ГОСТ 32598-2013
Группа В64
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ МЕДНЫЕ КРУГЛОГО СЕЧЕНИЯ ДЛЯ ВОДЫ И ГАЗА
Технические условия
Round copper tubes for water and gas. Specifications
МКС 23.040.15
Дата введения 2015-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 106 "Цветметпрокат", Научно-исследовательским, проектным и конструкторским институтом сплавов и обработки цветных металлов ("ОАО "Институт Цветметобработка")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 106 "Цветметпрокат"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 декабря 2013 г. N 63-П)
За принятие проголосовали:
Краткое наименование страны по | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 30 декабря 2013 г. N 2409-ст межгосударственный стандарт ГОСТ 32598-2013 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2015 г.
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
Введение
Соединение труб с наружным диаметром не более 108 мм проводят капиллярной пайкой, в т.ч. пайкой твердым припоем, или путем механической деформации, а также с использованием пресс-фитингов, самофиксирующихся и компрессионных фитингов.
Соединение труб наружным диаметром более 108 мм предпочтительно проводить сваркой или сваркой-пайкой.
1 Область применения
Настоящий стандарт распространяется на бесшовные медные тянутые трубы с наружным диаметром от 6 до 267 мм, используемые в системах холодного и горячего водоснабжения, водяного (парового) отопления, включая напольное и потолочное отопление, охлаждения, канализации, очистных сооружениях и газоснабжения, а также применим для труб, предназначенных для предварительной изоляции труб для любой из указанной областей применения.
Трубы по настоящему стандарту могут быть использованы для транспортировки других сред или в других областях применения, при согласовании специальных требований по применению, поставке и хранению между производителем и заказчиком.
Стандарт устанавливает сортамент, технические требования, правила приемки, методы контроля и испытаний, маркировку, упаковку, транспортирование и хранение труб.
Примечание - При изоляции медных труб или устройстве защитных покрытий следует принимать во внимание совместимость других материалов с медью.
Потребительские особенности медных труб:
1 Пожаробезопасность - отношение к огню
Медные трубы по настоящему стандарту, т.е. без изоляционного покрытия, не горючи и не подлежат проверке на воспламеняемость.
2 Высокотемпературные свойства
Механические свойства медных труб в системах отопления и нагрева, например в диапазоне от комнатной температуры до +120 °C, изменяются незначительно, и такими изменениями можно пренебречь в расчетах нагрузок и давления. Однако во всех случаях нельзя пренебрегать учетом коэффициента температурного расширения меди.
3 Свариваемость
Медь марки М1ф отлично сваривается, обеспечивая прочное гомогенное соединение. Для наилучших результатов сварочные работы следует поручать высококлассным специалистам, учитывать теплопроводность и температурное расширение меди, а также особенности сварки меди из марок с пониженным содержанием или отсутствием фосфора (М1р, М2р).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 859-2001 Медь. Марки
ГОСТ 2768-84 Ацетон технический. Технические условия
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 2999-75 Металлы и сплавы. Метод измерения твердости по Виккерсу
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 3728-78 Трубы. Метод испытания на загиб
ГОСТ 3845-75 Трубы металлические. Метод испытания гидравлическим давлением
ГОСТ 4461-77 Реактивы. Кислота азотная. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7376-89* Картон гофрированный. Общие технические условия
________________
* На территории РФ действует ГОСТ Р 52901-2007 "Картон гофрированный для упаковки продукции. Технические условия".
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8273-75 Бумага оберточная. Технические условия
ГОСТ 8693-80 Трубы металлические. Метод испытания на бортование
ГОСТ 8694-75 Трубы. Метод испытания на раздачу
ГОСТ 8828-89 Бумага-основа и бумага двухслойная водонепроницаемая упаковочная. Технические условия
ГОСТ 9557-87 Поддон плоский деревянный размером 800х1200 мм. Технические условия
ГОСТ 9569-2006 Бумага парафинированная. Технические условия
ГОСТ 9717.1-82 Медь. Метод спектрального анализа по металлическим стандартным образцам с фотоэлектрической регистрацией спектра
ГОСТ 9717.2-82 Медь. Метод спектрального анализа по металлическим стандартным образцам с фотографической регистрацией спектра
ГОСТ 9717.3-82 Медь. Метод спектрального анализа по оксидным стандартным образцам
ГОСТ 10006-80 Трубы металлические. Метод испытаний на растяжение
ГОСТ 10198-91 Ящики деревянные для грузов массой свыше 200 до 20000 кг. Общие технические условия
ГОСТ 10354-82 Пленка полиэтиленовая. Технические условия
ГОСТ 12082-82 Обрешетки дощатые для грузов массой до 500 кг. Общие технические условия
ГОСТ 13938.1-78 Медь. Методы определения меди
ГОСТ 13938.2-78 Медь. Методы определения серы
ГОСТ 13938.3-78 Медь. Метод определения фосфора
ГОСТ 13938.4-78 Медь. Методы определения железа
ГОСТ 13938.5-78 Медь. Методы определения цинка
ГОСТ 13938.6-78 Медь. Методы определения никеля
ГОСТ 13938.7-78 Медь. Методы определения свинца
ГОСТ 13938.8-78 Медь. Методы определения олова
ГОСТ 13938.9-78 Медь. Методы определения серебра
ГОСТ 13938.10-78 Медь. Методы определения сурьмы
ГОСТ 13938.11-78 Медь. Метод определения мышьяка
ГОСТ 13938.12-78 Медь. Методы определения висмута
ГОСТ 13938.13-93 Медь. Методы определения массовой доли кислорода
ГОСТ 13938.15-88 Медь. Методы определения хрома и кадмия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15102-75 Контейнер универсальный металлический закрытый номинальной массой брутто 5,0 т. Технические условия
ГОСТ 15467-79 Управление качеством продукции. Основные понятия. Термины и определения
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 21650-76 Средства скрепления тарно-штучных грузов в транспортных пакетах. Общие требования
ГОСТ 22225-76 Контейнеры универсальные массой брутто 0,625 и 1,25 т. Технические условия
ГОСТ 24047-80 Полуфабрикаты из цветных металлов и их сплавов. Отбор проб для испытания на растяжение
ГОСТ 24231-80 Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для химического анализа
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ 26877-91 Металлопродукция. Методы измерения отклонений формы
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 бесшовная круглая медная труба: Полое изделие, круглое в поперечном сечении, сделанное из меди, имеющее равномерную толщину стенки, которая на всех стадиях изготовления имеет непрерывную окружность, поставляемое в прямых отрезках или в бухтах.
3.2 средний диаметр: Среднее арифметическое наибольшего и наименьшего значений диаметров, измеренных в одном поперечном сечении, перпендикулярном к оси трубы.
3.3 овальность (отклонение от круглой формы): Разность наибольшего и наименьшего значений диаметров, измеренных в одном поперечном сечении, перпендикулярном к оси трубы.
3.4 разностенность (разнотолщинность, отклонение от концентричности): Разность между наибольшим и наименьшим значениями толщины стенки, измеренными в одном поперечном сечении, перпендикулярном к оси трубы.
3.5 бухта: Отрезок изделия, намотанный в серию непрерывных витков.
3.5.1 бухта свободной намотки: Бухта, в которой витки не упорядоченно удерживаются вплотную друг к другу.
3.5.2 бухта послойной упорядоченной намотки: Бухта, в которой витки намотаны слоями, параллельными оси бухты таким образом, что последовательные витки в каждом слое идут один за другим.
