ГОСТ 2622-2016
Группа В64
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБЫ МАНОМЕТРИЧЕСКИЕ ИЗ БРОНЗЫ МАРКИ БрОФ4-0,25 И ЛАТУНИ МАРКИ Л63
Технические условия
Manometric tubes made of bronze BrOF4-0,25 and brass L63. Specifications
МКС 77.150.40
ОКП 18 4000
Дата введения 2017-04-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 106 "Цветметпрокат", Научно-исследовательским, проектным и конструкторским институтом сплавов и обработки цветных металлов Акционерное общество "Институт Цветметобработка" (АО "Институт Цветметобработка")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 февраля 2016 г. N 85-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 19 июля 2016 г. N 855-ст межгосударственный стандарт ГОСТ 2622-2016 введен в действие в качестве национального стандарта Российской Федерации с 1 апреля 2017 г.
5 ВЗАМЕН ГОСТ 2622-75
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на холоднодеформированные (тянутые) трубы из бронзы марки БрОФ4-0,25 и латуни марки Л63, предназначенные для изготовления манометрических пружин.
Настоящий стандарт устанавливает сортамент, технические требования, правила приемки, методы контроля и испытаний, маркировку, упаковку, транспортирование и хранение труб.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1652.1-77 (ИСО 1554-76) Сплавы медно-цинковые. Методы определения меди
ГОСТ 1652.2-77 (ИСО 4749-84) Сплавы медно-цинковые. Методы определения свинца
ГОСТ 1652.3-77 (ИСО 1812-76, ИСО 4748-84) Сплавы медно-цинковые. Методы определения железа
ГОСТ 1652.4-77 Сплавы медно-цинковые. Методы определения марганца
ГОСТ 1652.5-77 (ИСО 4751-84) Сплавы медно-цинковые. Методы определения олова
ГОСТ 1652.6-77 Сплавы медно-цинковые. Методы определения сурьмы
ГОСТ 1652.7-77 Сплавы медно-цинковые. Методы определения висмута
ГОСТ 1652.8-77 Сплавы медно-цинковые. Методы определения мышьяка
ГОСТ 1652.9-77 (ИСО 7266-84) Сплавы медно-цинковые. Метод определения серы
ГОСТ 1652.10-77 Сплавы медно-цинковые. Методы определения алюминия
ГОСТ 1652.11-77 (ИСО 4742-84) Сплавы медно-цинковые. Методы определения никеля
ГОСТ 1652.12-77 Сплавы медно-цинковые. Методы определения кремния
ГОСТ 1652.13-77 Сплавы медно-цинковые. Методы определения фосфора
ГОСТ 1953.1-79 Бронзы оловянные. Методы определения меди
ГОСТ 1953.2-79 Бронзы оловянные. Методы определения свинца
ГОСТ 1953.3-79 Бронзы оловянные. Методы определения олова
ГОСТ 1953.4-79 Бронзы оловянные. Методы определения фосфора
ГОСТ 1953.5-79 Бронзы оловянные. Методы определения никеля
ГОСТ 1953.6-79 Бронзы оловянные. Методы определения цинка
ГОСТ 1953.7-79 Бронзы оловянные. Методы определения железа
ГОСТ 1953.8-79 Бронзы оловянные. Методы определения алюминия
ГОСТ 1953.9-79 Бронзы оловянные. Методы определения кремния
ГОСТ 1953.10-79 Бронзы оловянные. Методы определения сурьмы
ГОСТ 1953.11-79 Бронзы оловянные. Методы определения висмута
ГОСТ 1953.12-79 Бронзы оловянные. Методы определения серы
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 5017-2006 Бронзы оловянные, обрабатываемые давлением. Марки
ГОСТ 6456-82 Шкурка шлифовальная бумажная. Технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 8273-75 Бумага оберточная. Технические условия
ГОСТ 8695-75 Трубы. Метод испытания на сплющивание
ГОСТ 9557-87 Поддон плоский деревянный размером 800x1200 мм. Технические условия
ГОСТ 10006-80 (ИСО 6892-84) Трубы металлические. Метод испытания на растяжение
ГОСТ 10198-91 Ящики деревянные для грузов массой св. 200 до 20000 кг. Общие технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15102-75 Контейнер универсальный металлический закрытый номинальной массой брутто 5,0 т. Технические условия
ГОСТ 15527-2004 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 18242-72 Статистический приемочный контроль по альтернативному признаку. Планы контроля
_______________
В Российской Федерации действует ГОСТ Р ИСО 2859-1-2007 Статистические методы. Процедуры выборочного контроля по альтернативному признаку. Часть 1. Планы выборочного контроля последовательных партий на основе приемлемого уровня качества.
