ГОСТ 13275-87
Группа Э45
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
КАТУШКИ ДЛЯ НАМОТКИ МАГНИТНОЙ ЛЕНТЫ ШИРИНОЙ 6,30 мм
Технические условия
Reels for magnetic tape with a nominal width of 6,30 mm. Specifications
ОКП 23 7954
Дата введения 1989-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством химической промышленности СССР
РАЗРАБОТЧИКИ
А.Н.Чубаров, В.П.Хвастунова, М.П.Веремеенко (руководитель темы), А.Ф.Терещук, Н.А.Новик
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 24.12.87 N 5027
3. Стандарт полностью соответствует международному стандарту МЭК 94/6-85 и СТ СЭВ 4101-83 в части катушек типа II
4. ВЗАМЕН ГОСТ 13275-77
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
3.3.1 | |
1.2.2 | |
3.2 | |
1.6.2 | |
3.2 | |
1.6.1 | |
4.1 | |
1.6.2 | |
4.1 | |
3.2 | |
1.6.2 | |
3.2 | |
3.2 | |
4.1 | |
4.1 | |
1.5.3 | |
4.2 | |
2.6 | |
1.6.2 | |
1.3 | |
4.1 | |
4.1 | |
ГОСТ 24104-88 | 3.2 |
4.1 | |
Вводная часть | |
3.2 |
6. Ограничение срока действия снято по протоколу N 3-93 Межгосударственного Совета по стандартизации, метрологии и сертификации (ИУС 5-6-93)
7. ПЕРЕИЗДАНИЕ (март 1999 г.) с Изменением N 1, утвержденным в феврале 1989 г. (ИУС 5-89)
Настоящий стандарт распространяется на катушки для намотки неперфорированной магнитной ленты шириной 6,30 мм, применяемые в бытовых магнитофонах по ГОСТ 24863 (далее - катушки).
Стандарт не распространяется на катушки, предназначенные для аппаратуры точной магнитной записи.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Основные параметры и размеры
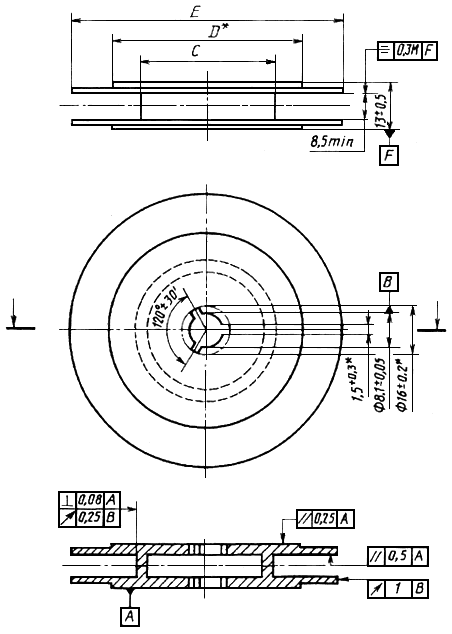
Основные параметры и размеры катушек должны соответствовать указанным в табл.1 и на черт.1.
Таблица 1
Номер катушки | Условный диаметр |
| Момент инерции катушки ( | Масса катушки, г, | ||
7,5 | 75 | 45 | 75 | 75 | 14·10 | 30 |
10 | 100 | 90 | 100 | 40·10 | 50 | |
13 | 130 | 127 | 110·10 | 60 | ||
15 | 150 | 50 | 147 | 200·10 | 80 | |
18 | 180 | 60 | 178 | 450·10 | 110 | |
22 | 220 | 90 | 220 | 800·10 | 140 | |
25 | 250 | 100 | 250 | 1300·10 | 170 | |
27 | 270 | 114 | 266 | 1500·10 | 200 |
Примечания:
1. Предельные отклонения размеров и
- ±1 мм.
2. Ширину (13±0,5) мм необходимо соблюдать внутри диаметра . Ширина вне диаметра
может быть равной или меньшей размера внутри диаметра
.
________________
* Размер обеспечен инструментом.
Черт.1
Примечание. Чертеж не определяет конструкцию.
Ориентировочная емкость катушек дана в приложении (табл.3).
Пример условного обозначения катушки N 18 желтого цвета с индексом конструктивного исполнения 8:
Катушка 18 желтая 8 ГОСТ 13275-87
Примечание. Индекс конструктивного исполнения присваивает головная организация по катушкам в зависимости от конструктивных особенностей катушки и применяемого для ее изготовления материала.
