ГОСТ 167-2018
Группа В64
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ СВИНЦОВЫЕ
Технические условия
Lead tubes. Specifications
МКС 23.040.15
ОКПД2 24.43.2
Дата введения 2019-03-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 106 "Цветметпрокат", Научно-исследовательским, проектным и конструкторским институтом сплавов и обработки цветных металлов "Акционерное общество "Институт Цветметобработка" (АО "Институт Цветметобработка")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 апреля 2018 г. N 108-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркмения | ТМ | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
(Поправка. ИУС N 12-2021).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 16 октября 2018 г. N 766-ст межгосударственный стандарт ГОСТ 167-2018 введен в действие в качестве национального стандарта Российской Федерации с 1 марта 2019 г.
5 ВЗАМЕН ГОСТ 167-69
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
ВНЕСЕНЫ: поправка, опубликованная в ИУС N 8, 2019 год; поправка, опубликованная в ИУС N 8, 2019 год
Поправки внесены изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на свинцовые трубы, изготовляемые прессованием.
Настоящий стандарт устанавливает сортамент, технические требования, правила приемки, методы контроля и испытаний, маркировку, упаковку, транспортирование и хранение труб.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 166-89 Штангенциркули. Технические условия
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 3778-98 Свинец. Технические условия
ГОСТ 5151-79 Барабаны деревянные для электрических кабелей и проводов. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 8857-77 Свинец. Метод спектрального анализа
ГОСТ 33757-2016 Поддоны плоские деревянные. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15102-75 Контейнер универсальный металлический закрытый номинальной массой брутто 5,0 т. Технические условия
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 18242-72 Статистический приемочный контроль по альтернативному признаку. Планы контроля
_______________
В Российской Федерации действует ГОСТ Р ИСО 2859-1-2007 "Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества".
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 20435-75 Контейнер универсальный металлический закрытый номинальной массой брутто 3,0 т. Технические условия
ГОСТ 20580.0-80 Свинец. Общие требования к методам химического анализа
ГОСТ 20580.1-80 Свинец. Методы определения серебра
ГОСТ 20580.2-80 Свинец. Методы определения меди
ГОСТ 20580.3-80 Свинец. Метод определения цинка
ГОСТ 20580.4-80 Свинец. Методы определения висмута
ГОСТ 20580.5-80 Свинец. Метод определения мышьяка
ГОСТ 20580.6-80 Свинец. Методы определения олова
ГОСТ 20580.7-80 Свинец. Метод определения сурьмы
ГОСТ 20580.8-80 Свинец. Метод определения железа
ГОСТ 21140-88 Тара. Система размеров
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 26653-2015 Подготовка генеральных грузов к транспортированию. Общие требования
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ 26877-2008 Металлопродукция. Методы измерения отклонений формы
ГОСТ 26880.1-86 Свинец. Атомно-абсорбционный метод анализа
ГОСТ 26880.2-86 Свинец. Методы определения натрия и калия
ГОСТ 32597-2013 Медь и медные сплавы. Виды дефектов заготовок и полуфабрикатов
СТ СЭВ 543-77 Числа. Правила записи и округления
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 32597, а также следующие термины с соответствующими определениями:
3.1 труба: Полое цилиндрическое или профильное изделие, имеющее большую по сравнению с сечением длину и равномерную номинальную толщину стенки.
3.2 номинальная толщина стенки: Толщина стенки, указанная в заказе.
3.3 овальность: Отклонение формы, при котором поперечное сечение круглого проката представляет собой овалообразную форму.
3.4 немерная длина: Длина изделия в прямом отрезке в пределах установленного диапазона.
3.5 бухта: Отрезок изделия, свернутый в серию непрерывных витков правильными не перепутанными рядами, без резких изгибов.
4 Сортамент
4.1 Геометрические размеры труб определяются наружным диаметром, толщиной стенки и длиной.
4.2 Внутренний диаметр, номинальная толщина стенки и овальность труб по наружному диаметру должны соответствовать значениям, указанным в таблице 1.
