ГОСТ 31843-2013
(ISO 13707:2000)
Группа Г43
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
Нефтяная и газовая промышленность
КОМПРЕССОРЫ ПОРШНЕВЫЕ
Общие технические требования
Petroleum and natural gas industries. Reciprocating compressors. General technical requirements
МКС 75.180.20
Дата введения 2015-02-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ)
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии (Росстандарт)
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 14 ноября 2013 г. N 44)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
(Поправка. ИУС N 1-2022).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 11 июня 2014 г. N 561-ст межгосударственный стандарт ГОСТ 31843-2013 (ISO 13707:2000) введен в действие в качестве национального стандарта Российской Федерации с 1 февраля 2015 г.
5 Настоящий стандарт модифицирован по отношению к международному стандарту ISO 13707:2000* Industries du ![]() et du gaz naturel - Compresseurs alternatifs (Промышленность нефтяная и газовая. Поршневые компрессоры).
et du gaz naturel - Compresseurs alternatifs (Промышленность нефтяная и газовая. Поршневые компрессоры).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Дополнительные положения, а также сноски, включенные в текст настоящего стандарта для учета потребностей национальной экономики указанных выше государств и/или особенностей межгосударственной стандартизации, выделены курсивом*. Настоящий стандарт дополнен приложением ДА, в котором приведены дополнительные требования к поршневым компрессорам, устанавливаемые в стандартах и технических условиях на поршневые компрессоры конкретных типов.
________________
* В бумажном оригинале обозначения и номера стандартов и нормативных документов в разделе "Предисловие" приводятся обычным шрифтом, остальные по тексту документа выделены курсивом. - .
Перевод с английского языка (en).
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам приведены в дополнительном приложении ДБ.
Степень соответствия - модифицированная (MOD).
Стандарт подготовлен на основе применения ГОСТ Р 53737-2009 (ИСО 13707:2000)
6 В стандарте реализованы нормы Федеральных законов от 21 июня 1997 г*. N 116-ФЗ "О промышленной безопасности опасных производственных объектов" и от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании"
________________
* Вероятно, ошибка оригинала. Следует читать: от 21 июля 1997 г. - .
7 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНА поправка, опубликованная в ИУС N 1, 2022 год, введенная в действие с 23.08.2021
Поправка внесена изготовителем базы данных
Введение
Настоящий стандарт основан на совокупных знаниях и опыте производителей и потребителей поршневых компрессоров. Задачей настоящего стандарта является предоставление спецификации, что должно способствовать производству и закупкам поршневых компрессоров для всех служб нефтяной и газовой промышленности, но использование настоящего стандарта не ограничено потребностями только этих служб.
Целью настоящего стандарта является установление минимальных требований к проектированию и производству для того, чтобы оборудование могло служить тем целям, для которых оно предназначено. Данное ограничение в использовании должно приниматься во внимание в большей степени, чем вопросы получения прибыли. Энергосбережение и защита окружающей среды все более и более становятся объектами повышенного внимания, они важны для всех аспектов проектирования, применения и эксплуатации оборудования. Производители и покупатели оборудования должны энергично поддерживать альтернативные инновационные подходы, которые позволяют повысить степень повторного использования энергии и/или минимизировать вред для окружающей среды без ущерба для безопасности или надежности оборудования. Такие подходы необходимо внимательно изучать, право на покупку должно становиться все более и более зависимым от учета всех затрат в течение срока службы оборудования и от его влияния на окружающую среду, а не только от стоимости приобретения.
Настоящий стандарт вынуждает покупателя точно устанавливать определенные детали и характеристики.
Значок () в начале пункта или подпункта означает, что здесь либо необходимо принять решение, либо покупателям должна быть предоставлена дополнительная информация. Данная информация должна быть указана в спецификации либо должна быть приведена в запросе стоимости или в заказе.
Для эффективного использования настоящего стандарта в целях упрощения получения справок из текста рекомендуется использование спецификаций, приведенных в приложении А.
При использовании настоящего стандарта необходимо знать, что дополнительные или отличные от этих требования могут использоваться при индивидуальных запросах. Настоящий стандарт не предназначен для запрета использования для продавца или покупателя альтернативного оборудования или инженерных решений в случае с индивидуальной заявкой. Это может быть применимо к инновационной или развивающейся технологии. Там, где предлагается альтернативный вариант, продавец обязан указать все отличия от настоящего стандарта и предоставить пояснения.
1 Область применения
Настоящий стандарт содержит минимальные требования для поршневых компрессоров и приводов к ним, используемых в нефтяной и газовой промышленности с цилиндрами со смазкой и без смазки. Настоящий стандарт может также по договоренности использоваться в других отраслях. Компрессоры, подпадающие под настоящий стандарт, включают в свой диапазон скорости от средней до низкой и пригодны для работы в экстремальных условиях. Сюда также включены относящиеся к ним системы подачи смазки, средства управления, контрольно-измерительная аппаратура, промежуточные охладители, выходные холодильники, устройства для подавления пульсации и другое оборудование. Сюда не входят встроенные газомоторные компрессорные агрегаты, блочные высокоскоростные съемные поршневые газовые компрессоры с механическим приводом, компрессоры с самодвижущимися поршнями однократного действия с резиновой манжетой, которые служат также в качестве ползунов, общестанционные воздушные компрессоры или компрессоры воздуха КИП и А, которые разрежаются с манометрическим давлением 9 бар и ниже. Сюда также не входят приводы газовых и паровых двигателей.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 12.2.016-81 Система стандартов безопасности труда. Оборудование компрессорное. Общие требования безопасности
ГОСТ 8724-2002 (ISO 261-98) Основные нормы взаимозаменяемости. Резьба метрическая. Диаметры и шаги
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 активный анализ (active analysis): Акустическое моделирование, при котором пульсация давления меняется благодаря работе компрессора для моделирования предполагаемой нагрузки, диапазона скоростей и различных состояний (см. 3.1).
3.2 акустическое моделирование (acoustic simulation): Процесс, с помощью которого моделируются одномерные акустические характеристики сред и воздействие динамического потока дожимного компрессора на эти характеристики.
Примечание - Данная модель математически базируется на основном дифференциальном уравнении (движение, сплошность и т.д.). Моделирование должно предполагать определение любых колебаний давления/потока в любой точке модели трубопровода, возникающих при любом возбуждении компрессора (см. 3.2 и 3.4).
3.3 аналоговое моделирование (analogue simulation): Метод использования электрических компонентов (катушек индуктивности, конденсаторов, катушек сопротивления и устройств электропитания) для достижения акустического моделирования (см. 3.1).
3.4 владелец (owner): Последний получатель оборудования.
Примечание - Владелец вправе поручить покупку данного оборудования другой организации или своему представителю.
3.5 комбинированная нагрузка на шток (combined rod load): Алгебраическая сумма нагрузки подаваемого газа и силы инерции на палец крейцкопфа.
Примечание - Нагрузка от давления газа - это сила, являющаяся результатом дифференциального давления газа, действующего на дифференциальный элемент площади штока. Сила инерции - это сила, являющаяся результатом ускорения поступательно движущейся массы. Сила инерции по отношению к пальцу крейцкопфа - это сумма произведения всех поступательно движущихся масс (поршня и шатунно-поршневого механизма, а также узла пальца крейцкопфа, включая шток) и их соответствующего ускорения.
3.6 локальный [local (adj.)]: Применяется по отношению к любому прибору, установленному на или вблизи оборудования или пульта управления.
3.7 максимальная допустимая непрерывная комбинированная нагрузка на шток (maximum permissible continuous combined rod load): Максимальная комбинированная нагрузка на шток, при которой ни одна из сил в приводном механизме (плунжер, шток плунжера, блок крейцкопфа, соединительная тяга, коленчатый вал, подшипники и т.д.) и станине компрессора не превышает значения, предусмотренного проектом и гарантирующего непрерывную работу.
3.8 максимальная допустимая нагрузка (maximum permissible continuous gas load): Максимальное воздействие, разрешенное производителем для непрерывной работы, на статические компоненты (например, станину, распорки и крепления) компрессора.
3.9 максимальная допустимая скорость (maximum permissible speed): Максимальная скорость, при которой согласно проекту возможна непрерывная работа компрессора.
3.10 максимальная допустимая температура (maximum permissible temperature): Максимальная постоянная температура, предусмотренная проектом для оборудования (или любой его части к которой относится данный термин) при работе с определенной средой при заданной температуре.
3.11 максимальное допустимое рабочее манометрическое давление (МДРМД) (maximum permissible working gauge pressure (MPWGP)): Максимальное непрерывное давление, на которое рассчитано оборудование (или любая его часть, к которой относится данный термин) при работе с определенной средой при заданной температуре.
3.12 минимальная допустимая скорость (minimum permissible speed): Минимальная скорость, при которой согласно проекту возможна непрерывная работа оборудования.
3.13 минимальное допустимое давление на всасывании (для каждой ступени) (minimum permissible suction pressure (for each stage)): Минимальное давление (измеряемое на впускном фланце), ниже которого величина комбинированная нагрузки на шток, или нагрузки от давления газа, или температуры газа на выходе, или скручивающей нагрузки коленного вала (в зависимости от того, какой параметр является определяющим для данного случая) будет превышать максимальное допустимое значение настройки выпускного предохранительного клапана, и других установленных для данной ступени параметров газа.
3.14 минимальная допустимая температура (minimum permissible temperature): Минимальная температура, для которой было разработано данное оборудование (или любая его часть, к которой относится данный термин).
3.15 необходимая подача (required capacity): Номинальный рабочий объем, определенный покупателем, соответствующий условиям эксплуатации с допустимым неминусовым допуском (NNT).
Примечание - См. приложение В для разъяснения термина "неминусовой допуск".
3.16 номинальное выходное давление (rated discharge pressure): Максимальное давление, необходимое для соответствия условиям, заявленным покупателем для данного типа эксплуатации.
3.17 номинальная выходная температура (rated discharge temperature): Максимальная предусмотренная рабочая температура, ставшая результатом конкретных условий эксплуатации.
3.18 номинальная мощность (компрессора) (rated power (of the compressor): Максимальная мощность компрессора и любых дополнительных частей с приводом от вала, необходимых для конкретных условий работы.
Примечания
1 В номинальную мощность включена мощность такого оборудования, как устройства подавления пульсации, трубопроводная обвязка, промежуточные холодильники и сепараторы.
2 Потери в системе трансмиссии и привода не включаются в номинальную мощность компрессора. Потери, происходящие в наружных подшипниках (например, используемых для поддержки крупных маховиков), включаются в номинальную мощность.
3.19 номинальная скорость (rated speed): Максимальная скорость, необходимая для соответствия определенным условиям эксплуатации.
3.20 номинальный (design): Слово, используемое проектировщиком или производителем в таких словосочетаниях, как номинальная мощность, номинальное давление, номинальная температура и номинальная скорость.
Примечание - Следует избегать использования этого слова в спецификациях для покупки.
3.21 обратный ход штока (rod reversal): Смена направления силы в нагрузке на шток плунжера (на сжатие и растяжение), что приводит к перемене знака нагрузки на палец крейцкопфа во время вращения.
3.22 объем входного потока (inlet volume flow): Уровень потока, выраженный в единицах объема потока при учете условий давления, температуры, сжимаемости и состава газа, включая содержание влаги, на впускном фланце компрессора.
Примечание - Для определения объема входного потока необходимо сделать допуск на спад давления из-за устройств подавления вибрации, а также на сепарацию межступенчатой жидкости.
3.23 обычно открытый и обычно закрытый (normally open and normally closed): Положения приборов при хранении и в обесточенном состоянии (такие приборы, как автоматически управляемые электрические выключатели и клапаны).
Примечание - Нормальное рабочее состояние устройства необязательно должно совпадать с его состоянием при хранении.
3.24 ответственность за оборудование (unit responsibility): Ответственность за координацию всех технических аспектов изготовления оборудования и вспомогательных систем, включенных в заказ.
Примечание - Это включает ответственность за проверку таких факторов, как требования к питанию, скорость, вращение, общая компоновка, соединительные элементы, динамические характеристики, шум, смазка, система герметизации, свидетельства об испытаниях материалов, контрольно-измерительных приборов, трубная обвязка и испытания отдельных узлов оборудования.
3.25 панель (panel): Устройство, предназначенное для установки, отображения и защиты измерительных приборов, переключателей и других приборов.
3.26 пассивный анализ (passive analysis): Акустическое моделирование, при котором колебание амплитуды постоянного потока в произвольно выбранном частотном диапазоне задается системе, обычно в месте расположения клапана цилиндра.
Примечание - Возникающая в результате функция преобразования определяет акустические собственные частоты и формы колебаний в интересующем частотном диапазоне (см. 3.1).
3.27 подача (capacity): Объем газа, входящий в компрессор с определенными параметрами, сжатого и доставленного при определенном давлении на выходе.
Примечание - Подача компрессора не включает газ, который вытекает из компрессора в процессе сжатия, а также воздух, который попадает в компрессор, действующий как вакуумный насос.
3.28 покупатель (purchaser): Физическое лицо или организация, высылающая заказ и спецификацию на имя продавца.
Примечание - Покупатель может быть как владельцем, так и представителем владельца.
3.29 предельная частота вращения (trip speed): Скорость, при которой срабатывает аварийный ограничитель скорости, отключая приводной двигатель.
3.30 приборный щиток (gauge board): Наружная подвеска или панель, используемая для установки измерительных приборов, переключателей и иных инструментов.
3.31 продавец (vendor): Организация, поставляющая оборудование.
Примечание - Продавцом может быть изготовитель или его представитель. Продавец, как правило, отвечает за сервисное обслуживание оборудования.
3.32 производитель (manufacturer): Организация, ответственная за проектирование и производство оборудования, - необязательно продавец
3.33 расчетная подача (manufacturer's rated capacity): Подача, соответствующая размеру компрессора.
3.34 расчетные нормы давления (pressure design code): Признанные нормы или стандарты для сосудов, работающих под давлением, указанные или согласованные с покупателем.
3.35 режим отказоустойчивой работы для систем управления (fail safe mode of operation for control systems): Такая установка при монтаже, чтобы отказ одного из компонентов или перебой в подаче энергии не могли привести к созданию опасных или потенциально опасных ситуаций.
3.36 спектральное распределение частот (spectral frequency distribution): Описание амплитуды гармоники пульсации давления по отношению к частоте в контрольной точке системы, выбранной для активного или пассивного акустического анализа (см. 3.1).
3.37 стандартный поток (standard flow): Подача, выраженная в объемных единицах, согласно стандартным условиям, которые представляют собой абсолютное давление 1,013 бар и температуру 0°С.
3.38 точка нормального режима работы (normal operating point): Точка, на которой предполагается нормальная работа оборудования и его оптимальная эффективность.
Примечание - Данная точка гарантируется производителем.
3.39 точка отключения (shut-down point): Уставка параметра, при котором требуется автоматическое или ручное отключение системы.
3.40 удаленный (прилаг.) (remote (adj.)): Применяется по отношению к любому устройству, расположенному на удалении от оборудования или пульта управления, обычно в операторской.
3.41 уставка сигнализации (alarm point): Заданное значение параметра, при котором активизируется аварийный сигнал для предупреждения об условии, которое нуждается в исправлении.
3.42 форма колебаний (акустического резонанса пульсаций) (mode shape (of an acoustic pulsation resonance)): Описание отношения амплитуды пульсаций к фазовому углу на различных участках системы трубопровода.
Примечание - Формы колебаний позволяют понять схему пульсаций в системе трубопровода (см. 3.1).
3.43 цифровое моделирование (digital simulation): Способ использования различных математических методов на электронно-вычислительных машинах для достижения акустической симуляции (см. 3.1).
4 Нормативные требования
Покупатель и продавец должны совместно определить соответствие оборудования нормативам, ограничениям, постановлениям и правилам, относящимся к данному оборудованию.
5 Основная конструкция
5.1 Общие требования
5.1.1 Оборудование (включая вспомогательные устройства), подпадающее под настоящий стандарт, должно быть спроектировано и сконструировано в расчете на минимальный срок эксплуатации 20 лет и по крайней мере на 3 года непрерывной работы. При этом является допустимым, что перерывы в работе могут возникнуть по причине износа отдельных, подверженных износу деталей. Предполагаемый срок эксплуатации подверженных износу деталей должен быть установлен продавцом.
5.1.2 Оборудование должно соответствовать требованиям и максимальному допустимому звуковому давлению, определенному заказчиком.
5.1.3 В случае если не было иных требований, системы водного охлаждения должны быть спроектированы в соответствии с условиями, данными в таблице 1.
Таблица 1 - Расчетные условия системы водного охлаждения
Расчетные условия | Теплообменники | Водяные рубашки и корпусы сальника |
Скорость в теплообменных трубах, м/с | От 1,5 до 2,5 | - |
Максимальное допустимое рабочее давление | >7 | >5 |
Гидравлическое давление при испытаниях, бар | 1,5 | 1,5 |
Максимальная потеря давления, бар | 1 | - |
Максимальная входная температура, °С | 30 | - |
Максимальная выходная температура, °С | 50 | - |
Максимальный подъем температуры, К | 20 | - |
Минимальный подъем температуры, К | 10 | - |
Коэффициент загрязнения водяной стороны, м | 0,35 | - |
Допуск на коррозию корпуса из углеродистой стали, мм | 3 | - |
Продавец обязан уведомить покупателя, что критерии минимального повышения температуры и скорости в поверхностях теплообменника находятся в противоречии. Покупатель должен подтвердить окончательный выбор.
Примечания
1 Критерий скорости охлаждающей среды в поверхностях теплообменника должен минимизировать загрязнение поверхностей водяной стороны.
2 Критерий минимального повышения температуры призван минимизировать использование охлаждающей воды.
Следует предусмотреть полное водоудаление и осушение системы водяного охлаждения.
5.1.4 Для того чтобы не допустить возбуждения крутящего, акустического и/или механического резонанса, поршневые компрессоры должны быть, как правило, предназначены для работы на постоянной скорости. При использовании приводов с регулируемой скоростью все оборудование должно быть рассчитано на безопасную работу в границах предельной скорости вращения. В случае использования приводов с регулируемой скоростью продавец должен предоставить покупателю диапазон нежелательных и небезопасных скоростей (см. 5.5 и 10.2).
5.1.5 Оборудование должно быть рассчитано на работу в границах предельной скорости вращения и настроек предохранительного клапана (см. 10.4.5) без повреждений. В случае если нет других указаний, предельные скорости должны соответствовать приведенным в таблице 2.
Таблица 2 - Предельные скорости приводов
Тип привода | Предельная скорость вращения, % от номинальной скорости |
Паровая турбина: | |
Класс A | 115 |
Классы B, C, D | 110 |
Газовая турбина | 105 |
Двигатель с регулируемой скоростью | 110 |
Двигатель с постоянной скоростью | Синхронная скорость |
Поршневой двигатель | 110 |
| |
5.1.6 Сборка оборудования, включая трубную обвязку и вспомогательные устройства, должна быть осуществлена совместно с участием продавца и покупателя. При сборке необходимо обеспечить соответствующее пространство и безопасный доступ при работе и техническом обслуживании.
5.1.7 Двигатели, электрические компоненты и электроизделия должны соответствовать национальной классификации, должны удовлетворять требованиям национальных стандартов государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта* и других стандартов, приведенных покупателем, а также соответствующих национальных правил и норм.
________________
* На территории Российской Федерации действует ГОСТ Р МЭК 60079-2011.
5.1.8 Масляные ванны и корпусы, в которых содержатся подвижные детали со смазкой (такие, как подшипники и уплотнения вала), полированные детали и инструменты, а также элементы системы управления, должны быть разработаны стойкими к воздействию влаги, пыли и других инородных частиц в период работы и остановки.
5.1.9 Все оборудование должно быть разработано в расчете на быстрое и экономичное техническое обслуживание. Основные элементы, такие, как цилиндры и части компрессора, должны быть спроектированы (снабжены заплечиками или скобами) и изготовлены так, чтобы обеспечить точность регулировки и повторной сборки.
5.1.10 Продавец компрессора должен гарантировать надежность элементов всего оборудования для работы всей компрессорной установки, состоящей из компрессора, привода, силовой трансмиссии и вспомогательного оборудования и систем, включенных в заказ и поставленных продавцом компрессора и совместно с заказчиком определить перечень оборудования (деталей) для контрольного осмотра.
5.1.11 Покупатель должен определить нормальный рабочий режим оборудования. При отсутствии особых установок подача при нормальном рабочем режиме не должна иметь минусовый допуск.
Примечания
1 См. приложение В.
2 Для того чтобы приспособиться к нормальным рабочим допускам, номинальная подача производителя должна превышать требуемую подачу не менее чем на 3%.
5.1.12 Мощность, необходимая при нормальном режиме работы компрессора, не должна превышать заявленную мощность более чем на 3%.
5.1.13 Покупатель должен указать, будет ли оборудование установлено в помещении (обогреваемом или необогреваемом) или на открытом пространстве (под навесом или без него), а также погодные и климатические условия, в которых будет работать оборудование, включая максимальную и минимальную температуру и рабочий уровень влажности, пыли и коррозийных условий.
Оборудование и вспомогательные устройства должны обеспечивать работу в указанных условиях.
5.1.14 Продавец должен использовать указанные значения массового расхода, указанный состав газа и условия окружающей среды для того, чтобы рассчитать среднюю молярную массу, отношение значений удельной теплоемкости (![]() ), коэффициент сжимаемости (Z) и объем входного потока. Продавец компрессора должен указать эти значения в техническом задании на изделие вместе с предложением и использовать их для расчета эксплуатационных характеристик.
), коэффициент сжимаемости (Z) и объем входного потока. Продавец компрессора должен указать эти значения в техническом задании на изделие вместе с предложением и использовать их для расчета эксплуатационных характеристик.
5.1.15 Если какой-либо из цилиндров компрессора должен будет работать частично или полностью незагруженным в течение длительного периода времени, продавец и покупатель должны совместно определить меры, которые необходимо предпринять (например, периодическая кратковременная загрузка для того, чтобы прочистить накопления смазочной эмульсии в цилиндрах компрессора) для того, чтобы не допустить перегрева и повреждения жидкости.
5.1.16 Компрессоры должны быть способны достигать максимального перепада давления, указанного покупателем.
Продавец должен убедиться, что компрессор может работать в условиях полной нагрузки, частичной нагрузки (см. 5.4.1 и 5.4.2) или полностью ненагруженным (см. 5.1.15), а также готов к пуску в соответствии с согласованным порядком действий (см. 9.1.1.3).
5.1.17 Компрессоры, приводимые асинхронными двигателями, должны быть рассчитаны на фактической скорости двигателя для номинального режима, а не на синхронной скорости.
5.1.18 Запчасти для оборудования должны соответствовать требованиям настоящего стандарта.
5.2 Допустимые скорости
Компрессоры должны быть рассчитаны на скорость, гарантирующую низкий износ и стабильную работу в соответствии с условиями эксплуатации.
Примечание - Скорость вращения и скорость поршня при эксплуатации без смазки должны быть ниже скорости при эксплуатации со смазкой.
5.3 Допустимая температура на выходе
5.3.1 В случае если иные условия не были определены и согласованы, максимальная предусмотренная температура на выходе не должна превышать 150°С.
Это ограничение применимо ко всем указанным режимам работы и степеням нагрузки. Продавец должен сообщить покупателю как предусмотренный, так и адиабатический подъем температуры.
Особое внимание должно быть уделено условиям эксплуатации (например, при высоком давлении водорода или применение, требующее использования несмазанных цилиндров), когда температурные ограничения должны быть ниже.
Предусмотренная температура на выходе не должна превышать 135°С для эксплуатации при большом объеме водорода (молярная масса 12 или менее).
5.3.2 Сигнализация по высокой температуре газа на выходе и устройство отключения являются обязательными элементами для каждого цилиндра компрессора. Если это необходимо, 100%-ная разгрузка должна быть спроектирована как часть системы. Необходимая уставка режима работы должна быть согласована между поставщиком и покупателем компрессора.
Рекомендуемые уставки аварийного сигнала при превышении температуры на выходе и устройства аварийного отключения составляют 20 К и 30 К соответственно свыше предусмотренной температуры на выходе; но в любом случае уставка отключения при нагреве не должна превышать 180°С. Для того чтобы не допустить самовозгорания, более низкие уровни должны быть предусмотрены с учетом наличия воздуха из-за содержащегося в нем кислорода, если манометрическое давление на входе превышает 20 бар. Использование синтетических масел также может быть рекомендовано как дополнительное средство обеспечения безопасности (см. 8.2.1.9).
ВНИМАНИЕ - Кислородосодержащие газы, кроме воздуха, требуют особого внимания.
5.4 Шток и нагрузки давления газа
5.4.1 Комбинированная нагрузка на шток не должна превышать установленную производителем максимальную допустимую непрерывную комбинированную нагрузку на шток для ходовой части компрессора на любом конкретном режиме рабочей нагрузки. Эти комбинированные нагрузки на шток должны быть рассчитаны на основе заданного давления выпускного предохранительного клапана на каждом этапе и самого низкого давления всасывания, соответствующего каждому режиму нагрузки.
5.4.2 Давление газа не должно превышать установленный производителем максимум допустимого давления газа для компонентов компрессора (цилиндров, головок, распорок, направляющих крейцкопфа, картера и крепежных элементов) на любом конкретном режиме рабочей нагрузки. Эти нагрузки должны быть рассчитаны на основе заданного давления выпускного предохранительного клапана на каждом режиме и самого низкого давления всасывания, соответствующего каждому этапу нагрузки.
5.4.3 Комбинированные нагрузки на шток и нагрузки давления газа должны быть рассчитаны для каждого 10-ступенчатого оборота коленчатого вала для каждого конкретного режима нагрузки из давления внутреннего цилиндра с учетом потерь в клапане и газопроводе, а также факторов сжимаемости газа, соответствующих внутреннему давлению в цилиндре и температурным условиям при каждом увеличении угла поворота коленчатого вала. Внутреннее давление при каждом такте впуска является давлением всасывания (на фланце цилиндра) с учетом утечки в клапанах и на газопроводе.
5.4.4 Для всех установленных рабочих этапов нагрузки и для работы при полном отсутствии нагрузки компонент комбинированной нагрузки на шток, параллельный штоку поршня, должен полностью поменять направление между пальцем крейцкопфа и втулкой в течение каждого полного оборота коленчатого вала. При отсутствии иных установок обратный ход должен составлять не менее 15° угла поворота коленчатого вала, а величина пика обратной комбинированной нагрузки должна быть не менее 3% максимальной комбинированной нагрузки в обратном направлении (этот обратный ход необходим для получения достаточной подачи смазки между пальцем крейцкопфа и втулкой).
5.5 Критические скорости
5.5.1 Продавец компрессора должен предоставить материалы, предназначенные для минимизации поперечных и крутильных колебаний, которые могут затруднить работу всего компрессора на установленной рабочей скорости и на каждом установленном этапе нагрузки. Продавец должен проинформировать покупателя о всех критических скоростях - от нулевой до скорости отключения или синхронной скорости, возникающей при ускорении или замедлении (см. 15.2.3).
5.5.2 Помимо элементов с приводом от ремня продавец обязан предоставить сведения о крутящем моменте всей установки. Собственная частота крутильных колебаний всей системы компрессора (включая муфты и любую зубчатую передачу) не должна быть в пределах 10% любой рабочей скорости и 5% любого кратного любой рабочей скорости вала во вращающейся системе до десятой доли включительно.
5.5.3 Если компрессор приводится в действие турбиной или механизмом с зубчатой передачей, данные требования в отношении критических скоростей также должны быть соблюдены.
5.5.4 Если крутильные резонансы согласно расчетам должны быть в пределах согласно 5.5.2, необходимо провести анализ напряжений, который продемонстрирует, что эти резонансы не оказывают неблагоприятного воздействия на всю установку. Допущения, используемые в подобном анализе, должны быть согласованы между покупателем и продавцом.
6 Элементы компрессора
6.1 Цилиндры компрессора
6.1.1 Общие требования
6.1.1.1 Максимальное допустимое рабочее давление должно превышать номинальное давление на выходе минимум на 10% или 1,7 бар (в зависимости от того, какое значение выше). Максимальное допустимое рабочее давление должно быть по крайней мере равно установленному давлению предохранительного клапана (см. 10.4.5.3).
6.1.1.2 Горизонтальные цилиндры необходимы для сжатия насыщенных газов и газов, содержащих жидкости. Для работы в таких условиях горизонтальные цилиндры должны быть оснащены нижними выпускными штуцерами. Могут быть применены другие конструкции, пригодные для безопасной работы с конденсирующимися или насыщенными газами.
6.1.1.3 Цилиндры должны быть размещены и установлены так, чтобы обеспечить к ним доступ для работы по демонтажу для технического обслуживания всех элементов (включая корпусы водяных рубашек и распорок, насадки, клапаны, разгрузочные клапаны и элементы управления, установленные в цилиндре) без необходимости демонтировать цилиндр, трубопроводную обвязку или гасители пульсации.
6.1.1.4 Цилиндр с цельным поршнем, цилиндр со ступенчатыми поршнями или цилиндр с последовательно расположенными поршнями могут быть установлены по согласованию с покупателем. При таких системах цилиндров необходимо уделять особое внимание обеспечению обратной нагрузки на шток (см. 5.4.4).
6.1.1.5 Количество отверстий с резьбой на участках, находящихся под давлением, должно быть минимальным. Для того чтобы не допустить утечку среды на участках корпуса, находящихся под давлением, металл на этих участках должен быть равен по толщине, как минимум, половине номинального диаметра болта с прибавкой допуска на коррозию под просверленными отверстиями с резьбой и вокруг них.
6.1.2 Дополнительные элементы цилиндра
6.1.2.1 Опоры цилиндра должны быть спроектированы так, чтобы избежать разрегулировки и смещения штока во время прогрева и при рабочей температуре. Опора не должна быть прикреплена к внешней крышке цилиндра. Запрещается использовать подавители пульсации для поддержки цилиндра компрессора.
Продавец должен рассчитать минимум и максимум вертикального смещения штока при низкой температуре. При необходимости производитель обязан предоставить детали своих расчетов и допущения, на основе которых они были проведены. Предполагаемое вертикальное смещение штока при низкой температуре должно быть подтверждено заводскими испытаниями и отображено в таблице смещения штока, составленной продавцом. Проектирование и сборка компрессора должны обеспечивать вертикальное смещение штока при высокой температуре не более 0,015% величины перемещения.
Горизонтальное (боковое) смещение штока поршня согласно показаниям индикаторов во время заводского испытания не должно превышать 0,065 мм независимо от величины его перемещения (см. 13.3.4.1).
Смещение штока поршня должно быть измерено непосредственно рядом с фланцем корпуса цилиндра.
В приложении С приведена таблица величины смещения штока.
6.1.2.2 Продавец должен определить максимальную нагрузку на фланцы.
6.1.2.3 При отсутствии иных указаний каждый цилиндр должен быть оснащен сменной прокладкой, защищенной от контакта с хладагентом. Прокладки должны быть как минимум 9,5 мм в толщину для поршня диаметром до 250 мм включительно. Для поршня диаметром больше 250 мм минимальная толщина прокладки должна составлять 12,5 мм.
Прокладки должны иметь посадку с натягом и фиксироваться механическими способами (штифтами или заплечиками).
6.1.2.4 Толщина стенки цилиндров для возможности повторной расточки должна быть увеличена до 3 мм для того, чтобы была возможна повторная расточка, представляющая собой увеличение до 3 мм от исходного диаметра, без ущерба для максимального допустимого рабочего давления, максимальной допустимой непрерывной нагрузки газа и максимальной допустимой комбинированной нагрузки на шток.
6.1.2.5 Шероховатость поверхности расточенного отверстия поршневых колец цилиндра и цилиндров без прокладок должна составлять от 0,2 до 0,6 мкм Ra (среднеарифметического отклонения профиля).
6.1.2.6 В соответствии с требованиями документации на внутреннюю поверхность цилиндра должно быть нанесено покрытие. Материал покрытия и способ покрытия должны быть согласованы покупателем.
6.1.2.7 Головки цилиндра, уплотнительные сальники, камеры дополнительного пространства и крышки клапанов должны быть закреплены с помощью шпилек. Конструкция должна исключить необходимость снятия шпилек для демонтажа какой-либо части указанных элементов. Величина момента затяжки для всех шпилек и болтов должна быть включена в инструкцию, составленную производителем.
Примечание - Превышение значения момента затяжки может привести к повреждению системы клапанов и седла клапана цилиндра.
6.1.2.8 Шероховатость поверхности уплотняющего кольца клапанного канала не должна превышать среднеарифметического отклонения профиля (Ra) 1,6 мкм. Клапанные каналы, оснащенные уплотняющими кольцами, должны иметь входной скос для установки такого кольца.
6.1.2.9 Глухие отверстия для шпилек должны иметь глубину резьбовой части нарезки в 1,5 раза больше диаметра шпильки.
6.1.2.10 Крепление должно быть осуществлено с учетом следующих требований:
- профиль резьбы должен соответствовать ГОСТ 8724 и [1]. Необходимость использования мелкой резьбы в чугунных элементах и во внешних крепежных деталях, которые часто подвергаются мелкому ремонту, включая детали, находящиеся под давлением, должна быть обоснована;
- использование крепежных болтов вместо шпилек должно быть обосновано;
- материалом для шпилек должен быть [2] сорт В7 для стальных цилиндров. [2] сорт В7 или [3] сорт В могут быть использованы для чугунных цилиндров. [4] должен быть использован для минимальной допустимой температуры минус 30°С и ниже. Маркировка шпильки должна быть расположена на торце. Для шпилек, предназначенных для низких температур, следует использовать гайки [5] сорт 4 или сорт 7. Гайками, пригодными для использования со шпильками [2] или [3], будут гайки [5] сорт 2Н;
- крепежные изделия элементов компрессора, совершающие возвратно-поступательные или вращательные движения, должны быть надежно зафиксированы механическим способом (пружинные шайбы, стопорные шайбы и анаэробный клей являются неприемлемыми в качестве крепления).
6.1.2.11 Клапанные фонари и камеры дополнительного пространства должны быть минимального объема.
6.1.2.12 Внешние емкости с подходящими к ним сливными патрубками должны иметь спускные клапаны.
6.1.3 Охлаждение цилиндра
6.1.3.1 Цилиндры должны быть обеспечены системой охлаждения в соответствии с требованиями условий эксплуатации, описанными в 6.1.3.1.1-6.1.3.1.4 (см. 11.4 и рисунок G.2, приложение G).
6.1.3.1.1 Статически наполняемая система подачи охлаждающей жидкости (см. рисунок G.2, план А, приложение G) может быть установлена там, где цилиндры не должны работать полностью незагруженными в течение длительного времени, предполагаемая максимальная температура на выходе менее 90°С, а адиабатический подъем температуры газа (составляющий разницу между температурой всасывания и температурой на выходе, основанной на адиабатическом сжатии) составляет менее 85 К.
6.1.3.1.2 Атмосферные термосифонные системы охлаждения (см. рисунок G.2, план B, приложение G) могут быть установлены там, где цилиндры не должны работать полностью незагруженными в течение длительного времени и
a) предполагаемая максимальная температура на выходе менее 100°С;
b) адиабатический подъем температуры газа менее 85 К.
6.1.3.1.3 По заказу покупателя могут быть использованы герметичные термосифонные системы. Максимальная температура на выходе не должна превышать 105°С. Система должна быть оснащена предохранительным термоклапаном с установкой срабатывания не более 1,7 бар.
6.1.3.1.4 Системы охлаждения с принудительной циркуляцией жидкости (см. рисунок G.2, план C, приложение G) должны быть установлены там, где цилиндры будут работать незагруженными в течение длительного времени либо:
a) предполагаемая максимальная температура на выходе превышает 100°С или
b) адиабатический подъем температуры газа составляет 85 К и более.
Примечание - Для мест с температурой окружающей среды 45°С или более термосифонная или статически заполняемая система может не подходить.
6.1.3.2 Цилиндры с воздушным охлаждением не могут быть установлены без предварительного письменного согласования с покупателем.
6.1.3.3 Для предотвращения образования конденсата входная температура охлаждающей жидкости для цилиндров с охлаждением с помощью принудительной циркуляции должна быть по крайней мере на 5 К выше температуры конденсации входящего газа. Для влажного газа или газа, который контактировал с жидкостью в сосуде, из которого компрессор производит забор, температура конденсации должна быть установлена на 5 К выше температуры всасывания для того, чтобы обеспечить подачу и/или охлаждение газа перед его попаданием в цилиндр. В этом случае входная температура охлаждающей жидкости должна быть на 10 К выше входной температуры газа.
Система охлаждения должна соответствовать всем вышеперечисленным требованиям во всех рабочих режимах и в режимах наладки, включая первый запуск. При необходимости система должна быть оснащена насосом рециркуляции охладителя и нагревателем для обеспечения запуска.
Скорость потока охлаждающей жидкости должна быть достаточно высокой для того, чтобы не допустить засорения рубашек цилиндра и трубопровода.
Примечание - Высокая температура охлаждающей жидкости на выходе (более чем на 17 К выше входной температуры газа) может привести к потере мощности и эффективности.
6.1.3.4 Конструкция рубашек охлаждения должна быть такой, чтобы разрушение уплотнительной прокладки не привело к попаданию охлаждающей жидкости в цилиндр или газа в охлаждающую систему.
6.1.3.5 При необходимости должна быть установлена замкнутая система охлаждения с принудительной циркуляцией и герметичными рубашками охлаждения. Она должна соответствовать требованиям 6.1.3.5.1-6.1.3.5.3 (см. рисунок G.2, план D, приложение G).
6.1.3.5.1 Система охлаждения должна соответствовать требованиям 6.1.3.3.
6.1.3.5.2 Рекомендуется контролировать циркулирующую охлаждающую жидкость, чтобы повышение температуры охлаждающей жидкости в каждом отдельном цилиндре, включая крышки цилиндров, если они подлежат охлаждению, оставалось в пределах 5 К и 10 К.
6.1.3.5.3 Система должна быть оснащена предварительно установленной трубной обвязкой, смонтирована на раме и оснащена датчиками температуры и давления, аварийными сигналами.
6.1.4 Соединения цилиндра
6.1.4.1 Подводящие и отводящие соединения и другие соединения для технологического газа должны иметь фланцы, а также они должны соответствовать допускаемому рабочему давлению.
6.1.4.2 Фланцевые соединения скрепляются с помощью шпилек, если установка болтов не была оговорена при заказе.
6.1.4.3 Конструкция фланцев должна соответствовать требованиям стандартов [6] и [7] или по согласованию требованиям иных стандартов. Конструкция нестандартных соединений, включая переходники, должна быть согласована с покупателем (см. приложение F). Продавец должен обеспечить поставку всех уплотнительных и крепежных изделий, предназначенных для крепления и уплотнения переходников.
6.1.4.4 Шероховатость поверхности контактирующих с сальником соединений из чугуна или стали, кроме фланцев с прокладкой под кольцевое уплотнение, должна быть от 3,2 до 6,4 мкм среднеарифметического отклонения профиля (Ra), при этом должна быть использована зубчато-круговая или зубчато-спиральная поверхность, имеющая шаг от 0,6 до 10 мм. Обработка поверхности уплотнителей для кольцевых соединений должна соответствовать требованиям [8].
6.1.4.5 Резьбовые соединения должны соответствовать требованиям [9]. Резьбовые соединения, не находящиеся в эксплуатации, должны быть закрыты металлическими пробками, изготовленными из того же материала, что и цилиндр. Для последующего извлечения пробок их резьбовые поверхности должны быть смазаны.
Запрещается использовать полимерную пленку для уплотнения пробок, а также пробки из полимерных материалов.
6.2 Клапаны и разгрузочные устройства
6.2.1 Среднюю скорость , м/с, потока газа в клапане определяют по формуле
![]() , (6.1)
, (6.1)
где A - эффективная площадь головки цилиндра, см;
F - произведение фактической подъемной силы, периметра отверстия клапана и количества впускных или выпускных клапанов, см;
- средняя скорость поршня, м/с.
6.2.2 Конструкция клапана и разгрузочного устройства должна соответствовать свойствам нагнетаемых газов. Каждое отдельное разгрузочное устройство должно быть оснащено средствами визуальной индикации его положения и загрузки (загружено или разгружено).
6.2.3 Конструкция клапанов, включая двухуровневые клапаны, должна быть разработана таким образом, чтобы исключить их неправильную установку.
6.2.4 Узлы клапанов должны быть съемными для обеспечения возможности ремонта. Прокладки между гнездом клапана и цилиндром должны быть цельнометаллическими или с металлической оболочкой. Прокладки между крышкой клапанного механизма и цилиндром должны быть цельнометаллическими, с металлической оболочкой или с металлическим кольцом. Иные типы прокладок могут быть использованы по согласованию с покупателем. По требованию покупателя поставщик должен предоставить письменный отчет о динамических свойствах клапанов.
6.2.5 Клапан и цилиндр должны быть спроектированы таким образом, чтобы ни упор клапана, ни крепежные соединения не могли упасть в цилиндр, даже если крепежные соединения клапана разрушатся или ослабнут.
6.2.6 Если масса клапана превышает 15 кг, продавец должен предоставить устройство, облегчающее демонтаж и установку узлов клапанов для ремонта.
6.2.7 Концы спиральной пружины клапана должны быть выпрямлены для того, чтобы защитить тарелку клапана от повреждений концами пружины.
6.2.8 Шероховатость поверхности клапанной тарелки после обработки должна составлять не менее 0,4 мкм Ra. Края должны быть отполированы. Гнезда клапанов и уплотнительные поверхности должны иметь шероховатость не менее 0,4 мкм Ra.
6.2.9 Гнезда клапанов, контактирующие с тарелками клапанов, должны иметь минимальную твердость поверхности RC32 и объемную закалку в случае высокочастотной закалки, минимальную глубину твердого слоя 1,6 мм (см. 7.1.10)
6.2.10 Необходимость установки разгрузочных устройств должна быть оговорена при заказе.
6.3 Поршни, поршневые штоки и поршневые кольца
6.3.1 Поршни, которые можно демонтировать со штока, должны быть прикреплены к штоку с помощью заплечиков и контргаек или с помощью стяжных болтов. Все гайки должны быть надежно зафиксированы в надлежащих местах. Гайки, прикрепляющие поршневой шток к поршню и крейцкопфу, должны быть зафиксированы. Шток должен быть надежно скреплен с крейцкопфом, чтобы предотвратить вращение.
6.3.2 Пустотелые поршни (одиночные или составные) должны непрерывно самовентилироваться для сбрасывания давления при сбросе давления в цилиндре через отверстие, расположенное в торцевой части поршневой камеры диаметром 3 мм, отверстия в основании канавки поршневого кольца или пружинной предохранительной заглушки во внешней торцевой части поршня.
6.3.3 Для повышения износоустойчивости на поршневые штоки должны быть нанесены твердые металлические покрытия. При эксплуатации оборудования в коррозионных средах материал штока и покрытия должен соответствовать рабочим условиям. Необходимо обратить внимание на использование твердых покрытий для увеличения устойчивости к износу. При использовании покрытия поршневые штоки должны быть постоянно защищены от набивки сальника поршневого штока с помощью маслосъемников. Материал покрытия должен быть тщательно герметизирован для предотвращения коррозии материала основы на стыках покрытия. Технологии плавки, требующие высоких температур, которые могут отрицательно сказаться на механических характеристиках материала основы, не должны быть использованы.
При эксплуатации оборудования в коррозионно-опасных условиях основной материал и материал покрытия поршневого штока должны соответствовать рабочим условиям, заявленным в спецификации.
Высокоскоростные и высокопрочные термические технологии обработки подходят для изготовления покрытия поршневого штока. Технологии металлического напыления, придающие шероховатость поверхности основного материала, не могут быть рекомендованы, так как при их использовании на поверхности возникают потенциально опасные точки механического напряжения. Использование нижнего слоя под основным слоем покрытия не рекомендуется.
Поршневые штоки, которые были предварительно обработаны с применением высокочастотной закалки, нельзя покрывать износоустойчивым материалом поверх основы, подвергнутой высокочастотной закалке.
6.4 Коленчатые валы, картеры, шатуны и крейцкопфы
6.4.1 Коленчатые валы должны быть цельными и должны пройти термическую и механическую обработку всех рабочих поверхностей и мест соединений.
6.4.2 Шатуны должны быть изготовлены из стальных поковок и оснащены съемными колпачками. У них не должно быть острых углов. Втулки пальцев крейцкопфа должны быть сменными. Все шатунные болты должны быть после сборки надежно закреплены с помощью шплинта.
6.4.3 Крейцкопфы для горизонтальных компрессоров номинальной мощностью более 150 кВт должны быть изготовлены из стальных поковок. Поковки по [10] сорт 80-55-06 применимы для крейцкопфов номинальной мощностью 150 кВт и менее. Верхние и нижние башмачные накладки крейцкопфа, а также направляющие крейцкопфа должны быть сменными. Должны быть предусмотрены специальные приспособления для обеспечения регулировки крейцкопфа. Должны быть также предусмотрены соответствующие отверстия для возможного ремонта крейцкопфа.
6.4.4 Если существует такое требование, картер должен быть оснащен предохранительными устройствами для защиты от быстрого подъема давления. Эти устройства должны быть оснащены направленными вниз прорезями (в сторону от лица оператора), пламягасящим механизмом и устройством для мгновенного закрывания, предназначенным для минимизации обратного потока.
Примечание - Рекомендуется, чтобы общая площадь проходного сечения подобных устройств была не менее 70 мм на каждый дм
свободного объема картера.
6.4.5 Корпусы крейцкопфов должны быть прикреплены к картеру с помощью шпилек, если они не являются неотъемлемой частью станины. Пришлифованные соединения должны быть предусмотрены между корпусом крейцкопфа и картером, корпусом крейцкопфа и распорным кольцом, распорным кольцом и цилиндром.
6.5 Распорные втулки
6.5.1 Покупатель должен указать в спецификации, какие типы распорных колец, перечисленных в 6.5.1.1-6.5.1.4, ему требуются (рисунки I.2 и I.3, приложение I).
6.5.1.1 Тип A: короткая однокамерная распорная втулка, применяемая только при эксплуатации с использованием смазки, когда допускается вынос смазки (на маслосъемном кольце и уплотнителе для защиты от давления). Это устройство не должно быть использовано, когда цилиндры смазывают синтетическими маслами.
Примечание - Распорные втулки типа A применяют при работе с невоспламеняющимися и неопасными газами.
6.5.1.2 Тип B: длинная однокамерная распорная втулка, применяемая при эксплуатации без использования смазки или при наличии конкретных указаний в спецификации. Она должна быть достаточной длины для того, чтобы не допустить выноса смазки. Ни одна часть поршневого штока не должна входить в картер (корпус крейцкопфа) и в уплотнитель газового цилиндра. Поршень должен быть оснащен маслоотражателем из искроустойчивого материала с прорезью для обеспечения легкого доступа к уплотнению поршневого штока.
6.5.1.3 Тип C: длинная двухкамерная распорная втулка, предназначенная для содержания воспламеняющихся, опасных или токсичных газов. Ни одна часть поршневого штока не должна входить в защищающее от давления уплотнение газового цилиндра, промежуточное герметизирующее уплотнение и уплотнение маслосъемного кольца. Между двумя камерами должно быть межкамерное уплотнение. Приспособления для смазки межкамерного уплотнения и для подачи уплотняющего газа при необходимости должны быть предусмотрены продавцом.
6.5.1.4 Тип D: длинная/короткая распорная втулка, предназначенная для содержания воспламеняющихся, опасных или токсичных газов. Ни одна часть поршневого штока не должна входить в промежуточное герметизирующее уплотнение и в маслосъемный сальник. Между двумя камерами должно быть межкамерное уплотнение. Приспособления для смазки межкамерного уплотнения для подачи уплотняющего газа при необходимости должны быть предусмотрены продавцом.
6.5.2 Отверстия для доступа необходимого размера должны быть предусмотрены на всех распорных втулках для того, чтобы обеспечить возможность демонтажа уплотнения. В двухкамерных распорных втулках типа D камера, смежная с цилиндром (внешняя камера), может быть открыта для доступа через съемную перегородку. Распорные втулки (или их камеры) должны быть оснащены защитными перегородками, сдвижными жалюзийными кожухами и уплотненными цельнометаллическими кожухами, как это указано в спецификации. Установка неметаллических кожухов запрещена.
6.5.3 Конструкция распорной втулки должна предусматривать возможность замены прокладочного кольца без необходимости демонтировать поршневой шток.
6.5.4 Там, где предусмотрены цельнометаллические кожухи для распорных втулок, распорные втулки, перегородки, кожухи, болтовые крепления и промежуточное герметизирующее уплотнение должны быть разработаны с учетом минимизации дифференциального давления в камерах, составляющего 2 бар или выше, если того требует проект. Продавец должен указать в спецификации максимальное допустимое рабочее давление распорной втулки.
6.5.5 Каждая камера распорной втулки должна быть оснащена внизу сливным патрубком, а наверху - вентиляционным отверстием. Камера распорной втулки со встроенными ребрами жесткости должна иметь также встроенное устройство для осуществления слива между ребрами. Отдельно вентиляционное отверстие или очистное отверстие должно быть предусмотрено в каждой камере. Вентиляционное отверстие должно быть не менее 1 номинального диаметра трубы (приложение I, схемы вентиляционной и очистной систем). Все остальные внешние соединения должны быть не менее одного номинального диаметра.
Внутренние трубы встроенной вентиляционной системы должны быть изготовлены из нержавеющей стали. Вентиляционное отверстие должно быть расположено ниже штока, чтобы облегчить слив жидкости из корпуса. Там, где требуется охлаждение манжеты сальника, должны быть предусмотрены впускные и выпускные отверстия на распорной втулке, расположенные так, чтобы облегчить вентиляцию и отток жидкости (см. рисунки I.1, I.2 и I.3, приложение I).
При отсутствии иных указаний вентиляционное, дренажное и продувное оборудование и трубная обвязка должны быть обеспечены покупателем. Закрытые, герметичные или продувные распорные втулки днища цилиндра, не использующие вентиляционное отверстие, соединенное с открытым воздушным отверстием, должны быть оснащены предохранительным устройством.
Продавец должен гарантировать, что вентиляционное отверстие (если оно соединено с открытым воздушным отверстием) или предохранительное устройство подходит для предотвращения появления избыточного давления в распорной втулке в случае неисправности корпуса.
6.5.6 В распорных втулках типов A и B с цельнометаллическими кожухами должны быть установлены надежные кольцевые уплотнители в местах, где расположены маслосъемные сальники. В распорных втулках типов C и D с цельнометаллическими кожухами надежные кольцевые уплотнители должны быть установлены в местах, где расположены маслосъемные кольца, и там, где расположены перегородки. Эти уплотнительные кольца должны быть сегментного типа с боковой загрузкой, которые закроются для атмосферного давления (без продува), чтобы предотвратить загрязнение картерного масла по причине утечки газа из корпуса цилиндра (см. 6.6.8).
6.6 Уплотняющие коробки и гидравлическое уплотнение
6.6.1 Все маслосъемные кольца, промежуточные герметизирующие уплотнители и гидравлические уплотнения газовых цилиндров должны представлять собой сегментные кольца с устойчивыми к коррозии охватывающими пружинами. При эксплуатации в среде, богатой сернистым нефтяным газом, охватывающие пружины должны быть изготовлены из сплава никеля и хрома Inconel 600 или Х750. При необходимости должны быть установлены щитки в корпусе крейцкопфа на возвратном маслопроводе из набивного сальника или маслосъемного кольца для предотвращения разбрызгивания.
6.6.2 Фланцы уплотняющей коробки должны быть прикреплены к головке цилиндра или к самому цилиндру не менее чем четырьмя болтами. Фланцы должны быть изготовлены из стали для работы с воспламеняющимися, опасными или токсичными газами. Расчетное давление уплотняющих коробок должно составлять не менее максимального допустимого рабочего давления цилиндра.
6.6.3 Для работы в условиях наличия воспламеняющихся, опасных, токсичных или влажных газов уплотняющие гидравлические коробки должны быть оснащены обычными вентиляционными и дренажными отводами под поршневым штоком, проведенными производителем к нижней части распорной втулки (см. приложение I).
6.6.4 При отсутствии иных указаний в спецификации критерии, приведенные в 6.6.4.1-6.6.4.4, следует применять для охлаждения уплотнительных коробок.
6.6.4.1 Стандартная схема производителя может быть использована для давления в цилиндре на выходе до 100 бар.
6.6.4.2 Уплотняющие коробки с жидкостным охлаждением со встроенными охлаждающими манжетами являются необходимыми при использовании следующих материалов для уплотнения:
a) несмазанные неметаллические кольцевые уплотнители с МДРМД цилиндра выше 17 бар;
b) смазанные неметаллические кольцевые уплотнители с МДРМД цилиндра выше 35 бар;
c) изготовленные из любых материалов, смазанные или несмазанные с МДРМД цилиндра выше 100 бар.
В этих случаях:
- кольцевые уплотнители следует использовать для того, чтобы закрыть каналы подачи охладителя между манжетами;
- кольцевые уплотнители должны быть полностью утоплены в канавки как на внешнем, так и на внутреннем диаметре кольцевых уплотнителей. Небольшое углубление должно быть предусмотрено вокруг утопленного кольцевого уплотнителя для обнаружения протечек. Кольцевые уплотнители, которые перекрывают поршневой шток, не следует использовать;
- коробки с охлаждением с помощью жидкости должны быть проверены на протечку в полости со стороны холодоносителя при манометрическом давлении не менее 7,5 бар.
6.6.4.3 Уплотняющие коробки для гидравлического уплотнения компрессоров, работающих без смазки и имеющих цилиндры с МДРМД ниже 17 бар, должны давать возможность добавлять охлаждающую жидкость и должны быть оснащены стальными заглушками с резьбой.
6.6.4.4 Когда уплотнение охлаждается с помощью принудительной циркуляции, продавец должен снабдить покупателя фильтром стойкостью фильтрации 125 мкм или выше, расположенным снаружи от распорной втулки.
Внутренняя трубная обвязка и цельнокованые соединительные элементы труб из аустенитной стали должны быть установлены продавцом. Если наружную трубную обвязку поставляет продавец, то она должна быть изготовлена из аустенитной стали.
6.6.5 Если необходимо охлаждение уплотнения, продавец информирует покупателя о требованиях к охлаждению (расход жидкости, давление, перепад давлений и температуры), степени фильтрации и защите от коррозии. Падение давления в подаче охлаждающей жидкости в уплотнительной коробке не должно превышать 1,7 бар. Если потребуется, продавец должен предоставить закрытую систему жидкостного охлаждения (см. рисунок G.3, приложение G).
Примечание - Входная температура охлаждающей жидкости для уплотнительной коробки не должна превышать 35°С. Эффективность уплотнения повышается при низкой температуре охлаждающей жидкости.
6.6.6 Радиальный зазор должен быть предусмотрен между поршневым штоком и прилегающими к нему неподвижными элементами для того, чтобы не допустить контакта между ними, когда сменные ленты поршня подвергаются максимальному допустимому износу.
6.6.7 Корпусы крейцкопфов должны содержать уплотнительные коробки с маслосъемными кольцами для минимизации протечки масла из картера.
6.6.8 При необходимости для того, чтобы свести выделение газа к минимуму, гидравлическое уплотнение газового цилиндра должно включать манжеты для вентилирования и для буферного газа с уплотнительными кольцами с боковой установкой в прилегающих к ним манжетных уплотнениях (см. рисунки I.1, I.2 и I.3, приложение I).
6.7 Паспортные таблички и стрелки вращения
6.7.1 Паспортные таблички должны быть надежно прикреплены в легкодоступном месте на корпусе компрессора, на каждом цилиндре компрессора и на всех основных элементах вспомогательного оборудования.
6.7.2 Стрелки вращения должны быть выполнены литьем или прикреплены к каждому основному элементу вращающегося оборудования на видном месте. Паспортные таблички и стрелки вращения, если они прикреплены, должны быть изготовлены из аустенитной стали или из сплава никеля и меди.
Крепежные детали должны быть из того же материала. Крепление с помощью сварки запрещено.
6.7.3 Номер или код изделия, наименование продавца, серийный номер оборудования, дата изготовления, размер и тип компрессора, величина хода и номинальная скорость компрессора должны быть указаны на паспортных табличках на корпусе.
6.7.4 Паспортные таблички на цилиндрах компрессора должны содержать информацию о номинальном давлении, серийный номер, диаметр проходного отверстия, величину хода, максимальное допустимое рабочее давление и температуру, давление гидравлического испытания, объемную производительность. При работе компрессора при отрицательных температурах паспортные таблички цилиндров должны также содержать минимальную проектную температуру металла.
6.7.5 Асинхронные двигатели, используемые в поршневых компрессорах, должны быть оснащены дополнительными табличками, указывающими, каким должен быть ток полной нагрузки, а также предполагаемый уровень вибрации.
7 Материалы
7.1 Общие требования
7.1.1 Материалы компрессора должны соответствовать конкретным условиям эксплуатации.
В приложении Н приведены основные классы материалов для компрессора, предназначенные для изготовления его основных деталей. См. раздел 11 по поводу материалов для дополнительной трубной обвязки.
7.1.2 Продавец должен описать процедуру испытаний и проверок, необходимых для того, чтобы удостовериться, что данные материалы удовлетворяют требованиям эксплуатации. Эти испытания и проверки должны быть перечислены в тексте спецификации и представлены покупателю. Продавец может также назначить проведение дополнительных испытаний и проверок для материалов, предназначенных к эксплуатации в экстремальных условиях.
7.1.3 Внешние части, задействованные во вращении и скольжении (такие, как крепления рычажных механизмов и регулировочные механизмы), должны быть изготовлены из коррозионно-устойчивых материалов, соответствующих условиям места эксплуатации.
7.1.4 Мелкие детали, не указанные в спецификации (гайки, пружины, шайбы, прокладки и ключи), должны иметь устойчивость к коррозии такую же, как и у деталей, указанных в спецификации.
7.1.5 Покупатель предоставляет сведения продавцу о максимальных количествах коррозийных реактивов или опасных веществ в технологических жидкостях или в окружающей среде, таких, как сероводород, хлориды или другие вещества, которые могут привести к вызванному коррозией растрескиванию, а также вещества, которые могут вступать в реакцию с медью или медными сплавами.
7.1.6 Медь и медные сплавы не должны быть использованы в тех деталях компрессора или вспомогательного оборудования, которые будут контактировать с коррозийными газами или с газами, способными к образованию взрывоопасных соединений с медью. Подшипники, залитые баббитом, и дисперсионно-твердеющая сталь не входят в это требование. По обоюдному согласию между продавцом и покупателем материалы, содержащие медь, могут быть использованы для уплотнения в смазанных компрессорах и для иных целей.
7.1.7 Детали, изготовленные из аустенитной стали, подвергающиеся сварке, литью, наплавке твердым сплавом, и детали, контактирующие с хлоридами и другими веществами, вызывающими межкристаллитную коррозию, должны быть изготовлены из стали с низким содержанием углерода или из стабилизированной стали или должны быть термообработаны после сварки.
7.1.8 Все материалы конструкции, контактирующие с газами, должны быть совместимы с упомянутыми газами. Допуск на коррозию должен составлять минимум 3 мм. Допуск на коррозию для теплообменников и деталей, изготовленных из сплавов, необходимых для эксплуатации в особых условиях, должен быть согласован между продавцом и покупателем.
7.1.9 Все материалы, используемые в сероводородной среде, должны соответствовать [11].
Все детали, изготовленные с помощью сварки, должны быть со снятыми термическими напряжениями, чтобы сварные швы и зоны, подвергшиеся термической обработке, соответствовали стандартам твердости и предела текучести.
Примечание - Детали, к которым могут быть применены требования стандартов [11], должны включать все находящиеся под давлением части цилиндра (цилиндр, крышки цилиндра, камеры дополнительного пространства, крышки) и все связанные с ними крепежные детали; все компоненты внутри цилиндра (поршень, поршневой шток, клапаны, разгрузочные устройства, крепежные элементы); компоненты с внешними распорными втулками (коробка уплотнения, уплотнение, крепежные элементы). Крепежные элементы, изготовленные в соответствии с требованиями к материалам стандартов [11], должны иметь маркировку. В случае с многоступенчатыми компрессорами требования стандартов [11] должны применяться ко всем цилиндрам, работающим с одинаковым газом.
7.1.10 При использовании болтов и гаек из аустенитной стали или материалов со сходными характеристиками они должны быть смазаны противозадирным составом.
7.1.11 Кольцевые уплотнители должны соответствовать условиям эксплуатации. При эксплуатации под высоким давлением выбор кольцевых уплотнителей должен гарантировать отсутствие повреждений при резком сбросе давления в компрессоре.
7.2 Детали, находящиеся под давлением
7.2.1 При отсутствии иных указаний материалы для деталей, находящихся под давлением, должны использовать с учетом МДРМД, обозначенного в таблице 3. Выбор всех материалов должен быть согласован с покупателем.
Таблица 3 - Максимальное допустимое рабочее манометрическое давление для материалов, из которых изготовляют цилиндры
Материал | МДРМД, бар |
Серый чугун | 70 |
Чугун с шаровидным графитом | 100 |
Литая сталь | 180 |
Стальная поковка | Без ограничений |
Свариваемая сталь | 85 |
7.2.2 Стальные цилиндры компрессора должны быть снабжены стальными крышками.
7.2.3 Использование свариваемых деталей возможно только с письменного согласия покупателя.
7.2.4 Продавец должен указать в спецификациях материалы, из которых изготовлены детали, находящиеся под давлением.
7.3 Литье
7.3.1 Литье должно быть качественным, без усадочных раковин, газовых раковин, отдулин и иных дефектов, которые могут привести к разрушению. Поверхности отливок должны быть обработаны пескоструйной очисткой, дробеструйной очисткой, травлением или иным методом. Все формовочные ребра, заусенцы и подъемы должны быть зачищены.
7.3.2 Использование жеребеек при литье под давлением должно быть сведено к минимуму. Жеребейки должны быть чистыми и не поврежденными коррозией (возможно нанесение покрытия) и быть изготовлены из состава, совместимого с материалом литья.
7.3.3 Внутренние пустоты, включая пустоты, закрытые пробкой, не допускаются.
7.3.4 При отсутствии иных указаний стандартами для литья деталей, находящихся под давлением, из серого чугуна должен быть [12], а для деталей из стали - [13].
7.3.5 Отливки из чугуна с шаровидным графитом должны быть изготовлены в соответствии с [14]. Производство отливок должно также соответствовать требованиям 7.3.5.1-7.3.5.4.
7.3.5.1 Минимум один набор (три образца) для определения ударной вязкости по Шарпи должен быть изготовлен из материалов, сходных с материалом, проверяемым на прочность, на каждой образцовой или Y-образной отливке. Образцы должны иметь минимальную силу удара 13,5 Дж при температуре 20°С.
7.3.5.2 Образцы, проверяемые на прочность, должны иметь толщину не менее толщины критического сечения основной отливки. Эти образцы должны быть испытаны на прочность при растяжении и на твердость, должен быть также проведен микроскопический анализ. Классификация шаровидных графитовых включений должна соответствовать [15].
7.3.5.3 По одному образцу непосредственно после отливки из каждого литейного ковша необходимо подвергнуть химическому анализу.
7.3.5.4 Для проверки однородности литья необходимо произвести проверку твердости по Бринеллю на отливках в местах изменения в сечении, на фланцах и в других доступных местах, таких, как отверстие цилиндра и клапанные отверстия. Тесты также должны быть проведены на крайних точках отливок в местах, представляющих собой сегменты, отлитые в первую и последнюю очередь. Это должно быть выполнено в дополнение к проверке твердости по Бринеллю на образцовых отливках.
7.4 Кованые детали
Стандарт качества для кованых элементов, находящихся под давлением, должен соответствовать [16].
7.5 Сварные цилиндры и крышки цилиндров
7.5.1 Сварные цилиндры должны иметь расчет на усталостную прочность. Продавец должен гарантировать, что циклические нагрузки ограничены значениями, которые не приведут к увеличению существующего внутреннего дефекта.
7.5.2 Детали цилиндра и крышки цилиндра, находящиеся под давлением, изготовленные из поковок материалов или из сочетания поковок и отливок, должны соответствовать требованиям 7.5.2.1-7.5.2.8.
7.5.2.1 Пластины, подвергаемые смене давления, которые используют в цилиндрах и крышках цилиндров, должны быть подвергнуты контролю после того, как они были сформованы перед подготовкой соединений под сварку:
- если при нагрузке на пластину натяжение происходит в направлении толщины листа, пластина должна пройти 100%-ный ультразвуковой контроль в районах толщины листа с обеих сторон от элементов нагрузки (см. рисунок 1);
- если пластина нагружена на сгибе, она должна пройти 100%-ный ультразвуковой контроль в районах толщины листа с обеих сторон от элементов нагрузки (см. рисунок 2);
- если пластина нагружена осевой нагрузкой, ультразвуковой контроль не требуется (см. рисунок 3).
|
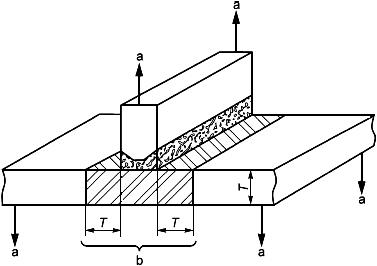
a - стрелки указывают направление нагрузки; b - заштрихованная область показывает охват ультразвукового контроля
Рисунок 1 - Пластина с нагрузкой, вызывающей напряжение в сторону толщины листа
|

