ГОСТ 529-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ТРУБКИ РАДИАТОРНЫЕ
Технические условия
Radiator tubes. Specifications
МКС 77.150.40
Дата введения 2016-04-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 РАЗРАБОТАН Техническим комитетом по стандартизации ТК 106 "Цветметпрокат", Научно-исследовательским, проектным и конструкторским институтом сплавов и обработки цветных металлов "Открытое акционерное общество "Институт Цветметобработка" (ОАО "Институт Цветметобработка")
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии (Росстандарт)
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 29 мая 2015 г. N 77-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркмения | ТМ | Главгосслужба "Туркменстандартлары" |
(Поправка. ИУС N 1-2021).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 2 октября 2015 г. N 1434-ст межгосударственный стандарт ГОСТ 529-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 апреля 2016 г.
5 ВЗАМЕН ГОСТ 529-78
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
ВНЕСЕНА поправка, опубликованная в ИУС N 1, 2021 год
Поправка внесена изготовителем базы данных
1 Область применения
Настоящий стандарт распространяется на холоднодеформированные трубки из сплава марки Л96 круглые, шестигранные и полутрубки, предназначенные для изготовления сотовых радиаторов.
Стандарт устанавливает сортамент, технические требования, правила приемки, методы контроля и испытаний, маркировку, упаковку, транспортирование и хранение трубок.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 1652.1-77 (ИСО 1554-76) Сплавы медно-цинковые. Методы определения меди
ГОСТ 1652.2-77 (ИСО 4749-84) Сплавы медно-цинковые. Методы определения свинца
ГОСТ 1652.3-77 (ИСО 1812-76) Сплавы медно-цинковые. Методы определения железа
ГОСТ 1652.4-77 Сплавы медно-цинковые. Методы определения марганца
ГОСТ 1652.5-77 (ИСО 4751-84) Сплавы медно-цинковые. Методы определения олова
ГОСТ 1652.6-77 Сплавы медно-цинковые. Методы определения сурьмы
ГОСТ 1652.7-77 Сплавы медно-цинковые. Методы определения висмута
ГОСТ 1652.8-77 Сплавы медно-цинковые. Методы определения мышьяка
ГОСТ 1652.9-77 (ИСО 7266-84) Сплавы медно-цинковые. Метод определения серы
ГОСТ 1652.10-77 Сплавы медно-цинковые. Методы определения алюминия
ГОСТ 1652.11-77 (ИСО 4742-84) Сплавы медно-цинковые. Методы определения никеля
ГОСТ 1652.12-77 Сплавы медно-цинковые. Методы определения кремния
ГОСТ 1652.13-77 Сплавы медно-цинковые. Методы определения фосфора
ГОСТ 2991-85 Ящики дощатые неразборные для грузов массой до 500 кг. Общие технические условия
ГОСТ 6507-90 Микрометры. Технические условия
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 8026-92 Линейки поверочные. Технические условия
ГОСТ 8828-89 Бумага-основа и бумага двухслойная водонепроницаемая упаковочная. Технические условия
ГОСТ 10006-80 Трубы металлические. Метод испытания на растяжение
ГОСТ 14192-96 Маркировка грузов
ГОСТ 15527-2004 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ 15846-2002 Продукция, отправляемая в районы Крайнего Севера и приравненные к ним местности. Упаковка, маркировка, транспортирование и хранение
ГОСТ 24047-80 Полуфабрикаты из цветных металлов и их сплавов. Отбор проб для испытания на растяжение
ГОСТ 24231-80 Цветные металлы и сплавы. Общие требования к отбору и подготовке проб для химического анализа
ГОСТ 24597-81 Пакеты тарно-штучных грузов. Основные параметры и размеры
ГОСТ 25086-2011 Цветные металлы и их сплавы. Общие требования к методам анализа
ГОСТ 26653-90 Подготовка генеральных грузов к транспортированию. Общие требования
ГОСТ 26663-85 Пакеты транспортные. Формирование с применением средств пакетирования. Общие технические требования
ГОСТ 26877-2008 Металлопродукция. Методы измерений отклонений формы
ГОСТ 32597-2013 Медь и медные сплавы. Виды дефектов заготовок и полуфабрикатов
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены по ГОСТ 32597, а также следующие термины с соответствующими определениями:
3.1 трубка: Полое изделие круглое или многогранное в поперечном сечении, имеющее равномерную номинальную толщину стенки.
3.2 номинальная толщина стенки: Толщина стенки, указанная в заказе.
3.3 мерная длина: Определенная длина изделия, указанная в заказе, в прямом отрезке или в бухте.