ГОСТ 18321-73 Статистический контроль качества. Методы случайного отбора выборок штучной продукции
ГОСТ 18477-79 Контейнеры универсальные. Типы, основные параметры и размеры
ГОСТ 21140-88 Тара. Система размеров
ГОСТ 22225-76 Контейнеры универсальные массой брутто 0,625 и 1,25 т. Технические условия
ГОСТ 24047-80 Полуфабрикаты из цветных металлов и их сплавов. Отбор проб для испытания на растяжение
ГОСТ 24231-80 Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для химического анализа
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 25086-2011 Цветные металлы и их сплавы. Общие требования к методам анализа
ГОСТ 26653-90 Подготовка генеральных грузов к транспортированию. Общие требования
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ 32597-2013 Медь и медные сплавы. Виды дефектов заготовок и полуфабрикатов
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов по указателю "Национальные стандарты", составленному по состоянию на 1 января текущего года, и по соответствующим информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом, следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены термины по ГОСТ 32597, а также следующие термины с соответствующими определениями:
3.1 труба: Полое цилиндрическое или профильное изделие, имеющее большую по сравнению с сечением длину и равномерную номинальную толщину стенки.
3.2 номинальная толщина стенки: Толщина стенки, указанная в заказе.
3.3 мерная длина: Определенная длина изделия, указанного в заказе, в прямом отрезке или в бухте.
3.4 немерная длина: Длина изделия в прямом отрезке в пределах установленного диапазона.
4 Сортамент
4.1 Трубы изготовляют овальными, плоскоовальными и круглыми.
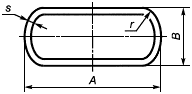
4.2 Форма и размеры овальных труб должны соответствовать указанным на рисунке 1 и в таблице 1.

А - большая ось; В - малая ось; r - радиус закругления; S - толщина стенки
Рисунок 1
Таблица 1 - Размеры и предельные отклонения по размерам овальных труб
В миллиметрах | |||||
Размеры | А | В | r | ||
А | Номин. | Пред. откл. | Номин. | Пред. откл. | |
8 | 8,0 | ±0,20 | 3,0 | ±0,20 | 1,0 |
10 | 10,0 | ±0,20 | 2,5 | ±0,20 | 1,0 |
15 | 15,0 | ±0,20 | 5,0 | ±0,20 | 1,5 |
15 | 15,0 | ±0,20 | 6,0 | ±0,20 | 2,0 |
19,8 | 19,8 | ±0,20 | 7,5 | ±0,30 | 3,0 |
для труб с толщиной стенки до 0,40 включ. | для труб с толщиной стенки до 1,0 включ. | ||||
±0,20 для труб с толщиной стенки св. 0,40 | 3,5 для труб с толщиной стенки св. 1,0 | ||||
30 | 30,0 | ±0,25 | 10,0 | ±0,40 | 4,0 |
Примечание - Значение радиуса указывают для технологического инструмента. | |||||
4.3 Форма и размеры плоскоовальных труб должны соответствовать указанным на рисунке 2 и в таблице 2.
А - большая ось; В - малая ось; r - радиус закругления; S - толщина стенки
Рисунок 2
Таблица 2 - Размеры и предельные отклонения по размерам плоскоовальных труб
В миллиметрах | |||||
Размеры | А | В | r | ||
А | Номин. | Пред. откл. | Номин. | Пред. откл. | |
7,5 | 7,5 | ±0,20 | 5,0 | ±0,20 | 2,5 |
15 | 15,0 | ±0,20 | 5,0 | ±0,20 | 2,5 |
20 | 20,0 | ±0,20 | 6,0 | +0,80 | 3,0 |
-0,50 | |||||
для труб с толщиной стенки 0,20 | |||||
±0,20 для труб с толщиной стенки св. 0,20 | |||||
Примечание - Значение радиуса указывают для технологического инструмента. | |||||
4.4 Форма, толщина стенки, наружный диаметр, предельные отклонения по толщине стенки и наружному диаметру и теоретическая масса круглых труб из бронзы марки БрОФ4-0,25 должны соответствовать указанным на рисунке 3 и в таблице 3.

