ГОСТ Р ИСО 16100-1-2012
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Системы промышленной автоматизации и интеграция
ПРОФИЛИРОВАНИЕ ВОЗМОЖНОСТИ ИНТЕРОПЕРАБЕЛЬНОСТИ ПРОМЫШЛЕННЫХ ПРОГРАММНЫХ СРЕДСТВ
Часть 1
Структура
Industrial automation systems and integration. Manufacturing software capability profiling for interoperability. Part 1. Framework
ОКС 25.040.01
Дата введения 2014-01-01
Предисловие
1 ПОДГОТОВЛЕН Автономной некоммерческой организацией "Международная академия менеджмента и качества бизнеса" на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 100 "Стратегический и инновационный менеджмент"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 29 ноября 2012 г. N 1709-ст
4 Настоящий стандарт идентичен международному стандарту ИСО 16100-1:2009* "Системы промышленной автоматизации и интеграция. Профилирование возможности интероперабельности промышленных программных средств. Часть 1. Структура" (ISO 16100-1:2009 "Industrial automation systems and integration - Manufacturing software capability profiling for interoperability - Part 1: Framework", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
При применении настоящего стандарта рекомендуется использовать вместо ссылочных международных стандартов соответствующие им национальные стандарты, сведения о которых приведены в дополнительном приложении ДА
5 ВВЕДЕН ВЗАМЕН ГОСТ Р ИСО 16100-1-2010
6 ПЕРЕИЗДАНИЕ. Март 2020 г.
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Комплекс стандартов ИСО 16100 устанавливает модель производственной информации, которая определяет требования к интерфейсу программных изделий. При наличии точно выраженных требований стандартные интерфейсы могут быть легче и быстрее разработаны с помощью языка описания интерфейсов (IDL-lnterface Definition Language) или подходящего языка программирования, например Java или C++. Стандартные интерфейсы должны обеспечить функциональную совместимость промышленного программного инструментария (модулей или систем).
Унифицированный язык моделирования UML (Unified Modeling Language) использован в настоящем стандарте для моделирования стандартных интерфейсов. Также модель производственной информации может быть применена для разработки схемы базы данных совместного доступа с помощью, например, языка XML (Extensible Markup Language).
Различные отрасли промышленности, например машиностроительная, аэрокосмическая, станкостроительная и др., в которых интенсивно используются автоматизированное проектирование (CAD), автоматизированное производство (CAM), числовое программное управление (NC), автоматизированное конструирование (CAE), менеджмент технологических данных выпускаемой продукции (PDM), автоматизированная система управления производственными процессами (MES), имеют значительные преимущества в результате применения комплекса стандартов ИСО 16100.
Требования к интерфейсу программных изделий, установленные в комплексе стандартов ИСО 16100, облегчают разработку:
a) взаимодействующих проектных и производственных средств программного обеспечения, способствующих сокращению времени разработки изделия;
b) нового программного инструментария, который может быть легко интегрирован в современные технологии, что расширяет возможности выбора на рынке сбыта;
c) нового прикладного программного обеспечения, приводящего к уменьшению капиталовложений, расходуемых на замену устаревших систем;
d) интерфейсов программирования и схем баз данных, обеспечивающих экономию за счет того, что отпадает необходимость разрабатывать собственные интерфейсы для двухточечной интеграции программного обеспечения.
В итоге снижается стоимость менеджмента информации об изделии и производстве, а также себестоимость продукции.
Комплекс стандартов ИСО 16100 обеспечивает интеграцию производственного программного обеспечения путем предоставления:
a) стандартных технических условий для интерфейса, которые позволяют обмениваться информацией между программными устройствами в промышленных автоматических системах, разработанных разными разработчиками;
b) профилирования возможностей программного обеспечения с использованием стандартизованного метода, что позволяет пользователям выбирать программные устройства, удовлетворяющие функциональным требованиям;
c) возможностей проведения аттестационных испытаний, которые гарантируют целостность интеграции программного обеспечения.
Комплекс стандартов ИСО 16100 состоит из шести частей. В первой части установлена структура возможности интероперабельности пакета производственного программного обеспечения, используемого в производственной области, и его интеграции для решения прикладных задач производства. Во второй части определена методология конструирования профилей возможностей производственного программного обеспечения. Вторая часть также включает в себя методы создания профилей возможностей производственного программного обеспечения, а также использования на стадии разработки прикладных задач производства. В третьей части установлена спецификация протокола интерфейса и шаблоны для разных областей производственного применения. В четвертой части описаны концепции и правила оценки согласованности всех частей, входящих в комплекс стандартов ИСО 16100. В пятой части установлена методология сопоставления профилей с использованием множественных структур класса возможностей. В шестой части определяются службы и функции интерфейса для сопоставления профилей, основанных на множественных структурах класса возможностей.
Комплекс стандартов ИСО 16100 разработан Техническим комитетом ISO/TC 184 "Системы промышленной автоматизации и интеграция", Подкомитетом SC 5, "Архитектура, коммуникации и структуры интеграции".
Комплекс стандартов ИСО 16100 имеет общий заголовок "Системы промышленной автоматизации и интеграция. Профилирование возможности взаимодействия промышленных программных средств" и включает в себя следующие части:
- часть 1. Структура;
- часть 2. Методология профилирования;
- часть 3. Службы интерфейса, протоколы и шаблоны возможностей;
- часть 4. Методы аттестационных испытаний, критерии и отчеты;
- часть 5. Методология согласования конфигураций профилей с помощью многоцелевых структур классов;
- часть 6. Службы интерфейса и протоколы сочетания профилей с использованием множества структур класса возможностей.