3.4 немерная длина: Длина изделия в прямом отрезке в пределах установленного диапазона.
4 Сортамент
4.1 Форма, толщина стенки и предельные отклонения по размерам круглых трубок должны соответствовать указанным на рисунке 1 и в таблице 1.

Рисунок 1
Таблица 1 - Предельные отклонения по диаметру и толщине стенки круглых трубок
в миллиметрах
Наружный диаметр D, мм | Предельное отклонение | Толщина стенки S, мм | Предельное отклонение | Расчетное значение линейной плотности 1 м трубки, г, не более |
4,0 | ±0,08 | 0,10 | ±0,02 | 13 |
4,0 | 0,20 | 23 | ||
5,0 | 0,20 | 29 | ||
7,0 | 0,15 | 31 | ||
8,0 | 0,15 | 35 | ||
10,0 | 0,15 | 44 | ||
Примечание - По требованию потребителя трубки диаметром 4 мм изготовляют с предельным отклонением по наружному диаметру ±0,07 мм. | ||||
4.2 Форма, толщина стенки и предельные отклонения по размерам шестигранных трубок должны соответствовать указанным на рисунке 2 и в таблице 2.
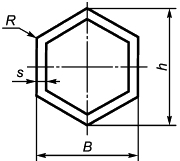
Рисунок 2
Таблица 2 - Предельное отклонение по диаметру и толщине стенки шестигранных трубок
в миллиметрах
Номер трубки | В | Предель- | h | Предель- | Толщина стенки S | Предель- | Расчетное значение линейной плотности 1 м трубки, г, не более |
4 | 3,72 | +0,10 | 4,14 | +0,10 | 0,10 | ±0,02 | 13 |
4 | 3,72 | -0,05 | 4,14 | -0,15 | 0,20 | 35 | |
7 | 6,44 | 7,28 | +0,10 | 0,15 | 49 |
4.3 Форма, толщина стенки и предельные отклонения по размерам полутрубок должны соответствовать указанным на рисунке 3 и в таблице 3.

Примечание - Размеры R, и
являются справочными. Плотность марки Л96 принята равной 8,85 г/см
.
Рисунок 3
Таблица 3 - Предельное отклонение по размерам полутрубки и толщине стенки
в миллиметрах
Номер трубки | В | Предель- | h | Предель- | R | S | Предель- | К основной трубке | |
4 | 2,36 | ±0,10 | 4,05 | +0,10 | 1,78 | 0,6 | 0,20 | ±0,02 | Ш4 |
4/1 | 2,50 | 4,90 | -0,25 | 2,89 | 0,6 | 0,20 | К4 | ||
5 | 2,81 | 5,17 | 2,24 | 0,6 | 0,20 | Ш5 | |||
5/1 | 3,00 | 6,04 | 3,46 | 0,6 | 0,20 | К5 | |||
7 | 3,82 | 7,34 | 3,14 | 0,7 | 0,15 | Ш7 | |||
7/1 | 4,10 | 8,58 | 4,73 | 0,7 | 0,15 | К7 |
4.4 Трубки с толщиной стенки 0,15 и 0,20 мм изготовляют мерной и немерной длины.
Длина мерных трубок должна быть от 150 до 500 мм, немерных - от 1250 до 4000 мм.
4.5 Трубки с толщиной стенки 0,10 мм изготовляют мерной длины.
Длина круглых трубок - 256 мм, шестигранных - 254 мм.
4.6 Предельные отклонения по длине мерных трубок в миллиметрах должны соответствовать указанным в таблице 4.
Таблица 4
Длина, мм | Предельное отклонение |
От 150 до 250 | ±0,4 |
Св. 250 до 500 | ±0,5 |
4.7 Условные обозначения проставляют по схеме:
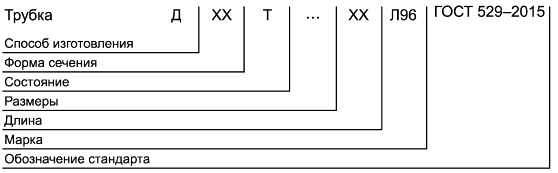
Рисунок 4
При этом используют следующие сокращения:
способ изготовления: | холоднодеформированная - Д; |
форма сечения: | круглая - КР, |
шестигранная - ШГ, | |
полутрубка - ПТ; | |
состояние: | твердая - Т; |
длина | немерная - НД. |
_______________
В условных обозначениях труб мерной длины после диаметра и толщины стенки указывают длину труб. Для труб немерной длины длину труб в условных обозначениях не указывают, а после значений диаметра и толщины стенки указывают буквы НД.
