ГОСТ 2622-75
Группа В64
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ТРУБЫ МАНОМЕТРИЧЕСКИЕ ИЗ БРОНЗЫ МАРКИ
БрОФ4-0,25 И ЛАТУНИ МАРКИ Л63
Технические условия
Manometric tubes made of bronzo БрОФ4-0,25 and brass Л63.
Specifications
ОКП 18 4000
Дата введения 1976-01-01
ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета стандартов Совета Министров СССР от 4 июня 1975 г. N 1507
Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 11-12-94)
ВЗАМЕН ГОСТ 2622-44
ПЕРЕИЗДАНИЕ (июль 1998 г.) с Изменениями N 1, 2, 3, утвержденными в апреле 1980 г., марте 1985 г., апреле 1990 г. (ИУС 7-80, 6-85, 7-90)
Настоящий стандарт распространяется на тянутые трубы из бронзы марки БрОФ4-0,25 и латуни марки Л63, предназначенные для изготовления манометрических пружин.
(Измененная редакция, Изм. N 2, 3).
1. СОРТАМЕНТ
1.1. Трубы изготовляются овальными, плоскоовальными и круглыми.
1.2. Трубы изготовляются немерной длины от 1 до 3,5 м. Допускаются трубы длиной от 0,5 до 1 м в количестве не более 5% массы партии.
По требованию потребителя трубы изготовляются мерной длины в пределах немерной с предельным отклонением по длине +5 мм.
1.3. Форма и размеры овальных труб должны соответствовать указанным на черт.1 и в табл.1.
Труба овальная
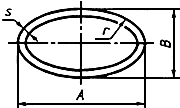
Черт.1
Таблица 1
Размеры, мм
Форма сечения трубы |
|
|
| |||
Номин. | Пред. откл. | Номин. | Пред. откл. | |||
Овальная | 8х3 | 8 | ±0,20 | 3 | ±0,20 | 1,0 |
10х2,5 | 10 | ±0,20 | 2,5 | ±0,20 | 1,0 | |
15х5 | 15 | ±0,20 | 5 | ±0,20 | 1,5 | |
15х6 | 15 | ±0,20 | 6 | ±0,20 | 2,0 | |
19,8х7,5 | 19,8 | ±0,20 | 7,5 | ±0,20 | 3,0 | |
для труб с толщиной стенки до 0,40 включительно; | для труб с толщиной стенки до 1 включительно; | |||||
±0,20 для труб с толщиной стенки свыше 0,40 | 3,5 для труб с толщиной стенки свыше 1 | |||||
30х10 | 30 | ±0,25 | 10 | ±0,40 | 4,0 | |
Примечание. Величина радиуса указывается для технологического инструмента.
1.4. Форма и размеры плоскоовальных труб должны соответствовать указанным на черт.2 и в табл.2.
Труба плоскоовальная

Черт.2
Таблица 2
Размеры, мм
Форма сечения трубы |
| А | В | |||
Номин. | Пред. откл. | Номин. | Пред. откл. | |||
Плоскоовальная | 7,5х5 | 7,5 | ±0,20 | 5 | ±0,20 | 2,5 |
15х5 | 15 | ±0,20 | 5 | ±0,20 | 2,5 | |
20х6 | 20 | ±0,20 | 6 | +0,8 | 3,0 | |
-0,5 | ||||||
для труб с толщиной стенки 0,20; | ||||||
±0,20 для труб с толщиной стенки свыше 0,20 | ||||||
Примечание. Величина радиуса указывается для технологического инструмента.
1.2-1.4. (Измененная редакция, Изм. N 2).
1.5. Форма, толщина стенки, предельные отклонения и теоретическая масса круглых труб из бронзы марки БрОФ4-0,25 должны соответствовать указанным на черт.3 и в табл.3.