1 Область применения
Настоящий стандарт определяет возможности интероперабельности программных средств, используемых на производстве и облегчающих интеграцию программ для решения прикладных задач производства (см. приложение А). Настоящий стандарт распространяется на модели информационного обмена, программные объектные модели, интерфейсы, сервисы, протоколы, профили возможностей интероперабельности и методы аттестационных испытаний.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты. Для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения).
ISO 15745-1, Industrial automation systems and integration - Open systems application integration framework - Part 1: Generic reference description (Системы промышленной автоматизации и интеграция. Прикладная интеграционная среда открытых систем. Часть 1. Общее эталонное описание)
ISO 16100 (all parts). Industrial automation systems and integration - Manufacturing software capability profiling for interoperability [Системы промышленной автоматизации и интеграция. Профилирование возможности интероперабельности промышленных программных средств (все части)]
3 Термины и определения
В настоящем стандарте использованы следующие термины с соответствующими определениями:
3.1 перспективное планирование (advanced planning): Планирование производства на промежутки времени, измеряемые в месяцах или годах, с помощью модели ограничений, имеющих отношение как к материалам, так и к производительности.
Примечание - В некоторых случаях система планирования включает главный производственный график, определение требований к материалам и планирование загрузки производственных мощностей.
3.2 накладная, ведомость материалов/спецификация материалов (bill of materials; BOM): Перечень промышленных деталей, которые планируется изготавливать на предприятии.
Примечание - Для каждой детали перечень включает номер детали, ее описание, количество и т.д. Перечень промышленных деталей является промышленной версией структуры изделия, известной как "натурная конфигурация".
3.3 автоматизированное проектирование/менеджмент данных об изделии (computer-aided design/ product data management; CAD/PDM): Компьютерные системы, предназначенные для проектирования изделия, моделирования и разработки, управления данными об изделии и менеджмента данных технологического процесса.
3.4 возможность (capability): Совокупность функций и сервисов программного обеспечения, а также набор критериев для оценки качества функционирования поставщика возможностей.
Примечание - Это определение отличается от текста в ИСО 15531-1 и ИСО 19439, где возможность определяется как качество способности выполнять заданную функцию. Общее определение возможности см. в МЭК 62264-1.
3.5 профилирование возможности (capability profiling): Выбор набора предложенных сервисов, определенных особым интерфейсом в рамках структуры возможности интероперабельности программных средств разных поставщиков.
3.6 автоматизированное планирование (технологического) процесса/автоматизированное производство (computer-aided process planning/computer-aided manufacturing; САРР/САМ): Компьютерные системы, которые используются для планирования (технологического) процесса и программирования станков с ЧПУ (числовым программным управлением).
3.7 контроллер (controller): Гибридные программно-аппаратные системы, предназначенные для использования в управляющих машинах.
Пример - Распределенная система управления (DCS), программируемые логические контроллеры (PLC), контроллер числового программного управления (NC), системы диспетчерского управления и сбора данных (системы SCADA).
3.8 сбор данных (data collection): Сбор информации об изделии, о расчете времени, персонале, партии изделий и других критических объектах с целью обеспечения своевременного управления производством.
3.9 проектные знания (design knowledge): Правила и логика, используемые проектировщиком с целью решения проблем проектирования, включая способы проектирования и реализации.
Примечание - Многие различные виды проектных знаний используются в разных проектных видах деятельности, например, сведения о декомпозиции, назначении, консолидации и оптимизации.
3.10 проектная модель (design pattern): Знание о том, как конвертировать технические условия (производственные возможности) в практические формы (модель возможностей).
3.11 планирование ресурсов предприятия (enterprise resource planning; ERP): Функция планирования, которая включает в себя учет движения материально-производственных запасов, калькуляцию себестоимости, операции по выполнению заказов и отслеживание ресурсов.
Примечание 1 - Методология планирования использует планирование потребности в материальных ресурсах и объемно-календарный план производства для расчета потребности в материалах и для выработки рекомендаций по реализации заказов на пополнение запасов в тех случаях, когда сроки платежей и реальная потребность в материалах не совпадают.
Примечание 2 - Альтернативное определение планирования ресурсов предприятия можно найти в ИСО 15531-1.
3.12 рабочая машина (machine tool): Производственный ресурс определенного класса оборудования, связанный с механизмом, который дает возможность осуществлять машинную обработку.
3.13 внедрение в производство (manufacturing application): Набор мероприятий (процесс или его часть) в рамках сферы производственной деятельности предприятия, объединенных между собой для достижения определенной цели или роли объекта.
3.14 система организации производства (manufacturing execution system; MES): Система, предназначенная для производства необходимых изделий или оказания необходимых услуг, включающая в себя контроль качества, управление документооборотом, внутризаводское диспетчерское управление, отслеживание незавершенного производственного процесса, контроль соблюдения операционной технологической карты, протоколирование производственного процесса, управление ресурсами и исправлением бракованных изделий, контрольно-измерительные процедуры и сбор данных.