(Измененная редакция, Изм. N 1).
1.2. Характеристика
1.2.1. Катушки следует изготовлять в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
1.2.2. По внешнему виду и качеству отделки катушки должны соответствовать образцам-эталонам, утвержденным в соответствии с требованиями ГОСТ 15.009.
1.2.3. Поверхности катушек должны быть чистыми, гладкими и ровными. Трещины, раковины не допускаются.
При матировании или другом виде декорирования наружной поверхности щек не должны нарушаться основные параметры и размеры катушки, установленные настоящим стандартом.
1.2.4. Конструкция катушки должна обеспечивать удобную заправку магнитных лент на сердечнике.
1.2.5. В щеках катушки из непрозрачных материалов должны быть предусмотрены окна.
1.2.6. Катушки должны выдерживать климатические воздействия, указанные в табл.2.
Таблица 2
Вид испытаний | Воздействующий фактор | Испытательный режим |
1. Теплоустойчивость | Рабочая температура, °С | 45±2 |
Продолжительность, ч | 4 | |
Предельная температура, °С | 50±2 | |
Продолжительность, ч | 2 | |
Выдержка в нормальных климатических условиях, ч, не менее | 6 | |
2. Холодоустойчивость | Рабочая температура, °С | -(10±2) |
Продолжительность, ч | 4 | |
Предельная температура, °С | -(40±2) | |
Продолжительность, ч | 2 | |
Выдержка в нормальных климатических условиях, ч, не менее | 6 | |
3. Влагоустойчивость | Относительная влажность, % | 93±2 |
Температура, °С | 25±2 | |
Продолжительность, ч | 48 | |
Выдержка в нормальных климатических условиях, ч, не менее | 6 |
1.3. Требования к материалам
Катушки должны быть изготовлены из полистирола по ГОСТ 20282 или ударопрочного сополимера МСП по НТД.
(Измененная редакция, Изм. N 1).
1.4. Комплектность
Катушки поставляют в индивидуальных коробках.
В каждый ящик с катушками должен быть вложен документ с указанием:
- наименования или товарного знака предприятия-изготовителя;
- отметки о приемке катушек техническим контролером предприятия-изготовителя;
- условного обозначения катушек;
- даты выпуска (год и месяц);
- числа катушек в ящике.
1.5. Маркировка
1.5.1. На наружной поверхности обеих щек катушки должны быть отчетливо нанесены:
- товарный знак предприятия-изготовителя;
- цифра 1 или цифра I на одной щеке катушки, цифра 2 или цифра II на другой щеке.
Примечание. Маркировочные знаки, наносимые на плоскость катушки, не должны нарушать размер (13±0,5) мм.
1.5.2. На индивидуальной коробке должны быть нанесены:
- наименование или товарный знак предприятия-изготовителя;
- условное обозначение катушки;
- дата выпуска (год и месяц);
- инструкция по хранению и эксплуатации.
На коробке должно быть свободное место для надписей, относящихся к магнитной ленте и записи на ней.
1.5.3. Транспортная маркировка грузовых мест должна соответствовать ГОСТ 14192 и содержать:
- основные, дополнительные и информационные надписи;
- манипуляционные знаки "Хрупкое. Осторожно" и "Верх".
Допускается наносить маркировку, содержащую:
- наименование продукции;
- номера катушек;
- цвета катушек;
- число катушек в ящике;
- номер партии;
- дату выпуска.
1.6. Упаковка
1.6.1. Каждая катушка должна быть вложена в индивидуальную коробку из картона по ГОСТ 7933 марки А или Б толщиной не менее 0,6 мм.
Коробка должна соответствовать образцу коробки конкретного типа, утвержденному в установленном порядке.
Допускается использовать коробки из пластмассы, картона по ГОСТ 7933 марки А или "Хром-эрзац" толщиной не менее 0,4 мм с вложенными кольцами жесткости.
В катушки N 18, 22, 25 и 27 должно быть вложено кольцо жесткости диаметром не менее 150 мм, изготовленное из картона или пластмассы. Ширина кольца должна быть не более максимального расстояния между щеками катушки и удерживаться в ней за счет трения.
Примечание. Катушки, поставляемые в комплекте с магнитофоном, допускается транспортировать без индивидуальных коробок при соблюдении условий транспортирования и хранения, установленных настоящим стандартом.