Труба круглая

Черт.3
Таблица 3
Размеры, мм
Толщина стенки | Теоретическая масса 1 м труб, г, наружным диаметром | ||||
Номин. | Пред. откл. | 8,0-0,15 | 12,0-0,20 | 16,0-0,20 | 22,0-0,22 |
0,20 | ±0,02 | 43 | - | 87 | - |
0,25 | ±0,02 | 54 | 81 | 109 | - |
0,30 | ±0,03 | 64 | 97 | 131 | 181 |
0,35 | ±0,03 | 74 | 113 | - | 210 |
0,40 | ±0,03 | - | 129 | 173 | 240 |
0,45 | ±0,03 | - | 144 | - | - |
0,50 | ±0,03 | - | 159 | 214 | 298 |
0,55 | ±0,03 | - | 175 | - | - |
0,60 | ±0,04 | - | 190 | 256 | 356 |
0,70 | ±0,04 | - | 219 | 297 | 414 |
0,80 | ±0,04 | - | 249 | 337 | 470 |
0,90 | ±0,05 | - | 277 | 377 | 527 |
1,00 | ±0,05 | - | 305 | 416 | 582 |
1,10 | ±0,05 | - | 333 | - | - |
1,20 | ±0,05 | - | 359 | 492 | 691 |
1,30 | ±0,05 | - | 386 | - | - |
1,40 | ±0,05 | - | 412 | 566 | - |
1,50 | ±0,05 | - | 437 | - | - |
1,60 | ±0,05 | - | 462 | 639 | - |
1.6. Толщина стенки, предельные отклонения и теоретическая масса овальных труб из бронзы марки БрОФ4-0,25 должны соответствовать указанным в табл.4.
Таблица 4
Размеры, мм
Толщина стенки | Теоретическая масса 1 м труб, г, наружным размером сечения АхВ | |||||
Номин. | Пред. откл. | 10х2,5 | 15х5 | 15х6 | 19,8х7,5 | 30х10 |
0,15 | ±0,015 | 29 | 44 | - | - | - |
0,18 | ±0,02 | - | 53 | - | - | - |
0,20 | ±0,02 | 39 | 59 | 61 | - | - |
0,25 | ±0,02 | 48 | 73 | - | - | - |
0,28 | ±0,03 | 53 | - | - | - | - |
0,30 | ±0,03 | 57 | 87 | 90 | - | 181 |
0,35 | ±0,03 | 66 | 101 | - | - | 211 |
0,38 | ±0,03 | 71 | 110 | - | - | - |
0,40 | ±0,03 | - | 115 | 119 | - | 241 |
0,45 | ±0,03 | - | 129 | - | - | - |
0,50 | ±0,03 | 92 | 143 | 148 | - | 299 |
0.55 | ±0,03 | 101 | 156 | - | - | - |
0,60 | ±0,04 | - | - | 176 | 237 | 358 |
0,65 | ±0,04 | - | - | - | - | - |
0,70 | ±0,04 | - | - | 203 | 275 | 415 |
0,75 | ±0,04 | - | - | 216 | - | - |
0,80 | ±0,04 | - | - | 230 | 312 | - |
0,90 | ±0,05 | - | - | 256 | 348 | - |
1,00 | ±0,05 | - | - | 282 | 385 | - |
1,10 | ±0,05 | - | - | - | 428 | - |
1,20 | ±0,05 | - | - | - | 473 | - |
1.5, 1.6. (Измененная редакция, Изм. N 1, 2).
1.7. Толщина стенки, предельные отклонения и теоретическая масса плоскоовальных труб из бронзы марки БрОФ4-0,25 должны соответствовать указанным в табл.5.