Примечание - Группа по менеджменту объектов определяет информационную часть системы организации производства как систему, которая предоставляет информацию, позволяющую "оптимизировать производственные процессы от момента размещения заказа до момента получения готовой продукции. Используя текущие и точные данные, система организации производства направляет, инициирует, реагирует и фиксирует действия предприятия по мере их возникновения. В результате этого быстрая реакция на изменяющиеся условия вместе с акцентированием внимания на снижение неприбыльных действий является драйвером эффективных операций и процессов на заводе. Система ориентирована на возврат задействованных активов, а также своевременную поставку, оборачиваемость складских запасов, валовую прибыль и движение оборотных средств. Система предоставляет критически важную деловую информацию о производственной деятельности в целом по предприятию и всей сети поставщиков через двухстороннюю связь".
3.15 интероперабельность производственного программного обеспечения (manufacturing software interoperability): Способность делиться и обмениваться информацией, используя обычные синтаксис и семантику для достижения специализированной взаимосвязи через обычный интерфейс.
3.16 производственное программное обеспечение (manufacturing software): Тип ресурса программного обеспечения в рамках автоматической системы, который имеет значение для производства (например, CAD/PDM) за счет интеграции данных в работу потока управления и передачи информации между компонентами автоматической системы, вовлеченными в производственный процесс, и другими ресурсами предприятия, а также между предприятиями в цепочке снабжения или спроса.
Примечание - CAD/PDM является примером производственного программного обеспечения.
3.17 компонент производственного программного обеспечения (manufacturing software component): Класс ресурса производственного программного обеспечения, предназначенного поддерживать выполнение частной производственной задачи.
3.18 единица, модуль производственного программного обеспечения (manufacturing software unit): Класс ресурса программного обеспечения, состоящего из одного или более компонентов производственного программного обеспечения, выполняющего определенную функцию в рамках производственной деятельности, одновременным поддерживанием механизма обмена общей информацией с другими единицами.
Примечание - Единица программного обеспечения может быть смоделирована, используя язык UML в качестве объекта программного обеспечения.
3.19 производственная система (manufacturing system): Система, координируемая особой информационной моделью, обеспечивающей поддержку выполнения технологических процессов и управление этими процессами, с использованием потока информации, материалов и энергии на предприятии-изготовителе.
3.20 возможность производственного программного обеспечения (manufacturing software capability): Совокупность функций и сервисов в сравнении с критериями оценки функционирования при заданном наборе производственных условий.
Примечание - Случаи использования и связанные сценарии, вовлекающие возможности производственного программного обеспечения, смотрите в приложении C.
3.21 профиль возможности производственного программного обеспечения (manufacturing software capability profile): Краткое представление возможности производственного программного обеспечения соответствовать требованиям применения на производстве.
3.22 менеджмент данных о продукции (product data management; PDM): Менеджмент централизованной базы данных, которая позволяет авторизованным пользователям в пределах всей компании иметь доступ и вносить корректировки в информацию о выпускаемой в данный момент продукции.
Примечание - Группа по менеджменту объектов определяет систему менеджмента данных об изделии как инструмент программного обеспечения, который управляет технической информацией, поддерживает менеджмент конфигураций изделия и менеджмент процесса технологической разработки изделия. Техническая информация включает в себя как объекты базы данных, так и объекты "документа" - массивы информации, хранящейся в файлах, которые являются недоступными для системы PDM. Такая информация может быть связана с конкретными изделиями, или конструкцией конкретных изделий, или чаще всего с семейством продуктов, производственными процессами или с самими процессами разработки. Поддержка процесса разработки обычно включает в себя менеджмент поточной обработки заданий и концепции технических корректировок и уведомлений. Во многих производственных организациях PDM является центральной базой данных технической информации, используемой при разработке продукции.
3.23 архитектура программного обеспечения (software architecture): Основная организация системы программного обеспечения, воплощенная в ее компоненты, их взаимоотношения друг с другом и с окружающей средой, а также принципы, определяющие проектирование и развитие этой системы.
[IEEE 1471-2000]
3.24 программная среда (software environment): Производственные ресурсы в рамках вычислительной системы, влияющие на операционные аспекты единицы производственного программного обеспечения.
Примечание - Программная среда может включать другие системы, которые взаимодействуют с системой, представляющей интерес, либо прямо через интерфейсы, либо косвенно другими путями. Окружающая среда устанавливает границы, которые определяют область применения системы, представляющей интерес, относительно других систем.
3.25 планирование цепи снабжения (supply chain planning): Использование информационных технологий для обращения к вопросам планирования и проблемам материально-технического обеспечения на разных уровнях и глубинах детализации с использованием моделей для производственной линии, предприятия-изготовителя или полной цепи поставок.
Примечание - Планирование цепи снабжения может быть использовано для синхронизации производства, балансировки ограничений на основе целей, включающих своевременную доставку, незавершенное минимальное производство и максимальный доход.
