсмичностью до 6 баллов по шкале [1] включительно (С0) |
Сейсмостойкое исполнение для районов с сейсмичностью свыше 6 до 9 баллов по шкале [1] включительно (С) | |
Исполнение повышенной сейсмостойкости для районов с сейсмичностью свыше 9 до 10 баллов по шкале [1] включительно (ПС) | |
Климатическое исполнение по ГОСТ 15150 | У1 |
ХЛ1 | |
Присоединение к трубопроводу | Под приварку (Св - корпус с концами под приварку или с приваренными катушками) |
Фланцевое (Ф) | |
Конструкция корпусных деталей | Литая (изготовлены методом литья) |
Литосварная (изготовлены методом литья и соединены сваркой) | |
Штампосварная (изготовлены методом штамповки, ковки или вальцовки обечаек из листового проката и соединены сваркой) | |
Комбинированная (при изготовлении корпусов и крышек одного изделия разными способами) | |
Диаметр проточной части в затворе | Полнопроходной |
Неполнопроходной | |
| |
5 Технические требования
5.1 Общие требования
5.1.1 Арматура должна соответствовать требованиям настоящего стандарта, КД, ТУ, стандартам организаций и требованиям заказчика. Требования заказчика могут уточнять и дополнять отдельные положения при условии, что характеристики арматуры будут не хуже установленных в настоящем стандарте. Требования заказчика могут быть оформлены в виде опросного листа, приведенного в приложении А. Номенклатура технических характеристик арматуры приведена в таблице 2 и должна быть указана в ТУ и ЭД.
Таблица 2 - Технические характеристики арматуры
Техническая характеристика | Значение или НД, определяющий параметр |
Номинальное давление PN, МПа (бар) | 1,6 (16); 2,5 (25); 4 (40); 6,3 (63); 8 (80); 10 (100); 12,5 (125) |
Номинальный диаметр DN | 50; 80; 100; 150; 200; 250; 300; 350; 400; 500; 600; 700; 800; 1000; 1050; 1200 |
Пробное давление | 1,5 PN |
Максимальный перепад давлений на затворе в закрытом положении при обратной подаче рабочей среды при испытании на герметичность затвора | 1,1 PN |
Характеристика рабочих сред | По приложению Б |
Температура рабочей среды | |
Строительная длина L | КО - по ГОСТ 3326 или по КД; |
Коэффициент сопротивления при полностью открытом затворе | 2,5 - для 30; |
Скоростное давление и зависимость коэффициента сопротивления от скоростного давления | По ТУ и/или КД |
Потеря давления при полностью открытом ЗЭл, МПа (бар), не более | 0,02 (0,2) - для ЗО; |
Установочное положение | По 10.1 |
Направление подачи рабочей среды | По 10.2 |
Герметичность затвора | Класс G по ГОСТ 9544 - для арматуры на PN |
Класс F по ГОСТ 9544 - для арматуры на PN | |
Типы, присоединительные размеры и размеры уплотнительных поверхностей фланцев корпуса и ответных фланцев | ГОСТ 33259 |
Масса | По ТУ |
Примечание - По требованию заказчика допускается применять фланцы по другим НД или КД. Нестандартные соединения - в соответствии с КД. | |
5.1.2 Сочетания основных параметров определяют в соответствии с показателями назначения арматуры и устанавливают в КД.
5.1.3 Исполнение по материалу основных деталей и климатическое исполнение, рабочие среды и их параметры указывают в КД и ТУ.
5.1.4 При заказе обратной арматуры указывают следующие параметры:
- тип арматуры (ЗО или КО):
- номинальный диаметр DN;
- номинальное давление PN, МПа;
- максимально допустимый перепад рабочего давления на затворе в закрытом положении , МПа;
- наименование и температуру рабочей среды;
- необходимость демпфера;
- наличие разъема корпус-крышка (разъемный, неразъемный);
- присоединение к трубопроводу (Св, Ф);
- класс герметичности затвора по ГОСТ 9544;
- исполнение по сейсмостойкости (С0, С, ПС);
- вид климатического исполнения по ГОСТ 15150 (У1, ХЛ1);
- наличие и вид наружного АКП;
- место установки (подземная, надземная);
- размеры присоединяемой трубы, класс прочности материала трубы, обозначение НД, в соответствии с которым изготавливается труба (для арматуры со сварным соединением и с фланцевым присоединением, поставляемых в комплекте с ответными фланцами).
5.1.5 При необходимости, при заказе указывают дополнительные требования, в т.ч.:
- к наличию теплоизоляции арматуры и обозначению НД, в соответствии с которым изготавливают теплоизоляцию;
- к цвету наружных поверхностей арматуры;
- к наличию ответных фланцев, крепежа и прокладок;
- к конструкции корпусных деталей.
5.1.6 Схема условного обозначения обратной арматуры при заказе приведена на рисунке 1.
Дополнительно допускается указывать обозначение КД на арматуру, материал корпуса и другие характеристики по требованиям заказчика.

Рисунок 1 - Схема условного обозначения арматуры
Пример - условное обозначение затвора обратного DN 1000, PN 8,0 МПа, без демпфера, присоединение к трубопроводу - под приварку, в исполнении по сейсмостойкости - С0, вид климатического исполнения - У1, обозначение по КД - ХХХХХ-1000-02, из стали 09Г2С при заказе:
"ЗО-1000-8,0-БД-Св-С0-У1 (ХХХХХ-1000-02, сталь 09Г2С)"
Дополнительные требования:
- с заводским антикоррозионным покрытием;
- место установки - подземная;
- присоединяемая труба - 1020х13 с классом прочности К56;
- рабочая среда - нефть, температура рабочей среды от минус 15°С до 40°С".
5.1.7 В ТУ и ЭД указывают класс опасности рабочей среды (приведен в приложении Б) в соответствии с ГОСТ 12.1.007.
Соударяющиеся в процессе работы детали арматуры, предназначенной для работы во взрывоопасных и пожароопасных помещениях, изготавливают из материалов, не допускающих образования искр при ударе.
5.1.8 Арматура, поставляемая на экспорт, в том числе в страны с тропическим климатом, дополнительно должна соответствовать требованиям ГОСТ 26304.
5.1.9 Материал деталей и сварные швы, работающие под давлением, должны быть прочными и плотными.
5.1.10 Арматура должна быть герметична относительно внешней среды.
5.1.11 Арматура должна иметь наружное АКП, выполненное в заводских условиях.
5.1.12 Прочность основных деталей арматуры подтверждают расчетом и испытанием пробным давлением .
5.1.12.1 Расчет должен включать: силовой расчет, выбор толщин стенок корпуса и крышки (проектный расчет), поверочный расчет узлов и деталей.
5.1.12.2 Силовой расчет проводят с целью предварительного определения усилий, необходимых для обеспечения работоспособности и для проведения проектного расчета.
5.1.12.3 Выбор толщин стенок корпуса и крышки проводят инженерным методом с учетом номинального давления. Расчет рекомендуется выполнять по [2], [3], [4].
5.1.12.4 Номинальные допускаемые напряжения для деталей арматуры [], кроме крепежных деталей, рекомендуется определять по [2] (8.1-8.4).
5.1.12.5 Поверочный расчет должен включать: силовые расчеты разъемных соединений, оценки статической и сейсмической прочности деталей и оценку удельных давлений в зонах контакта. По специальному требованию заказчика также проводят оценку сопротивления деталей хрупкому разрушению.
5.1.12.6 Поверочный расчет проводят с учетом следующих нагрузок:
- расчетное давление;
- давление гидроиспытаний;
- нагрузки от трубопровода;
- сейсмические ускорения элементов арматуры (с учетом 5.4.3).
5.1.12.7 Силовой расчет соединения "корпус-крышка" рекомендуется выполнять по [5]. Силовой расчет других разъемных соединений выполняют в целях подтверждения нераскрытия стыка при действии нагрузок в режиме НЭ.
5.1.12.8 Поверочный расчет деталей выполняют инженерными методами (с применением действующих НД) и/или методом конечных элементов с применением сертифицированных программных комплексов. Оценку прочности деталей, кроме крепежных, рекомендуется проводить по [2] (8.10).
5.1.12.9 Оценку прочности крепежных деталей проводят для стержня шпильки и резьбы шпильки, гайки и фланца. Прочность стержня шпильки рекомендуется проверять по [5] (раздел 7).
5.1.12.10 Прочность резьбы крепежных деталей проверяют по средним касательным напряжениям, которые не должны превышать 0,25 , (в режиме НЭ) и 0,35
(в режиме ННЭ). При определении средних касательных напряжений в резьбе крепежных деталей учитывают полноту резьбы, а также изменение деформации витков по высоте.
5.1.12.11 Удельные давления в зонах контакта деталей, в случае отсутствия движения под нагрузкой, не должны превышать 1,5 для каждой контактирующей детали. Удельные давления в контактирующих деталях, имеющих взаимные перемещения под нагрузкой, не должны превышать 50 МПа в режиме НЭ, в режиме ННЭ они не регламентируются.
5.1.13 ЗО и КО должны возвращаться в закрытое положение при прекращении движения среды в прямом направлении и открываться при перепаде давления не более 0,03 МПа (фактический перепад давления должен быть определен при испытании опытных образцов).
5.1.14 Требования к разработке и постановке на производство - по ГОСТ 15.001.
_______________
В Российской Федерации действует ГОСТ Р 15.201-2000.
5.2 Требования к конструкции
5.2.1 В зависимости от PN и DN могут применяться следующие типы соединения с трубопроводом:
- сварное - для арматуры всех типоразмеров подземной и надземной установки;
- фланцевое:
а) для арматуры надземной установки PN 1,6 МПа (16 бар) всех DN;
б) для арматуры надземной установки DN250 и РN
12,5 МПа (125 бар);
в) для арматуры надземной установки DN500 и PN
6,3 МПа (63 бар).
5.2.2 При необходимости заказчиком может быть установлено время срабатывания арматуры. При наличии демпфера с регулировкой в ЭД приводят диапазон регулирования времени срабатывания (закрытия) ЗЭл.
5.2.3 Демпфирующее устройство:
- должно обеспечивать возможность демпфирования с различных начальных углов закрытия диска;
- по требованию заказчика может обеспечивать возможность регулирования скорости срабатывания.
5.2.4 Типы демпфирующих устройств, размещаемых на оси подвески диска, могут быть:
- поршневого типа;
- лопастного (роторного) типа.
5.2.5 Арматура с демпфером должна иметь указатели положения ЗЭл.
5.2.6 В ТУ и ЭД указывают:
- скоростное давление , Па, обеспечивающее полное открытие ЗЭл,
- коэффициент сопротивления при полностью открытом ЗЭл,
- зависимость коэффициента сопротивления от скоростного давления.
5.2.7 Арматура с концами под приварку DN300 должна иметь приварные катушки.
Длина приварных катушек должна быть не менее:
- 250 мм - для арматуры DN500:
- 400 мм - для арматуры DN>500.
Строительные длины разъемных ЗО со сварным соединением с приваренными катушками приведены в таблице 3.
Таблица 3 - Строительные длины разъемных ЗО со сварным соединением с приваренными катушками
Номинальный диаметр DN | 300 | 350 | 400 | 500 | 600 | 700 | 800 | 1000 | 1050 | 1200 |
Строительная длина L, мм | 1500 | 1550 | 1650 | 1850 | 2400 | 2500 | 2700 | 2850 | 2950 | 3050 |
Строительные длины неразъемных ЗО с фланцевым присоединением приведены в таблице 4.
Строительные длины неразъемных ЗО со сварным соединением с номинальным диаметром до DN 250 включительно приведены в таблице 5.
Таблица 4 - Строительные длины неразъемных ЗО с фланцевым присоединением
PN, МПа | Строительная длина L арматуры с фланцевым присоединением, мм, для DN | |||||||||||||||
50 | 80 | 100 | 150 | 200 | 250 | 300 | 350 | 400 | 500 | 600 | 700 | 800 | 1000 | 1050 | 1200 | |
1,6 | 100 | 150 | 160 | 200 | 225 | 250 | 300 | 350 | 400 | 500 | 600 | 700 | 750 | 850 | 850 | 1000 |
2,5 | - | - | - | - | - | - | ||||||||||
4,0 | ||||||||||||||||
6,3 | ||||||||||||||||
8,0 | - | - | - | - | ||||||||||||
10,0 | ||||||||||||||||
12,5 | ||||||||||||||||
Таблица 5 - Строительные длины неразъемных ЗО со сварным соединением
PN, МПа | Строительная длина L арматуры со сварным соединением, мм, для DN | |||||
50 | 80 | 100 | 150 | 200 | 250 | |
1,6 | 100 | 150 | 160 | 200 | 225 | 250 |
2,5 | ||||||
4,0 | ||||||
6,3 | ||||||
8,0 | ||||||
10,0 | ||||||
12,5 | ||||||
Строительные длины неразъемных ЗО с номинальным диаметром DN 300 и более со сварным соединением с приваренными катушками приведены в таблице 6.
Таблица 6 - Строительные длины неразъемных ЗО со сварным соединением с приваренными катушками
Номинальный диаметр, | 300 | 350 | 400 | 500 | 600 | 700 | 800 | 1000 | 1050 | 1200 |
Строительная длина L, мм | 800 | 850 | 850 | 1000 | 1400 | 1500 | 1550 | 1650 | 1650 | 1800 |
________________
* Текст документа соответствует оригиналу. - .
По согласованию с заказчиком допускается изготавливать арматуру со строительными длинами по ГОСТ 3326 или отличными от указанных выше.
5.2.8 Предельные отклонения строительных длин арматуры с фланцевым и сварным соединением к трубопроводу должны соответствовать значениям, приведенным в таблице 7.
Таблица 7 - Предельные отклонения строительных длин арматуры
В миллиметрах | ||||||
Строительная длина L | Предельное отклонение | |||||
с фланцевым присоединением | со сварным присоединением | |||||
До | 300 | включ. | ±2 | ±5 | ||
Св. | 300 | " | 500 | " | ±3 | ±6 |
" | 500 | " | 800 | " | ±4 | ±8 |
" | 800 | " | 1000 | " | ±5 | ±10 |
" | 1000 | " | 1600 | " | ±6 | ±12 |
" | 1600 | " | 2550 | " | ±8 | ±15 |
" | 2550 | ±10 | ±20 | |||
5.2.9 Арматура DN300 должна иметь опорные поверхности для установки на фундаменте.
Допускается пересечение стыковых швов корпуса угловыми швами приварки внутренних и внешних устройств (опорных элементов и т.п.) при условии контроля всего перекрываемого участка шва корпуса и прилегающего к нему участка шириной не менее 50 мм радиографическим или ультразвуковым методом.
5.2.10 Арматура массой свыше 50 кг должна иметь элементы для строповки, пригодные для подъема. Грузоподъемность каждого стропового устройства должна быть не менее силы, действующей на арматуру при минимальном количестве строповых устройств, одновременно участвующих в подъеме.
Конструкция элементов для строповки должна обеспечивать строповку крюками по ГОСТ 25573. Между крюком и поверхностями элемента для строповки должны быть гарантированные зазоры (рекомендуется по [6]).
5.2.11 Конструкция и расположение строповых устройств должны исключать контакт строповых тросов с поверхностью арматуры при осуществлении погрузочно-разгрузочных работ в целях сохранения АКП.
5.2.12 Для арматуры с фланцевым присоединением фланцы должны соответствовать ГОСТ 33259 и/или КД.
5.2.13 Присоединительные размеры, тип и размеры уплотнительных поверхностей фланцев арматуры должны соответствовать исполнениям F (впадина), K (под линзовую прокладку) или J (под прокладку овального сечения) по ГОСТ 33259.
Присоединительные размеры, тип и размеры уплотнительных поверхностей ответных фланцев должны соответствовать исполнениям Е (выступ), K или J.
Допускается изготовление фланцевой арматуры с фланцами, соответствующими исполнению В (фланцы с соединительным выступом), при применении спирально-навитых прокладок из ТРГ с ограничительными кольцами.
Требования к линзовым прокладкам и прокладкам овального сечения - по [7].
5.2.14 Максимальный внутренний диаметр концов под приварку патрубков и катушек должен быть не более внутреннего диаметра присоединяемой трубы.
5.2.15 Неуказанные в КД допуски, отклонения линейных и угловых размеров, отклонения расположения поверхностей, отклонения от параллельности и перпендикулярности (относительно оси корпуса) уплотнительных поверхностей присоединительных фланцев, отклонения формы, параметры и характеристики шероховатости поверхностей, основные размеры метрической резьбы, профиль резьбы, допуски посадок с зазором, сбеги, недорезы, проточки и фаски - по ГОСТ 33423.
5.2.16 В качестве уплотнительных прокладок для фланцевых соединений арматуры с трубопроводом должны применяться армированные и спирально-навитые прокладки из ТРГ, прокладки линзовые или овального сечения.
5.2.17 Прокладки разъема "корпус-крышка" изготавливают из ТРГ или маслобензоморозостойких эластомеров, работоспособных во всем диапазоне эксплуатационных параметров.
5.2.18 Уплотнение разъема "корпус-крышка" должно обеспечивать герметичность в течение назначенного срока службы (ресурса) выемных частей.
5.2.19 Конструкция арматуры должна обеспечивать свободный доступ к элементам, подлежащим регулированию и настройке без демонтажа как самой арматуры, так и отдельных ее деталей, сборочных единиц и комплектующих изделий.
5.2.20 Разъемная арматура, комплектуемая узлами и деталями, срок службы которых равен или меньше назначенного срока службы арматуры, должна быть ремонтопригодна и допускать в условиях эксплуатации без демонтажа с трубопровода:
- текущее обслуживание и текущий ремонт с заменой быстроизнашиваемых и имеющих ограниченный срок службы деталей, сборочных единиц и комплектующих изделий;
- средний ремонт;
- замену узла затвора из ЗИП.
5.2.21 Запасные быстроизнашиваемые или имеющие ограниченный срок службы детали, сборочные единицы и комплектующие изделия должны быть поставлены по требованию заказчика для обеспечения требуемой долговечности и безотказности.
5.2.22 Разъемная арматура должна быть ремонтопригодна и обеспечивать в условиях эксплуатации:
- текущее обслуживание и текущий ремонт с заменой деталей, сборочных единиц и комплектующих изделий, как быстроизнашиваемых, так и имеющих ограниченный срок службы;
- средний ремонт без демонтажа с трубопровода.
Все узлы и детали, срок службы которых равен назначенному сроку службы арматуры, должны предполагать возможность производить их ремонт.
Восстановительный ремонт разъемной арматуры (зачистка, замена уплотнительных поверхностей) проводят без демонтажа с трубопровода.
5.2.23 Неразъемная арматура должна обеспечивать работоспособность в течение назначенного срока службы без проведения ремонта.
5.2.24 Арматура, предназначенная для эксплуатации в местах, доступных для обслуживания, по требованию заказчика может иметь устройство для принудительного открытия затвора.
5.3 Показатели надежности и показатели безопасности
5.3.1 Показатели надежности
5.3.1.1 Разъемную арматуру относят к классу восстанавливаемых, если в ТУ и ЭД не указано иное.
Для восстанавливаемой арматуры:
- предназначенной для эксплуатации на опасных производственных объектах - дисциплина восстановления регламентированная;
- для прочей арматуры - нерегламентированная дисциплина восстановления.
5.3.1.2 Номенклатура показателей надежности включает:
- показатели долговечности:
а) полный срок службы (в годах);
б) полный ресурс (в циклах и часах).
Примечание - Дополнительно, по требованию заказчика, допускается устанавливать следующие показатели долговечности:
- срок службы до капитального (среднего и т.п.) ремонта (в годах);
- ресурс до капитального (среднего и т.п.) ремонта (в циклах и часах);
- показатели безотказности - наработка на отказ (в циклах и часах) - для арматуры, по условиям эксплуатации которой отказы не могут быть критическими, и/или вероятность безотказной работы в течение полного ресурса;
- показатель ремонтопригодности (для ремонтируемой арматуры при наличии ограничений заказчика на длительность восстановления работоспособного состояния) - время восстановления работоспособного состояния (в часах);
- показатель сохраняемости - срок хранения (в годах) для арматуры, их деталей и комплектующих, подверженных длительному хранению и состояние которых в течение срока хранения будет соответствовать требованиям безотказности, долговечности и ремонтопригодности, установленным НД и КД.