3.5.3 бухта плоской спиральной намотки: Бухта, в которой изделие наматывается спирально в дискообразный слой. В зависимости от длины трубы эта бухта может иметь несколько слоев.
3.6 мерная длина: Изделие определенной длины, указанной в заказе, в прямом отрезке или в бухте.
3.7 постоянная маркировка: Маркировка, которая остается читаемой до конца срока установки, например выполненная штамповкой, травлением, гравированием.
3.8 долговечная маркировка: Маркировка, которая останется читаемой до момента ввода установки в эксплуатацию
Пример: Чернильная маркировка.
3.9 остаточный углерод: Количество углерода, присутствующего в элементарной форме.
3.10 потенциальное содержание углерода: Количество углерода, присутствующего в форме органических соединений (масла, жиры, кислоты, спирты и т.д.).
3.11 общее содержание углерода: Сумма остаточного содержания углерода и потенциального углерода.
3.12 предварительная изоляция: Изоляция, нанесенная на трубу промышленным способом.
4 Сортамент
4.1 Геометрические размеры труб определяются наружным диаметром, толщиной стенки и длиной.
4.2 Номинальные наружные диаметры и номинальные толщины стенок должны соответствовать значениям, указанным в таблице 1.
Таблица 1
В миллиметрах
Номинальный наружный диаметр | Номинальная толщина стенки | |||||||||||
0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 | 1,5 | 2,0 | 2,5 | 3,0 | |
6,0 | Р | Р | Р | |||||||||
8,0 | Р | Р | Р | |||||||||
10,0 | Р | Р | Р | Р | ||||||||
12,0 | Р | Р | Р | Р | ||||||||
14,0 | Р | Р | ||||||||||
15,0 | Р | Р | Р | |||||||||
16,0 | Р | |||||||||||
18,0 | Р | Р | ||||||||||
22,0 | Р | Р | Р | Р | Р | |||||||
28,0 | Р | Р | Р | Р | ||||||||
35,0 | Р | Р | Р | |||||||||
40,0 | Р | |||||||||||
42,0 | Р | Р | Р | |||||||||
54,0 | Р | Р | Р | Р | ||||||||
64,0 | Р | |||||||||||
66,7 | Р | Р | ||||||||||
76,1 | Р | Р | ||||||||||
88,9 | Р | |||||||||||
108,0 | Р | Р | ||||||||||
133,0 | Р | Р | ||||||||||
159,0 | Р | Р | ||||||||||
219,0 | Р | |||||||||||
267,0 | Р | |||||||||||
Примечания 1 Р - указывает размеры труб, которые массово используются во время учреждения настоящего стандарта. 2 Допускается изготовление труб других размеров. | ||||||||||||
4.3 Наружный диаметр труб и предельные отклонения по наружному диаметру должны соответствовать значениям, указанным в таблице 2.
Таблица 2
В миллиметрах
Номинальный наружный диаметр | Предельное отклонение по наружному диаметру | ||
Применим к среднему диаметру | Применим к номинальному диаметру | ||
все состояния | твердое состояние | полутвердое состояние | |
От 6,0 до 18,0 включ. | ±0,04 | ±0,04 | ±0,09 |
Св. 18,0 до 28,0 включ. | ±0,05 | ±0,06 | ±0,10 |
Св. 28,0 до 54,0 включ. | ±0,06 | ±0,07 | ±0,11 |
Св. 54,0 до 76,1 включ. | ±0,07 | ±0,10 | ±0,15 |
Св. 76,1 до 88,9 включ. | ±0,07 | ±0,15 | ±0,20 |
Св. 88,9 до 108,0 включ. | ±0,07 | ±0,20 | ±0,30 |
Св. 108,0 до 159,0 включ. | ±0,2 | ±0,7 | ±0,4 |
Св. 159,0 до 267,0 включ. | ±0,6 | ±1,5 | - |
Примечание - Предельные отклонения по наружному диаметру для труб в мягком состоянии применимы только к среднему диаметру. | |||
4.4 Толщина стенки труб и предельные отклонения по толщине стенки должны соответствовать значениям, указанным в таблице 3.
Таблица 3
В миллиметрах
Номинальный наружный диаметр | Предельное отклонение по толщине стенки, при номинальной толщине стенки | |||||||||||
0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 | 1,5 | 2,0 | 2,5 | 3,0 | |
6,0 | ±0,05 | ±0,06 | - | ±0,08 | - | ±0,13 | - | - | - | - | - | - |
8,0 | ±0,05 | ±0,06 | - | ±0,08 | - | ±0,13 | - | - | - | - | - | - |
10,0 | ±0,05 | ±0,06 | ±0,07 | ±0,08 | - | ±0,13 | - | - | - | - | - | - |
12,0 | ±0,05 | ±0,06 | ±0,07 | ±0,08 | - | ±0,13 | - | - | - | - | - | - |
14,0 | - | - | ±0,07 | ±0,08 | - | ±0,13 | - | - | - | - | - | - |
15,0 | ±0,05 | - | ±0,07 | ±0,08 | - | ±0,13 | - | ±0,16 | ±0,20 | - | - | - |
16,0 | - | - | - | ±0,08 | - | ±0,13 | - | ±0,16 | - | - | - | - |
18,0 | - | ±0,06 | - | ±0,08 | - | ±0,15 | - | ±0,18 | ±0,23 | - | - | - |
22,0 | - | ±0,06 | - | ±0,08 | ±0,09 | ±0,15 | ±0,17 | ±0,18 | ±0,23 | - | - | - |
28,0 | - | ±0,06 | - | ±0,08 | ±0,09 | ±0,15 | - | ±0,18 | ±0,23 | - | - | - |
35,0 | - | - | ±0,07 | ±0,08 | - | ±0,15 | ±0,17 | ±0,18 | ±0,23 | ±0,30 | - | - |
40,0 | - | - | - | - | - | ±0,15 | ±0,17 | - | - | - | - | - |
42,0 | - | - | - | ±0,08 | - | ±0,15 | - | ±0,18 | ±0,23 | ±0,30 | - | - |
54,0 | - | - | - | ±0,08 | ±0,09 | ±0,15 | - | ±0,18 | ±0,23 | ±0,30 | - | - |
64,0 | - | - | - | - | - | - | - | - | ±0,23 | ±0,30 | ±0,38 | - |
66,7 | - | - | - | - | - | ±0,15 | - | ±0,18 | ±0,23 | ±0,30 | ±0,38 | - |
76,1 | - | - | - | - | - | - | - | ±0,18 | ±0,23 | ±0,30 | ±0,38 | - |
88,9 | - | - | - | - | - | - | - | - | - | ±0,30 | ±0,38 | ±0,45 |
108,0 | - | - | - | - | - | - | - | ±0,18 | ±0,23 | ±0,30 | ±0,38 | ±0,45 |
133,0 | - | - | - | - | - | - | - | - | ±0,23 | ±0,30 | - | ±0,45 |
159,0 | - | - | - | - | - | - | - | - | ±0,23 | ±0,30 | - | ±0,45 |
219,0 | - | - | - | - | - | - | - | - | - | - | - | ±0,45 |
267,0 | - | - | - | - | - | - | - | - | - | - | - | ±0,45 |
Примечание - Концентричность (равномерность толщины стенки) контролируется предельными отклонениями по толщине стенки. | ||||||||||||
4.5 Теоретическая масса 1 м труб при номинальном диаметре и номинальной толщине стенки приведена в приложении А.