4 Сокращения
В настоящем стандарте использованы следующие сокращения:
MTO | - Материально-техническое обеспечение; |
AGV | - Автоматическое управляемое средство транспортировки (Automated Guided Vehicle); |
APT | - Автоматическое программируемое средство (инструмент) (Automated Programmed Tool); |
BOM | - Ведомость (спецификация, накладная) материалов (Bill of Materials); |
CAD | - Автоматизированное проектирование (Computer Aided Design); |
CAM | - Автоматизированное производство (Computer Aided Manufacturing); |
САРР | - Планирование автоматизированного технологического процесса (Computer Aided Process Planning); |
ERP | - Планирование ресурсов предприятия (Enterprise Resource Planning); |
MES | - Система организации производства (Manufacturing Execution System); |
NC | - Числовое программное управление (Numerical Control); |
PDM | - Менеджмент данных о продукции (Product Data Management); |
SCM | - Менеджмент цепи поставок (Supply Chain Management); |
SCADA | - Системы диспетчерского управления и сбора данных (Supervisory Control and Data Acquisition); |
SQC | - Статистический контроль качества (Statistical Quality control); |
XML | - Расширяемый язык разметки XML (для создания страниц) (eXtensible Markup Language); |
UML | - Унифицированный язык моделирования (United Modeling Language). |
5 Применение на производстве
5.1 Структура применения ссылок
Структура возможности интероперабельности производственного программного обеспечения базируется на более общей структуре возможности интероперабельности с целью ее применения на производстве. Структура применения возможности интероперабельности, подробно описанная в ИСО 15745-1, является основой для интегрирования архитектуры системы управления и автоматизации в рамках архитектуры применения на производстве.
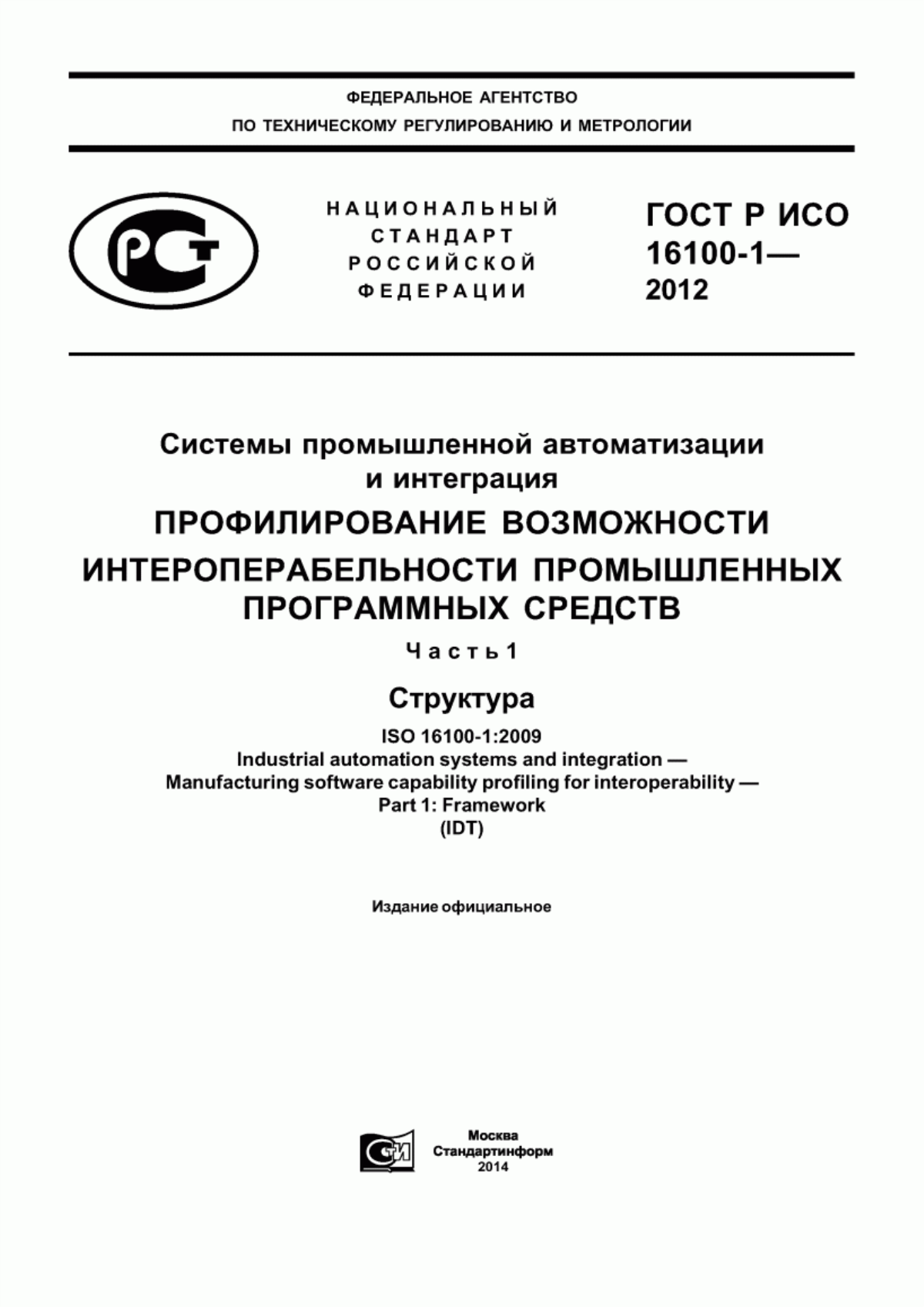
Интегрированное применение на производстве должно быть смоделировано в виде комбинации набора производственных ресурсов и совокупности единиц (элементов) информации, у которых структура данных, семантика и линия поведения могут использоваться совместно и обмениваться между производственными ресурсами, как показано на рисунке 1. Производственными ресурсами являются коммуникационные сети, устройства, программное обеспечение, оборудование, материал и персонал, необходимые для того, чтобы поддерживать технологические процессы и обмен информацией, необходимой для применения.