5.3.1.3 Если в конструкции арматуры имеется узел, определяющий конкретный вид отказа или предельного состояния арматуры, то дополнительно к показателям надежности арматуры в целом допускается нормировать показатели надежности конкретного узла.
5.3.2 Показатели безопасности
5.3.2.1 Для арматуры, отказы которой могут быть критическими, устанавливают:
- показатели безопасности;
- назначенные показатели:
а) назначенный срок службы (в годах);
б) назначенный ресурс (в циклах и/или часах);
- вероятность безотказной работы по отношению к критическим отказам в течение назначенного ресурса.
Примечание - Вероятность безотказной работы по отношению к критическому отказу в течение назначенного ресурса должна быть близка к единице и удовлетворять требованиям заказчика:
- коэффициент оперативной готовности;
- назначенный срок хранения (в годах) (для арматуры, их деталей и комплектующих, изменение свойств которых в процессе хранения может привести к критическому отказу в процессе эксплуатации или фактическое состояние которых в течение срока хранения неизвестно).
5.3.2.2 Назначенные показатели устанавливают в дополнение к показателям долговечности (сохраняемости) или взамен их с целью обеспечения своевременного прекращения эксплуатации (хранения) арматуры.
5.3.2.3 При достижении конкретной арматурой одного из назначенных показателей его эксплуатацию прекращают. По результатам экспертизы промышленной безопасности определяют остаточный ресурс и возможность продления назначенных показателей.
5.3.3 Расчет, обеспечение и подтверждение показателей надежности и безопасности
5.3.3.1 Номенклатуру и количественные значения показателей надежности и показателей безопасности, приводят в ТУ и ЭД в зависимости от условий эксплуатации и требований заказчика.
5.3.3.2 Показатели надежности и показатели безопасности рассчитывают (обосновывают, оценивают) в соответствии с требованиями НД (например, по ГОСТ 27.301, ГОСТ 33272 [8], [9], [10]) на этапе проектирования, исходя из результатов всех видов испытаний и информации об эксплуатационной надежности арматуры конкретного изготовителя.
5.3.3.3 Показатели надежности и показатели безопасности арматуры обеспечивают:
- выбором материалов основных деталей и уплотнительных элементов в зависимости от параметров и условий эксплуатации;
- полнотой научно-исследовательских и опытно-конструкторских работ;
- проведением комплекса необходимых расчетов и испытаний, основанных на верифицированных в установленном порядке методиках;
- установлением критериев предельных состояний;
- установлением назначенных сроков службы, назначенных ресурсов, сроков технического обслуживания, ремонта и утилизации;
- выявлением всех опасностей, связанных с возможным предсказуемым неправильным использованием;
- ограничением в использовании.
5.3.3.4 Показатели надежности и показатели безопасности подтверждают при приемочных и периодических испытаниях. Методики определения показателей безопасности и надежности устанавливают в ПМ (рекомендуется с учетом [10] и [11]).
Допускается подтверждать показатели надежности и показатели безопасности путем анализа технологических процессов изготовления и действующей у изготовителя системы производственного контроля, а также сбором и анализом данных, полученных в процессе эксплуатации. В этом случае соответствующие методики определяет разработчик и согласует с изготовителем или с эксплуатирующей организацией.
Полный ресурс и назначенный ресурс в циклах, а также показатели ремонтопригодности арматуры подтверждают в ходе приемочных испытаний, если в ТУ и ПМ не указано иное.
Показатели надежности, связанные со временем эксплуатации (срок службы, ресурс в часах, срок хранения) и показатели безотказности арматуры подтверждают статистической информацией по результатам эксплуатации.
5.3.3.5 В ТУ и РЭ на арматуру приводят:
- сведения о назначении, об особенностях конструкции, принципе действия, основные технические характеристики арматуры;
- перечень деталей, сборочных единиц, комплектующих элементов, имеющих ограниченный срок службы (ресурс) и требующих замены независимо от их технического состояния;
- перечень предельных состояний деталей, узлов и комплектующих элементов, а также критерии предельных состояний, предшествующих возникновению критических отказов;
- перечень возможных отказов и контролируемых параметров, по которым следует проводить оценку технического состояния арматуры.
В РЭ указывают вероятные причины и способ устранения отказов.
5.3.3.6 Нормативные значения показателей надежности и показателей безопасности - в соответствии с приложением В.
5.3.3.7 Перечень возможных отказов арматуры и критерии предельных состояний приведен в приложении Г.
5.4 Требования стойкости к внешним воздействиям
5.4.1 Общие требования
5.4.1.1 При проектировании должны быть учтены следующие требования стойкости к внешним воздействиям:
- сейсмостойкость;
- стойкость к нагрузкам, передаваемым от трубопроводов;
- стойкость к климатическим воздействиям и воздействиям агрессивной внешней среды.
5.4.1.2 Дополнительные требования, в том числе степени защиты от попаданий пыли, влаги, степени взрывозащиты и т.д. указывают в договоре на поставку.
5.4.2 Сейсмостойкость
5.4.2.1 Арматура должна сохранять работоспособность, прочность, герметичность по отношению к внешней среде и в затворе во время и после сейсмического воздействия до значения, указанного при заказе (в баллах по шкале [1]).
5.4.2.2 Сейсмостойкость подтверждают расчетами, а по требованию заказчика - дополнительно подтверждают испытаниями.
Допускается подтверждать сейсмостойкость арматуры испытаниями и расчетами аналогичных конструкций.
5.4.2.3 Расчетам и/или испытаниям на сейсмостойкость должно предшествовать определение собственной частоты колебаний арматуры.
5.4.2.4 Низшую собственную частоту колебаний рассчитывают по схеме жесткого крепления арматуры за патрубки. Низшая собственная частота колебаний должна быть не ниже 18 Гц.
5.4.2.5 Расчеты и испытания на сейсмостойкость выполняют на сочетание сейсмических и эксплуатационных нагрузок.
В расчетах учитывают одновременное воздействие сейсмических ускорений в вертикальном и горизонтальном направлениях, нагрузки от трубопровода в соответствии с приложением Д, а также расчетное давление.
На сейсмопрочность рассчитывают корпус, крышку, разъемные соединения, патрубки и прочие элементы арматуры, повреждение, смещение или деформация которых может привести к разрушению, отказу арматуры или к снижению ее эксплуатационных качеств. Расчеты выполняют в соответствии с требованиями норм расчета на прочность (например, по [2], [3], [4], [5], [12], [13]). В расчетах используют общеинженерные или специальные методики и/или компьютерные программы расчета.
Сейсмостойкость подтверждают расчетом на работоспособность арматуры при сейсмическом воздействии (оценка влияния сейсмических нагрузок на работу ЗЭл).
5.4.2.6 При выполнении расчетов значения ответных максимальных амплитуд ускорений в горизонтальном направлении принимают по спектрам ответа по ГОСТ 30546.1 (рисунок 2) по кривой с 2% относительным демпфированием.
5.4.2.7 При проведении испытаний учитывают одновременное воздействие сейсмических ускорений в вертикальном и горизонтальном направлениях, а также расчетное давление.
Допускается при проведении испытаний учитывать воздействие сейсмических ускорений в каждом направлении поочередно.
5.4.2.8 При проведении испытаний значения максимальных амплитуд ускорений в горизонтальном направлении на места крепления арматуры принимают по спектрам воздействий в соответствии с ГОСТ 30546.1 (рисунок 1). Значения ускорений в вертикальном направлении составляют 0,7 соответствующих значений ускорения в горизонтальном направлении.
5.4.2.9 При проведении расчетов и испытаний значения ускорений для 10 баллов по шкале [1] удваивают по сравнению со значениями ускорения для 9 баллов по шкале [1].
5.4.2.10 Расчетные сейсмические нагрузки на элементы конструкции арматуры определяют умножением эквивалентного расчетного максимального ускорения на инерционные характеристики арматуры.
5.4.3 Нагрузки, передаваемые от трубопроводов
5.4.3.1 Корпусные детали арматуры рассчитывают на прочность при совместном действии номинального давления и нагрузок, передаваемых на патрубки от присоединяемых трубопроводов.
5.4.3.2 Значения нагрузок на патрубки арматуры от присоединяемых трубопроводов - в соответствии с приложением Д. Допускается использовать нагрузки по [14].
5.4.4 Климатические воздействия
5.4.4.1 Климатические исполнения, категории размещения и значения температуры окружающего воздуха при хранении, транспортировании, монтаже и эксплуатации арматуры приведены в таблице 8.
Арматура категории размещения 1 предназначена для эксплуатации на открытом воздухе (воздействие совокупности климатических факторов, характерных для данного макроклиматического района).
Таблица 8 - Климатические исполнения
Климатическое исполнение по ГОСТ 15150 | Категория размещения | Температура окружающего воздуха, °С | |
верхнее значение | нижнее значение | ||
У | 1 | 40 | Минус 40 |
ХЛ | 1 | 40 | Минус 60 |
Примечания 1 За значение температуры окружающего воздуха принимается средняя из ежегодных абсолютных минимумов и максимумов температура воздуха. 2 По требованию заказчика возможна поставка для других климатических исполнений и категорий размещения по ГОСТ 15150. | |||
5.4.4.2 При транспортировании, хранении, монтаже и эксплуатации арматура должна выдерживать колебания температур окружающего воздуха. Величина изменения температуры окружающего воздуха за 8 ч - до 40°С.
5.4.4.3 Относительная влажность окружающего воздуха при транспортировании, хранении, монтаже и эксплуатации арматуры может достигать 100%.
5.5 Требования к сырью, материалам, покупным изделиям
5.5.1 Корпусные детали арматуры, работающие под давлением, и катушки изготавливают из низкоуглеродистых, низколегированных или коррозионностойких сталей, обеспечивающих качественную сварку патрубков (катушек) арматуры с трубопроводом в полевых условиях.
5.5.2 Материалы должны соответствовать требованиям настоящего стандарта, КД, стандартов или ТУ на материалы, а также НД (требованиям) заказчика. Соответствие материалов этим требованиям подтверждают сертификатами поставщиков или протоколами испытаний изготовителя по методике на соответствующий материал.
Использование материалов, поступивших без сертификатов, для изготовления основных деталей арматуры не допускается.
Металлы, применяемые для изготовления арматуры - по ГОСТ 33260.
5.5.3 Материалы основных деталей и материалы уплотнений должны быть стойкими по отношению к рабочей среде и внешним воздействиям. Скорость коррозии материала корпуса и сварных швов должна быть не более 0,1 мм/год при воздействии рабочей среды и внешних факторов. Расчетная толщина корпусных деталей должна включать прибавку для компенсации коррозии, определяемой умножением скорости коррозии на срок службы.
Требования к механическим свойствам материалов основных деталей, уплотнительным кольцам и пружинам определяются разработчиком и указываются в КД.
5.5.4 Возможность применения новых материалов подтверждают результатами испытаний, согласованными со специализированной металловедческой организацией, соответствием свойств материалов требованиям настоящего стандарта, а также аттестацией технологии сварки (наплавки).
5.5.5 При выборе материалов для климатического исполнения (У, ХЛ по ГОСТ 15150) принимают нижнее значение температуры окружающего воздуха в соответствии с таблицей 8.
5.5.6 Металл деталей подвергают контролю загрязненности неметаллическими включениями. Наличие неметаллических включений (оксиды, сульфиды, силикаты) определяют по ГОСТ 1778 от каждой плавки. Сведения о результатах контроля загрязненности неметаллическими включениями заносят в сертификат.
5.5.7 Размер зерна материала корпусных деталей - не крупнее номера 5 по ГОСТ 5639.
5.5.8 Сопротивление хрупкому разрушению материалов корпусных деталей, работающих при отрицательных температурах окружающего воздуха, и возможность испытания на прочность воздухом давлением 1,1 PN с выдержкой в течение 24 ч при температуре минус 40°С (при наличии требований при заказе) подтверждают расчетом на сопротивление хрупкому разрушению.
5.5.9 Поковки основных деталей из конструкционной углеродистой и легированной стали должны соответствовать группе IV по ГОСТ 8479, из коррозионностойких сталей - группе IV или IVК (для сред, вызывающих МКК) по ГОСТ 25054.
5.5.10 Механические свойства материала основных деталей после окончательной термической обработки приведены в таблице 9.
Требования к типу надреза на образцах при определении ударной вязкости (образцы c V-образным или с U-образным надрезом) определяются заказчиком.
Испытания на ударный изгиб основного металла проводят на образцах с концентратором вида V по ГОСТ 9454.
Примечание - Допускается величину ударной вязкости определять делением работы удара на площадь в месте надреза.
Таблица 9 - Механические свойства материала
Наименование | Твердость | Предел текучести | Ударная вязкость при температуре минус 40°С (для климатического исполнения У) и минус 60°С (для климатического исполнения ХЛ), Дж/см | ||
KCU | KCV | ||||
Корпус, крышка, катушка, ответные фланцы | низкоуглеро- | 200 HV, не более | 195 | 39,2 | 24,5 |
низколегиро- | 240 НV, не более | ||||
коррозионно- | В соответствии с НД на материал | ||||
ЗЭл | - | 195 | 24,5 | ||
Вал, ось ЗЭл | - | 540 | 24,5 | ||
Шпильки, болты | В соответствии с НД на материал | 590 | 30,0 | ||
Гайки | 440 | 30,0 | |||
5.5.11 Эквивалент углерода для катушек, ответных фланцев, а также патрубков (в случае приварки непосредственно к трубопроводу или к катушкам, ответным фланцам на месте монтажа в полевых условиях) не должен превышать 0,43.
Расчет проводят по формуле
![]() , (1)
, (1)
где С, Mn, Cr, Mo, V, Ni, Сu - массовые доли в стали соответственно углерода, марганца, хрома, молибдена, ванадия,никеля и меди в процентах.
Медь, никель, хром, содержащиеся в сталях как примеси, при расчете не учитывают, если их суммарное содержание не превышает 0,20%.
Эквивалент углерода углеродистых марок стали (сталь 10, 20) и низколегированной стали только с кремнемарганцевой системой легирования (17ГС, 17Г1С, 09Г2С) определяют по формуле
![]() . (2)
. (2)
Для остальных материалов расчет эквивалента углерода выполняют по формуле (1).
Если в НД на материал не установлено содержание каких-либо элементов, включенных в формулу (1), необходимо проводить дополнительный анализ химического состава металла с целью определения всех данных для расчета .
Маркировка фактического значения - по 5.11.3.
5.5.12 Вал, ось ЗЭл изготавливают из коррозионно-стойких сталей или из углеродистых и низколегированных сталей с нанесенным покрытием, обеспечивающим коррозионную стойкость и работоспособность.
5.5.13 Материалы крепежных деталей выбирают с коэффициентом линейного расширения, близким по значению коэффициенту линейного расширения материала фланца. Разница в значениях коэффициентов линейного расширения не должна превышать 10%.
Разница между твердостью заготовок для шпилек и гаек должна быть не менее 15 НВ, при этом твердость гайки должна быть ниже твердости шпильки.
5.5.14 В случае применения уплотнения затвора металл-эластомер, уплотнение узла затвора должно предусматривать уплотнение не менее чем двумя кольцами из эластомерных или полимерных материалов.
Требования к износостойким покрытиям устанавливают в ТУ и КД с учетом требований заказчика. Твердость уплотнительных поверхностей седел уплотнения "металл по металлу" - не менее 35 HRC.
Твердость уплотнений в затворе из эластомеров - не менее 75 единиц по Шору А.
5.5.15 Сварочные материалы, применяемые при изготовлении арматуры и исправлении дефектов, должны быть аттестованы в установленном порядке (рекомендуется по [15]).
5.5.16 Механические свойства сварных соединений после окончательной термообработки должны отвечать следующим требованиям:
- временное сопротивление разрыву должно быть не ниже минимального значения временного сопротивления разрыву основного металла по стандарту или ТУ для данной марки стали;
- минимальное значение угла изгиба должно быть 120° при отсутствии трещин или надрывов длиной более 12,5% его ширины, но не более 3 мм;
- твердость металла шва и зоны термического влияния сварных соединений после сварки низкоуглеродистой стали должна быть не более 250 HV; после сварки низколегированной стали должна быть не более 275 HV. По согласованию с заказчиком допускается измерение твердости по Бринеллю (НВ) и по Роквеллу - шкалам А, В и С (HRA, HRB и HRC).
5.5.17 Величину ударной вязкости сварных соединений определяют на образцах по ГОСТ 6996, при этом значение ударной вязкости при температуре от минус 40°С до минус 60°С должно быть не менее значений, приведенных в таблице 10 (на образцах с V-образным или с U-образным надрезом). Требования к типу надреза определяются заказчиком.
Таблица 10 - Величина ударной вязкости сварного соединения
Номинальная толщина стенки свариваемых деталей, мм | Ударная вязкость при температуре минус 40°С (для климатического исполнения У) и минус 60°С (для климатического исполнения ХЛ), Дж/см | |
KCU | KCV | |
До 25 включ. | 39,2 | 24,5 |
Св. 25 | 49,0 | |
5.6 Требования к изготовлению
5.6.1 Арматуру изготавливают в соответствии с требованиями настоящего стандарта, ГОСТ 33423, КД и ТУ.
При изготовлении арматуры применяют систему контроля качества (входной, операционный и приемочный).
Изготовитель должен подтвердить обеспечение качества технологическими процессами, системой производственного контроля количественных значений показателей безотказности, заданных в ТУ.
Процесс выполнения всех видов контроля, методики контроля, контрольные операции устанавливают в технологической документации.
Контроль качества изготовления и приемка материалов, деталей и узлов проводят на специально подготовленных площадках (участках) изготовителя при соблюдении следующих требований:
- обеспечен доступ к проведению визуального контроля - 100% поверхности арматуры;
- обеспечена возможность рассматривать подлежащую контролю поверхность под углом более 30° к плоскости объекта контроля и с расстояния до 600 мм;
- освещенность контролируемых поверхностей - не менее 500 лк.
5.6.2 Работы по неразрушающему контролю осуществляют аттестованные лаборатории (аттестация рекомендуется по [16]).
К руководству и выполнению работ по неразрушающему контролю допускаются специалисты неразрушающего контроля, аттестованные на требуемый по НД или ТД уровень профессиональной подготовки, имеющие соответствующие удостоверения (аттестация персонала в области неразрушающего контроля - рекомендуется в соответствии с [17]). Специалисты неразрушающего контроля допускаются к контролю тех объектов и теми методами (видами) неразрушающего контроля, которые указаны в их квалификационных удостоверениях.
5.6.3 Организация и оформление результатов верификации (входного контроля) закупленных материалов и комплектующих изделий - по ГОСТ 24297 (также рекомендуется по [18]) и перечню материалов, подлежащих верификации.
Верификации подвергают материалы и покупные изделия, качество которых должно быть подтверждено сертификатами или паспортами. Для контроля приведенных в сертификате характеристик и при отсутствии в сертификатах отдельных свойств материалов допускается проводить проверку этих характеристик в аттестованной лаборатории.
Сертификаты качества должны быть на русском языке или иметь перевод на русский язык.
Забракованные при входном контроле материалы маркируют "Брак" и направляют в изолятор брака.
5.6.4 Операционному контролю подвергают сборочные единицы и детали арматуры. Контроль проводит ОТК изготовителя. К сборке допускают детали, принятые ОТК изготовителя.
5.6.5 При изготовлении должна быть обеспечена и документально подтверждена реализация всех требований настоящего стандарта, ТУ, КД, НД и требований заказчика в части применяемых материалов и их свойств, требований к сварным соединениям, геометрическим размерам и допускам узлов и деталей, требований к объему неразрушающего и разрушающего контроля отдельных деталей и узлов.
Требованиями к изготовлению ответных фланцев - по ГОСТ 33259.