4.6 По длине трубы изготовляют мерной длины в отрезках и в бухтах. Форма поставки, длина и предельные отклонения по длине труб приведены в таблице 4.
Таблица 4
Форма поставки | Номинальный наружный диаметр, мм | Длина, мм | Предельное отклонение по длине, мм | ||||||||
В бухтах | От | 6,0 | до | 22,0 | включ. | До | 15000 | включ. | +300 | ||
В бухтах | От | 6,0 | до | 22,0 | включ. | Св. | 15000 | включ. | +600 | ||
В отрезках | От | 6,0 | до | 108,0 | включ. | От | 1500 | до | 5000 | включ. | +50 |
В отрезках | От | 108,0 | до | 267,0 | включ. | От | 1500 | до | 5000 | включ. | +70 |
Примечание - Допускается поставка труб в бухтах длиной кратной 25 м. Предельное отклонение по длине бухт кратной длины ±1000 мм. | |||||||||||
Условные обозначения труб проставляют по схеме:
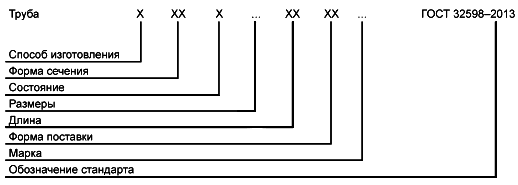
При этом используют следующие сокращения:
способ изготовления: | тянутая - Д; |
форма сечения: | круглая - КР; |
состояние: | мягкое - М; |
размеры: | наружный диаметр и толщина стенки; |
длина: | кратная мерной - КД; |
форма поставки: | отрезки; |
Примеры условных обозначений труб:
Труба тянутая, круглая, мягкая, наружным диаметром 8,0 мм и толщиной стенки 1,0 мм, длиной 15000 мм в бухтах послойной намотки, из меди марки М1р:
Труба ДКРМ 8,0x1,0х15000 бухты БУ М1р ГОСТ 32598-2013
Труба тянутая, круглая, твердая, наружным диаметром 28 мм и толщиной стенки 1,5 мм, длиной 5000 мм в отрезках, из меди марки М1р:
Труба ДКРТ 28,0 х 1,5 х 5000 отрезки М1р ГОСТ 32598-2013
5 Технические требования
5.1 Трубы изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
5.2 Трубы изготовляют из меди марок М1р, М1ф, М2р по ГОСТ 859 с химическим составом, указанным в таблице 5, и меди марок Cu-DHP и SF-Cu с химическим составом, указанным в таблице 5.
5.3 Все материалы, используемые для изготовления труб по настоящему стандарту, должны быть разрешены национальными органами здравоохранения.
Таблица 5 - Химический состав меди марок М1р, М1ф, М2р
В процентах
Обозначение марок | Массовая доля элемента | |||||||||||
Медь + серебро, не менее | Примесей, не более | |||||||||||
Висмут | Железо | Никель | Цинк | Олово | Сурьма | Мышьяк | Свинец | Сера | Кислород | Фосфор | ||
М1р | 99,90 | 0,001 | 0,005 | 0,002 | 0,005 | 0,002 | 0,002 | 0,002 | 0,005 | 0,005 | 0,01 | 0,002-0,012 |
М1ф | 99,90 | 0,001 | 0,005 | 0,002 | 0,005 | 0,002 | 0,002 | 0,002 | 0,005 | 0,005 | - | 0,012-0,040 |
М2р | 99,70 | 0,002 | 0,05 | 0,2 | - | 0,05 | 0,005 | 0,01 | 0,01 | 0,01 | 0,01 | 0,005-0,060 |
Cu-DHP | 99,90 | - | - | - | - | - | - | - | - | - | - | 0,015-0,040 |
SF-Cu | 99,90 | - | - | - | - | - | - | - | - | - | - | 0,015-0,040 |
Примечание - В меди марки М2р, применяемой для изготовления труб питьевого водоснабжения, содержание массовой доли никеля должно быть не более 0,002%. | ||||||||||||
5.4 Трубы изготовляют в мягком, полутвердом и твердом состоянии. Механические свойства труб должны соответствовать требованиям, указанным в таблице 6.
Таблица 6
Состояние материала | Номинальный наружный диаметр, мм | Временное сопротивление | Относительное удлинение | Твердость по Виккерсу HV 5/30 | |
min | max | ||||
Мягкое | 6 | 54 | 220 (22,5) | 40 | 40-70 |
Полутвердое | 6 | 66,7 | 250 (25,5) | 30 | 75-100 |
6 | 159 | 20 | |||
Твердое | 6 | 267 | 290 (29,5) | 3 | не менее 100 |
Примечания 1 Данные по твердости не являются обязательными требованиями настоящего стандарта, они приведены как справочные данные. 2 Трубы мягкого состояния с толщиной стенки 0,7 мм и менее - испытания на твердость проводить по Виккерсу HV3/30. | |||||
5.5 Наружная и внутренняя поверхности труб должны быть чистыми, свободными от глубоких царапин и следов волочения, которые при контрольной зачистке не выводят трубы за предельные отклонения по размерам. Трубы не должны иметь трещин и разрывов, неплотностей и расслоений. Внутренняя поверхность труб не должна содержать углеродной пленки.
Содержание углеродных остатков на внутренней поверхности труб не должно превышать значений для сортамента и состояний, указанных в таблице 7.
Таблица 7 - Количество углеродных остатков допустимых на внутренней поверхности трубы
Номинальный наружный диаметр, мм | Состояние материала | Количественный метод - Общее содержание углерода, мг/дм | Качественный метод - Испытание на наличие углеродной пленки |
От 10 до 54 включ. | Мягкое | 0,20 | Да |
Полутвердое | 0,20 | Да | |
Твердое | 0,20 | Да | |
Св. 54 | Полутвердое | 0,20 | Да |
Твердое | 1,0 | Нет | |
Примечание - Количественный анализ содержания углерода или испытание на образование углеродной пленки выбирается на усмотрение изготовителя, если это специально не оговаривается условиями поставки. | |||
5.6 Трубы, поставляемые в отрезках, должны быть ровно обрезаны и не должны иметь значительных по ГОСТ 15467 заусенцев по плоскости реза.
Косина реза труб не должна превышать значений, приведенных в таблице 8.
Таблица 8
В миллиметрах
Номинальный наружный диаметр | Косина реза, не более |
От 6,0 до 18,0 включ. | 2 |
Св. 18,0 до 42,0 включ. | 3 |
Св. 42,0 до 76,1 включ. | 4 |
Св. 76,1 до 108,0 включ. | 5 |
Св. 108,0 до 267,0 включ. | 7 |
5.7 Овальность и разностенность труб не должны выводить их размеры за предельные отклонения по наружному диаметру и по толщине стенки.
Овальность не устанавливают для труб мягкого состояния и в бухтах.
5.8 Трубы, поставляемые в отрезках, должны быть выправлены. Кривизна на 1 м длины трубы должна соответствовать требованиям, приведенным в таблице 9.
Таблица 9
В миллиметрах
Номинальный наружный диаметр | Кривизна на 1 м длины, не более |
От 12,0 до 54,0 включ. | 6 |
Св. 54,0 до 76,1 включ. | 7 |
Св. 76,1 до 267,0 включ. | 9 |
Общая кривизна трубы не должна превышать произведения кривизны на 1 м длины на общую длину трубы в метрах.