D - наружный диаметр; S - толщина стенки
Рисунок 3
Таблица 3 - Толщина стенки, наружный диаметр, предельные отклонения по толщине стенки и наружному диаметру, теоретическая масса круглых труб из бронзы марки БрОФ4-0,25
Толщина стенки, мм | Теоретическая масса 1 м труб, г, наружным диаметром, мм | ||||
Номин. | Пред. откл. | 8,0-0,15 | 12,0-0,20 | 16,0-0,20 | 22,0-0,22 |
0,20 | ±0,02 | 43 | - | 87 | - |
0,25 | ±0,02 | 54 | 81 | 109 | - |
0,30 | ±0,03 | 64 | 97 | 121 | 181 |
0,35 | ±0,03 | 74 | 113 | - | 210 |
0,40 | ±0,03 | - | 129 | 173 | 240 |
0,45 | ±0,03 | - | 144 | - | - |
0,50 | ±0,03 | - | 159 | 214 | 298 |
0,55 | ±0,03 | - | 175 | - | - |
0,60 | ±0,04 | - | 190 | 256 | 356 |
0,70 | ±0,04 | - | 219 | 297 | 414 |
0,80 | ±0,04 | - | 249 | 337 | 470 |
0,90 | ±0,05 | - | 277 | 377 | 527 |
1,00 | ±0,05 | - | 305 | 416 | 582 |
1,10 | ±0,05 | - | 333 | - | - |
1,20 | ±0,05 | - | 359 | 492 | 691 |
1,30 | ±0,05 | - | 386 | - | - |
1,40 | ±0,05 | - | 412 | 566 | - |
1,50 | ±0,05 | - | 437 | - | - |
1,60 | ±0,05 | - | 462 | 639 | - |
Примечание - Теоретическая масса 1 м труб из бронзы марки БрОФ4-0,25 вычислена при плотности бронзы 8,83 г/см | |||||
4.5 Толщина стенки, предельные отклонения и теоретическая масса овальных труб из бронзы марки БрОФ4-0,25 должны соответствовать указанным в таблице 4.
Таблица 4 - Толщина стенки, предельные отклонения по толщине стенки и теоретическая масса овальных труб из бронзы марки БрОФ4-0,25
Толщина стенки, мм | Теоретическая масса 1 м труб, г, наружным размером сечения А | |||||
Номин. | Пред. откл. | 10 | 15 | 15 | 19,8 | 30 |
0,15 | ±0,015 | 29 | 44 | - | - | - |
0,18 | ±0,02 | - | 53 | - | - | - |
0,20 | ±0,02 | 39 | 59 | 61 | - | - |
0,25 | ±0,02 | 48 | 73 | - | - | - |
0,28 | ±0,03 | 53 | - | - | - | - |
0,30 | ±0,03 | 57 | 87 | 90 | - | 181 |
0,35 | ±0,03 | 66 | 101 | - | - | 211 |
0,38 | ±0,03 | 71 | 110 | - | - | - |
0,40 | ±0,03 | - | 115 | 119 | - | 241 |
0,45 | ±0,03 | - | 129 | - | - | - |
0,50 | ±0,03 | 92 | 143 | 148 | - | 299 |
0,55 | ±0,03 | 101 | 156 | - | - | - |
0,60 | ±0,04 | - | - | 176 | 237 | 358 |
0,65 | ±0,04 | - | - | - | - | - |
0,70 | ±0,04 | - | - | 203 | 275 | 415 |
0,75 | ±0,04 | - | - | 215 | - | - |
0,80 | ±0,04 | - | - | 230 | 312 | - |
0,90 | ±0,05 | - | - | 256 | 348 | - |
1,00 | ±0,05 | - | - | 282 | 385 | - |
1,10 | ±0,05 | - | - | - | 428 | - |
1,20 | ±0,05 | - | - | - | 473 | - |
Примечание - Теоретическая масса 1 м труб из бронзы марки БрОФ4-0,25 вычислена при плотности бронзы 8,83 г/см | ||||||
4.6 Толщина стенки, предельные отклонения и теоретическая масса плоскоовальных труб из бронзы марки БрОФ4-0,25 должны соответствовать указанным в таблице 5.
Таблица 5 - Толщина стенки, предельные отклонения по толщине стенки и теоретическая масса плоскоовальных труб из бронзы марки БрОФ4-0,25
Толщина стенки, мм | Теоретическая масса 1 м труб, г, наружным размером сечения А | ||
Номин. | Пред. откл. | 7,5 | 15 |
0,15 | ±0,015 | - | - |
0,18 | ±0,02 | - | - |
0,20 | ±0,02 | - | - |
0,25 | ±0,02 | - | 77 |
0,30 | ±0,03 | 52 | 92 |
0,35 | ±0,03 | - | 107 |
0,40 | ±0,03 | 69 | 122 |
0,45 | ±0,03 | 77 | 136 |
0,50 | ±0,03 | 84 | 151 |
0,55 | ±0,03 | 92 | 165 |
0,60 | ±0,04 | 100 | - |
0,65 | ±0,04 | 107 | - |
0,70 | ±0,04 | 114 | - |
0,75 | ±0,04 | 121 | - |
0,80 | ±0,04 | 128 | - |
0,85 | ±0,05 | 138 | - |
0,90 | ±0,05 | 142 | - |
0,95 | ±0,05 | 148 | - |
1,00 | ±0,05 | 155 | - |
1,10 | ±0,05 | 167 | - |
1,20 | ±0,05 | 205 | - |
Примечание - Теоретическая масса 1 м труб из бронзы марки БрОФ4-0,25 вычислена при плотности бронзы 8,83 г/см | |||
4.7 Толщина стенки, предельные отклонения и теоретическая масса овальных труб из бронзы марки Л63 должны соответствовать указанным в таблице 6.