1.6.2. Катушки, вложенные в индивидуальные коробки, должны быть упакованы в плотные дощатые или фанерные ящики по ГОСТ 18573, ГОСТ 10350 или ГОСТ 13360, выложенные изнутри парафинированной бумагой по ГОСТ 9569*, подпергаментом по ГОСТ 1760 или полиэтиленовой пленкой по ГОСТ 10354 или другой пленкой по нормативно-технической документации, утвержденной в установленном порядке.
________________
* На территории Российской Федерации действует ГОСТ 9569-2006. - .
В ящик необходимо упаковывать катушки одного номера.
Масса (брутто) не должна превышать 30 кг.
(Измененная редакция, Изм. N 1).
1.6.3. Катушки должны быть упакованы в тару так, чтобы исключить при транспортировании их взаимное перемещение, механическое повреждение и деформацию.
2. ПРИЕМКА
2.1. Для проверки соответствия катушек требованиям настоящего стандарта предприятие-изготовитель проводит приемо-сдаточные, периодические и типовые испытания.
2.2. Катушки для приемки представляют партиями. Партией считают число катушек, изготовленных одной сменой, в одних и тех же производственных условиях (материалы, процессы, оборудование), по одной и той же конструкторской и технологической документации.
2.3. При наличии на предприятии-изготовителе Государственной приемки испытания проводят по НТД.
2.4. Предъявительские испытания проводит ОТК с целью контроля катушек на соответствие требованиям настоящего стандарта и определения готовности партии катушек для предъявления Государственной приемке.
2.5. (Исключен, Изм. N 1).
2.6. Приемо-сдаточные испытания должны проводиться по показателям и требованиям, установленным в пп.1.1, 1.2.2, 1.2.3, 1.2.5, 1.3 и 1.5.1.
Приемо-сдаточным испытаниям необходимо подвергать 0,5% партии, но не менее 10 катушек.
Выборку проводят методом случайного отбора по ГОСТ 18321 "Вслепую".
При получении неудовлетворительных результатов испытаний хотя бы по одному показателю партию возвращают с указанием причин забракования для анализа и устранения дефектов. Повторные испытания партии проводят на удвоенной выборке в объеме приемо-сдаточных испытаний.
При отрицательных результатах повторных испытаний партию бракуют и расформировывают. Испытания и приемку катушек приостанавливают до реализации мероприятий по устранению причин брака.
2.7. Периодическим испытаниям подвергают катушки, прошедшие приемо-сдаточные испытания, с периодичностью, достаточной для обеспечения качества катушек, но не реже раза в год.
Периодические испытания проводят на соответствие всем требованиям настоящего стандарта.
Испытаниям подвергают образцы в количестве 0,5% партии, но не менее 10 катушек, прошедших приемо-сдаточные испытания, а на соответствие требованиям пп.1.4, 1.5.2, 1.5.3, 1.6 - не менее ящика катушек от партии, отправляемой в один адрес.
При получении неудовлетворительных результатов периодических испытаний хотя бы по одному показателю отгрузку катушек приостанавливают до выяснения возникновения причин брака. После выяснения причин брака и устранения дефектов проводят повторные периодические испытания в полном объеме на удвоенном числе образцов. При получении положительных результатов повторных испытаний приемку и отгрузку возобновляют.
2.8. Типовые испытания проводят в случае внесения изменений в конструкцию или технологию изготовления катушки.
Объем и порядок проведения типовых испытаний устанавливают совместным решением предприятия-изготовителя и Государственной приемки.
2.9. Образцы, подвергшиеся периодическим и типовым испытаниям, отгрузке потребителю не подлежат.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Условия испытаний
Все испытания катушек, за исключением оговоренных особо, проводят при температуре окружающего воздуха (25±10) °С, относительной влажности (65±15)% и атмосферном давлении 86-106 кПа.
3.2. Аппаратура и оборудование
Индикатор типа ИЧ02, класс 1 по ГОСТ 577.
Рычажно-зубчатый индикатор типа ИРБ по ГОСТ 5584 с измерительным усилием не более 0,196 Н.
Прибор ПБ-500М для проверки изделий на биение в центрах, отвечающий требованиям:
диаметр контролируемого изделия, мм, не более | 266 |
расстояние между центрами, мм, не менее | 500 |
высота центров, мм | 160 |
погрешность прибора с индикатором, мм, не более | 0,015. |
Измерительная головка типа 10ИГП по ГОСТ 28798.