Кривизну не устанавливают:
- для труб, изготовленных в бухтах;
- для труб в полутвердом и твердом состоянии с наружным диаметром менее 12 мм;
- для труб мягкого состояния.
5.9 Трубы должны выдерживать испытание на загиб. Образец считается выдержавшим испытание, если после загиба на нем не будет визуально обнаружено нарушение целостности металла в виде изломов и надрывов с металлическим блеском.
5.10 Трубы должны выдерживать раздачу без образования трещин и надрывов при увеличении наружного диаметра труб:
- для мягкого состояния на 25%;
- для полутвердого состояния на 15%.
5.11 Трубы должны выдерживать испытание на бортование. Образец считают выдержавшим испытание, если после отбортовки в нем отсутствуют трещины или надрывы с металлическим блеском, видимые без применения увеличительных приборов.
5.12 Испытания на загиб, раздачу и бортование в зависимости от наружного диаметра и состояния материала труб указаны в таблице 10.
Таблица 10
Номинальный наружный диаметр, мм | Состояние материала | Испытания | ||
на загиб | на раздачу | на бортование | ||
От 6,0 до 18,0 включ. | Мягкое | - | М | А |
Полутвердое | - | М | - | |
Твердое | М | - | - | |
Св.18,0 до 54,0 включ. | Мягкое | - | А | А |
Полутвердое | - | А | - | |
Твердое | - | - | - | |
Св. 54,0 до 267,0 включ. | Мягкое | - | - | - |
Полутвердое | - | - | - | |
Твердое | - | - | - | |
Примечания 1 М - обязательное. 2 А - по согласованию потребителя с изготовителем. | ||||
5.13 Трубы должны быть герметичными.
6 Правила приемки
6.1 Трубы принимают партиями. Партия должна состоять из труб одной марки меди, одного размера и одного состояния материала и должна быть оформлена одним документом о качестве, содержащим:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- юридический адрес изготовителя и (или) продавца;
- условное обозначение труб;
- результаты испытаний (по требованию потребителя);
- номер партии;
- массу партии.
Масса партии должна быть не более 5000 кг.
6.2 Объем приемо-сдаточных испытаний, количество контролируемых труб приведены в таблице 11.
Таблица 11
Наименование показателя | Номер пункта стандарта | Номер пункта методов контроля и испытаний | Количество контролируемых труб |
1 Маркировка изделия | 8.1-8.3 | 7.1 | 100% от партии |
2 Транспортная маркировка | 8.4 | 7.1 | 100% от партии |
3 Упаковка | 8.5-8.9 | 7.1 | 100% от партии |
4 Качество | |||
наружной поверхности, | 5.4 | 7.1 | 100% от партии |
внутренней поверхности, | 5.4 | 7.1, 7.3 | 5 труб от партии |
поверхности реза | 5.5 | 7.1 | 5 труб от партии |
5 Наружный диаметр, овальность, | 4.3, 5.6 | 7.2 | 5 труб от партии |
толщина стенки, разностенность | 4.4, 5.6 | 7.4 | 5 труб от партии |
6 Длина труб, | 4.6 | 7.5 | 3 трубы от партии |
косина реза, | 5.5 | 7.5 | 5 труб от партии |
кривизна труб | 5.7 | 7.5 | 5 труб от партии |
7 Метод испытания | |||
на загиб, | 5.8 | 7.8 | 3 трубы от партии |
на раздачу, | 5.9 | 7.9 | 3 трубы от партии |
на бортование | 5.10 | 7.7 | 3 трубы от партии |
8 Химический состав | 5.2 | 7.11 | 2 трубы от партии |
9 Механические свойства | 5.3 | 7.6 | 3 трубы от партии |
10 Герметичность | 5.12 | 7.10 | 100% от партии |
Допускается изготовителю при получении неудовлетворительных результатов контролировать каждую трубу (бухту) по тому параметру, по которому получены неудовлетворительные результаты.
6.3 При получении неудовлетворительных результатов испытания при выборочном контроле хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии.
При получении неудовлетворительных результатов повторных испытаний, а также результатов испытаний при сплошном контроле партию труб бракуют.
7 Методы контроля и испытаний
7.1 Осмотр наружной и внутренней поверхности труб, поверхности реза, проверку маркировки и упаковки осуществляют визуально, без применения увеличительных приборов.
7.2 Измерение наружного диаметра проводят микрометром по ГОСТ 6507. Измерение диаметра проводят в сечениях, отстоящих от концов трубы на расстоянии не менее наружного диаметра, в трех точках на любом участке трубы.
По результатам фактических измерений определяют максимальное и минимальное значения диаметров в измеряемых сечениях и определяют средний наружный диаметр.
Измерение наружного диаметра труб в бухтах проводится на прямолинейных концах труб.
В месте нанесения маркировки измерение размеров поперечного сечения трубы не производится.
7.3 Для контроля качества внутренней поверхности труб диаметром до 28 мм включительно и труб, изготовленных в бухтах, от каждой отобранной трубы (бухты) должно быть отобрано по одному образцу длиной не менее 150 мм. Образцы разрезают вдоль на две части и осматривают.
Осмотр внутренней поверхности труб диаметром более 28 мм проводят на освещенном экране.
Для контроля наличия углеродной пленки и содержания углеродных остатков на внутренней поверхности труб наружным диаметром до 22 мм должно быть отобрано по одному образцу длиной не менее 300 мм. Для труб наружным диаметром более 22 мм и толщиной стенки более 1 мм площадь внутренней поверхности отобранных образцов должна быть не менее 2000 мм.
Контроль внутренней поверхности труб на наличие углеродной пленки проводят по методике в соответствии с приложением Б.
Контроль на содержание углеродных остатков на внутренней поверхности труб проводят в соответствии с приложением В.
7.4 Для контроля толщины стенки от каждой из контролируемых труб внутренним диаметром менее 8 мм отрезают образцы длиной не менее 150 мм, разрезают их вдоль на две части и измеряют микрометром по ГОСТ 6507.
Измерение толщины стенки труб внутренним диаметром 8 мм и более проводят с обеих сторон трубы (образца) на расстоянии не менее 5 мм от концов трубы. По результатам фактических измерений определяют максимальное и минимальное значения толщины стенки в измеряемых сечениях и определяют разностенность как разность наибольшего и наименьшего значения.
Допускается контролировать диаметр и толщину стенки труб другими средствами измерений, обеспечивающими необходимую точность.
7.5 Длину труб в отрезках измеряют рулеткой по ГОСТ 7502. Измерение проводят не менее двух раз с противоположных сторон цилиндрической поверхности трубы.
Длина труб в бухтах гарантируется изготовителем.
Кривизну, косину реза измеряют в соответствии с ГОСТ 26877.
7.6 Для испытаний на растяжение или твердость от каждой отобранной трубы (бухты) отрезают по одному образцу.
Отбор и подготовку образцов для испытания на растяжение проводят по ГОСТ 24047.
Испытание на растяжение проводят по ГОСТ 10006.
Испытание на твердость по Виккерсу проводят по ГОСТ 2999.
7.7 Для испытания на бортование от каждой отобранной трубы отрезают по одному образцу.
Испытание на бортование проводят по ГОСТ 8693.
Величина отбортовки должна быть не менее 30% от внутреннего диаметра трубы.
7.8 Для испытания на загиб от каждой отобранной трубы (бухты) отрезают по одному образцу. Испытание на загиб проводят по ГОСТ 3728.