Таблица 6 - Толщина стенки, предельные отклонения по толщине стенки и теоретическая масса овальных труб из латуни марки Л63
Толщина стенки, мм | Теоретическая масса 1 м труб, г, наружным размером сечения А | ||
Номин. | Пред. откл. | 8 | 15 |
0,15 | ±0,015 | 23 | - |
0,20 | ±0,02 | 30 | - |
0,25 | ±0,02 | 38 | - |
0,30 | ±0,03 | 45 | 89 |
0,35 | ±0,03 | 52 | - |
0,40 | ±0,03 | 59 | - |
0,45 | ±0,03 | 65 | - |
0,50 | ±0,03 | 72 | - |
0,55 | ±0,03 | 78 | - |
Примечание - Теоретическая масса 1 м труб из латуни марки Л63 вычислена при плотности латуни 8,5 г/см | |||
4.8 Толщина стенки, предельные отклонения и теоретическая масса плоскооовальных труб из латуни марки Л63 должны соответствовать указанным в таблице 7.
Таблица 7 - Толщина стенки, предельные отклонения по толщине стенки и теоретическая масса плоскоовальных труб из латуни марки Л63
Толщина стенки, мм | Теоретическая масса 1 м труб, г, наружным размером сечения А | |
Номин. | Пред. откл. | 20 |
0,20 | ±0,02 | 79 |
0,30 | ±0,03 | 117 |
0,35 | ±0,03 | 136 |
0,40 | ±0,03 | 155 |
0,45 | ±0,03 | 174 |
0,50 | ±0,03 | 192 |
0,55 | ±0,03 | 211 |
0,60 | ±0,04 | 229 |
0,65 | ±0,04 | 248 |
0,70 | ±0,04 | 266 |
0,75 | ±0,04 | 284 |
0,80 | ±0,04 | 301 |
0,85 | ±0,05 | 319 |
0,90 | ±0,05 | 337 |
0,95 | ±0,05 | 354 |
1,00 | ±0,05 | 371 |
1,10 | ±0,05 | 405 |
1,20 | ±0,05 | 439 |
1,30 | ±0,05 | 473 |
1,40 | ±0,05 | 505 |
1,50 | ±0,05 | 537 |
1,60 | ±0,05 | 569 |
1,70 | ±0,05 | 600 |
1,80 | ±0,05 | 630 |
Примечание - Теоретическая масса 1 м труб из латуни марки Л63 вычислена при плотности латуни 8,5 г/см | ||
4.9 Толщина стенки, наружный диаметр, предельные отклонения по толщине стенки, наружному диаметру и теоретическая масса круглых труб из латуни марки Л63 должны соответствовать указанным в таблице 8.
Таблица 8 - Толщина стенки, наружный диаметр, предельные отклонения по толщине стенки, наружному диаметру и теоретическая масса круглых труб из латуни марки Л63
Толщина стенки, мм | Теоретическая масса 1 м труб, г, наружным диаметром, мм | ||
Номин. | Пред. откл. | 12,0-0,16 | 16,0-0,16 |
0,20 | ±0,02 | 63 | 85 |
0,30 | ±0,03 | 94 | 126 |
0,35 | 109 | 146 | |
0,40 | 124 | 166 | |
0,45 | 138 | 186 | |
0,50 | 153 | 207 | |
0,55 | 168 | 227 | |
0,60 | ±0,04 | 182 | 247 |
0,65 | 200 | 266 | |
0,70 | 211 | 285 | |
0,75 | 225 | 305 | |
0,80 | 239 | 325 | |
0,85 | ±0,05 | 253 | 344 |
0,90 | 266 | 363 | |
0,95 | 280 | 381 | |
1,00 | 293 | 400 | |
1,10 | 320 | 438 | |
1,20 | 346 | 474 | |
1,30 | 371 | 510 | |
1,40 | 396 | 545 | |
1,50 | 420 | 581 | |
1,60 | 444 | 615 | |
1,70 | 467 | 648 | |
1,80 | 490 | 682 | |
Примечание - Теоретическая масса 1 м труб из латуни марки Л63 вычислена при плотности латуни 8,5 г/см | |||
4.10 Трубы изготовляют немерной длины от 1 до 3,5 м. Допускается изготовление труб длиной от 0,5 до 1 м в количестве не более 5% от массы партии.