Таблица 1
Внутренний | Номинальная толщина стенки, мм | Овальность | ||||||||||
диаметр, мм | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | 9,0 | 10,0 | труб по наружному диаметру, мм, не более |
8,0 | - | - | - | Р | - | - | - | - | - | - | - | 1,5 |
10,0 | - | - | - | - | Р | Р | - | - | - | - | - | |
13,0 | - | - | Р | - | Р | Р | - | - | - | - | - | 3,0 |
16,0 | Р | - | Р | - | Р | Р | - | - | - | - | - | |
19,0 | - | Р | Р | - | Р | Р | Р | - | - | - | - | |
22,0 | - | Р | Р | - | Р | Р | Р | Р | - | - | - | 4,5 |
25,0 | - | Р | Р | - | Р | Р | Р | Р | Р | - | - | |
30,0 | - | - | Р | - | Р | Р | Р | Р | Р | - | - | |
33,0 | - | - | Р | - | Р | Р | Р | Р | Р | - | - | 6,0 |
35,0 | - | - | Р | - | Р | Р | Р | Р | Р | - | - | |
38,0 | - | - | - | - | Р | Р | Р | Р | Р | - | - | |
40,0 | - | - | - | - | Р | Р | Р | Р | Р | - | - | |
45,0 | - | - | - | - | Р | Р | Р | Р | Р | - | - | 8,0 |
50,0 | - | - | - | - | Р | Р | Р | Р | Р | Р | - | |
55,0 | - | - | - | - | Р | Р | Р | Р | Р | Р | - | |
60,0 | - | - | - | - | - | Р | Р | Р | Р | Р | - | 10,0 |
65,0 | - | - | - | - | - | Р | - | Р | - | Р | - | |
70,0 | - | - | - | - | - | Р | - | Р | - | Р | - | |
75,0 | - | - | - | - | - | - | Р | Р | - | Р | - | |
80,0 | - | - | - | - | - | - | Р | Р | - | Р | - | |
90,0 | - | - | - | - | - | - | - | Р | - | Р | - | |
100,0 | - | - | - | - | - | - | - | Р | - | Р | - | |
110,0 | - | - | - | - | - | - | - | Р | - | Р | - | |
125,0 | - | - | - | - | - | - | - | - | Р | - | Р | 15,0 |
150,0 | - | - | - | - | - | - | - | - | Р | - | Р | |
Примечания 1 Р - используемые размеры труб. 2 Трубы с внутренними диаметрами 50,0 и 55,0 мм и толщинами стенок 4,0 и 5,0 изготовляют по требованию потребителя. 3 По согласованию изготовителя с потребителем на трубах в бухтах и на барабанах допускается овальность, не превышающая более чем в два раза нормы, указанные в таблице 1. | ||||||||||||
4.3 Теоретическая масса 1 м прессованных труб при номинальном внутреннем диаметре и номинальной толщине стенки приведена в приложении А (таблица А.1).
4.4 Номинальная толщина стенки и предельные отклонения по толщине стенки труб приведены в таблице 2.
Таблица 2 - Номинальная толщина стенки и предельные отклонения по толщине стенки труб
Толщина стенки, мм | Предельные отклонения по толщине стенки для труб первой группы, мм |
2,0; 2,5; 3,0 | ±0,25 |
3,5; 4,0; 5,0 | ±0,45 |
6,0; 7,0 | ±0,65 |
8,0; 9,0; 10,0 | ±0,80 |
4.5 Трубы с внутренним диаметром до 60 мм включительно и толщиной стенки менее 6 мм свертывают в бухты или наматывают на деревянные барабаны типов 8а, 10 по ГОСТ 5151 или по технической документации.
Масса труб в бухтах или на барабане должна быть не менее 70 кг.
По требованию потребителя допускается масса труб менее 70 кг.
4.6 Трубы с внутренним диаметром до 60 мм и толщиной стенки 6 мм и более, трубы с внутренним диаметром свыше 60 мм, а также трубы с внутренним диаметром 60 и 55 мм и толщинами стенок 4 и 5 мм изготовляют в отрезках длиной не менее 1,8 м.