Таблица 5
Размеры, мм
Толщина стенки | Теоретическая масса 1 м труб, г, наружным размером сечения АхВ | ||
Номин. | Пред. откл. | 7,5х5 | 15х5 |
0,15 | ±0,015 | - | - |
0,18 | ±0,02 | - | - |
0,20 | ±0,02 | - | - |
0,25 | ±0,02 | - | 77 |
0,30 | ±0,03 | 52 | 92 |
0,35 | ±0,03 | - | 107 |
0,40 | ±0,03 | 69 | 122 |
0,45 | ±0,03 | 77 | 136 |
0,50 | ±0,03 | 84 | 151 |
0,55 | ±0,03 | 92 | 165 |
0,60 | ±0,03 | 100 | - |
0,65 | ±0,04 | 107 | - |
0,70 | ±0,04 | 114 | - |
0,75 | ±0,04 | 121 | - |
0,80 | ±0,04 | 128 | - |
0,85 | ±0,04 | 138 | - |
0,90 | ±0,05 | 142 | - |
0,95 | ±0,05 | 148 | - |
1,00 | ±0,05 | 155 | - |
1,10 | ±0,05 | 167 | - |
1,20 | ±0,05 | 205 | - |
1.8. Толщина стенки, предельные отклонения и теоретическая масса овальных труб из латуни марки Л63 должны соответствовать указанным в табл.6.
Таблица 6
Размеры, мм
| Теоретическая масса 1 м | Теоретическая масса 1 м | |
Номин. | Пред. откл. | 8х3 | 15х5 |
0,15 | ±0,015 | 23 | - |
0,20 | ±0,02 | 30 | - |
0,25 | ±0,02 | 38 | - |
0,30 | ±0,03 | 45 | 89 |
0,35 | ±0,03 | 52 | - |
0,40 | ±0,03 | 59 | - |
0,45 | ±0,03 | 65 | - |
0,50 | ±0,03 | 72 | - |
0,55 | ±0,03 | 78 | - |
(Измененная редакция, Изм. N 1).
1.9. Толщина стенки, предельные отклонения и теоретическая масса плоскоовальных труб из латуни марки Л63 должны соответствовать указанным в табл.7.
Таблица 7
Размеры, мм
| Теоретическая масса 1 м труб, г, наружным | |
Номин. | Пред. откл. | 20х6 |
0,20 | ±0,02 | 79 |
0,30 | ±0,03 | 117 |
0,35 | ±0,03 | 136 |
0,40 | ±0,03 | 155 |
0,45 | ±0,03 | 174 |
0,50 | ±0,03 | 192 |
0,55 | ±0,03 | 211 |
0,60 | ±0,04 | 229 |
0,65 | ±0,04 | 248 |
0,70 | ±0,04 | 266 |
0,75 | ±0,04 | 284 |
0,80 | ±0,04 | 301 |
0,85 | ±0,05 | 319 |
0,90 | ±0,05 | 337 |
0,95 | ±0,05 | 354 |
1,00 | ±0,05 | 371 |
1,10 | ±0,05 | 405 |
1,20 | ±0,05 | 439 |
1,30 | ±0,05 | 473 |
1,40 | ±0,05 | 505 |
1,50 | ±0,05 | 537 |
1,60 | ±0,05 | 569 |
1,70 | ±0,05 | 600 |
1,80 | ±0,05 | 630 |
Примечание. Теоретическая масса 1 м труб из бронзы марки БрОФ4-0,25 вычислена при плотности бронзы 8,83 г/см, труб из латуни марки Л63 - при плотности латуни 8,5 г/см
.
Примеры условных обозначений труб:
Условные обозначения проставляются по схеме:

при следующих сокращениях:
способ изготовления: | тянутая | - Д |
форма сечения: | круглая | - КР |
овальная | - ОВ | |
плоскоовальная | - ПО | |
состояние: | твердая | - Т |
длина: | немерная | - НД |
мерная | - МД | |
особые условия: | повышенной пластичности | - Л |
отожженная | - О. |
Примечание. Знак "X" ставится вместо отсутствующих данных (за исключением особых условий).
Пример условного обозначения трубы овальной твердой сечением 15х5 мм, толщиной стенки 0,50 мм, мерной длины 2000 мм из бронзы марки БрОФ4-0,25:
Труба ДОВХТ 15 5х0,50 2000 МД БрОФ4-0,25 ГОСТ 2622-75.