В этой модели интеграции применения разные элементы модели совместно и согласованно используют интерфейсы, материал, энергию и информацию. Производственные технологические процессы могут быть связаны между собой, если функции, выполняемые разными элементами модели, могут взаимодействовать друг с другом. Если единицы программного обеспечения выполняют только некоторые из этих функций, то необходимо, чтобы программные единицы были способны к интероперабельности с другими элементами и между собой.
|
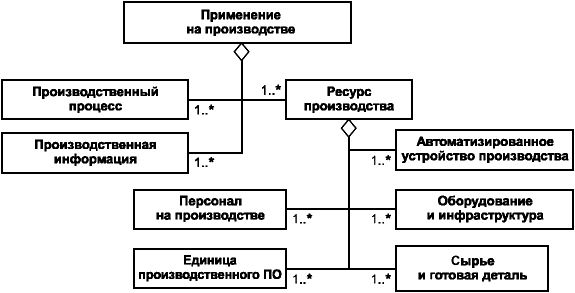
Рисунок 1 - Диаграмма класса частичной модели применения на производстве
Примечание - Элементы на рисунке представляют классы объектов. Линиями обозначены связи между объектами, каждая из которых играет две роли (по одной в каждом направлении). По желанию заказчика каждое направление может быть обозначено. Роли являются однозначными ("один к одному"), если не указано иное. Роль может иметь множественность, например, роль с меткой "1..*" используется для обозначения критерия "много" (many), как в ассоциации "один ко многим" или "многие ко многим". Ромб на конце линии связи обозначает часть взаимоотношения. Темный ромб на конце линии связи обозначает взаимоотношение агрегирования композиции. Например, применение на производстве включает в себя производственный процесс, производственную информацию и ресурсы производства (см. ИСО/МЭК 19501-1).
5.2 Производственный домен
Производственный домен, включающий в себя дискретное, групповое и непрерывное управление, охватывает различные отрасли производства. Автоматическое производство является примером производства, использующего дискретное управление; фармацевтическое производство - примером производства, использующего групповое управление; нефтехимическое производство - примером производства, использующего непрерывное управление. Для производственного программного обеспечения интерфейс между системами менеджмента предприятия и системами управления на уровне цеха характеризуется таким же способом, независимо от того, являются ли системы управления дискретными, групповыми или непрерывными. Управляющая логика программы системы управления характеризуется так же, независимо от того, является ли система дискретной, групповой или непрерывной.
Даже если производственный домен может быть применен во многих отраслях производства, взаимоотношения между компаниями этих отраслей быстро изменяются в результате появления на рынке новых разработок в инфраструктуре информационных технологий, как и в случае с системами менеджмента цепи поставок. Комплекс стандартов ИСО 16100 устанавливает целевой промышленный домен с целью включения производственной операции и управляющей деятельности (дискретной, групповой, непрерывной) и деятельности, связанной с проектированием производственного процесса, как показано на рисунке 2.
|
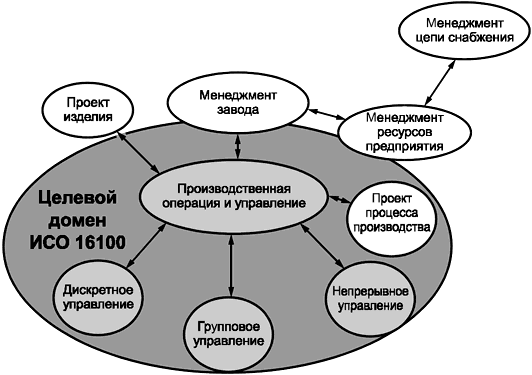
Рисунок 2 - Целевой домен согласно ИСО 16100
Примечание - Затемненный участок ограничивает область производственного домена в ИСО 16100.
5.3 Производственные технологические процессы
Производственный технологический процесс должен быть смоделирован в виде набора действий, которые осуществляются в специфической последовательности. Каждое действие должно быть связано с набором функций, выполняемых согласно расписанию или запускаемых совокупностью событий.
Функции, связанные с производственным процессом, должны рассматриваться по мере их выполнения, учитывая имеющиеся производственные ресурсы. Производственные ресурсы должны рассматриваться с целью выбора и конфигурирования, чтобы поддерживать материал, информацию и потоки энергии, необходимые для заданной последовательности производственных действий, связанных с технологическим процессом.
Если производственный процесс должен кооперироваться и координироваться с другим процессом, то соответствующие функции этих взаимодействующих процессов рассматривают на их способность к кооперации и координации друг с другом. Такая ситуация требует, чтобы функции кооперации и координации удовлетворяли общей совокупности критериев и набору условий для возможности их интероперабельности.
5.4 Производственные ресурсы
Производственные ресурсы, необходимые для применения на производстве, должны быть организованы на основе типового потока, подлежащего управлению и поддержке в соответствии с технологическим процессом. Такими ресурсами являются материал, управление, информация или поток энергии. Совокупность объединенных потоков может быть использована для того, чтобы представлять интегрированное производственное применение или архитектуру производственной системы.
Совокупность интегрированных производственных ресурсов образует архитектуру производственной системы, которая соответствует требованиям к их применению на производстве. Производственные ресурсы, включая единицы производственного программного обеспечения, должны предусматривать функции, связанные с технологическими процессами.
Объединенные возможности разных единиц (модулей) программного обеспечения в соответствующей операционной среде обеспечивают необходимую функциональность для управления и осуществления текущего контроля технологических процессов в соответствии с планом производства и выделенными ресурсами.