По требованию заказчика (по условию договора) приемку, контроль качества и приемо-сдаточные испытания проводят с участием представителя заказчика силами и средствами ОТК изготовителя.
5.6.6 Поковки, штамповки, заготовки из проката для арматуры PN6,3 МПа (63 бар) подвергают ультразвуковому контролю (100%). Для арматуры PN<6,3 МПа (63 бар) ультразвуковой контроль проводят по требованию заказчика. Ультразвуковой контроль и нормы оценки поковок и штамповок рекомендуются по [19].
Заготовки из листового проката должны соответствовать классу сплошности 1 по ГОСТ 22727.
Заготовки из фасонного и круглого проката должны соответствовать группе качества 1 по ГОСТ 21120.
Оценку основных деталей по результатам ультразвукового контроля проводят по данным, приведенным в таблице 11.
Таблица 11 - Оценка основных деталей по результатам ультразвукового контроля
Наименование детали | Сортамент | Параметр допустимых дефектов |
Корпус, крышка, ответные фланцы, катушки | Листовой прокат | Не допускаются дефекты, превышающие значения для класса сплошности 1 по ГОСТ 22727 |
Фасонный и круглый прокат | Группа качества 1 по ГОСТ 21120 | |
Поковки и штамповки | Не допускаются дефекты, превышающие значения для группы качества 4 по ГОСТ 24507 | |
Вал, ось ЗЭл | Поковки | Не допускаются дефекты, превышающие значения для группы качества 2n по ГОСТ 24507 |
Фасонный и круглый прокат | Группа качества 1 по ГОСТ 21120 | |
Шпильки | Прокат | Не допускаются дефекты, превышающие значения по ГОСТ 23304 |
Поковки | Не допускаются дефекты, превышающие значения для группы качества 2n по ГОСТ 24507 | |
Примечания 1 2 3 Н - диаметр или толщина заготовки, мм. | ||
5.6.7 Контроль литых корпусных деталей
5.6.7.1 Корпусные литые детали подвергают неразрушающему контролю следующими методами:
- визуальным и измерительным. Контролю подвергают все доступные поверхности каждой детали (в том числе внутренние);
- капиллярным или магнитопорошковым. Контролю подлежат радиусные переходы, а также поверхности, при визуальном осмотре которых оценка результатов контроля вызывает сомнения;
- ультразвуковым или радиографическим, или в сочетании их между собой с обеспечением максимально возможного объема контроля.
В местах, недоступных для ультразвукового или радиографического контроля, проводят капиллярный или магнитопорошковый контроль.
Нормы оценки при проведении контроля неразрушающими методами - в соответствии с НД. Методы и объем контроля приводят в ТУ и КД с учетом возможности и технической доступности контроля.
Контролю подвергаются отливки после их окончательной обработки (термической, механической).
Перед радиографическим контролем припуск на сторону при окончательной механической обработке допускается оставлять:
- не более 20% толщины - для стенок толщиной от 10 до 150 мм;
- до 30 мм - для стенок толщиной свыше 150 мм.
5.6.7.2 Механические свойства литых заготовок корпусных деталей контролируют на двух образцах от плавки в соответствии с ГОСТ 1497. Контроль режимов термообработки проводят на соответствие требованиям технологического процесса на изготовление.
5.6.8 Корпусные детали подвергают термообработке. Вид и режимы термообработки приводят в технологической документации и/или КД, твердость после термообработки приводят в КД.
5.6.9 Твердость деталей измеряют в местах, указанных в КД. При отсутствии таких указаний место измерения твердости выбирает изготовитель. Твердость контролируют на поверхности, предварительно зачищенной от окалины и обезуглероженного слоя. Измерение твердости не должно вести к порче рабочих поверхностей деталей, влияющих на работоспособность арматуры. Если измерение твердости невозможно без повреждения рабочих поверхностей, допускается проводить проверку на образце-свидетеле из того же материала, что и детали, прошедшем термическую обработку одновременно с деталью.
Методы измерения твердости - по ГОСТ 2999, ГОСТ 9012 и ГОСТ 9013.
При уплотнении "металл по металлу" измерение твердости материала уплотнительных поверхностей проводят переносными твердомерами с диапазоном измерений от 20 до 70 HRC.
Измерение твердости уплотнений из эластомеров проводят по ГОСТ 263 твердомерами с диапазоном измерений от 0 до 100 по Шору А.
5.6.10 Сварка и контроль качества сварных соединений
5.6.10.1 Сварочные работы выполняют сварщики, аттестованные в соответствии с установленным порядком (рекомендуется по [20] и [21]).
К руководству по выполнению сварочных работ и ремонту допускаются аттестованные специалисты, имеющие допуск к руководству и техническому контролю за выполнением соответствующих сварочных работ.
Аттестованных сварщиков и специалистов сварочного производства допускают к выполнению тех видов деятельности, которые указаны в их аттестационных удостоверениях.
Сварочное оборудование, применяемое при изготовлении арматуры и исправлении дефектов, должно быть аттестовано в установленном порядке (рекомендуется по [15], [22]).
5.6.10.2 При изготовлении арматуры применяют технологию сварки (наплавки), аттестованную в установленном порядке (рекомендуется по [23]).
Наплавка, контроль качества наплавки и термическая обработка наплавки - по КД с учетом требований ГОСТ 33258 (рекомендуется также по [24]).
Сварные соединения корпусных деталей, влияющие на герметичность относительно внешней среды, подвергают термической обработке. Вид и режимы термической обработки должны быть указаны в ТД.
Допускается не подвергать термической обработке сварные швы приварки катушек к патрубкам корпуса арматуры при толщине стенок свариваемых деталей до 30 мм.
Количество допустимых полных термических обработок (нормализация или закалка) - не более трех.
Количество отпусков или стабилизирующих отжигов после закалки или нормализации для получения требуемых механических свойств не ограничивают.
5.6.10.3 Сварку и термическую обработку сварных соединений выполняют в соответствии с требованиями НД, указанной в КД (рекомендуется по [25]). Сварку выполняют после подтверждения правильности сборки и отсутствия (устранения) дефектов на всех поверхностях, подлежащих сварке.
Все сварочные работы при изготовлении арматуры и ее элементов проводят при положительных температурах в закрытых помещениях.
5.6.10.4 Все сварные швы подлежат клеймению, позволяющему установить сварщика, выполнявшего эти швы.
Клеймо наносят на расстоянии от 20 до 50 мм от кромки сварного шва с наружной стороны. Если шов с наружной и внутренней сторон заваривается разными сварщиками, клейма ставят только с наружной стороны в виде дроби: в числителе клеймо сварщика с наружной стороны шва, в знаменателе - клеймо сварщика с внутренней стороны. Если сварные соединения выполняет один сварщик, то допускается клеймо ставить около таблички или на другом открытом участке.
На продольных и других незамкнутых сварных соединениях клейма следует ставить на расстоянии от 100 до 200 мм от конца шва. Для кольцевого шва клеймо выбивается в месте пересечения кольцевого шва с продольным, но при этом должно быть не менее двух клейм для каждого шва. Для кольцевого шва арматуры до DN 700 допускается ставить одно клеймо.
Место клеймения заключается в хорошо видимую рамку, выполняемую несмываемой краской.
По согласованию с заказчиком вместо клеймения сварных швов допускается прилагать к паспорту арматуры схему расположения швов с подписью исполнителей.
5.6.10.5 Количество допустимых исправлений одного и того же дефекта деталей (кроме сварных швов), работающих под давлением, требующих проведения сварочных работ либо повторной термообработки:
- для арматуры до PN 8 МПа (80 бар) включительно - не более двух;
- для арматуры PN 10 МПа (100 бар) и выше - не более одного.
Исправление дефекта на одном и том же участке сварного соединения допускается проводить не более трех раз.
Суммарная протяженность исправлений дефектов методом заварки сварного соединения, отвечающего за герметичность относительно внешней среды, не должна превышать 1/6 длины (периметра) сварного соединения.
Количество исправлений дефектов, не требующих проведения сварочных работ и термической обработки, не нормируется.
Исправление дефектных сварных соединений (или наплавки) допускается производить путем полного удаления металла сварного шва (или наплавки) и зоны термического влияния с последующей подготовкой кромок (или места под наплавку) механическим способом и выполнением сварного соединения (или наплавки) вновь. При этом новое сварное соединение (или наплавка) считается не исправлявшимся.
Результаты исправлений дефектов (вид дефекта, расположение, размеры, метод исправления, контроль исправленных участков и т.д.) должны фиксироваться в отчетной документации и прикладываться к паспорту на арматуру.
5.6.10.6 Контроль качества сварных соединений проводят по НД, указанной в КД (рекомендуется применять [25]). Методы и объем контроля сварных соединений назначаются разработчиком КД с учетом необходимости, возможности и технической доступности контроля из следующих:
- визуальный и измерительный контроль;
- механические испытания сварных соединений (при наличии термообработки после сварки или по требованию КД), в том числе определение ударной вязкости (энергии удара) при отрицательной температуре;
- радиографический и ультразвуковой контроль;
- капиллярный или магнитопорошковый контроль;
- металлографическое исследование стыковых сварных соединений корпусов арматуры (кольцевые и продольные);
- измерение твердости;
- определение эквивалента углерода на патрубках (или катушках), предназначенных для приварки к трубопроводу.
Контроль проводят после окончательной термической обработки.
5.6.10.7 При недоступности проведения контроля сварных соединений ультразвуковым и/или радиографическим методами контроль проводят одним из доступных методов в сочетании с капиллярным или магнитопорошковым контролем в объеме и методами, приведенными в таблице 12.
Таблица 12 - Объем и методы контроля сварных швов, недоступных для проведения радиографического и/или ультразвукового контроля
Наименование сварного шва | Объем при контроле, % | ||
визуально- | радиографическом или ультразвуковом | капиллярном или магнитопорошковом | |
Швы приварки патрубка к корпусу | 100 | 100 | 100 |
Продольные и поперечные швы приварки полукорпусов арматуры | 100 | 100 | 100 |
Шов приварки нижней части корпуса (днища) | 100 | 100 | 100 |
| |||
При недоступности проведения ультразвукового и радиографического контроля необходимо проведение визуального послойного контроля с капиллярным или магнитопорошковым контролем.
Радиографический и/или ультразвуковой контроль сварных соединений проводится после термообработки. При отсутствии технической возможности провести радиографический контроль после термообработки, допускается его проведение до термообработки.
5.6.10.8 Визуальный и измерительный контроль должны предшествовать контролю другими методами (рекомендуется по [26]).
Визуальный и измерительный контроль сварных соединений необходимо проводить после очистки от шлака, брызг и других загрязнений сварных соединений и прилегающих участков основного металла шириной не менее 50 мм в обе стороны от соединения.
Визуальный и измерительный контроль, при возможности доступа, должен проводиться с двух сторон по всей длине сварного соединения.
Визуальному и измерительному контролю подлежат все сварные соединения для выявления наружных недопустимых дефектов. В сварных соединениях не допускаются следующие наружные дефекты:
- трещины всех видов и направлений;
- свищи и пористость наружной поверхности шва;
- подрезы глубиной более 5% от наименьшей толщины свариваемых деталей или более 0,5 мм; протяженность единичного дефекта не должна превышать 50 мм, суммарная протяженность дефектов на длине сварного шва длиной 300 мм не более 100 мм;
- наплавы, прожоги и неозаглавленные кратеры;
- смещение и совместный увод кромок свариваемых элементов более предусмотренных КД;
- грубая чешуйчатость поверхности шва (превышение гребня над впадиной не должно быть более 1 мм);
- западание (глубина межваликовой канавки) не должно превышать 1,0 мм.
Сварные соединения деталей, не подлежащие дальнейшей механической обработке (в том числе снятию усиления шва), должны иметь плавный переход от основного металла к металлу шва (высота усиления от 0,5 до 3,5 мм) без несплавлений и непроваров.
Для стыковых сварных соединений угол сопряжения между металлом детали и металлом шва должен быть не менее 150°.
При зачистке сварных швов допускается врезка в тело металла детали не более чем на 1 мм, при этом толщина в месте выборки должна оставаться не менее минимальной расчетной толщины стенки сварного соединения.
Допускается механическая обработка сварных швов и околошовной зоны корпусных деталей.
5.6.10.9 В сварных швах не допускаются следующие внутренние дефекты, выявленные радиографическим или ультразвуковым методами:
- трещины всех видов и направлений;
- непровары (несплавления), расположенные в сечении сварного соединения;
- дефекты, выявленные ультразвуковым методом:
а) одиночные протяженные дефекты, условная протяженность которых превышает значения, указанные в таблице 13;
Таблица 13 - Нормы допустимости условной протяженности одиночных дефектов при ультразвуковом контроле сварных соединений
В миллиметрах | |||||
Толщина стенки контролируемого соединения | Допустимая условная протяженность одиночного дефекта | ||||
До | 3,0 | включ. | 3 | ||
Св. | 3,0 | " | 4,0 | " | 4 |
" | 4,0 | " | 6,0 | " | 5 |
" | 6,0 | " | 9,0 | " | 7 |
" | 9,0 | " | 12,0 | " | 10 |
" | 12,0 | " | 15,0 | " | 12 |
" | 15,0 | 15 | |||
б) скопления (цепочки) состоящие из трех и более непротяженных дефектов, если при перемещении преобразователя вдоль или поперек шва, огибающие последовательностей эхо-сигналов от этих дефектов на уровне фиксации пересекаются, а на браковочном уровне разделяются. При этом расстояния между дефектами, входящими в цепочку или скопление, не превышают значений, приведенных в таблице 13;
в) одиночные непротяженные дефекты, выходящие за пределы норм, установленных в таблице 14;
Таблица 14 - Нормы допустимости одиночных несплошностей при ультразвуковом контроле сварных соединений
Номинальная толщина сваренных деталей, мм | Эквивалентная площадь одиночных несплошностей, мм | Допускаемое количество фиксируемых одиночных несплошностей на любые 100 мм протяженности сварного соединения, шт. | |||||
минимально фиксируемая | максимально допускаемая | ||||||
До | 7 | включ. | 1,6 | 2,0 | 3 | ||
Св. | 7 | " | 10 | " | 2,0 | 3,0 | 3 |
" | 10 | " | 18 | " | 3,0 | 4,0 | 3 |
" | 18 | " | 30 | " | 4,0 | 5,0 | 4 |
" | 30 | " | 50 | " | 5,0 | 7,0 | 5 |
" | 50 | " | 80 | " | 7,0 | 10,0 | 6 |
" | 80 | " | 120 | " | 10,0 | 15,0 | 7 |
Примечания 1 Нормы по эквивалентной площади приведены применительно к контролю с использованием стандартного плоскодонного отражателя. Допускается контроль по другим отражателям при условии соблюдения требований ГОСТ 14782 _______________
2 Эквивалентная площадь несплошности - площадь модели несплошности, расположенной на том же расстоянии от поверхности ввода, что и реальная несплошность, при которой данный информативный параметр несплошности и модели идентичен. | |||||||
- поры, шлаковые, вольфрамовые и окисные включения, выявленные радиографическим методом, выходящие за пределы норм, установленных в таблице 15;
Таблица 15 - Допустимые размеры дефектов сварных соединений при радиографическом контроле
В миллиметрах | ||||||||||
Толщина свариваемых элементов | Размер пор или включений, не более | Суммарная длина дефектов на любые 100 мм протяженности сварного соединения, не более | ||||||||
Ширина (диаметр) | Длина | |||||||||
PN | PN>6,3 МПа (63 бар) | PN | PN>6,3 МПа (63 бар) | PN | PN>6,3 МПа (63 бар) | |||||
До | 3 | включ. | 0,4 | 0,3 | 1,2 | 0,6 | 4,0 | 3,0 | ||
Св. | 3 | " | 5 | " | 0,5 | 0,4 | 1,5 | 0,8 | 5,0 | 4,0 |
" | 5 | " | 8 | " | 0,6 | 0,5 | 2,0 | 1,0 | 6,0 | 5,0 |
" | 8 | " | 11 | " | 0,8 | 0,6 | 2,5 | 1,2 | 8,0 | 6,0 |
" | 11 | " | 14 | " | 1,0 | 0,8 | 3,0 | 1,5 | 10,0 | 8,0 |
" | 14 | " | 20 | " | 1,2 | 1,0 | 3,5 | 2,0 | 12,0 | 10,0 |
" | 20 | " | 26 | " | 1,5 | 1,2 | 5,0 | 2,5 | 15,0 | 12,0 |
" | 26 | " | 34 | " | 2,0 | 1,5 | 6,0 | 3,0 | 20,0 | 15,0 |
" | 34 | " | 45 | " | 2,5 | 2,0 | 8,0 | 4,0 | 25,0 | 20,0 |
" | 45 | " | 67 | " | 3,0 | 2,5 | 9,0 | 5,0 | 30,0 | 25,0 |
" | 67 | " | 90 | " | 4,0 | 3,0 | 10,0 | 6,0 | 40,0 | 30,0 |
" | 90 | " | 120 | " | 5,0 | 4,0 | 10,0 | 8,0 | 50,0 | 40,0 |
" | 120 | " | 200 | " | 5,0 | 5,0 | 10,0 | 10,0 | 60,0 | 50,0 |
Примечания 1 За размер скопления пор, шлаковых или вольфрамовых включений принимается его длина, измеренная по наиболее удаленным друг от друга краям изображений пор или включений в скоплении. 2 За размеры окисных включений, непроваров и трещин принимается их длина. 3 Поры или включения с расстоянием между ними не более их максимальной ширины или диаметра, независимо от их числа и взаимного расположения, рассматриваются как одна пора или одно включение. 4 Чувствительность контроля - класс 2 по ГОСТ 7512. | ||||||||||
- одиночные несплошности, выявленные ультразвуковым методом, выходящие за пределы норм, установленных ТУ.
Поры и включения с расстояниями между любыми близлежащими краями изображений не более трех максимальных ширин или диаметров не допускаются.
5.6.10.10 Допускается объем контроля и оценку дефектов проводить также по [25] с учетом категории сварного соединения. Категорию сварного соединения устанавливают в КД.
Не допускаются вогнутость корня шва (утяжина) и превышение проплава корня шва (провис) при превышении размеров, указанных в таблице 16. Плотность изображения на радиографическом снимке не должна превышать плотности изображения основного металла.
5.6.10.11 Капиллярный контроль проводят по классу чувствительности II ГОСТ 18442.
5.6.10.12 Магнитопорошковый контроль проводится по условному уровню чувствительности Б по ГОСТ 21105.
Таблица 16 - Критерии оценки допустимости вогнутости и превышения проплава корня шва
Тип дефекта | Схематическое изображение дефекта | Допустимый размер дефекта | |
в сечении | в плане | ||
Вогнутость корня шва (утяжина) |
|
| h |
Превышение проплава (провис) |
|
| h |
Примечания 1 h - глубина дефекта, мм. 2 s - толщина наименьшей стенки свариваемых деталей. 3 l - протяженность дефекта (размер дефекта, определяемый вдоль шва), мм.
| |||
5.6.10.13 По результатам капиллярного и магнитопорошкового контроля признаком обнаружения дефекта является наличие индикаторного рисунка, максимальный размер которого в любом направлении превышает 2,0 мм.
5.6.10.14 В сварных швах не допускаются следующие дефекты, выявленные при капиллярном и магнитопорошковом контроле:
- поры и включения;
- незаверенные кратеры;
- прожоги;
- наплавы;
- свищи;
- усадочные раковины;
- несплавления;
- трещины;
- подрезы протяженностью единичного дефекта более 50 мм и суммарной протяженностью дефектов более 100 мм на длине сварного шва 300 мм.
5.6.10.15 При обнаружении недопустимых дефектов сварные швы подвергают ремонту с выборкой дефектов и последующей их заваркой. Все участки, исправленные с помощью сварки, после термической обработки (если она требуется) подлежат сплошному контролю всеми методами (кроме разрушающих), предусмотренными КД и настоящим стандартом для исправляемого сварного соединения.