По требованию потребителя трубы изготовляют мерной длины в пределах немерной с предельным отклонением по длине +5,0 мм.
4.11 Условные обозначения проставляют по схеме:
Труба | Д | ХХ | Т | ... | XX | ... | Х | ГОСТ 2622-2016 |
Способ изготовления | ||||||||
Форма сечения | ||||||||
Состояние | ||||||||
Размеры | ||||||||
Длина | ||||||||
Марка | ||||||||
Особые условия | ||||||||
Обозначение стандарта | ||||||||
При этом используют следующие сокращения:
способ изготовления: | холоднодеформированная (тянутая) - Д; |
форма сечения: | круглая - КР; |
овальная - ОВ, | |
плоскоовальная - ПО; | |
состояние: | твердое - Т; |
длина: | немерная - НД, |
мерная - МД; | |
особые условия | повышенной пластичности - Л, |
отожженная - О. |
Знак "X" обозначает данные, имеющие более одного значения.
Примеры условных обозначений труб:
Труба холоднодеформированная, овальная, твердая, сечением 15,05,0 мм, толщиной стенки 0,50 мм, мерной длины 2000 мм, из бронзы марки БрОФ4-0,25:
Труба ДОВТ 15,05,0
0,50
2000 МД БрОФ4-0,25 ГОСТ 2622-2016
Труба холоднодеформированная, плоскоовальная, твердая, сечением 7,55,0 мм с толщиной стенки 1,10 мм, немерной длины, из бронзы марки БрОФ4-0,25:
Труба ДПОТ 7,55,0
1,10 НД БрОФ4-0,25 ГОСТ 2622-2016
Труба холоднодеформированная, круглая, твердая, наружным диаметром 12,0 мм, с толщиной стенки 1,70 мм, немерной длины, из латуни марки Л63:
Труба ДКРТ 12,01,70 НД Л63 ГОСТ 2622-2016
Труба холоднодеформированная, овальная, отожженная, наружным диаметром 30,010,0 мм, с толщиной стенки 2,0 мм, немерной длины, из бронзы марки БрОФ4-0,25:
Труба ДОВ 30,010,0
2,0 НД БрОФ4-0,25 О ГОСТ 2622-2016
5 Технические требования
5.1 Трубы изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
5.2 Трубы изготовляют из бронзы марки БрОФ4-0,25 с химическим составом по ГОСТ 5017 и из латуни марки Л63 с химическим составом по ГОСТ 15527.
5.3 Трубы изготовляют в твердом неотожженном состоянии. Трубы из латуни марки Л63 подвергают низкотемпературному отжигу для снятия внутренних остаточных напряжений.
Снятие остаточных растягивающих напряжений на трубах из латуни марки Л63 обеспечивается технологией изготовления.
5.4 Наружная и внутренние поверхности труб должны быть чистыми, свободными от загрязнений, затрудняющих их осмотр, и не должны иметь трещин, расслоений, плен, раковин, рисок и посторонних включений, выводящих трубы за предельные отклонения по размерам, а также глубоких колец, серповидных полос, пузырей, местных вмятин, глубиной более 0,5 мм и следов коррозии.
Местные вмятины глубиной менее 0,5 мм при условии соблюдения требований в отношении толщины стенки допускаются не более чем на 5% труб от партии.
5.5 Трубы поставляют ровно обрезанными с двух сторон. Рез должен быть перпендикулярным к оси трубы и не иметь грубых заусенцев.
Допускается отклонение размеров А и В от предельных значений на расстоянии 40 мм от концов трубы.
5.6 Разностенность труб не должна быть более предельных отклонений по толщине стенки.
5.7 Овальность круглых труб с толщиной стенки свыше 0,50 мм не должна превышать предельного отклонения по наружному диаметру.
5.8 Кривизна на 1 м длины овальных и плоскоовальных труб не должна превышать в направлении, перпендикулярном к малой оси, - 6 мм, в направлении, перпендикулярном к большой оси, - 7 мм.
Для труб размерами 19,87,5 и 30
10 мм с толщиной стенки менее 0,5 мм кривизна на 1 м длины не должна превышать соответственно 8 и 10 мм.