Операционная среда должна контролировать необходимые производственные ресурсы с помощью соответствующего набора единиц программного обеспечения. Производственные ресурсы включают в себя обработку данных, хранение, интерфейс пользователя, обмен информацией и периферийные устройства, а также программное обеспечение других систем, необходимое для работы единиц программного обеспечения.
5.5 Производственная информация
Совокупность информационных структур должна определять инфраструктуру знаний, обеспечивающих возможность управления разными типами потоков на производстве. Информационные структуры должны включать в себя данные об изделии, процессе и оборудовании.
Единицы производственного программного обеспечения являются первичными средствами, обеспечивающими преобразование и поддерживание информационных структур.
6 Структура возможности интероперабельности производственного программного обеспечения
6.1 Возможность интероперабельности единицы производственного программного обеспечения
В рамках применения на производстве единицу производственного программного обеспечения рассматривают в отношении ее способности выполнять специфический набор функций, определенных архитектурой производственной системы. При выполнении набора функций единица производственного программного обеспечения взаимодействует и осуществляет транзакции (групповые операции) с другими единицами производственного программного обеспечения.
Функции, выполняемые каждой единицей программного обеспечения, должны характеризоваться архитектурой применения на производстве. Обмен информацией между единицами программного обеспечения должен обеспечивать возможность скоординированного выполнения производственных функций.
Интероперабельность программного обеспечения комплекса производственных действий должна характеризоваться интероперабельностью единиц программного обеспечения, которые связаны с каждым производственным действием.
Структура интероперабельности программного обеспечения состоит из совокупности элементов и правил, характеризующих способность единиц программного обеспечения поддерживать требования к применению на производстве. Способность поддерживать эти требования должна охватывать способность единицы программного обеспечения обеспечивать обмен данными с другими единицами программного обеспечения, работающими в той же самой или в разных производственных системах, используемых на производстве.
Структура возможности интероперабельности программных изделий должна базироваться на следующих аспектах:
a) синтаксисе и семантике, совместно используемых всеми единицами производственного программного обеспечения;
b) функциональных взаимоотношениях единиц производственного программного обеспечения;
c) сервисах, интерфейсах и протоколах, предусматриваемых единицами производственного программного обеспечения;
d) способности обеспечивать профилирование возможностей единиц производственного программного обеспечения.
Элементы структуры должны состоять из ролей, действий и артефактов, связанных с логическими объектами программного обеспечения, при взаимодействии с технологическим процессом, информацией или ресурсами. Правила структуры должны устанавливать требования к взаимоотношениям, шаблонам и утверждениям о соответствии, которые необходимы для построения класса возможностей (в соответствии с ИСО 16100-2), профильного класса (в соответствии с ИСО 16100-2), а также класса компонентов (в соответствии с ИСО 16100-3).
Организация, взаимоотношения и задачи единицы программного обеспечения и его компонентов должны быть выражены в показателях элементов структуры и правил согласно ИСО 16100-3.
Взаимоотношения между аспектами структуры возможности интероперабельности программных продуктов и производной структуры, полученной из структуры возможности интероперабельности и характерной для конкретного применения, показаны на рисунке 3.
|
Рисунок 3 - Взаимоотношения аспектов возможности интероперабельности программного обеспечения
6.2 Функциональные взаимоотношения между единицами производственного программного обеспечения
Производственный домен (см. рисунок 2) может использовать одну или более единиц системного программного обеспечения, которые взаимодействуют с помощью специального интерфейса/протокола для выполнения одной производственной функции в этом домене. Это реализуется в операционной среде программного обеспечения специальной компьютерной системы в виде одного из компонентов производственных ресурсов в соответствии с шаблоном проектирования специфического программного обеспечения, имеет особое назначение и наоборот, одна единица программного обеспечения может выполнять одну или более производственных функций, которые могут совместно взаимодействовать друг с другом с целью выполнения, управления, осуществления текущего контроля или организации частной производственной деятельности. Серия действий может быть проведена в особой последовательности для завершения технологического процесса. На рисунке 4 изображены классы единицы программного обеспечения, ее окружение и связи.
В этой структуре последовательность и график выполняемых функций устанавливаются последовательностью и графиком действий, которые составляют особый технологический процесс. Единицы производственного программного обеспечения, обеспечивающие выполнение этих функций, рассматривают с целью выполнения данных функций в соответствии с требуемой последовательностью и графиком.
Возможность взаимодействия технологических процессов должна быть представлена в показателях интероперабельности функций друг с другом, что в свою очередь необходимо рассматривать в показателях возможности интероперабельности производственных ресурсов, включая единицы производственного программного обеспечения. Примеры информационного потока между операциями проектирования, планирования производства и исполнительной деятельности приведены в приложении B.
Модель единицы программного обеспечения должна представлять собой совокупность программных компонентов, предназначенных для выполнения определенной производственной функции. Каждая единица программного обеспечения должна быть представлена на унифицированном языке моделирования (UML) в виде объекта.
Единица программного обеспечения должна предоставлять служебный интерфейс для использования ее конфигурации, выполнения и поддержки.