1.10. Толщина стенки, предельные отклонения и теоретическая масса круглых труб из латуни марки Л63 должны соответствовать указанным в табл.7а.
Таблица 7а
Размеры, мм
Толщина стенки | Теоретическая масса 1 м труб, г, наружным диаметром | ||
Номин. | Пред. откл. | 12,0-0,16 | 16,0-0,16 |
0,20 | ±0,02 | 63 | 85 |
0,30 | 94 | 126 | |
0,35 | 109 | 146 | |
0,40 | ±0,03 | 124 | 166 |
0,45 | 138 | 186 | |
0,50 | 153 | 207 | |
0,55 | 168 | 227 | |
0,60 | 182 | 247 | |
0,65 | 200 | 266 | |
0,70 | ±0,04 | 211 | 285 |
0,75 | 225 | 305 | |
0,80 | 239 | 325 | |
0,85 | 253 | 344 | |
0,90 | 266 | 363 | |
0,95 | 280 | 381 | |
1,00 | 293 | 400 | |
1,10 | 320 | 438 | |
1,20 | ±0,05 | 346 | 474 |
1,30 | 371 | 510 | |
1,40 | 396 | 545 | |
1,50 | 420 | 581 | |
1,60 | 444 | 615 | |
1,70 | 467 | 648 | |
1,80 | 490 | 682 | |
(Введен дополнительно, Изм. N 1).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Трубы изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Трубы изготовляют из бронзы марки БрОФ4-0,25 с химическим составом по ГОСТ 5017-74 и из латуни марки Л63 с химическим составом по ГОСТ 15527-70.
(Измененная редакция, Изм. N 2).
2.1а. Трубы изготовляют в твердом неотожженном состоянии. Трубы из латуни марки Л63 подвергают низкотемпературному отжигу для снятия внутренних остаточных напряжений.
Снятие остаточных растягивающих напряжений на трубах из латуни марки Л63 обеспечивается технологией изготовления.
2.1а. (Введен дополнительно, Изм. N 2).
2.2. Поверхность труб (наружная и внутренняя) должна быть чистой и не должна иметь трещин, расслоений, плен, раковин, посторонних включений и рисок, выводящих трубы за предельные отклонения по размерам, а также глубоких колец, серповидных полос, пузырей, местных вмятин глубиной более 0,5 мм и следов коррозии.
Местные вмятины глубиной менее 0,5 мм при условии соблюдения требований в отношении толщины стенки допускаются не более чем на 5% труб партии.
2.3. Трубы должны быть ровно обрезаны и не должны иметь грубых заусенцев.
Допускается отклонение размеров А и В от предельных значений на расстоянии 40 мм от конца трубы.
(Измененная редакция, Изм. N 2).
2.4. Разностенностъ труб не должна быть более предельных отклонений по толщине стенки.
2.5. Овальность круглых труб с толщиной стенки свыше 0,50 мм не должна превышать предельного отклонения по наружному диаметру.
(Измененная редакция, Изм. N 2).
2.6. Кривизна на 1 м длины овальных и плоскоовальных труб не должна превышать в направлении, перпендикулярном малой оси, - 6 мм, в направлении, перпендикулярном большой оси, - 7 мм.
Для труб размерами 19,8х7,5 мм и 30х10 мм с толщиной стенки менее 0,5 мм кривизна на 1 м длины не должна превышать соответственно 8 и 10 мм.
Для круглых труб кривизна не должна превышать 5 мм на 1 м длины.
Общая кривизна трубы не должна превышать произведения допустимой кривизны на 1 м на длину трубы в метрах.
(Измененная редакция, Изм. N 2).
2.7. Механические свойства труб должны соответствовать требованиям, указанным в табл.8.