a - стрелки указывают направление нагрузки; b - заштрихованная область показывает охват ультразвукового контроля
Рисунок 2 - Пластина, нагруженная на сгибе
|

a - стрелки указывают направление нагрузки
Рисунок 3 - Пластина, нагруженная осевой нагрузкой
7.5.2.2 После подготовки к сварке края пластины должны быть исследованы с помощью магнитопорошковой дефектоскопии или дефектоскопии методом проникающих жидкостей в соответствии с правилами проектирования элементов, предназначенных к работе под давлением.
7.5.2.3 Доступные поверхности сварных швов должны быть исследованы с помощью магнитопорошковой дефектоскопии или дефектоскопии методом проникающих жидкостей после зачистки швов и еще раз после их термической обработки.
7.5.2.4 При необходимости контроль качества швов, которые будут недоступны после сборки, по взаимному соглашению продавца и покупателя должен быть произведен до сборки.
7.5.2.5 Сварные швы элементов, предназначенных к работе под давлением, должны быть получены с помощью полного проплавления основного металла (полностью сварные швы), если иные методы не получили предварительного согласия покупателя.
7.5.2.6 Все кованые цилиндры и крышки цилиндров должны пройти термическую обработку после сварки (см. 7.7.6).
7.5.2.7 Все стыковые сварные швы сварных цилиндров должны пройти 100%-ный радиографический контроль. Если контроль может быть проведен только до полной сборки, окончательная проверка должна быть проведена любым другим доступным способом, например с помощью ультразвукового контроля (см. 13.2.2).
7.5.2.8 При необходимости схемы предполагаемых сварных швов должны быть предоставлены покупателю для согласования. Чертежи должны информировать о схеме расположения швов, их размере, материалах, а также о термической обработке изделий до и после сварки.
7.6 Ремонт отливок и кованых деталей
7.6.1 Основные работы по ремонту деталей, находящихся под давлением, и все работы по ремонту движущихся частей, подверженных циклической нагрузке, а также коленчатых валов не должны предприниматься без предварительного письменного разрешения покупателя. Это относится и к деталям цилиндра, поршня, штока и крейцкопфа. Ремонт стальных отливок в пределах разрешенных параметров не относится к основным ремонтным работам.
Все работы по ремонту деталей под давлением, проводимые после гидравлических испытаний, должны рассматриваться как основные ремонтные работы.
Перед началом проведения основных ремонтных работ продавец обязан предоставить покупателю для согласования с ним чертежи, показывающие дефектные зоны, информирующие о материалах, которые должны быть использованы, сварочных работах и предполагаемом количестве испытаний и повторных испытаний, позволяющих удостовериться в результатах ремонта. Все ремонтные работы должны быть тщательно задокументированы, а документы о проведении ремонтных работ - предоставлены покупателю.
Ремонт деталей, не находящихся под давлением, продавец может проводить в соответствии с внутренним контролем качества. Эти процедуры должны быть доступны покупателю для изучения на заводе производителя.
Работы по ремонту деталей, не находящихся под давлением, должны быть задокументированы продавцом. Никакие ремонтные работы не должны проводиться без письменного согласования с конструкторским подразделением, а также с отделом контроля качества и производственным отделом.
При необходимости покупателю должно быть предоставлено уведомление о ремонте остальных основных элементов.
7.6.2 Отливки, предназначенные для работы под давлением, не должны ремонтировать с помощью проковки, прожигания или пропитывания. Отливки и кованые элементы, предназначенные для работы под давлением, не должны ремонтировать с помощью сварки, нанесения покрытия или установки пробки, как указано в 7.6.2.1-7.6.2.2.
7.6.2.1 Отливки и кованые элементы из стали могут быть отремонтированы с помощью сварки. После проведения основных сварочных ремонтных работ и перед гидравлическим испытанием готовая отливка или кованая деталь должна быть подвергнута термической обработке для снятия остаточных напряжений как материала сварки, так и основного металла.
7.6.2.2 Детали из серого чугуна или чугуна с шаровидным графитом могут быть отремонтированы с помощью установки пробки в соответствии с ограничениями, указанными в [12] или [14].
Пробки не должны быть использованы в стенках, находящихся под давлением газа, включая отверстие под вкладышем.
Отверстия, просверленные для пробок, должны быть исследованы методом проникающей жидкости для того, чтобы убедиться, что все материалы с дефектами были удалены (см. приложение D).
7.7 Сварка
7.7.1 Сварка трубной обвязки и деталей, находящихся под давлением, а также сварка разнородных металлов и сварочные ремонтные работы должны быть проведены и проверены специалистами согласно процедурам, описанным в нормах проектирования оборудования, работающего под давлением.
7.7.2 Продавец отвечает за установление процедур по сварочным ремонтным работам согласно требованиям применяемых стандартов и за проведение сварочных ремонтных работ в соответствии с этими процедурами, включая термическую обработку после ремонта и проверку проведенных ремонтных работ. Процедуры должны быть представлены на рассмотрение покупателю до их проведения.
7.7.3 Сварочные работы, не описанные в 7.7.1 (сварка опорных плит, не находящегося под давлением трубопровода, наружной обшивки и пультов управления), должны быть проведены сварщиками, имеющими квалификацию, соответствующую [17].
7.7.4 Проверка результатов сварочных ремонтных работ должна быть проведена методами, обеспечивающими обнаружения дефектов.
7.7.5 Соединения, приваренные к деталям, находящимся под давлением, должны быть проконтролированы, как это изложено в 7.7.5.1 и 7.7.5.3.
7.7.5.1 При необходимости проводится в дополнение к требованиям 7.7.1 100%-ный радиографический контроль стыковых сварных швов, а также контроль с помощью магнитопорошковой дефектоскопии или дефектоскопии методом проникающих жидкостей.
7.7.5.2 Если требуется термическая обработка, сварные швы труб должны быть выполнены до того, как элемент подвергнется термической обработке.
7.7.5.3 При необходимости схемы предполагаемых соединений должны быть предоставлены покупателю перед производством работ. Чертежи должны содержать схемы сварных швов, размер, материалы и детали термической обработки до и после сварки.
7.7.6 При необходимости согласно применяемым нормативам или 7.5.2.6 все сварные швы должны быть термически обработаны в соответствии с методикой, описанной в вышеупомянутых стандартах. Для стали, применяемой в сероводородной среде, термическая обработка также должна быть проведена в соответствии с [11].
7.7.7 Сварка трубчатым электродом может быть применена для оборудования, работающего с водородной средой, при наличии письменного согласия покупателя и после предоставления ему описания данной технологической процедуры.
7.8 Эксплуатация при низких температурах
Для того чтобы не допустить хрупкого разрушения, материалы и конструкции, предназначенные для эксплуатации при низких температурах, должны соответствовать стандартам и требованиям, приведенным в спецификациях. Покупатель должен указать минимальную расчетную температуру металла (МРТМ), связанную с предполагаемыми условиями эксплуатации. Продавец и покупатель должны согласовать все мероприятия, которые необходимо будет выполнить при транспортировании, установке и запуске оборудования.
8 Подача смазки
8.1 Подача смазки на компрессор
8.1.1 Система подачи смазки на компрессор должна быть напорной, системы смазки разбрызгиванием могут применяться для горизонтальных компрессоров, если номинальная мощность составляет 150 кВт или менее. Температура масла в картере не должна превышать 70°С для напорных систем и 80°С для систем смазки разбрызгиванием.
8.1.2 При необходимости системы подачи смазки под давлением должны быть спроектированы и установлены в соответствии с [18] (или с главой 2 [19]).
Примечание - [18] (или [19]) обычно применяют к сложносоставным поршневым компрессорам с большими турбинными приводами и зубчатыми передачами.
8.1.3 Все системы подачи смазки под давлением должны состоять из масляного насоса с сетчатым фильтром на всасывающей линии, системы подвода и отвода масла (см. 11.2), маслоохладителя (если необходимо), полнопроточного фильтра и необходимых инструментов (см. рисунок G.4, приложение G). В данном случае должны быть применены требования 8.1.3.1-8.1.3.3.
8.1.3.1 Все наружные маслосодержащие нагнетательные элементы, включая вспомогательный насос, должны быть стальными, кроме насосов подачи смазки с приводом от коленвала, корпус которых может быть изготовлен из серого чугуна или чугуна с шаровидным графитом.
8.1.3.2 Каждый компрессор номинальной мощностью более 150 кВт продавец обязан обеспечить отдельным вспомогательным масляным насосом с автономным приводом, полной подачей и напором, с автоматическим запуском при низком давлении в системе подачи смазки и с дополнительными функциями последующей смазки после отключения компрессора. Тип привода должен быть указан в спецификации. При отсутствии иных указаний приводы насоса должны иметь дополнительный запас мощности, соответствующий пусковому моменту вращения при кинематической вязкости масла 1000 мм
/с.
8.1.3.3 Как основной, так и вспомогательный насос должен иметь запас по подаче масла на 20% больше, чем общая потребность в масле. Кроме того, каждый насос должен быть оснащен отдельным невстроенным предохранительным клапаном с отдельной трубкой, подведенной к резервуару картера. Предохранительный клапан, обслуживающий основной масляный насос, должен иметь корпус, изготовленный из серого чугуна или чугуна с шаровидным графитом, если он расположен внутри картера, в остальных случаях корпус должен быть стальным. По требованию покупателя предохранительный клапан для насоса должен быть установлен вне картера.
Возвратный масляный трубопровод должен подавать масло в маслосборник или во внешний резервуар таким образом, чтобы не допустить обратного тока в насос и не накапливать статического электричества.
8.1.3.4 Номинальное манометрическое давление в системе подачи смазки на раму должно быть не менее 10 бар.
8.1.4 Масляный охладитель должен поддерживать температуру масла не выше 55°С. Охладитель должен быть с системой водяного охлаждения, кожухотрубного или пластинчатого типа с соответствующим воздушным охлаждением согласно спецификации.
Использование встроенных масляных охладителей недопустимо.
8.1.5 В системе смазки должен быть установлен терморегулирующий клапан для поддержания температуры масла выше минимальной температуры, указанной производителем. Клапан позволяет маслу циркулировать по перепускному каналу вокруг системы охлаждения (см. рисунок G.4, приложение G).
8.1.6 Полнопоточные фильтры с заменяемыми элементами должны иметь степень фильтрации 10 мкм (номинальная фильтрация) или выше. Фильтры должны быть расположены внизу охладителя. Фильтры с крышками, масса которых составляет более 16 кг, должны иметь подъемники для крышек. Фильтры не должны быть оснащены обводной линией. Материалы, из которых изготовлены фильтрующие патроны, должны быть устойчивыми к коррозии. Сетчатые металлические или металлокерамические фильтрующие элементы не должны использоваться. Поток должен быть направлен извне к центру патрона фильтра. Расчет фильтрующего патрона в сборе должен гарантировать невозможность возникновения внутреннего перепускного потока из-за возникновения зазора между фильтром и патроном или между двумя фильтрующими патронами, неправильного уплотнения нижней крышки или иных ошибок в установке уплотнения. Падение давления в чистом фильтрующем элементе не должно превышать 0,3 бар при рабочей температуре 40°С и нормальном уровне расхода. Патроны должны быть рассчитаны на перепад давления на них не менее 5 бар. Каждый фильтр должен иметь вентиляционное отверстие и, если размер позволяет, дренажные отверстия с обеих сторон.
МДРМД в корпусе фильтра должно быть не выше настройки (уставки) срабатывания предохранительного клапана по давлению в системе. Настройка (уставка) давления предохранительного клапана должна быть не выше, чем сумма номинального давления в линии нагнетания, потерь давления в оборудовании и в трубопроводе перед попаданием в фильтр и перепада давления на фильтрующем патроне при минимальной температуре масла 27°С и номинальном уровне подачи масла к подшипникам. Для достижения необходимой для запуска температуры масла выше 27°С должен быть установлен нагреватель в соответствии с 8.1.7.
При необходимости должны быть установлены двухступенчатые фильтры с перепускным клапаном, который перекрывает неработающий фильтр. Система должна быть разработана с учетом возможности замены фильтрующего патрона и восстановления давления во время работы.
8.1.7 При необходимости съемное устройство парового обогрева, внешнее по отношению к резервуару, или регулируемый с помощью реле электрический погружной нагреватель с оболочкой из аустенитной стали должны быть установлены для обогрева емкости масла перед запуском в холодную погоду. Нагреватель должен иметь достаточную мощность для того, чтобы в течение 12 ч повысить температуру масла в резервуаре от указанной минимальной температуры окружающей среды до необходимой, согласно требованиям производителя, температуры запуска. При использовании электрического погружного нагревателя уровень теплового потока не должен превышать 2,3 Вт/см
. Каждый электронагреватель должен быть защищен от включения, когда он не полностью погружен в масло.
8.1.8 Масляный резервуар должен быть оснащен смотровым окошком для определения уровня масла. На нем должны быть обозначены максимальный и минимальный рабочие уровни.
8.2 Смазка цилиндра и уплотнения
8.2.1 Общие требования
8.2.1.1 Покупатель должен указать на потребность в системе смазки цилиндра компрессора и уплотнения с одним плунжером на точку подачи смазки или механический лубрикатор с разделением на секции.
8.2.1.2 Лубрикаторы должны быть приведены в движение коленвалом или иметь автономный привод согласно спецификации. Лубрикаторы должны находиться отдельно от насоса (насосов) подачи смазки на компрессор и иметь всю необходимую трубную обвязку (см. 11.3). Храповой привод лубрикатора не должен быть применен.
8.2.1.3 Насосы должны обеспечивать 100%-ное увеличение и 25%-ное снижение расчетной подачи. Подача насоса должна быть регулируемой во время работы компрессора.
8.2.1.4 При необходимости должен быть установлен обогреватель с терморегулятором для резервуара со смазочным маслом.
Уровень теплопотока данного устройства должен быть не более 2,3 Вт/см. Размеры системы обогрева и терморегулятора должны быть согласованы между продавцом и покупателем.
При использовании встроенного нагревателя он должен быть полностью погружен даже при минимальном уровне масла (см. 8.2.2.3).
8.2.1.5 При отсутствии других указаний лубрикаторы должны иметь устройства для предварительной смазки компрессора перед его запуском.
8.2.1.6 Функции сигнализации должны быть обеспечены по требованию покупателя.
8.2.1.7 Точка (или точки) подачи смазки должны быть предусмотрены для каждого пропускного канала цилиндра и уплотнения. Встроенный двойной шариковый обратный клапан из нержавеющей стали должен быть установлен в непосредственной близости от каждой точки подачи смазки. Обратный клапан, трубная обвязка и крепежные элементы должны быть рассчитаны на максимальное рабочее манометрическое давление лубрикатора.
8.2.1.8 Каналы для впрыскивания смазочного масла должны быть во всех цилиндрах, включая и те, которые работают без смазки. Неиспользуемые отверстия должны быть закупорены цельнометаллическими пробками с резьбой, изготовленными из нержавеющей стали. Парные трубные соединения должны быть помечены на местах демонтажа для того, чтобы облегчить последующую сборку.
8.2.1.9 Покупатель должен указать, должны ли цилиндры компрессора смазываться синтетическими смазками. Характеристики смазки должны быть включены покупателем в спецификацию. Внутренняя поверхность системы подачи смазки, контактирующая с синтетической смазкой, должна быть из совместимого с ней материала, согласованного между изготовителем компрессора и производителем смазки. Внутренняя поверхность, контактирующая с синтетической смазкой, должна оставаться неокрашенной. Если другие внутренние поверхности (например, поверхность распорной втулки) должны быть окрашены, поверх краски необходимо нанести покрытие, защищающее от синтетической смазки, рекомендованное производителем смазки.
8.2.1.10 Вместимость резервуара со смазкой должна обеспечивать работу в течение 30 ч при нормальной производительности.
8.2.2 Поточечная смазка
8.2.2.1 Лубрикаторы должны иметь показывающие расходомеры на каждой точке подачи смазки.
8.2.2.2 Подача на каждую точку должна иметь индивидуальную настройку во время работы компрессора.
8.2.2.3 Защита от неисправности лубрикатора цилиндра или уплотнения должна иметь сигнализацию по низкому давлению для подключения дополнительного плунжерного насоса, который прокачивает масло через отверстие обратно в резервуар лубрикатора. Этот насос должен иметь всасывающий патрубок, позволяющий терять способность к всасыванию, когда масло в резервуаре опускается на 30% максимального уровня. При использовании нескольких отделений резервуара каждое из них должно быть защищено подобным образом.
8.2.3 Разделительное устройство для подачи смазки
Наличие защитных устройств должно быть согласовано между продавцом и покупателем.
Система также может быть защищена от перегрузки разрывной мембраной, расположенной за насосом (насосами). Манометр может быть установлен для определения давления насоса на выходе. Для защиты от снижения уровня подачи может быть установлено контрольное устройство, оснащенное цифровым дисплеем, показывающим общий уровень подачи, и снабженное сигнализацией, включающейся при отсутствии подачи. Контрольное устройство может быть приведено в действие бесконтактным выключателем, установленным на первичном разделительном устройстве.
9 Вспомогательные устройства
9.1 Приводы
9.1.1 Общие требования
9.1.1.1 Тип привода должен быть определен покупателем. Привод и оборудование для силовой передачи должны быть предоставлены продавцом при отсутствии иных договоренностей. Конструкция привода должна соответствовать максимальному установленному режиму работы, включая потери от переходного затухания и/или потери в зубчатых передачах, и должна соответствовать всем относящимся к нему характеристикам, приведенным в запросе и заказе. Все элементы привода должны бесперебойно работать при всех указанных режимах эксплуатации и погодных условиях. Привод должен быть способен приводить в движение компрессор на всех режимах его работы при полной подаче и без отбора газа при соответствующем давлении, установленном в предохранительном клапане.
9.1.1.2 Предполагаемые изменения в условиях работы, которые могут повлиять на конструкцию привода (например, изменения давления, температуры или качеств среды, а также особые условия запуска на конкретном предприятии), должны быть указаны покупателем.
9.1.1.3 Пусковые условия для оборудования, работающего от привода, должны быть указаны покупателем и способ запуска должен быть согласован между продавцом и покупателем. Возможности привода при пусковом крутящем моменте должны превышать требования к пусковому крутящему моменту для данного оборудования.
9.1.1.4 Инерция вращающихся частей компрессора и привода должна быть такова, что угловые колебания вокруг оси должны быть сведены к минимуму. Нежелательными колебаниями являются те, которые могут привести к поломке, нетипичному износу деталей, препятствовать работе регулятора и регулирующей системы привода и вызвать серьезные нарушения в системе привода и/или электрической системе. На исходном этапе расчетов колебания полной амплитуды скорости должны быть ограничены 1,5% номинальной скорости при полной нагрузке и частичной нагрузке, если предусмотрено постепенное изменение нагрузки. Продавец компрессора должен проинформировать производителя привода об условиях его эксплуатации и должен получить подтверждение, что данный привод подходит для данного режима эксплуатации.
9.1.1.5 Для того чтобы определить размеры маховиков и муфт для зубчатых передач, максимальная амплитуда вибрации от крутящего момента в зубчатой передаче не должна превышать 25% крутящего момента, соответствующего максимальной нагрузке на компрессор, и ни в коем случае не должно быть обратного крутящего момента при зацеплении зубчатых передач.
9.1.1.6 Для компрессоров с приводом от клинового ремня максимальная амплитуда скоростных колебаний не должна превышать 3% номинальной скорости компрессора при любом рабочем режиме (см. 9.4).
9.1.2 Приводы от двигателя
9.1.2.1 Для оборудования с приводом от электродвигателя мощность двигателя должна составлять не менее 110% максимальной мощности, необходимой для любого из режимов работы.
9.1.2.2 Электродвигатели для приводов могут быть либо синхронными, либо асинхронными и должны принадлежать к одному из следующих типов по требованию покупателя:
- консольный (навесной) тип, в котором ротор двигателя установлен на выступе картера компрессора без каких-либо дополнительных подшипников (см. 9.1.2.10);
- одноподшипниковый двигатель с единственным наружным подшипником, установленным на отдельной стойке;
- одноподшипниковый двигатель со встроенным подшипником;
- двуподшипниковый двигатель с отдельными стойками для подшипников;
- двуподшипниковый двигатель со встроенными подшипниками.
Вал одноподшипникового двигателя должен быть надежно прикреплен к коленвалу компрессора. При отсутствии иных договоренностей соединение должно быть с коваными фланцами.
Двуподшипниковый двигатель может быть напрямую прикреплен к компрессору или может приводить компрессор в движение посредством редукционной передачи или с помощью ремней согласно запросу покупателя.
При необходимости одноподшипниковый двигатель может быть оснащен временным встроенным крепежным устройством для облегчения его установки и регулировки.
9.1.2.3 Покупатель должен указать тип привода для двигателя, его электрические характеристики, пусковые условия (включая возможный перепад напряжения при запуске), тип корпуса, уровень звукового давления, классификацию зон по национальными стандартами государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта*, класс изоляции и максимальный подъем температуры, а также высоту над уровнем моря, потери при электрической передаче и все требования к коэффициенту мощности, температурные датчики, датчики вибрации, нагревательные приборы и такие дополнительные устройства, как двигатель-генераторные агрегаты, вентилятор и измерительные устройства (см. 9.4.3).
________________
* На территории Российской Федерации действует ГОСТ Р МЭК 60079-0-2011
Полностью встроенные двигатели, установленные в опасных зонах, если эти двигатели не являются взрывозащищенными или герметизированными, должны быть оснащены соединениями для продувки.
Примечание - При продувке сухим воздухом или инертным газом двигателей, не являющихся ни взрывозащищенными, ни герметизированными, рекомендуется не допускать скопления огнеопасного газа в корпусе двигателя, что может привести к взрыву.
9.1.2.4 Требования к пусковому крутящему моменту двигателя следует учитывать при пониженном напряжении, указанном покупателем, и двигатель должен будет набрать полную скорость в период времени, согласованный между продавцом и покупателем.
Пусковой крутящий момент двигателя должен быть достаточным для запуска компрессора без необходимости понижать давление в какой-либо ступени компрессора с его нормального уровня давления на всасывании.
9.1.2.5 При отсутствии иных указаний двигатель должен соответствовать [20] и национальным стандартам государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта*.
________________
* На территории Российской Федерации действуют ГОСТ Р МЭК 60079-0-2011 и ГОСТ Р 52776-2007.
9.1.2.6 Комбинированная инерция вращающихся деталей компрессора с синхронным двигателем должна быть достаточной для того, чтобы свести перепады тока в двигателе до значения, не превышающего 66% тока нагрузки (см. национальные стандарты государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта*) при всех указанных режимах нагрузки, включая работу без нагрузки, когда давление в цилиндрах находится на уровне их обычного давления на всасывании. Для компрессоров с асинхронным двигателем перепады тока не должны превышать 40% тока нагрузки. Покупатель должен предоставить продавцу данные об электрической системе, необходимые для правильного выполнения проекта.
________________
* На территории Российской Федерации действует ГОСТ Р 52776-2007.
9.1.2.7 Если двигатель подбирает сам покупатель, продавец обязан предоставить ему следующую информацию:
a) требуемую инерцию ротора двигателя, которая должна соответствовать требованиям к маховику компрессора для всех указанных режимов эксплуатации;
b) требования к пусковому крутящему моменту;
c) информацию об установке и/или креплении.
9.1.2.8 Если синхронный двигатель должен быть подключен к системе электрических шин, от которых он получает питание, покупатель должен провести анализ электрической системы и предоставить продавцу компрессора (и продавцу двигателя, если его покупают отдельно) всю информацию, необходимую для его правильной разработки.
9.1.2.9 Для компрессоров с приводом от синхронного электродвигателя сопротивление кручению и инерция вращающихся деталей должны составлять не менее 20% разности между частотой вращения компрессора и собственной частотой колебания ротора двигателя по отношению к вращающемуся магнитному полю.
9.1.2.10 Конструкция валов консольных двигателей должна быть согласована с покупателем и должна иметь достаточную прочность, чтобы не допустить соприкосновения основного двигателя и вращающегося возбудителя, если он имеется, с их статорами, что может являться результатом либо искривления вала и разбалансировки магнитных сил, либо разбалансировки динамико-механических сил.
9.1.2.11 Чертеж, предоставленный производителем двигателя, должен содержать данные по пределам допуска для установки допустимого воздушного зазора. Все секции статора двигателя (вращающегося возбудителя, если он используется) должны быть закреплены после завершения внутренней подгонки для установления нужного воздушного зазора. Корпус возбудителя должен быть закреплен, чтобы не допустить значительного перемещения статора по отношению к ротору. Двигатели без упорных подшипников должны быть оснащены индикатором положения ротора.
9.1.2.12 Подшипники двигателя должны быть того же типа, что и подшипники компрессора. Использование подшипников качения в других случаях требует согласия покупателя. Схема непосредственного соединения двигателей должна быть такой, чтобы имелась возможность проверки, демонтажа и замены подшипников на месте.
Подшипники должны иметь электроизоляцию, чтобы не допустить циркуляции блуждающих паразитных токов. Гидродинамические подшипники по запросу покупателя должны иметь смазку от системы подачи смазки на компрессор.
Корпусы подшипников должны быть оснащены уплотнениями вала, чтобы не допустить проникновения грязи или влаги в подшипники или протечки масла в обмотку двигателя.
9.1.2.13 Двигатели вспомогательного оборудования должны соответствовать классификации зон согласно национальным стандартам государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта* и [21]. Мощность двигателя должна составлять 110% максимальной мощности, необходимой для любого режима эксплуатации.
________________
* На территории Российской Федерации действует ГОСТ Р МЭК 60079-0-2011.
9.1.3 Турбинные приводы
9.1.3.1 Турбинные приводы должны соответствовать требованиям покупателя. При отсутствии иных требований турбинные приводы должны обеспечивать 120% номинальной мощности компрессора с учетом потерь в передаче.
9.1.3.2 При необходимости отдельная система подачи смазки должна быть установлена для системы турбинных приводов в соответствии с [22].
9.2 Муфты и щитки
9.2.1 Муфты
9.2.1.1 Если между приводом и приводимым в движение оборудованием должна быть установлена упругая муфта, она должна быть поставлена производителем работающего от привода оборудования.
9.2.1.2 Модель, тип и схема установки муфты должны быть согласованы между покупателем и продавцом привода и работающего от него оборудования. При необходимости следует использовать распорку для муфты. Упругие муфты должны быть стальными, с гибкой мембраной, с высокой упругостью распорки при кручении, кроме муфт для низкоскоростного оборудования, которые могут быть изготовлены из эластомера, если требуется не допустить возникновения резонанса.
При наличии соответствующих требований муфта или муфты должны соответствовать [23].
9.2.1.3 Для компрессоров номинальной мощностью 1500 кВт и более, приводимых в движение двухступенчатой зубчатой передачей, в качестве низкоскоростной муфты может выступать трубчатый вал. В подобных случаях трубчатый вал должен быть прикреплен непосредственно к маховику компрессора.
Напряжение при кручении трубчатого вала составляет около 15% предела текучести данного материала. Знакопеременное напряжение составляет величину не более одной трети от среднего напряжения при кручении.
9.2.1.4 Данные о вале, размерах шпоночной канавки и перемещении вала в осевом направлении должны быть предоставлены продавцу, поставляющему данную муфту.
9.2.1.5 Соединение муфты с валом должно быть разработано и осуществлено таким образом, чтобы передающаяся мощность была не менее номинальной мощности муфты.
9.2.1.6 При наличии соответствующего требования муфты для вспомогательных приводов должны соответствовать [24].
9.2.2 Щитки и ограждения
9.2.2.1 Щитки и ограждения должны быть установлены для всех движущихся деталей, которые могут быть опасными для персонала. Щитки и ограждения должны соответствовать относящимся к ним правилам безопасности. В ограждениях маховика должны быть предусмотрены отверстия для проворота двигателя и для обеспечения доступа к установочным меткам индикатора, центру маховика (если это возможно) и к любым другим частям, которые могут потребовать внимания для обеспечения безопасной работы.
При отсутствии иных указаний ограждения должны быть предоставлены продавцом. Они должны легко демонтироваться, быть водонепроницаемыми, не дающими искр, сваренными непрерывным швом. Это относится также и к ограждениям для муфт.
Если алюминий является неприемлемым в качестве материала, не дающего искр, это должно быть указано покупателем.
9.2.2.2 Для установок под открытым небом ограждения для ременных приводов должны быть защищены от погодных влияний и хорошо вентилироваться, чтобы не допустить повышения температуры при нагреве. Защищенная от погодных влияний дверца (или дверцы) должна быть установлена для возможной проверки и технического обслуживания ремней.
9.3 Редукционная передача
9.3.1 Зубчатые передачи должны соответствовать [25] или иным стандартам по требованию покупателя.
9.3.2 Зубчатые передачи со смазкой от встроенного насоса должны быть с электрическим резервным насосом, с автоматическим запуском. Система должна быть разработана так, что запуск насоса становится возможен только тогда, когда давление масла достигло минимального допустимого уровня.
9.4 Ременная передача
9.4.1 Ременная передача должна быть использована в компрессорах номинальной мощностью не более 150 кВт. Если требуется больше одного ремня, продавец должен предоставить ремни соответствующей друг другу длины. Все ременные передачи должны проводить статическое электричество и быть маслостойкими. Система привода должна быть выбрана на основе величины, составляющей 1,75 от номинальной мощности привода.
Такие данные, как натяжение ремня, межцентровое расстояние, покрытие ремня и искривление щеки коленвала, должны быть согласованы между продавцом и покупателем.
9.4.2 Продавец должен предоставить устройство для натяжения ремня для всех ременных передач. Все точки подачи смазки на подшипники должны быть доступны для обслуживания.
9.4.3 Производитель компрессора должен проинформировать производителя привода о том, что привод предназначен к использованию с ременной передачей. Производитель привода должен иметь данные о радиальной нагрузке и вибрационном крутящем моменте, связанных с работой поршневого компрессора; производитель должен установить подшипники со сроком службы 50000 ч непрерывной работы при номинальных рабочих условиях или 25000 ч работы при максимальной осевой и радиальной нагрузках и номинальной скорости.
9.4.4 Ременные передачи должны соответствовать требованиям 9.4.4.1-9.4.4.4.
9.4.4.1 Длина вала, на который устанавливают ступицу шкива, должна быть больше или равной ширине ступицы шкива.
9.4.4.2 Длина шпонки вала, используемой для установки шкива, должна быть не менее длины отверстия шкива.
9.4.4.3 Шкив должен быть установлен на конической посадке.
9.4.4.4 Для минимизации биения вала из-за натяжения ремня расстояние до шкива от ближайшего подшипника должно быть минимальным.
9.5 Установочные плиты
9.5.1 Общие требования
9.5.1.1 Оборудование должно быть установлено на фундаментной плите, салазках, опорном листе или рельсах согласно требованиям покупателя.
Примечание - В 9.5.1.2-9.5.1.16 термин "установочные плиты" относится к фундаментным плитам, салазкам, опорным листам и рельсам.
9.5.1.2 Если оборудование установлено непосредственно на обработанную металлическую поверхность, являющуюся частью установочной плиты, такая поверхность должна быть обработана таким образом, чтобы быть плоской и параллельной другим установочным плитам с точностью до 0,15 мм/м.
9.5.1.3 Детали компрессора (такие, как картер или рама крейцкопфа) должны быть оборудованы вертикальными винтовыми домкратами.
9.5.1.4 Ножки оборудования, работающего от привода, должны быть оснащены вертикальными винтовыми домкратами.
9.5.1.5 Если масса загрузочного оборудования превышает 450 кг, установочные плиты должны быть оснащены горизонтальными винтовыми домкратами того же размера или больше, чем вертикальные винтовые домкраты. Крепления, фиксирующие эти домкраты, должны быть прикреплены к установочным плитам так, чтобы не препятствовать установке и демонтажу оборудования и регулировочных подкладок к нему.
9.5.1.6 Анкерные болты не должны быть использованы для крепления оборудования к установочным плитам.
9.5.1.7 Отверстия в фундаментных плитах и салазках не должны быть просверлены. Фундаментные плиты и салазки, предназначенные к установке на бетонном основании, должны быть оснащены установочными винтами. Установочные плиты, которые должны быть залиты бетоном, должны иметь выступающие углы радиусом 50 мм (в горизонтальной проекции).
9.5.1.8 Установочная плита должна по крайней мере на 25 мм выступать с трех сторон за опорные лапы оборудования.
9.5.1.9 Продавец установочных плит должен поставить комплект прокладок из нержавеющей стали шириной не менее 3 мм между загрузочным оборудованием и установочными плитами. Все прокладки должны с двух сторон обхватывать анкерные болты.
9.5.1.10 Крепежные детали для фиксации элементов на установочных плитах и винтовые домкраты для выравнивания опорных листов должны быть предоставлены продавцом.
9.5.1.11 При необходимости клинья для выравнивания опорной плиты должны быть предоставлены продавцом (см. приложение L).
9.5.1.12 При отсутствии иных договоренностей анкерные болты должны быть предоставлены покупателем.
9.5.1.13 В опорных лапах оборудования должны быть просверлены предварительные отверстия, которые могут быть использованы при окончательном креплении.
9.5.1.14 Установочные поверхности, не предназначенные для заливки цементом, должны быть покрыты средством против коррозии непосредственно после обработки.
9.5.1.15 Если для заливки требуется цементно-эпоксидный раствор, продавец обязан в соответствии с [26] обработать методом дробеструйной очистки все залитые раствором поверхности установочных плит и должен наложить предварительный слой грунтовки из неорганического цинка.
9.5.1.16 Если выравнивание пластин указано в заявке, эти пластины должны быть стальными толщиной не менее 19 мм (см. приложение L).
9.5.2 Фундаментные плиты и салазки
9.5.2.1 Фундаментные плиты представляют собой конструкции из сваренной стали, предназначенные для того, чтобы удерживать компрессор и другое оборудование.
9.5.2.2 Салазки представляют собой фундаментные плиты, оснащенные полозьями для перемещения.
9.5.2.3 Если фундаментная плита входит в заказ, спецификация должна содержать информацию об основном оборудовании, предназначенном для установки на ней. Фундаментная плита должна состоять из цельной сварной пластины, по согласованию с покупателем она может состоять из нескольких секций. Соединения в многосекционных плитах должны быть обработаны и скреплены шпонками для того, чтобы обеспечить точность повторной сборки на месте эксплуатации.
Примечание - Необходимость в производстве многосекционной плиты может также возникнуть в связи с требованиями к транспортированию.
9.5.2.4 Фундаментные плиты должны быть сварными. Примыкающие балки должны быть приваренными с обеих сторон. Фланцевые стыки между элементами, несущими нагрузку, не допускаются.
9.5.2.5 Картер компрессора, корпус крейцкопфа, опоры цилиндра и другое оборудование должны быть установлены на элементах несущей конструкции.
9.5.2.6 Отверстия для анкерных болтов должны быть просверлены на внешних и внутренних несущих нагрузку элементах, чтобы гарантировать, что все силы и моменты должным образом передаются в основание.
9.5.2.7 Фундаментные плиты должны быть разработаны и выполнены так, чтобы выдерживать массу компрессора, привода и вспомогательных устройств и чтобы избежать резонанса с любой возможной частотой возбуждения. Фундаментная плита должна обладать способностью передавать все силы и моменты, генерируемые компрессором и приводом на основание.
9.5.2.8 Фундаментная плита должна быть снабжена подъемными скобами для подъема, как минимум, с четырех сторон. Подъем фундаментной плиты, укомплектованной установленным на ней оборудованием, не должен надолго деформировать фундаментную плиту или установленное на ней оборудование.
9.5.2.9 Если это указано в технических требованиях, фундаментная плита должна крепиться на колоннах. Проект фундаментной плиты должен быть согласован между продавцом и покупателем.
9.5.2.10 Основание фундаментной плиты между элементами несущей конструкции должно быть открыто. Если фундаментная плита установлена на бетонное основание, необходимо оставить доступы для заливки раствором всех элементов несущей конструкции.
Эти элементы должны иметь форму, позволяющую надежно закрепить их в цементе.
9.5.2.11 Опорные монтажные подушки под каждой фундаментной плитой должны быть расположены на одной плоскости, позволяющей расположить основание на одном уровне.
9.5.2.12 При наличии соответствующих требований нескользящее покрытие для всех рабочих поверхностей должно быть выполнено на поверхности фундаментной плиты.
9.5.2.13 Подпорки, скобы и вспомогательное оборудование должны быть установлены на элементах несущей конструкции.
9.5.2.14 Монтажные подушки привода и компрессора должны быть подвергнуты механической обработке после сварки фундаментной плиты (см. 9.5.1.2).
9.5.3 Опорные листы и рельсы
9.5.3.1 Опорные листы - это залитые раствором пластины, установленные под двигателями, подшипниковыми стойками, коробками передач, опорными лапами турбины, опорами цилиндра, держателями крейцкопфа и рамами компрессора (см. приложение L).
9.5.3.2 Рельсы и опорные листы должны быть расположены по всей длине установленного на них оборудования.
9.5.3.3 Если наличие опорных листов или рельсов указано в технических требованиях, они должны быть предоставлены продавцом.
9.5.3.4 Опорные листы должны быть толщиной не менее 25 мм.
9.6 Промежуточные охладители и выходные доохладители
9.6.1 Если это указано в технических требованиях, продавец должен установить по одному промежуточному охладителю между всеми ступенями компрессора. Эти охладители могут быть с водяным охлаждением, кожухотрубного типа, с воздушным охлаждением или иного типа, указанного покупателем и согласованного с продавцом.
9.6.2 Покупатель должен указать в технических требованиях, должен ли доохладитель быть предоставлен продавцом и какого типа он должен быть.
9.6.3 Кожухотрубные промежуточные и выходные охладители с водяным охлаждением должны быть разработаны и изготовлены в соответствии с [27] класс C или R согласно указаниям покупателя в спецификации. Промежуточные охладители и доохладители должны быть установлены согласно нормам работы с сосудами, находящимися под высоким давлением. Если в спецификации был указан [27] класс R, теплообменник должен соответствовать [46].
9.6.4 При отсутствии иных указаний водяная сторона кожухотрубных теплообменников должна быть разработана в соответствии с 5.1.3.
9.6.5 Если иные указания не были согласованы с покупателем, кожухотрубные промежуточные охладители и доохладители должны быть сконструированы и расположены таким образом, чтобы удаление пучков труб было возможно без необходимости демонтажа трубной обвязки или деталей компрессора.
9.6.6 Кожухотрубные теплообменники с жесткозакрепленными трубными решетками должны иметь смотровые отверстия в межтрубное пространство. Разрывные мембраны в межтрубном пространстве (предназначенные для защиты корпуса в случае разрыва труб) должны быть использованы только по согласованию с покупателем.
9.6.7 Если воздушные охладители указаны в технических требованиях, они должны соответствовать национальным стандартам государств, упомянутых в предисловии как проголосовавших за принятие межгосударственного стандарта* и относящимся к ним нормам для сосудов, находящихся под давлением.
________________
* На территории Российской Федерации действует ГОСТ Р ИСО 13706-2006.
9.6.8 При отсутствии иных указаний теплообменник с воздушным охлаждением должен быть оснащен автоматическим терморегулятором. Этот регулятор может быть оснащен жалюзи, вентиляторами с изменяемой скоростью, вентиляторами с изменяемым шагом, перепускными клапанами или перечисленными устройствами в любом сочетании. Конструкция системы управления должна быть согласована с покупателем.
Примечание - Теплообменники с воздушным охлаждением чувствительны к вибрации, вызванной пульсацией в системах и конструкциях. Собственные механические частоты не должны совпадать с частотами пульсации в системах теплообменника.
9.6.9 При отсутствии иных указаний могут быть установлены промежуточные охладители и доохладители двухтрубного типа (труба в трубе). Двойные оребренные трубы могут быть установлены по согласованию с покупателем.
9.6.10 Промежуточные охладители могут быть встроены или установлены отдельно в соответствии с требованиями покупателя.
9.6.11 Материалы для конструкции должны быть указаны в спецификации.
9.6.12 При отсутствии иных указаний приспособления для отделения и сбора жидкости должны быть установлены на выходе из промежуточного охладителя и соответствовать требованиям, указанным в 9.6.12.1-9.6.12.4.
9.6.12.1 Тип устройства для отделения жидкости в части его монтажа внутри промежуточного охладителя или установленного в качестве отдельного сосуда должен быть согласован с покупателем.
9.6.12.2 Если приспособления для отделения и сбора жидкости расположены внутри промежуточного охладителя, должен быть установлен водосборник для сбора отделенной жидкости. Водосборник должен вмещать максимальный предполагаемый объем жидкости, получаемый при любом рабочем режиме, в течение не менее 15 мин.
9.6.12.3 Должна быть установлена автоматическая дренажная система. Для работы с воздухом или инертными газами автоматическая дренажная система может содержать отделитель с поплавком и ручным перепуском. Во всех остальных случаях дренажная система должна иметь клапан регулирования уровня с ручным перепуском, управляемый регулятором уровня.
9.6.12.4 Водосборник или нижняя часть невстроенного разделительного сосуда должны быть оснащены индикатором уровня, а также сигнальным устройством и устройством аварийного отключения согласно спецификации и в соответствии с 10.5.
При установке сигнализатора по высокому уровню и устройства аварийного отключения по высокому уровню в водосборнике объем водосборника должен быть таким, чтобы время его заполнения от момента сигнализации до момента срабатывания защиты составляло не менее 5 мин.
9.6.13 При наличии соответствующих требований продавец должен установить трубы между ступенями компрессора и между промежуточными охладителями и доохладителями. Эти промежуточные трубы должны соответствовать требованиям 11.6.
9.7 Впускные воздушные фильтры
Для воздушных компрессоров, берущих воздух из атмосферы, впускные воздушные фильтры-глушители сухого типа должны быть поставлены продавцом. Покупатель должен предоставить требования к его разработке.
При этом должны быть учтены следующие требования:
a) уровень фильтрации микрочастиц;
b) возможность очистки во время эксплуатации;
c) защита от коррозии самого фильтра и внешних поверхностей впускной трубы;
d) неиспользование крепежных элементов с внутренней резьбой;
e) подсоединения для измерения перепада давления в фильтре.
9.8 Специальные инструменты
9.8.1 Если специальные инструменты и приспособления необходимы для разборки, сборки и технического обслуживания оборудования, они должны быть включены в запрос покупателя и предоставлены с первой партией оборудования вместе с инструкциями по их применению. При установке многоблочного оборудования требования к количеству специальных инструментов и зажимных приспособлений должны быть согласованы между продавцом и покупателем. Эти же или сходные с ними инструменты должны быть использованы во время заводской сборки и разборки после испытания оборудования.
9.8.2 Специальные инструменты для поршневого компрессора должны включать:
- оправку для установки сменных колец на цельные поршни;
- устройства для подъема и опускания, используемые для демонтажа и установки клапанных блоков, если их масса составляет более 15 кг;
- инструмент для демонтажа и установки крейцкопфа;
- коническую втулку, с помощью которой поршневой шток проводят через полностью собранное уплотнение;
- гидравлический инструмент для натяжения (если это указано в технических требованиях).
9.8.3 При поставке специальных инструментов они должны быть упакованы в отдельные ящики из металла и промаркированы как "специальные инструменты для (ярлык/номер детали)". На каждом инструменте должно быть клеймо или ярлык, обозначающие его назначение.
9.8.4 Все компрессоры должны быть снабжены блокирующим устройством для проведения технического обслуживания. Для компрессоров номинальной мощностью 750 кВт или более блокирующее устройство должно иметь механический привод. Блокирующие устройства с механическим приводом должны быть также предназначены для компрессоров с требованиями к пиковому крутящему моменту, составляющему 1600 Н·м и более. Продавец должен предоставить полное описание блокирующего устройства, включая такие факторы, как способ работы (например, ручное зацепление и автоматическое расцепление после запуска компрессора), необходимые сигналы блокировки, расположение и мощность.
9.8.5 При наличии соответствующих требований каждый компрессор должен быть оснащен устройством, позволяющим блокировать вал на время проведения технического обслуживания. Это устройство должно позволять блокировать вал в различных положениях в зависимости от того, что необходимо при техническом обслуживании. Это устройство должно быть оснащено концевым выключателем.
Примечание - Покупатель должен соединить концевой выключатель с приводом.
10 Элементы управления и измерительные приборы
10.1 Общие требования
10.1.1 Системы управления компрессора должны быть пневматическими, гидравлическими, электрическими или электронными и могут включаться вручную либо автоматически. Покупатель должен указать управляющий сигнал, тип системы включения (ручная, автоматическая или программируемая), диапазон регулирования и оборудование, которое должен предоставить продавец. Покупатель должен указать, какие технологические трубопроводы, проводящие подачу огнеопасных, токсичных, коррозийных или высокотемпературных жидкостей, требуют сигнала на измерительную аппаратуру. Продавец должен указать источник управляющего сигнала, уровень его чувствительности и диапазон. Продавец должен предоставить описание системы управления (включая аварийные сигналы и устройства для отключения) в объеме поставки, предоставив покупателю логические блок-схемы в соответствии с [21].
Если систему управления поставляют другие производители, продавец должен предоставить логическую схему основных функций, связанных с работой компрессора (запуск, остановка, контроль производительности, аварийные отключения и т.д.).
Примеры логических схем основных функций представлены в приложении Е.
10.1.2 При отсутствии иных требований все элементы системы управления и измерительная аппаратура должны быть пригодны для работы вне помещений.
10.1.3 Все элементы управления и измерительные приборы должны быть сертифицированы в соответствии с классификацией зоны применения, указанной в спецификации, и должны соответствовать национальным стандартам, нормам и правилам применения.
10.1.4 Все элементы управления и измерительные приборы должны быть расположены в видимых местах, открытых для доступа и технического обслуживания.
10.1.5 Продавец должен предоставить вспомогательную систему измерительной аппаратуры согласно указаниям в спецификации.