Угол загиба образца трубы принимают 90°. Радиус загиба трубы приведен в таблице 12.
Таблица 12
В миллиметрах
Номинальный наружный диаметр | Радиус загиба трубы на средней линии |
6 | 30 |
8 | 35 |
10 | 40 |
12 | 45 |
14 | 50 |
15 | 55 |
16 | 60 |
18 | 70 |
7.9 Для испытания на раздачу от каждой отобранной трубы (бухты) отрезают по одному образцу. Испытание на раздачу проводят по ГОСТ 8694. Для испытания применяют оправку с углом конусности 45°.
7.10 Каждая труба партии подлежит испытанию на герметичность одним из следующих методов:
- методом вихретокового контроля труб диаметром до 42 мм включительно по методике, изложенной в приложении Г;
- гидравлическим давлением 5 МПа (50 кгс/см) в течение 10 с по ГОСТ 3845;
- пневматическим давлением от 0,4 до 0,5 МПа (от 4 до 5 кгс/см) в течение 5 с в ванне, заполненной водой, без утечки воздуха из трубы.
Метод испытания на герметичность устанавливается по согласованию между изготовителем и потребителем.
7.11 Для определения химического состава от каждой отобранной трубы (бухты) вырезают по одному образцу.
Отбор проб для определения химического состава проводят по ГОСТ 24231.
Анализ химического состава проводят по ГОСТ 13938.1 - ГОСТ 13938.13, ГОСТ 13938.15, ГОСТ 9717.1 - ГОСТ 9717.3 или другими методами, обеспечивающими заданную точность.
Допускается на заводе-изготовителе отбор проб проводить от расплавленного металла.
При возникновении разногласий в оценке химического состава анализ проводят по ГОСТ 13938.1 - ГОСТ 13938.13, ГОСТ 13938.15.
7.12 Допускается изготовителю применять другие методы испытаний, обеспечивающие необходимую точность. При возникновении разногласий в определении показателей контроль проводят методами, указанными в настоящем стандарте.
8 Маркировка, упаковка, транспортирование и хранение
8.1 Каждая труба диаметром от 10 до 54 мм включительно маркируется по всей длине с шагом между соседними надписями не более 600 мм.
Для труб остальных размеров маркировка наносится на обоих концах трубы.
Способ нанесения маркировки должен обеспечивать ее надежную сохранность при транспортировке и эксплуатации у потребителя. Маркировочная надпись на трубе должна содержать следующую информацию:
- обозначение настоящего стандарта;
- номинальные размеры поперечного сечения (наружный диаметртолщина стенки);
- марка и состояние материала;
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- сведения о производстве: год и номер партии.
8.2 Маркировка бухт должна быть выполнена на этикетках, приклеенных на наружную сторону упаковочной тары, и должна содержать условное обозначение труб и номер партии.
8.3 Этикетка, вкладываемая в каждое грузовое место труб, должна содержать следующую информацию:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- условное обозначение труб;
- номер партии;
- массу нетто партии.
8.4 Транспортная маркировка - по ГОСТ 14192 с нанесением манипуляционного знака "Беречь от влаги".
8.5 В деревянные ящики упаковывают трубы в отрезках и в бухтах, состояние материала и размеры которых указаны в таблице 13.
Таблица 13
В миллиметрах
Состояние материала | Номинальная толщина стенки | Номинальный наружный диаметр |
Мягкое | До 0,9 | Все размеры |
1; 1,1; 1,2 | 10 и более | |
1,5 | 20 и более | |
2; 2,5 | 60 и более | |
3 | 80 и более | |
Полутвердое и твердое | 0,8; | Все размеры |
1 | 20 и более |
Масса труб в бухтах не должна превышать 80 кг.
По согласованию потребителя и изготовителя допускается масса труб в бухтах более 80 кг. Минимальная и максимальная масса бухт может устанавливаться по согласованию потребителя и изготовителя.
Трубы в отрезках наружным диаметром не более 40 мм связывают в пучки массой не более 80 кг.
Каждый пучок и бухта труб должны быть перевязаны проволокой диаметром не менее 1,2 мм или шпагатом из синтетических материалов по нормативной документации не менее чем в два оборота и не менее чем в двух местах (бухта - в трех местах равномерно) таким образом, чтобы исключалось взаимное перемещение труб. Концы проволоки соединяют скруткой не менее пяти витков.
8.6 Трубы в бухтах упаковывают в полиэтиленовую пленку и укладывают в деревянные ящики, поддоны или в ящики из гофрированного картона.
Допускается при отсутствии перегрузки в пути транспортировать трубы в крытых вагонах и контейнерах в связках без упаковки в ящики.
Упаковка должна обеспечивать сохранность труб.
В качестве тары и упаковочных материалов могут применяться:
- ящики по ГОСТ 2991, ГОСТ 10198;
- обрешетки деревянные по ГОСТ 12082;
- контейнеры по ГОСТ 15102, ГОСТ 22225;
- проволока по ГОСТ 3282;
- лента по ГОСТ 3560;
- картон гофрированный по ГОСТ 7376;
- поддоны деревянные по ГОСТ 9557;
- полиэтиленовая пленка по ГОСТ 10354.
Допускаются другие виды упаковки и упаковочных материалов, обеспечивающие сохранность труб при транспортировании, по нормативной документации.
8.7 Упаковка труб, отправляемых в районы Крайнего Севера и приравненные к ним районы, - по ГОСТ 15846.
8.8 Укрупнение грузовых мест в транспортные пакеты проводят в соответствии с требованиями ГОСТ 26663.
Габаритные размеры пакетов - по ГОСТ 24597.
Средства крепления в транспортные пакеты - по ГОСТ 21650.
Максимальная допустимая масса грузового места 5000 кг.
При транспортировании в крытых вагонах масса грузового места не должна превышать 1250 кг.
Пакетирование проводят на поддонах по ГОСТ 9557 или без поддонов с использованием брусков сечением не менее 50х50 мм с обвязкой проволокой диаметром не менее 3 мм или лентой размером не менее 0,3х30 мм или с использованием пакетируемых строп. Концы обвязочной проволоки скрепляют скруткой в пять витков, ленты - в замок.
8.9 В каждый контейнер или в один из ящиков контейнера должен быть вложен упаковочный лист, на котором должны быть указаны следующие данные:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- юридический адрес изготовителя и (или) продавца;
- условное обозначение труб или марка меди, размеры трубы, состояние материала, обозначение настоящего стандарта;
- номер партии;
- штамп технического контроля или номер технического контролера;
- дата изготовления.
8.10 Трубы транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Для труб длиной более 2000 мм транспортные средства определяют в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
8.11 Трубы должны храниться в крытых помещениях и должны быть защищены от механических повреждений, воздействия влаги и активных химических веществ.
При соблюдении указанных условий хранения потребительские свойства труб при хранении не изменяются.