Плоский измерительный наконечник типа НГП-5, класса 2 по ГОСТ 11007.
Стойка типа С-1 по ГОСТ 10197.
Поверочная плита 2-1-630x400 по ГОСТ 10905.
Плоская стеклянная пластина типа ПИ-100 класса 2 по НТД.
Коническая оправка, обеспечивающая точность измерения не ниже 0,25 мм, - по рабочим чертежам, утвержденным в установленном порядке.
Приспособление для установки катушки без зазора между базовой поверхностью катушки и опорной поверхностью диаметром приспособления, обеспечивающее точность измерения не ниже 0,5 мм - по рабочим чертежам, утвержденным в установленном порядке.
Специальный измерительный стержень длиной не менее 90 мм, обеспечивающий точность измерения не ниже 0,08 мм, - по рабочим чертежам, утвержденным в установленном порядке;
Измерительный столик диаметром , обеспечивающий точность измерения не ниже 0,08 мм, - по рабочим чертежам, утвержденным в установленном порядке.
Комплексные калибры, обеспечивающие точность измерения не ниже 0,3 мм, - по рабочим чертежам, утвержденным в установленном порядке.
Весы лабораторные общего назначения 4-го класса точности по ГОСТ 24104* с наибольшим пределом взвешивания 500 г;
________________
* На территории Российской Федерации действует ГОСТ 24104-2001. - .
Камера тепла. Полезная вместимость камеры тепла должна быть не менее чем в 1,5 раза больше суммарного объема всех одновременно испытуемых катушек. Диапазон температуры - от температуры окружающей среды до (55±2) °С. Скорость изменения температуры 1,5-2,0 °С в минуту.
Камера холода. Полезная вместимость камеры холода должна быть не менее чем в 1,5 раза больше суммарного объема всех одновременно испытуемых катушек. Диапазон температуры - от температуры окружающей среды до минус (40±2) °С. Скорость изменения температуры в камере 1,5-3,0 °С в минуту.
Камера влаги. Полезная вместимость камеры влаги должна быть не менее чем в 2 раза больше суммарного объема всех одновременно испытуемых катушек. Камера должна обеспечивать относительную влажность (93±2)% при температуре (25±2) °С. Скорость изменения влажности в камере 0,25-0,50% в минуту.
(Измененная редакция, Изм. N 1).
3.3. Проведение испытаний
3.3.1. Проверку на соответствие требованиям пп.1.1, 1.2.1-1.2.5 и 1.3 проводят визуально, сличением с чертежами, измерением основных размеров любым измерительным инструментом с погрешностью измерения, не превышающей установленную ГОСТ 8.051.
При измерении углов погрешность средств измерения не должна превышать 35% значения допуска на проверяемый угол.
3.3.2. Момент инерции катушек проверяют при их разработке или изменении конструкции методом расчета по методике, утвержденной в установленном порядке.
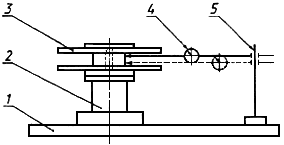
3.3.3. Радиальное биение необходимо проверять прибором для проверки изделий на биение в центрах с использованием индикатора типа ИЧ02, имеющего плоский измерительный наконечник, и конической оправки. Погрешность метода не более 25% значения допуска радиального биения.
Проверяемую катушку устанавливают на коническую оправку, которую закрепляют в центре прибора (черт.2). Закрепленный на стойке прибора индикатор измерительным наконечником устанавливают на контролируемую поверхность катушки. Плавно вращая катушку вокруг оси, снимают максимальное и минимальное показания. Разность между показаниями индикатора не должна превышать допуска на радиальное биение.

1 - прибор ПБ-500М; 2 - стойка прибора; 3 - индикатор ИЧ02; 4 - катушка; 5 - коническая оправка
Черт.2
Проводят не менее 3 измерений. За результат принимают среднеарифметическое 3 измерений.
Измерение радиального биения поверхности диаметром необходимо проводить на обеих щеках катушки.
3.3.4. Отклонение от параллельности внутренних поверхностей щек катушек необходимо проверять прибором для проверки изделий на биение в центрах с использованием рычажно-зубчатого индикатора типа ИРБ и приспособления для установки катушек.