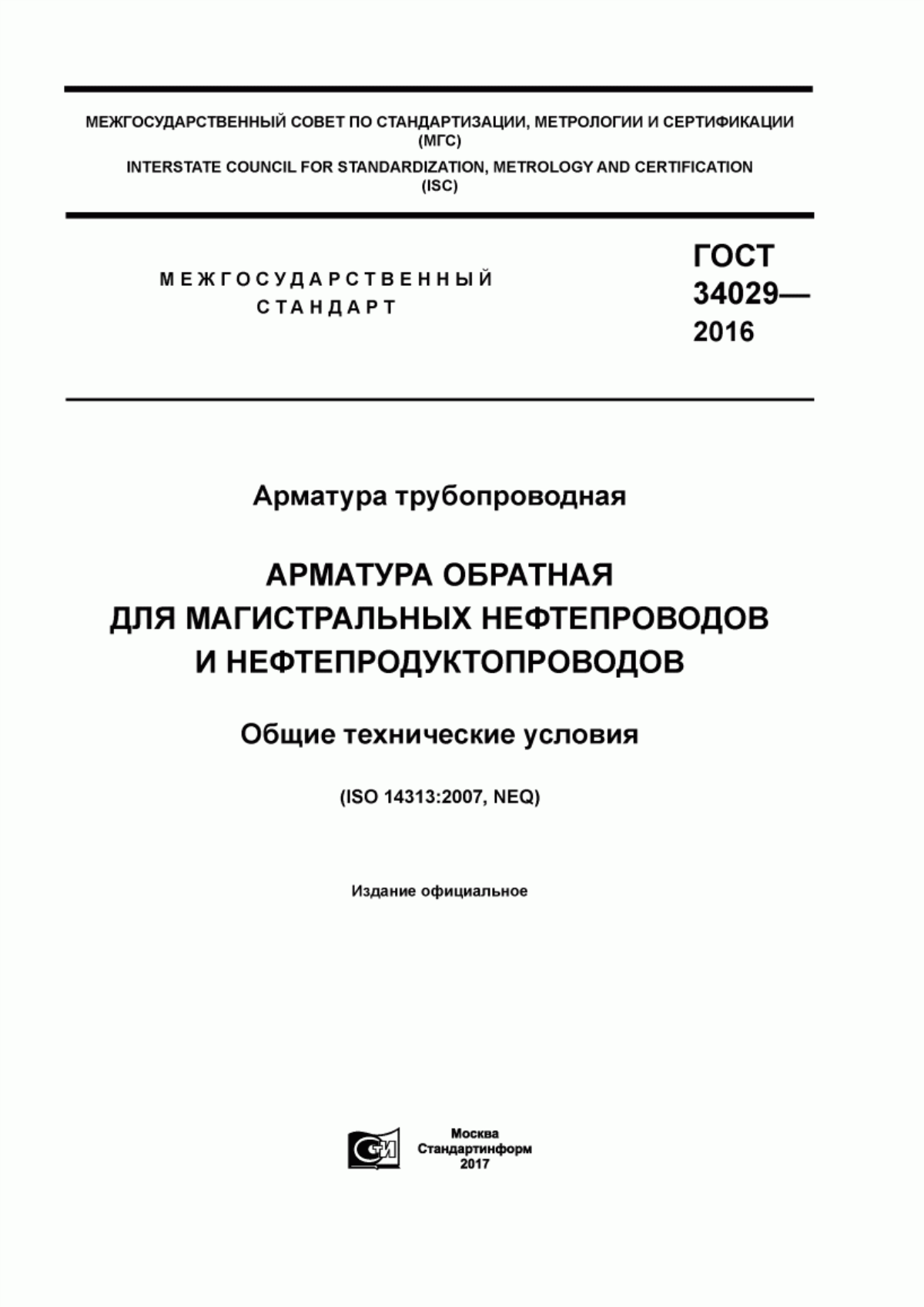
5.6.10.16 Методы контроля сварных швов и кромок под приварку должны соответствовать требованиям:
- ГОСТ 14782 - при ультразвуковом контроле;
_______________
В Российской Федерации действует ГОСТ Р 55724-2013.
- ГОСТ 7512 - при радиографическом контроле;
- ГОСТ 18442 - при капиллярном контроле;
- ГОСТ 21105 - при магнитопорошковом контроле.
5.6.10.17 В процессе изготовления стыковые сварные швы корпусных деталей, отвечающих за герметичность относительно внешней среды, должны подвергаться следующим видам разрушающего контроля на контрольных образцах:
- механические испытания;
- металлографические исследования.
5.6.10.18 Механическим испытаниям подвергают контрольные стыковые сварные соединения в целях проверки соответствия их механических свойств требованиям 5.5.16, 5.5.17 и КД.
Контрольные сварные соединения должны быть однотипны контролируемым производственным сварным соединениям (по маркам стали, толщине листа или размерам труб, форме разделки кромок, методу сварки, сварочным материалам, положению шва, режимам сварки и температуре подогрева, термической обработки) и выполнены тем же сварщиком и на том же сварочном оборудовании.
Испытания проводят для всех вариантов сварных соединений, изготовленных из элементов различных марок стали и выполненных с применением различных сварочных материалов, но не реже одного раза в 6 месяцев, а также, если перерыв сварщика в работе по выполнению сварных соединений данного типа составляет более 6 месяцев.
5.6.10.19 Металлографические исследования сварных соединений проводят с целью выявления возможных внутренних дефектов, а также участков металла со структурой, отрицательно влияющей на эксплуатационные свойства.
Металлографические макро- и/или микроисследования проводят не менее чем на одном образце от каждого контрольного сварного соединения.
Металлографические исследования проводят для всех вариантов сварных соединений, изготовленных из элементов различных марок стали и выполненных с применением различных сварочных материалов, но не реже одного раза в 6 месяцев, а также если перерыв сварщика в работе по выполнению сварных соединений данного типа составляет более 6 месяцев.
Исследования микроструктуры и измерение твердости сварного соединения проводят на полнотолщинном плоскопараллельном образце, вырезаемом поперек шва на расстоянии не менее 30 мм от начала или окончания сварного соединения.
Поверхность образца должна включать все сечение шва, зону термического влияния с прилегающими к ней участками основного металла, не находившиеся под термическим воздействием сварки, а также подкладное кольцо, если оно применялось при сварке и не подлежало удалению.
При размере полнотолщинного образца более 70 мм допускается проведение исследования микроструктуры на образцах, полученных путем деления всей исследуемой поверхности пополам по центру сечения шва.
При исследовании микроструктуры сварного соединения определяют наличие загрязненности металла шва неметаллическими включениями по ГОСТ 1778. Исследования проводят на нетравленной поверхности микрошлифа при увеличении 100 не менее чем на двух образцах.
Исследования микроструктуры сварного шва сварного соединения проводят по протравленной поверхности при увеличении не менее 100.
При исследовании микроструктуры сварного соединения определяют наличие микродефектов сварного шва: микротрещин, непроваров, несплавлений, газовых пор и других дефектов, расположенных как в сечении сварного соединения между отдельными валиками, так и в зоне термического влияния между металлом шва и основным металлом. Наличие закалочных структур не допускается.
При металлографических исследованиях макроструктуры сварного соединения (при увеличении до 10х) определяют высоту и ширину усиления швов, смещение кромок, смещение осей и перекрытие швов, соблюдение последовательности наложения валиков, наличие макродефектов. Макродефекты в виде трещин, непроваров и подрезов не допускаются.
При исследовании микроструктуры сварного соединения проводят контроль микроструктуры основного металла, зоны термического влияния и металла шва с оценкой качества по ГОСТ 5639, ГОСТ 5640, ГОСТ 8233.
На основании полученных микроструктур проводят контроль качества выполнения сварного соединения и/или проведения термической обработки.
При получении неудовлетворительных результатов при металлографическом исследовании одного образца сварного соединения допускается повторное испытание на удвоенном количестве образцов, вырезанных из того же контрольного сварного соединения или на удвоенном количестве образцов. Результаты повторных испытаний являются окончательными.
5.6.10.20 Контроль твердости сварного соединения проводят по Виккерсу (HV) на образцах по ГОСТ 2999. По согласованию с заказчиком допускается измерение твердости по Бринеллю (НВ) и по Роквеллу - шкалам А, В и С (HRA, HRB и HRC). Контроль твердости проводят в сварном шве, зоне термического влияния и основном металле на расстоянии от 1,5 до 2 мм от поверхности контролируемой детали с наружной и внутренней стороны, а также в осевой зоне по толщине детали с двух сторон от оси шва. При контроле твердости в зоне термического влияния от линии сплавления к основному металлу шаг измерения должен быть от 0,5 до 1,0 мм.
В каждой зоне замера должно быть не менее пяти отпечатков.
5.6.11 Проверку резьбы проводят внешним осмотром средствами измерений и резьбовыми шаблонами. Резьбы на деталях должны быть чистыми, без заусенцев и забоин. Разрывы ниток на стяжных винтах и гайках фланцевого соединения "корпус-крышка" разъемной арматуры не допускаются.
5.6.12 Уплотнительные и трущиеся поверхности не должны иметь сколов, задиров, рисок, вмятин и других дефектов, обнаруживаемых визуальным контролем и оказывающих влияние на работоспособность арматуры.
5.6.13 При хранении неметаллических уплотнительных колец при температуре ниже 0°С перед сборкой выдерживают при температуре (23±5)°С в течение не менее 24 ч. Перекручивание колец не допускается.
5.6.14 В КД и ЭД указывают момент затяжки основных (расчетных) резьбовых соединений.
5.6.15 В собранной арматуре шпильки должны быть завернуты до упора.
5.6.16 Во фланцевых соединениях концы болтов и шпилек должны выступать из гаек не менее чем на один шаг резьбы.
5.6.17 Контроль износостойкого покрытия (при его наличии) проводят по ГОСТ 9.301, ГОСТ 9.302, ГОСТ 9450 или [27] методами, установленными в КД (ТУ).
5.6.18 Результаты всех видов контроля и испытаний при изготовлении арматуры оформляют записью в журналах (или актах) и в паспорте на арматуру.
5.7 Требования к приварным катушкам
5.7.1 Приварные катушки изготавливают в виде цилиндрической обечайки, один конец которой механически обработан для сварки с торцом патрубка арматуры, а другой конец обработан для сварки с присоединяемой трубой.
Разделка кромок приварных катушек должна обеспечивать приварку к патрубку арматуры и к присоединяемой трубе в соответствии с действующей НД.
5.7.2 Приварные катушки изготавливают из бесшовных и электросварных прямошовных труб, обечаек, вальцованных из листовой стали, из поковок или из заготовок, полученных методом электрошлаковой выплавки. Количество продольных сварных швов при изготовлении катушки - не более двух.
5.7.3 Приварные катушки, изготовленные из обечаек и поковок, должны быть термообработаны.
5.7.4 Приварные катушки являются корпусными деталями арматуры. Материалы приварных катушек должны соответствовать всем требованиям, предъявляемым к корпусным деталям арматуры.
5.7.5 Разность нормативных или фактических значений временного сопротивления разрыву основного металла приварной катушки, ответных фланцев и присоединяемой трубы не должна превышать 98 МПа.
5.7.6 Объем и методы контроля материала приварных катушек, изготовляемых из труб, должны соответствовать требованиям настоящего стандарта к корпусным деталям.
5.7.7 При изготовлении приварных катушек из бесшовных труб применяют трубы по ГОСТ 8731 и ГОСТ 8732.
5.7.8 Механические свойства металла сварного шва катушки, а также сварного соединения катушки с патрубком арматуры, проверенные на образцах, должны быть не ниже механических свойств основного металла (для шва приварки к патрубку арматуры проверяются по более слабому материалу). Допускается применение катушек с механическими свойствами сварного шва меньшими, чем свойства основного металла, при условии подтверждения прочности данного соединения расчетом.
5.7.9 Приварные катушки, изготавливаемые из прямошовных труб и вальцованных листов, могут быть с механической обработкой по наружному и внутреннему диаметру трубы (при соблюдении условия 5.7.8) или без механической обработки при условии выполнения требований по отклонениям геометрических размеров (при этом высота усиления должна соответствовать указанной в документе на соответствующую примененную трубу).
Механическая обработка катушек, изготовленных из прямошовных труб, со снятием корня или усиления сварного шва по наружному и внутреннему диаметру по длине катушки не допускается.
При изготовлении катушек из бесшовных труб и обечаек, вальцованных из листа, допускается их механическая обработка по внутреннему и наружному диаметру по всей длине катушки.
При сварке патрубка и катушки с различными классами прочности подбор сварочного материала проводят:
- при одинаковой толщине стенки деталей - по материалу детали, имеющей меньшую прочность;
- при различной толщине детали - по материалу детали, имеющей меньшую толщину.
При приварке к арматуре катушек, изготовленных из прямошовных труб или из обечаек, вальцованных из листа, продольные сварные швы, расположенные на катушках, должны находиться в плоскости, повернутой на угол не менее 30° относительно вертикальной плоскости, проходящей вдоль оси прохода арматуры.
5.7.10 Приварку катушки к корпусу, как правило, осуществляют до сборки узла затвора. В случае приварки катушек к собранной арматуре (в заводских или полевых условиях) обеспечивают защиту узла затвора от попадания сварочного грата, окалины и других загрязняющих факторов. Кроме того, должны быть приняты меры по недопущению повышения температуры выше 100°С в зоне седла.
5.7.11 Не допускается исправление дефектов материала катушек методом сварки.
5.7.12 Результаты исправлений дефектов (вид дефекта, расположение, размеры, метод исправления и т.д.) фиксируют в отчетной документации и прикладывают к паспорту арматуры.
5.8 Требования к соединению с трубопроводами
5.8.1 Концевые участки арматуры (концы под приварку патрубков, приварных катушек, ответных фланцев), предназначенные для сварного соединения с трубопроводами, должны удовлетворять следующим требованиям:
- предельные отклонения размеров концевых участков арматуры под приварку к трубопроводу - по таблице 17;
- предельное отклонение толщины стенки (разнотолщинность), в том числе в расточке и местах разделки под сварку - в пределах сочетания допусков на наружный и внутренний диаметры при условии обеспечения условий прочности (разнотолщинность не должна выводить размер за предельные отклонения по диаметру и толщине стенки).
В зоне сварного шва допуск крутости не контролируется.
Конец приварной катушки, изготовленной из листа, поковки и т.д., предназначенный для приварки к трубопроводу, на участке не менее 50 мм после подготовки кромки под сварку контролируют ультразвуковым или радиографическим методом на расслоение, а по торцу разделки - капиллярным контролем.
Таблица 17 - Предельные отклонения размеров концевых участков арматуры под приварку к трубопроводу
Номиналь- | Предельное отклонение наружного диаметра* | Отклонение от перпенди- | Допуск на овальность, не более | ||
в торцевом сечении (разделка кромки под приварку) | в неторцевом сечении | ||||
в торцевом сечении (разделка кромки под приварку), мм | в неторцевом сечении, мм | ||||
50 | ±0,5 | ±1,3 | 1,0 | Овальность не должна выводить размеры патрубков за предельные отклонения по диаметру | |
80, 100 | ±1,0 | ||||
150 | ±1,5 | ±1,5 | |||
200, 250 | ±2,0 | ±2,0 | 1,0 | ||
300, 350, 400 | ±3,0 | ±3,0 | 1,5 | ||
500, 600 | ±3,0 | ±1% величины диаметра | 1,6 | 1% для соединения с трубой с толщиной стенки менее 20 мм или 0,8% для соединения с трубой с толщиной стенки | 2% от величины диаметра |
700, 800 | ±3,5 | ||||
От 1000 до 1200 | ±4,0 | ||||
* Отклонение наружного диаметра катушек для арматуры от DN 500 до DN 1200 допускается контролировать через измерение периметра. ** Отклонение от перпендикулярности торца относительно образующей (косина реза) контролировать до приварки катушек с контролем сборки под приварку или на приваренной катушке. *** Отношение разности между наибольшим и наименьшим диаметрами к номинальному диаметру, выраженному в процентах. | |||||
5.8.2 Разделка кромок присоединительных концов арматуры должна удовлетворять условию равнопрочности сварного соединения с трубопроводом
![]() , (3)
, (3)
где - присоединительный размер кромки патрубка (катушки) под приварку к трубе, мм;
- присоединительный размер кромки трубы, мм;
- значение временного сопротивления материала патрубка (катушки), МПа;
- значение временного сопротивления материала присоединяемой трубы, МПа.
Примечание - Если при заказе не указан присоединительный размер кромки трубы, то в качестве величины принимается значение толщины стенки трубы.
5.8.3 Разделка кромок приварных катушек или патрубков под приварку, в том числе при разной толщине свариваемых элементов, должна соответствовать рисункам 2 и 3. Размер высоты фаски В должен соответствовать значениям, приведенным в таблице 18.
S - толщина стенки патрубка (катушки); - толщина стенки присоединяемой трубы;
- наружный диаметр патрубка (катушки);
- внутренний диаметр патрубка (катушки);
- внутренний диаметр присоединяемой трубы;
- присоединительный диаметр патрубка (катушки)
Рисунок 2 - Концы патрубков под приварку к трубопроводу без наружного скоса

S - толщина стенки патрубка (катушки); - толщина стенки присоединяемой трубы;
- наружный диаметр патрубка (катушки);
- внутренний диаметр патрубка (катушки);
- внутренний диаметр присоединяемой трубы;
- присоединительный диаметр патрубка (катушки)
Рисунок 3 - Концы патрубков под приварку к трубопроводу с наружным скосом
Таблица 18 - Размеры высоты фаски В
В миллиметрах | |||||
Толщина стенки S присоединяемой трубы | Размер В | ||||
Св. | 15,0 | до | 19,0 | включ. | 9,0±0,5 |
" | 19,0 | " | 21,5 | " | 10,0±0,5 |
" | 21,5 | " | 32,0 | " | 12,0±0,5 |
" | 32,0 | 16,0±0,5 | |||
5.8.4 В зависимости от толщины стенки присоединяемой трубы применяют следующие типы концов патрубков под приварку (см. рисунки 2 и 3):
- до 5 мм включительно - типы 1, 4, 11, 14;
- до 15 мм включительно - типы 2, 5, 7, 9, 12, 15, 17, 19;
- свыше 15 мм - типы 3, 6, 8, 10, 13, 16, 18, 20.
Разность присоединительного размера кромки патрубка (катушки) под приварку к трубе не должна превышать 1,5 толщины кромки трубы.
Если наружный диаметр патрубка (катушки) больше, чем номинальный диаметр присоединяемой трубы и/или превышение присоединительного размера кромки патрубка (катушки) более 1,5 толщины кромки трубы, то выполняют разделку кромок с наружным скосом (типы 11-20).
Если разность толщин по внутренним диаметрам присоединительных концов патрубков под приварку (катушек) и присоединяемой трубы не превышает 2,0 мм, то внутренний скос не выполняют (типы 1-3, 11-13).
Если разность толщин по внутренним диаметрам присоединительных концов патрубков под приварку (катушек) и присоединяемой трубы превышает 2,0 мм, но не более 0,5 толщины стенки трубы, то выполняют внутренний скос кромки (типы 4-6, 14-16). При разности внутренних диаметров стыкуемых стенок более 0,5 толщины стенки трубы выполняют цилиндрическую или коническую проточку (типы 7-10, 17-20).
При выполнении разделки кромки допускается неравномерное по ширине или частичное образование внутренней фаски и наружного скоса.
5.8.5 Размеры, форма и материалы приварных колец (патрубков под приварку) должны предусматривать возможность выполнения сварного соединения на открытом воздухе (рекомендуемое по [25]) без специальных мероприятий (защиты, подогрева, последующей термообработки и т.д.), а также возможность контроля сварного соединения и вырезки арматуры из трубопровода.
5.8.6 Арматуру поставляют с приваренными в заводских условиях катушками. По согласованию с заказчиком допускается поставка приварных катушек в комплекте с арматурой без приварки.
5.8.7 Если механические свойства материала патрубков обеспечивают выполнение условий, указанных в 5.8.2 и 5.7.5, допускается изготовление арматуры под приварку без приварных катушек. Прямолинейный участок патрубков арматуры должен быть не менее 250 мм для арматуры с номинальным диаметром до DN 500 включительно и не менее 400 мм для арматуры с номинальным диаметром более DN 500.