Для круглых труб кривизна не должна превышать 5 мм на 1 м длины.
Общая кривизна трубы не должна превышать произведения допустимой кривизны на 1 м на длину трубы в метрах.
5.9 Механические свойства должны соответствовать требованиям, указанным в таблице 9.
Таблица 9 - Механические свойства труб
Марка сплава | Временное сопротивление | Относительное удлинение после разрыва |
Не менее | ||
Л63 | 440 (45) | 10 |
БрОФ-4,25 | 490 (50) | 3 |
Примечания 1 По требованию потребителя трубы из латуни марки Л63 изготовляют с относительным удлинением после разрыва 15-25%, при этом временное сопротивление не нормируется. 2 По требованию потребителя овальные трубы размерами 30 | ||
5.10 Овальные и плоскоовальные трубы не должны иметь скручивания, заметного невооруженным глазом.
5.11 Трубы должны выдерживать без образования трещин сплющивание по малой оси В или диаметру до уменьшения размера этой оси или наружного диаметра вдвое, но не более чем до размера, равного тройной толщине стенки.
6 Правила приемки
6.1 Трубы принимают партиями. Партия должна состоять из труб одной марки сплава, одного профиля и размера и должна быть оформлена одним документом о качестве, содержащим:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- юридический адрес изготовителя и/или продавца;
- условное обозначение труб;
- номер партии;
- массу нетто партии;
- результаты испытаний;
- количество мест.
Масса партии должна быть не более 400 кг.
Допускается оформлять один документ о качестве для нескольких партий труб, отгружаемых одновременно одному потребителю.
6.2 Проверке наружной поверхности подвергают каждую трубу от партии.
6.3 Для проверки размеров, профиля, качества внутренней поверхности, кривизны, а также для испытания на растяжение и сплющивание отбирают восемь труб от партии.
6.4 Химический анализ проводят при разногласиях в оценке химического состава материала на трех трубах от партии.
Изготовителю разрешается проводить проверку химического состава на пробах, взятых от расплавленного металла.
6.5 При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяют на всю партию.
6.6 Допускается по согласованию изготовителя с потребителем применять статистические методы контроля качества поверхности, толщины стенки, длины, косины реза, механических свойств и кривизны от партии отбирают трубы "вслепую" (методом наибольшей объективности) по ГОСТ 18321. Планы контроля соответствуют ГОСТ 18242. Количество контролируемых труб определяют по таблице 10.
Таблица 10
В штуках | ||
Количество труб в партии | Количество контролируемых труб | Браковочное число |
2-8 | 2 | 1 |
9-15 | 3 | 1 |
16-25 | 5 | 1 |
26-50 | 8 | 2 |
51-90 | 13 | 2 |
91-150 | 20 | 3 |
151-280 | 32 | 4 |
281-500 | 50 | 6 |
501-1200 | 80 | 8 |
1201-3200 | 125 | 11 |
Количество трубок в партии , шт., вычисляют по формуле
![]() ,
,
где - масса труб в партии, кг;
- теоретическая масса 1 м труб, кг;
- средняя длина трубы, м.
Партия считается соответствующей требованиям стандарта, если браковочное число - менее приведенного в таблице 10.
7 Методы контроля и испытаний
7.1 Осмотр наружной и внутренней поверхностей труб проводят без применения увеличительных приборов.
Для осмотра внутренней поверхности от каждой из отобранных труб отрезают по одному образцу длиной 150 мм.
Образцы разрезают вдоль на две части и осматривают.
Для проверки глубины дефектов допускается контрольная зачистка поверхности трубок шлифовальной шкуркой по ГОСТ 6456.
По требованию потребителя оценку внешних дефектов проводят по эталону, согласованному между изготовителем и потребителем.
7.2 Контроль наружных размеров и толщины стенки проводят микрометром по ГОСТ 6507. Для контроля толщины стенки от каждой трубы, отобранной от партии, отрезают по одному образцу длиной 150 мм, разрезают их вдоль и измеряют.
Контроль профиля труб проводят шаблоном.
7.3 Длину труб измеряют металлической линейкой по ГОСТ 427 или рулеткой по ГОСТ 7502.
7.4 Изготовителю допускается проводить контроль размеров трубок другим инструментом, обеспечивающим соответствующую точность измерения.
7.5 Испытание на растяжение труб проводят по ГОСТ 10006 на продольных образцах.
От каждой контролируемой трубы отрезают по одному образцу.
Отбор и подготовку образцов для испытания на растяжение проводят по ГОСТ 24047.
Площадь поперечного сечения образца определяют весовым методом.
7.6 Испытание на сплющивание труб проводят по ГОСТ 8695.