Погрешность метода не более 25% значения допуска параллельности внутренних поверхностей щек катушки.
Проверяемую катушку закрепляют на приспособлении без зазора между базовой поверхностью катушки и опорной поверхностью приспособления. Приспособление с катушкой закрепляют в центрах прибора (черт.3). Закрепленный на стойке прибора индикатор измерительным рычагом устанавливают на внутреннюю поверхность щеки катушки на расстоянии не более 10 мм от края. Плавно вращая катушку вокруг оси, находят точку наибольшего перемещения измерительного рычага индикатора. Затем снимают показание индикатора в диаметрально противоположной точке. Разность показаний не должна превышать допустимого отклонения от параллельности.

1 - прибор ПБ-500М; 2 - стойка прибора; 3 - индикатор ИРБ; 4 - катушка; 5 - гайка; 6 - приспособление
Черт.3
Проводят не менее 3 измерений. За результат принимают среднеарифметическое 3 измерений.
Измерения необходимо проводить на обеих щеках катушки.
3.3.5. Отклонение от перпендикулярности необходимо проверять на измерительном столике при помощи индикатора типа ИЧ02 со специальным измерительным стержнем, стойки типа С-1 и поверочной плиты, на которой устанавливают указанные приспособления.
Погрешность метода не более 25% значения допуска перпендикулярности.
Проверяемую катушку устанавливают на измерительном столике (черт.4). Закрепленный на стойке индикатор измерительным стержнем подводят к контролируемой поверхности на минимальном расстоянии от плоскости щеки. Измерение следует проводить путем перемещения измерительного стержня вдоль оси катушки по образующей проверяемой поверхности. Снимают максимальное и минимальное показания индикатора. Разность показаний не должна превышать допускаемого отклонения от перпендикулярности. При перемещении измерительный стержень не должен касаться плоскости щеки.
1 - поверочная плита; 2 - измерительный столик; 3 - катушка; 4 - индикатор ИЧ02; 5 - стойка С-1
Черт.4
Измерения повторяют 3 раза через каждые 120°. За результат принимают среднеарифметическое 3 измерений.
3.3.6. Отклонение от параллельности опорных поверхностей в пределах диаметра необходимо проверять на измерительном столике при помощи плоскопараллельной пластины, измерительной головки с измерительным наконечником, стойки и поверочной плиты, на которой устанавливают указанные приспособления.
Погрешность метода не более 25% значения допуска параллельности опорных поверхностей катушки.
Проверяемую катушку с пластиной устанавливают на измерительном столике (черт.5). Закрепленную на стойке измерительную головку измерительным наконечником подводят к поверхности пластины. Плавно вращая катушку вокруг оси, находят точку наибольшего перемещения измерительного наконечника. Затем снимают показание головки в диаметрально противоположной точке. Разность показаний не должна превышать допускаемого отклонения от параллельности.

1 - поверочная плита; 2 - измерительный столик; 3 - катушка; 4 - плоскопараллельная пластина ПИ-100; 5 - измерительная головка 10ИГП; 6 - стойка С-1
Черт.5
Проводят не менее 3 измерений. За результат принимают среднеарифметическое 3 измерений.
3.3.7. Отклонение от симметричности внутренних поверхностей щек катушек необходимо проверять комплексными калибрами. Проверяемая катушка не должна удерживаться на проходной стороне комплексного калибра под собственным весом.
Конструкция комплексного калибра должна соответствовать рабочему чертежу на катушку конкретного типа.
Погрешность метода - не более 25% значения допуска симметричности внутренних поверхностей щек катушки.
3.3.8. Проверку катушек на соответствие требованиям п.1.2.4 проводят опробированием.
3.3.9. Массу катушек проверяют взвешиванием.
3.3.10. Испытание на теплоустойчивость производят следующим образом.
Катушки размещают в камере тепла, после чего температуру в ней повышают до (45±2) °С. В этом режиме катушки выдерживают в течение 4 ч. Затем температуру в камере повышают до (50±2) °С и выдерживают катушки при этой температуре в течение 2 ч, после чего катушки извлекают из камеры тепла и выдерживают в нормальных климатических условиях в течение 6 ч и проверяют по п.3.3.13.
3.3.11. Испытание на холодоустойчивость проводят следующим образом.
Катушки размещают в камере холода, температуру понижают до минус (10±2) °С и выдерживают в течение 4 ч.