4.7 Условные обозначения труб проставляют по следующей схеме:
|
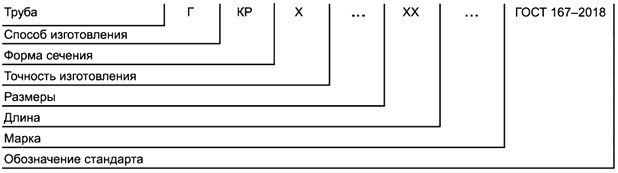
Знак "X" в схеме обозначает данные, имеющие более одного значения.
При этом используют следующие сокращения:
способ изготовления: | прессованная - Г; |
форма сечения: | круглая - КР; |
точность изготовления | первой группы - П; |
длина: | немерная - НД, |
в бухтах - БТ, | |
на барабанах - БР. |
Примеры условных обозначений труб:
Труба прессованная, круглая, точностью изготовления первой группы, внутренним диаметром 65,0 мм, толщиной стенки 5,0 мм, немерной длины из свинца марки С1:
Труба ГКРП 65,0х5,0 НД С1 ГОСТ 167-2018
Труба прессованная, круглая, точностью изготовления первой группы, внутренним диаметром 45,0 мм, толщиной стенки 4,0 мм, в бухтах, из свинца марки С1:
Труба ГКРП 45,0х4,0 БТ С1 ГОСТ 167-2018
Труба прессованная, круглая, точностью изготовления первой группы, внутренним диаметром 30,0 мм, толщиной стенки 5,0 мм, на барабанах, из свинца марки С2:
Труба ГКРП 30,0х5,0 БР С2 ГОСТ 167-2018
Допускается свертывать в бухты или наматывать на барабаны трубы с внутренним диаметром до 60 мм и толщиной стенки 6 мм и более.
5 Технические требования
5.1 Трубы изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Трубы изготовляют из свинца марки С1 и С2 с химическим составом по ГОСТ 3778.
5.2 Поверхность труб должна быть чистой, гладкой, без загрязнений, затрудняющих визуальный осмотр.
На поверхности труб не допускаются трещины, раковины, плены, царапины и неметаллические включения. Допускаются отдельные мелкие поверхностные дефекты, окисные плены, незначительные отпечатки, если они при контрольной зачистке не выводят трубы за предельные отклонения по размерам.
5.3 Трубы должны быть ровно обрезаны, рез должен быть перпендикулярным к оси трубы без грубых заусенцев.
6 Правила приемки
6.1 Трубы принимают партиями. Партия должна состоять из труб одного размера, изготовленных из свинца одной марки и должна быть оформлена одним документом о качестве, содержащим:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- юридический адрес изготовителя и (или) продавца;
- условное обозначение труб;
- результаты испытаний (по требованию потребителя);
- номер партии;
- массу партии.
6.2 Проверке качества наружной поверхности, контролю размеров и формы должна быть подвергнута каждая труба партии.
6.3 Допускается по согласованию изготовителя с потребителем применять статистические методы контроля качества поверхности, диаметра, толщины стенки, от партии отбирают трубы "вслепую" (методом наибольшей объективности) по ГОСТ 18321. Планы контроля соответствуют ГОСТ 18242.
6.4 Для определения химического состава отбирают три трубы от партии. Допускается на предприятии-изготовителе отбор проб проводить от расплавленного металла.
6.5 При получении неудовлетворительных результатов испытания хотя бы по одному из показателей по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии.
Результаты повторного испытания распространяют на всю партию.
7 Методы контроля и испытаний
7.1 Осмотр наружной и внутренней поверхности труб проводят без применения увеличительных приборов.
7.2 Измерение наружного диаметра и толщины стенки проводят микрометром по ГОСТ 6507 и штангенциркулем по ГОСТ 166. Овальность определяют, как разность максимального и минимального наружных диаметров в одном сечении трубы; измерения проводят штангенциркулем по ГОСТ 166.