Способность единицы программного обеспечения выполнять производственную функцию должна включать в себя набор сервисов, доступных с ее интерфейса. Способность единицы программного обеспечения должна быть кратко указана в профиле возможностей, описание которого приводят на языке XML.
|
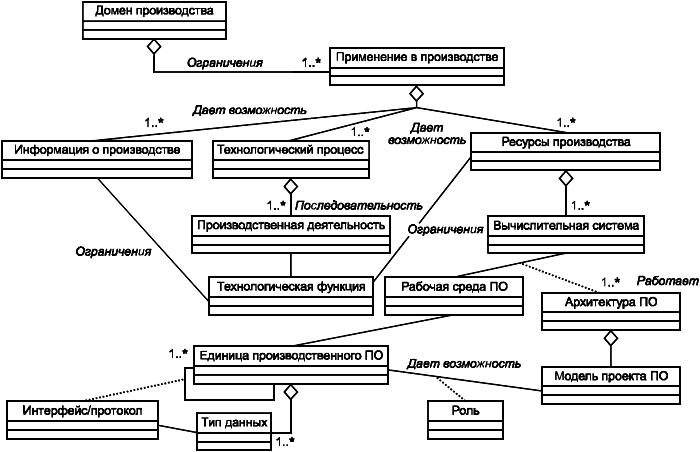
Рисунок 4 - Диаграмма классов единицы программного обеспечения, ее окружения и связи в рамках применения на производстве
Последовательность и распределение интервалов времени производственной деятельности устанавливают заданные критерии для возможности интероперабельности связанного пакета единиц производственного программного обеспечения.
Требования к информационным структурам, включенным или указанным в качестве ссылок в профиле возможностей, установлены в ИСО 16100-2.
6.3 Сервисы, интерфейсы и протоколы
Модель единицы производственного программного обеспечения должна представлять собой совокупность программных компонентов, предназначенных для выполнения определенной производственной функции.
Единицы производственного программного обеспечения должны взаимодействовать друг с другом для поддержки производственной деятельности, в то время как сервисы, запрошенные более ранней производственной деятельностью, могут быть обеспечены более поздней деятельностью с использованием этой же операционной среды.
Требования к сервисам, интерфейсам и протоколам установлены в ИСО 16100-3.
6.4 Профилирование возможностей единицы производственного программного обеспечения
Краткое определение возможности единицы производственного программного обеспечения должно быть выражено с помощью профиля возможностей. Профиль возможностей должен включать в себя класс производственной деятельности, выполняемую функцию программного обеспечения, критерии применения на производстве, ресурсные условия или конфигурации (возможности, которые предоставляет программа), единицы измерения, наименование предприятия - изготовителя единицы программного обеспечения, данные для обмена, сервисный интерфейс и соответствующие условия работы.
Пример - Класс производственной деятельности: управление производством.
Функции программного обеспечения: составление графика, операция, текущий контроль, составление отчетов, аварийная сигнализация.
Критерии применения на производстве: завершенность, своевременность, точность.
Ресурсные условия или конфигурации: периферийные устройства операционной системы, сети, драйверы, мониторинг управления работой.
Единицы измерения: среднее время безотказной работы, средняя наработка до ремонта, число специалистов, выполняющих ремонтные работы (с указанием их мастерства).
Наименование предприятия - изготовителя единицы программного обеспечения: RSI Enterprise Batch.
В профиле должен быть приведен минимальный уровень информации, представленной на языке XML, чтобы обращаться к случаям, приведенным в приложении C.
Требования к структуре, синтаксису и таксономии профилей возможностей производственного программного обеспечения установлены в ИСО 16100-3.
7 Соответствие
Концепции и правила для оценки соответствия профилей возможностей определяются в ИСО 16100-4.
Приложение A
(справочное)
Эталонная модель производственного применения
A.1 Модель производственного предприятия
A.1.1 Домены деятельности
Технологические процессы в рамках производственного предприятия могут быть представлены как совокупность действий (см. рисунок A.1). Число доменов и названия различаются от одной модели предприятия к другой. В настоящем стандарте использованы ссылки на классы доменов, определенные для эталонной архитектуры производственного предприятия (см. ИСО 15704:2000, пункт B.3).
|
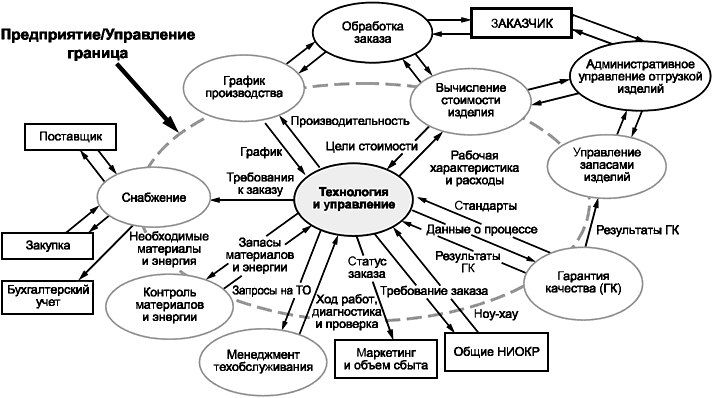
Рисунок А.1 - Схема деятельности частичной модели применения на производстве
Примечание - Рисунок см. в МЭК 62264-1.
Домены деятельности предприятия могут быть организованы в иерархическом порядке, в котором домен деятельности "Управление производством" (Production Control) и его поддомены могут быть размещены на уровне 3 и ниже, в то время как все другие домены деятельности могут быть размещены на уровне 4 и выше. Иерархическое расположение доменов обеспечивает более детальную обработку требований к технологическому процессу согласно рисунку A.2, на котором изображено иерархическое расположение доменов предприятия. Результатом иерархического расположения доменов могут быть различные группировки в случае, если целевой домен является некоторой деятельностью, отличающейся от управления производством.