Знак "X" ставится вместо данных, имеющих более одного значения, кроме обозначения длины и особых условий.
Примеры условных обозначений трубок:
Трубка холоднодеформированная, круглая, твердая, наружным диаметром 4 мм, толщиной стенки 0,20 мм, мерной длины 250 мм, из латуни марки Л96:
Трубка ДКРТ 4х0,20х250 Л96 ГОСТ 529-2015
Трубка холоднодеформированная, шестигранная, твердая, номер 7, с толщиной стенки 0,15 мм, немерной длины, из латуни марки Л96:
Трубка ДШГТ 7x0,15 НД Л96 ГОСТ 529-2015
Трубка холоднодеформированная, полутрубка, твердая, номер 5, с толщиной стенки 0,20 мм, немерной длины, из латуни марки Л96:
Трубка ДПТТ 5x0,20 НД Л96 ГОСТ 529-2015
5 Технические требования
5.1 Трубки изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
5.2 Трубки изготовляют из медно-цинкового сплава марки Л96 с химическим составом по ГОСТ 15527.
5.3 По состоянию металла холоднодеформированные трубки изготовляют твердыми.
5.4 Наружная и внутренние поверхности трубок должны быть чистыми, свободными от загрязнений, затрудняющих их осмотр, и не должны иметь раковин, плен, рисок, серповидных полос и пузырей.
На поверхности трубок допускаются отдельные незначительные поверхностные дефекты в виде плен, раковин, рисок, не выводящие трубки за предельные отклонения по размерам при контрольной зачистке.
Допускается от массы партии не более 5% трубок с вмятинами глубиной не более 0,25 мм.
Водяные пятна на поверхности трубок допускаются.
5.5 Трубки поставляют ровно обрезанными с двух сторон. Рез должен быть перпендикулярным к оси трубки и не иметь заусенцев.
5.6 Овальность круглых трубок и отклонение от формы поперечного сечения шестигранных трубок и полутрубок, а также разностенность не должны выводить их размеры за предельные отклонения соответственно по наружным размерам и толщине стенки.
5.7 Кривизна мерных трубок не должна превышать:
0,7 мм - для трубок длиной до 250 мм;
1,0 мм - для трубок длиной св. 250 до 450 мм;
1,5 мм - для трубок длиной св. 450 мм.
Местная кривизна немерных трубок не должна превышать 5 мм на 1 м длины.
Общая кривизна немерных трубок не должна превышать произведения предельной местной кривизны 1 м на длину трубки в метрах.
По требованию потребителя местная кривизна немерных трубок не должна превышать 3 мм на 1 м длины.
5.8 Временное сопротивление для круглых трубок диаметром 10 мм должно быть 470,4-568,4 МПа (48-58 кгс/мм), для трубок остальных размеров - 392-588 МПа (40-60 кгс/мм
).
5.9 Трубки должны быть герметичными.
6 Правила приемки
6.1 Трубки принимают партиями. Партия должна состоять из трубок одного размера и быть оформлена одним документом о качестве, содержащим:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- юридический адрес изготовителя и/или продавца;
- условное обозначение трубок;
- номер партии;
- массу нетто партии;
- количество мест.
Масса партии должна быть не более 70 кг.
Допускается оформлять один документ о качестве для нескольких партий трубок, отгружаемых одновременно одному потребителю.
6.2 Проверке наружной поверхности подвергают каждую трубку партии.
Проверке внутренней поверхности мерных трубок подвергают каждую трубку. Для проверки внутренней поверхности немерных трубок отбирают пять трубок от партии.
6.3 Для испытания на герметичность и для проверки массы 1 м трубки отбирают 2 кг трубок от партии.
6.4 Для контроля наружных размеров и толщины стенки отбирают пять трубок от партии.
6.5 Для контроля длины и кривизны отбирают 1 кг трубок от партии.
6.6 Временное сопротивление материала трубок проверяют периодически не реже двух раз в год на двух трубках от партии.
6.7 Для определения химического состава материала трубок от партии отбирают по две трубки.
Изготовителю разрешается проводить проверку химического состава на пробах, взятых от расплавленного металла.
6.8 При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей по нему проводят повторные испытания на удвоенной выборке, взятой от той же партии.
Результаты повторных испытаний распространяют на всю партию.
6.9 Допускается по согласованию изготовителя с потребителем применять статистические методы контроля механических свойств и кривизны.