При выборе катушки выполняют следующие требования:
- толщина стенки катушки - не менее номинальной толщины присоединяемой трубы;
- номинальный наружный диаметр катушки - не менее номинального наружного диаметра присоединяемой трубы.
5.8.8 В процессе изготовления после окончательной термической обработки присоединительные концы патрубков (катушек, ответных фланцев) подвергают следующим неразрушающим методам контроля в объеме 100%:
- визуальный и измерительный контроль;
- радиографический контроль;
- ультразвуковой контроль;
- капиллярный или магнитопорошковый контроль.
5.8.9 Капиллярный, ультразвуковой, радиографический и магнитопорошковый контроль проводят на участке шириной не менее L от торца кромки (без учета припуска на обработку), указанного на рисунке 4.
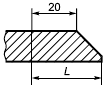
Рисунок 4 - Присоединительный конец под приварку
5.8.10 Несплошности, выявленные в кромках при контроле по 5.8.8, на участке шириной L не должны превышать норм настоящего стандарта для сварных соединений.
5.9 Требования к покрытиям
5.9.1 Арматура должна иметь наружное АКП, выполненное в заводских условиях.
Покрытие должно обеспечивать защиту от коррозии в процессе их хранения, транспортирования и последующей эксплуатации. Допускается по требованию заказчика поставлять загрунтованную арматуру без наружного АКП с последующим нанесением основного покрытия на месте эксплуатации заказчиком.
5.9.2 Для нанесения АКП применяют материалы, согласованные с заказчиком и приведенные в КД и/или ТУ на арматуру.
Выбор системы АКП и его номинальная толщина, а также применяемых материалов проводят с учетом климатического исполнения и категории размещения по ГОСТ 15150, климатического района по ГОСТ 16350, температуры рабочей среды, конструктивных особенностей арматуры и коррозионной агрессивности окружающей среды.
Соответствие свойств ЛКМ требованиям ТУ производителя и/или НД подтверждают сертификатом качества.
Нанесение покрытия в заводских и трассовых условиях осуществляют в соответствии с ТД (технологическими инструкциями, технологическими картами и т.д.), разработанными изготовителем арматуры и согласованными производителем ЛКМ.
5.9.3 На крепежные детали соединения "корпус - крышка" арматуры подземного исполнения до покрытия корпуса и крышки наносят консервационную смазку и устанавливают защитные колпаки. Пломбирование крепежа при этом не выполняют.
Концевые участки арматуры должны быть свободными от защитного покрытия для последующего выполнения в трассовых условиях сварочных работ. Длина свободных от покрытия концевых участков арматуры должна составлять от 60 до 120 мм (по согласованию с заказчиком допускается другая длина), на которые наносят консервационное покрытие. Места, не подлежащие окраске, указывают в КД на арматуру.
Концевые участки покрытия арматуры подземного исполнения должны иметь плавный переход к металлической поверхности с углом не более 30°.
Покрытие наносят равномерным слоем. В процессе нанесения АКП контролируют внешний вид и толщину покрытия.
5.9.4 Покрытие должно быть однородным, не иметь пропусков, пузырей, кратеров, вздутий и мест отслоений. На поверхности покрытия допускается "шагрень", локальные потеки и наплывы. Допустимую толщину локальных потеков и наплывов, а также допустимое количество твердых включений указывают в ТД на арматуру.
5.9.5 Толщина покрытия должна соответствовать ТД изготовителя ЛКМ на выбранную систему покрытия.
Для арматуры надземной и подземной установки допускаемое отклонение толщины отвержденного покрытия в меньшую сторону - 20% при условии, что среднее значение толщины на измеренном участке будет соответствовать номинальной толщине или превышать ее. Допускаемое отклонение толщины отвержденного покрытия в большую сторону указывают в ТД производителя материала с учетом критической толщины конкретного АКП. Допускаемое отклонение толщины не должно превышать двукратного значения номинальной толщины АКП.
5.9.6 Допускается проводить ремонт (восстановление) локальных дефектов покрытия (повреждений) тем же ЛКМ, которым окрашена арматура, или ремонтным материалом, аналогичным материалу основного покрытия.
Работы по ремонту (восстановлению) покрытия выполняют в соответствии с технологической инструкцией, утвержденной в установленном порядке с учетом рекомендаций изготовителя ЛКМ.
По показателям свойств покрытие на отремонтированных участках должно отвечать требованиям ТД на основное покрытие.
5.9.7 Внутрицеховые перевозки, складирование и транспортирование арматуры с покрытием осуществляют после достижения покрытием необходимой степени твердости. Интервал времени, после которого допускается проведение вышеуказанных операций, устанавливают в ТД производителя ЛКМ.
5.9.8 Правила приемки покрытия
5.9.8.1 Контроль качества покрытия включает в себя:
- приемо-сдаточные испытания;
- периодические испытания;
- типовые испытания.
При проведении приемочных и квалификационных испытаний арматуры испытания покрытия проводят в объеме приемо-сдаточных испытаний.
5.9.8.2 Приемо-сдаточные испытания покрытия проводят на каждой партии окрашенной арматуры или на единичной арматуре.
Партия состоит из арматуры с покрытием, нанесенным по установившейся технологии изготовителя с использованием материалов покрытия одной марки. Количество в партии не должно превышать количество арматуры, окрашенной в одну рабочую смену одной бригадой.
Приемо-сдаточные испытания включают:
- контроль длины неизолированных концов и угла скоса покрытия к телу магистрального патрубка, катушки, ответного фланца;
- контроль внешнего вида покрытия;
- контроль толщины покрытия;
- контроль диэлектрической сплошности покрытия;
- контроль ударной прочности покрытия для арматуры подземной установки;
- контроль адгезии покрытия к стали;
- контроль наличия маркировки на окрашенной арматуре.
Объем контроля должен быть приведен в КД и ТУ на арматуру.
5.9.8.3 Методы контроля покрытия при приемо-сдаточных испытаниях
Внешний вид покрытия арматуры оценивают визуально без применения увеличительных средств.
Длину неизолированных концевых участков и угол скоса покрытия определяют измерительным контролем.
Толщину АКП определяют по ГОСТ 31993.
Толщину АКП на крепежных изделиях (шпильках, гайках, болтах), строповочных проушинах, транспортных заглушках и защитных элементах упаковки не контролируют. Сплошность покрытия на наличие неокрашенных участков поверхности на указанных элементах контролируют визуально. Перечень элементов арматуры, на которых не контролируют толщину АКП, указывают в КД на арматуру. Перечень элементов арматуры, на которых толщина АКП не нормируется, указывают в КД на арматуру.
Диэлектрическую сплошность покрытия определяют по [28] искровым дефектоскопом постоянного тока, дефектоскопом высокого напряжения или ТУ на ЛКМ.
Прочность покрытия арматуры подземной установки при ударе при температуре (20±5)°С определяют на арматуре либо на образцах-свидетелях по методу, указанному в [28].
Адгезию покрытия к стали в зависимости от типа и толщины покрытия определяют одним из следующих методов:
- методом нормального отрыва для жестких покрытий надземного и подземного исполнения любой толщины в соответствии с ТУ на покрытие (рекомендуется по [29] и ГОСТ 32299);
- методом отслаивания полосы покрытия под углом 90° по ГОСТ 411 (метод А) (для эластичных покрытий подземного исполнения любой толщины);
- методом решетчатого надреза по ГОСТ 31149 для покрытий надземного исполнения при суммарной толщине покрытия до 250 мкм;
- методом Х-образного надреза по ГОСТ 32702.2 для покрытий надземного исполнения при толщине покрытия свыше 250 мкм.
5.9.8.4 Приемо-сдаточные испытания проводит ОТК изготовителя (или производителя работ) после полного отверждения покрытия. Время полного отверждения указывают в ТД производителя ЛКМ.
Показатели качества покрытия, полученные в результате испытаний должны соответствовать ТД на арматуру. На каждую принятую партию арматуры с покрытием (на каждое изделие с покрытием) изготовитель оформляет сертификат (паспорт) с приложением протокола испытаний АКП. При неудовлетворительных результатах приемо-сдаточных испытаний покрытия хотя бы по одному из показателей свойств проводят повторные испытания покрытия по данному показателю на удвоенном количестве изделий, взятых из той же партии. При повторном получении неудовлетворительных результатов проводят поштучный контроль и сдачу окрашенных изделий по показателю, имеющему неудовлетворительные результаты. Отбракованное покрытие подлежит локальному ремонту или полному снятию с последующим повторным нанесением. По согласованию с потребителем арматура с забракованным покрытием может поставляться как арматура без покрытия.
5.9.8.5 Периодические испытания проводят в лабораторных условиях в целях подтверждения стабильности качества материала. Проведение периодических испытаний организовывает производитель ЛКМ. Периодичность испытаний указывают в ТД производителя ЛКМ. Периодические испытания могут быть проведены дополнительно по требованию заказчика. Показатели качества покрытия, полученные в результате испытаний должны соответствовать ТД производителя ЛКМ и/или ТД на арматуру.
5.9.8.6 Типовые испытания проводят при изменении марки и состава ЛКМ, а также при изменении основных параметров технологического процесса нанесения покрытия. При изменении марки и состава ЛКМ типовые испытания проводят в объеме периодических испытаний. При изменении основных параметров технологического процесса нанесения покрытия, типовые испытания проводят силами изготовителя арматуры в объеме приемо-сдаточных испытаний. Типовые испытания могут быть проведены дополнительно по требованию заказчика. Показатели качества покрытия, полученные в результате испытаний должны соответствовать ТД производителя ЛКМ и/или ТД на арматуру.
5.9.8.7 При неудовлетворительных результатах периодических или типовых испытаний покрытия проводят повторные испытания по неудовлетворительному показателю на удвоенном количестве образцов. При повторном получении отрицательных результатов технологический процесс окраски арматуры должен быть приостановлен до выяснения и устранения причин несоответствия покрытия требованиям ТД.
5.9.9 Маркировка арматуры с покрытием
5.9.9.1 На наружную или внутреннюю поверхность арматуры с заводским покрытием в соответствии с требованиями ГОСТ 10692, ГОСТ 14192 и НД наносят основную маркировку с дополнительными данными, включающими:
- наименование (товарный знак) изготовителя;
- номер партии и дату выпуска покрытых изделий (месяц, год - две последние цифры);
- обозначение ТУ на арматуру с покрытием;
- тип покрытия;
- отметку ОТК о приемке продукции.
5.9.9.2 Маркировку выполняют с помощью трафарета или печати, которые создают четкие и несмываемые надписи красками, обеспечивающими сохранность маркировки на период гарантированного срока хранения арматуры.
5.10 Комплектность
5.10.1 В комплект поставки арматуры должны входить:
- полностью собранная арматура со всеми деталями, узлами и комплектующими изделиями в соответствии со спецификацией;
- комплект быстроизнашиваемых деталей, инструмента и принадлежностей, деталей и узлов с ограниченным сроком службы, необходимых для эксплуатации и технического обслуживания арматуры, в соответствии с ведомостью ЗИП, оговариваемый при оформлении договора на поставку;
- комплект ЭСД.
5.10.2 По условиям, особо оговариваемым в договоре на поставку, арматуру поставляют укомплектованной ответными фланцами с крепежными деталями и прокладками.
5.10.3 В комплект ЭСД должны входить:
- паспорт;
- РЭ;
- расчет на прочность (или выписка из расчета);
- для арматуры в исполнении С и ПС расчет на сейсмостойкость или выписка из расчета (если он не входит составной частью в расчет на прочность);
- чертеж общего вида (или сборочный чертеж) арматуры с габаритными и присоединительными размерами, перечнем основных деталей и крепежа, включающим в себя данные о материалах деталей, техническими требованиями, содержащими информацию о моментах затяжки резьбовых соединений, объемах и типах смазывающих материалов;
- чертежи уплотнительных элементов разъемных соединений;
- протокол испытаний АКП (по согласованию с заказчиком допускается результаты испытаний АКП приводить в акте приемо-сдаточных испытаний);
- акт приемо-сдаточных испытаний;
- копия декларации о соответствии или сертификата соответствия требованиям технических регламентов;
_______________
Подтверждение соответствия арматуры требованиям технических регламентов осуществляют в порядке, установленном в этих регламентах.
- упаковочный лист.
Всю документацию, входящую в комплект ЭСД, выполняют на русском языке в одном экземпляре на каждое изделие.
5.10.4 В паспорте на арматуру приводят:
- общие сведения:
а) полное наименование и обозначение;
б) наименование изготовителя;
в) дата выпуска;
г) заводской номер;
д) регистрационный номер декларации о соответствии или сертификата соответствия и сроки их действия;
- технические характеристики, соответствующие ТУ, в том числе:
а) DN, PN, t (°С), , герметичность затвора, коэффициент сопротивления
при полном открытии, зависимость коэффициента сопротивления от скоростного давления, климатическое исполнение и категория размещения, сейсмостойкость;
б) наименование рабочей среды, ее характеристика или НД;
в) марки материалов основных и крепежных деталей, уплотнений и покрытий;
г) показатели надежности и показатели безопасности;
д) присоединение к трубопроводу;
е) сведения об АКП;
- результаты приемо-сдаточных испытаний арматуры и испытаний АКП (или ссылка на прилагаемые к паспорту акт приемо-сдаточных испытаний арматуры и протокол испытаний АКП);
- сведения о разделке кромок (патрубка или катушки) для приварки к трубопроводу;
- сведения о выемных деталях, имеющих ограниченный ресурс;
- сведения о наплавочных материалах;
- сведения о химическом составе и механических характеристиках материалов корпусных деталей, материалов, используемых для сварных соединений, вала, оси крепления ЗЭл, крепежа основного разъема и деталей узла затвора;
- сведения о сварных швах и методах контроля;
- сведения о проведении неразрушающего контроля;
- свидетельство о приемке;
- свидетельство о консервации (в том числе о дате консервации и сроке защиты без переконсервации);
- сведения об исправлении дефектов в процессе изготовления (при наличии исправлений), с указанием вида, характеристики, места расположения дефекта, метода его исправления и контроля;
- гарантии изготовителя.
К паспорту прикладывают протокол результатов исправления дефектов (при наличии исправлений), схему расположения сварных швов с указанием и подписью исполнителей (при отсутствии клеймения).
Рекомендуемая форма паспорта арматуры приведена в приложении Е.
5.10.5 РЭ должно соответствовать ГОСТ 2.610 и содержать:
- описание (в том числе технические характеристики) и работу;
- использование по назначению;
- показатели надежности, показатели безопасности;
- перечень критических отказов, возможные ошибочные действия персонала, которые приводят к инциденту или аварии;
- действия персонала в случае инцидента, критического отказа или аварии;
- критерии предельных состояний;
- сведения о квалификации обслуживающего персонала;
- техническое обслуживание;
- ремонт;
- техническое освидетельствование;
- транспортирование и хранение;
- утилизацию.
В РЭ указывают крутящий момент затяжки резьбовых соединений.
В РЭ приводят рекомендации по объему, методам и периодичности технического обслуживания, среднего и капитального ремонтов.
В РЭ приводят порядок:
- контроля герметичности затвора и промывки внутренней полости корпуса;
- замены уплотнения разъема "корпус - крышка" и узла затвора (для разъемной арматуры) при среднем ремонте с указанием марок применяемых материалов.
5.11 Маркировка
5.11.1 Маркировка арматуры - по ГОСТ 4666, КД и ТУ.
5.11.2 Маркировку располагают на лицевой стороне корпуса арматуры на видном месте (допускается наносить маркировку на другие поверхности арматуры в соответствии с ГОСТ 4666) и на металлической табличке из коррозионностойкой стали или цветных металлов и их сплавов.
Табличку выполняют в соответствии с требованиями ГОСТ 12971 и крепят в верхней части корпуса или на крышке.
5.11.3 Содержание маркировки и место ее нанесения указаны в таблице 19.
Таблица 19 - Содержание и место нанесения маркировки
Содержание маркировки | Место нанесения маркировки | |
Корпус | Табличка | |
Наименование изготовителя или товарный знак | + | + |
Обозначение арматуры в соответствии с КД | + | + |
Условное обозначение арматуры в соответствии с 5.1.6 | + | + |
Номинальный диаметр DN | + | + |
Номинальное давление PN, МПа | + | + |
Температура рабочей среды t (или Т),°С | - | + |
Направление подачи рабочей среды - стрелка | + | - |
Тип рабочей среды | - | + |
Класс герметичности затвора | - | + |
Марка материала корпуса | + | + |
Заводской номер, месяц и год изготовления | + | + |
Масса, кг | + | + |
Клеймо ОТК | + | + |
Дополнительная маркировка по требованию заказчика | - | + |
Примечание - Знак "+" - маркировку выполняют, знак "-" - маркировку не выполняют. | ||
Фактическое значение эквивалента углерода материала патрубков (или катушек) маркируют несмываемой краской на внутренней поверхности патрубков корпуса (или катушек) на расстоянии от 30 до 50 мм от торца по внутреннему диаметру и записывают в паспорте на изделие. Маркировку массы изделия выполняют на корпусе несмываемой краской после нанесения АКП.
5.11.4 В зависимости от вида климатического исполнения наружные поверхности элементов арматуры подземной установки, эксплуатирующихся в атмосферных условиях, и все наружные поверхности арматуры надземной установки окрашивают в отличительный цвет в соответствии с таблицей 20.
При наличии требований заказчика наружные поверхности арматуры могут быть окрашены в другие цвета.
Таблица 20 - Отличительные цвета окраски арматуры
Климатическое исполнение | Цвет отличительной окраски |
У | Серый |
ХЛ | Синий |
5.11.5 Маркировку запасных частей располагают непосредственно на деталях (запасных частях) либо на прикрепленных к ним бирках с обозначением арматуры, которую они комплектуют. Маркировка должна содержать данные, необходимые для идентификации конкретной запасной части.
5.11.6 Маркировка транспортной тары - по ГОСТ 14192.
На торцевой и боковой поверхностях транспортной тары наносят:
- адрес и наименование получателя;
- адрес и наименование отправителя;
- обозначение арматуры;
- масса нетто и брутто, кг;
- габаритные размеры в сантиметрах (длина, ширина и высота).
На ящике (крышке, на передней и боковой стенках), в которых упаковываются ремонтный и групповой ЗИП, наносят:
- адрес и наименование получателя;
- адрес и наименование отправителя;
- обозначение арматуры в сочетании с "ЗИП арматуры";
- количество комплектов ЗИП в ящике;
- номер ящика;
- количество ящиков в партии;
- масса ЗИП старой (брутто);
- манипуляционные знаки "Беречь от влаги", "Верх, не кантовать".
5.11.7 На упакованной арматуре наносят манипуляционные знаки "Центр тяжести" и "Место строповки" по ГОСТ 14192. Непосредственно на арматуру несмываемой краской наносят условные обозначения для строповых устройств.
5.11.8 Способ нанесения маркировки:
- для литых, литосварных и литоштампосварных корпусов - литьем или ударным способом;
- для штампосварных корпусов - ударным способом;
- для транспортной тары - несмываемой краской.
5.12 Упаковка
5.12.1 Упаковка должна обеспечивать сохранность арматуры (в том числе АКП) при транспортировании и хранении.
5.12.2 При подготовке арматуры к упаковыванию соблюдают следующее:
- ЗЭл должен быть зафиксирован от перемещений для предохранения от ударов об уплотнительные поверхности корпуса;
- в патрубках должна быть установлена герметичная защитная лента из негорючих материалов, обеспечивающая защиту от попадания загрязнений, грата и окалины в затвор при сварке с трубопроводом;
- поверхности арматуры, не имеющие защитного АКП, а также лакокрасочного или другого атмосферостойкого покрытия, подвергают временной антикоррозионной защите по ГОСТ 9.014 (вариант защиты ВЗ-1, ВЗ-4 или ВЗ-8, вариант упаковки ВУ-0 или ВУ-9);
- неокрашиваемые поверхности консервируют смазкой (консервантом), удовлетворяющей по техническим параметрам условиям хранения и эксплуатации;
- на время транспортирования и хранения арматуру консервируют по ТУ или инструкции по консервации;
- крепежные детали и другие неокрашиваемые поверхности консервируют смазкой К-17 по ГОСТ 10877 или другим консервантом;
- патрубки арматуры защищают заглушками, предохраняющими полости от загрязнения, попадания влаги и защищающими кромки от повреждения;
- при использовании деревянной тары внутренняя упаковка - по ГОСТ 9.014.