7.3 Овальность, кривизну, косину реза труб измеряют в соответствии с ГОСТ 26877. Овальность определяют на расстоянии не менее 100 мм от торца трубы.
Допускается контролировать диаметр и толщину стенки труб другим инструментом, обеспечивающим необходимую точность.
7.4 Химический состав труб определяют по ГОСТ 20580.0 - ГОСТ 20580.8, СТ СЭВ 543, ГОСТ 26880.1, ГОСТ 26880.2, ГОСТ 8857 или другими методами, обеспечивающими заданную точность.
Пробу от трубы берут сверлением на расстоянии не менее 50 мм от конца.
Масса общей пробы не должна превышать 300 г.
При разногласиях в оценке химического состава его анализ проводят по ГОСТ 20580.0 - ГОСТ 20580.8, ГОСТ 8857.
Результаты измерений округляют по правилам округления, установленным СТ СЭВ 543.
8 Маркировка, упаковка, транспортирование и хранение
8.1 Барабаны с намотанными на них трубами обшивают досками и обтягивают стальной лентой размером не менее 0,3х30,0 мм по ГОСТ 3560.
Расстояние от верхнего слоя труб до края щеки барабана должно быть не менее 50 мм. Масса грузового места труб на барабанах не должна превышать 600 кг.
Трубы на барабанах допускается транспортировать в крытых транспортных средствах без обшивки досками.
8.2 Трубы в бухтах упаковывают в деревянные ящики типов III-2 по ГОСТ 2991. Размеры ящиков - по ГОСТ 21140 или по технической документации.
Масса грузового места труб в бухтах не должна превышать 300 кг.
Трубы в бухтах допускается транспортировать в контейнерах без упаковки в ящики.
8.3 Трубы в отрезках упаковывают в универсальные контейнеры по ГОСТ 15102, ГОСТ 20435 или в специализированные контейнеры по технической документации таким образом, чтобы исключалось взаимное перемещение труб.
8.4 Укрупнение грузовых мест в транспортные пакеты проводят в соответствии с ГОСТ 24597, ГОСТ 26663-85.
Пакетирование осуществляют на поддонах по ГОСТ 33757 или без поддонов с использованием брусков толщиной не менее 50 мм и обвязкой не менее чем в двух местах или крестообразно проволокой диаметром не менее 3 мм по ГОСТ 3282 или лентой размером не менее 0,3х30,0 мм по ГОСТ 3560. Скрепление концов: проволоки - скруткой не менее пяти витков, ленты - в замок.
(Поправка. ИУС N 8-2019).
8.5 Масса транспортного пакета не должна превышать 1250 кг.
Максимальная допустимая масса грузового места 5000 кг.
8.6 Максимальная допустимая масса грузового места 5000 кг.
При транспортировании в крытых железнодорожных вагонах масса грузового места не должна превышать 1250 кг.
8.7 Транспортная маркировка груза - по ГОСТ 14192.
8.8 К каждой трубе, бухте или барабану прикрепляют ярлык или наклейку на внутреннюю поверхность трубы, этикетку, на которых указывают:
- наименование или товарный знак предприятия-изготовителя;
- марку сплава;
- размер труб;
- обозначение настоящего стандарта;
- номера партии.
Допускается на каждой трубе в отрезках вышеуказанные данные наносить несмываемой краской.
При транспортировании труб в специализированных контейнерах без связок труб допускается не маркировать каждую трубу. В этом случае маркировку наносят на ярлык, прикрепленный к одной трубе из верхнего ряда.
8.9 В каждый ящик или контейнер должен быть вложен упаковочный лист, в котором указывают данные, перечисленные в 8.5, а также массу партии.
8.10 Трубы транспортируют всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Транспортирование труб железнодорожным транспортом проводят мелкими и повагонными отправками.
8.11 Подготовку грузов к перевозке морским путем проводят в соответствии с ГОСТ 26653.
8.12 Упаковку и транспортирование труб, предназначенных для районов Крайнего Севера и приравненных к ним районов, проводят в соответствии с ГОСТ 15846.