10.1.6 Рекомендуется измерительные приборы устанавливать в отдельно стоящих пультах управления. Все измерительные приборы должны быть установлены таким образом, чтобы минимизировать вибрацию и воздействие на обвязку контрольно-измерительных приборов (КИП), а также чтобы не допустить повреждения при транспортировании, хранении и техническом обслуживании.
10.1.7 Допускается элементы управления поставлять покупателю в разобранном виде для установки на месте, как это было согласовано между продавцом и покупателем (см. 14.3.11).
10.1.8 При отсутствии иных требований все измерительные приборы и элементы управления, кроме датчиков отключения, должны быть установлены с достаточным количеством клапанов, что позволит производить их замену во время работы системы. Если вместе с датчиками отключения предусмотрена установка отсечных клапанов, продавец должен предусмотреть средства блокировки этих клапанов в открытом положении.
10.1.9 Все трубные соединения, которые должны быть разобраны для транспортирования, должны иметь маркировку для их правильной сборки.
10.2 Системы управления
10.2.1 Схема пуска и отключения должна быть указана в спецификации и согласована между продавцом и покупателем. При наличии специальных требований должно быть установлено устройство приостановки автоматического пуска. Устройство автоматического сброса нагрузки также должно быть установлено, чтобы обеспечить повторное включение двигателя после временного отключения подачи электропитания на максимальный согласованный период времени. Продавец и покупатель должны согласовать режимы и продолжительность работы компрессора в отсутствие частичных нагрузок. Продавец должен обеспечить последовательность пуска и сброса нагрузки.
10.2.2 Контроль производительности для оборудования, работающего на постоянной скорости, должен быть достигнут с помощью разгрузки всасывающих клапанов, камер дополнительного пространства или перепускных каналов (внутренних или внешних) или комбинации этих методов. Контроль обратного потока, действующего на всасывающих клапанах, может быть использован только по согласованию с покупателем. Работа системы управления может быть либо автоматической, либо ручной согласно спецификации. При отсутствии требований пятиступенчатый сброс нагрузки должен предусматривать следующие номинальные производительности: 100%, 75%, 50%, 25% и 0%; трехступенчатый сброс нагрузки предусматривает номинальные производительности 100%, 50% и 0%; двухступенчатый сброс нагрузки предусматривает номинальные производительности 100% и 0%.
Примечание - В поршневых компрессорах обычно предусматривается работа на постоянной скорости (см. 5.1.4).
10.2.3 Для регулирования меняющейся скорости скорость компрессора должна линейно меняться вместе с управляющим сигналом, с возрастанием сигнала должна возрастать и скорость. При отсутствии иных требований полный диапазон сигнала, установленного покупателем, должен совпадать с требуемым рабочим диапазоном компрессора для всех предусмотренных режимов работы.
10.2.4 Камеры дополнительного пространства должны быть фиксированного типа (закрытыми либо открытыми). Использование камер дополнительного пространства с меняющимся объемом допускается по согласованию с покупателем. Добавленный объем дополнительного пространства должен быть указан в спецификации, чтобы обозначить, какой запас пространства он дополняет в цилиндре.
10.2.5 Если по техническим требованиям необходима система контроля производительности, установленная на компрессоре, продавец должен поставить пульт управления, снабженный:
a) селекторным устройством задержки (по одному для каждого режима работы в компрессорах, рассчитанных на несколько режимов) для обеспечения предусмотренных этапов загрузки;
b) индикатором, показывающим, в каком режиме работы находится оборудование.
10.3 Измерительные приборы и панели управления
10.3.1 При наличии специальных требований должны быть поставлены панели управления с установленными на них измерительными приборами. Эти панели должны быть спроектированы и изготовлены согласно заданию покупателя. Измерительные приборы на панели должны быть хорошо видны оператору.
10.3.2 При отсутствии иных требований панели должны быть сделаны из стального листа толщиной не менее 3 мм. Если это указано в технических условиях, задняя часть панели должна быть закрыта, чтобы минимизировать возможность возникновения электрического заряда, защитить оборудование от повреждений и обеспечить его продувку. Все измерительные приборы должны быть утоплены на лицевой стороне панели, а все крепежные элементы должны быть из устойчивого к коррозии материала.
10.3.3 Панели должны быть полностью собраны, покупатель должен подключить их к внешнему трубопроводу и электрическому кабелю. Если предусмотрено несколько точек подключения электрических кабелей к панели управления или измерительным приборам, кабель к каждому выключателю или измерительному прибору должен быть проведен из одной распределительной коробки. Коробка должна быть установлена на приборе (или на его кронштейне, если он имеется).
Кабель внутри панели должен быть установлен в кабельных коробках или зафиксирован в кабельном желобе. Если кабель не находится внутри полностью закрытой панели, он должен быть армированным, зафиксированным в кабельном желобе или заключенным в металлическую кабельную коробку согласно требованиям покупателя.
Все измерительные приборы, соединительные провода и зажимы на клеммных коробках и выключателях должны иметь устойчивые к коррозии таблички или бирки для идентификации.
10.3.4 Внутренняя соединительная трубная обвязка и кабели для элементов управления и измерительных приборов, если они были установлены продавцом, должны быть подвергнуты демонтажу только для транспортирования.
10.4 Измерительные приборы
10.4.1 Тахометры
Тахометр, показывающий скорость компрессора, должен быть установлен, если это предусмотрено техническими требованиями. Тип, диапазон и функции индикатора должны быть указаны продавцом. При использовании привода с переключением скоростей продавец привода должен предоставить также датчик скорости и показывающие приборы.
10.4.2 Измерение температуры
10.4.2.1 Показывающие приборы температуры должны быть установлены на месте установки датчика или на панели управления.
10.4.2.2 Показывающие приборы температуры с круглым циферблатом должны быть устойчивыми к нагрузке и коррозии. Они должны быть не менее 100 мм в диаметре и быть биметаллическими или заполненными жидкостью. Шрифт должен быть черным на белом фоне.
10.4.2.3 Термочувствительные элементы должны быть погружены в сливаемую жидкость.
10.4.2.4 Термочувствительные элементы, контактирующие с огнеопасными и токсичными жидкостями или находящиеся в трубах под давлением или в затопленных, должны быть оснащены цельными защитными гильзами с отделяющимися фланцами из аустенитной стали диаметром не менее 19 мм.
10.4.2.5 Между защитными гильзами и термочувствительными элементами должен находиться термопередающий состав.
10.4.2.6 Индикация температуры в уплотнении поршневого штока должна быть установлена для цилиндров с рабочим манометрическим давлением, равным или превышающим 35 бар, и для всех цилиндров с жидкостным охлаждением уплотнения (см. 6.6.4). Покупатель должен указать, должна ли эта индикация быть осуществлена с использованием термопар или с помощью температурного датчика сопротивления.
10.4.2.7 При необходимости разработка и расположение термопар и температурных датчиков сопротивления должны предусматривать возможность их замены во время работы оборудования. Подводящие кабели термопар и температурных датчиков сопротивления должны быть цельными между защитной гильзой или самим датчиком и распределительной коробкой.
10.4.2.8 При наличии специальных требований должны быть установлены термодатчики для коренного подшипника и главного клапана.
10.4.3 Измерение давления
10.4.3.1 Показывающие приборы давления должны быть установлены на месте установки датчика или на панели управления.
10.4.3.2 За исключением измерения давления воздуха для КИП, при индикации давления с помощью манометров (устройств прямого действия) они должны быть оснащены трубками Бурдона из нержавеющей стали и движущимися деталями из нержавеющей стали, циферблатами диаметром не менее 100 мм и соответствующими [9] охватывающими соединениями из нержавеющей стали с резьбой
". Шрифт должен быть черный на белом фоне. При необходимости маслонаполненные манометры должны быть установлены в местах, подверженных вибрации. Диапазон показаний манометра должен быть таким, чтобы номинальное рабочее давление было в середине диапазона шкалы. Максимальное показание на циферблате не должно быть меньше соответствующей уставки предохранительного клапана плюс 10%.
10.4.3.3 Все манометры должны быть изолированы и оснащены выпускными клапанами.
10.4.4 Электромагнитные клапаны
Электромагнитные клапаны прямого действия могут быть использованы только в условиях чистого, сухого воздуха для КИП, быть оснащены изоляцией класса F или выше. При других условиях эксплуатации электромагнитный клапан должен быть использован в качестве управляющего клапана для пневматического или гидравлического клапана.
10.4.5 Предохранительные клапаны
10.4.5.1 При наличии специальных требований продавец должен предоставить предохранительные клапаны, предназначенные к установке на оборудовании или в трубопроводе, поставляемых продавцом. Другие предохранительные клапаны должны быть обеспечены покупателем. Предохранительные клапаны для всего оборудования должны соответствовать всем относящимся к ним нормам и правилам и соответствовать ограничениям для предохранительных клапанов, перечисленным в [28], [29] и [30], если только эти стандарты не противоречат вышеупомянутым нормам и правилам. Продавец должен определить размер и установочное давление предохранительных клапанов. В коммерческом предложении продавец обязан перечислить все предохранительные клапаны и указать те, что будут предоставлены продавцом.
10.4.5.2 При отсутствии иных требований предохранительные клапаны должны иметь стальные корпуса.
10.4.5.3 Уставки предохранительных клапанов должны превышать максимальное допустимое рабочее давление, но не быть менее значений, перечисленных в таблице 4.
Таблица 4 - Уставки предохранительных клапанов
Номинальное манометрическое давление на выходе (для каждой ступени), бар | Минимальные границы уставки предохранительного клапана выше номинального манометрического давления на выходе |
<10 | 1 бар |
От 10 до 170 | 10% |
От 170 до 240 | 8% |
От 240 до 345 | 6% |
>345 | При согласовании между продавцом и покупателем |
10.5 Сигнальные устройства и устройства для отключения
10.5.1 Система сигнализации/отключения должна предусматривать срабатывание сигнализации, если одно из рабочих условий, указанных покупателем и рекомендованных продавцом в качестве условия срабатывания аварийного сигнала, достигает согласованного уровня. Данная система должна также обеспечивать аварийное отключение компрессора, если одно из условий, указанных или рекомендованных в качестве условия аварийного отключения, достигает согласованного аварийного уровня. Перечень аварийных сигналов и устройств аварийного отключения должен включать все позиции, которые перечислены в таблице 5.
Таблица 5 - Минимальные требования к включению аварийного сигнала и устройства аварийного отключения
Условие | Аварийный сигнал | Отключение |
Высокая температура газа на выходе - в каждом цилиндре | X | X |
Низкое давление в системе подачи смазки на раму | X | X |
Низкий уровень в системе подачи смазки на раму | X | - |
Поломка системы смазки цилиндров | X | - |
Высокое дифференциальное давление в масляном фильтре | X | - |
Высокий уровень вибрации рамы | - | X |
Высокий уровень жидкости в сепараторе | X | X |
Поломка водяной системы рубашки | X | - |
Примечание - Необходимо обратить внимание на защиту компрессора от излишнего перепада давления в различных ступенях с помощью проверки либо давления на всасывании и на выходе, либо дифференциального давления на протяжении всей ступени. | ||
10.5.2 Объемы, в которых данная система сигнализации/отключения должна быть предоставлена продавцом, должны быть указаны покупателем.
10.5.3 Система сигнализации/отключения должна быть разработана с учетом требований, перечисленных в 10.5.3.1-10.5.3.7.
10.5.3.1 При отсутствии иных договоренностей для каждой функции аварийного отключения должна быть предусмотрена функция включения аварийного сигнала, установленная на значение, представляющее собой отклонение от нормального условия меньшее, чем установка аварийного отключения. Дополнительные аварийные сигналы, не связанные с отключением, должны быть предоставлены согласно соответствующим указаниям (см. 10.5.1).
10.5.3.2 Все условия, на измерение которых установлена система аварийной сигнализации, должны при достижении аварийного уровня приводить к срабатыванию звукового предупреждения, или к загоранию специальной лампы, или к обоим действиям согласно установленным требованиям.
10.5.3.3 Все условия, на измерение которых установлена система аварийного отключения, должны при достижении аварийного уровня приводить к срабатыванию звукового предупреждения, или к загоранию специальной лампы, или к обоим действиям, которые должны отличаться от действий, вызванных аварийной сигнализацией, и, кроме того, они должны являться причиной аварийного останова компрессора.
10.5.3.4 Система аварийного отключения должна быть разработана так, чтобы любая неисправность какого-либо из компонентов, которая приводит к неспособности системы распознать условия для аварийного отключения, вызывала срабатывание аварийной сигнализации, отключение компрессора и не приводила к неспособности распознать соответствующее условие для включения аварийного сигнала или любого другого условия для аварийного отключения.
10.5.3.5 Система включения аварийного сигнала должна быть разработана так, чтобы неисправность какого-либо из компонентов в системе, которая приводит к невозможности распознать условие для включения аварийного сигнала, вызывала срабатывание сигнализации и не приводила к невозможности распознать какое-либо условие для аварийного отключения компрессора.
10.5.3.6 Если для выполнения целей, приведенных в 10.5.3.4 и 10.5.3.5, используется система самодиагностики, сигнализация, срабатывающая при неисправности какого-либо из компонентов аварийного сигнала/аварийного отключения, должна отличаться от сигнализации, вызванной действительными неисправностями в системе компрессора.
10.5.3.7 Должна иметься возможность проверить любой компонент любого устройства аварийной сигнализации во время работы компрессора.
Если аварийный сигнал связан с системой аварийного отключения, это должно быть возможно сделать без отключения или вмешательства в соответствующее устройство аварийного отключения.
10.5.4 Примеры возможных решений изложенных выше условий приведены в приложении Q. Другие решения или комбинации предложенных вариантов также могут быть применены. Решение, которое предполагается применить, должно быть выбрано покупателем или совместно разработано продавцом и покупателем.
10.5.5 При отсутствии иных требований выключатели должны обеспечивать работу как при переменном токе, так и при постоянном токе и должны иметь однополюсные перекидные контакты сухого типа с силой тока 5 А при напряжении 120 В переменного тока и А при 120 В постоянного тока. Предпочтение должно отдаваться герметическим выключателям. Ртутные выключатели не должны быть применены. Датчики выключателей, если они не используются при работе с воздухом для системы КИП, должны быть изготовлены из аустенитной стали.
10.5.6 Продавец должен поставить устройство оповещения, сообщающее о сигналах в порядке их поступления, если подобная система предусмотрена. Устройство должно содержать не менее 25% свободных каналов.
10.5.6.1 Индикация аварийного сигнала должна состоять из загорания лампы и включения звукового устройства.
10.5.6.2 Получение аварийного сигнала должно быть подтверждено нажатием на кнопку выключения звуковой сигнализации, общую для всех функций аварийной системы. Она должна быть расположена на панели управления.
10.5.6.3 После подтверждения получения аварийного сигнала звуковое устройство должно отключиться, но световой сигнал должен продолжать непрерывно гореть на все время присутствия аварийной ситуации. Устройство оповещения должно известить о новом аварийном сигнале (с помощью мигания лампы и соответствующего звукового сигнала), если другая функция компрессора достигла условий, при которых включается аварийный сигнал, если предыдущее аварийное состояние было подтверждено, но все еще присутствует.
10.5.6.4 Если срабатывание аварийного сигнала вызывается от устройств более одного, то должна активироваться система оповещения в порядке поступления сигналов от этих устройств.
10.5.7 Система защиты компрессора (все аварийные выключатели и аварийные сигналы, не связанные с аварийным отключением) должна быть подключена для работы в отказоустойчивом режиме (см. приложения E и Q).
10.5.8 При наличии дополнительных требований крейцкопфы должны быть оснащены аварийным сигналом повышенной температуры пальца крейцкопфа.
10.6 Системы электрики
10.6.1 Все электрические компоненты и их установка должны соответствовать требованиям 5.1.7.
10.6.2 Если панели управления должны быть поставлены продавцом, характеристики электропитания двигателей, нагревателей и КИП должны быть указаны покупателем. Сигнальная лампа должна быть установлена для каждого входа каждой цепи питания для обозначения того, что цепь находится под напряжением. Сигнальные лампы должны быть установлены на панелях управления.
10.6.3 Электрические кабели и цепи управления в границах зоны основного прибора, зоны панели управления и любой вспомогательной зоны должны быть маслонепроницаемыми, устойчивыми к высокой температуре, влаге и абразивному истиранию. Многожильные кабели должны быть использованы в границах опорной плиты и на других участках, подверженных вибрации. Кабели измерительного пульта и панели дистанционного управления могут быть из одножильных проводов. При использовании резиновой изоляции для ее защиты следует применять покрытие из устойчивого к высоким температурам термопласта. Тип кабеля должен соответствовать температурным условиям окружающей среды.
10.6.4 При отсутствии иных требований все входы и выходы на клеммах, выключатели и приборы должны иметь постоянные таблички для их идентификации. Все выводные щитки в распределительных коробках и пультах управления должны иметь не менее 20% свободных конечных точек.
10.6.5 Для удобства технического обслуживания достаточное свободное пространство должно быть обеспечено для всех деталей, находящихся под напряжением (таких, как клеммные колодки и реле), во всем оборудовании независимо от уровня напряжения.
10.6.6 Все материалы электрической системы, включая изоляционный материал, должны быть устойчивыми к коррозии и водонепроницаемыми. Для работы в тропических широтах все материалы должны пройти обработку, как изложено в 10.6.6.1 и 10.6.6.2.
10.6.6.1 Все детали (такие, как катушка и обмотка) должны быть защищены от грибка.
10.6.6.2 Неокрашенные поверхности должны быть защищены от коррозии нанесением металлического или другого покрытия.
10.6.7 Все кабели, включая те, что используются для подачи питания и в КИП, в своих границах или в границах основной зоны должны быть защищены от механического повреждения, заключены в скобы для минимизации вибрации и изолированы или экранированы, чтобы избежать наводок между разными уровнями напряжения. При использовании кабельных трубок они могут заканчиваться (а в случае с подводящими проводами термодатчиков - должны заканчиваться) гибкой металлической трубкой, чтобы обеспечить доступ к прибору для технического обслуживания без необходимости демонтировать трубку.
10.6.8 Гибкие металлические кабельные трубки должны быть водонепроницаемыми и соответствовать классификации зон.
10.7 Датчики вибрации и положения
10.7.1 Если это указано в технических требованиях, продавец должен предоставить и установить одно или несколько устройств для обнаружения и измерения вибрации. Каждое устройство должно быть снабжено датчиком тахометрического или акселерометрического типа и должно выполнять следующие функции:
a) постоянное измерение уровня вибрации;
b) подача аварийного сигнала;
c) отключение.
Каждое устройство и его установка должны соответствовать [31]. Покупатель и продавец должны согласовать тип, количество и расположение этих устройств, которые должны быть размещены на раме компрессора (и на зубчатых передачах, если они используются).
10.7.2 Если это указано в технических требованиях, необходимо установить бесконтактное устройство для измерения вертикального перемещения каждого поршневого штока, а также для отметки каждого оборота коленвала. Каждый датчик должен быть размещен в непосредственной близости от уплотнения. Распределительные коробки, в которых находятся генераторы/демодуляторы, не должны быть установлены на компрессоре. Если на поршневом штоке есть покрытие, при настройке прибора необходимо учитывать наличие данного покрытия (см. приложение С).
11 Трубопровод и вспомогательные системы
11.1 Общие требования
11.1.1 Проектирование трубопровода и его сварка, испытание и проверка должны быть произведены в соответствии с [14].
11.1.2 Вспомогательными системами являются трубопроводные сети, используемые для следующих целей:
a) группа I:
1) продувочный или буферный газ,
2) топливный газ или нефтяное топливо,
3) дренажные и вентиляционные трубы распорной муфты и уплотнения,
4) дренажные и вентиляционные трубы;
b) группа II:
1) паровое уплотнение,
2) дренажные и вентиляционные трубы;
c) группа III:
1) охлаждающая вода,
2) дренажные и вентиляционные трубы,
3) системы охлаждения уплотнения,
4) рабочий воздух или инертный газ для КИП,
5) обходной воздух;
d) группа IV:
1) смазочное масло,
2) масло контура управления,
3) дренажные и вентиляционные трубы.
Минимальные требования к материалам труб для вспомогательных систем приведены в таблице 6 и в 11.1.12.
11.1.3 Системы трубопровода включают трубы, стопорные клапаны, распределительные клапаны, предохранительные клапаны, редукционные клапаны, диафрагменные расходомеры, термометры, термодатчики и защитные гильзы к ним, манометры, визуальные указатели потока и все относящиеся к ним дренажные и вентиляционные трубы.
11.1.4 Если использование фланцев необходимо для покупателя, продавец должен предоставить соединительные (ответные) приварные фланцы, крепежные элементы и уплотнительную прокладку для установки их покупателем.
11.1.5 При наличии дополнительных требований трубы, устройства подавления пульсации и сепараторные сосуды на начальной и промежуточной точках всасывания должны быть обогреваемыми и термоизолированными.
Таблица 6 - Минимальные требования к материалам для изготовления труб
Категория | Группа I (вспомогательная технологическая жидкость) | Группа II (пар) | Группа III (охлаждающая вода, воздух | Группа IV (смазочное масло и масло контура управления) | |
Система | Неогнеопасная | Огнеопасная | |||
Труба | Бесшовная | Бесшовная | Бесшовная | Углеродистая сталь | Бесшовная из нержавеющей стали (см. 11.2.5) |
Трубная обвязка | Бесшовная из нержавеющей стали | Бесшовная из нержавеющей стали | Нержавеющая сталь | Бесшовная из нержавеющей стали | Бесшовная из нержавеющей стали (см. 11.2.5) |
Все клапаны | Класс 800 | Класс 800 | Класс 800 | Углеродистая сталь | Углеродистая сталь, класс 800 |
Трубопроводная арматура и соединения | Кованая, класс 3000 | Кованая, класс 3000 | Кованая, класс 3000 | Углеродистая сталь | Нержавеющая сталь (см. 11.2.4) |
Сварные соединения | Резьба, раструбный шов или фланцы | Раструбный шов или фланцы | С резьбой | Резьба, раструбный шов или фланцы | Нержавеющая сталь с фланцами |
Сварные соединения | Фланцевые | Фланцевые | Резьба, раструбный шов или фланцы | Фланцевые | Нержавеющая сталь с фланцами |
11.1.6 Комплектность, в которой каждая система трубопровода поставляется продавцом, должна быть установлена покупателем. Системы трубопровода, поставленные продавцом, должны оканчиваться фланцевыми соединениями. Трубы контрольно-измерительной системы должны оканчиваться фланцевыми или резьбовыми соединениями в соответствии с указанным стандартом. Трубопровод и система дренажей и вентиляции оборудования должны оканчиваться пробковым вентилем или вентилем с глухими фланцами, доступными снизу или из рабочей зоны. Для этого рабочие зоны и проходы должны быть как можно более свободными. Все системы труб должны быть поставлены продавцом в собранном виде. Системы труб, не пригодные к транспортированию в собранном виде, должны быть защищены, иметь маркировку для правильного монтажа.
11.1.7 При наличии дополнительных требований продавец должен провести экспертизу чертежей всего трубопровода и вспомогательных устройств (устройств для подавления пульсации, промежуточных и выходных холодильников, сепараторов, входных воздушных фильтров и компенсирующих стыков) и резервуаров, расположенных в начале и в конце системы и ее опор. Покупатель и продавец должны согласовать объем экспертизы.
11.1.8 Внутренняя оснастка трубообвязки и вспомогательной арматуры должна быть доступна для полноценного осмотра и чистки через отверстия или после снятия обшивки.
11.1.9 Соединения диаметром DN 40 [1 номинального размера труб (НРТ)] и менее должны быть разработаны с учетом минимизации консольного веса и должны быть соединены с помощью кованых монтажных деталей или прикреплены скобами к основной трубе не менее чем в двух местах, чтобы не допустить разрыва по причине вибрации, вызванной пульсацией.
11.1.10 Проект систем трубной обвязки должен быть разработан с учетом следующих требований:
a) надежное закрепление и защита для предотвращения повреждений, вызванных вибрацией или при транспортировании, работе и во время технического обслуживания. Основы опоры не должны быть приварены к трубопроводной обвязке или к вспомогательной арматуре (кроме скоб и мелких креплений согласно указаниям 11.1.9);
b) доступность для технического обслуживания;
c) установка в правильно организованном пространстве, адаптированном к внешнему контуру оборудования и исключающем любые помехи для доступа к нему;
d) удаление воздушных карманов в системах подачи жидкости благодаря использованию вентиляционных каналов с заслонками и правильному расположению труб в трубопроводе;
e) дренирование нижних точек труб без необходимости демонтировать трубопровод;
f) удаление нижних точек во всасывающем трубопроводе, в которых может скапливаться жидкость;
g) трубы системы подачи охлаждающей жидкости на цилиндры компрессора должны быть оснащены вентиляционными каналами с заслонками и дренажными отводами (см. рисунок G.2, примечание G).
11.1.11 При изготовлении трубопровода следует использовать цельные трубы и их соединение сваркой, чтобы минимизировать использование фланцев и других разъемных соединений.
Использование фланцев допускается только в местах подключения оборудования и для удобства при техническом обслуживании. Использование фланцев в других местах возможно только по согласованию с покупателем. Кроме тройников и переходных соединений приварные фитинги допускаются только для облегчения прокладки труб в затесненных пространствах. Использование резьбовых соединений должно быть сведено к минимуму, они не должны быть использованы для диаметров более чем DN 40 (1 НТР). Трубные втулки не должны быть использованы.
11.1.12 Требования 11.1.12.1-11.1.12.24 должны быть применены к системам трубопроводов, предусмотренным настоящим стандартом.
11.1.12.1 В трубах должна быть использована коническая резьба в соответствии с [9] или [32] согласно техническим требованиям. Фланцы должны соответствовать [6]. Свободно-вращающиеся фланцы и накидные фланцы не должны быть использованы. При использовании раструбных швов зазор 2 мм должен быть предусмотрен между концом трубы и основанием раструба.
11.1.12.2 Соединения, трубы, клапаны и фитинги, имеющие диаметр DN 32, DN 65, DN 90, DN 125, DN 175 или DN 225 (11/4, 21/2, 31/2, 5, 7 или 9 НТР), не должны быть использованы.
11.1.12.3 Для диаметров труб не более DN 25 (1 НРТ) могут быть использованы бесшовные трубы.
11.1.12.4 Минимальный диаметр любого трубного соединения должен составлять DN 15 ( НРТ).
11.1.12.5 Трубные фланцы, сопряженные с чугунными фланцами компрессора, должны быть с плоским торцом.
11.1.12.6 Трубная резьба должна быть покрыта герметиком для трубно-резьбовых соединений. Политетрафторэтиленовая лента для уплотнения трубных соединений не должна быть применена.
11.1.12.7 Сварка должна быть осуществлена специалистами, имеющими квалификацию, соответствующую выполняемой работе.
11.1.12.8 Все компоненты труб, такие, как фланцы, клапаны, корпусы клапанов, головки клапанов и предохранительные клапаны, должны быть изготовлены из стали.
11.1.12.9 Резьбовые соединения не должны быть использованы при работе с огнеопасными и токсичными жидкостями.
11.1.12.10 Запорные и шаровые клапаны должны иметь крышки и сальники на болтах. Для эксплуатационной мощности оборудования класса 900 и выше (по классификации Американского национального института стандартов) клиновые задвижки могут иметь конструкцию со сварными крышками или без крышек и с сальником на болтах; такие клапаны должны обеспечивать замену набивки сальника под давлением. Клапаны диаметром DN 50 (2 НРТ) и выше должны быть офланцованы. По согласованию с покупателем для класса 900 и выше (по классификации Американского национального института стандартов), может быть использована сваренная встык конструкция, также могут быть использованы обратные дисковые затворы диаметром DN 50 (2 НРТ) и более. Дроссельные клапаны не должны быть использованы, если это не было согласовано с покупателем.
11.1.12.11 Клиновые задвижки должны быть из хромированной нержавеющей стали 13 Cr.
11.1.12.12 Измерительные клапаны для работы с нефтью и газом, расположенные в измерительных линиях ниже основной клиновой задвижки, могут представлять собой цельнометаллические измерительные клапаны, защищенные от случайной разборки.
Клапаны должны быть изготовлены из нержавеющей или из углеродистой стали с антикоррозийным покрытием и штоком из нержавеющей стали.
11.1.12.13 Выпускные клапаны, предусмотренные для КИП, могут иметь штуцер для прокачки. Если испытательные клапаны предусмотрены, выпускные клапаны могут не использоваться.
11.1.12.14 Регулирующие клапаны должны иметь стальной корпус, приварной механизм из нержавеющей стали и фланцевые соединения согласно требованиям 11.1.12.10.
11.1.12.15 Болтовые крепления для нагнетательных клапанов и напорного трубопровода должны быть применены с учетом фактической рабочей температуры. Должны использоваться сквозные шпильки. Болтовые крепления должны соответствовать по профилю резьбы ГОСТ 8724 и [1], при этом не использовать резьбу с мелким шагом в чугунных изделиях и креплениях, подвергающихся регулярному техническому обслуживанию.
11.1.12.16 Фланцевые соединения труб, кроме тех случаев, когда применяются фланцы с прокладками под кольцевое уплотнение, должны быть плоскими, безасбестовыми прокладками с расчетным давлением до класса 300 [8] включительно или спирально-навитыми прокладками для более высокого давления. Спирально-навитые прокладки должны иметь внешние центрирующие кольца и обмотку из аустенитной нержавеющей стали или другого коррозионно-стойкого материала (Monel, Inconel и др.) в зависимости от того, с какой средой они работают.
11.1.12.17 Комбинация из запорных/регулирующих клапанов не должна быть применена.
11.1.12.18 Прокладки и уплотнения для клапанов, фланцев и других компонентов не должны содержать асбест.
11.1.12.19 Трубы из нержавеющей стали и трубы, проводящие технологический газ, должны быть бесшовными (цельнотянутыми). Трубная обвязка должна соответствовать [33] марки В или [34] или иным стандартам, указанным покупателем. Толщина стенок труб должна соответствовать стандартам, приведенным в таблице 7.
Таблица 7 - Минимальная толщина стенок труб
Материал | Номинальный размер труб | Таблица размеров (ANSI) | |
ISO | HPT (NPS) | ||
Углеродистая сталь |
| 160 (XXS) | |
Углеродистая сталь | DN 25 | 1 | 80 (XS) |
Углеродистая сталь |
|
| 40 (STD) |
Нержавеющая сталь |
|
| 80S |
Нержавеющая сталь | DN 40 | 1 | 40S |
Нержавеющая сталь |
|
| 10S |
11.1.12.20 Все трубы должны быть бесшовными из нержавеющей стали и соответствовать [35]. Толщина стенок труб должна соответствовать стандартам, приведенным в таблице 8.
Таблица 8 - Минимальная толщина стенок труб
Метрические размеры | Принятые в США размеры, в дюймах | ||
Номинальный размер труб (наружный диаметр, мм) | Минимальная толщина стенок, мм | Номинальный размер труб (наружный диаметр, в дюймах) | Минимальная толщина стенок, в дюймах |
6 | 1 | 1/4 | 0,04 |
8 | 1 | ||
10 | 1 | 3/8 | 0,04 |
12 | 1,5 | 1/2 | 0,06 |
20 | 2 | 3/4 | 0,08 |
25 | 3 | 1 | 0,12 |
| |||
11.1.12.21 Трубопроводная арматура должна быть из нержавеющей стали.
11.1.12.22 Клапаны и системы труб должны соответствовать стандарту, заказанному производителем, измерительные клапаны должны быть из нержавеющей стали.
11.1.12.23 Специальные требования к трубной обвязке, фланцам, клапанам и другой вспомогательной арматуре, предназначенным для работы с водородом, сероводородом или токсичными веществами, должны быть предоставлены покупателем.
11.1.12.24 Фланцы и фитинги должны соответствовать стандартам, указанным покупателем.
Приемлемые стандарты материалов [33] приведены в таблице 9. Соединения в раструб и резьбовые соединения должны быть, как минимум, класса 3000.
Таблица 9 - Стандарты материалов для труб [31]
Материал | Фланцы | Сваренные встык соединения | Соединения в раструб или резьбовые соединения |
Углеродистая сталь | А 105 | А 234 GrWPB | А 105 |
А 181 | А 420 | А 350 | |
А 350 | |||
Нержавеющая сталь | А 182 | А 403 | А 182 класс 3000 |
Тип 304L | Тип 304L | Тип 304 или 316L | |
316L | 316L | Тип 304 или 316 только для резьбовых соединений |
11.1.13 Отверстия для болтов во фланцевых соединениях должны проходить по линиям, параллельным основным горизонтальным или вертикальным осевым линиям оборудования.
11.1.14 Если это указано в технических требованиях, системы подачи воздуха или газа, подачи охлаждающей воды или обратный трубопровод и др. должны быть присоединены к общему подключению.
11.2 Трубопровод подачи смазочного масла на раму
11.2.1 Продавец должен предоставить покупателю полную систему трубопровода для подачи смазочного масла (с установленной арматурой), если она должна быть установлена в границах монтажной площадки компрессора или под основанием какого-либо узла в сборе (пульта) или комплекта вспомогательных устройств. Продавец должен поставить соединительный трубопровод, если дополнительное оборудование указано в технических требованиях, который должен быть расположен в непосредственной близости от компрессора в рекомендованном продавцом месте (см. 8.1.2, 8.1.3 и 11.1.6).
11.2.2 Трубопровод подачи жидкости самотеком должен быть такого сечения, чтобы быть не более чем наполовину заполненным при потоке со скоростью 0,3 м/с, и должен быть организован так, чтобы обеспечивать дренирование (учитывая вероятность возникновения вспененного состояния). Трубопровод подачи жидкости самотеком должен иметь уклон в сторону резервуара, составляющий не менее 4%. Если это возможно, отводные трубы (не более одной на каждой плоскости поперечного сечения) должны подходить к приемным коллекторам дренажной системы под углом 45° в направлении потока.
11.2.3 Продавец должен указать максимальную длину трубопровода между основной рамой и узлом подачи масла, а также требуемую разность уровней концов трубопровода.
11.2.4 Трубопровод подачи масла (за исключением отлитых в раме труб или каналов), включая фитинги, должен быть из нержавеющей стали (см. таблицу 6).
11.2.5 После сборки маслопровод должен быть тщательно очищен.
11.2.6 Головки регулирующих клапанов с гидроприводом должны иметь вентиляционные отверстия в резервуар. При необходимости измерительный трубопровод должен иметь непрерывный сквозной поток масла.
11.3 Трубопровод подачи смазки под давлением
11.3.1 Трубы системы подачи масла от напорных лубрикаторов до точек смазки цилиндра и уплотнения должны иметь внешний диаметр не менее 6 мм и минимальную толщину стенок 1,5 мм. Трубы должны быть бесшовными из аустенитной стали. Соединения должны быть из аустенитной стали.
11.3.2 Трубы должны быть расположены вплотную друг к другу. Если в технических требованиях указана необходимость подготовки оборудования к зиме, трубы должны быть удалены от компрессора, расположены отдельно от компрессора, чтобы облегчить накладку теплоизоляции.
11.4 Трубопровод охлаждающей жидкости
11.4.1 Если продавец не указывает точный объем поставки трубопровода для подачи охлаждающей жидкости, продавец должен поставить трубопровод с одним впускным и одним выпускным присоединением для каждого цилиндра, нуждающегося в охлаждении (см. рисунок G.2, план С, приложение G).
11.4.2 Как подводящий, так и выпускной трубопровод системы охлаждения каждого цилиндра компрессора должен быть оснащен запорным клапаном. Шаровой клапан с соединительной муфтой должен быть установлен на основной выпускной трубе каждого цилиндра. Визуальный индикатор потока и термоиндикатор должны быть установлены в общем выпускном трубопроводе системы охлаждения, идущем от каждого цилиндра. Если у цилиндра имеется больше одного отвода и подвода охлаждающей жидкости, необходимо установить по одному визуальному индикатору и по одному регулирующему шаровому клапану на каждом выпускном трубопроводе каждого цилиндра.
11.4.3 Если трубопровод подачи охлаждающей жидкости на компрессор должен быть поставлен продавцом, продавец должен поставить всю систему трубопровода для всего оборудования компрессора или компрессорной установки. Система трубопровода должна быть организована таким образом, чтобы обеспечить одно входное соединение и одно выпускное соединение для всех водяных контуров, работающих при разных уровнях температуры на входе, а также распределительный клапан системы охлаждения и индикатор потока, как это указано в 11.4.2. Последовательные контуры должны быть оснащены перепускными клапанами, необходимыми для контроля температуры.
11.4.4 В случае установки термосифона или статической системы охлаждения (см. 6.1.3.1) продавец должен предоставить трубопровод со спускным вентилем, расположенным на его самой низкой точке, и расширительным резервуаром (оснащенным впускным и вентиляционным патрубками и указателем уровня), объем которого должен быть достаточным, чтобы не допустить переливания охлаждающей жидкости (см. рисунок G.2, планы A и B, приложение G). В термосифонной системе необходима также установка термометра.
11.4.5 Для подключения системы охлаждения соединительные разъемы уже имеющегося оборудования должны иметь фланцы. Соединения цилиндра диаметром DN 40 (11/2 НРТ) и менее могут иметь резьбовое соединение.
11.5 Измерительный трубопровод
11.5.1 Продавец должен предоставить всю необходимую трубную обвязку для КИП и панелей управления (см. 10.3.4).
11.5.2 Соединения на оборудовании и трубопроводе, предназначенном для приборов измерения давления, должны соответствовать требованиям 10.1.8.
11.5.3 Основной трубопровод, соединенный с удаленными приборами измерения давления, должен иметь запорный клапан, соответствующий тому же стандарту, что и система, к которой он был подключен.
11.6 Технологический трубопровод
11.6.1 Объем поставки технологического трубопровода, который должен быть поставлен продавцом, необходимо определить покупателю.
11.6.2 Требования 11.1 должны относиться и к технологическому трубопроводу, поставленному продавцом.
12 Регулирование пульсации и вибрации
12.1 Общие требования
Основными способами, используемыми для регулирования нежелательных пульсаций и вибраций, являются:
a) устройства подавления пульсации (фильтры пульсации, полые ресиверы, диффузоры, дроссельные системы и специальные конфигурации трубопровода);
b) проектирование системы, основанное на учете взаимодействующих эффектов пульсации и мер по ее ослаблению для достижения удовлетворительного уровня вибрации в трубопроводах, работы компрессора и срока службы клапанов;
c) конструктивные (тип, расположение и количество креплений для труб).
12.2 Требования к проектированию
12.2.1 Покупатель должен указать требования к проектированию, связанные с решением задачи регулирования вибрации и пульсации. Покупатель также должен указать на необходимость акустического моделирования компрессоров и системы трубопроводов (см. 12.2.8). Как правило, в подобных случаях применяется один из следующих методов:
- Метод 1: Регулирование пульсации благодаря применению устройств подавления пульсации, разработанных с использованием аналитических и/или эмпирических приемов для достижения необходимых уровней пульсации, согласно требованиям 12.2.5, основанным на нормальных условиях работы. При необходимости может быть проведен упрощенный анализ системы трубопровода для определения его критической длины, которая может находиться в резонансе с акустическими гармониками. Анализ по методу акустического моделирования не требуется.
- Метод 2: Регулирование пульсации благодаря применению устройств подавления пульсации, разработанных с использованием стандартных акустических технологий с анализом трубопровода и опорных элементов (тип и размещение) для достижения контроля над ответной вибрацией. Данный подход включает оценку акустического взаимодействия между компрессором, устройствами подавления пульсации и трубопроводом, а также влияние пульсации на работу компрессора и оценку акустических возбуждающих сил, как описано в 12.2.6, перечисления a) и b), в соответствии с требованиями 12.2.7. Эффект термического расширения также должен учитываться в проекте трубопровода.
- Метод 3: Совпадает с методом 2, кроме того, применяют анализ цилиндров компрессора, коллектора компрессора и связанных с ними систем трубопровода, включая взаимодействие между акустическими и механическими характеристиками системы, как указано в 12.2.6. Кроме того, данный подход включает изучение акустических эффектов от взаимодействия клапанов компрессора газовых труб, а также проверку работы компрессора. Акустический и механический методы используют для достижения наиболее эффективного и рентабельного проекта в соответствии с требованиями 12.2.7.
Примечание - Описание всех трех методов дано в приложении M (см. также приложение N).
12.2.2 Устройства и методы подавления пульсации должны соответствовать критериям, перечисленным в 12.2.2.1-12.2.2.5.
12.2.2.1 Пульсация и/или механическая вибрация не должны вызывать циклического напряжения, превышающего предел выносливости материалов, использованных для элементов, подверженных данным циклическим нагрузкам. (Для труб из углеродной стали с рабочей температурой ниже 370°С максимальный диапазон циклической нагрузки должен быть менее 180 Н/мм с учетом всех имеющихся факторов концентрации напряжения и со всеми другими типами напряжения в пределах настоящего стандарта).
12.2.2.2 Для метода 1 и для расчета объема устройства подавления пульсации на стороне всасывания и на напорной (разгрузочной) стороне должны иметь минимальные буферные объемы , м
, и
, м
, без учета коллекторов, определяемые по формулам (1) и (2), при этом ни один из объемов не должен быть менее 0,03 м
:
![]() , (12.1)
, (12.1)
![]() , (12.2)
, (12.2)
но не больше чем ,
где - общий чистый смещенный объем, м
, на один оборот всех цилиндров компрессора, который должен быть распределен в буферном объеме;
k - средняя экспонента изэнтропического сжатия;
- температура на всасывании, К;
M - молярная масса;
r - коэффициент давления в ступени на фланцах цилиндра (абсолютное давление на выходе, деленное на абсолютное давление всасывания).
Если при соответствующих математических моделях можно предвидеть, что имитационное моделирование, требуемое проектными подходами 2 и 3, изменит эти объемы, тогда продавец вправе выбрать этот альтернативный метод расчета объемов, предоставив в своем предложении полное описание допущений, методов и размеров.
Внутренний диаметр буферного пространства должен базироваться на минимальном буферном объеме и общей длине, требуемой для распределения газа к цилиндрам компрессора. Для буферного объема газа для одного цилиндра коэффициент отношения длины буферного пространства к внутреннему диаметру не должен превышать 4. Внутренний диаметр сферического внутреннего пространства должен быть рассчитан напрямую из объема, определенного с помощью формул (12.1) и (12.2).
Примечание - Формулы (12.1) и (12.2) предназначены для того, чтобы гарантировать, что устройства для подавления пульсации нужного размера будут включены в комплект, и чтобы рассчитать емкость для этих устройств. В некоторых случаях будет необходимо изменить размеры, основанные на имитационном моделировании, применяемом при проектных подходах 2 и 3. На требования к расчету размеров и емкости могут также оказать влияние рабочие параметры, взаимодействие между элементами во всей системе и механические характеристики распределительной системы компрессора. Значение этого воздействия не может быть предсказано с самого начала.
Некоторые области применения компрессора требуют использования низкочастотных акустических фильтров. Акустический фильтр низких частот состоит из двух емкостей, соединенных друг с другом диффузором. Эти емкости могут состоять из двух подавителей или одного подавителя со встроенной диафрагмой. Предварительная процедура определения размера для акустических фильтров низких частот приведена в приложении O. Проект должен быть проверен с помощью акустического моделирования.
12.2.2.3 При отсутствии указаний на иные критерии (например, потеря эффективности в работе компрессора) нефильтрованная максимальная двойная амплитуда (от пика к пику) уровня пульсации во фланцах цилиндра компрессора , %, в качестве процентной доли от абсолютного линейного давления не должна быть более 7%, или соответствовать значению, определенному по формуле (3), в зависимости от того, какая из них ниже:
![]() , (12.3)
, (12.3)
где r - коэффициент давления в ступени компрессора.
Для тех особых случаев, когда максимальный уровень пульсации превышает эти значения, при использовании разумной модификации предельные уровни могут быть повышены по взаимному согласию между продавцом и покупателем компрессора.
Примечание - Частоты, отношения между фазами и амплитуды колебания пульсации давления в клапанах компрессора могут в значительной степени негативно сказаться на работе компрессора и сроке службы клапанов. Уровни пульсации, измеренные во фланцах цилиндра компрессора, часто отличаются от уровней пульсации в клапанах. Тем не менее опыт показал, что описанные выше пределы пульсации во фланцах цилиндра влияют на работу компрессора в пределах допусков, установленных в настоящем стандарте.
12.2.2.4 При отсутствии иных требований максимальное падение давления на установившемся потоке через устройство для подавления пульсации , %, при номинальной емкости от производителя не должно превышать 0,25% среднего абсолютного линейного давления в данном устройстве, или процентному значению, определенному по формуле (12.4), в зависимости от того, какое из них выше:
![]() , (12.4)
, (12.4)
где r - коэффициент давления в ступени.
Если отделитель влаги является неотъемлемой частью устройства для подавления пульсации, падение давления, основанное на установившемся потоке через подобное устройство, при номинальной емкости от производителя не должно превышать 0,33% среднего абсолютного линейного давления в данном устройстве, или процентному значению, определенному по формуле (12.5), в зависимости от того, какое из них выше:
![]() , %. (12.5)
, %. (12.5)
Степень падения давления, указанная в данном подпункте, может быть превышена по обоюдному согласию между продавцом и покупателем, если данное превышение является следствием выбранного варианта решения проблемы резонанса в трубопроводе (см. приложение M, пункт C).
12.2.2.5 Работа с альтернативными газами, альтернативные условия эксплуатации и альтернативные условия запуска должны быть указаны в спецификации, и устройства для подавления пульсации должны механически подходить для всех указанных условий.
Если компрессор предназначен для работы с двумя газами с различными молярными массами (например, водород и азот), уровни пульсации на фланцах цилиндра и во всей системе трубопровода должны быть оптимизированы для того газа, с которым оборудование будет работать в течение большего периода времени. Уровни пульсации должны быть проанализированы для всех альтернативных газов, для всех указанных рабочих условий и этапов загрузки для того, чтобы гарантировать, что данные уровни пульсации будут приемлемы для обоих рабочих режимов.
a) Для методов 1, 2 и 3 допустимые пульсации на фланцах цилиндра не должны превышать значения, определенного по формуле (12.3).
b) Для метода 1 допустимые пульсации на стороне подавителя не должны превышать значения, определенного по формуле (12.6).
c) Для методов 2 и 3 допустимые пульсации в системе трубопровода не должны превышать тех, что указаны в 12.2.7.
Примечание - Покупатель должен быть извещен о том, что применение определенных пределов пульсации к новому компрессору, который должен будет работать параллельно с уже существующим компрессором (компрессорами), может привести к возникновению уровней пульсации, которые будут выше, чем те, что приведены в настоящем стандарте (см. 12.2.8).
12.2.4 Приведенная ниже таблица помогает выбрать соответствующий конкретным условиям метод.
|