5.12.3 Порядок размещения и способ укладывания продукции должны обеспечить сохранность арматуры при транспортировании и хранении.
5.12.4 ЭСД, прилагаемые к арматуре, завертывают в водонепроницаемую бумагу или бумагу с полиэтиленовым покрытием и вкладывают в герметичный пакет, изготовленный из полиэтиленовой пленки по ГОСТ 10354 толщиной не менее 0,15 мм. Швы пакета сваривают (заклеивают). Пакет дополнительно оборачивают водонепроницаемой бумагой или полиэтиленовой пленкой, края которых сваривают (заклеивают).
5.12.5 ЭСД размещают в первом ящике отправляемой по заказу арматуры, при этом на ящик наносят надпись: "Документация здесь".
5.12.6 При транспортировании арматуры без тары документацию размещают в проходе арматуры и крепят к тыльной стороне заглушки, при этом на лицевой стороне заглушки наносят надпись: "Документация здесь" несмываемой краской или другим способом, обеспечивающим ее сохранность в условиях транспортирования и хранения.
5.12.7 Методы консервации и применяемые для этого материалы должны обеспечивать возможность расконсервации без разборки арматуры.
5.12.8 Расконсервацию выполняют по ГОСТ 9.014.
6 Требования безопасности и охраны окружающей среды
6.1 Требования безопасности при проектировании и изготовлении
6.1.1 Требования безопасности - по ГОСТ 12.2.063.
6.1.2 Требования безопасности и охраны окружающей среды обеспечивают:
- подбором материалов элементов арматуры с учетом параметров и условий эксплуатации;
- проведением расчетов на прочность основных элементов арматуры с учетом сейсмических нагрузок и нагрузок, передаваемых от трубопровода;
- герметичностью по отношению к внешней среде;
- по требованию заказчика проведением расчетов на сопротивление хрупкому разрушению для возможности опрессовки воздухом давлением 1,1 PN при температуре минус 40°С;
- утилизацией деталей, вышедших из строя или отработавших ресурс, специализированными предприятиями по сбору, транспортированию, обработке, утилизации, обезвреживанию, размещению отходов.
6.1.3 Уплотнения разъемных соединений должны обеспечивать содержание вредных веществ возле разъемных соединений арматуры, не превышающих норму для класса опасности 3 по ГОСТ 12.1.007.
6.2 Требования безопасности и охраны окружающей среды при эксплуатации
6.2.1 В ТУ и РЭ на арматуру приводят перечень отказов и критерии предельных состояний.
6.2.2 В РЭ устанавливают требования, обеспечивающие безопасность при эксплуатации:
- к установке и монтажу в соответствии с требованиями РЭ;
- к входному контролю, эксплуатации, техническому обслуживанию, ремонту, техническому освидетельствованию, к квалификации персонала для допуска к проведению работ.
Арматуру эксплуатируют в соответствии с РЭ.
6.2.3 Эксплуатация арматуры без паспорта и РЭ запрещается.
При эксплуатации проводят техническое обслуживание и ремонты.
Персонал должен иметь инструкцию или другой документ, устанавливающий порядок действий при обнаружении предельного состояния.
6.2.4 Для обеспечения безопасной работы запрещается:
- использовать арматуру для работы при параметрах, превышающих указанные в РЭ;
- проводить работы, связанные с разборкой разъемных соединений, при наличии давления среды в корпусе изделия;
- опрессовывать арматуру водой при температуре окружающего воздуха ниже 5°С;
- использовать арматуру в качестве опор для оборудования и трубопроводов;
- применять гаечные ключи, большие по размеру, чем необходимые по размерам крепежных деталей;
- проводить работы по устранению дефектов при наличии избыточного давления в корпусе арматуры и подтяжку резьбовых соединений, находящихся под давлением.
Примечание - Контроль момента затяжки резьбовых соединений и подтяжка резьбовых соединений, находящихся под давлением, допускается в рамках мониторинга технического состояния и при техническом обслуживании, если это предусмотрено РЭ.
6.2.5 Уровень шума, создаваемый арматурой, не должен превышать 85 дБ на расстоянии 1,0 м от корпуса арматуры.
6.2.6 При разборке и сборке арматуры необходимо предохранять уплотнительные и направляющие поверхности от повреждения.
6.2.7 Монтаж, эксплуатация, техническое обслуживание и ремонт арматуры проводят в соответствии с РЭ, ГОСТ 12.1.010, ГОСТ 12.1.004.
6.2.8 Содержание вредных веществ возле разъемных соединений не должно превышать требований, предъявляемых к классу опасности 3 по ГОСТ 12.1.007. Концентрация вредных веществ, методы и периодичность контроля должны соответствовать требованиям ГОСТ 12.1.005 для класса опасности III.
6.2.9 Вышедшие из строя и отработавшие свой ресурс детали передают для утилизации в специализированные предприятия по сбору, транспортированию, обработке, утилизации, обезвреживанию, размещению отходов.
6.2.10 Лом и отходы, содержащие незагрязненные черные металлы в виде несортированных изделий и кусков, складируют на площадке с твердым (асфальтовым, бетонным) покрытием.
6.3 Требования безопасности при транспортировании и хранении
6.3.1 Требования безопасности при погрузочно-разгрузочных работах - по ГОСТ 12.3.009.
6.3.2 Строповку арматуры выполняют в соответствии со схемой строповки, которая должна быть приведена в КД и РЭ.
6.3.3 В РЭ устанавливают следующие требования, обеспечивающие безопасность при транспортировании и хранении:
- транспортирование и хранение проводят с учетом всех требований по безопасности, предусмотренных разработчиком арматуры;
- по истечении установленного срока хранения арматуру подвергают переконсервации; в случае планируемого применения по назначению - испытаниям на работоспособность и герметичность;
- транспортирование арматуры проводят в соответствии с правилами, действующими на конкретных видах транспорта;
- погрузку, разгрузку, транспортирование и складирование арматуры проводит аттестованный персонал с соблюдением требований безопасности при выполнении данных работ.
6.3.4 Материалы и вещества, применяемые для упаковки и консервации, должны быть безопасными для людей и окружающей среды.
7 Правила приемки
7.1 Общие правила
7.1.1 Приемку и контроль качества арматуры (сборочных единиц и деталей), материалов, комплектующих изделий и отдельных операций выполняет ОТК изготовителя на соответствие требованиям ТУ и КД.
Результатами приемки являются клеймо ОТК на деталях, сборках, арматуре и штамп ОТК с подписью в паспорте на арматуру.
7.1.2 К изготовлению и сборке допускают материалы и детали, качество которых отвечает требованиям КД и ТД, и которые приняты ОТК изготовителя.
7.1.3 Изготовитель проводит испытания следующих категорий:
- приемочные;
- квалификационные;
- приемо-сдаточные;
- периодические;
- типовые.
7.1.4 Приемочные и квалификационные испытания проводят по ГОСТ 15.001.
_______________
В Российской Федерации действует ГОСТ Р 15.201-2000.
7.1.5 Приемо-сдаточные испытания проводят по ТУ с учетом ГОСТ 15.309. Периодические и типовые испытания проводят по соответствующим ПМ с учетом ГОСТ 15.309 (также рекомендуется с учетом [30]).
7.1.6 По требованию заказчика (по условию договора) испытания проводят с участием представителя заказчика силами и средствами ОТК изготовителя.
7.1.7 Коэффициент сопротивления и зависимость коэффициента сопротивления
от скоростного давления
определяют по [31] в процессе приемочных испытаний опытных образцов.
Допускается устанавливать гидравлические характеристики арматуры расчетом или на основе анализа геометрических размеров проточной части и характеристик подобных конструкций, если вследствие отсутствия испытательных стендов или по другим причинам их экспериментальные значения определить невозможно или нецелесообразно.
7.1.8 Контроль массы арматуры проводят при изготовлении первой партии арматуры одного типоразмера до нанесения АКП, а также при проведении периодических и типовых испытаний.
7.1.9 Порядок проведения повторных испытаний и условия окончательного забракования - по ГОСТ 15.309.
Результаты испытаний оформляют по ГОСТ 15.001 или ГОСТ 15.309.
_______________
В Российской Федерации действует ГОСТ Р 15.201-2000.
В процессе испытаний ход и результаты испытаний должны заноситься в журнал.
7.1.10 Допускается распространять результаты приемочных, квалификационных, периодических и типовых испытаний конкретного изделия на группу конструктивно-подобных изделий, изготовляемых по одинаковой технологии, при условии согласования решения изготовителя с разработчиком и заказчиком.
7.2 Виды испытаний
7.2.1 Приемо-сдаточные испытания
7.2.1.1 Испытаниям подвергают арматуру в сборе до консервации и нанесения АКП, если в КД не указано иное.
7.2.1.2 Испытания проводят по ТУ (или ПМ приемо-сдаточных испытаний).
7.2.1.3 Результаты приемо-сдаточных испытаний вносят в журнал испытаний и паспорт или акт приемо-сдаточных испытаний, прилагаемый к паспорту.
7.2.1.4 Объем приемо-сдаточных испытаний:
- проверка ЭД и разрешительной документации;
- визуальный и измерительный контроль;
- испытания на прочность и плотность материала корпусных деталей и сварных швов;
- испытание на герметичность относительно внешней среды подвижных и неподвижных соединений;
- испытание на функционирование (работоспособность);
- испытание на герметичность затвора;
испытания на прочность приварных катушек или ответных фланцев (при невозможности испытаний в сборе с арматурой);
- проверка качества наружного АКП.
7.2.1.5 После проведения пневмогидравлических испытаний проверяют соответствие момента затяжки фланцевого соединения "корпус-крышка", указанному в КД и РЭ, и наносят АКП.
7.2.1.6 После нанесения на изделие АКП проводят его контроль с оформлением протокола испытаний АКП.
7.2.1.7 Если при приемо-сдаточных испытаниях будет обнаружено несоответствие арматуры хотя бы по одному пункту ТУ или ПМ приемо-сдаточных испытаний, то арматуру бракуют до выявления причин возникновения несоответствий и их устранения в соответствии с ГОСТ 15.309.
Если во время приемо-сдаточных испытаний проводилась разборка арматуры или сварочные работы на корпусных деталях, то арматуру подвергают повторным приемо-сдаточным испытаниям в полном объеме.
Если для устранения несоответствий не требовалось проводить разборку арматуры или проведение сварочных работ на корпусных деталях, испытания продолжают с того пункта программы, на котором они были остановлены.
7.2.1.8 При положительных результатах повторных приемо-сдаточных испытаний арматуру считают принятой ОТК.
7.2.1.9 Разница температур стенки корпуса арматуры и окружающего воздуха во время гидравлических испытаний не должна вызывать конденсацию влаги на поверхности стенки корпуса.
7.2.1.10 Скорость подъема давления при проведении гидравлических испытаний не должна превышать 0,5 МПа (5 бар) в минуту.
7.2.2 Периодические испытания
7.2.2.1 Периодические испытания проводит изготовитель в объеме и порядке, предусмотренными ПМ, разработанной изготовителем или разработчиком.
7.2.2.2 Периодические испытания проводят для контроля стабильности технологического процесса изготовления арматуры и подтверждения возможности продолжения выпуска арматуры.
7.2.2.3 Периодические испытания проводят не реже одного раза в 3 года.
Количество образцов, подвергаемых испытаниям, методика испытаний - в соответствии с ПМ периодических испытаний, утвержденной в установленном порядке, и ГОСТ 15.309 (рекомендуемые правила проведения периодических испытаний и разработки ПМ - по [30]).
7.2.2.4 Положительные результаты периодических испытаний подтверждают возможность дальнейшего изготовления и приемки по той же документации, по которой изготовлена отобранная для испытаний арматура, до очередных периодических испытаний.
7.2.2.5 При отрицательных результатах периодических испытаний приемку и отгрузку партии принятой арматуры приостанавливают, анализируют причины отказа, намечают и выполняют мероприятия по их устранению.
7.2.3 Типовые испытания
7.2.3.1 Типовые испытания арматуры проводят в целях оценки эффективности и целесообразности предлагаемых изменений в КД или технологии изготовления, которые могут повлиять на технические характеристики изделия, связанные с безопасностью, либо могут повлиять на эксплуатацию изделия, в том числе на важнейшие потребительские свойства арматуры или на соблюдение условий охраны окружающей среды.
7.2.3.2 Испытания проводят по ГОСТ 15.309.
7.2.3.3 ПМ типовых испытаний составляет разработчик.
7.2.3.4 В ПМ типовых испытаний, при необходимости, допускается включать сравнительные испытания арматуры, изготовленных без учета и с учетом предлагаемых изменений.
7.2.3.5 Результаты типовых испытаний считают положительными, если полученные фактические данные по всем видам проверок, включенных в ПМ типовых испытаний, свидетельствуют о достижении требуемых значений показателей арматуры (технологического процесса изготовления арматуры), установленных ПМ типовых испытаний, и достаточны для оценки эффективности (целесообразности) внесения изменений в конструкцию арматуры.
7.3 Требования к испытательному оборудованию и средствам измерений
7.3.1 Испытательное оборудование, в том числе установленные на нем контрольно-измерительные приборы, должно обеспечивать условия испытаний.
7.3.2 Со стороны испытательного оборудования исключают механические воздействия на арматуру, не предусмотренные ЭД.
7.3.3 При проведении испытаний обеспечивают измерение температуры и времени с точностью:
±5°С - для температуры;
±1 с - для времени.
7.3.4 Давление при гидравлическом испытании контролируют двумя манометрами. Оба манометра выбирают одного типа, предела измерения, одинаковых классов точности, цены деления. Класс точности манометров должен быть не ниже 1,5.
Измеряемые значения давлений должны находиться во второй трети шкалы манометра.
Для измерения давления допускается применять и другие современные электронные средства измерения.
7.3.5 Испытания проводят на аттестованном испытательном оборудовании (рекомендуется по [32]), укомплектованном средствами защиты и средствами измерений.
7.3.6 Для измерений при изготовлении, контроле и испытаниях арматуры применяют средства измерений утвержденного типа, внесенные в Федеральный информационный фонд по обеспечению единства измерений, имеющие действующие отметки о поверке или калибровке.
7.3.7 Перечень рекомендуемого оборудования и средств измерения приведен в ГОСТ 33257.
8 Методы контроля и испытаний
8.1 Общие указания
8.1.1 Методы контроля и испытаний, требования к испытательным средам, к испытательному оборудованию и средствам измерения, к условиям, обеспечению и проведению испытаний, к безопасности при проведении испытаний - по ГОСТ 33257 и ГОСТ 33423.
8.1.2 Испытательные среды, используемые при контроле и испытаниях арматуры:
- вода водопроводная без механических примесей температурой от 5°С до 40°С с добавлением, при необходимости, ингибитора коррозии;
- воздух.
Допускается применение других испытательных сред по ГОСТ 33257.
Во время испытаний и после их завершения должно быть исключено коррозионное воздействие испытательной среды на арматуру и испытательные устройства, вредное воздействие на персонал.
8.1.3 После гидравлических испытаний изготовителем:
- воду из арматуры полностью удаляют, а корпус просушивают;
- в патрубках арматуры устанавливают герметичную защитную ленту из негорючих материалов, обеспечивающую защиту от попадания грата и окалины в затвор при сварке с трубопроводом. До начала эксплуатации арматуры ленту удаляют из трубопровода.
8.1.4 Последовательность проведения испытаний может быть уточнена в ТУ или ПМ.
8.2 Проверка эксплуатационных документов
Проверке подлежит соблюдение требований по составу и содержанию ЭД, изложенные в 5.3.5, 5.10.3, 5.10.4, 5.10.5 и ТУ.
8.3 Визуальный и измерительный контроль
8.3.1 Визуальный контроль
При визуальном контроле проверяют:
- комплектность на соответствие требованиям ТУ;
- наличие заглушек, обеспечивающих защиту фланцев или стыковых кромок под сварку;
- полноту и правильность маркировки (по 5.11.3);
- отсутствие на корпусе и торцах вмятин, задиров, механических повреждений, коррозии;
- отсутствие расслоений любого размера на торцах патрубков;
- качество поверхности арматуры под нанесение защитного АКП на соответствие требованиям ТУ на арматуру;
- состояние сварных швов арматуры;
- отсутствие задиров на стыковых кромках под сварку, отсутствие отслоений, механических повреждений изоляции на корпусе арматуры. Контроль осуществляется визуально через патрубки арматуры при снятых заглушках;
- отсутствие механических повреждений, рисок и задиров на уплотнительных поверхностях затвора после проведения пневмогидравлических испытаний. Контроль осуществляется визуально через патрубки арматуры при снятых заглушках;
- упаковку на соответствие 5.12 и ТУ на арматуру.
8.3.2 Измерительный контроль
8.3.2.1 Измерительный контроль в объеме 8.3.2.2 проводят в соответствии с технологическим процессом с помощью средств измерений с погрешностью не более 30% допуска на эти размеры.
8.3.2.2 При измерительном контроле проверяют на соответствие КД:
- габаритные и присоединительные размеры (диаметр проходного сечения, присоединительные и уплотнительные размеры фланцев, строительная длина L);
- разделку стыковых кромок под сварку (толщину стенок). Отклонение толщины стенки по торцам патрубков не должно превышать предельных значений, установленных в КД или ТУ;
- форму и размеры кромок под сварку на соответствие требованиям 5.8.3;
- толщины стенки корпусных деталей в контрольных точках. На основе замеров толщин стенок выполняют эскиз корпусной детали с указанием точного положения мест замера, значений толщины по КД, фактические значения толщины и минимальные расчетные значения толщины. Эскиз прикладывают к паспорту арматуры;
- овальность внутреннего диаметра приварных частей арматуры и катушек; отклонение от перпендикулярности торца приварной катушки относительно образующей (косину реза) (рекомендуется по [26]).
8.3.2.3 Проверку габаритных и присоединительных размеров проводят после проведения гидравлических испытаний на прочность и окончательной обработки патрубков.
8.3.2.4 Отклонение наружного диаметра приварных катушек для арматуры от DN 500 до DN 1200 допускается контролировать путем измерения периметра. В случае измерения периметра рулеткой необходимо проводить пересчет D, мм, по формуле
![]() , (4)
, (4)
где Р - периметр поперечного сечения, мм;
- толщина рулетки, мм.
8.4 Испытание на прочность и плотность материала корпусных деталей и сварных швов
8.4.1 Последовательность испытания:
- установить арматуру на испытательный стенд;
- заполнить арматуру водой до полного удаления воздуха из полости корпуса, поднять давление воды в корпусе до =1,5 PN; время выдержки при установившемся давлении - в соответствии с таблицей 21, при этом осуществлять постоянный контроль давления в корпусе;
- снизить давление до PN;
- провести осмотр корпуса, сварных швов в течение времени, необходимого для осмотра.
Таблица 21 - Время выдержки при установившемся давлении
DN | Время выдержки под испытательным давлением, мин, не менее, при испытании | ||||||
на прочность и плотность | на герметичность относительно внешней среды | на герметичность затвора | |||||
От | 50 | до | 100 | включ. | 10 | 5 | 2 |
" | 150 | " | 250 | " | 30 | 15 | 5 |
" | 300 | " | 1200 | " | 60 | 30 | 10 |
Примечание - Перед контролем герметичности затвора время выдержки при установившемся давлении не менее 10 мин. | |||||||
8.4.2 Для арматуры с литым (литосварным) корпусом дополнительно проводят контроль плотности материала элементов корпуса, разделяющих полости патрубков и корпусную полость. Проверку проводят в ходе контроля герметичности затвора путем контроля утечек в выходном патрубке арматуры.