7 Методы контроля и испытаний
7.1 Качество поверхности трубок проверяют осмотром без применения увеличительных приборов.
Осмотр внутренней поверхности трубок проводят путем просмотра их на световой экран.
Осмотр внутренней поверхности немерных трубок проводят на отрезках длиной 250 мм.
Для проверки глубины дефектов допускается контрольная зачистка поверхности трубок шлифовальной шкуркой зернистостью не более N 5.
7.2 Контроль наружных размеров и толщины стенки проводят микрометром по ГОСТ 6507. Для контроля толщины стенки от каждой из отобранных трубок отрезают образцы длиной 150 мм и разрезают их вдоль.
7.3 Длину трубок измеряют металлической линейкой по ГОСТ 427 или рулеткой по ГОСТ 7502.
7.4 Кривизну трубок контролируют по ГОСТ 26877 следующим образом. Трубку помещают на горизонтальную плоскость, прикладывают к ней поверочную линейку длиной 1 м по ГОСТ 8026 и с помощью щупа по нормативной документации измеряют максимальное расстояние между линейкой и трубкой.
7.5 Допускается изготовителю проводить контроль размеров трубок другим инструментом, обеспечивающим соответствующую точность измерения.
7.6 Испытание на растяжение трубок для определения временного сопротивления проводят по ГОСТ 10006 на длинных образцах.
От каждой контролируемой трубы отрезают по одному образцу.
Отбор и подготовку образцов для испытания на растяжение проводят по ГОСТ 24047.
7.7 Трубки должны выдерживать испытание на герметичность воздухом давлением не ниже 7 кгс/см (0,686 МПа) с выдержкой под этим давлением не менее 5 с.
Испытание трубок на герметичность проводят сжатым воздухом в ванне, заполненной водой.
Трубки, на поверхности которых появились пузырьки воздуха, считаются не выдержавшими испытание.
7.8 Химический состав материала трубок определяют по ГОСТ 1652.1 - ГОСТ 1652.13, ГОСТ 25086.
От каждой контролируемой трубки отрезают по одному образцу.
Отбор и подготовку образцов для контроля химического состава проводят по ГОСТ 24231.
При возникновении разногласий в оценке качества химический состав трубок определяют по 1652.1* - ГОСТ 1652.13, ГОСТ 25086.
________________
* Вероятно, ошибка оригинала. Следует читать: по ГОСТ 1652.1. - .
7.9 Допускается изготовителю применять другие методы испытаний, обеспечивающие необходимую точность, установленную в настоящем стандарте.
8 Маркировка, упаковка, транспортирование и хранение
8.1 Трубки упаковывают в сплошные деревянные ящики типов I и II по ГОСТ 2991, которые внутри выкладывают оберточной бумагой по ГОСТ 8828.
8.2 Укрупнение грузовых мест в транспортные пакеты проводится в соответствии с требованиями ГОСТ 24597, ГОСТ 26663 и нормативной документации.
8.3 Упаковка продукции, отправляемой в районы Крайнего Севера и приравненные к ним местности, - по ГОСТ 15846, группа "Металлы и металлические изделия".
8.4 В каждый ящик с трубками должен быть вложен или прикреплен металлический, картонный или фанерный ярлык по ГОСТ 14192, на котором указывают:
- товарный знак или наименование и товарный знак предприятия-изготовителя;
- наименование страны-изготовителя;
- условное обозначение трубок;
- номер партии;
- обозначение настоящего стандарта;
- штамп технического контроля или номер контролера.
8.5 Транспортирование трубок осуществляют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Транспортные средства для трубок длиной более 3 м определяют в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
Подготовку грузов к перевозке морским путем проводят в соответствии с ГОСТ 26653.
8.6 Транспортная маркировка грузовых мест - по ГОСТ 14192 с нанесением манипуляционного знака "Беречь от влаги" и дополнительной надписи номера партии в свободном от транспортной маркировки месте. Транспортную маркировку наносят любым способом, предусмотренным ГОСТ 14192.
8.7 Трубки должны храниться в закрытых помещениях в условиях, исключающих механические повреждения трубок, попадание на них влаги и действие активных химических веществ.
8.8 При соблюдении указанных условий транспортирования и хранения потребительские свойства трубок не изменяются.
УДК 697.357-462:006.354 | МКС 77.150.40 |
Ключевые слова: трубки радиаторные из сплава Л96, круглые, шестигранные, полутрубки, холоднодеформированные (тянутые), твердые, мерной и немерной длины, разностенность, кривизна, механические свойства | |
Редакция документа с учетом
изменений и дополнений подготовлена