От каждой контролируемой трубы отрезают по одному образцу.
7.7 Химический состав материала труб определяют по ГОСТ 1652.1 - ГОСТ 1652.13, ГОСТ 1953.12, ГОСТ 25086.
От каждой контролируемой трубы отрезают по одному образцу.
Отбор и подготовку образцов для контроля химического состава проводят по ГОСТ 24231.
При возникновении разногласий в оценке качества химический состав труб определяют по ГОСТ 1652.1 - ГОСТ 1652.13, ГОСТ 1953.1 - ГОСТ 1953.12, ГОСТ 25086.
7.8 Кривизну труб контролируют следующим образом. Трубу помещают на горизонтальную плоскость. К проверяемой плоскости прикладывают поверочную линейку длиной 1 м по ГОСТ 8026 и с помощью щупа по нормативно-технической документации измеряют максимальное расстояние между линейкой и трубой.
7.9 Контроль наличия остаточных растягивающих напряжений проводят в случае возникновения разногласий в оценке качества труб ртутной пробой методом, изложенным в приложении А.
Допускается проводить контроль остаточных растягивающих напряжений аммиачной пробой методом, согласованным между изготовителем и потребителем.
7.10 Изготовителю допускается применять другие методы испытаний, обеспечивающие необходимую точность, установленную в настоящем стандарте.
8 Маркировка, упаковка, транспортирование и хранение
8.1 Трубы упаковывают в сплошные деревянные ящики типов I и II-1 по ГОСТ 2991, типа III-1 по ГОСТ 10198. Размеры ящиков по ГОСТ 21140 или по нормативно-технической документации.
Ящики внутри выкладывают оберточной бумагой по ГОСТ 8273 или мягкой стружкой.
Масса грузового места не должна превышать 3000 кг.
При транспортировании в железнодорожных вагонах масса грузового места не должна превышать 1250 кг.
8.2 Допускается транспортировать трубы в специальных контейнерах по ГОСТ 22225, ГОСТ 15102, ГОСТ 18477 или по технической документации без упаковки в ящики. Контейнеры должны быть выложены изнутри бумагой по ГОСТ 8273 или мягкой стружкой.
При этом трубы должны быть уложены и закреплены в ящиках и контейнерах таким образом, чтобы они не перемещались во время транспортирования.
8.3 Грузовые места укрупняют в транспортные пакеты.
Укрупнение грузовых мест в транспортные пакеты проводят в соответствии с требованиями ГОСТ 24597, ГОСТ 26663 и технической документации.
Пакетирование осуществляется на поддонах по ГОСТ 9557 или без поддонов с использованием брусков высотой не менее 50 мм с обвязкой не менее чем в двух местах или крестообразно проволокой диаметром не менее 3 мм по ГОСТ 3282, лентой размерами не менее 0,330 мм по ГОСТ 3560 или с использованием пакетируемых строп. Концы обвязочной проволоки скрепляют скруткой в пять витков, ленты - в замок.
8.4 В каждый контейнер или в один из ящиков контейнера с трубами должен быть вложен или прикреплен металлический, картонный или фанерный ярлык по ГОСТ 14192 на котором указывают:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- условное обозначение труб;
- номер партии;
- обозначение настоящего стандарта;
- штамп технического контроля или номер контролера.
8.5 На каждую трубу без упаковки должны быть нанесены несмываемой краской данные, приведенные в 8.4. Эти данные допускается указывать на ярлыке, наклеенном на внутреннюю поверхность трубы, или на деревянном и металлическом ярлыке, прикрепленном к трубе.
8.6 Транспортная маркировка грузовых мест - по ГОСТ 14192, с нанесением манипуляционного знака "Беречь от влаги" и дополнительной надписи номера партии в свободном от транспортной маркировке месте.
8.7 Транспортирование труб осуществляется транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Размещение и крепление грузовых мест в железнодорожных транспортных средствах должны соответствовать правилам погрузки и крепления грузов.
Транспортные средства для труб длиной более 3 м определяют в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Подготовку грузов к перевозке морским путем проводят в соответствии с ГОСТ 26653.
8.8 Упаковка продукции, отправляемой в районы Крайнего Севера или труднодоступные районы, - по ГОСТ 15846, группа "Металлы и металлические изделия".
8.9 Трубы следует хранить в закрытых помещениях в условиях исключающих механические повреждения труб, попадание на них влаги и действие активных химических веществ. Трубы в неупакованном виде хранят на полках, поддонах и стеллажах.
8.10 При соблюдении указанных условий транспортирования и хранения потребительские свойства труб не изменяются.