12.2.5 Устройства для подавления пульсации, используемые в соответствии с методом 1, должны иметь ограничения в максимальной допустимой двойной амплитуде уровня пульсации на любой дискретной частоте , %, со стороны устройства для подавления пульсации согласно формуле (12.6), выраженная как процентное значение от среднего абсолютного линейного давления:
![]() , (12.6)
, (12.6)
где - среднее абсолютное линейное давление, бар.
12.2.6 Акустический анализ в отношении методов 2 и 3 должен быть проведен с использованием проверенных технологий акустического моделирования с имитацией цилиндров компрессора, устройств подавления пульсации, трубопровода и остального оборудования и с оценкой динамического взаимодействия этих элементов. Механический анализ в отношении метода 3 должен включать анализ коллекторной системы цилиндров и системы трубопровода, а также устройства для подавления пульсации и анализ взаимодействия видов ответной реакции акустической и механической системы согласно указаниям в описании условий эксплуатации. В дополнение к требованиям, предусмотренным в 12.2.2, необходимо предпринять следующие шаги для выполнения надлежащего анализа в связи с методами 2 и 3 (см. также приложение М):
a) определение акустического отклика системы, включая амплитудное и спектральное частотное распределение пульсаций: данный анализ должен гарантировать минимальное ухудшение в качестве работы цилиндров по причине влияния динамического взаимодействия между цилиндрами, устройством подавления пульсации и системой трубопровода;
b) определение и регулирование акустически неуравновешенных сил, появляющихся внутри устройств для подавления пульсации, в трубах, в теплообменниках или во внутрикорпусных устройствах: расположение впускных и выпускных патрубков, встроенных отражательных перегородок и диффузоров должно быть организовано так, чтобы минимизировать эти силы (см. 12.3.9, 12.3.17 и 12.4);
c) определение и регулирование значительных амплитуд пульсации в клапанах цилиндра компрессора: особое значение имеют частоты, которые попадают в диапазон собственных механических частот колебаний клапанов, обычно это диапазон от 50 до 100 Гц. Как показывает опыт, акустический отклик в границах данного диапазона в клапанных каналах и в самих клапанах может вызывать отказ действия клапанов;
d) для метода 3 определение механического отклика в системе включает помимо прочего следующие факторы:
- собственные механические частоты и формы колебаний в системе трубопровода и в опорах;
- собственные механические частоты и формы колебаний в коллекторных системах цилиндров;
- собственные механические частоты основной части поддерживающих стальных конструкций, таких, как стеллажи для труб, теплообменники с воздушным охлаждением и т.д.
Данный анализ должен также установить допустимые пределы для вызванных пульсацией возмущающих сил в системе, основываясь на циклических уровнях напряжений, которые они могут вызвать;
e) для метода 3 определение необходимого подавления пульсации производится на основании акустических и механических откликов и их взаимодействия: для достижения возможности регулировать пульсацию/вибрацию необходимо выборочное использование обеих технологий как механического, так и акустического контроля. Данные технологии предполагают исключение совпадения между акустическими и механическими резонансными частотами, применение технологий акустической фильтрации и замену механических конфигураций.
Примечание - При оценке необходимости внесения возможных модификаций в систему трубопровода и/или в приборы для подавления пульсации во время анализа, основанного на акустическом моделировании, необходимо обратить внимание на акустические возмущающие силы и на влияние пульсаций на работу компрессора. При использовании метода 3 необходимо также обратить внимание на отклики в механической системе и на применение средств регулирования механической вибрации. Уровни пульсации (выраженные в качестве процентных величин от линейного давления) не должны быть использованы в качестве единственного критерия для внесения модификаций в систему трубопровода и/или в приборы для подавления пульсации.
12.2.7 Для методов 2 и 3, основанных на нормальных рабочих режимах, двойные амплитуды уровней пульсации в начальной впускной, переходной и финальной выпускной системах трубопровода, недоступные для приборов подавления пульсации, должны соответствовать требованиям 12.2.2.
12.2.7.1 Для систем, работающих при абсолютном линейном давлении от 3,5 до 200 бар, эти требования обычно соблюдаются, если двойная амплитуда уровня пульсации в каждом компоненте пульсации не превышает той, что определяется с помощью формулы (12.7):
![]() , (12.7)
, (12.7)
где - максимальная допустимая амплитуда пульсации в индивидуальных компонентах пульсации, соответствующая основным частотам и частотам гармоники, выраженная в процентном значении от среднего абсолютного линейного давления;
- среднее абсолютное линейное давление, бар;
- внутренний диаметр труб, мм;
- частота пульсации, Гц, вычисляемая по формуле:
![]() ,
,
где - скорость вращения вала, с
(об/мин);
z - 1, 2, 3,..., в соответствии с основной частотой и частотой гармоники.
Для абсолютного давления ниже 3,5 бар двойная амплитуда давления в индивидуальном компоненте пульсации, выраженная в бар, не должна превышать значение, рассчитанного для абсолютного давления 3,5 бар. Для абсолютного давления выше 200 бар соответствующие рассчитанные циклические напряжения должны быть тщательно изучены на предмет их соответствия требованиям 12.2.2.1.
12.2.7.2 Может также возникнуть необходимость в ограничении пульсаций потока в системах, включающих расходомеры, циклонные сепараторы и т.д. Покупатель должен сообщить продавцу о наличии элементов, если они не были включены в данный объем поставки.
12.2.8 Если компрессор должен будет работать параллельно с другим компрессором, должна быть указана необходимость в моделировании совместной работы.
12.2.9 Покупателю должно быть представлено письменное заключение о регулировании пульсации и вибрации. Соответствие требованиям раздела 12 при применении того или иного метода должно быть задокументировано.
12.3 Устройства подавления пульсации
12.3.1 Устройства подавления пульсации должны быть спроектированы и сконструированы в соответствии с нормами разработки устройств, находящихся под давлением.
12.3.2 Максимальное допустимое рабочее давление для любого компонента должно быть менее уставки предохранительного клапана и быть менее манометрического давления 4 бар.
Примечание - Покупатель должен быть извещен об опасности возникновения избыточного давления при закрывании всасывающих клиновых задвижек во время работы компрессора вхолостую.
Оборудование на стороне всасывания между клиновой задвижкой и цилиндром компрессора должно иметь установленное выпускное давление или быть оснащено предохранительным клапаном.
12.3.3 Все материалы, контактирующие с технологическими газами, должны быть с ними совместимы. Допуск на коррозию устройств подавления пульсации из углеродистой стали должен составлять не менее 3 мм. Независимо от используемого материала все дефлекторы и перегородки должны иметь минимальную толщину 9 мм. Процесс сварки должен быть предоставлен покупателю для проверки.
12.3.4 При наличии дополнительных требований все стыковые швы должны на 100% пройти рентгенографический анализ.
12.3.5 Все отводы трубопровода с фланцами должны быть закреплены в соответствии с действующими нормативами.
12.3.6 Устройства подавления пульсации на всасывании, не обеспеченные секцией для удаления влаги, должны быть разработаны таким образом, чтобы не допустить образования уровня жидкости. Если это указано в технических требованиях, прибор(ы) подавления пульсации должен быть оснащен конечной секцией для удаления влаги, являющейся неотъемлемой частью сосуда. Секции для удаления влаги должны иметь резервуар, проходящий под корпусом устройства, и быть оснащены присоединением для дренажа диаметром не менее DN 25, смотровым стеклом и присоединением для реле уровня с функцией аварийного отключения. Эти присоединения должны иметь фланцевые соединения и быть оснащены заглушками. Если это указано в технических условиях, спускной клапан, смотровое стекло и аварийный выключатель должны быть предоставлены продавцом. Перепад давления должен соответствовать ограничениям 12.2.2.4.
12.3.7 Длина патрубка от корпуса устройства подавления пульсации до фланца цилиндра должна быть минимальной. Место для размещения патрубка должно быть не меньше по площади номинального размера фланца компрессора. Необходимо также обеспечить достаточное пространство для доступа и осуществления технического обслуживания рабочих частей цилиндров.
12.3.8 Производственные допуски и процессы подгонки патрубковых и трубных соединений устройств подавления пульсации цилиндров компрессора должны обеспечить установку болтовых соединений без натяжения, которое может привести к чрезмерному напряжению, разрегулировке и выбегу штока. Усилия, вызванные тепловым расширением устройств подавления пульсации, не должны приводить к недопустимой разрегулировке и излишнему напряжению во время работы.
12.3.9 Размещение устройств подавления пульсации и соединительных патрубков должно быть согласовано с покупателем.
Параметры, типы и расположение всех соединений должны быть согласованы между продавцом и покупателем.
12.3.10 Трубный отвод DN 20 (3/4 НРТ) для проверки герметичности должен быть установлен для каждого патрубка устройства подавления пульсации и, если это необходимо, для каждого соединительного патрубка цилиндра. Внешнее дренажное соединение диаметром не менее DN 25 должно быть предусмотрено для каждого отсека, где это необходимо.
12.3.11 Боковой патрубок цилиндра для каждого устройства подавления пульсации на разгрузочной стороне должен быть оснащен двумя подсоединениями для установки термометров и устройств для аварийного отключения. Если это указано в технических требованиях, аналогичное отверстие для ввода термопар должно быть также предусмотрено и для бокового патрубка цилиндра для каждого устройства подавления пульсации на стороне всасывания.
12.3.12 Основные соединения для цилиндра компрессора и технологического трубопровода должны быть оснащены сварными фланцами с шейкой. Фланцевые соединения должны иметь диаметр DN 40 (1 НРТ) и менее и должны соответствовать требованиям 11.1.9.
12.3.13 Устройства подавления пульсации внутренним диаметром 450 мм и более должны иметь смотровые отверстия диаметром не менее 150 мм, оснащенные фланцевыми заглушками и уплотнительными прокладками, чтобы обеспечить доступ в каждый отсек. Для устройств подавления пульсации внутренним диаметром менее 450 мм возможна установка смотровых отверстий диаметром 100 мм.
Смотровые отверстия должны быть расположены таким образом, чтобы обеспечить максимальную возможность для визуальной проверки основных сварных швов.
12.3.14 Соединения устройств подавления пульсации помимо тех, что были описаны в 12.3.13, должны быть оснащены фланцами или резьбой согласно указаниям в спецификации. Все резьбовые соединения должны иметь минимальные номинальные параметры, соответствующие классу 6000.
12.3.15 При отсутствии иных требований фланцы должны соответствовать [4]. Свободновращающиеся фланцы и сквозные фланцы не должны быть использованы. Чистота обработки контактной поверхности уплотнительных поверхностей, если это не кольцевые прокладки, должна быть от 3,2 до 6,4 мкм среднеарифметического отклонения профиля (Ra).
12.3.16 Если это указано в технических требованиях, необходимо предусмотреть установку изоляции. Все соединения и паспортные таблички должны быть расположены таким образом, чтобы позволить установку изоляции.
12.3.17 Все внутренние устройства подавления пульсации должны быть спроектированы, изготовлены и установлены с учетом возможности возникновения высоких акустических возмущающих сил. Необходимо использовать вогнутые дефлекторы вместо плоских дефлекторов. Должны быть применены те же технологии сварки, что и для внешних швов. Проплавные сварные швы должны быть использованы для крепления дефлектора к корпусу устройства подавления пульсации.
12.3.18 Все стыковые сварные швы должны быть швами с полным проплавлением.
12.3.19 Если это согласовано, внутренние поверхности устройств подавления пульсации из углеродистой стали должны быть оснащены фенолоальдегидным или виниловым покрытием, соответствующим условиям эксплуатации.
12.3.20 Паспортные таблички из нержавеющей стали должны быть установлены на каждом устройстве подавления пульсации. Они должны содержать информацию о производителе, номер изделия и номер заказа.
12.4 Опоры для устройств подавления пульсации
Если это указано в технических условиях, опоры для устройств подавления пульсации и предоставленного продавцом трубопровода должен поставить продавец. Эти опоры должны быть разработаны с учетом статической нагрузки (включая нагрузку в трубах), акустических возмущающих сил; они не должны оказывать силовое воздействие на компрессор, систему трубопровода или устройства подавления пульсации, к которым они прикреплены. При подсчете уровней напряжения увеличение рамы компрессора, а также гибкость направляющей крейцкопфа, распорной втулки, фланцев и отводов труб необходимо учитывать.
Предпочтение следует отдавать упругим опорам, обладающим свойствами гасить вибрацию. Нагрузка на упругие опоры должна регулироваться. Пружинные опоры не должны быть использованы без специального согласования с покупателем.
13 Проверка и испытания
13.1 Общие требования
13.1.1 После письменного уведомления продавца со стороны покупателя представитель покупателя должен получить доступ на все производственные предприятия продавца и его дочерних компаний, где происходят производство, тестирование и проверка данного оборудования.
13.1.2 Продавец должен известить свои дочерние предприятия о требованиях покупателя к проверкам и испытаниям оборудования.
13.1.3 Продавец должен предоставить надлежащее предварительное извещение для покупателя перед проведением какого-либо испытания или проверки, на которых покупатель ранее пожелал присутствовать.
13.1.4 Покупатель должен указать степень своего участия в проверке и испытании и количество предварительных уведомлений, которое ему необходимо.
Примечание - Извещение за пять рабочих дней обычно считается достаточным при проведении проверок или испытаний (см. 13.3.1.3).
13.1.4.1 Если посещение завода в целях проверки было заявлено покупателем, продавец и покупатель должны встретиться для обсуждения интересующих их этапов технологического процесса и визитов проверяющего.
13.1.4.2 Освидетельствование - означает, что определенный этап технологического процесса должен быть включен в производственный график и что испытание или проверка должны проводиться в присутствии покупателя или его представителя. Для проведения ходовых механических испытаний или эксплуатационных испытаний требуется предварительное извещение и подтверждение удачного завершения предварительных испытаний, проведенных продавцом.
13.1.4.3 Наблюдение - означает, что покупатель должен быть извещен о времени проведения проверки или испытания, но, несмотря на это, испытание или проверка будут проведены согласно графику. Если покупатель или его представитель не присутствовал на данном мероприятии, продавец приступает к следующему этапу работ.
Примечание - Покупатель не должен предполагать своего присутствия на заводе дольше, чем для присутствия на испытании во время освидетельствования.
13.1.5 Оборудование для оговоренных проверок и испытаний должно быть предоставлено продавцом.
13.1.6 При необходимости представитель продавца, представитель покупателя или они оба должны засвидетельствовать выполнение задания в соответствии с контрольным перечнем (приложение К), поставив свои подписи, дату и предоставив покупателю полный контрольный перечень перед отправкой ему оборудования.
13.1.7 Представитель покупателя должен иметь доступ к программе контроля качества продавца для ее анализа.
13.2 Проверка
13.2.1 Общие требования
13.2.1.1 Продавец должен хранить не менее 20 лет для проверки со стороны покупателя или его представителя по их требованию или для копирования, если оно необходимо, следующие документы:
a) необходимые сертификаты на материалы, такие, как акты проведения заводских испытаний;
b) технические требования ко всем наименованиям в накладной на материалы;
c) контрольные данные, подтверждающие соответствие материалов техническим требованиям;
d) результаты задокументированных испытаний и проверок, включая подписанные отчеты о проведении термообработки и радиационной дефектоскопии;
e) при необходимости информацию об окончательной сборке, техническом обслуживании, рабочих зазорах, пространстве для обслуживания, эксплуатации и монтажа;
f) полный набор инструкций с чертежами и схемами.
Примечание - По требованию покупателя или согласно местным законам и правилам может потребоваться более длительный период хранения данной информации.
13.2.1.2 На детали, находящиеся под давлением, не следует наносить краску до того, как будет завершена обговоренная проверка данных деталей.
13.2.1.3 В дополнение к требованиям 13.2.2 покупатель может добавить следующее:
a) детали, которые должны быть подвергнуты исследованию поверхности и подповерхностного слоя;
b) требуемый тип исследования, такой, как магнитопорошковая дефектоскопия, дефектоскопия методом проникающих жидкостей, радиационная дефектоскопия и ультразвуковое исследование.
13.2.2 Проверка материалов
Независимо от общих правил, приведенных в 13.2.2.1-13.2.2.5, продавец отвечает за пересмотр проектных данных оборудования в случае, если возникает необходимость в более строгих требованиях. Дефекты, которые превышают ограничения, заявленные в 13.2.2.1-13.2.2.5, должны быть устранены для того, чтобы изделие соответствовало приведенным стандартам согласно требованиям указанного метода проверки.
13.2.2.1 Общие требования
Если требуется проведение исследования по методу радиационной дефектоскопии, магнитопорошковой дефектоскопии, дефектоскопии методом проникающих жидкостей или ультразвукового исследования сварных швов и материалов, должны быть применены критерии, приведенные в 13.2.2.2-13.2.2.5 в случае, если критерии не были указаны или согласованы.
13.2.2.2 Радиационная дефектоскопия
a) Исследование по методу радиационной дефектоскопии должно быть проведено в соответствии с [36] и [37];
b) стандарт на приемку, используемый для сварных изделий, должен соответствовать части VIII, разделу 1 [38]. Стандарт на приемку, используемый для отливок, должен соответствовать части VIII, разделу 1, приложению 7 [38]
13.2.2.3 Ультразвуковое исследование
a) Ультразвуковое исследование должно соответствовать части V, статьям 5 и 23 [38];
b) стандарт на приемку, используемый для сварных изделий, должен соответствовать части VIII, разделу 1, приложению 12 [38]. Стандарт на приемку, используемый для отливок, должен соответствовать части VIII, разделу 1, приложению 7 [38]. Критерий приемки для стальных поковок должен быть определен производителем или соответствовать [39];
c) все коленчатые валы должны быть исследованы с помощью ультразвука в соответствии с [40] после обработки на станке, но до обработки отверстий.
13.2.2.4 Магнитопорошковая дефектоскопия
a) Как метод суспензии, так и метод сухого порошка при магнитопорошковой дефектоскопии должны соответствовать [41];
b) стандарт на приемку, используемый для сварных изделий, должен соответствовать части VIII, разделу 1, приложению 7, и части V, статье 25 [38]. Приемлемость дефектов в отливках должна быть основана на сравнении с фотографиями в [42]. Для каждого типа дефекта степень его серьезности не должна превышать пределов, установленных в таблице 10.
Таблица 10 - Максимальная серьезность дефектов в отливках
Тип | Дефект | Максимальный уровень серьезности |
I | Линейная несплошность | 1 |
II | Коробление | 2 |
III | Вкрапления | 2 |
IV | Отбелы и жеребейки | 1 |
V | Пористость | 1 |
VI | Швы | 1 |
13.2.2.5 Дефектоскопия методом проникающих жидкостей
a) Дефектоскопия методом проникающих жидкостей должна соответствовать части V, статье 6 [38];
b) стандарт на приемку, используемый для сварных изделий, должен соответствовать части VIII, разделу 1, приложению 8, части V, статье 24 [38]. Стандарт на приемку, используемый для отливок, должен соответствовать части VIII, разделу 1, приложению 7 [38].
13.2.3 Механическая проверка
13.2.3.1 Во время сборки системы и до проведения испытания каждый элемент (включая отлитые отверстия этих элементов) и все системы трубопроводов и вспомогательной арматуры должны быть очищены химически или с использованием другого метода для того, чтобы удалить все посторонние вещества, продукты коррозии и вторичную окалину.
13.2.3.2 Если система подачи масла должна работать в цехе производителя, она должна соответствовать требованиям чистоты ситового анализа, указанным в [18] (или [19]).
13.2.3.3 При необходимости покупатель может проверить на чистоту оборудование, трубопровод и вспомогательную арматуру до того, как крышки будут приварены к сосудам, отверстия в сосудах или обменниках закрыты, а трубопровод окончательно собран.
13.2.3.4 При необходимости твердость деталей, сварных швов и зон, подвергнутых тепловой обработке, должна быть проверена на соответствие допустимым величинам с помощью испытаний данных деталей, швов и зон.
Метод, объем, документирование и присутствие покупателя на испытаниях должны быть согласованы между продавцом и покупателем.
13.2.3.5 При отсутствии иных указаний компоненты оборудования и поверхности, подвергающиеся коррозии, должны быть покрыты антикоррозийным покрытием на выбор продавца непосредственно после проведения проверки. Временное покрытие для защиты от ржавчины должно быть легкоудаляемым с помощью обычных нефтяных растворителей. Оборудование должно быть закрыто немедленно после приемки его покупателем (см. 14.3).
13.3 Испытания
13.3.1 Общие требования
13.3.1.1 Оборудование должно пройти испытания в соответствии с 13.3.2 и 13.3.3. Другие испытания, которые могут быть указаны покупателем, приведены в 13.3.4.
13.3.1.2 По крайней мере за шесть недель до планируемого испытания продавец должен предоставить покупателю для его анализа и комментариев подробное описание всех испытаний, а также критерии приемки по всем проверяемым параметрам.
13.3.1.3 Продавец должен уведомить покупателя не позднее чем за пять рабочих дней до того, как оборудование будет готово к тестированию. Если график испытаний меняется, продавец должен уведомить покупателя не позднее чем за пять рабочих дней о новой дате проведения испытания.
13.3.2 Гидравлические испытания и проверка на плотность материала
13.3.2.1 Детали, находящиеся под давлением (включая вспомогательные устройства), должны пройти гидравлические испытания при следующем минимальном испытательном давлении:
a) проходные отверстия для газа и расточка цилиндра: 1 раза от максимального допустимого рабочего давления 1,5 бар;
b) охлаждающие рубашки и уплотнительные коробки цилиндра: 1 раза от максимального допустимого рабочего давления;
c) трубопровод, сосуды под давлением, фильтры и другие работающие под давлением компоненты: 1 раза от максимального допустимого рабочего давления или согласно соответствующим нормам, но не менее чем манометрическое давление 1,5 бар.
Испытания a) и b) должны быть проведены до установки гильзы цилиндра и до окончательной фиксации крепежных элементов.
13.3.2.2 Следующее испытание должно быть проведено для того, чтобы гарантировать, что элементы компрессора не пропускают газ. Испытания на утечку газа должны быть проведены с деталями, которые были тщательно высушены и на которые не было нанесено лакокрасочное покрытие. Цилиндры компрессора должны проходить данное испытание без гильз, но со следующими рабочими элементами: головками, крышками клапанов, камерами дополнительного пространства и крепежными элементами.
a) Детали, находящиеся под давлением, такие, как цилиндры компрессора и камеры дополнительного пространства, работающие с газами, молярная масса которых составляет 12 или менее, и с газами, содержащими более 0,1 мол. % сероводорода, в дополнение к гидравлическому испытанию, описанному в 13.3.2.1, должны проходить испытание с использованием гелия, проводимое на максимальном допустимом уровне рабочего давления. Обнаружение утечки должно быть проведено с помощью гелиевого зонда или погружением в воду. Во время погружения внутреннее давление должно поддерживаться на уровне максимального допустимого рабочего давления. Необходима нулевая протечка (см. 13.3.2.6). В случае с проведением испытания с помощью гелиевого зонда чувствительность инструмента и приемлемость критерия должны быть согласованы;
b) цилиндры, работающие с газами, иными, чем приведенные в перечислении а), должны пройти испытание на утечку газа, как приведено в перечислении а), за исключением применения воздуха или азота в качестве газов для испытания.
13.3.2.3 Если тестируемая деталь должна будет работать при температуре, при которой прочность данного материала ниже, чем при комнатной температуре, тогда давление гидравлического испытания должно быть умножено на коэффициент, получаемый при делении допустимого рабочего напряжения для данного материала при комнатной температуре на допустимое напряжение при температуре эксплуатации. Давление, полученное таким образом, должно быть минимальным давлением для проведения гидравлического испытания. В спецификации должны быть перечислены фактические уровни давления при гидравлическом испытании.
13.3.2.4 Испытания должны быть проведены согласно соответствующему стандарту. В случае расхождения между давлением для испытания в нормативах и давлением, описанным в настоящем стандарте, испытание должно быть проведено при более высоком давлении.
13.3.2.5 Содержание хлорида в жидкостях, используемых для испытания материалов из аустенитной стали, не должно превышать 0,005% (50 промилле). Для предотвращения отложения хлорида в результате сушки с выпариванием все остаточные жидкости должны быть удалены из тестируемых деталей в финальной части испытания.
13.3.2.6 Испытания должны быть проведены в течение достаточного периода времени, чтобы позволить полноценное изучение деталей под давлением. Гидравлическое испытание и проверку на утечку газа следует считать успешно пройденными, если ни утечка, ни просачивание газа сквозь данный компонент или его стыки не было отмечено на протяжении, как минимум, 30 мин.
Массивные тяжелые отливки могут потребовать более длительного срока для испытания по взаимному согласию продавца и покупателя.
13.3.2.7 Уплотнительные прокладки для испытаний должны быть такими же, как и те, что требуются для нормальной эксплуатации.
13.3.3 Ходовые механические испытания
13.3.3.1 Все компрессоры, приводы и зубчатые передачи должны пройти заводское испытание в соответствии со стандартами продавца.
Если это указано в технических требованиях, заводское испытание компрессора должно включать 4-часовые ходовые испытания в незагруженном режиме.
13.3.3.2 Если это указано в технических требованиях, собранные блоки, включая встроенные вспомогательные системы в сборе, должны пройти 4-часовые ходовые механические испытания перед отправкой их покупателю. Испытание должно подтвердить работоспособность всего вспомогательного оборудования, а также компрессора, редукционной передачи, если она есть, и привода как единого агрегата. Процедура проведения данных ходовых испытаний должна быть согласована между продавцом и покупателем.
13.3.3.3 Давление и вязкость масла должны быть в границах параметров, рекомендованных продавцом в своей инструкции для испытания конкретного компрессора.
13.3.3.4 Если замена или модификация подшипников или разборка для замены или модификации других деталей оказываются необходимыми для исправления недостатков в работе оборудования, исходные испытания не могут быть признаны, и окончательные заводские испытания должны быть проведены после проведения необходимой замены и модификации.
13.3.3.5 Вспомогательное оборудование, не встроенное в компрессор (вспомогательные масляные насосы, масляные фильтры, промежуточные и выпускные холодильники), не должно быть испытано во время заводских испытаний компрессора. При наличии требований вспомогательные системы должны пройти как эксплуатационные испытания, так и 4-часовые ходовые механические испытания перед отправкой их покупателю. Процедура данных ходовых испытаний должна быть согласована между продавцом и покупателем.
13.3.3.6 Покупатель должен сообщить о том, что он считает необходимой разборку оборудования для проверки (помимо разборки, необходимой при возможных проявлениях неисправности во время испытаний).
13.3.4 Прочие испытания
13.3.4.1 Испытания цилиндра и рамы компрессора могут быть проведены на производственном предприятии продавца для того, чтобы проверить возможный зазор поршневой камеры и смещение штока. Все клапаны цилиндра компрессора должны быть установлены. Вертикальное и горизонтальное смещение поршня (холодного) должно быть замерено во время данного испытания (см. 6.1.2.1). Результаты данного испытания должны быть внесены в записи покупателя (см. F.4, перечисление 60, приложение F).
13.3.4.2 Если это указано в технических требованиях, все оборудование, трубопровод и вспомогательная арматура должны быть собраны на производственном предприятии продавца.
13.3.4.3 Все всасывающие и разгрузочные клапаны цилиндров должны быть проверены на протечку в соответствии со стандартной процедурой продавца.
13.3.4.4 Если это указано в технических условиях, компрессор должен пройти эксплуатационные испытания в соответствии с [43].
14 Подготовка к транспортированию
14.1 Оборудование должно быть соответствующим образом подготовлено к типу указанной отгрузки, включая разделение коленчатого вала на блоки.
Оборудование должно быть подготовлено к открытому хранению в течение шести месяцев со времени отгрузки. Если указан более длительный срок хранения, то покупатель должен проконсультироваться с поставщиком относительно рекомендуемых условий хранения.
14.2 Поставщик должен предоставить покупателю инструкции по хранению после того, как оборудование будет доставлено на площадку, и до его запуска.
14.3 Оборудование должно быть подготовлено к отгрузке после всех испытаний, а также по окончании осмотра и выпуска его покупателем. Подготовка должна быть проведена с учетом положений, указанных в 14.3.1-14.3.14.
14.3.1 Вода всегда должна быть полностью удалена из оборудования перед подготовкой к отгрузке.
14.3.2 Наружные поверхности, за исключением обработанных поверхностей, должны быть покрыты одним лакокрасочным покрытием. Лакокрасочное покрытие не должно содержать свинец или хроматы.
14.3.3 Наружные обработанные поверхности должны иметь антикоррозионное покрытие.
14.3.4 Внутренняя область оборудования, включая устройства подавления пульсации, должна быть чистой, без отложений, брызг на сварных соединениях и инородных объектов и обработанной средством против коррозии, которое является маслорастворимым или может быть удалено растворителем. Вместо растворимого средства против коррозии с предварительного согласия покупателя может постоянно использоваться антикоррозионное покрытие.
14.3.5 Лакокрасочное покрытие должно быть маслостойким.
14.3.6 Фланцевые отверстия должны быть закрыты от попадания влаги и грязи. Соприкасающиеся поверхности должны быть защищены от коррозии и механического повреждения металлическими крышками 5-миллиметровой толщины с резиновыми прокладками, прикрепленными не менее чем четырьмя болтами.
14.3.7 Отверстия с резьбой должны быть закрыты от попадания влаги и грязи, и сама резьба должна быть соответственно защищена от коррозии и механического повреждения.
14.3.8 Отверстия, которые были обработаны для сварки, должны быть закрыты крышками, предназначенными для предотвращения попадания влаги и инородных материалов и повреждения скоса.
14.3.9 Точки грузозахвата и центр массы должны быть ясно идентифицированы на упаковке оборудования. Поставщик должен дать рекомендацию относительно операции по подъему.
14.3.10 Оборудование должно быть упаковано соответственно для местной или экспортной отгрузки. Инструкции относительно строповки, разгрузки и обращения должны быть надежно прикреплены к внешней стороне упаковки в водонепроницаемом пластиковом контейнере. Там, где требуются специальные грузоподъемные механизмы, такие, как траверсы, их поставка должна быть оговорена. Положение при строповке, точки грузозахвата, масса и габариты должны быть четко отмечены на каждой упаковке.
14.3.11 Оборудование должно быть идентифицировано с элементами и серийными номерами. Элементы, отправленные отдельно, должны быть идентифицированы с надежно прикрепленными стойкими к коррозии металлическими бирками, указывающими обозначение и серийный номер оборудования, для которого этот материал предназначен. Кроме того, упакованное оборудование должно быть отправлено с двумя упаковочными листами, одним листом внутри упаковки и другим снаружи на контейнере для отгрузки.
14.3.12 Цилиндры, головки, тара, уплотнения, поршни, штоки, крейцкопфы и башмаки, пальцы крейцкопфа, вкладыши и шатуны, которые демонтированы в целях отдельной отгрузки или которые должны быть отправлены как запасные части, должны быть покрыты распыляемым средством от коррозии, обернуты влагонепроницаемым защитным покрытием и упакованы таким образом, чтобы они не были повреждены при отгрузке или при хранении на рабочей площадке.
14.3.13 Выдающиеся валы и крепления вала должны быть обернуты покрытой воском водонепроницаемой тканью или бумагой с летучим ингибитором коррозии. Швы должны быть запечатаны изоляционной маслостойкой лентой.
14.3.14 Внешние поверхности подавителей пульсации, трубопровода и сосудов должны быть очищены от отложений, брызг на сварных соединениях и инородных объектов. Немедленно после очистки внешние поверхности должны быть покрыты грунтовкой без добавления свинца и хромата по крайней мере в один слой.
14.4 Вспомогательные подключения трубопровода, предоставленные вместе с закупленным оборудованием, должны быть проштампованы или отмечены бирками о соответствии их таблице подключений поставщика или чертежу общего вида.
14.5 Блок подшипников должен быть полностью защищен от попадания влаги и грязи. Если кристаллы летучего ингибитора коррозии в мешках будут установлены в больших емкостях, то мешки должны быть прикреплены в доступной области для простоты удаления.
Мешки должны быть установлены в проволочных клетках, прикрепленных к крышкам, и местоположение мешков должно быть обозначено коррозионно-стойкими бирками, прикрепленными проволокой из нержавеющей стали.
14.6 Составляющие части, съемные и запасные части, относящиеся к определенному элементу оборудования, должны быть отдельно упакованы для отгрузки и не должны быть смешаны с подобными частями, относящимися к другому основному элементу оборудования.
14.7 Одна копия руководства производителя по монтажу согласно 15.3.7.2 должна быть упакована и отправлена вместе с оборудованием.
15 Информация о продавце
15.1 Общие положения
15.1.1 Информация, которая будет предоставлена поставщиком, определена в 15.2 и 15.3. Поставщик должен заполнить и направить чертеж поставщика и форму требований к данным (VDDR) (см. приложение F) по адресу(ам), отмеченному на запросе или заказе. В этой форме должен быть расписан график передачи чертежей, данных и руководств ко времени, указанному в предложении или заказе, а также указаны количество и тип копий, требуемых покупателем.
15.1.2 Данные на сопроводительном письме и штампе документа или титульном листе должны содержать следующую информацию:
a) корпоративное имя покупателя/пользователя;
b) номер работы/проекта;
c) номер единицы оборудования и название функции;
d) номер запроса или заказа на покупку;
e) другая идентификация, определенная в запросе или заказе;
f) индивидуальный номер предложения поставщика, номер производственного задания, номер серии или другая справочная информация, требуемая для полной идентификации обратной переписки.
15.1.3 Если иное не согласовано, координационное совещание должно быть проведено предпочтительно на предприятии поставщика в течение 4-6 недель после совершения покупки. Покупатель и поставщик должны совместно договориться о повестке дня на этом совещании, которое, как минимум, будет включать следующие вопросы:
a) заказ на покупку, объем поставки и позиции субподрядчика по поставкам (включая запасные части);
b) просмотр соответствующих спецификаций и ранее согласованных исключений к спецификациям;
c) перечни данных;
d) эксплуатационные характеристики компрессора (с учетом рабочих ограничений);
e) устройства подавления пульсации;
f) схемы и ведомости материалов (на основные элементы) систем смазки, систем охлаждения, распорок и подобных вспомогательных приспособлений;
g) предварительная физическая ориентировка оборудования, трубопровода и вспомогательных систем;
h) расположение и детали привода;
i) контрольно-измерительные приборы;
j) область и назначение анализа пульсации и вибрации и требования к управлению ими (см. приложения M и N и 12.2.1);
k) идентификация элементов для проверки анализа напряжения покупателем (см. 7.5.1);
I) осмотр, экспедиция и испытания;
m) детали функционального испытания;
n) другие технические вопросы;
o) планирование запуска и обучение;
p) графики для:
- передачи данных;
- производства;
- испытаний;
- поставки.
15.2 Предложения
15.2.1 Общие положения
Поставщик должен отправить оригинал и определенное количество копий предложения по адресу, заявленному в документах запроса. Это предложение должно содержать, как минимум, данные, определенные в 15.2.2 и 15.2.3, и заявление о том, что система и все ее компоненты находятся в строгом соответствии с настоящим стандартом. Если система и компоненты не будут строго соответствовать настоящему стандарту, то поставщик должен дать письменное обоснование, в котором детализируется и объясняется каждое отклонение. Поставщик должен предоставить информацию, необходимую для оценки каких-либо альтернативных проектов. Вся переписка должна быть четко идентифицирована, как указано в 15.1.2.
15.2.2 Чертеж
Как минимум, должны быть предоставлены данные, перечисленные в 15.2.2.1-15.2.2.3. Если покупатель потребует дополнительные чертежи вместе с предложением, то это должно быть ясно определено в запросе.
Примечание - Если используют типовые чертежи или схемы, на них должны быть отмечены правильный вес и размеры, отражающие фактическое оборудование и объем предложения.
15.2.2.1 Предварительное общее расположение или габаритный чертеж, показывающий габаритные размеры, пространство для техобслуживания, полный вес, монтажный вес и вес для техобслуживания (указать часть). Также требуется указать направление вращения, размер и местоположение основных подключений у покупателя.
15.2.2.2 Типовой чертеж(и) поперечного разреза предложенного компрессора.
15.2.2.3 Схемы всех вспомогательных систем, включая системы смазки, охлаждения и вентиляции, дренажа. Схематические диаграммы вспомогательных систем должны быть отмечены для того, чтобы было показано, какие части системы являются неотъемлемой частью основного оборудования и какие части монтируются на основном оборудовании и поставляются отдельно.
15.2.3 Технические данные
Должны быть учтены следующие данные:
a) копии перечней данных покупателя, полностью соответствующих информации поставщика, требуемой для выставления предложения и подробного описания предложения(й);
b) данные измерения шума, запрашиваемые покупателем;
c) копия формы требований чертежа и данных поставщика (см. приложение F) с указанием графика, согласно которому поставщик соглашается предоставить данные, запрошенные покупателем (см. 15.3);
d) чистая масса и максимальная рабочая масса, максимальная масса отгрузки и монтажа с идентификацией единицы оборудования, а также максимальная стандартная масса для техобслуживания с идентификацией единицы оборудования. Эти данные должны быть представлены с учетом отдельной отгрузки, упаковки или монтажа. Приблизительные данные должны быть также четко определены. Эта информация соответственно должна быть введена в перечни данных;
e) для компрессора с приводом переменной скорости диапазон скорости, которым можно непрерывно управлять в указанных эксплуатационных режимах;
f) поставщик должен четко идентифицировать объемную производительность любого цилиндра, если это составит менее 40% при каком-либо указанном эксплуатационном режиме;
g) график отгрузки оборудования, обозначенный в неделях, после получения заказа;
h) список основных изнашиваемых элементов;
i) список запасных частей для запуска, который включает, как минимум, три картриджа масляного фильтра, пластины и пружины для каждого клапана, один набор уплотнительных колец для каждого штока, один набор колец и сменных лент для каждого поршня, комплект уплотнительных колец и прокладок, необходимые для полной замены всех уплотнительных колец, всех поршневых колец и всех клапанов.
Исходя из своего опыта, поставщик должен добавить элементы, которые, вероятно, будут требоваться при запуске;
j) полный список сервисных требований (пар, вода, электричество, воздух, газ и смазочные материалы), включая количество требуемых смазочных материалов и давление подачи, тепловую нагрузку, которая будет снята маслом, а также заводская табличка с максимальной номинальной мощностью и требованиями эксплуатационной мощности вспомогательных приводов. Также должны быть определены и ясно идентифицированы приблизительные данные. Эта информация должна быть внесена в перечни данных;
k) описание испытаний и процедур по проверке материалов согласно 13.2.2;
I) подробное описание масляного охладителя воздушной системы охлаждения;
m) список рекомендуемых запасных частей для хранения покупателем и проведения стандартного техобслуживания. Покупатель должен определить особые требования для долгосрочного хранения;
n) перечисленный по пунктам список специальных инструментальных средств, включенных в предложение;
o) четкое описание литья всех основных компонентов компрессора (см. 7.1.1 и 7.1.2);
p) полное описание стандартных заводских испытаний согласно 13.3. Специальные испытания должны быть также полностью описаны;
q) список предохранительных клапанов с указанием тех, которые предоставляются поставщиком, согласно 10.4.5.1;
r) описание ответа поставщика, предусмотренного для любых особых требований, таких, как выделенные в 5.5.1;
s) при наличии дополнительных требований список аналогичных механизмов, устанавливаемых и работающих в таких же условиях, как указано в предложении;
t) правила запуска, выключения или рабочие ограничения, требуемые для защиты целостности оборудования;
u) описание необходимых погодных условий и защитная подготовка к зиме, требуемые для оборудования, его вспомогательных приспособлений и привода (если предоставляется поставщиком) для запуска, эксплуатации и простоя.
Поставщик должен перечислить отдельно защитные элементы, которые он предлагает предоставить;
v) предварительные таблицы нагрузки на шток и газовой нагрузки согласно 5.4.3.
15.3 Информация о контракте
15.3.1 Общие положения
15.3.1.1 Контрактная информация должна быть предоставлена поставщиком, как это определено в согласованной форме VDDR. Каждый чертеж должен иметь штамп в нижнем правом углу с датой сертификации, ссылкой на все идентифицирующие данные, определенные в 15.1.2, номером редакции, датой и наименованием. Подобная информация должна быть представлена на всех других документах.
15.3.1.2 Покупатель должен вернуть проверенные данные, предоставленные в соответствии с графиком, согласованным с требованиями к чертежу и данным поставщика (VDDR), с любыми комментариями.
15.3.1.3 Просмотр не является разрешением покупателя для поставщика отклонить какое-либо требование в заказе, если это специально не согласовано в письменной форме.
15.3.1.4 Полный список всех данных поставщика должен быть включен в первый выпуск основных чертежей. Список будет содержать заголовки, номера чертежей и график передачи всех данных, которые предоставит поставщик (см. приложение F).
Этот список должен быть перекрестно согласован с данными элементов, перечисленных в форме VDDR.
15.3.2 Чертежи
Предоставленный чертеж(и) должен содержать достаточную информацию так, чтобы вместе с руководствами по эксплуатации, рассматриваемыми в 15.3.7, покупатель мог должным образом установить, управлять и поддерживать в рабочем состоянии заказанное оборудование. Чертежи должны быть четкими и восстанавливаемыми. Чертежи, выполненные специально для заказа, должны быть идентифицированы так, как это описано в 15.1.2.
15.3.3 Эксплуатационные данные
15.3.3.1 По взаимному согласованию между поставщиком и покупателем поставщик должен представить кривые производительности или таблицы производительности и мощности по отношению к давлению всасывания с параметрами давления разгрузки, что указывает на воздействие устройств разгрузки и рабочие ограничения, и с идентифицированными расчетными данными входа и выхода.
15.3.3.2 Схемы нагрузки на шток и нагрузки давления газа для каждого цикла нагружения, выполненные в соответствии с 5.4, с учетом инерционных сил и обратной величины нагрузки штока и продолжительности, должны быть предоставлены. Если это определено, поставщик должен предоставить данные, необходимые для независимой нагрузки на шток, нагрузки давления газа и обратной нагрузки штока.
15.3.3.3 Если это определено, эффект отказа клапана при нагрузке на шток и обратное движение должны быть рассчитаны и вычисления предоставлены.
Методика этого расчета должна быть согласована между покупателем и поставщиком.
15.3.3.4 График пускового крутящего момента против скорости должен быть представлен для компрессора, для двигателя при номинальном напряжении и для двигателя при снижении напряжения. График должен иллюстрировать момент инерции двигателя и результирующий момент инерции управляемого оборудования, относящийся к скорости вала двигателя с учетом расчетного времени для ускорения до максимальной скорости при определенном напряжении (см. 9.1.2) и в определенных эксплуатационных режимах (см. 9.1.1.3 и 9.1.2.3). Все графики должны быть приведены к масштабу в конечных значениях. Процентные значения не приемлемы.
15.3.4 Технические данные
Данные должны соответствовать форме VDDR. Поставщик должен предоставить полную информацию для заполнения перечней данных, сначала закупаемых и затем в заводском исполнении. Должны быть внесены исправления, перечни данных заполнены и представлены их копии.
Если какие-либо комментарии к чертежам или пересмотры спецификаций требуют изменений в данных, то поставщик должен переиздать перечни данных, которые приведут к полному переизданию исправленных перечней данных покупателем как части спецификаций заказа.
15.3.5 Отчеты о ходе выполнения работ
Когда это особо определено, поставщик должен представить отчеты о ходе выполнения работ покупателю в сроки, определенные в форме VDDR (приложение F). Отчеты должны включать информацию относительно проектирования, изготовления и испытания всех главных компонентов.
Планируемые и фактические даты для каждой важной операции должны быть указаны.
15.3.6 Рекомендуемые запасные части
Поставщик должен представить полный список запасных частей, включая указанные им, в первоначальном предложении. Этот список должен включать рекомендуемые запасные части для всего оборудования и поставляемых вспомогательных приспособлений вместе с чертежом поперечного разреза или чертежами, определяющими способ монтажа, номера частей и условия поставки. Номера частей должны идентифицировать каждую часть в целях взаимозаменяемости. Купленные стандартные элементы должны быть идентифицированы по номерам оригинального производителя.
15.3.7 Руководства по эксплуатации
15.3.7.1 Общие положения
Поставщик должен предоставить оговоренное количество инструкций и все чертежи для того, чтобы дать возможность покупателю правильно установить, управлять и поддерживать в рабочем состоянии все заказанное оборудование. Эта информация должна быть включена в содержание руководства (или руководств) с сопроводительным листом, содержащим всю идентифицирующую справочную информацию, требуемую в 15.1.2, перечень указателей, содержащий названия разделов и полный список упоминаемых и прилагаемых чертежей вместе с их названиями и номерами. Руководство должно быть подготовлено конкретно к определенной установке, и оно не должно быть типовым.
15.3.7.2 Руководство по установке
Любая особая, необходимая для надлежащей установки информация, которой нет на чертежах, будет отражена в руководстве, которое составлено отдельно от инструкций по эксплуатации и техническому обслуживанию. Это руководство должно быть отправлено в сроки, согласованные в заказе, но не позднее 30 дней до момента отгрузки. Дополнительная копия должна быть отправлена с оборудованием согласно 14.7. Руководство должно содержать без ограничения информацию, указанную в приложении F, все расчетные данные по установке и соответствующие чертежи/данные.
15.3.7.3 Руководство по эксплуатации и техническому обслуживанию
Руководство, содержащее данные по эксплуатации и техническому обслуживанию, должно быть отправлено в соответствии с требованиями формы VDDR, но не позднее 30 дней после отгрузки. Руководство должно включать разделы, определяющие ограничивающие условия эксплуатации и специальные команды для операций в особых критических условиях окружающей среды, например при экстремальных температурах. Кроме того, руководство должно включать без ограничения информацию, указанную в приложении F.
15.3.7.4 Руководство по использованию технических данных
Руководство, содержащее технические данные, относящиеся к оборудованию, должно быть представлено покупателю в течение 30 дней со дня отгрузки. Руководство должно включать без ограничения информацию, данную в приложении F.
Приложение A
(справочное)
Перечень данных и список деталей
Таблица A.1 (с.1) - Перечень данных
|
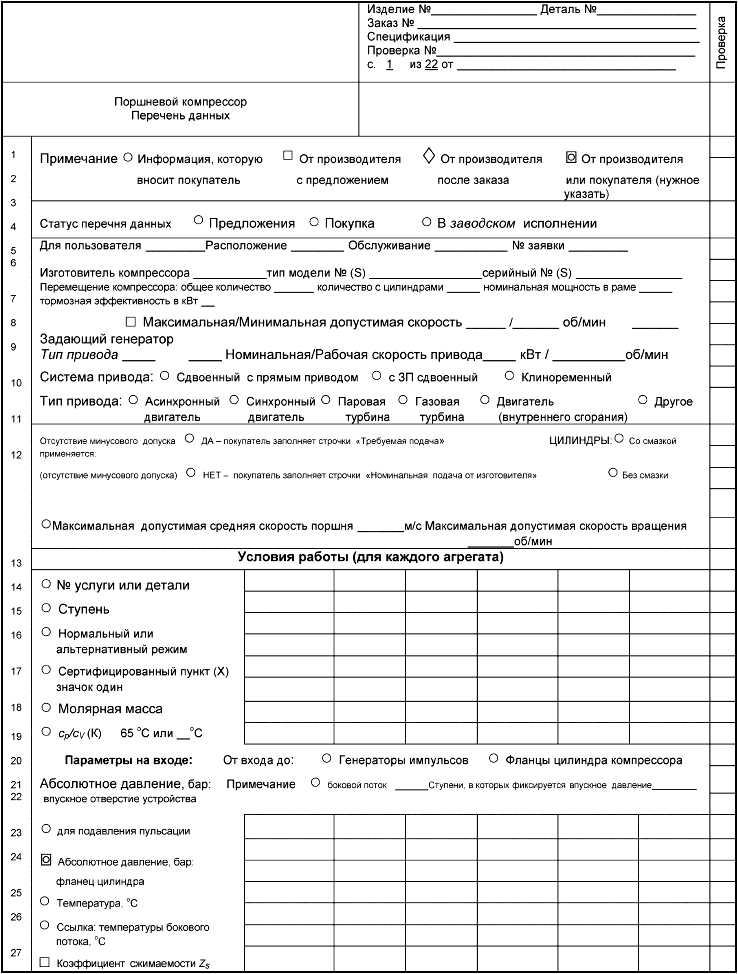
Продолжение таблицы А.1 (с.1)
|