8.13 Трубы следует хранить в крытых помещениях или под навесом в ящиках или на барабанах, в распакованном виде - на полках, поддонах или стеллажах в условиях, исключающих механические повреждения труб, воздействие влаги и активных химических реагентов.
8.14 Изготовитель гарантирует соответствие труб требованиям настоящего стандарта при соблюдении потребителем условий транспортирования и хранения.
Приложение А
(справочное)
Теоретическая масса 1 м прессованных труб при номинальном внутреннем диаметре и номинальной толщине стенки
Таблица А.1
Внутренний | Номинальная толщина стенки, мм | ||||||||||
диаметр, мм | 2,0 | 2,5 | 3,0 | 3,5 | 4,0 | 5,0 | 6,0 | 7,0 | 8,0 | 9,0 | 10,0 |
8,0 | - | - | - | 1,5 | - | - | - | - | - | - | - |
10,0 | - | - | - | - | 2,0 | 2,7 | - | - | - | - | - |
13,0 | - | - | 1,7 | - | 2,4 | 3,2 | - | - | - | - | - |
16,0 | 1,3 | - | 2,1 | - | 2,8 | 3,7 | - | - | - | - | - |
19,0 | - | 1,9 | 2,4 | - | 3,3 | 4,3 | 5,3 | - | - | - | - |
22,0 | - | 2,2 | 2,2 | - | 3,7 | 4,8 | 6,0 | 7,7 | - | - | - |
25,0 | - | 2,4 | 3,0 | - | 4,2 | 5,5 | 6,7 | 8,2 | 9,5 | - | - |
30,0 | - | - | 3,5 | - | 4,9 | 6,2 | 7,7 | 9,2 | 11,0 | - | - |
33,0 | - | - | 3,9 | - | 5,5 | 6,8 | 8,5 | 10,0 | 11,7 | - | - |
35,0 | - | - | 4,1 | - | 5,6 | 7,1 | 8,8 | 10,5 | 12,3 | - | - |
38,0 | - | - | - | - | 6,0 | 7,6 | 9,2 | 10,9 | 12,8 | - | - |
40,0 | - | - | - | - | 6,3 | 8,0 | 9,9 | 11,7 | 13,7 | - | - |
45,0 | - | - | - | - | 7,1 | 8,9 | 11,1 | 13,1 | 15,1 | - | - |
50,0 | - | - | - | - | 7,7 | 9,8 | 12,0 | 14,2 | 16,6 | 18,9 | - |
55,0 | - | - | - | - | 8,4 | 10,7 | 13,1 | 15,6 | 18,0 | 20,5 | - |
60,0 | - | - | - | - | - | 11,6 | 14,1 | 16,7 | 19,4 | 22,1 | - |
65,0 | - | - | - | - | - | 12,5 | - | 17,9 | - | 23,6 | - |
70,0 | - | - | - | - | - | 13,4 | - | 19,0 | - | 25,3 | - |
75,0 | - | - | - | - | - | - | 17,3 | 20,7 | - | 26,5 | - |
80,0 | - | - | - | - | - | - | 18,3 | 21,8 | - | 28,6 | - |
90,0 | - | - | - | - | - | - | - | 24,9 | - | 31,8 | - |
100,0 | - | - | - | - | - | - | - | 26,8 | - | 35,1 | - |
110,0 | - | - | - | - | - | - | - | 29,2 | - | 38,2 | - |
125,0 | - | - | - | - | - | - | - | - | 36,8 | - | 46,0 |
150,0 | - | - | - | - | - | - | - | - | 46,5 | - | 57,1 |
Примечание - Теоретическая масса рассчитана по номинальным размерам при плотности свинца 11,37 г/см | |||||||||||
УДК 669.4-462:006.354 | МКС 23.040.15 | В64 | ОКПД2 24.43.2 |
Ключевые слова: трубы свинцовые, прессованные, наружный диаметр, внутренний диаметр, толщина стенки, предельные отклонения, марки, химический состав, в бухтах, на барабанах, в отрезках | |||
Редакция документа с учетом
изменений и дополнений подготовлена
