ГОСТ 15515-70
Группа В54
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЛЕНТЫ НИКЕЛЕВЫЕ ЭЛЕКТРОЛИЗНЫЕ
Технические условия
Nicel electrolized strips. Specifications
ОКП 18 4230
Срок действия с 01.01.71
до 01.01.94*
_______________________________
* Ограничение срока действия снято
по протоколу N 3-93 Межгосударственного Совета
по стандартизации, метрологии и сертификации
(ИУС N 5-6, 1993 г.). - Примечание "КОДЕКС".
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством цветной металлургии СССР
РАЗРАБОТЧИКИ
В.И.Александрин, канд. техн. наук; С.С.Крашенинников; С.М.Страусов
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Комитета стандартов, мер и измерительных приборов при Совете Министров СССР от 16.02.70 N 167
3. ВВЕДЕН ВПЕРВЫЕ
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
ГОСТ 645-79 | 4.1 |
2.1 | |
4.1 | |
4.1 | |
4.1 | |
3.6 | |
4.1 | |
3.6 | |
4.4 | |
3.6 | |
4.1 | |
4.1 |
5. СРОК ДЕЙСТВИЯ ПРОДЛЕН ДО 01.01.94 Постановлением Комитета по стандартизации и метрологии СССР от 20.11.91 N 1768
6. ПЕРЕИЗДАНИЕ с Изменениями NN 1, 2, 3, утвержденными в ноябре 1977 г., ноябре 1982 г., ноябре 1991 г. (ИУС 1-78, 2-83, 2-92).
Настоящий стандарт распространяется на никелевые электролизные ленты, применяемые в электронной промышленности.
Все требования стандарта являются обязательными.
(Измененная редакция, Изм. N 3).
1. СОРТАМЕНТ
1.1. Толщина лент и предельные отклонения по ней должны соответствовать указанным в табл.1.
Таблица 1
мм
Толщина | Предельные отклонения по толщине |
0,05 | -0,01 |
0,10 | -0,02 |
0,15 | -0,03 |
Примечание. Допускается изготовление лент толщиной до 0,30 мм.
(Измененная редакция, Изм. N 3).
1.2. Ленты изготовляют шириной 550-630 мм с обрезными кромками.
(Измененная редакция, Изм. N 2).
1.3. Длина лент должна быть 2-5 м. Допускается изготовление лент длиной менее 2 м (но не менее 1 м) в количестве не более 20% массы партии.
По требованию потребителя ленты изготовляются длиной более 5 м.
По согласованию изготовителя с потребителем допускается изготовлять ленты длиной менее 1 м, но не менее 0,6 м.
Для лент длиной более 5 м допускаются дефекты поперечного шва от катодной матрицы.
Примечание. Поперечный шов на ленте отмечают краской.
(Измененная редакция, Изм. N 2, 3).
Условные обозначения ленты проставляются по схеме:
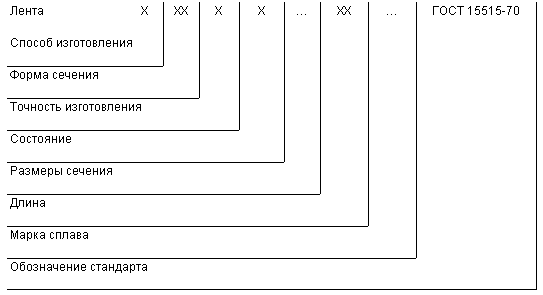
при следующих сокращениях:
способа изготовления: электролизная - Э;
формы сечения: прямоугольная - ПР;
длины: немерная - НД.
Знак "X" ставится вместо отсутствующих данных (кроме обозначения длины).
Пример условного обозначения электролизной ленты прямоугольного сечения, толщиной 0,10 мм, шириной 600 мм, немерной длины, из никеля марки Н-1:
Лента ЭПРХХ 0,10х600 НД Н-1 ГОСТ 15515-70.
(Измененная редакция, Изм. N 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Ленты изготовляют в соответствии с требованиями настоящего стандарта по технологическому регламенту, утвержденному в установленном порядке.
Ленты должны изготовлять из никеля марки Н-1 с химическим составом по ГОСТ 849-70. Массовая доля железа в никеле допускается до 0,025%.
2.2. Ленты должны изготовляться неотожженными.
2.3. Одна сторона лент должна быть гладкой и глянцевой, другая - матовой. На обеих поверхностях не допускается наличие трещин. Допускаются на поверхностях лент незначительные вмятины, царапины и светловины.
Кроме того, допускаются местные потемнения и цвета побежалости, если они исчезают после контрольного отжига. На глянцевой поверхности лент допускается наличие отпечатков от катодной матрицы.
На матовой поверхности лент допускаются единичные дендритные образования.
Качество поверхности лент контролируют по эталонам, согласованным между изготовителем и потребителем.
2.4. Ленты должны выдерживать испытания на отсутствие водородной болезни.
2.1-2.4. (Измененная редакция, Изм. N 2).
2.5. Глубина вытяжки сферической лунки на отожженных образцах лент должна быть не менее 7 мм при радиусе пуансона 10 мм.
2.6. (Исключен, Изм. N 2).
3а. ПРАВИЛА ПРИЕМКИ
3а.1. Ленты принимают партиями. Партия должна состоять из лент одного размера и быть оформлена одним документом о качестве, содержащим:
товарный знак или товарный знак и наименование предприятия-изготовителя;
марку металла;
размер ленты;
номер партии;
массу нетто партии;
гриф "Для электронной промышленности";
обозначение настоящего стандарта.
Масса партии должна быть не более 350 кг.