Продолжение таблицы А.1 (с.2)

Продолжение таблицы А.1 (с.2)
|

Продолжение таблицы А.1 (с.3)
|

Продолжение таблицы А.1 (с.1)
|

Продолжение таблицы А.1 (с.4)
|

Продолжение таблицы А.1 (с.4)
|
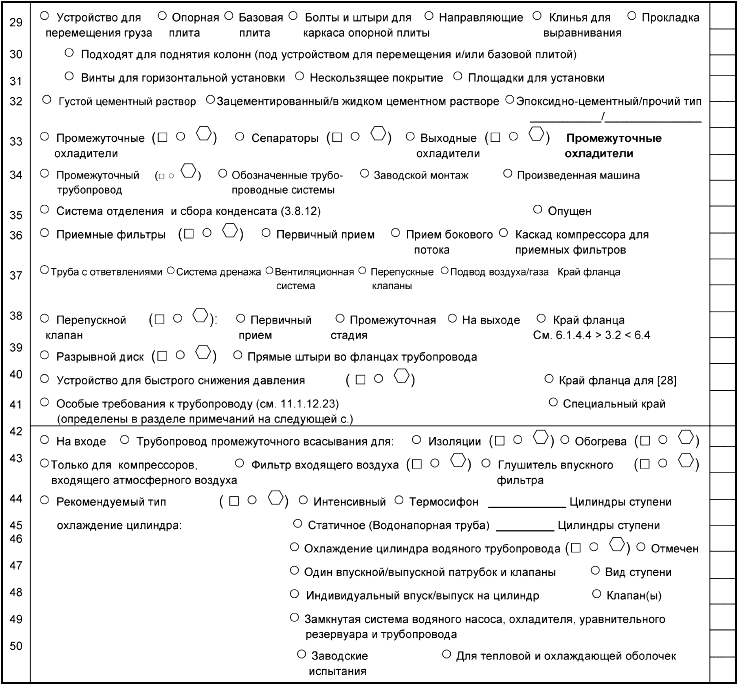
Продолжение таблицы А.1 (с.5)
|
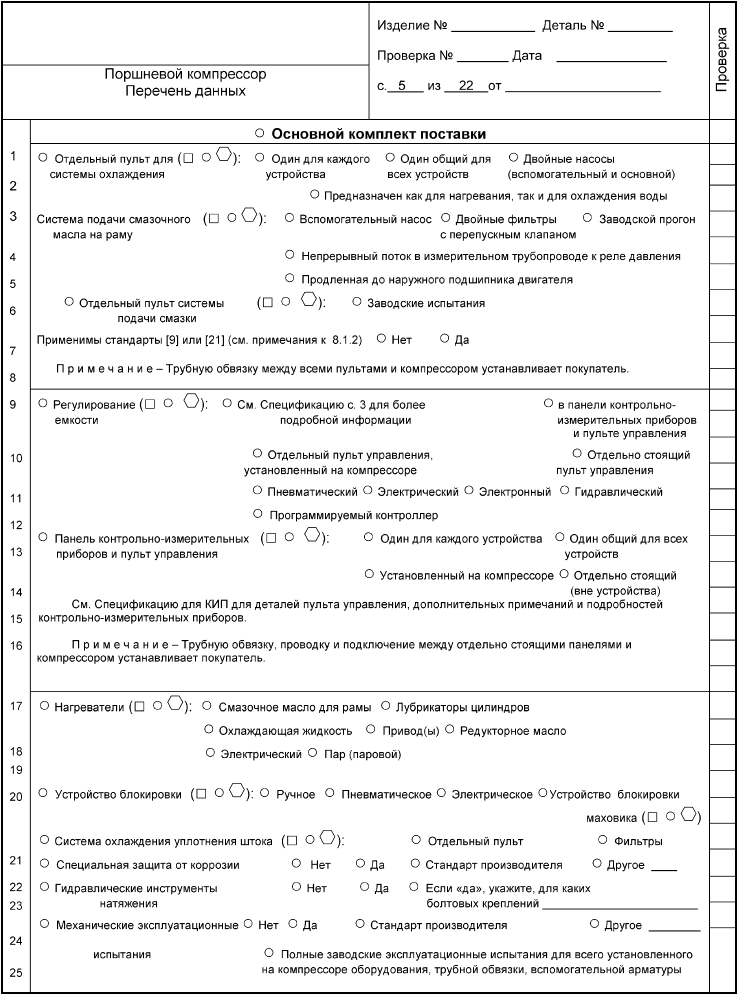
Продолжение таблицы А.1 (с.5)
|

Продолжение таблицы А.1 (с.6)
|

Продолжение таблицы А.1 (с.7)
|
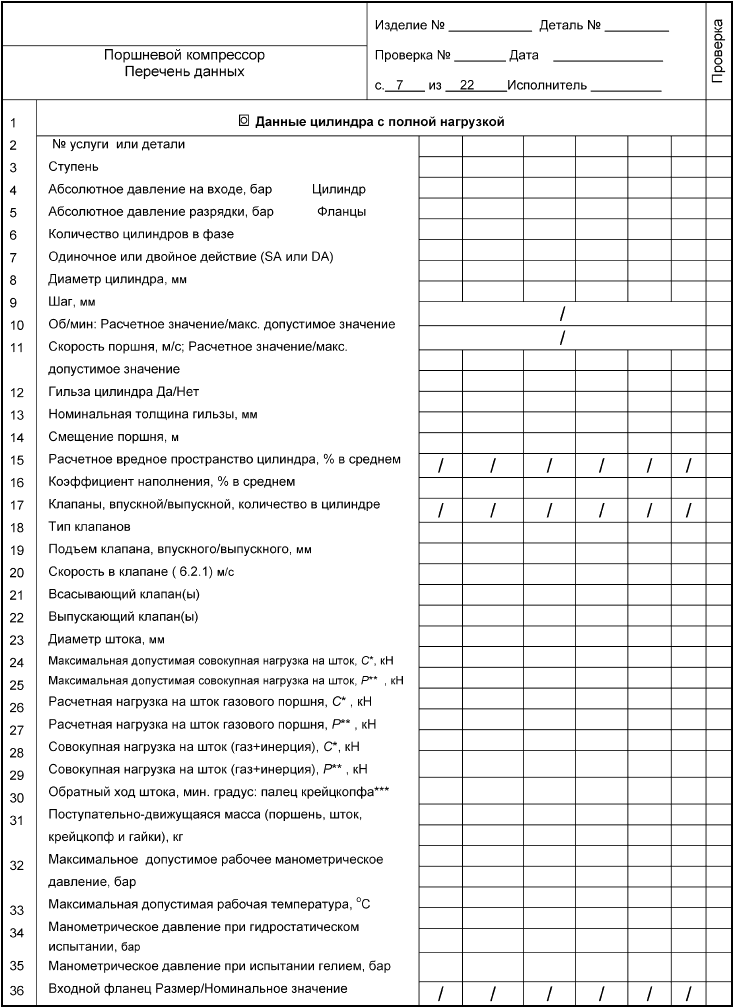
Продолжение таблицы А.1 (с.7)
|

Продолжение таблицы А.1 (с.8)
|

Продолжение таблицы А.1 (с.8)
|

Продолжение таблицы А.1 (с.9)
|
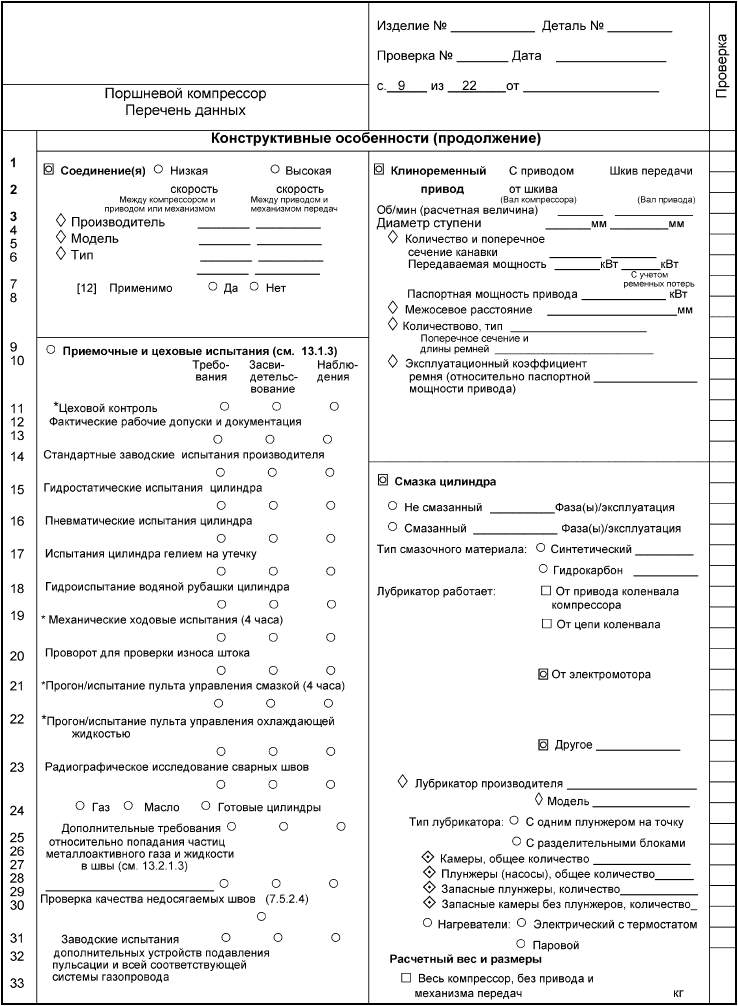
Продолжение таблицы А.1 (с.9)
|

Продолжение таблицы А.1 (с.10)
|
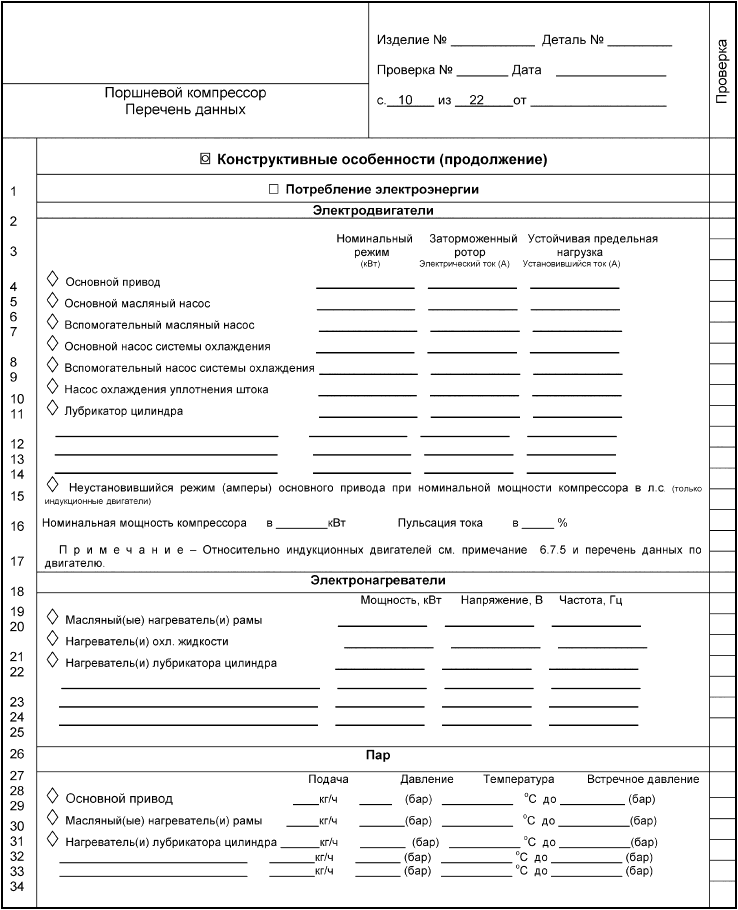
Продолжение таблицы А.1 (с.10)
|