8.4.3 Материал деталей и сварных швов считают прочными, если не обнаружено механических разрушений или видимых остаточных деформаций. Материал деталей и сварных швов считают плотным, если при испытании не обнаружено течей или "потений".
8.5 Испытание на герметичность относительно внешней среды подвижных и неподвижных соединений
8.5.1 Для разъемной арматуры дополнительно проводят испытания на герметичность относительно внешней среды подвижных и неподвижных соединений.
8.5.2 Последовательность испытания:
- поднять давление воды до 1,1 PN;
- выдержать арматуру под давлением 1,1 PN в течение времени по таблице 21;
- провести осмотр соединений.
8.5.3 Метод контроля - визуальный. Утечки не допускаются.
8.6 Испытание на функционирование (работоспособность)
8.6.1 Испытания на функционирование проводят в соответствии с ГОСТ 33257.
8.6.2 Испытания проводят на расходном стенде или механическим перемещением ЗЭл на полный ход.
8.6.3 Испытания повторить 3 раза. При этом отрегулировать время закрытия за счет регулировки демпфирующего устройства 8.6.4 Подвижные части арматуры должны перемещаться плавно, без рывков и заеданий.
8.7 Испытание на герметичность затвора
8.7.1 Испытания на герметичность затвора проводят по ГОСТ 33257.
8.7.2 Герметичность затвора должна соответствовать требованиям таблицы 2.
8.8 Испытание на прочность приварных катушек
8.8.1 Испытание приварных катушек на прочность проводят, как правило, в составе арматуры.
8.8.2 В случае невозможности испытания на прочность приварных катушек в составе арматуры они должны быть отдельно подвергнуты испытанию пробным давлением, соответствующим пробному давлению арматуры, в следующей последовательности:
- установить приварную катушку на стенд для испытания приварных катушек;
- заполнить полость приварной катушки водой до полного удаления воздуха, поднять давление воды в приварной катушке до . Величина пробного давления
должна соответствовать пробному давлению арматуры. Время выдержки пробным давлением - 10 мин. При этом осуществлять постоянный контроль давления по показаниям манометров;
- снизить давление до PN;
- провести осмотр приварной катушки в течение времени, необходимого для осмотра. Пропуск воды через металл и сварные швы не допускается. Материал детали считается прочным, если не обнаружено механических разрушений или видимых остаточных деформаций;
- снизить давление до атмосферного, слить воду, снять приварную катушку со стенда.
8.9 Проверка качества наружного антикоррозионного покрытия
Проверка качества наружного АКП арматуры должна проводиться по ТУ с учетом 5.9.8.
9 Транспортирование и хранение
9.1 Транспортирование
9.1.1 Строповка, установка и крепление арматуры на транспортном средстве должны исключать возможность механических повреждений и загрязнений внутренних поверхностей арматуры и концов патрубков, обработанных под приварку к трубопроводу, а также должны исключать возможность повреждения АКП. Транспортирование арматуры выполняют любым видом транспорта и на любые расстояния, при этом должно быть исключено повреждение арматуры, АКП и транспортной тары.
9.1.2 Условия транспортирования в части воздействия климатических факторов должны соответствовать группе 8 (ОЖЗ) по ГОСТ 15150 (открытые площадки в макроклиматических районах с умеренным и холодным климатом в атмосфере любых типов).
9.1.3 Условия транспортирования в части воздействия механических факторов - Ж по ГОСТ 23170:
перевозки автомобильным транспортом с любым количеством перегрузок (расстояние свыше 1000 км);
перевозки воздушным, железнодорожным транспортом и водным путем в сочетании их между собой и с автомобильным транспортом с общим числом перегрузок более четырех;
перевозки, включающие транспортирование морем.
9.1.4 При транспортировании арматуры выдерживают условия хранения по 9.2.
9.1.5 При транспортировании арматуры без тары изготовитель или поставщик обеспечивает установку и крепление арматуры на транспортном средстве, исключающие возможность механических повреждений и загрязнений внутренних поверхностей арматуры и концов патрубков, обработанных под приварку к трубопроводу.
9.1.6 На время транспортирования проходные отверстия магистральных патрубков закрывают заглушками.
9.1.7 При выполнении погрузочно-разгрузочных работ выполняют требования ГОСТ 12.3.009.
9.2 Хранение
9.2.1 Условия хранения в части воздействия климатических факторов - группа 8 (ОЖЗ) по ГОСТ 15150 (открытые площадки в макроклиматических районах с умеренным и холодным климатом в атмосфере любых типов).
9.2.2 Условия хранения должны обеспечивать сохраняемость геометрических размеров, прочности, герметичности и работоспособности, а также заводской упаковки в течение всего срока хранения, установленного в ТУ.
9.2.3 Методы консервации и применяемые для этого материалы должны обеспечивать возможность расконсервации без разборки арматуры.
9.2.4 Консервация должна обеспечить срок хранения в неповрежденной заводской упаковке не менее 24 мес.
9.2.5 При хранении свыше срока консервации или обнаружения дефектов временной антикоррозионной защиты при контрольных осмотрах в процессе хранения проводят переконсервацию согласно РЭ и ГОСТ 9.014 с отметкой в паспорте на арматуру.
10 Указания по эксплуатации
10.1 Установочное положение на трубопроводе:
- на горизонтальном трубопроводе;
- на вертикальном трубопроводе входным патрубком вниз;
- на наклонном трубопроводе входным патрубком вниз.
Установочное положение конкретной обратной арматуры и допускаемые отклонения от вертикальной (горизонтальной) оси приводят в ТУ и РЭ.
10.2 Направление подачи рабочей среды - по стрелке на корпусе.
10.3 Запрещается эксплуатация арматуры при отсутствии на него паспорта и РЭ.
10.4 Запрещается использовать арматуру на параметрах, превышающих указанные в паспорте и РЭ.
10.5 Расконсервацию проводят согласно ГОСТ 9.014 и РЭ.
10.6 Для обслуживаемой арматуры места установки должны обеспечивать условия для осмотров, технического обслуживания и ремонтных работ.
10.7 Перед вводом в эксплуатацию наружная поверхность арматуры, подлежащая теплоизоляции, должна быть теплоизолирована негорючими материалами. Теплоизоляцию выполняют в соответствии с требованиями специального проекта производства работ, при этом необходимо руководствоваться требованиями РЭ.
10.8 После монтажа арматура с катушками должна допускать комплексные испытания совместно с примыкающими магистральными и технологическими трубопроводами:
- гидравлические испытания при температуре окружающей среды от 5°С и выше;
- пневматические испытания при температуре окружающей среды не ниже минус 40°С. Требования к режимам и продолжительности испытаний устанавливает заказчик.
После гидравлических испытаний воду из изделия полностью удаляют, а корпус арматуры просушивают.
10.9 При эксплуатации арматуры должен вестись учет наработки в циклах (часах), обеспечивающий контроль достижения назначенных показателей.
Эксплуатацию арматуры прекращают при достижении одного из предельных состояний и/или назначенных показателей, приведенных в ЭД.
10.10 Мероприятия по содержанию арматуры в готовности к эксплуатации, подготовке к действию, вводу в эксплуатацию проводят в соответствии с ЭД.
10.11 К эксплуатации и обслуживанию арматуры допускают персонал, аттестованный в установленном порядке.
10.12 При эксплуатации выполняют требования безопасности, указанные в РЭ.
10.13 При сварке катушек с арматурой обеспечивают защиту внутренних полостей арматуры и приварных катушек от попадания грата и окалины тканью и заглушками из негорючих материалов.
После приварки к трубопроводу удаляют защитные материалы, установленные изготовителем для предотвращения от попадания грата и окалины в затвор при сварке с трубопроводом.
10.14 При эксплуатации проводят техническое обслуживание и ремонты арматуры (замена комплектующих элементов, выемных частей и т.п.), а также профилактические осмотры. Объем, методы и периодичность технических обслуживаний среднего и капитального ремонта арматуры указывают в РЭ.
10.15 После достижения назначенных показателей арматуру подвергают техническому освидетельствованию в целях определения технического состояния, необходимости проведения ремонта на специализированном ремонтном предприятии или изготовителем арматуры, установления новых назначенных показателей или списания.
10.16 После проведения капитального ремонта арматуру подвергают испытаниям в соответствии с РЭ (техническому освидетельствованию), по результатам которого продлевают назначенные показатели и определяют срок очередного технического освидетельствования.
11 Гарантии изготовителя (поставщика)
11.1 Изготовитель (поставщик) должен гарантировать соответствие арматуры требованиям настоящего стандарта, КД и ТУ при соблюдении условий транспортирования, хранения, монтажа и эксплуатации.
11.2 Гарантийные обязательства (гарантийный срок хранения, гарантийный срок эксплуатации, гарантийная наработка) должны быть указаны в ТУ и паспорте.
Рекомендуемые гарантийные обязательства:
- гарантийный срок хранения без переконсервации - 24 месяца;
- гарантийный срок эксплуатации - 24 месяца со дня ввода арматуры в эксплуатацию, но не более 36 месяцев со дня отгрузки;
- гарантийная наработка - не менее 300 циклов в пределах гарантийного срока эксплуатации.
11.3 В течение гарантийного срока изготовитель (поставщик) безвозмездно устраняет дефекты производства, выявленные в процессе эксплуатации, а при невозможности устранения дефектов заменяет поставленную арматуру.
Приложение А
(рекомендуемое)
Форма опросного листа

Приложение Б
(справочное)
Рабочие среды
Б.1 Параметры рабочих сред:
- товарная нефть:
1) плотность - от 700 до 900 кг/м;
2) давление насыщенных паров - не более 66,7 кПа (500 мм рт.ст.);
3) вязкость - от 0,05·10 до 3,00·10
м
/с;
4) массовая доля парафина - до 7,0%;
5) массовая доля серы - до 3,5%;
6) массовая доля воды - до 1,0%;
7) воды в отдельных случаях - до 5,0%;
8) концентрация хлористых солей - до 900 мг/дм;
9) массовая доля механических примесей - до 0,05%;
10) максимальный размер механических примесей твердостью до 7 по шкале Мооса - 5,0 мм. Класс опасности 3 по ГОСТ 12.1.007, температура от минус 15°С до плюс 80°С;
- вода, пар. Температура - не более 350°С;
- растворы пенообразователей;
- масло нефтяное. Температура от минус 15°С до плюс 80°С;
- нефтепродукты:
1) бензин - по [33], [34], ТУ;
2) дизельное топливо - по ГОСТ 305, [35], ТУ;
3) топливо для реактивных двигателей - по ГОСТ 10227, [36], ТУ;
4) авиационный бензин - по ГОСТ 1012, ТУ;
5) судовое топливо - по ГОСТ 305, ГОСТ 1667, ГОСТ 10433, ТУ;
6) керосин - по ГОСТ 10227, ТУ.
Класс опасности 4 по ГОСТ 12.1.007, температура от минус 45°С до плюс 60°С.
Б.2 Рабочие среды и их параметры могут уточняться и записываться в опросных листах для конкретных поставок арматуры.
Приложение В
(обязательное)
Нормативные значения показателей надежности и показателей безопасности
Нормативные значения показателей надежности и показателей безопасности арматуры приведены в таблице В.1
Таблица В.1 - Нормативные значения показателей надежности и показателей безопасности
Наименование показателя | Значение показателя |
Полный срок службы, лет | 50 |
Полный ресурс, циклов | Не менее 3000 |
Назначенный срок службы, лет | 30 |
Назначенный ресурс, циклов | 1500 |
Назначенный срок службы выемных частей, лет | 15 |
Вероятность безотказной работы в течение полного ресурса, не менее | 0,99 |
Вероятность безотказной работы по критическому отказу "невыполнение функции "закрытие" в течение назначенного ресурса, не менее | 0,999 |
Коэффициент оперативной готовности, не менее | 0,9999 |
Срок хранения без переконсервации, годы | 2 |
Примечание - Номенклатура и количественные значения показателей могут уточняться по согласованию с заказчиком. | |
Приложение Г
(справочное)
Перечень возможных отказов и критерии предельных состояний
Г.1 Перечень возможных отказов:
- потеря герметичности по отношению к внешней среде:
а) потеря герметичности по корпусным деталям и сварным соединениям;
б) потеря герметичности по уплотнению подвижных и неподвижных соединений;
- потеря герметичности в затворе (наличие утечек в затворе, превышающих установленные нормы);
- нарушение работоспособности.
Г.2 Критерии предельных состояний:
- начальная стадия нарушения цельности корпусных деталей (потение, капельная течь);
- утечка через разъемные уплотнения, неустранимая подтяжкой;
- заклинивание ЗЭл;
- необходимость приложить крутящий момент затяжки фланцевого прокладочного соединения для достижения герметичности последнего, сверх допустимого значения, указанного в РЭ;
- превышение предельно допустимых дефектов металла корпусных деталей и сварных швов при сплошном контроле методами неразрушающего контроля;
- несоответствие твердости металла корпусных деталей, сварных соединений и заводских ремонтных наплавок требованиям ТУ на изготовление;
- невыполнение условий прочности по результатам проведения расчетов при проведении технического диагностирования (освидетельствования);
- изменение геометрических размеров и состояния поверхностей внутренних деталей, в том числе корпусных, влияющих на функционирование арматуры, в результате эрозионного, коррозионного и кавитационного разрушений.
Г.3 В случае наступления любого из отказов, приведенных в Г.1, и/или достижении любого предельного состояния по Г.2 арматуру следует вывести из эксплуатации.
Приложение Д
(обязательное)
Нормативные нагрузки от трубопровода на патрубки арматуры
Нормативные нагрузки от трубопровода на патрубки арматуры приведены в таблицах Д.1-Д.6.
Таблица Д.1 - Дополнительное продольное усилие от присоединяемых трубопроводов для арматуры несейсмостойкого исполнения
Номинальный диаметр DN | Дополнительное продольное усилие, кН, для арматуры номинального давления РN, МПа | ||||||
1,6 | 2,5 | 4 | 6,3 | 8 | 10 | 12,5 | |
50 | 20,2 | 19,9 | 19,4 | 18,5 | 17,9 | 17,2 | 16,3 |
80 | 31,6 | 30,8 | 29,4 | 27,2 | 25,6 | 23,7 | 21,4 |
100 | 38,2 | 36,9 | 34,8 | 31,6 | 29,2 | 26,3 | 22,8 |
150 | 55,1 | 52,3 | 47,5 | 40,3 | 34,9 | 28,6 | 28,8 |
200 | 73,5 | 68,1 | 58,9 | 45,0 | 35,8 | 44,3 | 54,7 |
250 | 123 | 115 | 101 | 78,9 | 62,9 | 68,9 | 85,0 |
300 | 143 | 131 | 111 | 80,2 | 78,9 | 97,6 | 121 |
350 | 162 | 146 | 119 | 84,4 | 106 | 131 | 162 |
400 | 180 | 159 | 124 | 108 | 136 | 168 | 207 |
500 | 212 | 179 | 125 | 166 | 209 | 259 | 319 |
600 | 239 | 193 | 151 | 236 | 297 | 367 | 453 |
700 | 255 | 192 | 207 | 321 | 404 | 500 | 616 |
800 | 273 | 191 | 268 | 417 | 524 | 648 | 800 |
1000 | 295 | 261 | 415 | 645 | 811 | 1000 | 1240 |
1050 | 271 | 286 | 453 | 704 | 886 | 1090 | 1350 |
1200 | 269 | 373 | 592 | 921 | 1160 | 1430 | 1760 |
Таблица Д.2 - Дополнительное продольное усилие от присоединяемых трубопроводов для арматуры сейсмостойкого исполнения
Номинальный диаметр DN | Дополнительное продольное усилие, кН, для арматуры номинального давления РN, МПа | ||||||||
1,6 | 2,5 | 4 | 6,3 | 8 | 10 | 12,5 | |||
50 | 20,4 | 20,1 | 19,7 | 19,0 | 18,5 | 17,9 | 17,2 | ||
80 | 31,9 | 31,3 | 30,1 | 28,4 | 27,1 | 25,6 | 23,7 | ||
100 | 38,7 | 37,6 | 36,0 | 33,3 | 31,4 | 29,2 | 26,3 | ||
150 | 56,1 | 53,8 | 50,0 | 44,2 | 40,0 | 34,9 | 36,7 | ||
200 | 75,5 | 71,1 | 63,8 | 52,6 | 45,6 | 56,4 | 69,6 | ||
250 | 126 | 119 | 108 | 90,8 | 78,0 | 87,6 | 108 | ||
300 | 148 | 138 | 122 | 97,2 | 100 | 124 | 153 | ||
350 | 168 | 155 | 134 | 107 | 135 | 167 | 206 | ||
400 | 187 | 170 | 142 | 137 | 172 | 213 | 263 | ||
500 | 224 | 198 | 154 | 211 | 266 | 329 | 406 | ||
600 | 256 | 219 | 192 | 300 | 377 | 466 | 576 | ||
700 | 278 | 227 | 263 | 408 | 514 | 635 | 784 | ||
800 | 302 | 236 | 341 | 530 | 666 | 824 | 1017 | ||
1000 | 340 | 332 | 527 | 820 | 1030 | 1280 | 1570 | ||
1050 | 321 | 363 | 576 | 895 | 1130 | 1390 | 1720 | ||
1200 | 335 | 475 | 753 | 1170 | 1470 | 1820 | 2240 | ||
Таблица Д.3 - Дополнительное продольное усилие от присоединяемых трубопроводов для арматуры исполнения повышенной сейсмостойкости
Номинальный диаметр DN | Дополнительное продольное усилие, кН, для арматуры номинального давления РN, МПа | ||||||
1,6 | 2,5 | 4 | 6,3 | 8 | 10 | 12,5 | |
50 | 24,4 | 24,1 | 23,6 | 22,8 | 22,2 | 21,5 | 20,6 |
80 | 38,3 | 37,5 | 36,2 | 34,1 | 32,5 | 30,7 | 28,5 |
100 | 46,4 | 45,2 | 43,1 | 40,0 | 37,7 | 35,0 | 31,6 |
150 | 67,3 | 64,6 | 60,1 | 53,1 | 48,0 | 41,9 | 44,0 |
200 | 90,6 | 85,3 | 76,6 | 63,1 | 54,7 | 67,6 | 83,5 |
250 | 151 | 143 | 130 | 109 | 93,6 | 105 | 130 |
300 | 177 | 166 | 146 | 117 | 120 | 149 | 184 |
350 | 202 | 186 | 160 | 129 | 162 | 200 | 247 |
400 | 224 | 204 | 171 | 164 | 207 | 256 | 316 |
500 | 268 | 237 | 185 | 253 | 319 | 395 | 487 |
600 | 307 | 263 | 231 | 359 | 452 | 560 | 691 |
700 | 333 | 273 | 315 | 490 | 617 | 762 | 940 |
800 | 363 | 284 | 409 | 636 | 800 | 989 | 1220 |
1000 | 408 | 399 | 632 | 984 | 1240 | 1530 | 1890 |
1050 | 386 | 436 | 691 | 1070 | 1350 | 1670 | 2060 |
1200 | 402 | 570 | 904 | 1400 | 1770 | 2180 | 2690 |
Таблица Д.4 - Изгибающий момент от присоединяемых трубопроводов для арматуры несейсмостойкого исполнения
Номинальный диаметр DN | Изгибающий момент, кН·м, для арматуры номинального давления РN, МПа | ||||||
1,6 | 2,5 | 4 | 6,3 | 8 | 10 | 12,5 | |
50 | 1,47 | 1,45 | 1,41 | 1,35 | 1,30 | 1,25 | 1,18 |
80 | 3,73 | 3,63 | 3,46 | 3,21 | 3,02 | 2,80 | 2,52 |
100 | 5,53 | 5,35 | 5,04 | 4,57 | 4,22 | 3,81 | 3,30 |
150 | 12,0 | 11,3 | 10,3 | 8,73 | 7,57 | 6,20 | 6,22 |
200 | 22,2 | 20,6 | 17,8 | 13,6 | 10,8 | 13,3 | 16,3 |
250 | 46,3 | 43,1 | 37,8 | 29,6 | 23,6 | 25,7 | 31,5 |
300 | 64,5 | 59,0 | 50,0 | 36,1 | 35,3 | 43,4 | 53,2 |
350 | 85,0 | 76,5 | 62,2 | 44,1 | 55,2 | 67,8 | 83,0 |
400 | 106 | 93,9 | 73,2 | 63,6 | 79,6 | 97,8 | 120 |
500 | 156 | 132 | 92,5 | 122 | 152 | 187 | 229 |
600 | 211 | 170 | 133 | 206 | 257 | 316 | 387 |
700 | 258 | 194 | 208 | 320 | 400 | 492 | 601 |
800 | 314 | 219 | 307 | 473 | 592 | 726 | 888 |
1000 | 423 | 374 | 590 | 910 | 1140 | 1400 | 1710 |
1050 | 407 | 428 | 674 | 1040 | 1300 | 1590 | 1950 |
1200 | 463 | 639 | 1010 | 1550 | 1940 | 2380 | 2910 |
Таблица Д.5 - Изгибающий момент от присоединяемых трубопроводов для арматуры сейсмостойкого исполнения
Номинальный диаметр DN | Изгибающий момент, кН·м, для арматуры номинального давления PN, МПа | ||||||
1,6 | 2,5 | 4 | 6,3 | 8 | 10 | 12,5 | |
50 | 1,48 | 1,46 | 1,43 | 1,38 | 1,34 | 1,30 | 1,25 |
80 | 3,77 | 3,69 | 3,55 | 3,35 | 3,20 | 3,02 | 2,80 |
100 | 5,60 | 5,45 | 5,20 | 4,83 | 4,55 | 4,22 | 3,81 |
150 | 12,2 | 11,7 | 10,9 | 9,60 | 8,66 | 7,57 | 7,91 |
200 | 22,8 | 21,5 | 19,3 | 15,9 | 13,8 | 16,9 | 20,7 |
250 | 47,4 | 44,9 | 40,6 | 34,1 | 29,3 | 32,7 | 40,1 |
300 | 66,4 | 62,0 | 54,8 | 43,7 | 44,9 | 55,2 | 67,6 |
350 | 88,1 | 81,2 | 69,8 | 56,0 | 70,1 | 86,2 | 105 |
400 | 111 | 101 | 84,3 | 80,9 | 101 | 124 | 152 |
500 | 165 | 146 | 114 | 155 | 194 | 238 | 291 |
600 | 225 | 193 | 169 | 262 | 327 | 402 | 492 |
700 | 280 | 229 | 264 | 407 | 509 | 625 | 765 |
800 | 348 | 272 | 390 | 601 | 752 | 924 | 1130 |
1000 | 488 | 475 | 750 | 1160 | 1450 | 1780 | 2170 |
1050 | 482 | 544 | 857 | 1320 | 1650 | 2030 | 2470 |
1200 | 575 | 813 | 1280 | 1970 | 2470 | 3030 | 3700 |
Таблица Д.6 - Изгибающий момент от присоединяемых трубопроводов для арматуры исполнения повышенной сейсмостойкости
Номинальный диаметр DN | Изгибающий момент, кН·м, для арматуры номинального давления PN, МПа | ||||||
1,6 | 2,5 | 4 | 6,3 | 8 | 10 | 12,5 | |
50 | 1,78 | 1,75 | 1,72 | 1,66 | 1,61 | 1,56 | 1,50 |
80 | 4,52 | 4,43 | 4,26 | 4,02 | 3,84 | 3,62 | 3,36 |
100 | 6,72 | 6,54 | 6,24 | 5,80 | 5,46 | 5,06 | 4,57 |
150 | 14,6 | 14,0 | 13,0 | 11,5 | 10,4 | 9,08 | 9,49 |
200 | 27,3 | 25,8 | 23,1 | 19,1 | 16,5 | 20,3 | 24,8 |
250 | 56,9 | 53,8 | 48,7 | 40,9 | 35,1 | 39,3 | 48,1 |
300 | 79,7 | 74,4 | 65,7 | 52,4 | 53,9 | 66,3 | 81,1 |
350 | 106 | 97,5 | 83,8 | 67,3 | 84,2 | 103 | 127 |
400 | 133 | 121 | 101 | 97,0 | 121 | 149 | 183 |
500 | 198 | 175 | 137 | 186 | 233 | 286 | 350 |
600 | 271 | 231 | 203 | 314 | 393 | 483 | 591 |
700 | 336 | 275 | 317 | 489 | 611 | 750 | 917 |
800 | 417 | 326 | 468 | 722 | 903 | 1110 | 1360 |
1000 | 586 | 571 | 900 | 1390 | 1740 | 2130 | 2610 |
1050 | 578 | 652 | 1030 | 1590 | 1980 | 2430 | 2970 |
1200 | 689 | 975 | 1540 | 2370 | 2960 | 3630 | 4440 |
Приложение Е
(рекомендуемое)
Форма паспорта
Товарный знак изготовителя и его наименование
НАИМЕНОВАНИЕ АРМАТУРЫ
Обозначение арматуры
_______________
Здесь и далее обозначение приводится в соответствии с 5.1.6 настоящего стандарта.