Приложение А
(справочное)
Теоретическая масса 1 м труб при номинальном диаметре и номинальной толщине стенки
Таблица А.1
Номинальный | Теоретическая масса 1 м труб, кг, при толщине стенки, мм | |||||||||||
0,5 | 0,6 | 0,7 | 0,8 | 0,9 | 1,0 | 1,1 | 1,2 | 1,5 | 2,0 | 2,5 | 3,0 | |
6,0 | 0,077 | 0,091 | - | 0,116 | - | 0,140 | - | - | - | - | - | - |
8,0 | 0,105 | 0,124 | - | 0,161 | - | 0,196 | - | - | - | - | - | - |
10,0 | 0,133 | 0,158 | 0,182 | 0,206 | - | 0,252 | - | - | - | - | - | - |
12,0 | 0,161 | 0,191 | 0,221 | 0,250 | - | 0,307 | - | - | - | - | - | - |
14,0 | - | - | 0,260 | 0,295 | - | 0,363 | - | - | - | - | - | - |
15,0 | 0,203 | - | 0,280 | 0,317 | - | 0,391 | - | 0,463 | 0,566 | - | - | - |
16,0 | - | - | - | 0,340 | - | 0,419 | - | 0,496 | - | - | - | - |
18,0 | - | 0,292 | - | 0,385 | - | 0,475 | - | 0,563 | 0,692 | - | - | - |
22,0 | - | 0,359 | - | 0,474 | 0,531 | 0,587 | 0,642 | 0,698 | 0,859 | - | - | - |
28,0 | - | 0,459 | - | 0,608 | 0,682 | 0,755 | - | 0,899 | 1,111 | - | - | - |
35,0 | - | - | 0,671 | 0,765 | - | 0,950 | 1,042 | 1,133 | 1,404 | 1,844 | - | - |
40,0 | - | - | - | - | - | 1,090 | 1,196 | - | - | - | - | - |
42,0 | - | - | - | 0,921 | 1,146 | - | 1,368 | 1,698 | 2,236 | - | - | |
54,0 | - | - | - | 1,189 | 1,336 | 1,481 | - | 1,771 | 2,201 | 2,906 | - | - |
64,0 | - | - | - | - | - | - | - | - | 2,620 | 3,465 | 4,297 | - |
66,7 | - | - | - | - | - | 1,836 | - | 2,197 | 2,733 | 3,616 | 4,485 | - |
76,1 | - | - | - | - | - | - | - | 2,512 | 3,127 | 4,142 | 5,142 | - |
88,9 | - | - | - | - | - | - | - | - | - | 4,857 | 6,036 | 7,202 |
108,0 | - | - | - | - | - | - | - | 3,582 | 4,464 | 5,925 | 7,371 | 8,803 |
133,0 | - | - | - | - | - | - | - | - | 5,512 | 7,322 | - | 10,899 |
159,0 | - | - | - | - | - | - | - | - | 6,602 | 8,775 | - | 13,079 |
219,0 | - | - | - | - | - | - | - | - | - | - | - | 18,109 |
267,0 | - | - | - | - | - | - | - | - | - | - | - | 22,133 |
Примечания 1 Теоретическая масса вычислена по номинальному диаметру и номинальной толщине стенки. 2 Плотность меди принята равной 8,9 г/см | ||||||||||||
Приложение Б
(обязательное)
Испытание на наличие углеродной пленки
Б.1 Подготовка образца для испытания
Наружная поверхность образца трубы, предназначенного для испытания, должна быть чистой.
Для очистки наружной поверхности образца используют химический или механический метод.
Б.1.1 Химический метод очистки
Б.1.1.1 С одного конца образца трубы вставляют кислотостойкую заглушку.
Образец трубы с заглушкой опускают в концентрированную азотную кислоту по ГОСТ 4461 и выдерживают его там не менее 30 с, после чего образец промывают проточной водой, затем дистиллированной водой. Образец вынимают и просушивают на воздухе.
Б.1.1.2 От конца образца трубы с заглушкой отрезают отрезок длиной не менее 25 мм и удаляют его.
Б.1.1.3 Оставшийся образец разрезают вдоль на две части и обезжиривают путем погружения в ацетон по ГОСТ 2768.
Б.1.2 Механический метод очистки
Б.1.2.1 С поверхности образца снимают тонкий слой путем обработки на токарном станке, используемом только для этих целей.
После механической обработки образец разрезают вдоль на две части и обезжиривают путем погружения в ацетон.
Б.2 Проведение испытания
Б.2.1 От очищенного образца трубы отрезают отрезок такой длины, чтобы площадь его внутренней поверхности была не менее 2000 мм.
Б.2.2 Обезжиренный образец размещают внутренней поверхностью вверх в небольшой посуде с плоским дном из стекла или белого фарфора и покрывают 25%-ным (v/v) раствором азотной кислоты при температуре окружающей среды.
Б.2.3 Когда кислота станет голубого цвета, образец вынимают и промывают в дистиллированной воде, чтобы смыть в кислоту любые частицы, присоединенные к образцу.
Б.З Результаты испытания
Б.3.1 Наблюдение за пленкой, образовавшейся на поверхности кислоты, осуществляют с применением микроскопа при десятикратном увеличении.
Первоначальное наблюдение показывает наличие пленки или частиц на поверхности кислоты. Если ничего не обнаружено или обнаружены отдельные, редкие, мелкие частицы, испытание выдержано.
Если на поверхности ясно видимы плавающие пленки, это может быть пленка углерода или окиси.
Чтобы отличить углерод и окись, кислота с наличием плавающей пленки должна быть доведена до кипения, процесс медленного кипения должен продолжаться примерно 5 мин до растворения любых слоев окисла.
Если при перепроверке пленка была удалена или остались только мелкие, редкие частицы, испытание выдержано. Если нет изменений в размерах пленки, тогда это углерод, и испытание не выдержано.
Приложение В
(обязательное)
Метод сгорания для определения наличия углерода на внутренней поверхности труб
В.1 Основной принцип
В.1.1 Сгорание углерода, присутствующего на внутренней поверхности образцов трубы, проводят при заданной температуре, при заданном расходе кислорода. Содержание углерода выражается в следующих терминах: остаточное содержание углерода, потенциальное и общее содержание углерода. Эта методика описывает метод сгорания и три метода измерения образовавшейся двуокиси углерода (углекислого газа).
Определяется остаточное содержание углерода, общее содержание углерода или остаточное и общее содержание углерода.
Потенциальное содержание углерода получают путем вычислений (общее содержание углерода минус остаточное содержание углерода).
В.2 Подготовка образцов к испытанию
В.2.1 С целью определения содержания углерода выполняют операции, последовательность которых определена в В.2.1.1, способ А или Б, и (или) в В.2.1.2.
В.2.1.1 Остаточное содержание углерода
Способ А
а) отобрать образцы по В.2.2;
б) очистить внутреннюю поверхность образца по В.2.3;
в) очистить наружную поверхность образца по В.2.4;
г) порезать образцы по В.2.5,
или
Способ Б
а) отобрать образцы по В.2.2;
б) очистить наружную поверхность образца по В.2.4;
в) очистить внутреннюю поверхность образца по В.2.3;
г) порезать образцы по В.2.5.
В.2.1.2 Общее содержание углерода
а) отобрать образцы по В.2.2;
б) очистить наружную поверхность образца по В.2.4;
в) порезать образцы по В.2.5.
В.2.2 Отбор образцов для испытания
В.2.2.1 Отрезать от трубы образец длиной 300 мм.
Режущий инструмент должен быть без красителей, смазки или других углеродосодержащих загрязняющих примесей.
Зачистить концы образцов.
В.2.3 Очистка внутренней поверхности образца
В.2.3.1 Опустить образец в ванну с трихлорэтиленом или трихлорэтаном на 5 мин при комнатной температуре или на 2 мин в кипящий раствор.
Погрузить образец не менее чем на 30 с во вторую ванну с аналогичным раствором.