Продолжение таблицы А.1 (с.11)
|

Продолжение таблицы А.1 (с.11)
|

Продолжение таблицы А.1 (с.12)
|

Продолжение таблицы А.1 (с.12)
|

Продолжение таблицы А.1 (с.13)
|
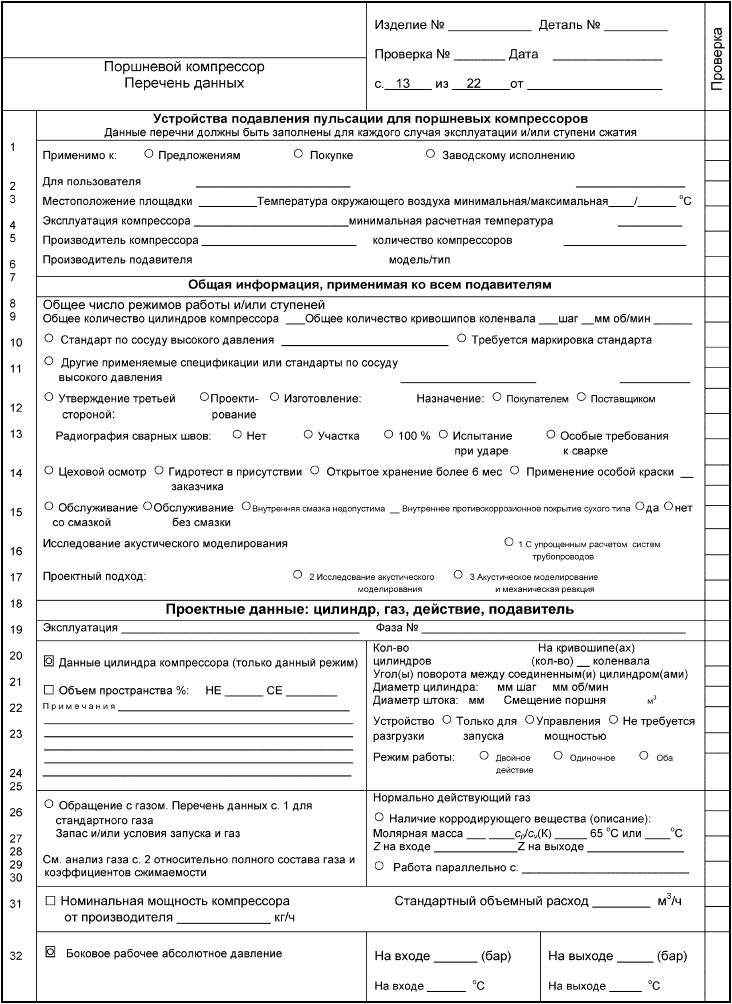
Продолжение таблицы А.1 (с.13)
|
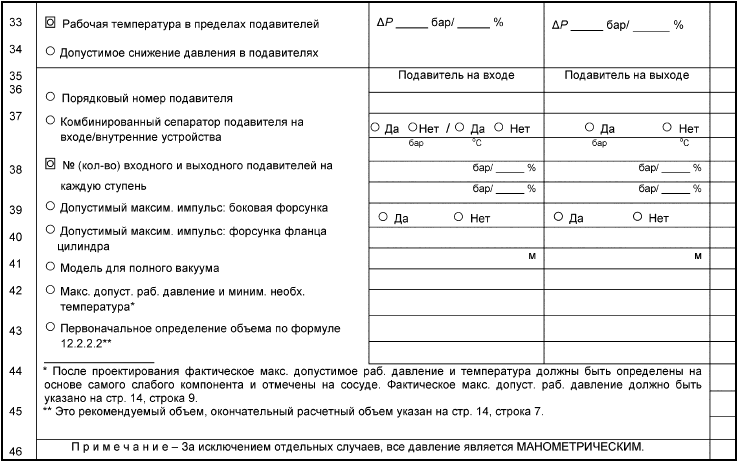
Продолжение таблицы А.1 (с.14)
|

Продолжение таблицы А.1 (с.14)
|

Продолжение таблицы А.1 (с.15)
|

Продолжение таблицы А.1 (с.15)
|

Продолжение таблицы А.1 (с.16)
|

Продолжение таблицы А.1 (с.16)
|
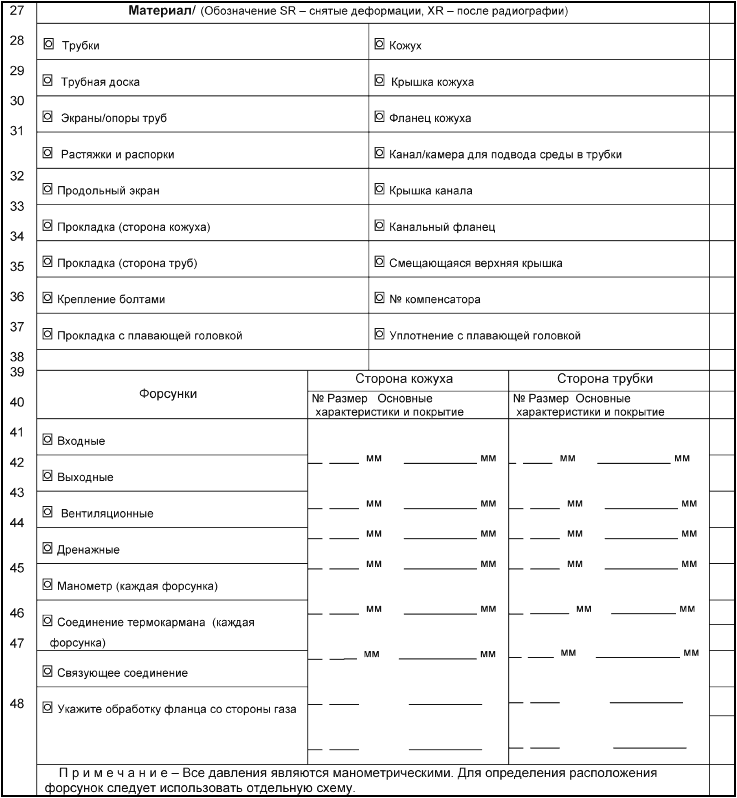
Продолжение таблицы А.1 (с.17)
|

Продолжение таблицы А.1 (с.17)
|

Продолжение таблицы А.1 (с.18)
|

Продолжение таблицы А.1 (с.18)
|

Продолжение таблицы А.1 (с.19)
|

Продолжение таблицы А.1 (с.19)
|
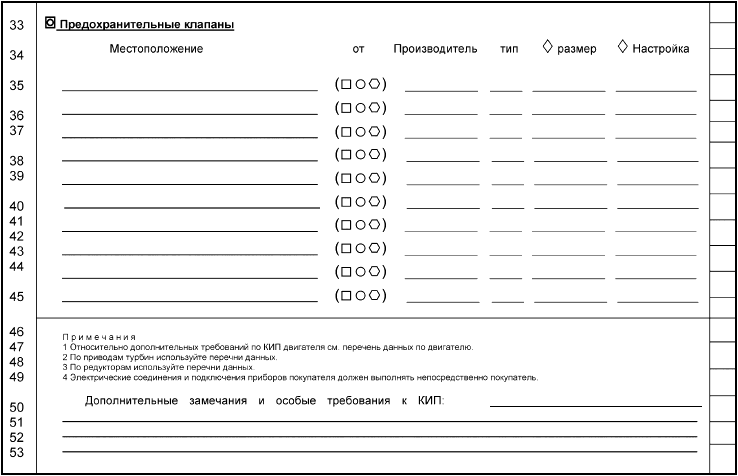
Продолжение таблицы А.1 (с.20)
|

Продолжение таблицы А.1 (с.20)
|
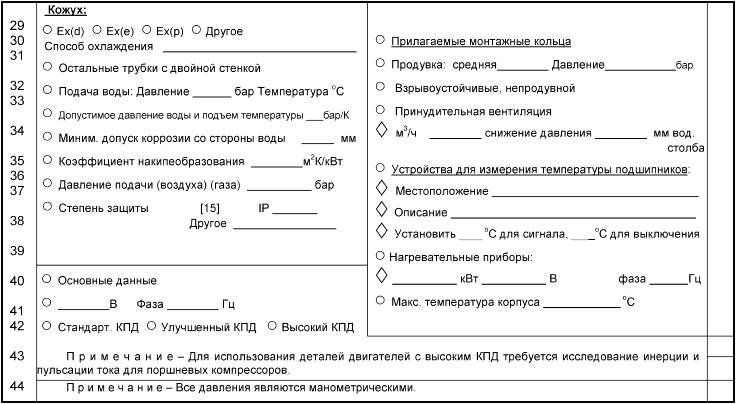
Продолжение таблицы А.1 (с.21)
|

Продолжение таблицы А.1 (с.21)
|

Продолжение таблицы А.1 (с.22)
|

A.2 Спецификация и контрольный список
Этот контрольный перечень может быть использован для того, чтобы покупатель мог указать определенные требования, если в настоящем стандарте есть пометка (_) о том, что от покупателя требуются решение или информация.
Контрольный перечень должен быть использован вместе с перечнями данных (А.1). Ниже покупатель должен обвести в кружок Да или Нет, или поставить знак X в соответствующем месте, или указать свои требования.
ВНИМАНИЕ! Использование данного контрольного списка не является обязательным, если эти элементы подробно объясняются.
РАЗДЕЛ
Пункт | Вопрос | Ответ | |||||||||||||||||
5.1.2 | Требования и максимально допустимый уровень звукового давления. Требование: | ||||||||||||||||||
максимально допустимый уровень звукового давления: | дБ (дБА) | ||||||||||||||||||
5.1.7 | Классификация зон для электрических компонентов. Применяемые стандарты | ||||||||||||||||||
Применимы ли местные нормы и правила? | Да Нет | ||||||||||||||||||
5.1.10 | Какие детали контрольного осмотра первой инсталляции должны согласовать поставщик и покупатель? | ||||||||||||||||||
Проверка регулирования рабочей температуры. | Да Нет | ||||||||||||||||||
5.1.14 | Местоположение и условия окружающей среды (см. перечень данных, с.2). | ||||||||||||||||||
5.2 | Значения, выведенные покупателем, основаны на его опыте? | ||||||||||||||||||
- для максимальной скорости среднего поршня: | м/с | ||||||||||||||||||
- для максимальной скорости: | с | ||||||||||||||||||
5.3.2 | 100%-ная разгрузка необходима? | Да Нет | |||||||||||||||||
6.1.2.6 | Нужна ли крышка для движущегося отверстия цилиндра? Да Нет | ||||||||||||||||||
6.1.3.5 | Автономная система охлаждения с закрытой рубашкой и принудительной вентиляцией предоставляется поставщиком: | Да Нет | |||||||||||||||||
6.2.4 | Должен ли поставщик представлять письменный отчет о динамических свойствах клапана? | Да Нет | |||||||||||||||||
6.2.9 | Минимальная твердость гнезд клапана для использования с металлическими пластинами клапана HRC 32. | Да Нет | |||||||||||||||||
6.2.10 | Должна ли оговариваться разгрузка (перечень данных, с.3)? | Да Нет | |||||||||||||||||
6.4.4 | Требуются ли предохранительные устройства для картеров? | Да Нет | |||||||||||||||||
6.5.1 | Определен ли тип распорки в перечне данных на с.8? | Да Нет | |||||||||||||||||
6.5.1.4 | Требуется ли положение о промежуточном уплотняющем газе? | Да Нет | |||||||||||||||||
6.5.2 | Требуется ли указание типа покрытий распорок: ячеечный экран/жалюзи/твердый металл/другое? | Да Нет | |||||||||||||||||
6.6.1 | Требуются ли щитки в корпусе крейцкопфа над возвратным сливом для масла? | Да Нет | |||||||||||||||||
6.6.5 | Должна ли поставляться закрытая система жидкостного охлаждения уплотнения? | Да Нет | |||||||||||||||||
6.6.8 | Требуются ли манжеты для удаления газа и манжеты для буферного газа в уплотнении под давлением цилиндра? | Да Нет | |||||||||||||||||
7.1.1 | Определены ли материалы для строительных работ? | Да Нет | |||||||||||||||||
7.1.6 | Указано ли на с.2 перечня данных наличие и максимальное содержание коррозионных, реактивных или опасных агентов или компонентов в рабочей жидкости? | Да Нет | |||||||||||||||||
7.1.9 | Указано ли на с.2, в строке 13, перечня данных количество сероводорода? | Да Нет | |||||||||||||||||
7.5.2.4 | Требуется ли договор о контроле качества недоступных сварных швов? | Да Нет | |||||||||||||||||
7.5.2.8 | Будут ли предложенные сварочные разработки изготовленных цилиндров доступны для анализа покупателем? | Да Нет | |||||||||||||||||
7.6.1 | Требуется ли уведомление о ремонте других основных компонентов? | Да Нет | |||||||||||||||||
7.6.2.1 | Требуются ли стандарты сварки при ремонте поковок и литья? | Да Нет | |||||||||||||||||
7.7.5.1 | Требуется ли 100%-ное радиографическое исследование сварных швов, или порошковая магнитная дефектоскопия, или капиллярная дефектоскопия? | Да Нет | |||||||||||||||||
7.7.5.3 | Будут ли предложенные схемы соединений представлены на рассмотрение покупателю до начала изготовления? | Да Нет | |||||||||||||||||
7.8 | Определена ли минимальная проектная температура металла, соответствующая расчетным производственным условиям? | Да Нет | |||||||||||||||||
8.1.3.2 | Указан ли в перечне данных тип привода вспомогательного насоса системы смазки? | Да Нет | |||||||||||||||||
8.1.3.3 | Будет ли монтироваться клапан сброса давления для насоса картера с его наружной стороны? | Да Нет | |||||||||||||||||
8.1.4 | Указан ли тип масляного охладителя в перечне данных на с.15? | Да Нет | |||||||||||||||||
8.1.6 | Необходимы ли двойные фильтры смазочных материалов с отдельным или переключающим клапаном всего непрерывного потока? | Да Нет | |||||||||||||||||
8.1.7 | Определено ли в перечне данных на с.9 устройство нагрева резервуара для масла? | Да Нет | |||||||||||||||||
8.2.1.1 | Указан ли в перечне данных (с.9 и 8) тип лубрикатора для цилиндров компрессора и для прижимного уплотнения? | Да Нет | |||||||||||||||||
8.2.1.2 | Лубрикатор будет управляться с коленвала/независимо? | Да Нет | |||||||||||||||||
8.2.1.4 | Требуется ли устройство нагрева с термостатическим управлением для резервуара лубрикатора? | Да Нет | |||||||||||||||||
8.2.1.6 | Какие функции системы сигнализации требуются? - для цилиндра: | ||||||||||||||||||
- для прижимного уплотнения: | |||||||||||||||||||
(см. также перечень данных, с.18) | |||||||||||||||||||
8.2.1.9 | Требуется и указан ли в перечне данных на с.9 синтетический смазочный материал для смазки цилиндров компрессора? | Да Нет | |||||||||||||||||
8.2.3 | Необходим ли договор о способе предварительной смазки устройства разделения на блоки? | Да Нет | |||||||||||||||||
Необходим ли договор об устройстве защиты для смазки устройства разделения? | Да Нет | ||||||||||||||||||
9.1.1.1 | Указан ли в перечне данных на с.1, в строке 10, тип привода? | Да Нет | |||||||||||||||||
9.1.1.2 | Влияют ли на выбор привода изменения параметров процесса и условия запуска? | Да Нет | |||||||||||||||||
9.1.1.3 | Определены ли условия запуска в перечне данных? | Да Нет | |||||||||||||||||
9.1.2.2 | Указан ли в перечне данных необходимый тип двигателя (например, лист 20, строка 25)? | Да Нет | |||||||||||||||||
Будут ли отдельные двигатели на подшипниках снабжены временным встроенным поддерживающим устройством? | Да Нет | ||||||||||||||||||
9.1.2.3 | Указаны ли в перечне данных на с.20 типы электротехнических характеристик двигателя, стартовых условий, корпуса? | Да Нет | |||||||||||||||||
9.1.2.4 | Определено ли в перечне данных на с.20 уменьшенное напряжение в соответствии с требованиями пускового момента? | Да Нет | |||||||||||||||||
9.1.2.12 | Будут ли гидродинамические подшипники двигателя снабжены маслом от системы смазки рамы компрессора (перечень данных, с.11)? | Да Нет | |||||||||||||||||
9.1.3.1 | Определен ли стандарт для газотурбинных приводов? | Да Нет | |||||||||||||||||
9.1.3.2 | Требуется ли соответствие отдельной системы смазки турбопривода технологической линии [18] (или [19])? | Да Нет | |||||||||||||||||
9.2.1.2 | Требуется ли распорка для муфты? | Да Нет | |||||||||||||||||
9.2.1.6 | Необходимо ли, чтобы вспомогательные муфты соответствовали [12]? | Да Нет | |||||||||||||||||
9.2.2.1 | Указан ли стандарт защиты в перечне данных на с.4? | Да Нет | |||||||||||||||||
Является ли алюминий не дающим искру материалом, приемлемым для устройств защиты? | Да Нет | ||||||||||||||||||
9.3.1 | Определен ли стандарт для модулей механизма передач в перечне данных на с.4? | Да Нет | |||||||||||||||||
9.5.1.1 | Определен ли тип монтажной плиты в перечне данных на с.4? | Да Нет | |||||||||||||||||
9.5.1.11 | Требуются ли выравнивающие клинья? | Да Нет | |||||||||||||||||
9.5.1.15 | Определен ли цементно-эпоксидный раствор в перечне данных на с.4? | Да Нет | |||||||||||||||||
9.5.1.16 | Определены ли нивелировочные пластины в перечне данных на с.4? | Да Нет | |||||||||||||||||
9.5.2.3 | Указано ли в перечне данных на с.4 основное оборудование, которое монтируется на установочной плите? | Да Нет | |||||||||||||||||
9.5.2.9 | Определена ли в перечне данных на с.4, где крепится установочная плита? | Да Нет | |||||||||||||||||
9.5.2.12 | Определено ли в перечне данных на с.4 покрытие, предохраняющее от скольжения? | Да Нет | |||||||||||||||||
9.5.3.3 | Определены ли в перечне данных на с.4 станины или направляющие? | Да Нет | |||||||||||||||||
9.6.1 | Определен ли в перечне данных на с.15 тип промежуточного охладителя, который предоставляется поставщиком? | Да Нет | |||||||||||||||||
9.6.2 | Определен ли в перечне данных на с.15 тип выходного охладителя, который предоставляется поставщиком? | Да Нет | |||||||||||||||||
9.6.3 | Определен ли для кожухотрубных промежуточных и выходных доохладителей разряд [27] или R в перечне данных на с.15? | Да Нет | |||||||||||||||||
9.6.7 | Требуются ли воздухоохладители? | Да Нет | |||||||||||||||||
9.6.11 | Определены ли в перечне данных на с.16 материалы конструкции промежуточных и выходных охладителей? | Да Нет | |||||||||||||||||
9.6.13 | Определен ли в перечне данных на с.4 трубопровод между ступенями компрессора и промежуточным и выходными охладителями, предоставляемыми поставщиком? | Да Нет | |||||||||||||||||
9.7 | Имеются ли детали специальных впускных воздушных фильтров? | Да Нет | |||||||||||||||||
9.8.2 | Должны ли гидравлические инструментальные средства натягивания быть включены в группу специальных инструментальных средств? | Да Нет | |||||||||||||||||
9.8.4 | Должен ли компрессор подходить устройству фиксации вала во время технического обслуживания? | Да Нет | |||||||||||||||||
10.1.1 | Для каких опасных рабочих жидкостей измерительного трубопровода нужны сигналы датчика? | ||||||||||||||||||
Источник управляющего сигнала, его чувствительность и диапазон | |||||||||||||||||||
10.1.5 | Вся ли аппаратура вспомогательной системы, которая предоставляется поставщиком, определена? | Да Нет | |||||||||||||||||
10.1.8 | Определены ли клапаны отключения для завершения работы измерительных датчиков? | Да Нет | |||||||||||||||||
10.2.1 | Требуется ли устройство приостановки автоматического пуска? | Да Нет | |||||||||||||||||
10.3.1 | Определены ли в перечне данных на с.17 панели? | Да Нет | |||||||||||||||||
10.3.2 | Требуются ли прилагаемые задние части панелей? | Да Нет | |||||||||||||||||
10.3.3 | Должна ли быть проводка внутри прилагаемых панелей: | ||||||||||||||||||
- в армированном кабеле? | Да Нет | ||||||||||||||||||
- в металлическом трубопроводе? | Да Нет | ||||||||||||||||||
10.4.1 | Определен ли в перечне данных на с.19 тахометр для измерения скорости компрессора? | Да Нет | |||||||||||||||||
10.4.2.1 | Определены ли в перечне данных на с.18 датчики температуры и положения размещения? | Да Нет | |||||||||||||||||
10.4.2.6 | Определены ли в перечне данных на с.18 средства индикации температуры? | Да Нет | |||||||||||||||||
10.4.2.8 | Определены ли в перечне данных на с.18 датчики температуры для коренного подшипника и главного клапана? | Да Нет | |||||||||||||||||
10.4.3.1 | Определены ли в перечне данных на с.17 индикаторы давления и положения размещения? | Да Нет | |||||||||||||||||
10.4.3.2 | Определены ли в перечне данных на с.17 маслонаполненные манометры? | Да Нет | |||||||||||||||||
10.4.5.1 | Определены ли в перечне данных на с.19 клапаны сброса давления, предоставляемые поставщиком? | Да Нет | |||||||||||||||||
10.5.2 | Определен ли в перечне данных на с.18 размер системы сигнализации/отключения, предоставляемой поставщиком? | Да Нет | |||||||||||||||||
10.5.3.2 | Определен ли в перечне данных на с.18 звуковой или световой сигнал или оба сигнала при сбое в работе? | Да Нет | |||||||||||||||||
10.5.3.3 | Определен ли в перечне данных на с.18 звуковой или световой сигнал или оба сигнала при выключении? | Да Нет | |||||||||||||||||
10.5.6 | Определена ли в перечне данных на с.18 последовательность операций в системе сигнализации? | Да Нет | |||||||||||||||||
10.5.8 | Требуется ли сигнализация по высокой температуре для пальцев крейцкопфа? | Да Нет | |||||||||||||||||
10.6.2 | Определены ли характеристики источника электропитания для двигателей, нагревателей и аппаратуры, если панели предоставляются поставщиком? | Да Нет | |||||||||||||||||
10.6.6 | Нужно ли со всеми электроматериалами обращаться так, как это определено в 10.6.6.1 и 10.6.6.2, в тропических зонах? | Да Нет | |||||||||||||||||
10.7.1 | Должен ли поставщик снабжать и монтировать устройства обнаружения вибрации и преобразователи? | Да Нет | |||||||||||||||||
10.7.2 | Должен ли прибор бесконтактного действия измерять вертикальное перемещение каждого установленного поршневого штока? | Да Нет | |||||||||||||||||
11.1.5 | Должны ли трубопровод, устройства подавления пульсации и выталкивающие сосуды быть обогреваемыми и теплоизолированными? | Да Нет | |||||||||||||||||
11.1.6 | Определен ли в перечне данных на с.4 размер трубопроводной системы, которая предоставляется поставщиком? | Да Нет | |||||||||||||||||
11.1.7 | Должен ли поставщик проверять чертежи трубопровода, резервуаров, расположенных в начале и конце системы, дополнительных приспособлений, сосудов и опор? | Да Нет | |||||||||||||||||
11.1.12.1 | Какой стандарт для конической резьбы трубы должен использоваться? Стандарт | ||||||||||||||||||
11.1.12.19 | Стандарт трубопровода для использования: | ||||||||||||||||||
11.1.12.23 | Особые требования относительно трубопровода, фланцев, клапанов и других дополнительных приспособлений для работ с водородом, сероводородом или токсичным газом, сервисным обслуживанием | ||||||||||||||||||
11.1.14 | Должны ли системы подачи воздуха или газа, подачи охлаждающей воды или обратный трубопровод и др. должны быть присоединены к общему подключению? | Да Нет | |||||||||||||||||
11.4.3 | Должен ли трубопровод системы охлаждения предоставляться поставщиком? | Да Нет | |||||||||||||||||
11.5.1 | Требуется ли трубная обвязка линии контрольно-измерительных приборов, подведенных к защитным переключателям панелей управления? | Да Нет | |||||||||||||||||
11.5.3 | Должен ли поставляться запорный клапан, примыкающий ко всем приборам? | Да Нет | |||||||||||||||||
11.6.1 | Сеть трубопроводов предоставляется поставщиком? | ||||||||||||||||||
Будут ли поставляться сменные патрубки для экранов при запуске? | Да Нет | ||||||||||||||||||
12.2.1 | Определен ли в перечне данных на с.4 проектный подход относительно пульсации и вибрации? | Да Нет | |||||||||||||||||
12.2.7 | Требуется ли моделирование совместной работы с другими компрессорами? | Да Нет | |||||||||||||||||
12.3.1 | Стандарты для проектирования и конструкции устройств подавления пульсации: | ||||||||||||||||||
12.3.4 | Должны ли сварные швы устройств подавления пульсации быть на 100% исследованы радиографией? | Да Нет | |||||||||||||||||
12.3.6 | Нужно ли учитывать последний участок удаления влаги в устройстве подавления всасывания? | Да Нет | |||||||||||||||||
12.3.10 | Будет ли подключение DN 20 при испытании давления произведено к каждой головке подключения устройства подавления пульсации? | Да Нет | |||||||||||||||||
12.3.11 | Должно ли предоставляться соединение термогнезда форсунки цилиндра каждого устройства подавления пульсации всасывания? | Да Нет | |||||||||||||||||
12.3.16 | Определено ли в перечне данных на с.14 положение по изоляции на устройствах подавления пульсации? | Да Нет | |||||||||||||||||
12.4 | Предоставляет ли поставщик опоры для устройств подавления пульсации и трубопровода? | Да Нет | |||||||||||||||||
13.1.4 | Определена ли в перечне данных на с.13 степень участия покупателя в проверке и проведении испытаний, а также процедура предварительного уведомления? | Да Нет | |||||||||||||||||
13.1.6 | Должен ли представитель покупателя засвидетельствовать выполнение задания в соответствии с контрольным перечнем? | Да Нет | |||||||||||||||||
13.2.1.1 | Должен ли поставщик в течение по крайней мере 20 лет сохранять доступным пространство для монтажа, обслуживания и эксплуатации? | Да Нет | |||||||||||||||||
13.2.1.3 | Какие части подлежат поверхностному и подповерхностному обследованию? | ||||||||||||||||||
И какое обследование требуется? | |||||||||||||||||||
13.2.2.1 | Требуемые радиографическое, ультразвуковое, магнитопорошковое обследования или капиллярная дефектоскопия сварных швов и материалов: | ||||||||||||||||||
- радиографическое? | Да Нет | ||||||||||||||||||
- ультразвуковое? | Да Нет | ||||||||||||||||||
- магнитопорошковое? | Да Нет | ||||||||||||||||||
- капиллярная дефектоскопия? | Да Нет | ||||||||||||||||||
13.2.3.2 | Будет ли система смазки действовать в цехе производителя? | Да Нет | |||||||||||||||||
13.3.3.5 | Требуется ли проведение рабочего испытания и механического ходового 4-часового испытания до отправки пультов управления вспомогательными системами? | Да Нет | |||||||||||||||||
13.3.3.6 | Требуется ли проверка демонтажа? | Да Нет | |||||||||||||||||
13.3.4.2 | Будут ли все смонтированное на машине оборудование, готовый трубопровод и вспомогательная арматура, предоставленные поставщиком, отрегулированы и собраны в его цеховых условиях? | Да Нет | |||||||||||||||||
13.3.4.4 | Должны ли эксплуатационные характеристики компрессора быть проверены в соответствии с [43]? | Да Нет | |||||||||||||||||
14.1 | Срок хранения более 6 мес? | ||||||||||||||||||
14.3.10 | Оборудование упаковывать для перевозки внутри страны или экспортной отгрузки? | ||||||||||||||||||
Внутри страны | Да Нет | ||||||||||||||||||
Экспортная | Да Нет | ||||||||||||||||||
15.2.2 | Требуются ли дополнительные чертежи для предложения? | Да Нет | |||||||||||||||||
Какие | |||||||||||||||||||
15.2.3 m) | Особые требования по долгосрочному хранению запасных частей: | ||||||||||||||||||
15.2.3 s) | Требуется ли список аналогичных механизмов для установки в качестве приложения к предложению? | Да Нет | |||||||||||||||||
15.3.3.1 | Должен ли поставщик предоставлять графики, таблицы и пр.? | Да Нет | |||||||||||||||||
15.3.3.2 | Должен ли поставщик предоставлять данные, необходимые для расчетов независимой нагрузки на шток, нагрузки давления газа и обратной нагрузки штока? | Да Нет | |||||||||||||||||
15.3.3.3 | Должно ли рассчитываться воздействие сбоя работы клапана на нагрузку штока и реверс? | Да Нет | |||||||||||||||||
Должен ли поставщик представлять покупателю отчеты о ходе выполнения работ? | Да Нет | ||||||||||||||||||
Приложение B
(справочное)
Необходимая производительность, номинальная производительность от производителя и отсутствие минусового допуска
(См. 3.5, 3.14, 3.36, 5.1.12 и 5.1.13).
В настоящем приложении рассматривается вопрос измерения подачи поршневых компрессоров и значение понятия "отсутствие минусового допуска (NNT)" так, как это используется в настоящем международном стандарте относительно "необходимой подачи" поршневых технологических компрессоров.
Термин "необходимая подача" означает минимальную подачу, соответствующую условиям процесса без отрицательного допустимого допуска. Покупатель заполняет перечни данных (с.1, строка 36), указывая необходимую подачу, если она никогда не должна быть меньше, чем она определена изначально. В этом случае установка размеров компрессора принимает во внимание стандартные допуски производителя так, чтобы полученная подача никогда не была меньше необходимой.
Номинальная подача компрессора от производителя - это подача в зависимости от размера компрессора. Приемлемый стандартный производственный допуск поршневого компрессора 3% применим и к подаче, и к мощности вала компрессора. Из-за этого допуска производитель может увеличить необходимую подачу на 3% до установки размеров компрессора. (Необходимая подача, разделенная на 0,97, равняется номинальной мощности производителя.) Если NNT не является требованием покупателя, покупатель должен указать в перечне данных (с.1, строка 40) только расчетную подачу от производителя.
Согласно перечню данных (с.1) под расчетной подачей от производителя подразумевается общая мощность вала компрессора (строка 46), необходимая на вале ввода компрессора, как это могло бы быть измерено тормозным устройством. Общая мощность с учетом износа клиновидного приводного ремня и механизма передач (строка 47) является всей мощностью вала компрессора с учетом износа приводной системы, определяющей выбор привода.
Понятие отсутствия положительного допуска на мощность пропущено в настоящем стандарте на основании следующих условий:
a) допуск на гарантированную мощность вала от производителя - 3%, и он вычисляется на основе расчетной подачи от производителя;
b) используя расчетную подачу от производителя и соответствующую мощность, получается правильное соотношение мощности и подачи модуля [например, кВт/100 м/ч (объема потока на входе)], которое согласуется с расчетами;
c) мощность заводской таблички привода должна быть выбрана, чтобы быть минимум 110% (для электромоторов) или 120% (для турбин) самой большой полной требуемой мощности с учетом износа для любого из данных эксплуатационных режимов (см. 9.1.2.1 и 9.1.3.1).
Приложение C
(справочное)
Шток поршня и износ
С.1 Общие положения
Неправильное выравнивание цилиндров и крейцкопфов и влияние теплового расширения, а также деформация самого штока могут привести к износу поршневого штока, который, в свою очередь, повлечет чрезмерный износ прижимного уплотнения и поршневого штока.
Вообще желательно выровнять машину так, чтобы износ штока поршня в уплотнении в рабочих условиях в течение срока службы машины был минимизирован.
В горизонтальных компрессорах износ штока в рабочих (горячих) условиях будет отличаться от износа в холодных условиях, также как и износ некоторых деталей.
Производитель должен оценивать степень этого различия и изменения и вычислять износ штока в холодных условиях для достижения оптимального решения в рабочих (горячих) условиях, учитывая такие коэффициенты, как:
- термальное расширение цилиндров, опор и других статических компонентов;
- дифференциальное расширение поршня и цилиндра;
- дифференциальное расширение крейцкопфа и направляющей;
- изгиб поршневого штока;
- износ башмаков крейцкопфа и направляющих;
- износ направляющих лент поршня и гильз цилиндра;
- подъем крейцкопфа из-за излома соединяющего штока;
- влияние смазочной пленки.
С.2 Исследование причин износа штока поршня
Износ штока поршня может быть определен в результате измерения во время одного полного оборота коленчатого вала, при снятии показания с циферблатного индикатора или другого прибора, предназначенного для измерения положения прилегающей поверхности поршневого штока.
В горизонтальных компрессорах износ штока поршня измеряется и в вертикальном, и в горизонтальном направлении.
Горизонтальный износ обычно является результатом производственных погрешностей (например, совмещающиеся поверхности направляющих крейцкопфа, распорки или цилиндра не находятся точно под прямым углом к осевой линии). Однако, нужно отметить, внешние нагрузки на компрессор от термального расширения соединяющихся трубопроводов или сосудов могут вызвать деформацию компрессора, приводящую к горизонтальному износу. В особых случаях два цилиндра и более тесно подсоединены к единственному подавителю пульсации.
Причины вертикального износа различны, но по типу могут быть объединены в две группы:
Тип A: воздействие, которое приводит к линии движения двух концов штока, не находящихся на одной и той же прямой линии.
Тип B: воздействие, которое приводит к изгибу непосредственно штока.
Воздействие типа A может быть подразделено таким образом:
A1: воздействие из-за неточной механической обработки или неправильного монтажа, как описано для горизонтального износа.
A2: воздействие из-за поршня и крейцкопфа, работающих в экстремальных условиях относительно рабочего пространства.
A3: воздействие термального расширения, в частности, на поршень и цилиндр.
A4: изнашивание деталей во время срока службы компрессора, особенно направляющих лент поршня.
A5: подъем крейцкопфа к верхней точке его рабочего пространства на одной стороне компрессора из-за напора и изгиба шатуна.
Примечание - В большинстве случаев крейцкопф понизится на каждом конце хода.
Воздействие типа B можно подразделить на:
B1: провисание штока прута под своим собственным весом.
B2: изгиб штока, вызванный нарушением перпендикулярности резьбы и других совмещающихся поверхностей на соединении штока, крейцкопфа и поршня.
Воздействие типов A1, A2, B1 и B2 обычно будут одинаковым в "холодных" цеховых условиях производителя и в "горячем" эксплуатационном режиме на площадке. Цель состоит в том, чтобы достигнуть минимального рабочего износа в прижимном уплотнении в течение срока службы машины. При условии, что износ измерен как можно ближе к уплотнению, в определении степени, до которой холодный износ во время цехового испытания будет отличаться от горячего износа в эксплуатации, нужно учитывать только воздействие типов A3, A4 и A5.
Результатом воздействия типов A3 и A4 является правильная линия движения двух концов штока, параллельных, но не солинейных. Вертикальное смещение может быть связано с износом, измеренным простой геометрией (см. рисунок С.1).
Анализ воздействия типа A5 требует детального знания геометрии машины, масс различных компонентов и наложенных нагрузок. Это будет, очевидно, зависеть от фактических эксплуатационных режимов в какой-либо момент.
Допустимый износ от этого воздействия поэтому требует осторожного рассмотрения.
Вычисление эффекта провисания штока под его собственным весом (B1) является трудным, потому что конечные условия неопределенны и в любом случае будут независимы от фактических условий нагрузки.
В случае необходимости некоторая индикация относительно степени провисания штока может быть получена путем измерения износа в двух положениях: в одном - близко к прижимному уплотнению, в другом - близко к крейцкопфу. Пока эффект параллельного относительного смещения линии движения двух концов штока не будет одинаковым и в положениях измерения, воздействие провисания штока будет различным и, как правило, противоположного знака.
|

A-A - линия движения головки кривошипа штока поршня; B-B - линия движения поршневой камеры штока поршня.
Рисунок C.1 - Износ штока поршня. Воздействие типов A3 и A4![]() ,
,
где y - износ штока поршня;
e - вертикальное смещение между А-А и В-В;
s - шаг;
- расчетная длина поршневого штока.
С.3 Рабочая ведомость цехового испытания на износ
На рисунке С.2 показана стандартная рабочая ведомость, которую используют для того, чтобы в ней можно было вести запись результатов цеховых испытаний износа штоков.
|

1 - циферблатный индикатор; 2 - поршень; 3 - устройство для прижимного уплотнения; 4 - крейцкопф
Рисунок С.2 - Рабочая ведомость типичного износа штока поршня
Примечания
1 Зафиксированные значения отражают изменения в показаниях индикатора, когда поршень перемещается с головки кривошипа к головной части при вращении коленчатого вала в стандартном направлении.
2 Точное показание циферблатного индикатора указано в таблице С.1.
Таблица С.1 - Результаты цеховых испытаний износа штока
N | Износ | Дата | Инспектор (поставщик) | |||
допустимый (расчетный) | фактически установленный | |||||
верти- | горизон- | верти- | горизон- | |||
Приложение D
(справочное)
Ремонт изделий из серого литейного чугуна и чугуна с шаровидным графитом
D.1 Область применения
В настоящем приложении рассматриваются ремонтные операции, которые успешно проводились на деталях из серого литейного чугуна и чугуна с шаровидным графитом для цилиндров компрессора и соответствующих частей различных функциональных составляющих. Эти операции только кратко описаны в целях предоставления справочной информации для покупателя и поставщика; детальные описания операций выходят за рамки настоящего стандарта. Ограничения по использованию процедур включены. Эти процедуры должны быть применены только после осторожной оценки ситуации покупателем и поставщиком. Когда условия эксплуатации литейных деталей подразумевают использование токсичных или опасных газов, должна быть проведена еще более тщательная оценка.
D.2 Способы ремонта и ограничения
В цилиндрах, спроектированных для работы с газами, имеющими небольшую молярную массу - менее 12, не следует проводить ремонтные операции какого-либо типа по устранению дефектов, приводящих к утечке между отверстием цилиндра и водяной рубашкой во время гидростатического испытания. С письменного согласия покупателя способы ремонта, определенные в D.2.1-D.2.3, могут быть использованы для цилиндров компрессора, спроектированных для сжатия газов с небольшой молярной массой - не менее 12.
D.2.1 Области, в которых гидростатическое испытание показывает утечку между водяной рубашкой и атмосферой, или между газовым проходом и атмосферой, или между водяной рубашкой и газовым проходом, могут быть исправлены посредством уплотнения в рамках [12] или [14] или путем одобренных процедур по пропитке "вакуум-плюс-давление". Пропитку можно использовать только для ограниченной категории утечки пористого типа и только после того, как гидростатическое испытание и водяной рубашки, и газового прохода доказало механическую целостность литых деталей (см. 7.6.2.2).
D.2.2 Дефекты, которые обнаруживаются на обработанных поверхностях или в других областях, где нет утечки, могут быть исправлены за счет покрытия металлом. Такие дефекты могут иметь пористость в гнездах клапана или головке и торцах цилиндра или быть вне допуска диаметра цилиндров, требующих вставной гильзы. Ремонт с использованием покрытия металлом неприемлем в критических зонах, таких, как опорные поверхности с уплотнительными кольцами или поверхности развертки поршня компрессора. Если используется ремонтная металлизация, то не должны быть сформированы или оставлены острые углы, которые могли бы повредить уплотнительные кольца и т.д. (см. 7.6).
D.2.3 Поврежденные резьбовые отверстия в литых деталях могут быть механически исправлены с помощью резьбовых вставок или вкладышей.
Приложение E
(справочное)
Примеры типовой логической диаграммы, показывающей критические функции
Логическая диаграмма системы является необходимой при проектировании системы, контроле и работе. Это - язык, понятный электрикам, инженерам по аппаратуре и инженерам-механикам, а также персоналу, работающему на машинах. Система становится в действительности определенной спецификацией, по которой работает разработчик схем. Диаграмма особенно полезна при функциональном контроле предварительного запуска системы, а также для системной диагностики. Как только диаграмма будет создана, в которой будут описаны требования к оборудованию и требования проектировщиков-разработчиков, подготовка КИП и электросхем становится весьма простой и точной.
См. рисунки Е.1-Е.6.
|

Рисунок Е.1 -Типовая логическая схема ручного управления вспомогательным масляным насосом рамы
|

Рисунок Е.2 - Типовая логическая схема ручного управления насосом охлаждающей воды
|

Рисунок Е.3 - Типовая логическая схема управления смазочного насоса цилиндров/уплотнений
|
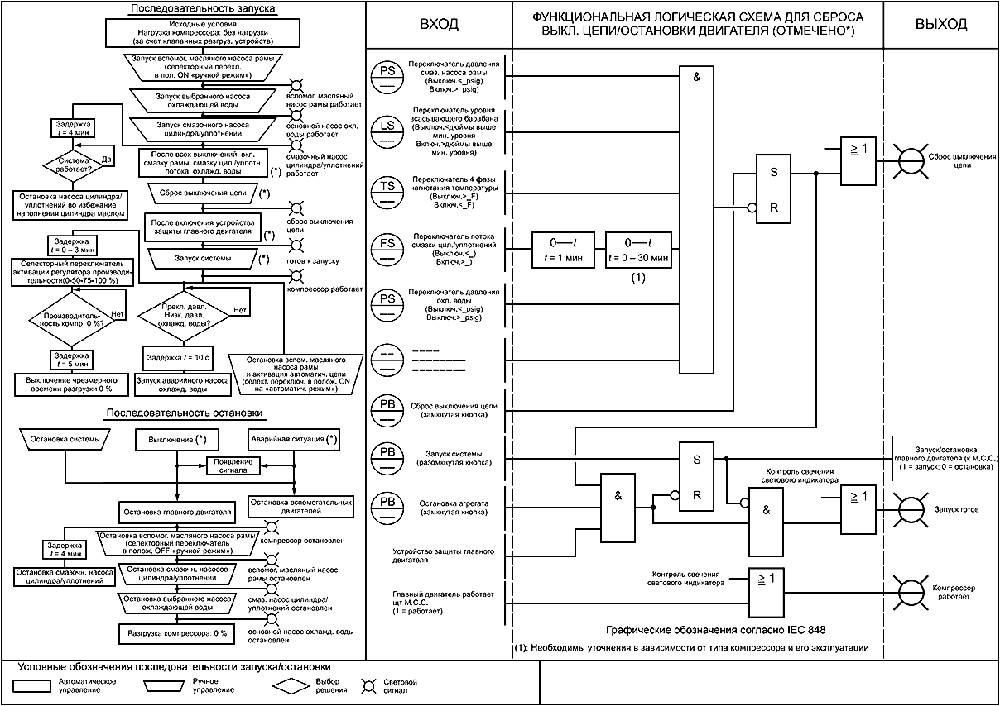
Рисунок Е.4 -Типовая логическая схема управления пуска/останова компрессора
|