DN | , PN | МПа ( | бар) | ||||||
ПАСПОРТ | |||||||||
(обозначение паспорта) на.....листах | |||||||||
Место знака обращения на рынке | Сведения о разрешительных документах (декларация о соответствии или сертификат соответствия и др.), регистрационный номер, срок действия | ||||||||
_______________
| |||||||||
СОДЕРЖАНИЕ | |||||||||
_______________
| |||||||||
1 Основные сведения об арматуре | |||||||||
2 Основные технические данные | |||||||||
3 Зависимость коэффициента сопротивления от скоростного давления | |||||||||
4 Конструктивное исполнение | |||||||||
5 Присоединительные размеры | |||||||||
6 Сведения о выемных деталях | |||||||||
7 Сведения о материалах основных деталей, крепежа, уплотнений | |||||||||
8 Сведения о химическом составе материалов основных деталей и крепежа | |||||||||
9 Данные механических свойств материала основных деталей и крепежа | |||||||||
10 Сведения о результатах контроля качества сварочных материалов, сварных соединений и наплавки | |||||||||
11 Сведения о результатах контроля основных деталей и крепежа | |||||||||
12 Данные пневмогидравлических испытаний | |||||||||
13 Комплектность | |||||||||
14 Консервация и упаковка | |||||||||
15 Сведения о расконсервации и переконсервации | |||||||||
16 Перечень отклонений, выявленных при изготовлении | |||||||||
17 Данные об исправлении дефектов в процессе изготовления | |||||||||
18 Гарантии изготовителя | |||||||||
19 Свидетельство о приемке | |||||||||
20 Сведения о проведении ремонта | |||||||||
21 Сведения об утилизации | |||||||||
1 Основные сведения об изделии
Наименование изделия | |
Обозначение изделия | |
Обозначение основного конструкторского документа | |
Документ на изготовление и поставку (технические условия) | |
Изготовитель (наименование завода-изготовителя, адрес, контактные данные) | |
Заказчик | |
Контракт N | |
Заказ N | |
Заводской номер | |
Дата выпуска | |
Назначение |
2 Основные технические данные
Наименование параметра | Показатель | |
Номинальный диаметр DN | ||
Давление номинальное PN, МПа (бар) | ||
Перепад давления на закрытом ЗЭл | ||
Перепад давления для открытия арматуры, МПа (бар) | ||
Рабочая среда | ||
Температура рабочей среды t, °С | ||
Вид климатического исполнения и категория размещения по ГОСТ 15150 | ||
Допустимая величина утечек в затворе, см | ||
Коэффициент сопротивления при полном открытии | ||
Скоростное давление | ||
Максимально допустимый момент при затяжке фланцевого соединения "корпус-крышка", Н·м | ||
Время закрытия ЗЭл, с | ||
Масса, кг, не более | ||
Тип присоединения к трубопроводу | ||
Исполнение по сейсмостойкости | ||
Установка (надземная, подземная) | ||
Вид антикоррозионного покрытия (надземное, подземное), марка покрытия | ||
Показатели надежности и показатели безопасности | Полный срок службы, лет | |
Полный ресурс, циклов | ||
Назначенный срок службы, лет | ||
Назначенный ресурс, циклов | ||
Назначенный срок службы выемных частей, лет | ||
Срок хранения без переконсервации, лет | ||
Среднее время восстановления разъемной (обслуживаемой) арматуры (демонтаж крышки, замена деталей узла затвора, сборка), ч, не более | ||
Вероятность безотказной работы в течение полного ресурса, не менее | ||
Вероятность безотказной работы по критическому отказу "невыполнение функции "закрытие" в течение назначенного ресурса, не менее | ||
Коэффициент оперативной готовности, не менее | ||
3 Зависимость коэффициента сопротивления от скоростного давления
Рисунок 1 - Зависимость коэффициента сопротивления от скоростного давления
4 Конструктивное исполнение
В разделе приводится эскиз общего вида в разрезе с указанием:
- номеров позиций основных деталей;
- номеров сварных швов, отвечающих за герметичность относительно внешней среды (при их наличии);
- мест наплавленных поверхностей (при их наличии);
- габаритных размеров.
Рисунок 2 - Общий вид арматуры и схема расположения сварных швов
5 Присоединительные размеры
В разделе приводится эскиз кромок для приварки к трубопроводу или присоединительные размеры фланца арматуры.
Рисунок 3 - Разделка кромок для приварки к трубопроводу (присоединительные размеры фланца арматуры)
6 Сведения о выемных деталях
Позиция по рисунку 2 | Наименование | Условное обозначение или чертежный номер | Количество, шт. | Марка материала | Масса, кг | Размеры, мм |
7 Сведения о материалах основных деталей, крепежа и уплотнений
Позиция по рисунку 2 | Наименование | Марка материала | Количество, шт. | Примечание |
1 | ||||
2 |
8 Сведения о химическом составе материалов основных деталей и крепежа
Пози- | Наиме- | Марка мате- | Но- | N серти- | Нор- | Содержание элементов, % | |||||||||
С | Si | Mn | Р | S | Cr | Ni | Мо | Сu | |||||||
1 | норма |
| |||||||||||||
факт. | |||||||||||||||
норма | |||||||||||||||
2 | факт. | ||||||||||||||
9 Данные механических свойств материала основных деталей и крепежа
Позиция по рисунку 2 | Наиме- | Мар- | Сведе- | Норма факт. | Механические свойства при температуре 20°С, не менее | Твердость | Ударная вязкость KCV | ||||
Предел проч- | Предел теку- | Относи- | Относи- | ||||||||
HRC | HV | ||||||||||
1 | норма | ||||||||||
факт. | |||||||||||
2 | норма | ||||||||||
факт. | |||||||||||
10 Сведения о результатах контроля качества сварочных материалов, сварных соединений и наплавки
Наименование сборочной единицы и номер шва, место наплавки по рисунку 2 | Метод выполнения сварки, наплавки | N сертификата на сварочные и наплавочные материалы | Тип сварочного, наплавочного материала | Марка электродов, проволоки | Методы и объем контроля сварочных соединений и наплавки | Механические свойства | Результат испытаний | N протокола испытаний | |||||||
Визуальный и измери- | Радиогра- | Ультразву- | Капиллярный | Магнито- | Предел прочности | Ударная вязкость KCV (KCU) | Угол изгиба | Твердость, HV | |||||||
Результаты механических испытаний сварных швов на контрольных образцах согласно протоколу.
Результаты металлографических исследований стыковых сварных соединений корпуса согласно протоколу.
11 Сведения о результатах контроля основных деталей и крепежа
Позиция по рисунку 2 | Наименование | Методы и объем контроля основных деталей и крепежа | Неметалли- | Размер зерна, балл (ГОСТ 5639) | Результат испытаний | Номер протокола испытаний | |||||
Визуально- | Акустико- | Радиогра- | Ультразву- | Капиллярный контроль | Магнито- | ||||||
1 | |||||||||||
2 | |||||||||||
12 Данные пневмогидравлических испытаний
Виды испытаний | Контролируемый параметр | Значение параметра | Среда | Критерии оценки | Результат испытаний | ||||
Акт приемо-сдаточных испытаний N | от 20 | г. | |||||||
13 Комплектность
Заполняется в соответствии с ТУ.
14 Консервация и упаковка
заводской N | , | ||||||||||
(наименование и обозначение изделия) | |||||||||||
подвергнут консервации и упакован согласно требованиям, предусмотренным в ТУ | |||||||||||
Дата консервации | |||||||||||
(год, месяц, число) | |||||||||||
Срок защиты без переконсервации - 2 года | |||||||||||
Консервацию произвел | |||||||||||
(должность) | (личная подпись) | (расшифровка подписи) | |||||||||
Арматуру после консервации принял | |||||||||||
(должность) | (личная подпись) | (расшифровка подписи) | |||||||||
Дата упаковки | |||||||||||
(год, месяц, число) | |||||||||||
Упаковку произвел | |||||||||||
(должность) | (личная подпись) | (расшифровка подписи) | |||||||||
Арматуру после упаковки принял | |||||||||||
(должность) | (личная подпись) | (расшифровка подписи) | |||||||||
15 Сведения о расконсервации и переконсервации
Дата | Наименование работ | Срок действия, год | Должность, фамилия, подпись |
16 Перечень отклонений, выявленных при изготовлении
Наименование и обозначение детали, сборочной единицы | Краткое содержание отклонения, несоответствия | Номер отчета по несоответствию | Номер разрешения, дата |
17 Данные об исправлении дефектов в процессе изготовления
В процессе изготовления корпусных деталей дефекты |
| |||||
| ||||||
В процессе изготовления дефекты сварных соединений |
| |||||
| ||||||
Вид дефекта(ов) корпусных деталей | ||||||
Характер дефекта(ов) корпусных деталей | ||||||
Вид дефекта(ов) сварных соединений | ||||||
Характер дефекта(ов) сварных соединений | ||||||
Метод исправления дефекта(ов) корпусных деталей | ||||||
Метод исправления дефекта(ов) сварных соединений | ||||||
Дефекты исправлены | ||||||
(личная подпись) | (расшифровка подписи) | (год, число, месяц) | ||||
(личная подпись) | (расшифровка подписи) | (год, число, месяц) | ||||
18 Гарантии изготовителя
Заполняется в соответствии с ТУ или договором на поставку.
19 Свидетельство о приемке
Затвор (клапан) обратный | , | заводской N | , | ||||||||||||||
(обозначение изделия) | |||||||||||||||||
изготовлен и принят в соответствии с ТУ | и признан годным для эксплуатации. | ||||||||||||||||
Начальник ОТК | М.П. | ||||||||||||||||
(личная подпись) | (расшифровка подписи) | ||||||||||||||||
Представитель технического надзора | |||||||||||||||||
М.П. | |||||||||||||||||
(наименование организации) | (личная подпись) | (расшифровка подписи) | (год, месяц, число) | ||||||||||||||
20 Сведения о проведении ремонта
Заполняет эксплуатирующая организация, или организация, выполняющая ремонт
21 Сведения об утилизации
Заполняет организация, осуществляющая утилизацию
Библиография
[1] | MSK-64 | Шкала сейсмической интенсивности MSK-1964 |
[2] | Сосуды и аппараты. Нормы и методы расчета на прочность. Общие требования | |
[3] | Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет цилиндрических и конических обечаек, выпуклых и плоских днищ и крышек | |
[4] | Сосуды и аппараты. Нормы и методы расчета на прочность. Укрепление отверстий в обечайках и днищах при внутреннем и внешнем давлениях. Расчет на прочность обечаек и днищ при внешних статических нагрузках на штуцер | |
[5] | Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет на прочность и герметичность фланцевых соединений | |
[6] | РД-10-33-93 | Стропы грузовые общего назначения. Требования к устройству и безопасной эксплуатации |
[7] | Арматура трубопроводная. Прокладки овального, восьмиугольного сечения, линзовые стальные для фланцев арматуры. Конструкция, размеры и общие технические требования | |
[8] | Надежность в технике. Управление надежностью. Техника анализа безотказности. Основные положения | |
[9] | СТ ЦКБА 043-2008 | Арматура трубопроводная. Порядок нормирования и контроля надежности и безопасности (разработчик - ЗАО "НПФ "ЦКБА") |
[10] | СТ ЦКБА 008-2014 | Арматура трубопроводная. Расчет и оценка надежности и безопасности на этапе проектирования (разработчик - ЗАО "НПФ "ЦКБА") |
[11] | Надежность в технике. Планы испытаний для контроля вероятности безотказной работы | |
[12] | Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет обечаек и днищ от воздействия опорных нагрузок | |
[13] | Сосуды и аппараты. Нормы и методы расчета на прочность. Расчет на прочность при малоцикловых нагрузках | |
[14] | СТ ЦКБА 092-2014 | Арматура для магистральных трубопроводов. Нормативные нагрузки от трубопровода. Методика расчета и численные значения (разработчик - ЗАО "НПФ "ЦКБА") |
[15] | РД 03-613-03 | Порядок применения сварочных материалов при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов |
[16] | ПБ 03-372-00 | Правила аттестации и основные требования к лабораториям неразрушающего контроля |
[17] | ПБ 03-440-02 | Правила аттестации персонала в области неразрушающего контроля |
[18] | СТ ЦКБА 041-2008 | Арматура трубопроводная. Входной контроль материалов, полуфабрикатов и комплектующих изделий (разработчик - ЗАО "НПФ "ЦКБА") |
[19] | СТ ЦКБА 010-2004 | Арматура трубопроводная. Поковки, штамповки и заготовки из проката. Технические требования (разработчик - ЗАО "НПФ "ЦКБА") |
[20] | ПБ 03-273-99 | Правила аттестации сварщиков и специалистов сварочного производства |
[21] | РД 03-495-02 | Технологический регламент проведения аттестации сварщиков и специалистов сварочного производства |
[22] | РД 03-614-03 | Порядок применения сварочного оборудования при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов |
[23] | РД 03-615-03 | Порядок применения сварочных технологий при изготовлении, монтаже, ремонте и реконструкции технических устройств для опасных производственных объектов |
[24] | СТ ЦКБА 053-2008 | Арматура трубопроводная. Наплавка и контроль качества наплавленных поверхностей. Технические требования (разработчик - ЗАО "НПФ "ЦКБА") |
[25] | СТ ЦКБА 025-2006 | Арматура трубопроводная. Сварка и контроль качества сварных соединений. Технические требования (разработчик - ЗАО "НПФ "ЦКБА") |
[26] | РД 03-606-03 | Инструкция по визуальному и измерительному контролю |
[27] | Металлы и сплавы. Измерение твердости по Виккерсу. Часть 1. Метод измерения | |
[28] | Трубопроводы стальные магистральные. Общие требования к защите от коррозии | |
[29] | ASTM D 3359-09 | Standard Test Methods for Measuring Adhesion by Tape Test (Стандартные методы испытаний для измерения адгезии методом клейкой ленты) |
[30] | СТ ЦКБА 028-2007 | Арматура трубопроводная. Периодические испытания. Общие требования (разработчик - ЗАО "НПФ "ЦКБА") |
[31] | Арматура трубопроводная. Методика экспериментального определения гидравлических и кавитационных характеристик | |
[32] | Государственная система обеспечения единства измерений. Аттестация испытательного оборудования. Основные положения | |
[33] | Топлива для двигателей внутреннего сгорания. Неэтилированный бензин. Технические условия | |
[34] | Топлива моторные. Бензин неэтилированный. Технические условия | |
[35] | Топливо дизельное ЕВРО. Технические условия | |
[36] | Топливо авиационное для газотурбинных двигателей ДЖЕТ А-1 (Jet А-1). Технические условия | |
УДК 001.4:621.643.4:006.354 | МКС 23.060.50 | ОКП 37 0000 | ОКПД2 28.14.11 | NEQ |
Ключевые слова: затвор обратный, клапан обратный, испытания, давление, требования безопасности, методы контроля и испытаний | ||||
Редакция документа с учетом
изменений и дополнений подготовлена