Приложение А
(обязательное)
Метод контроля латунных труб на наличие остаточных напряжений с помощью азотнокислой ртути
Сущность метода состоит в ускоренном испытании труб из медноцинковых сплавов на наличие остаточных напряжений, вызывающих коррозионное растрескивание сплава. Испытание проводят в растворе азотнокислой ртути.
А.1 Термины и определения
А.1.1 Коррозионное растрескивание - растрескивание материала под совместным воздействием коррозионной среды и напряжения (остаточного или приложенного).
А.1.2 Остаточное напряжение - напряжение, остающееся в металле в результате неравномерной пластической деформации.
А.2 Реактивы
Для проведения испытаний применяют водный раствор, содержащий 10 г HgNО и 10 см
NО
(а = 1,40-1,42) в 1000 см
раствора.
Раствор готовят двумя способами.
Первый способ: 11,4 г HgNО 2Н
О или 10,7 г HgNО
·Н
О растворяют примерно в 40 см
дистиллированной воды, подкисленной 10 см
HNО
.
После полного растворения кристаллов раствор разбавляют дистиллированной водой до 1000 см.
Второй способ: 75 г ртути растворяют в 114 см разбавленной HNО
(1:1) и доливают водой при помешивании до 1000 см
.
Такое растворение в присутствии избытка кислоты предотвращает осаждение основных солей ртути.
Полученный раствор должен содержать 100 г HgNО и избыток (30 см
) HNО
.
Для проведения испытания отбирают 100 см раствора, добавляют 7 см
10%-ного раствора HNО
и доводят объем раствора водой до 1000 см
.
А.3 Подготовка образцов к испытанию
А.3.1 Длина образцов от 100 до 150 мм.
А.3.2 Образцы необходимо готовить так, чтобы в них не возникали дополнительные остаточные напряжения. Образцы нельзя маркировать штамповкой.
А.4 Проведение испытания
А.4.1 Образцы обезжиривают, погружают в растворитель (бензин, четыреххлористый углерод и др.) с последующей протиркой хлопчатобумажной тканью. Затем образцы погружают в 15%-ный (по объему) водный раствор HSО
или 10%-ный раствор HNО
на 30 с для удаления окисных пленок.
После травления образцы быстро промывают в проточной воде, затем удаляют с их поверхности остаток воды и погружают в раствор азотнокислой ртути. Испытания проводят при комнатной температуре.
Расход раствора азотнокислой ртути должен быть не менее 1,5 см на 1 см
поверхности образца.
Для испытаний отбирают образцы без поверхностных дефектов. При частичном погружении образца в раствор азотнокислой ртути длина погруженной части образца должна соответствовать указанной в 1.3.1.
А.4.2 Через 30 мин образец из раствора азотнокислой ртути извлекают и промывают в проточной воде. С поверхности образца удаляют избыток ртути. Образцы осматривают после испытания, не ранее, чем через 30 мин, если в технических условиях не указывают другое время выдержки. При возникновении сомнений относительно трещин, ртуть с поверхности образца следует удалить нагревом в печи с поглотителем ртути или в герметичном контейнере с вакуумным отсосом и холодильником для сбора металлической ртути.
Образцы осматривают с помощью лупы с 10-18-кратным увеличением.
Примечание - Удаление ртути рекомендуется проводить на специальном оборудовании.
А.5 Требования безопасности
А.5.1 Металлическая ртуть и ее соединения чрезвычайно токсичны. Для проведения испытаний оборудуют специальное помещение с хорошей приточно-вытяжной вентиляцией, с улавливанием паров ртути и соблюдением санитарных норм.
А.5.2 Все работы выполняют в резиновых перчатках и халатах (с застежками сзади и без карманов), на голову надевают косынку или шапочку. Смену специальной одежды следует проводить не реже одного раза в неделю. Не допускается уносить специальную одежду домой.
А.5.3 Хранение и прием пищи в помещении, в котором проводят испытание, запрещается. Перед приемом пищи и уходом из помещения специальную одежду следует снять и оставить в помещении лаборатории, руки тщательно вымыть с мылом и щеткой.
А.5.4 Все работающие с ртутью и ее соединениями должны проходить медицинский осмотр не реже двух раз в год.
УДК 669.35'6-462(083.74) 669.35'5-462:006.354 | МКС 77.150.40 | В64 | ОКП 18 4000 |
Ключевые слова: трубы манометрические из бронзы марки БрОФ4-0,25 и латуни марки Л63, овальные, плоскоовальные, круглые, холоднодеформированные (тянутые), твердые, мерной и немерной длины, разностенность, кривизна, механические свойства | |||
Электронный текст документа
и сверен по:
, 2016