Рисунок Е.5 - Типовая логическая схема ручного регулирования мощности
|
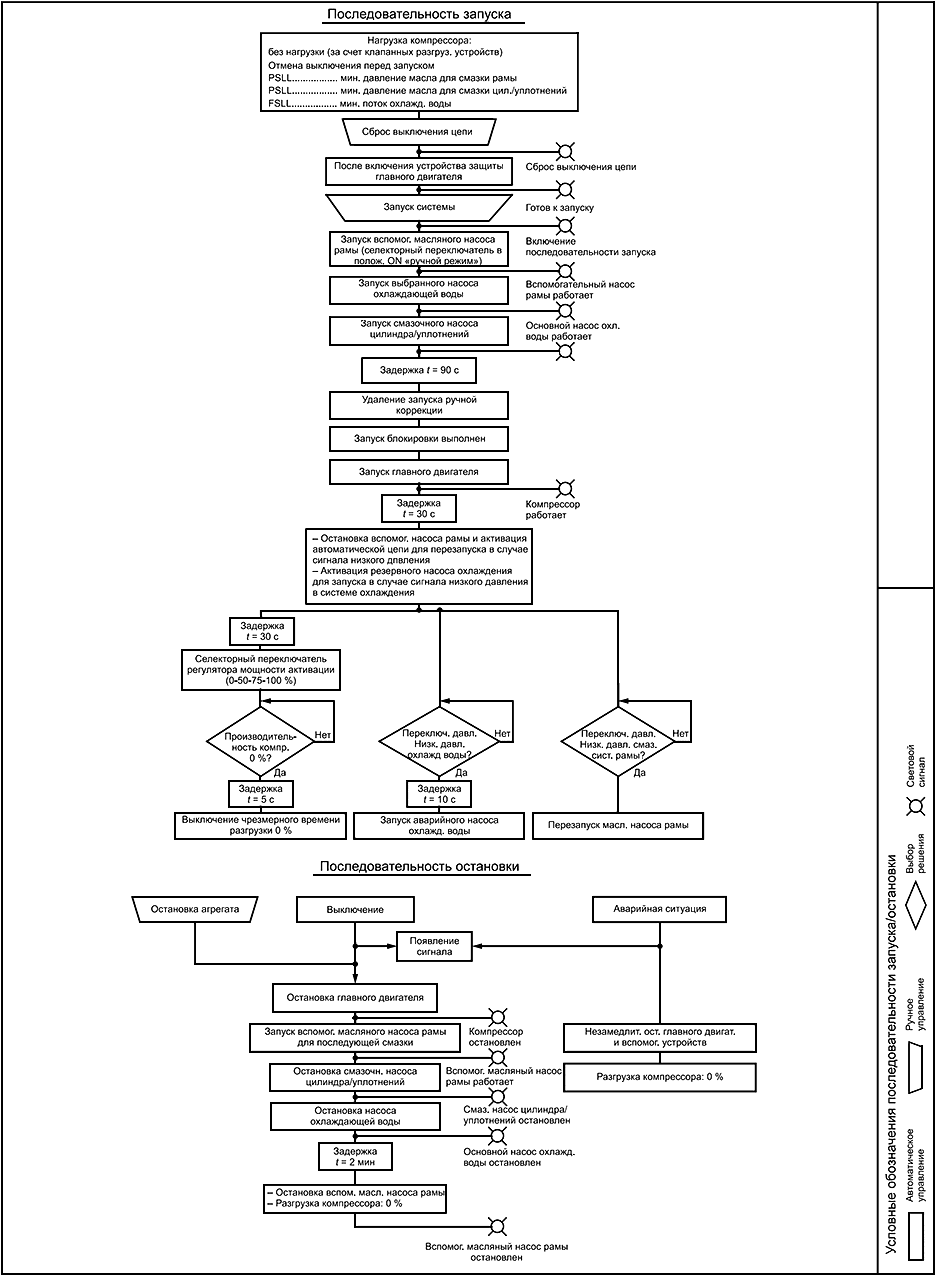
Рисунок Е.6 - Типовая логическая схема автоматического пуска/останова
Приложение F
(справочное)
Чертеж поставщика и требования к данным
Настоящее приложение содержит типовой чертеж поставщика и формы требований данных (VDDR), сопровождаемые списком возможных элементов, которые могут быть включены в форму, и типичные описания этих элементов. Так как разные производители будут использовать различные названия для одного и того же чертежа, элементы в столбце описания VDDR должны быть изменены в ранних стадиях заказа с учетом названий чертежей, поставляемых производителем.
СТАНДАРТНЫЕ ТРЕБОВАНИЯ К ЧЕРТЕЖАМ И ДАННЫМ ПОСТАВЩИКА | Изделие N | Деталь N | |||||||||||
Для | Заказ на покупку N | Дата | |||||||||||
Размещение | Заявка N | Дата | |||||||||||
Эксплуатация | Запрос N | Дата | |||||||||||
Страница 1 из 2 | |||||||||||||
Проверка | |||||||||||||
Установка | |||||||||||||
N по требованию | |||||||||||||
|

Чертежи и данные по предложению не должны быть сертифицированы или быть в заводском исполнении. Типичные данные должны быть четко идентифицируемы как таковые.
Покупатель должен указать в этой колонке временные рамки для предоставления материалов, используя номенклатуру, приведенную в конце данной формы.
Претендент должен заполнить эти две колонки, чтобы продемонстрировать его фактический график поставок и включить данную форму в свое предложение.
СТАНДАРТНЫЕ ТРЕБОВАНИЯ К ЧЕРТЕЖАМ И ДАННЫМ ПОСТАВЩИКА | Изделие N | Деталь N | ||||||
Страница 2 из 2 | от | |||||||
Дата | Проверка | |||||||
|

Чертежи и данные по предложению не должны быть сертифицированы или быть в заводском исполнении. Типичные данные должны быть четко идентифицируемы как таковые.
Покупатель должен указать в этой колонке временные рамки для предоставления материалов, используя номенклатуру, приведенную в конце данной формы.
Претендент должен заполнить эти две колонки, чтобы продемонстрировать его фактический график поставок и включить данную форму в свое предложение.
Примечания
1 Посылать все чертежи и данные в | |||||||
2 Все чертежи и данные должны отражать проект, назначение, заказ на покупку и номера деталей в дополнение к местоположению завода и установки. В дополнение к копиям, указанным выше, вместе с отгрузкой должен быть отправлен один комплект чертежей/инструкций, необходимых для установки в полевых условиях. Номенклатура: | |||||||
S: количество недель до отгрузки. | |||||||
F: количество недель после заказа фирмы. | |||||||
D: количество недель после получения утвержденных чертежей. | |||||||
Поставщик | |||||||
Дата | Референция поставщика | ||||||
Подпись | |||||||
(подпись подразумевает принятие всех инструкций) | |||||||
F.3 Пункты формы VDDR
Пункты для внесения в форму VDDR должны быть выбраны из следующего списка по необходимости. Однако данный список не является обязательным и единственным.
1 Сертифицированный габаритный чертеж (общее расположение) и список подключений.
2 План основания, показывающий местоположение анкерных болтов.
3 Допустимая нагрузка фланца (или цилиндр, или устройство подавления пульсации) и координаты (см. 6.1.2.2).
4 Общая схема привода.
5 Чертеж устройства привода.
6 Габаритный чертеж всего поставляемого основного вспомогательного оборудования.
7 Эксплуатационные данные (см. 15.3.3.1).
8 Чертеж прижимного уплотнения.
9 Реверсивная нагрузка газом, нагрузка штока и крейцкопфа, а также карты продолжительности (см. 15.3.3.2).
10 Пусковой крутящий момент в сравнении с кривой скорости (для привода и компрессора).
11 Эксплуатационные характеристики привода двигателя.
12 Табулирование сервисных требований.
13 Список опасных или нежелательных скоростей (см. 5.1.4).
14 Данные механизма передач.
15 Другие данные привода.
16 Чертеж сборки соединительной муфты и ведомость материалов.
17 Сварные работы на устройствах для подавления пульсации (см. 12.3.3).
18 Данные промежуточного охладителя и выходного охладителя.
19 Список частей с чертежами в разрезе.
20 Список запасных частей при запуске [(см. 15.2.3, перечисление i)].
21 Рекомендуемые запасные части для проведения стандартного технического обслуживания (см. 15.3.6).
22 Схема производственного процесса.
23 Карты смазки рамы и цилиндра и ведомости материалов.
24 Чертежи сборки системы смазки и список соединений.
25 Чертежи и данные компонентов системы смазки.
26 Схемы системы охлаждения и ведомости материалов.
27 Чертежи сборки системы охлаждения и список соединений.
28 Чертежи и данные компонентов системы охлаждения.
29 Схемы вентиляционного клапана распорки, сливного отверстия и буфера, а также список соединений.
30 Схемы управления мощностями и ведомости материалов.
31 Схемы приборов и электросхемы, а также ведомости материалов.
32 Чертеж устройства аппаратуры и электрооборудования и список соединений.
33 Монтажные схемы электропроводки и схемы подсоединения аппаратуры.
34 Список заданных величин аппаратуры.
35 Перечни данных аппаратуры.
36 Детализированные чертежи устройства подавления пульсации и кодовые расчеты для сосуда с конечным давлением.
37 Список специальных инструментов (см. 9.8.1).
38 График изготовления, испытаний и доставки.
39 Список чертежей.
40 Требуемая защита от неблагоприятных погодных условий и кондиционирование воздуха.
41 Комментарии по чертежам покупателя относительно трубопровода и основания (см. 11.1.7).
42 Отчеты о ходе выполнения работ (см. 15.3.5).
43 Отчет о торсионном анализе (см. 5.5.1 и 9.1.2.6).
44 Данные относительно независимого торсионного анализа.
45 Отчет по анализу поперечных колебаний (см. 5.5.1).
46 Отчет по акустическому и механическому анализу.
47 Данные, необходимые для 3-й части акустического и механического анализа.
48 Технический анализ готовых цилиндров (см. 7.5.1).
49 Табулирование центровочных данных.
50 Отчет о динамике клапанов (см. 6.2.8).
51 Данные по независимому анализу динамики клапанов.
52 Схематические рисунки соединений (см. 7.7.5.3).
53 Диаграмма регулировки соединений.
54 Заводские размеры и данные.
55 Сертификаты гидростатического испытания (см. 13.3.2.1).
56 Сертифицированные данные ходовых испытаний (если испытание заказано).
57 Сертифицированные данные эксплуатационных испытаний (если испытания заказаны).
58 Проведение испытаний без разрушения для готовых цилиндров.
59 Проведение специальных или дополнительных испытаний (если испытания заказаны).
60 Сертифицированные данные специальных или дополнительных испытаний (если испытания заказаны) (см. 13.3.4.1).
61 Сертифицированные отчеты о заводских испытаниях.
62 Сертификат ультразвуковых испытаний коленвала (см. 13.2.2.3).
63 Сертификаты испытаний на утечку газа (см. 13.3.2.2).
64 Сертификат испытания на герметичность клапана.
65 Перечни заводских данных.
66 Руководство по установке (см. 15.3.7.2).
67 Руководство по эксплуатации и техническому обслуживанию (см. 15.3.7.3).
68 Справочник по технологической информации (см. 15.3.7.4).
69 Порядок хранения, упаковки и транспортирования.
70 Перечень отгруженных частей.
71 Листы данных безопасности материалов.
72 Список исключений/отклонений.
73 План обеспечения качества.
74 Логические схемы управления.
F.4 Описание деталей VDDR
1 Сертифицированные габаритные чертежи (общее расположение) и таблицы включают без ограничения следующее:
i) размер, тип, величины основных параметров, местоположение и определение всех подключений для покупателя, включая вентиляторы, сливные отверстия, смазочный материал, трубные разводки, коробки в кабеле-проводе, электрические и пневматические распределительные коробки и приборы. Заглушенные соединения поставщика должны быть идентифицированы. Требуются детали специальных соединений (см. 6.1.4.3);
ii) массу всех деталей в сборе, массу самой тяжелой детали оборудования, необходимого для монтажа, и важных деталей для проведения технического обслуживания;
iii) все основные размеры, включая требуемые для разработки трубопровода, пространства для проведения технического обслуживания и пространства для демонтажа, включая пространство для демонтажа клапанов, если устройства подавления пульсации не поставляются;
iv) осевую линию вала;
v) выделение торца вала;
vi) центр масс, вертикальное и плановое расположение;
vii) направление вращения;
viii) где применимо, замыкание цепи, размер и тип соединительных муфт и местоположение защитных устройств и зоны их действия.
2 План основания включает:
i) размеры монтажных плит для всей технологической линии и вспомогательные системы с указанием диаметра, количества и местоположения отверстий и толщины металла, через который должны проходить болты;
ii) скорость, критическую скорость (если имеется), местоположение и направление в x-, y-, z-системе координат статических и динамических сил и моментов первого и второго порядка и местоположение центра массы;
iii) местоположение выравнивающего винта домкрата.
3 Допустимая нагрузка фланца (или цилиндр, или устройство подавления пульсации) и координаты (см. 6.1.2.2).
Допустимая нагрузка(и) фланца для всех соединений цилиндра (или депульсатора) с учетом ожидаемых термальных перемещений, относящихся к определенной точке и x-, y-, z-системе координат.
4 Схема привода.
Сертифицированный габаритный чертеж привода и его вспомогательного оборудования включает:
i) размер, местоположение, ориентацию и назначение всех подключений для покупателя, включая коробки в кабелепроводе, изоляционную трубу, приборы, трубопровод и каналы;
ii) тип, величины основных параметров и защитную облицовку всех фланцевых соединений;
iii) размер и местоположение отверстий для анкерных болтов и выравнивающих винтов домкрата и толщину участков, через которые болты должны пройти;
iv) общую массу каждого элемента оборудования (привода и вспомогательного оборудования);
v) все размеры и все горизонтальные и вертикальные зазоры, необходимые для демонтажа, и приблизительное местоположение монтажных проушин;
vi) высоту осевой линии вала;
vii) размеры торцов вала, плюсовые допуски соединительной муфты;
viii) направление вращения.
5 Чертеж устройства привода включает без ограничения следующее:
i) данные маховика;
ii) массу привода и механической коробки передач;
iii) момент инерции;
iv) сдвиг статора;
v) просвет.
6 Размерная схема для всего поставляемого поставщиком основного и вспомогательного оборудования.
7 Эксплуатационные данные (см. 15.3.3.1).
8 Чертеж прижимного уплотнения.
9 Реверсивная нагрузка газом, нагрузка штока и крейцкопфа, а также карты продолжительности (см. 15.3.3.2).
10 Пусковой крутящий момент в сравнении с кривой скорости (для привода и компрессора - на одной и той же карте). Время ускорения (см. 15.3.3.4).
11 Эксплуатационные характеристики привода двигателя и эксплуатационные данные, включая:
i) для индукционных двигателей мощностью 150 кВт и меньше:
I) коэффициент КПД и мощности на полнагрузки, три четверти нагрузки и полную нагрузку;
II) кривые изменения крутящего момента;
ii) для индукционных двигателей мощностью более 150 кВт:
I) кривая текущего нагрева;
II) кривые изменения крутящего момента при 70%, 80%, 90% и 100% номинального напряжения;
III) кривые коэффициента КПД и мощности от 0 до номинального коэффициента условий эксплуатации;
IV) кривые электрического тока в сравнении с нагрузкой от 0 до номинального коэффициента условий эксплуатации;
V) кривые электрического тока в сравнении со скоростью от 0% до 100% номинальной скорости;
VI) допустимое безопасное время останова и повторная запускаемость (горячих и охлажденных приводов);
iii) для синхронных двигателей:
I) кривые изменения крутящего момента, текущей скорости и коэффициента мощности при 70%, 80%, 90% и 100% номинального напряжения;
II) входной крутящий момент и максимально длительный крутящий момент;
III) допустимое безопасное время останова и повторная запускаемость (горячих и охлажденных двигателей);
IV) кривые КПД и коэффициента мощности от 0 до номинального коэффициента условий эксплуатации;
V) кривая текущей пульсации при стандартном ускорении.
12 Табулирование сервисных требований (может быть в перечнях данных).
13 Список опасных или нежелательных скоростей (см. 5.1.4).
14 Данные механизма передач:
i) сертифицированные габаритные чертежи и список подключений включает:
I) размер, величины основных параметров, местоположение и определение всех подключений для пользователя, включая вентиляторы, сливные отверстия, смазочный материал, трубные разводки, коробки в кабеле-проводе и приборы;
II) все основные размеры, включая требуемые для основания, сооружения трубопровода, пространства для проведения технического обслуживания и демонтажа на площадке покупателя;
III) габаритные и рабочие массы;
IV) высоту осевой линии вала;
V) размеры торцов вала и допуски соединительных муфт;
VI) направление вращения;
VII) местоположение центра массы зубчатого агрегата;
VIII) размер и местоположение отверстий для анкерных болтов и толщину участков, через которые болты должны пройти;
IX) термальные и механические перемещения корпусов и валов;
ii) чертеж поперечного разреза и ведомость материалов, включая осевой механизм передач и смещение ведущей шестерни;
iii) перечни заводских данных, включая:
I) данные торсионного анализа;
II) отчеты о поперечной критической скорости при обозначении;
iv) сертифицированные данные ходовых испытаний;
v) сертифицированные данные стандартного испытания производителем механизма передач, включая данные испытания контакта зубьев шестерен;
vi) данные дополнительного испытания, согласованного с покупателем и производителем механизма передач;
vii) рекомендации относительно запчастей.
15 Другие данные привода, включая:
i) чертеж поперечного разреза и ведомость материалов с учетом осевого роторного смещения;
ii) заводские перечни данных;
iii) сертифицированные чертежи вспомогательных систем привода, включая схемы проводки для каждой поставляемой системы. Чертежи должны четко указывать размеры системы, поставляемой производителем, и размеры системы, поставляемой другими сторонами;
iv) рекомендации относительно запчастей;
v) другие данные по приводу VDDR.
16 Монтажный чертеж соединений вала и ведомость материалов, включая:
i) допустимую разрегулировку;
ii) процесс монтажа гидравлической системы;
iii) промежутки между торцами вала и пределы допуска;
iv) защиту соединительных муфт.
17 Сварочные работы при изготовлении и/или ремонте, включая работы, указанные в 12.3.3.
18 Данные промежуточного охладителя и выходного охладителя, включая без ограничения:
i) габаритные чертежи;
ii) перечни данных (например, [27]);
iii) окончательные расчеты в соответствии с указанным кодом сосуда высокого давления.
19 Список частей с чертежами в разрезе.
Список частей включает номер модели, номера общих или рабочих чертежей и материалы конструкции. Список полностью идентифицирует каждую часть таким образом, чтобы покупатель мог определить взаимозаменяемость частей оборудованием, поставляемым одним производителем. Закупленные стандартные элементы имеют наименование, данное своим производителем, и номер детали. Материалы определяются так, как описано в 7.1.2.
20 Список запчастей для запуска в производство [см. 15.2.3, перечисление i)].
21 Рекомендуемые запчасти для проведения стандартного технического обслуживания (см. 15.3.6).
22 Схематическая диаграмма прохождения рабочей жидкости в машине, включая:
i) установившиеся и переходные газовые расходы, температуру и давление;
ii) расход холода охладителя;
iii) размеры труб, трубок и клапанов оборудования, предоставляемого поставщиком;
iv) приборы, защитные устройства и схемы управления;
v) ведомость материалов.
23 Карты смазки рамы и цилиндра, включая следующее:
i) установившиеся и переходные расходы масла и давления на каждой точке смазки;
ii) управление, сигнализацию и установки на отключение (давление и рекомендуемые температуры);
iii) общий расход холода;
iv) сервисные требования, включая электричество, воду и воздух;
v) размеры труб, трубок и клапанов;
vi) приборы, защитные устройства и схемы управления;
vii) ведомость материалов.
24 Монтаж системы смазки и чертеж(и) устройства, включая размер, величины параметров и местоположение всех подключений пользователя.
25 Чертежи и данные компонентов системы смазки, включая:
i) габаритные чертежи и чертежи в разрезе, а также перечни данных вспомогательных насосов и приводов;
ii) габаритные чертежи и чертежи в разрезе, а также перечни данных охладителей, фильтров и резервуара;
iii) приборы;
iv) списки запчастей и рекомендации.
26 Схемы системы охлаждения и ведомость материалов:
i) схемы систем охлаждения (включая уплотнительные средства) и ведомость материалов, включая охлаждающую или нагревающую жидкость, расход жидкости, давление, размеры труб и клапанов, приборы и размеры отверстий.
27 Монтажные чертежи системы охлаждения и список подключений:
i) монтаж систем охлаждения (включая охлаждение сальников) или нагрева и чертеж(и) расположения с учетом размеров, значений основных параметров и мест всех подключений для покупателя.
28 Чертежи и данные компонентов системы охлаждения:
i) контурный чертеж, чертеж в разрезе и перечни данных по насосам и охладителям;
ii) контурный чертеж, чертеж в разрезе и перечни данных по охладителям, фильтрам и резервуару;
iii) приборное оснащение;
iv) списки запчастей и рекомендации.
29 Вентиляционный канал распорки, схемы дренажа и очистки и ведомость материалов, включая жидкости, расход жидкости, давление, размеры труб, трубок и клапанов, контрольно-измерительные приборы и список подключений.
30 Схемы регулирования производительности и ведомость материалов.
31 Схемы аппаратуры и электрооборудования, а также ведомости материалов для всех систем, включая пневматическую и гидравлическую системы (в том числе затвор над ограничителем хода).
32 Чертеж аппаратуры и электротехнического оборудования и список компонентов, в том числе пневматическая и гидравлическая системы:
i) общее расположение пульта управления;
ii) аттестованная схема пульта управления;
iii) ведомость материалов пульта управления.
33 Аппаратура и схемы электропроводки для всех систем.
34 Список заданных точек для аппаратуры.
35 Перечни данных приборов.
36 Детализированные чертежи устройства подавления пульсации и расчеты давления выхлопа сосуда высокого давления.
37 Список специальных инструментальных средств для проведения технического обслуживания (см. 9.8.1).
38 График разработки, изготовления, испытаний и поставки (см. 42):
i) разработка основных событий, график разработки, изготовления, испытаний и поставки, включая закупку поставщика.
39 Список чертежей:
i) список чертежей, включая последние номера и даты редакции.
40 Требования защиты от неблагоприятных погодных условий и кондиционирования воздуха.
41 Экспертиза чертежей трубопровода и вспомогательных устройств (см. 11.1.7).
42 Отчеты о ходе выполнения работ (см. 15.3.5 и 38), включая:
i) запланированные и фактические даты основных событий;
ii) информацию относительно разработки, производства и испытаний всех основных компонентов;
iii) детали причин задержек.
43 Отчет относительно анализа крутильных колебаний (см. 5.5.1 и 9.1.2.6), включая без ограничения следующее:
i) полное описание используемого метода;
ii) графическое изображение упругомассовой системы;
iii) табулирование, идентифицирующее момент массы и жесткость при кручении для каждого компонента, идентифицированного в упругомассовой системе;
iv) графическое изображение возбуждающих сил против скорости и частоты;
v) графическое изображение торсионных критических скоростей и отклонений (диаграмма формы колебаний);
vi) результаты предложенных изменений в анализе;
vii) анализ текущей пульсации.
44 Данные для независимого торсионного анализа.
45 Отчет по анализу поперечных колебаний (см. 5.5.1), включая без ограничения следующее:
i) используемый метод (полное описание);
ii) графическое изображение критических скоростей в сравнении с рабочими скоростями;
iii) графическое изображение жесткости опоры и ее воздействия на критические скорости;
iv) статические нагрузки шейки вала;
v) коэффициенты жесткости и затухания колебаний.
46 Отчет об акустическом и механическом анализе (см. 12 и приложение М), включая без ограничения следующее:
i) проектный подход (см. 12.2) и используемый метод (полное описание), включая описание используемой методологии проектирования;
ii) результаты и сравнение с допустимыми значениями;
iii) эффекты необходимых модификаций и чертежи внесенных в первоначальный проект изменений;
iv) другая информация, требуемая в приложении М.
47 Данные, требуемые для 3-й части акустического и механического анализа:
i) информация, описанная в N.4 (приложение N).
48 Технический анализ изготовленных цилиндров (см. 7.5.1).
49 Табулирование центровочных данных:
i) перечисление весовой балансировки для каждого хода, включая поршень, шток, крейцкопф, гайки, втулки, подшипники, и балансовых масс, включая и проектные массы, и фактические массы монтажа. Список включает допустимую массовую толерантность для каждого хода.
50 Отчет о динамике клапанов (см. 6.2.9).
51 Данные анализа о динамике независимого клапана.
52 Схематические чертежи подключений (см. 7.7.5.3).
53 Диаграмма расположения соединений:
i) диаграммы расположения вала (вертикальное и горизонтальное), включая рекомендуемые пределы соединений во время работы. Отметьте все изменения на торце вала и усиление опоры, начиная с относительной температуры окружающего воздуха 15°С или другой температуры, определенной покупателем. Включите рекомендуемый метод регулирования и отверждения при охлаждении заданных координат.
54 Заводские размеры и данные, включая:
i) допуски, зазоры и износ, установленные при заключительной сборке;
ii) номинальные данные на заводской табличке для каждого цилиндра;
iii) минимальный размер цилиндра и расчетные зазоры для каждой стороны цилиндра;
iv) объем дополнительного мертвого пространства, плунжеров или баллонов, установленных на каждом цилиндре;
v) синхронизацию угла поворота коленвала.
55 Сертификаты гидростатического испытания (см. 13.3.2.1).
56 Сертифицированные данные ходовых испытаний (если заказаны испытания).
57 Сертифицированные данные эксплуатационных испытаний (если заказаны испытания).
58 Проведение испытаний без разрушения для заводских цилиндров.
59 Проведение каких-либо специальных или дополнительных испытаний (если заказаны испытания).
60 Сертифицированные данные специальных или дополнительных испытаний (если заказаны испытания) (см. 13.3.4.1).
61 Сертифицированные отчеты о заводских испытаниях элементов, согласованных на собрании(ях), предшествующем их передаче или проверке.
Физические и химические данные.
62 Сертификат ультразвукового испытания коленвала (см. 13.2.2.3).
63 Сертификаты испытания на утечку газа (см. 13.3.2.2).
64 Сертификат испытания на герметичность клапана.
65 Перечни заводских данных на компрессор, коробку передач, привод и вспомогательное оборудование, а также данные относительно газа (см. 5.1.14).
66 Руководство по установке (см. 15.3.7.2), описывающее требования по монтажу всей технологической линии, включая чертежи, необходимые для установки оборудования и размещения монтажных соединений, и включая без ограничения следующее:
i) раздел 1 - Компрессор
I) пункты 1, 2, 3, 40, 53;
II) цементирование (см. 9.5.1.15);
III) установка оборудования, процесс сборки, массы компонентов и диаграмма подъема;
IV) пространство для демонтажа;
V) требования по защите и хранению (см. 14.2);
VI) проведение монтажа, учитывая требования по регулировке рамы и цилиндра;
ii) Раздел 2 - Привод
I) защита и хранение;
II) установочный механизм, процесс сборки, массы компонентов и диаграмма подъема;
III) рекомендации по трубопроводу;
IV) композиционный контурный чертеж привода, включая местоположения отверстий анкерных болтов;
V) пространство для демонтажа;
VI) тепловые и механические перемещения рамы и вала;
VII) данные о воздушном зазоре двигателя (см. 9.1.2.10);
iii) Раздел 3 - Механизм передачи движения
I) защита и хранение;
II) установка механизма передачи движения, процесс сборки, массы компонентов и диаграмма подъема;
III) рекомендации по трубопроводу;
IV) композиционный контурный чертеж механизма передачи движения, включая местоположения отверстий анкерных болтов;
V) пространство для демонтажа;
VI) тепловые и механические перемещения корпуса и вала;
iv) Раздел 4 - Вспомогательное оборудование
I) защита и хранение;
II) установка оборудования, процесс сборки, массы компонентов и диаграмма подъема;
III) рекомендации по трубопроводу.
67 Руководство по эксплуатации и техническому обслуживанию (см. 15.3.7.3), дающее описание работы и проведения технического обслуживания, требований и ограничений по всей технологической линии и вспомогательному оборудованию, включая без ограничения следующее:
i) Раздел 1 - Производственный процесс
I) начальный ввод в действие и запуск, включая заключительное испытание и проверку;
II) стандартный запуск;
III) стандартное выключение;
IV) аварийное выключение;
V) эксплуатационные ограничения, включая 13;
VI) рекомендации относительно смазочных материалов, включая нормы расхода и спецификации;
VII) регулярный технологический процесс;
VIII) 22, 30, 34 и 74;
ii) Раздел 2 - Инструкции по техническому обслуживанию, разборке, ремонту и повторной сборке всего учебного, вспомогательного и дополнительного оборудования, включая без ограничения следующее:
I) данные ремонта клапанов;
II) данные ремонта цилиндров;
III) таблицу моментов затяжки болтов; необходимые значения момента затяжки или растягивание крышки клапана, прижимные болты клапана, соединительный шток и основные несущие болты, а также другие болты, которые подразумеваются критическими поставщиком. Должны быть включены данные о крепежах в смазанном и несмазанном состоянии;
IV) допуски и посадки быстроизнашивающихся деталей, рекомендации, максимум и минимум;
V) 4, 8, 19, 21, 37, 49, 53, 54 и 65;
VI) требования регулярного технического обслуживания;
VII) максимальное допустимое отклонение щеки коленвала;
iii) Раздел 3 - Эксплуатационные данные 7, 9 и 10;
iv) Раздел 4 - Заводские данные 54 и 65;
v) Раздел 5 - Чертеж и данные
Чертежи в руководстве должны быть для определенного поставляемого оборудования. Типичные чертежи не подходят.
1, 5, 6, 8, 11, 15, 16, 19, 23, 24, 25, 26, 27, 28, 29, 30, 31, 32, 33, 36 и 39.
68 Руководство по использованию технических данных (см. 15.3.7.4).
Технические данные и данные контроля качества для технической помощи персоналу для всей технологической линии и вспомогательного оборудования включает без ограничения следующее:
1, 2, 3, 4, 5, 6, 7, 8, 9, 10, 11, 12, 13, 14, 15, 16, 18, 19, 20, 23, 26, 29, 30, 31, 33, 34, 35, 36, 37, 39, 40, 43, 45, 46, 47, 48, 49, 50, 53, 55, 56, 57, 58, 59, 60, 61, 62, 63, 64 и 65.
69 Процесс хранения, упаковки и отправки.
70 Отгрузочный список, включающий все основные компоненты, которые отправляются отдельно.
71 Перечни данных безопасных материалов, содержащие описание опасных и потенциально опасных материалов, входящих в объем поставки.
72 Список отклонений/исключений (см. 15.2.1).
73 План обеспечения качества
74 Управляющая логическая схема.
См. 10.1.1 и приложение Е.
Приложение G
(справочное)
Рисунки и схемы
Схемы, представленные в настоящем приложении, иллюстрируют общие принципы и требования настоящего стандарта, и они типичны для обычно используемых систем. Они не отражают такие аспекты, как детальное описание вентиляционной и дренажной систем, а также малых трубных соединений для выполнения демонтажа. Системы могут быть изменены по мере необходимости при условии соглашения между покупателем и поставщиком.
Обвязка контрольно-измерительных приборов и детали клапанной системы не показаны на типичных схемах. Например, требования испытаний в реальном времени должны согласовываться между покупателем и поставщиком.
Требования для всех иллюстрируемых систем даны в основном тексте и помечены ссылками в примечаниях, сопровождающих каждый рисунок. Дальнейшая разработка деталей прижимного уплотнения, снижающего процесс газовых выбросов, дана в приложении I.
См. рисунки G.1-G.5.
Стандартизация условных обозначений линии и трубопровода
|

Примечание - Система обозначений, используемая в схемах, дана в приложениях G и I. Другие условные обозначения могут быть использованы при заключении договора между покупателем и поставщиком.
Рисунок G.1 - Система обозначений
|

Рисунок G.2 - Схема системы охлаждения цилиндра
|

Примечания
1 Показанная система типична: может поставляться большее или меньшее оборудование.
2 Если панель управления уплотнением системы охлаждения не поставляется, требуются отдельные 125 мкм сетчатые фильтры.
3 При использовании охлаждения не водой, а другой жидкостью разработка системы должна быть согласована между покупателем и поставщиком.
4 Защита системы может осуществляться посредством устройства управления потоком и/или датчиком температуры как альтернативой показанным устройствам.
Рисунок G.3 - Схема уплотнения системы охлаждения
|

Примечания
1 Тип контрольного клапана и местоположение должны быть выбраны для гарантии того, что, если основной масляный насос расположен выше нормального уровня масла в раме, работа вспомогательного насоса автоматически зальет основной масляный насос.
2 Манометрические приборы, расположенные рядом с рамой, могут находиться на панели управления по согласованию между покупателем и производителем.
Рисунок G.4 - Схема системы смазки рамы
|

Примечания
1 См. 8.2.1.8.
2 В данном типичном расположении используется 17-4 рукав из нержавеющей стали в качестве стандартной модели цилиндра компрессора. Рукав устанавливается во время изготовления цилиндра, обеспечивая высокую прочность, коррозионно-стойкий канал через неосновную зону прилива. Разработка расположения 17-4 рукава из нержавеющей стали может быть различной у разных производителей.
1 - водяная рубашка цилиндра; 2 - гильза цилиндра; 3 - прокладка из мягкой стали; 4 - клапан из нержавеющей стали 17-4 РН; 5 - прилив; 6 - отливка корпуса цилиндра; 7 - в NPT; 8 - прямая цилиндрическая резьба; 9 - срезы под ключ
Рисунок G.5 - Типичное соединение отвода индикатора цилиндра
Приложение Н
(справочное)
Материалы для основных компонентов
Таблица Н.1 - Материалы для частей поршневого компрессора
Часть | Материал | Форма |
Рама | Чугун | Отливка |
Коленвалы | Сталь | Ковка |
Соединительные штоки | Сталь | Прутковый прокат, ковка или отливка |
Пальцы крейцкопфа | Ковкий чугун | Отливка |
Сталь | Ковка или прутковый прокат | |
Распорки | Чугун | Отливка |
Цилиндры | Сталь | Отливка, ковка или сварка |
Нержавеющая сталь | Отливка или сварка | |
Чугун с шаровидным графитом | Отливка | |
Гильзы цилиндра | Серый чугун | Отливка |
Сталь | Трубы | |
Нержавеющая сталь | Отливка | |
Нирезист | Отливка | |
Чугун с шаровидным графитом | Отливка | |
Головки цилиндров | Серый чугун | Отливка |
Сталь | Отливка, ковка или сварка | |
Нержавеющая сталь | Толстолистовой прокат | |
Чугун с шаровидным графитом | Отливка | |
Серый чугун | Отливка | |
Поршни | Сталь | Ковка, отливка, прутковый прокат или сварка |
Штоки поршня и контрштоки | Чугун | Отливка |
Алюминий | Ковка или отливка | |
Сталь | Ковка или прутковый прокат | |
Гайки штоков поршня | Нержавеющая сталь | Прутковый прокат |
Сталь | Ковка или прутковый прокат | |
Нержавеющая сталь | Ковка или прутковый прокат | |
Седла клапана и защитные приспособления | Сталь | Толстолистовой прокат или прутковый прокат |
Нержавеющая сталь | Толстолистовой прокат, прутковый прокат или отливка | |
Чугун с шаровидным графитом | Отливка или прутковый прокат | |
Чугун | Отливка | |
Клапанная плита | Нержавеющая сталь | Толстолистовой прокат |
Неметаллический материал | Формовка | |
Пружины клапана | Сталь | Холоднотянутый прокат |
Нержавеющая сталь | Формовка | |
Ящики для упаковки | Сталь | Прутковый прокат |
Нержавеющая сталь | Прутковый прокат | |
Чугун | Отливка | |
Фланец ящиков для упаковки | Сталь | Ковка, прутковый прокат или толстолистовой прокат |
Кольца, сменные ленты и уплотнительные кольца | Металл | Отливка или прутковый прокат |
Неметаллический материал | Формовка или спекание |
Приложение I
(справочное)
Продувка дистанционной распорки, дренажная и буферная системы для минимизации утечки технического газа
I.1 Общие положения
Настоящее приложение содержит основные принципы разработки продувки дистанционной распорки компрессора и дренажной системы, которые типичны для систем, обычно используемых наряду со средствами, снижающими утечку технологического газа.
Настоящее приложение не рассматривает все возможные ситуации, скорее оно раскрывает подход, который может быть использован для проектирования работоспособных систем.
Примечание - Система трубопровода, трубок и компонентов снаружи дистанционной распорки может предоставляться или покупателем, или поставщиком (см. 6.5.4 и 6.5.5).
Обвязка контрольно-измерительных приборов и детали клапанной системы не показаны на типовых схемах. Например, требования испытаний в реальном времени подразумевают согласование с покупателем и поставщиком.
I.2 Аббревиатура и условные обозначения
Аббревиатура и условные обозначения, используемые в схемах настоящего приложения, показаны на рисунке G.1 (приложение G).
I.3 Назначение продувки дистанционной распорки, дренажной и буферной систем
Продувка дистанционной распорки и дренажная система, работающие вместе с уплотнением, буферной системой и перегородками, выполняют ряд функций, включая:
a) ограничение и удерживание обычной утечки из прижимного уплотнения штока компрессора и отвод просачивания в безопасное место;
b) предотвращение токсичной и опасной утечки газа в зоне вокруг машины;
c) предотвращение загрязнения смазочного масла для картера;
d) контроль загрязняющих выделений в атмосферу;
e) ограничение и удерживание большой утечки в случае сбоя в действии прижимного уплотнения компрессора и направление просачивания в безопасное место;
f) помощь в предотвращении развития взрывоопасной среды в картере;
g) предотвращение накопления излишней жидкости в дистанционной распорке;
h) предотвращение просачивания газа в систему канализации;
i) обеспечение оператору возможности наблюдения и определения состояния прижимного уплотнения компрессора.
I.4 Снижение утечки технического газа
На рисунках I.2 и I.3 показано устройство двух типов стандартных дистанционных распорок, которые используются в случаях, когда необходимо сократить утечку технологического газа до минимума. На рисунке I.1 показано устройство уплотнительных колец и направление потока и напора буферного газа.
Уплотнительные кольца с боковым нагружением обеспечивают постоянную механическую осевую нагрузку к уплотняющей поверхности наружных колец. Эта механическая осевая нагрузка, которая помимо азотного буферного давления по крайней мере на 1 бар выше, чем давление сброса, держит кольца непосредственно напротив уплотнительных поверхностей и таким образом снижает утечку буферного газа. Вместе с тем это способствует тому, что весь технический газ, который проникает через наружные кольца прижимного уплотнения цилиндра, будет нагнетаться в систему увода (например, сжигание) через пластину вентиляционного отверстия.
Когда поддерживается необходимое различное давление буферного газа, утечка технического газа в дистанционные распорки минимальна; предотвращается попадание технического газа в раму компрессора.
Чтобы минимизировать выброс газа, должны быть предусмотрены специальное уплотнение и дистанционные распорки (см. 6.6.8).
I.5 Обоснование проекта
В дополнение к соответствию назначения, описанному в I.3, при проектировании вентиляционного отверстия дистанционной распорки, дренажной и буферной систем необходимо учитывать следующие данные:
a) маленький диаметр вентиляционного отверстия и дренажной трубы будет способствовать загрязнению и разъеданию в течение долгого времени, подавляя их функции. Рекомендуется использование больших (например, DN 50) вентиляционных отверстий и дренажных приспособлений, а также коррозионно-стойких материалов;
b) на системах дистанционной распорки с двумя отсеками внешнего перекрестного соединения между внутренними и внешними вентиляционными отверстиями отсеков и дренажными трубами нужно избегать;
c) на многостаночных системах должно быть возможным изолированное техническое обслуживание каждой машины;
d) для эффективного контроля утечки газа требуется спецификация герметизированных крышек из твердого металла для дистанционных распорок (см. 6.5.2);
e) там, где вентиляционные отверстия, дренажные трубы, коллекторы жидкости и дистанционные распорки подсоединены к системам отвода, таким, как система сжигания или система закрытого дренажа, они должны быть спроектированы таким образом, чтобы можно было противостоять максимальному давлению системы отвода (например, противодавление сжигания в условиях разгрузки от напряжения) (см. 6.5.4).
ВНИМАНИЕ - Дистанционные распорки обычно проектируются для максимального манометрического давления 2 бара. Для более высокого давления требуются особые разработки;
f) как правило, общая вентиляция и дренаж от прижимного уплотнения (соединение G на рисунках I.2 и I.3) будут выводить смесь жидкости и газа. Система должна быть спроектирована так, чтобы можно было отделить эти фазы во избежание блокировки жидкостью системы вентиляции;
g) утечки от стержней клапанного разгрузочного устройства и дополнительного мертвого пространства также должны улавливаться и контролироваться. Это можно осуществлять за счет вентилирования дистанционной распорки и дренажной системы;
h) нужно обратить внимание на надежность контрольных клапанов из соображений техники безопасности, особенно в системах с низким давлением, таких, как система вентиляции распорки и дренажная система, где присутствует смесь газа и жидкостей. По возможности использования контрольного клапана нужно избегать;
i) за исключением прижимного уплотнения, совмещенного с вентиляцией и дренажом, что является потоком, управляемым давлением, необходимы отдельные линии вентиляции и дренажа распоркой и коллектором жидкости, чтобы сбалансировать давление в системе и способствовать свободному дренажу. Наклоненные коллекторы без карманов облегчают процесс дренажа;
j) трубки большого диаметра (минимум DN 20 мм) могут быть использованы между отдельными распорками и устройствами вентиляции и дренажа. Это обычно приводит к четкой, легко поддерживаемой установке по сравнению с системой трубопровода;
k) система трубопроводов и поперечные соединения с дренажными трубами и продувочными отверстиями от другого оборудования не должны быть использованы;
l) давление продувки инертного газа должно быть ограничено до максимально допустимого давления для компонентов распорки (см. 6.5.4). Некоторое количество инертного газа будет проходить в раму компрессора. Вентилирование рамы должно способствовать выводу этого потока (см. рисунок G.4, приложение G);
m) пневматические системы выключения внутри рамы (например, температуры пальца крейцкопфа) должны работать с азотом, а не с воздухом, чтобы способствовать поддержанию инертной атмосферы в картере;
n) эффективная наладка инертной атмосферы в картере требует специального технического обслуживания для обеспечения техники безопасности;
o) в определенных климатических условиях требуется, чтобы дренажные трубы были нагреты и защищены;
p) при полном сбое процесса уплотнения недопустимо, чтобы на распорку воздействовало избыточное давление (см. 6.5.4 и 6.5.5).
Если область вентиляции недостаточная, может потребоваться дополнительная вентиляция в безопасном месте за счет клапанов аварийного сброса давления или подпружиненных гермостворок;
q) нормы продувки азотом обычно устанавливаются согласно объему 0,03 м/ч на одно уплотнение (может достигнуть 0,2 м
/ч на одно уплотнение при запуске), контроль расхода газа осуществляется с помощью расходомера (см. рисунки I.1-I.3).
|

Рисунок I.1 - Стандартное расположение уплотнения с продувкой и буферизованного уплотнения
|

SLPR - уплотнительные кольца с рабочей стороны; - указывает на уплотняющую поверхность колец
Примечания
1 См. 6.5.5.
2 Манометрическое давление азотного буфера Р1 должно быть по крайней мере на 1 бар выше, чем давление системы отвода при подключении А или G (рисунки I.2, I.3). Буферное манометрическое давление Р2 должно быть по крайней мере на 0,6 бара выше, чем давление системы отвода при подключении A (рисунки I.2, I.3).
3 Уплотнение с маслосъемным кольцом может быть со стороны дистанционной распорки разделения и действовать вместе с буферным герметизирующим уплотнением.
4 Промежуточное герметизирующее уплотнение может быть буферизовано в дополнение к вмонтированному бортовому уплотнению с маслосъемным кольцом, или промежуточное герметизирующее уплотнение отдельно может быть буферизовано с вмонтированной дистанционной распоркой, сообщающейся с атмосферой.
Рисунок I.1, лист 2
|

Рисунок I.2 - Однокамерная дистанционная распорка. Стандартная схема вентиляции буферного газа и дренажа
|