3а.2. Контролю внешнего вида и размеров должен быть подвергнут каждый рулон.
3а.3. Испытанию на отсутствие водородной болезни и вытяжку сферической лунки подвергают три рулона партии.
3а.4. Для проверки химического состава отбирают два рулона от партии.
3а.5. При получении неудовлетворительных результатов испытаний хотя бы по одному из показателей (кроме внешнего вида и размеров) по нему проводят повторное испытание на удвоенной выборке, взятой от той же партии. Результаты повторных испытаний распространяются на всю партию.
Разд.3а. (Измененная редакция, Изм. N 2, 3).
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Качество поверхности ленты проверяют визуально без применения увеличительных приборов.
3.2. Толщину лент определяют по массе образца размером 40х40 мм с допуском ±0,1 мм. Номинальная и минимальная массы образцов и соответствующие им толщины лент приведены в рекомендуемом приложении. Каждый образец взвешивают отдельно с точностью до 10 мг. Для взвешивания отбирают по три образца от рулона. Два образца отбирают не ближе чем 10 мм от краев ленты и один образец отбирают от середины ленты.
3.3. Для испытания на исчезновение местных потемнений и цветов побежалости отбирают по одному образцу размером 40х40 мм от каждого дефектного участка в рулоне. Образцы отжигают в среде водорода при температуре (900±15) °С в течение 30 мин.
3.4. Для испытания на отсутствие водородной болезни отбирают два образца шириной 60 мм и длиной 100 мм по одному от каждого конца рулона. Образцы отжигают в водороде при температуре (900±15) °С в течение 30 мин. На образцах лент, подвергнутых испытанию на отсутствие водородной болезни, не должно наблюдаться вздутий.
3.5. Для испытания на вытяжку сферической лунки отбирают по одному образцу шириной 90 мм от конца каждого рулона лент. Образцы отжигают в водороде при температуре (900±15) °С в течение 30 мин. Испытания проводят по ГОСТ 10510-80. Допускается проводить испытание в ручном режиме. Результаты испытания определяют на трех лунках каждого образца.
3.6. Химический анализ лент проводят по ГОСТ 13047.1-81-ГОСТ 13047.18-81, ГОСТ 6012-78. При разногласиях в оценке результатов анализа определения проводят по ГОСТ 13047.1-81-ГОСТ 13047.18-81.
Отбор и подготовку проб для определения химического состава проводят по ГОСТ 24231-80.
(Измененная редакция, Изм. N 2).
4. УПАКОВКА, МАРКИРОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Ленты должны быть свернуты в рулоны. Между витками лент прокладывают кабельную безворсную бумагу по ГОСТ 645-79, конденсаторную бумагу по ГОСТ 1908-88 или телефонную бумагу по ГОСТ 3553-87.
Рулоны лент должны быть намотаны на деревянные втулки. В одном рулоне не должно быть более четырех кусков лент. Рулоны лент обертывают парафинированной бумагой по ГОСТ 9569-79 и упаковывают в ящики типов I, II по ГОСТ 2991-85. Масса грузового места не должна превышать 60 кг.
Укрупнение грузовых мест в транспортные пакеты проводят по ГОСТ 26663-85 и ГОСТ 24597-81.
(Измененная редакция, Изм. N 2).
4.2. К каждому рулону лент должен быть прикреплен ярлык с указанием:
а) товарного знака или товарного знака и наименования предприятия-изготовителя;
б) марки металла;
в) размеров лент;
г) номера партии;
д) даты изготовления;
е) обозначения настоящего стандарта.
(Измененная редакция, Изм. N 2).
4.3. В каждый ящик вкладывают упаковочный лист, в котором указывают данные, перечисленные в п.4.2.
4.4. Транспортная маркировка грузовых мест - по ГОСТ 14192-77.
(Измененная редакция, Изм. N 2).
4.5. (Исключен, Изм. N 2).
4.6. Ленты транспортируют транспортом всех видов в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на транспорте данного вида.
(Измененная редакция, Изм. N 2).
4.7. Ленты должны храниться в крытых помещениях. При хранении ленты должны быть защищены от механических повреждений, воздействия влаги и активных химических веществ.
(Измененная редакция, Изм. N 3).
4.8. Потребители обязаны при получении лент выдержать их на складе нераспакованными (в ящиках) не менее трех суток. По истечении этого срока ящики должны быть распакованы и рулоны лент разложены по стеллажам складского помещения.
Запрещается в зимнее время раскрывать ящики на открытом воздухе.
При соблюдении указанных условий хранения потребительские свойства лент при хранении не изменяются.
(Измененная редакция, Изм. N 2, 3).
ПРИЛОЖЕНИЕ
Рекомендуемое
Номинальная и минимальная масса образцов ленты размером
40х40 мм ±0,1 мм в зависимости от толщины
Номинальная масса, кг·10 | Толщина ленты, | Минимальная масса, кг·10 | Толщина ленты, мм |
0,70 | 0,05 | 0,56 | 0,04 |
0,84 | 0,06 | 0,70 | 0,05 |
1,13 | 0,08 | 0,98 | 0,07 |
1,42 | 0,10 | 1,12 | 0,08 |
1,70 | 0,12 | 1,40 | 0,10 |
2,12 | 0,15 | 1,68 | 0,12 |
2,83 | 0,20 | 2,38 | 0,17 |
Примечание. Плотность принята равной 8,8 г/см.
(Измененная редакция, Изм. N 1).
Текст документа сверен по:
Сортамент цветных металлов.
Часть 1. Том 3. Плоский прокат:
Сб. ГОСТов. - М.: Издательство стандартов, 1993