Таблица 8
| Временное сопротивление | Относительное удлинение после разрыва |
не менее | ||
Л63 | 440 (45) | 10 |
БрОФ4-0,25 | 490 (50) | 3 |
Примечания:
1. По требованию потребителя трубы из латуни марки Л63 должны изготовлять с относительным удлинением после разрыва 15-25%, при этом временное сопротивление не нормируется.
2. По требованию потребителя овальные трубы размером 30х10 мм из бронзы марки БрОФ4-0,25 изготовляют отожженными при температуре 400-450 °С с механическими свойствами: временное сопротивление не менее 340 МПа (33 кгс/мм); относительное удлинение после разрыва не менее 40%. Механические свойства являются факультативными до 1 января 1988 г.
(Измененная редакция, Изм. N 1, 2).
2.8. (Исключен, Изм. N 2).
2.9. Овальные и плоскоовальные трубы не должны иметь скручивания, заметного невооруженным глазом.
2.10. Трубы должны выдерживать без образования трещин сплющивание по малой оси В или диаметру до уменьшения размера этой оси или наружного диаметра вдвое, но не более чем до размера, равного тройной толщине стенки.
Испытания круглых труб на сплющивание являются факультативными до 1 января 1988 г.
(Измененная редакция, Изм. N 2).
3. ПРАВИЛА ПРИЕМКИ
3.1. Трубы принимают партиями. Партия должна состоять из труб одной марки сплава, одного профиля и размера и должна быть оформлена одним документом о качестве, содержащим:
товарный знак или наименование и товарный знак предприятия-изготовителя;
наименование продукции;
марку сплава;
размеры трубы;
массу партии;
номер партии;
результаты испытаний;
обозначение настоящего стандарта.
Масса партии должна быть не более 400 кг.
3.2. Проверке наружной поверхности подвергается каждая труба партии.
3.3. Для проверки размеров, профиля, качества внутренней поверхности, кривизны, а также для испытания на растяжение и сплющивание отбирают восемь труб от партии.
3.1-3.3. (Измененная редакция, Изм. N 2).
3.4. Химический анализ проводится при разногласиях в оценке химического состава на трех трубах от партии.
3.5. При получении неудовлетворительных результатов испытания хотя бы по одному из показателей по нему проводят повторное испытание на удвоенном количестве труб, взятых от той же партии.
Результаты повторного испытания распространяются на всю партию.
4. МЕТОДЫ ИСПЫТАНИЙ
4.1. Осмотр наружной и внутренней поверхности труб должен производиться без применения увеличительных приборов. Для осмотра внутренней поверхности от каждой из отобранных труб отрезают по одному образцу длиной 150 мм.
Образцы разрезают вдоль на две части, осматривают.
Для проверки глубины дефектов допускается контрольная зачистка шлифовальной шкуркой по ГОСТ 6456-82.
По требованию потребителя оценка внешних дефектов производится по эталону, согласованному между изготовителем и потребителем.
4.2. Контроль диаметра и толщины стенки труб производят микрометром по ГОСТ 6507-90.
Для контроля толщины стенки от каждой трубы, отобранной от партии, отрезают по одному образцу длиной 150 мм. Образцы разрезают вдоль на две части и измеряют.
Контроль профиля труб производится шаблоном.
Длину труб измеряют металлической линейкой по ГОСТ 427-75 или рулеткой по ГОСТ 7502-89.
Допускается производить контроль размеров труб другим инструментом, обеспечивающим необходимую точность измерения.
4.1, 4.2. (Измененная редакция, Изм. N 2).
4.2а. Для испытаний на растяжение, сплющивание и для определения химического состава от каждой трубы, отобранной от партии, отрезают по одному образцу.
(Введен дополнительно, Изм. N 2).
4.3. Отбор и подготовку образцов для испытания на растяжение проводят по ГОСТ 24047-80.
Испытание на растяжение должно производиться по ГОСТ 10006-80 на продольных образцах.