Рисунок I.3 - Двухкамерная дистанционная распорка. Стандартная схема вентиляции буферного газа и дренажа (кривошипная камера под давлением - вентилируемая внешняя камера)
Приложение J
(справочное)
Номенклатура поршневого компрессора
J.1 Номенклатура поршневого компрессора приведена на рисунке J.1.
|

|
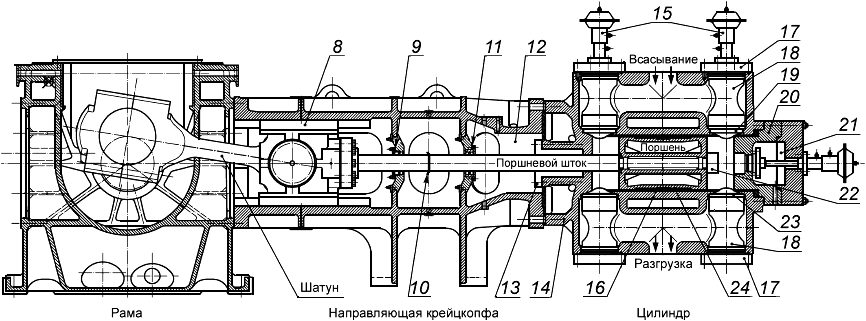
1 - подшипник пальца кривошипа; 2 - уплотнение коленчатого вала; 3 - крейцкопф; 4 - шток крейцкопфа; 5 - стопорная гайка поршневого стока; 6 - коренной подшипник; 7 - вспомогательный масляный насос; 8 - башмак крейцкопфа; 9 - маслосъемное уплотнение; 10 - маслоотражатель; 11 - промежуточное герметизированное уплотнение; 12 - дистанционная распорка; 13 - прижимное уплотнение поршневого стока; 14 - головка кривошипа головки цилиндра; 15 - разгрузочное устройство всасывающего клапана; 16 - поршневые кольца; 17 - крышка клапана; 18 - клапанная коробка; 19 - всасывающий клапан; 20 - головка цилиндра, конец головки; 21 - дополнительное мертвое пространство; 22 - гайка поршня; 23 - нагнетательный клапан; 24 - направляющие поршневые кольца; 25 - поршневой механизм привода; 26 - разгрузочное устройство с затвором; 27 - кольцевой всасывающий клапан; 28 - мембранный механизм привода; 29 - пальцевое разгрузочное устройство; 30 - плоский всасывающий клапан
Рисунок J.1 - Номенклатура поршневого компрессора
Приложение K
(справочное)
Контрольный лист инспектора
Настоящий контрольный лист инспектора представляет сводку потенциальных точек контроля, упомянутых в основном тексте.
Конечный план инспектора должен быть согласован между покупателем и поставщиком и отражен в плане контроля качества.
Таблица K.1
Позиция | Ссылка | Дата проверки | Проверка выполнена | Состояние |
Проверка материала | ||||
Ультразвуковая проверка коленвала | 13.2.2.3 | |||
Изготовление и установка трубопровода | 11.1.10 | |||
Гидравлическое испытание - цилиндр | 13.3.2.1 | |||
Гидравлическое испытание - трубопровод и сосуды | 13.3.2.1 | |||
Испытание на утечку газа | 13.3.2.2 | |||
Заводское испытание | 13.3.3.1 | |||
Ходовые испытания привода | 13.3.3 | |||
Износ штока поршня (каждого) | ||||
Испытание на утечку клапанов цилиндра | 13.3.4.3 | |||
Дополнительные испытания - как определено | ||||
Отклонение щеки коленвала | ||||
Анализ внутреннего устройства на чистоту: | ||||
Стрелка вращения | 6.7.2 | |||
Габаритные размеры и качество поверхности | ||||
Расположение анкерных болтов и размер | ||||
Окраска | 14.3.2 | |||
Наружная защитная поверхность | 14.3.3; 14.3.13 | |||
Внутренняя защитная поверхность | 14.3.4 | |||
Антикоррозийная защита смазанных поверхностей | 14.3.5 | |||
Закрытие (глушение) | 14.3.6; 14.3.7; 14.3.8 | |||
Номинальные данные на заводском щитке оборудования | 6.7.3 | |||
Упаковка для отгрузки | 14.3.10 | |||
Идентификация оборудования | 14.3.11 | |||
Идентификация соединений трубопровода (маркировка) | 14.4 | |||
Дополнительные проверки - как определено | ||||
| ||||
________________
* Примечание соответствует оригиналу. - .
Приложение L
(справочное)
Стандартное устройство монтажной плиты
|
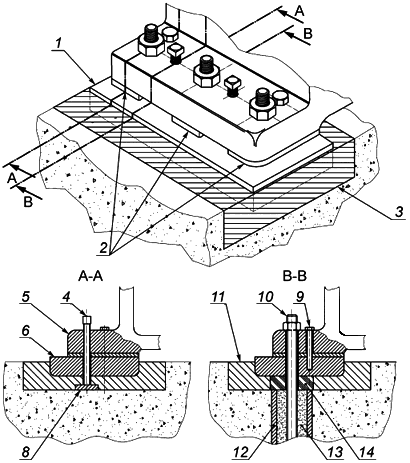
1 - монтажная плита (фундаментная плита/направляющая); 2 - местоположения вкладышей подшипника; 3 - цементно-эпоксидный раствор; 4 - выравнивающие винтовые домкраты; 5 - рама; 6 - направляющая или фундаментная плита; 7 - цементно-эпоксидный раствор; 9 - стяжной болт; 10 - анкерный болт; 11 - вкладыш подшипника; 12 - муфта анкерного болта; 13 - несвязующая прокладка; 14 - цементная уплотняющая прокладка муфты анкерного болта
Примечание - Цементно-эпоксидный раствор не должен соприкасаться с анкерным болтом.
Рисунок L.1 - Стандартное устройство монтажной плиты
Приложение M
(справочное)
Контрольные исследования пульсации и вибрации
M.1 Общие положения
В настоящем приложении рассматриваются ряд особых процедур (пункты A-H), касающихся трех проектных подходов (см. 12.2), и дополнительные процедуры (пункты I-K).
Процедуры, которые считаются связанными с каждым проектным подходом, следующие:
- проектный подход 1 - пункт A;
- проектный подход 2 - пункты B, C и D;
- проектный подход 3 - пункты B, C, D, E, F, G и H;
- дополнительные пункты I, J и K.
M.2 Пункт A - аналитическое исследование
a) Разработка устройств подавления пульсации компрессора с использованием фирменных и/или эмпирических аналитических методик (акустическое моделирование не требуется), чтобы соответствовать уровням пульсации, определенным в 12.2.5.
Примечание - Без акустического моделирования невозможно узнать, есть ли соответствие уровням;
b) упрощенный анализ системы трубопроводов покупателя для того, чтобы можно было определить критические длины трубопроводов, которые могут влиять на частоты акустического возбуждения.
M.3 Пункт B - акустический анализ (акустическое исследование методом моделирования)
Подразумевает использование методик моделирования, которые объясняют акустическое взаимодействие между компрессором и трубопроводом. Метод моделирования должен объяснить динамическое взаимодействие потока, проходящего через клапаны, с динамическим изменением давления в цилиндре и каналах цилиндра непосредственно за пределами клапанов.
Изменения в указанных эксплуатационных режимах должны быть проанализированы за счет расширения анализа выше и ниже указанных эксплуатационных режимов. Это обычно достигается посредством моделирования скорости выше и ниже указанной скорости(ей). На этом этапе может быть проведен пассивный анализ трубопровода для определения акустической реакции трубопровода. Система трубопроводов должна быть смоделирована в точке, где изменения трубопровода имеют незначительные эффекты на части системы при исследовании (обычно изучаются большой восходящий поток сосуда и поток на выходе установок). Исследование анализа пульсации должно давать следующую информацию:
a) расчет уровней пульсации.
Эксплуатационные режимы и этапы нагрузки компрессора выбираются для того, чтобы достичь самых высоких расчетных амплитуд пульсации по всей системе трубопроводов. Далее амплитуды пульсации сравниваются с уровнями, определенными в 12.2.7 и 12.2.2.3;
b) расчеты вызванных пульсацией вибрационных сил (разбалансированных сил).
Рассчитайте максимальные вызванные пульсацией вибрационные силы и выведенное из равновесия давление, действующее на критические элементы системы трубопроводов, такие, как устройства подавления пульсации, внутренняя структура устройства подавления пульсации, сосуды, коллекторы с закрытым концом и т.д.;
c) разработка модификаций трубопровода.
Если анализ пульсации укажет, что уровни пульсации и/или вибрационные силы слишком высоки, то будут внесены модификации устройств подавления пульсации и/или системы трубопроводов, и анализ будет продолжен до тех пор, пока система не будет соответствовать рекомендациям, указанным в 12.2.7 и 12.2.2.3.
M.4 Пункт C - анализ эксплуатационных показателей (эффекты пульсации и падения давления)
a) Снижение давления вычисляется через каждое устройство подавления пульсации и сравнивается с уровнями, определенными в 12.2.2.4;
b) оцениваются эффекты динамического взаимодействия между цилиндрами компрессора, устройствами подавления пульсации и присоединенным трубопроводом при эксплуатации цилиндра и устанавливаются вызванная пульсацией мощность и ее отклонения для рекомендуемого проекта. Этот анализ должен оптимизировать пульсацию, связанную с работой компрессора.
M.5 Пункт D - механический анализ системы трубопроводов
Данное исследование вычисляет механические естественные частоты отдельных участков трубопровода, используя опубликованные частотные характеристики, номограммы и т.д., для гарантии того, что естественные частоты участка трубопровода расстроены от существенных гармонических волн возбуждения пульсации. В результате такого анализа рекомендуются опоры трубопровода, тип зажима, плоскости захвата и их местоположение. В разработках зажима и анкерной системы нужно учитывать эффект термальной гибкости. В целом зажим и жесткость опор должны обладать по крайней мере двойной степенью жесткости стандартного участка трубопровода для обеспечения виброузла на зажиме.
M.6 Пункт E - механический анализ системы коллектора компрессора
Расчеты механических естественных частот и формы режима системы коллектора цилиндра.
Данный анализ подразумевает моделирование свойств направляющей(их) крейцкопфа, распорки(ок), цилиндра(ов), фланца(ев), форсунки(ок) компрессора, отвода(ов) трубы, устройств подавления пульсации и подводки входных и выходных труб. Для точных результатов в процессе моделирования необходимо учитывать существенные механические свойства составляющих (такие, как гибкость прокладки, жесткость зажима, прогибы оболочки устройства подавления пульсации и т.д.), которые влияют на реакцию системы.
M.7 Пункт F - вибрация системы коллектора компрессора и динамический анализ напряжения
Механическая модель системы коллектора компрессора подразумевает наличие существенных сил, вызванных пульсацией. Вибрация и динамические усилия в критических точках системы сравниваются с уровнями, определенными в 12.2.2.1. Газовую нагрузку цилиндра, как определено в 5.4.3, нужно учитывать при оценке динамических усилий. Анализ должен быть выполнен до степени, требуемой для получения значимой информации для данного проекта и затем обоснованной в отчете.
M.8 Пункт G - анализ динамического напряжения системы трубопроводов
Анализ динамического напряжения системы трубопроводов помогает выполнить расчеты реакции механической системы, а также соответствующих форм колебаний. Существенные прогнозируемые силы пульсации влияют на трубопровод до степени, необходимой при вычислении расчетной вибрации и амплитуды напряжения в критических точках системы. Данные усилия сопоставляются с уровнями, указанными в 12.2.2.1.
M.9 Пункт H - вычисление динамических и статических усилий во внутренней структуре устройства подавления пульсации
Данное исследование рассматривает воздействие вызванных пульсацией вибрационных сил и статических сил под давлением на оболочку и внутреннюю структуру сосуда и вычисляет уровни напряжения для достижения соответствия 12.2.2.1.
M.10 Пункт I - исследование динамической реакции клапанов компрессора
Данное исследование помогает вычислить динамическую реакцию пружины клапана и элемента уплотнения, включая вызванные пульсации от взаимодействия с трубопроводом и газовым каналом цилиндра компрессора. За счет этого оцениваются соответствующие эффекты пульсации на производительность компрессора и эффективность клапана, надежность и срок службы. Динамическая модель клапана должна включать все элементы согласно 6.2.
M.11 Пункт J - анализ усталости устройства подавления пульсации низкого цикла
Данный анализ используется для расчета усилий от температурных градиентов, тепловых переходных процессов и циклов давления на устройства подавления пульсации и внутренние компоненты. Эти усилия сопоставляются со значениями, приемлемыми в соответствии с нормами для сосуда высокого давления.
M.12 Пункт K - гибкость системы трубопроводов
Данный анализ помогает рассчитать силы и усилия исходя из температурных градиентов и тепловых переходных процессов, масс труб и фитингов, статического давления и напряжения от закрепления болтов. Эти усилия сопоставляются с уровнями, указанными в соответствующем кодексе стандартов. Моделирование учитывает рамы и свойства компонентов, перечисленных в пункте F.
Приложение N
(справочное)
Руководство по проектированию газового трубопровода компрессора и подготовке к акустическому анализу моделирования
N.1 Общие положения
N.1.1 Любой поршневой компрессор вместе с системой трубопровода формирует взаимосвязанную динамическую систему, которые не могут быть точно проанализированы отдельно друг от друга. Поэтому для проектировщика системы пульсации и проектировщика системы трубопроводов фактически невозможно подойти к предложенному проекту на независимой основе, которая может оказаться в конечном счете работоспособной и рентабельной.
N.1.2 Раздел 12 настоящего стандарта определяет технические требования, содержащиеся в проекте системы контроля пульсации. В настоящем приложении даны рекомендации для проектировщика системы трубопроводов, которые помогут минимизировать проблемы, возникающие во время акустического моделирования, и выделить информацию, которая может понадобиться во время этого интерактивного анализа. Связь между проектировщиком системы трубопроводов, поставщиком компрессора и проектировщиком системы контроля пульсации в течение проекта имеет большое значение для того, чтобы можно было избежать проблем и разработать общую усовершенствованную систему установки компрессора. Основное время взаимодействия отведено на координационные совещания путем сообщений (см. 15.1.3) на ранней стадии проекта и интерактивного акустического моделирования/механического анализа.
N.1.3 Покупатель может выбрать для выполнения внутреннее акустическое моделирование, использовать услуги поставщика оборудования или услуги третьих лиц.
N.2 Акустический анализ в проектах трубопровода
N.2.1 Взаимодействие компрессора, устройств пульсации и системы трубопроводов дает потенциально вредные пульсации, когда есть резонансное взаимодействие между различными элементами в системе. Проектировщик системы может способствовать уменьшению такого взаимодействия за счет устранения резонирующих длин труб. Когда используются резонирующие длины труб и резонансная частота подходит частоте сжатия, можно ожидать значительных изменений в системе в результате акустического анализа моделирования. Резонирующая длина различных конфигураций трубопровода дана в формуле (N.1). Рекомендуется, чтобы длины этих конфигураций не были в ±10% диапазоне частот для первых четырех гармонических волн скорости компрессора. Зоны трубопровода, для которых это является самым важным, - это участки трубопровода между первой основной частью с всасывающей стороны и первой основной частью со стороны разгрузки. Как только внешние основные зоны оказываются достаточно далеко от компрессора(ов), потенциальная возможность для вредного наращивания пульсации значительно уменьшается.
N.2.2 Для участков трубопровода, открытых или закрытых с двух концов, лишняя длина , м, может быть вычислена по следующей формуле
![]() , (N.1)
, (N.1)
где c - скорость звука в газе, м/с;
z - N гармонической волны (1, 2, 3, 4);
n - скорость компрессора, об/мин.
Примерами этого являются длины между главными зонами, длина коллекторов и т.д.
N.2.3 Для участков трубопровода, открытых на одном конце и закрытых на другом конце, лишняя длина может быть вычислена по следующей формуле
![]() . (N.2)
. (N.2)
Примерами этого являются линии предохранительных клапанов и байпасные линии.
Примечание - Диаметр трубы, изменяющийся от маленького до большого размера, можно считать открытым концом, когда изменение диаметра происходит от 2 к 1 и более. Точно так же изменения диаметра трубы от большого до маленького диаметра можно считать закрытым концом, когда имеет место изменение диаметра от 2 до 1 и более.
N.2.4 Акустическое моделирование должно быть выполнено после того, как анализ напряжения трубопровода показал, что местоположение и модель ограничений трубопровода приводят к приемлемому напряжению трубопровода.
N.2.5 Для компрессоров с переменной скоростью и/или с переменным газовым составом и/или переменными давлениями и температурами, разделение резонансов является более трудным для расчетов и может быть обработано должным образом только методом исследования акустического моделирования.
N.3 Исследование акустического моделирования
N.3.1 Пределы системы трубопроводов, которая будет проанализирована акустическими методами моделирования, обычно определяются, как все соответствующие системы трубопроводов до точки, где изменения трубопровода будут иметь только незначительные эффекты на исследуемых отрезках системы и в определении акустических характеристик модели. Как правило, эти требования выполняются, если начинать моделирование с входного отверстия главного сосуда технологической линии или емкости на стороне всасывания модуля(ей) компрессора, продолжая через все промежуточные системы (при их наличии) и завершая исследование на выходе главного сосуда технологической линии или емкости на стороне разгрузки модуля(ей). Исследуют также боковые ответвления к системе или от нее, например линии предохранительных клапанов и байпасные линии.
N.3.2 Когда главных сосудов нет или они очень удалены от компрессора, подходящие длины трубопровода берутся таким образом, чтобы уровни пульсации были достаточно низки, чтобы минимизировать возможные проблемы пульсирующей вибрации.
N.4 Необходимая информация
N.4.1 Для правильного выполнения акустического моделирования требуется значительное количество информации.
Покупатель и поставщик должны прийти к соглашению относительно того, кто ответствен за согласование необходимой информации. В любом случае покупателю нужно дать возможность просматривать данные.
N.4.2 Информация от проектировщика системы
N.4.2.1 Перечень данных, показывающий весь эксплуатационный режим компрессора, анализ всех газов сжатия и этапы разгрузки.
N.4.2.2 Изометрические чертежи, показывающие все длины (между изгибами, клапанами, изменениями диаметра и т.д.) и размеры линии и графики выполнения систем трубопроводов, включая все ответвления. Если включено механическое исследование, на изометрических чертежах должны быть показаны расстояние между поддержками, а также тип опор и зажима, используемых в каждом отдельном местоположении. Требуется детальный чертеж каждого типа опор и зажимов.
N.4.2.3 Диаграммы трубопровода и аппаратуры должны гарантировать наличие трубопровода и оборудования, необходимых для проведения исследования.
N.4.2.4 Схематические рисунки расположения требуются для объяснения практичности каких-либо предложенных модификаций.
Воспроизводимые чертежи нужны для того, чтобы их копии с пометками могли быть включены в отчет.
N.4.2.5 Полная информация относительно трубопровода, включая первый большой участок с всасывающей стороны, промежуточный и разгрузочный участки трубопровода, должна быть предоставлена в разделе 3. Должны также рассматриваться данные по каждому ответвлению до запорного клапана или большого участка.
N.4.2.6 Должна быть предоставлена подробная информация по каждому отверстию или другому устройству ограничения потока.
N.4.2.7 Требуются детализированные чертежи по каждому сосуду с указанием расположения всех выпускных отверстий, внутреннего диаметра и длины, а также детали внутренней структуры каждого сосуда. Необходимо также показать нормальные уровни жидкости и падение расчетного давления в этих сосудах.
N.4.2.8 Перечни данных [27] или их эквивалент должны быть предоставлены для всех теплообменников. В перечне данных должно быть указано: идет ли газ через трубки или кожух, количество, длина и измеритель труб, гладкие или ребристые трубы, число проходов, идентификационный номер кожуха, температура газа на входе и выходе, падение газового давления и размеры коллектора. Объемный чертеж предпочтителен.
N.4.2.9 Если есть различные пути потока газа, должно быть предоставлено полное описание, где будут показаны относительные позиции всех клапанов для каждого направления потока. Если участвуют различные газы, описание должно отразить, какому пути соответствует определенный газ. Поток из/в любой боковой поток нужно показывать, включая анализ газа, расход и направление.
N.4.2.10 Если используются газовые фильтры, необходимо предоставить информацию о типе фильтра, внутреннем диаметре, длине и падении давления элемента. Желателен объемный чертеж.
N.4.2.11 Когда к одному трубопроводу подсоединены два компрессора и более, требуется четкое описание того, как они будут работать (например, фазы загрузки, разница в скорости и т.д.).
N.4.3 Информация от поставщика устройства для подавления пульсаций
На детальных размерных чертежах по каждому устройству для подавления пульсации показаны расположение всех входных отверстий, длины, внутренние диаметры и детали внутреннего устройства, если таковые имеются.
N.4.4 Информация от поставщика компрессора
Таблица N.4
Данные компрессора | Проектный подход | |
2 | 3 | |
Данные компрессора | ||
Постоянный свободный неиспользуемый объем поршневой полости | X | X |
Объем(ы) устройства разгрузки поршневой полости | X | X |
Постоянный свободный неиспользуемый объем головки коленвала | X | X |
Объем(ы) устройства разгрузки головки коленвала | X | X |
Цилиндр компрессора (внутренний канал) | ||
Распорка (инертность и устойчивость) | X | X |
Направляющая крейцкопфа (инертность и устойчивость) | X | |
Вес собранного цилиндра | X | |
Вспомогательные чертежи | ||
Вспомогательные чертежи цилиндра | X | |
Вспомогательные чертежи направляющей крейцкопфа | X | |
Вспомогательные чертежи распорки | X | |
Вспомогательные чертежи устройства для подавления пульсаций | X | |
Данные клапана компрессора | X | |
Количество клапанов в сборе | X | |
Тип клапанов | X | |
Количество элементов в комплекте клапанов | X | |
Подъем клапана | X | |
Вес каждого элемента | X | |
Пружина предварительной нагрузки в каждом элементе | X | |
Вся проектная зона подъема для каждого элемента | X | |
Оперативная зона поперечного сечения потока всего списка на каждый комплект | X | |
Угол поворота коленвала между цилиндрами | X | |
N.4.5 Представитель проектной группы системы, который знаком с системой трубопровода, должен присутствовать при проведении акустического имитационного анализа для того, чтобы в случае необходимости можно было произвести замену труб.
Приложение O
(справочное)
Рекомендации по установке размеров низкочастотных акустических фильтров
O.1 Общие положения
Общая схема конструкции акустического фильтра показана на рисунке О.1.
|

Рисунок O.1 - Несимметричный фильтр
Самая низкая акустическая резонансная частота системы фильтра называется частотой Гельмгольца. Принятая обобщенная формула для частоты Гельмгольца , Гц, следующая:
 , (O.1)
, (O.1)
где c - скорость звука в газе, м/с;
- объем сосуда цилиндра (камеры), м
;
- объем баллона фильтра (камеры), м
;
- акустическая проводимость, вычисляемая по формуле
![]() , (O.2)
, (O.2)
где A - внутренняя площадь поперечного сечения дросселя, м;
- фактическая длина дросселя, м;
L - акустическая длина дросселя, м;
- диаметр дросселя, м.
Предельная частота фильтра , являющаяся частотой, выше которой достигается ослабление пульсации, обычно устанавливается следующим образом:
![]() . (O.3)
. (O.3)
Акустический фильтр может быть или симметричным, или несимметричным. Как показано на рисунке O.1 и в формуле (O.1), у несимметричного фильтра могут быть различные емкости (длины и диаметры) и различная длина дроссельной катушки.
У симметричного фильтра емкости равны, и акустическая длина дроссельной катушки L равна длине каждой емкости. Это также означает, что диаметры всех емкостей равны.
Подставив в формулу (O.1) для симметрии частоту Гельмгольца для симметричного фильтра, можно вычислить
![]() , Гц, (O.4)
, Гц, (O.4)
где - диаметр баллонов в метрах.
O.2 Рекомендации
Если иное не определено и не согласовано, для предварительной установки размеров акустических фильтров должны использовать следующие рекомендации.
O.2.1 Выбор частоты Гельмгольца,
Наиболее подходит следующая частота Гельмгольца:
![]() , Гц,
, Гц,
где n - скорость компрессора, об/мин.
Более высокая частота Гельмгольца должна учитываться только тогда, когда условия неэкономичны или физически непрактичны, то есть только когда снижение давления имеет очень важное значение, как в случае низкого давления всасывания, или когда пространство ограничено размещением компрессорной установки. В таком случае может быть выбрана более высокая частота Гельмгольца. Как правило, частота Гельмгольца не должна быть выше, чем
![]() , Гц,
, Гц,
если акустическое моделирование не доказывает иное. Для скоростей компрессора выше 8,333 с (500 об/мин) частота Гельмгольца не должна превышать
![]() , Гц.
, Гц.
O.2.2 Соотношения диаметров элементов фильтра
Диаметр сосуда цилиндра (камеры) должен быть равным или более, чем два диаметра соединения цилиндра (фланца).
Диаметр баллона фильтра (камеры) должен быть равным или более, чем три диаметра трубопровода линии.
O.2.3 Соотношения длин элементов фильтра
Предпочтительные системы фильтра имеют равные длины сосуда цилиндра (камеры), трубы дроссельной катушки и баллона фильтра (камеры). В случаях физических ограничений (расположения трубопровода) и когда необходимые размеры не допускают использования равных длин, другой, лучшей альтернативой является использование равной длины дроссельной катушки и фильтра (камеры).
O.2.4 Измерение диаметра трубки дросселя
Если иное не определено, вычислите максимальное допустимое снижение давления по соответствующей формуле, приведенной в 12.2.2.4. Используя максимальное допустимое снижение давления и соответствующее соотношение со снижением давления, вычислите минимальный диаметр трубки дросселя, которая может использоваться с учетом всех расчетных рабочих режимов.
Приложение P
(справочное)
Компоненты компрессора - соответствие стандартам [44]
Р.1 Компоненты компрессора приведены на рисунке Р.1.
|
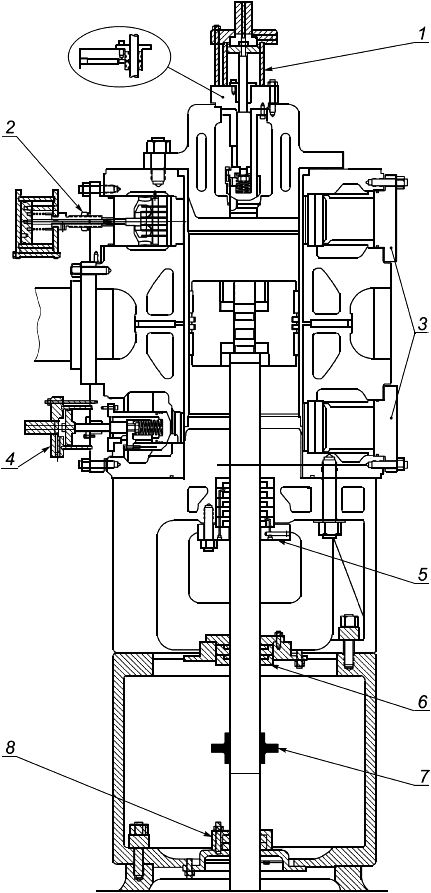
1 - клапан дополнительного мертвого пространства; 2 - клапанное разгрузочное устройство пальцевого типа; 3 - входное отверстие типа крышки уплотнительного кольца и нагнетательный клапан; 4 - разгрузочное устройство с отверстием под заглушку; 5 - уплотнение под давлением; 6 - промежуточное частичное уплотнение; 7 - маслоотражатель; 8 - уплотнение с маслосъемным кольцом
ВНИМАНИЕ - В соответствии с [11] компоненты, показанные в зоне сечения, не требуется представлять в материалах.
Рисунок Р.1 - Компоненты компрессора
Приложение Q
(справочное)
Системы сигнализации и аварийного отключения
Q.1 Общие положения
В качестве руководства для покупателя и поставщика ниже описаны три варианта устройства, которые согласуются с 10.5.3.
Q.2 Вариант устройства 1
Q.2.1 Аварийные сигналы и выключение запускаются обычными локальными переключателями прямого действия.
Q.2.2 Переключатели аварийных сигналов и выключатели расцепляющей катушки действуют совершенно независимо друг от друга.
Q.2.3 Каждый переключатель аварийного сигнала и каждый переключатель функции выключения установлены в отдельном корпусе, расположенном таким образом, чтобы было удобно проводить технический осмотр и обслуживание. Параметры настройки переключателей не регулируются снаружи корпуса.
Q.2.4 И переключатели аварийного сигнала, и переключатели системы выключения подключены в нормально устроенной, находящейся под напряжением и бесперебойно работающей цепи. Проводка системы выключения совершенно независима от проводки сигнальной цепи, причем она выполняется в отдельной трубе для электропроводки или армированном кабеле.
Q.3 Вариант устройства 2
Q.3.1 Функции выключения запускаются обычными локальными переключателями прямого действия, подключенными в нормальной находящейся под напряжением и бесперебойно работающей цепи, как это описано в варианте устройства 1.
Q.3.2 Функции аварийных сигналов объединяют локально установленные передатчики (электронные или пневматические), подключенные либо к отдельным вмонтированным в пульт управления переключателям, либо к многоточечному прибору сканирующего типа.
Q.3.3 Там, где используются многоточечные приборы сканирующего типа, настройка аварийного сигнала для каждой функции выполняется отдельно и независимо друг от друга.
Q.4 Вариант устройства 3
Q.4.1 Каждая функция, для которой определены аварийный сигнал и его выключение, имеет три отдельных, независимых друг от друга электронных передатчика.
Q.4.2 Каждый передатчик отдельно подключен к одному из трех многоточечных электронных приборов сканирующего типа. Подключения выполняются посредством отдельных кабелей.
Q.4.3 Каждый многоточечный прибор обеспечивает и появление аварийного сигнала, и настройку его выключения, отдельно и независимо друг от друга регулируемые для каждого переданного входного сигнала.
Q.4.4 Выключение и выходные сигналы функции предупреждения от трех многоточечных приборов подключены посредством избирательной логики "два из трех". Устройство работает таким образом, что работа любого аварийного сигнала или его выключение будет давать предупреждающий сигнал; выполнение двух функций выключения, контролирующих один и тот же параметр, дает отдельный предупреждающий сигнал и выключает компрессор.
Q.4.5 Сигнальные функции, которые не связаны с функцией выключения, имеют один отдельный передатчик. Эти сигнальные передатчики могут быть подключены к одному из трех многоточечных сигнальных приборов или к отдельному многоточечному прибору.
Q.4.6 Данный вариант устройства (вариант устройства 3) имеет следующие преимущества:
- любое выключение или сигнальная функция могут быть проверены в любое время с помощью работающего оборудования без необходимости постановки на предохранитель какой-либо части системы;
- сбой в работе какого-либо компонента вызовет аварийный сигнал, но не остановит работу оборудования;
- использование современной технологии цифровых приборов облегчено.
Приложение ДА
(обязательное)
Дополнительные требования к поршневым компрессорам, устанавливаемые в стандартах и технических условиях на поршневые компрессоры конкретных типов
ДА.1 Требования безопасности к конструкции поршневых компрессоров и его основных элементов
ДА.1.1 При обслуживании составных частей компрессорных установок, расположенных на высоте не более 1,8 м от уровня пола или рабочей площадки, их следует снабжать стационарными, съемными, откидными площадками или лестницами.
Тип площадок и лестниц для обслуживания устанавливают разработчики компрессорного оборудования в зависимости от сроков периодичности обслуживания.
ДА.1.2 Конструкция компрессорного оборудования, вспомогательных систем и узлов, входящих в состав компрессорной установки, должна исключать возможность накопления и разряда электрического электричества.
ДА.1.3 Поверхности работающих поршневых компрессоров, подверженных нагреву, расположенные в местах нахождения людей (рабочих местах и местах основного прохода), должны быть теплоизолированы или ограждены устройствами, исключающими случайное прикосновение к наружным поверхностям обслуживающего персонала. Цилиндры компрессоров объемного сжатия теплоизоляции не подлежат.
Температура доступных для прикосновения наружных поверхностей не должна превышать 45°С, кроме компрессорного оборудования, работающего при температуре окружающей среды более 40°С.
ДА.1.4 Конструкция теплообменников, входящих в состав компрессора, должна обеспечивать компенсацию температурных деформаций корпуса и отдельных элементов теплообменников.
ДА.1.5 При установке приборов на высоте от 2 до 5 м от уровня площадки обслуживания диаметр корпусов должен быть не менее 150 мм. Не допускается установка показывающих приборов на высоте более 5 м от уровня площадки обслуживания.
ДА.1.6 Манометры с пределами измерения более 10 МПа (100 кгс/см) должны быть снабжены приспособлениями, защищающими персонал от поражений при возможном разрушении прибора.
ДА.2 Требования безопасности к защитным устройствам
Компрессоры, снабженные валоповоротным механизмом, должны иметь блокировку, делающую невозможным включение привода компрессора при включенном валоповоротном механизме и включение валоповоротного механизма при работающем компрессоре.
ДА.3 Требования безопасности, определяемые особенностями монтажных работ
Усилие затяжки ответственных резьбовых соединений должно контролироваться. Допускается контролировать усилие (момент) затяжки по величине упругой деформации деталей. Перечень ответственных резьбовых соединений, усилия (моменты) затяжки и величины соответствующих упругих деформаций должны быть указаны в эксплутационной* документации.
________________
* Текст документа соответствует оригиналу. - .
Приложение ДБ
(справочное)
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам
Таблица ДБ.1
Обозначение и наименование международного стандарта | Степень соответствия | Обозначение и наименование межгосударственного стандарта |
ISO 261:98 Резьбы ИСО общего назначения. Диаметры и шаги в диапазоне диаметров от 1 до 300 мм | MOD | ГОСТ 8724-2002 (ИСО 261-98) |
* Внесенные технические отклонения обеспечивают выполнение требований настоящего стандарта. | ||
Библиография
[1] | ISO 262 | ISO general-purpose metric screw threads - Selected sizes screws, bolts and nuts (Резьбы метрические ИСО общего назначения. Выбор размеров для винтов, болтов и гаек) |
[2] | ASTMA 193 M | Standard Specification for Alloy-Steel and Stainless Steel Bolting Materials for High-Temperature Service (Американское общество по испытанию материалов. Технические требования к крепежным материалам из легированной и нержавеющей стали для эксплуатации в условиях высокой температуры) |
[3] | ASTM A 307 | Standard Specification for Carbon Steel Bolts and Studs, 60000 PSI Tensile Strength (Болты и шпильки из углеродистой стали и пределах прочности на разрыв 60000 фунт/дюйм) |
[4] | ASTM A 320 M | Standard Specification for Alloy Steel Bolting Materials for Low-Temperature Service (Американское общество по испытанию материалов. Технические требования к крепежным материалам из легированной стали для эксплуатации при низкой температуре) |
[5] | ASTM A 194 M | Standard Specification for Carbon and Steel Nuts for Bolts for High-Pressure or High-Temperature Service or Both (Американское общество по испытанию материалов. Технические требования к углеродным и изготовленным из нержавеющей стали гайкам к болтам для эксплуатации в условиях высоких температур) |
[6] | ISO 7005-1 | Metallic flanges - Part 1: Steel flanges (Фланцы металлические. Часть 1. Стальные фланцы) |
[7] | ISO 7005-2 | Metallic flanges - Part 2: Cast iron flanges (Фланцы металлические. Часть 2. Фланцы из литейного чугуна) |
[8] | ANSI В 16.5 | Pipe Flanges and Flanged Fittings (Американский национальный институт стандартов. Фланцы труб и фланцевые фитинги) |
[9] | ISO 7-1 | Pipe threads where pressure-tight joints are made on the threads - Part 1: Dimensions, Tolerances and Designation (Резьбы трубные, обеспечивающие герметичность соединений. Часть 1. Размеры, допуски и обозначение) |
[10] | ASTM A 536 | Standard Specification for Ductile Iron Castings (Технические требования к литью из ковкого железа) |
[11] | NACE MR 0175 | National Association of Corrosion Engineers. Sulfide Stress Cracking Resistant Metallic Materials for Oilfield Equipment (Национальная ассоциация инженеров-специалистов по коррозии. Устойчивые к растрескиванию под действием напряжений в сульфидосодержащей среде материалы для нефтепромыслового оборудования) |
[12] | ASTM A 278 M | Standard Specification for Gray Iron castings for Pressure-Containing Parts for Temperatures Up to 650°F (Технические требования для деталей, находящихся под давлением для эксплуатации при температуре до 340°С) |
[13] | ASTM A 216 M | Standard Specification for Steel Castings, Carbon, Suitable for Fusion Welding, for High-Temperature Service (Американское общество по испытанию материалов. Технические требования к стальному литью, углеродному материалу, пригодных для сварки плавлением для эксплуатации в условиях высокой температуры) |
[14] | ASTM A 395 M | Standard Specification for Ferritic Ductile Iron Pressure-Retaining Castings for Use at Elevated Temperatures (Технические требования к ферритному ковкому железному литью для использования при повышенных температурах) |
[15] | ASTM A 247 M | Standard Test Method for Evaluating the Microstructure of Graphite in Iron Castings (Стандартный тестовый метод для оценки микроструктуры графита в чугунном литье) |
[16] | ASTM A 668 | Standard Specification for Steel Forgings, Carbon and Alloy, for General Industrial Use (Технические требования к стальной поковке, углероду и сплавам для нормальных условий эксплуатации) |
[17] | AWS D1.1 | American Welding Society. Structural Welding Code - Steel (Американское общество сварочной техники. Свод стандартов сварки строительных конструкций. Сталь) |
[18] | ISO 10438-2 | Petroleum and natural gas industries - Lubrication, shaft-sealing and control-oil systems and auxiliaries - Part 2: Special-purpose oil systems (Промышленность нефтяная, нефтехимическая и газовая. Системы смазки, уплотнения вала и контроля масла и вспомогательное оборудование. Часть 2. Системы контроля масла специального назначения) |
[19] | API Std 614 | Lubrication, Shaft Sealing and Control Systems And Auxiliaries For Petroleum, Chemical and Gas Industry Service (Американский нефтяной институт. Системы подачи смазки, уплотнения вала и системы гидроуправления и вспомогательное оборудование к ним для нефтяной, химической и газовой промышленности) |
[20] | IEC 60529 | Degrees of protection provided by enclosures [IP codes] (Степени защиты, обеспечиваемые корпусами (код IP)) |
[21] | IEC 60848 | Preparation of function charts for control systems (Язык спецификаций GRAFCET для последовательных функциональных схем) |
[22] | ANSI В 31.3 | American National Standards Institute. Process Piping (Американский национальный институт стандартов. Трубная резьба, универсальное использование (дюймовая)) |
[23] | ISO 10441 | Petroleum and natural gas industries - Flexible couplings for mechanical power transmission - Special-purpose applications (Промышленность нефтяная, нефтехимическая и газовая. Упругие муфты для передачи механической энергии специального назначения) |
[24] | ISO 14691 | Petroleum and natural gas industries - Flexible couplings for mechanical power transmission - General purpose applications (Промышленность нефтяная, нефтехимическая и газовая. Упругие муфты для передачи механической энергии общего назначения) |
[25] | ISO 13691 | Gears - High-speed special-purpose gear units for the petroleum, chemical and gas industries (Промышленность нефтяная и газовая. Высокоскоростные зубчатые передачи особого назначения) |
[26] | ISO 8501-1 | Preparation of steel substrates before application of paints and related products - Visual assessment of surfaces cleanliness. Part 1: Rust grades and preparation grades of un-coated steel substrates and of steel substrates after overall removal of previous coatings (Подготовка стальной поверхности перед нанесением красок и относящихся к ним продуктов. Визуальная оценка чистоты поверхности после полного удаления прежних покрытий. Часть 1. Степень коррозии и степени подготовки непокрытой стальной поверхности после полного удаления прежних покрытий) |
[27] | ТЕМА | National Electrical Manufacturers Association. Standards (Ассоциация изготовителей трубчатых теплообменников. Стандарты) |
[28] | API RP 520/1 | American Petroleum Institute. Sizing, Selection and Installation of Pressure Relieving Devices in Refineries - Part 1: Sizing and selection (Американский нефтяной институт. Определение размера отбор и установка устройств для сброса давления на нефтеперегонных заводах. Часть 1: Определение размера и отбор) |
[29] | API RP 520/2 | American Petroleum Institute. Sizing, Selection and Installation of Pressure Relieving Devices in Refineries - Part 2 - Installation (Американский нефтяной институт. Определение размера отбор и установка устройств для сброса давления на нефтеперегонных заводах. Часть 2. Установка) |
[30] | API Std 526 | American Petroleum Institute. Flanged Steel Pressure Relief Valves (Американский нефтяной институт. Фланцевые стальные предохранительные клапаны) |
[31] | API Std 670 | American Petroleum Institute. Vibration, Axial-Position, and Bearing-Temperature Monitoring Systems (Американский нефтяной институт. Системы контроля вибрации, осевого положения и температуры подшипников) |
[32] | ANSI В 1.20.1 | American National Standards Institute. Pipe Threads, General Purpose [Inch] (Американский национальный институт стандартов. Трубная резьба, универсальное использование (дюймовая)) |
[33] | ASTM A 106 | American Society for Testing and Materials. Standards Specification for Seamless Carbon Steel Pipe For High-Temperature Service (Американское общество по испытанию материалов. Технические требования к бесшовным трубам из углеродистой стали для эксплуатации в условиях высокой температуры) |
[34] | ASTM A 312 M | Standard Specification for Seamless and Welded Austenitic Stainless Pipes и (Технические требования к бесшовным и сваренным трубам из аустенитной нержавеющей стали) |
[35] | ASTM A 269 | Standard Specification for Seamless and Welded Austenitic Stainless Steel Tubing for General Service (Технические требования к бесшовным и сваренным трубопроводам из аустенитной нержавеющей стали для нормальных условий эксплуатации) |
[36] | ASTM E 94 | Standard Guide for Radiographic Testing (Указатель стандартов для радиографического контроля) |
[37] | ASTM E 142 | Standard Method for Controlling Quality of Radiographic Testing (Стандартный метод определения качества радиографического контроля) |
[38] | ASME | American Society of Mechanical Engineers. Boiler and Vessel Code 1998 (Американское общество инженеров-механиков. Котлы и сосуды высокого давления 1998) |
[39] | ASTM A 388 M | Standard Practice for Ultrasonic Examination of Heavy Steel Forgings (Стандартная практика ультразвукового исследования толстолистовой ковкой стали) |
[40] | ASTM A 503 | Standard Specification for Ultrasonic Examination of Large Forged Crankshafts (Технические требования к ультразвуковому исследованию больших кованых коленчатых валов) |
[41] | ASTM E 709 | Standard Guide for Magnetic Particle Examination (Указатель стандартов для магнитоскопии) |
[42] | ASTM E 125 | Standard Reference Photographs for Magnetic Particle Indications on Ferrous Castings (Фотографии по стандартам для магнитоскопии для отливки из черных материалов) |
[43] | ISO 1217 | Displacement compressors - Acceptance tests (Компрессоры объемные. Приемочные испытания) |
[44] | ISO 10436 | Petroleum and natural gas industries - General-purpose steam turbines for refinery service (Нефтяная и газовая промышленность. Универсальные паровые турбины для нефтеперегонных работ) |
[45] | ISO 10437 | Petroleum and natural gas industries - Special-purpose steam turbines for refinery service (Нефтяная и газовая промышленность. Специальные паровые турбины для нефтеперегонных работ) |
[46] | ISO 16812 | Petroleum and natural gas industries - Shell and tube heat exchangers (Промышленность нефтяная, нефтехимическая и газовая. Кожухотрубные теплообменники) |
УКД 621.512:006.354 | МКС 75.180.20 | Г43 | MOD |
Ключевые слова: поршневой компрессор, устройство подавления пульсации | |||
Редакция документа с учетом
изменений и дополнений подготовлена