Катушки вынимают из камеры и через 10 мин проводят проверку параметров, указанных в п.3.3.13. Затем температуру в камере понижают до минус (40±2) °С и выдерживают катушку при этой температуре в течение 2 ч. После этого температуру в камере постепенно повышают до нормальной со скоростью не более 3 °С в минуту. Катушки извлекают из камеры и выдерживают в нормальных климатических условиях в течение 6 ч и проверяют по п.3.3.13.
3.3.12. Испытание на влагоустойчивость проводят следующим образом.
Катушки размещают в камере влажности, устанавливают температуру (25±2) °С. Через 2 ч после достижения заданной температуры относительную влажность в камере повышают до (93±2)% и в заданном режиме катушки выдерживают в течение 48 ч. Затем катушки извлекают из камеры влажности и выдерживают в нормальных климатических условиях в течение 6 ч и проверяют по п.3.3.13.
3.3.13. После проведения климатических испытаний катушки проверяют на соответствие требованиям п.1.2.3, проверяют допуск радиального биения, отклонение от параллельности внутренних поверхностей щек, отклонение от перпендикулярности, отклонение от параллельности опорных поверхностей в пределах диаметра и отклонение от симметричности внутренних поверхностей щек.
Катушки считают выдержавшими испытания, если в результате осмотра не обнаружено повреждений и параметры соответствуют нормам, установленным для нормальных климатических условий.
Допускаются отклонения от допуска радиального биения поверхности диаметром , параллельности и симметричности внутренних поверхностей щек катушек не более чем на 20%, допуска радиального биения и перпендикулярности поверхностей диаметром
, а также параллельности опорных поверхностей в пределах диаметра
не более чем на 10%.
3.3.14. При использовании других средств контроля погрешность измерения не должна превышать указанной в настоящем стандарте.
(Введен дополнительно, Изм. N 1).
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Катушки допускается перевозить транспортом любого вида в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующими на транспорте каждого вида.
Укрупнение грузовых мест в транспортные пакеты - по НТД.
Средства пакетирования - ящичные поддоны по ГОСТ 9570 или плоские поддоны по ГОСТ 9557.
Средства скрепления ящиков в транспортные пакеты - по ГОСТ 21650.
Масса и размеры пакетов - по ГОСТ 24597.
При транспортировании в контейнерах катушки, находящиеся в индивидуальных коробках, допускается упаковывать в ящики из гофрированного картона по ГОСТ 22852, ГОСТ 13511* или ГОСТ 13841.
________________
* На территории Российской Федерации действует ГОСТ 13511-2006. - .
(Измененная редакция, Изм. N 1).
4.2. Упаковка и транспортирование катушек, направляемых в районы Крайнего Севера и труднодоступные районы, - по ГОСТ 15846* (позиция 53).
________________
* На территории Российской Федерации действует ГОСТ 15846-2002. - .
4.3. Катушки следует хранить при температуре окружающего воздуха от 5 до 35 °С и относительной влажности воздуха не более 80% в помещениях, не содержащих паров кислот, щелочей и других веществ, вредно влияющих на катушки, на расстоянии не менее 1 м от отопительных приборов. Катушки должны быть защищены от прямого воздействия солнечных лучей.
4.4. Коробки с катушками необходимо хранить в положении "на торец".
Катушки не должны подвергаться воздействию механических нагрузок.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель гарантирует соответствие катушек требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации, установленных технической документацией на магнитофоны.
5.2. Гарантийный срок хранения катушек - 3 года с даты их изготовления.
Гарантийный срок эксплуатации катушек - 3 года с даты их ввода в эксплуатацию или со дня продажи через торговую розничную сеть.
ПРИЛОЖЕНИЕ
Справочное
ОРИЕНТИРОВОЧНАЯ ЕМКОСТЬ КАТУШЕК
Таблица 3
Номер катушки | Емкость катушки, м, при толщине магнитной ленты, мкм | ||
34 | 27 | 18 | |
7,5 | 75 | 100 | 150 |
10 | 150 | 180 | 300 |
13 | 270 | 365 | 550 |
15 | 375 | 510 | 760 |
18 | 525 | 755 | 1130 |
22 | 750 | 1060 | 1600 |
25 | 1130 | 1440 | 2120 |
27 | 1260 | 1530 | 2560 |
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1999