Площадь поперечного сечения образца определяют весовым методом.
(Измененная редакция, Изм. N 2).
4.4. Испытание на сплющивание должно производиться по ГОСТ 8695-75.
4.5. Отбор и подготовку проб для химического анализа проводят по ГОСТ 24231-80.
Определение химического состава должно проводиться по ГОСТ 25086-87, ГОСТ 1652.1-77 - ГОСТ 1652.13-77, ГОСТ 1953.1-79 - ГОСТ 1953.12-79.
(Измененная редакция, Изм. N 2).
4.6. Для проверки кривизны трубу помещают на горизонтальную плоскость.
К проверяемой плоскости трубы прикладывают поверочную линейку длиной 1 м по ГОСТ 8026-92 и с помощью щупов по ТУ 2-034-225-87 измеряют максимальное расстояние между линейкой и трубой.
(Измененная редакция, Изм. N 3).
4.7. Контроль наличия остаточных растягивающих напряжений проводят в случае возникновения разногласий в оценке качества труб ртутной пробой методом, изложенным в ГОСТ 494-90.
Допускается проводить контроль остаточных растягивающих напряжений аммиачной пробой методом, согласованным между изготовителем и потребителем.
4.6, 4.7. (Введены дополнительно, Изм. N 2).
5. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Трубы должны быть упакованы в плотные деревянные ящики типов I, II-1 по ГОСТ 2991-85, типа III-1 по ГОСТ 10198-91. Размеры ящиков по ГОСТ 21140-88 или по нормативно-технической документации.
Ящики должны быть выложены изнутри бумагой по ГОСТ 8273-75 или мягкой стружкой.
Масса грузового места не должна превышать 3000 кг.
При транспортировании в железнодорожных вагонах масса грузового места не должна превышать 1250 кг.
Допускается транспортировать трубы без упаковки в ящики в специальных контейнерах по нормативно-технической документации. Контейнеры должны быть выложены изнутри бумагой по ГОСТ 8273-75 или мягкой стружкой.
Трубы должны быть уложены и укреплены в ящиках и контейнерах, исключая возможность их перемещения при транспортировании.
(Измененная редакция, Изм. N 2).
5.2. Грузовые места укрупняют в транспортные пакеты в соответствии с требованиями ГОСТ 24597-81. Пакетирование осуществляется на поддонах по ГОСТ 9557-87 или без поддонов с использованием брусков высотой не менее 50 мм и обвязкой не менее чем в двух местах или крестообразно проволокой диаметром не менее 3 мм по ГОСТ 3282-74 или лентой размером не менее 0,3х30 мм по ГОСТ 3560-73. Концы проволоки соединяются скруткой не менее 5 витков, ленты - в замок.
(Измененная редакция, Изм. N 2, 3).
5.3. В каждый ящик должен быть вложен ярлык с указанием:
товарного знака или наименования и товарного знака предприятия-изготовителя;
марки сплава;
размера трубы;
номера партии;
обозначения настоящего стандарта.
5.4. Транспортная маркировка грузовых мест проводится по ГОСТ 14192-96 с указанием дополнительно номера партии и манипуляционного знака "Беречь от влаги".
5.5. Трубы транспортируют транспортом всех видов в соответствии с правилами перевозок грузов, действующими на транспорте данного вида.
Размещение и крепление грузовых мест в железнодорожных транспортных средствах должны соответствовать условиям погрузки и крепления грузов, утвержденным Министерством путей сообщения СССР.
5.6. Упаковка и транспортирование труб, предназначенных для районов Крайнего Севера и труднодоступных районов, проводится в соответствии с требованиями ГОСТ 15846-79.
5.7. Трубы должны храниться в крытых помещениях. Трубы в неупакованном виде должны храниться на полках, поддонах и стеллажах.
5.3-5.7. (Измененная редакция, Изм. N 2).
Текст документа сверен по:
М.: ИПК Издательство стандартов, 1998