Вынуть образцы из ванны и разместить их вертикально над камерой испарения или в печи (термостат) до тех пор, пока раствор полностью не испарится.
В.2.4 Очистка наружной поверхности образца
В.2.4.1 Наружная поверхность образца трубы, предназначенного для испытания, должна быть чистой.
Для очистки наружной поверхности образца используют химический или механический метод.
Для определения величины поправки холостого опыта по В.4.5 и для использования в случаях разногласий используют только химический метод очистки, приведенный в В.2.4.2.
В.2.4.2 Химический метод очистки
В.2.4.2.1 С одного конца образца трубы вставляют кислотостойкую заглушку.
Образец трубы с заглушкой опускают в 50%-ный (v/v) раствор азотной кислоты и выдерживают его там не менее 30 с, после чего образец промывают проточной водой, затем дистиллированной водой, и в конце опускают на 2-3 мин в ванну с дистиллированной водой с температурой не менее 80 °C.
Образец вынимают и просушивают на воздухе.
В.2.4.2.2 От конца образца трубы с заглушкой отрезают отрезок длиной не менее 25 мм и удаляют его.
В.2.4.2.3 Оставшийся образец разрезают вдоль на две части и обезжиривают путем погружения в ацетон по ГОСТ 2768.
В.2.4.3 Механический метод очистки
В.2.4.3.1 С поверхности образца снимают тонкий слой путем обработки на токарном станке, используемом только для этих целей.
После механической обработки образец разрезают вдоль на две части и обезжиривают путем погружения в ацетон.
В.2.5 Резка образцов для испытания
8.2.5.1 Подготовить образец для испытания, используя одну из процедур, указанных в В.2.5.2 и В.2.5.3, и потом хранить образцы для испытания в незагрязненной среде, такой как в эксикаторе, содержащем поддоны с гидроокисью натрия, до времени испытания.
В.2.5.2 Трубы диаметрами, не превышающими диаметр печи
В.2.5.2.1 От конца образца трубы с заглушкой, очищенного химическим методом, отрезают отрезок такой длины, чтобы площадь его внутренней поверхности была не менее 2000 мм.
Для достижения чистого среза, перпендикулярного оси трубы, рекомендуется использовать дисковую пилу для поперечной резки.
Площадь внутренней поверхности образца для испытания определяют от значения среднего внутреннего диаметра и длины образца, измеренных с точностью 0,1 мм.
Если образец для испытания длиннее зоны температурного свечения устройства сгорания, описанного в В.3 в), образец разрезают поперек на две части и помещают обе части одновременно в зону температурного свечения.
В.2.5.3 Трубы диаметрами, превышающими диаметр печи
В.2.5.3.1 Если диаметр печи менее диаметра трубы, следует использовать методы, изложенные ниже:
а) Метод продольной резки
Отрезают отрезок образца трубы такой длины, чтобы площадь его внутренней поверхности была не менее 2000 мм.
Взвешивают отрезок образца с точностью до 0,01 г: .
Площадь внутренней поверхности образца определяют от значения среднего внутреннего диаметра и длины образца, измеренных с точностью 0,1 мм.
Используя обезжиренное лезвие пилы, разрезают отрезок образца продольно на две половинки. Сгибают каждую половинку таким образом, чтобы было возможно ее продольное размещение в печи. Это сгибание может быть сделано между зажимными губками клещей, оснащенными алюминием или зажимами из альтернативных материалов, предварительно обезжиренными, используя трихлорэтилен или трихлорэтан. Материалы для зажимов должны быть без ущерба их чистоте.
Взвешивают две половинки образца для испытания с точностью до 0,01 г: .
Площадь внутренней поверхности образца для испытания, которая должна быть не менее 2000 мм
, вычисляют по формуле
![]() . (В.1)
. (В.1)
б) Метод сплющивания
Если образец для испытания с площадью внутренней поверхности не менее 2000 мм может быть получен путем сплющивания, то операцию сплющивания проводят между зажимными губками клещей, оснащенными алюминием или зажимами из других материалов, предварительно обезжиренных трихлорэтиленом или трихлорэтаном.
В.3 Метод сгорания для продукции, содержащей углерод
В.3.1 Горение проводят в кварцевой трубе в токе кислорода, имеющем минимальную степень чистоты 99,995%.
Устройство горения включает в себя:
а) систему для подачи кислорода и очистки, которая может гарантировать степень чистоты 99,995%. Эта система обычно включает:
- рафинированную печь (первичное (предварительное) горение), включающую в себя кварцевую трубу, заполненную окисью меди, которая допускает температуру от 450°C до 500°C, которую необходимо поддерживать;
- уловитель для HO;
- уловитель для CO;
б) камеру ожидания для образца для испытания;
в) камеру для дожигания с трубой для химической реакции из кварца и трубчатую печь (примерно 600 мм длиной), температура в которой должна быть не менее 750°C.
В.4 Методы по определению содержания углерода
В.4.1 Существуют три основных метода определения содержания углерода:
- Метод с использованием гидроокиси тетрабутиламмония, см. В.4.2;
- Метод определения путем измерения дифференциальной электропроводности, см. В.4.3;
- Метод определения путем спектрометрии поглощения инфракрасных лучей, см. В.4.4.
Могут быть использованы другие методы (например, кулонометрический метод), если их чувствительность не менее указанных выше.
В каждом случае величина поправки холостого опыта должна быть определена в соответствии с В.4.5.
В.4.2 Метод с использованием гидроокиси тетрабутиламмония
В.4.2.1 Поглощение выработанной двуокиси углерода (углекислого газа) раствором этаноламина. Нейтрализация кислотности, полученной в итоге, стандартным (метановым) раствором гидроокиси тетрабутиламмония и определение содержания углерода.
Точность результатов измерений ±0,01 мг/дм.
В.4.3 Метод определения путем измерения дифференциальной электропроводности
В.4.3.1 Измерение разницы электропроводности раствора гидроокиси натрия перед и до поглощения выработанной двуокиси углерода (углекислого газа).
Точность результатов измерений ±0,02 мг/дм.
В.4.4 Метод определения путем спектрометрии поглощения инфракрасных лучей
В.4.4.1 Прямое (непосредственное) определение содержания углерода путем автоматического анализа поглощения инфракрасных лучей выработанной двуокиси углерода (углекислого газа).
Устройство обычно включает механизм сгорания, описанный в разделе В.3
Точность результатов измерений ±0,01 мг/дм.
В.4.5 Определение величины поправки холостого опыта
В.4.5.1 Величина заготовки должна быть определена в начале испытания или в процессе испытаний.
Величина заготовки, выраженная в мг/дм, должна быть вычтена из индивидуальных измерений каждого образца для испытания.
Процедура:
- отрезают образец для испытания такой длины, чтобы его внутренняя площадь поверхности была не менее 2000 мм;
- полностью опускают его в ванну с 50%-ным (v/v) раствором азотной кислоты и выдерживают его там не менее 30 с так, чтобы он был протравлен и с внутренней, и с наружной стороны;
- вынимают образец для испытания из ванны, используя щипцы, и промывают его под проточной водой, затем под дистиллированной водой и в конце опускают на 2-3 мин в ванну с дистиллированной водой температурой не менее 80°C;
- образец хранят его в эксикаторе, содержащем поддоны гидроокиси натрия, до времени измерения;
- определяют площадь внутренней поверхности образца для испытания от значения среднего внутреннего диаметра и длины образца, измеренных с точностью 0,1 мм;
- используют метод определения содержания углерода, отобранный для испытаний в соответствии с В.4.2, В.4.3 или В.4.4.
Величиной заготовки будет среднее значение величин, полученных от двух образцов для испытания.
При удовлетворительной подготовке величина поправки холостого опыта получается не более 0,02 мг/дм. Если получены большие величины, то подготовка образца для испытания и механизм заготовки должны быть проверены.
В.5 Результаты
В.5.1 Какой бы метод не использовался, величина содержания углерода должна быть выражена в мг/дм как среднее арифметическое от величин, полученных при испытании двух образцов.
В.6 Контроль точности
В.6.1 Аппаратура должна быть проверена в начале испытания, а затем минимум один раз в день при непрерывном использовании, применяя образцы D-mannitol известной пробы (анализа), исключая случаи, если используется спектрометрия поглощения инфракрасных лучей, когда проверка альтернативно может проводиться с CO в соответствии с инструкциями производителя. Тем не менее при использовании спектрометра поглощения инфракрасных лучей аппаратура для испытания должна быть проверена по крайней мере дважды в год и после 1000 измерений при непрерывном использовании, применяя образцы D-mannitol известной пробы (анализа).
Приложение Г
(обязательное)
Метод вихретокового контроля труб
Г.1 Назначение и область применения
Г.1.1 Настоящую методику применяют для контроля методом вихревых токов труб из цветных металлов и сплавов с целью выявления нарушения сплошности материала (в виде трещин, расслоений, пузырей, плен, рисок, раковин, вмятин, неметаллических включений и др.) на наружной и внутренней поверхностях трубы и в толщине материала.
Г.1.2 Метод применяется для контроля труб наружным диаметром от 6 до 42 мм и выявления дефектов по толщине стенки на глубину до 3 мм от наружной поверхности.
Г.2 Применяемое оборудование
Г.2.1 Для проведения контроля труб используют:
- вихретоковый дефектоскоп;
- комплект проходных вихретоковых преобразователей разного диаметра;
- протяжно-центрирующее устройство с механизмом автоматической разбраковки или автоматической метки дефектных зон;
- эталонный образец.
Г.2.2 Для контроля может использоваться любой тип вихретокового дефектоскопа, предназначенный для работы с проходными вихретоковыми преобразователями, обеспечивающий осуществление контроля на частоте от 4 до 30 кГц, работающий при температуре окружающей среды от 5 °C до 50 °C.
Г.2.3 Вихретоковый проходной преобразователь устанавливается на протяжно-центрирующем устройстве с таким расчетом, чтобы труба была центрирована относительно электрического центра катушки проходного преобразователя. Показателем электрического центрирования является независимость интенсивности сигнала от положения несплошности на окружности. Несплошность может быть как естественная (на отбракованной ранее трубе), так и искусственная.
Г.2.3.1 Рекомендуется внутренний диаметр проходного преобразователя выбирать с таким расчетом, чтобы получать максимальное заполнение отверстия трубой.
Г.2.3.2 Оборудование, на котором проводится контроль труб, должно содержать устройства, используемые для подавления сигнала концевого эффекта.
Г.2.4 Протяжно-центрирующее устройство - это электромеханическое средство подачи трубы через проходной преобразователь.
Устройство должно поддерживать трубу концентрически относительно электрического центра катушки проходного преобразователя.
Г.2.5 Эталонный образец должен иметь три отверстия, просверленных радиально через стенку трубы под углом 0°, 120° и 240°, по одному в каждой из трех поперечных плоскостей в соответствии с рисунком Г.1.
Отверстия должны быть расположены друг от друга на расстоянии, достаточном, чтобы дефектоскоп фиксировал отдельные сигналы от каждого отверстия без помех от концов образца.
Допускается изготовление и применение эталонного образца с одним отверстием, который должен пропускаться через проходной преобразователь три раза с поворотом при каждом последующем пропускании отверстия образца на 120° относительно предыдущего его положения.

Рисунок Г.1 - Эталонный образец с тремя отверстиями
Г.2.5.1 Эталонный образец служит для настройки дефектоскопа на минимальную чувствительность контроля, но обеспечивающую надежное выявление всех трех имеющихся на образце искусственных несплошностей, и для периодической проверки работоспособности средств контроля.
Г.2.5.2 Размеры диаметров сверленых отверстий приведены в таблице Г.1.
Таблица Г.1
В миллиметрах
Номинальный наружный диаметр контролируемых труб | Диаметр сверленых отверстий | |||||
номинальный | предельные отклонения | |||||
От | 6,0 | до | 28,0 | включ. | 1,2 | ±0,05 |
Св. | 28,0 | до | 42,0 | включ. | 2,0 | |
Г.2.5.3 Эталонные образцы изготавливают из труб того же сплава, состояния, размера, что и контролируемые трубы. Допускается расхождение эталонного образца с контролируемыми трубами только по толщине стенки, но не более чем на 0,5 мм.
Г.3 Подготовка к контролю
Г.3.1 Трубы должны быть очищены от значительных пригаров смазки, металлической стружки, отслаивающейся окалины и других загрязнений поверхности.
Г.3.2 Перед началом контроля дефектоскоп выводится на режим и проверяется его работоспособность в соответствии с инструкцией по эксплуатации и методикой контроля.
Г.3.3 Настройку чувствительности дефектоскопа производят с помощью эталонных образцов. Настройка чувствительности по эталонному образцу считается законченной, если при трех-, пятиразовом пропускании образца через дефектоскоп в установившемся режиме происходит стопроцентная регистрация искусственных дефектов.
Г.3.4 Состояние эталонных образцов проверяется не реже одного раза в три месяца. Одновременно проводится метрологический контроль размеров искусственных несплошностей (отверстий) на образце.
Г.4 Проведение контроля
Г.4.1 Трубы по одной задаются в протяжно-центрирующее устройство.
Г.4.2 Если при прохождении трубы не возникает сигнал "Брак", свидетельствующий о наличии недопустимых несплошностей в ней, то труба считается годной. В противном случае труба отбраковывается.
Г.4.3 Контроль настройки вихретокового дефектоскопа должен проводиться перед каждым началом работ по Г.3.3 и периодически через каждые 2 ч непрерывной работы путем двух-, трехразового пропускания образца через установку.
Г.4.4 При обнаружении нарушений настройки или отклонений от требований, описанных в Г.2.2-Г.2.5 настоящей методики, контроль труб должен быть прекращен до восстановления режима работы оборудования. Все трубы, прошедшие контроль при указанных нарушениях режима, подвергают вторичной проверке.
Г.5 Обработка результатов
Г.5.1 Индикация дефектного участка осуществляется сигнальной лампочкой, которая загорается при его прохождении через проходной преобразователь. Установка может работать в автоматическом режиме, обеспечивая сортировку проконтролированных труб на соответствующие и не соответствующие техническим требованиям. Кроме того, к нему может быть подключено регистрирующее или маркирующее устройство.
Г.5.2 Результаты вихревого контроля труб заносят в журнал, в котором должны быть указаны основные условия контроля (эталонный образец, тип установки, объем контроля, рабочая частота, размер проходного преобразователя).
Г.5.3 Записи в журнале служат для статистического анализа эффективности контроля труб и состояния технологического процесса их производства.
УДК 669.3-462:006.354 | МКС 23.040.15 | В64 |
Ключевые слова: трубы, марки металла, механические свойства, внутренняя поверхность, контроль | ||
Электронный текст документа
и сверен по:
, 2015