Классы функций, которые предполагается использовать для определения возможностей производственного программного обеспечения, могут быть указаны в виде показателей следующих характеристик:
a) тип родовой деятельности;
b) категория домена (поддомена);
c) тип потока, поддерживаемый используемым технологическим процессом.
Поскольку различные предприятия используют разные наименования (имена) функций в доменах своей деятельности и эти домены могут иметь разные функциональные границы, сами функции могут отличаться по их входным и выходным параметрам, а также операциям технологической обработки. Функции в пределах каждого поддомена могут быть пронумерованы и на эти функции ссылаются, чтобы различать описания возможностей производственного программного обеспечения.
|
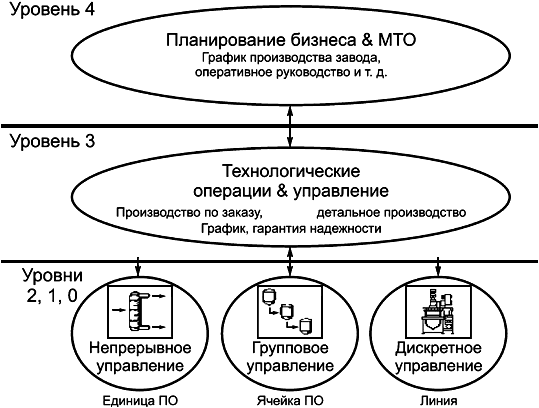
Рисунок A.2 - Иерархическое расположение доменов предприятия
Примечание - Рисунок, адаптированный из МЭК 62264-1.
A.1.2 Уровень планирования бизнеса и материально-техническое обеспечение
Домены деятельности на уровне планирования производства и сбыта продукции могут быть сгруппированы следующим образом:
a) закупки, материально-техническое обеспечение (снабжение) и калькуляция стоимости изделий;
b) график производства, управление ресурсами и гарантия качества;
c) менеджмент и управление потоками энергии и материала;
d) маркетинг и объем продаж, обработка заказов, менеджмент отгрузки продукции;
e) корпоративные сервисы, например бухгалтерский учет, людские ресурсы, научно-исследовательские и опытно-конструкторские работы, поддержка информационных технологий, соблюдение законодательства, стандартизация и торговля.
A.1.3 Менеджмент взаимоотношения с заказчиком
Домен деятельности по управлению взаимоотношениями с заказчиком включает в себя такие функции, как, например, маркетинг управления объемом продаж, партнерство, поддержка интегратора, обработка заказов и другие функции координации.
Поддомен деятельности интегрированной электронной торговли (Integrated e-Commerce) охватывает такие функции, как электронный обмен данными, Web-подача заказа, электронные витрины для предпринимателя и заказчика.
А.2 Корпоративные сервисы
Поддомен деятельности по бухгалтерскому учету (Accounting) включает в себя такие функции, как ведение общей бухгалтерской книги и чековой книжки, дебиторские задолженности, валютный менеджмент, снижение стоимости активов и поддержку других финансовых сделок.
Котировочный и оценочный (Quoting and Estimating) поддомен включает в себя такие функции, как стандартные маршрутно-технологические карты продукции, контроль эффективности труда и контроль расходов цеха.
Домен деятельности по управлению трудовыми ресурсами (Human Resource Management) включает в себя такие функции, как расчет заработной платы, поддержка трудовых ресурсов, расчет часов работы сотрудников, поддержка организационной структуры, работа с заявителями, сохранение состава и обучение служащих, работающих по найму.
A.3 Управление материалом и энергией
Поддомен деятельности в области планирования и контроля материалоресурсов и энергозатрат (Material and Energy Planning and Control) включает в себя такие функции, как подготовка спецификации на материал, обработка заказов на изделие, составление графика работ и планирование потребностей в материалах.
Поддомен менеджмента перспективных материалов (Advanced Materials Management) включает в себя такие функции, как разрешение на вторичные материалы, перспективное распределение, менеджмент серийной партии, отгрузка и запрос котировок цены.
Поддомен планирования требований к производительности (Capacity Requirements Planning) включает в себя такие функции, как учет производственных расходов и калькуляция себестоимости стандартной продукции.
Поддомен деятельности в сфере распределения (Distribution) включает в себя такие функции, как управление запасами, ввод данных о заказе, заказ на поставку и получение, перемещение и транспортировка, упаковка и маркировка изделий для целей распределения.
A.4 Помощь специалистов
Домен деятельности по поддержке инжиниринга (Engineering Support) включает в себя такие функции, как проектирование изделия, разработка технологического процесса, сборка изделия и техническая поддержка, например, в случае изменения технической спецификации.
А.5 Уровень технологических операций и управления
Домен производственного контроля (Production Control) на уровне технологических операций и управления может быть разделен на ряд поддоменов деятельности. Эти поддомены могут быть организованы в соответствии с производственной миссией (задачей): поставка на склад, выполнение заказа, сборка по заказу и операции смешанного вида.
Поддомены специфической деятельности - это управление операциями (Operations control), планирование операций (Operations planning), административное управление активами (Asset management), управление техническим обслуживанием (Maintenance management) и техническая поддержка процессов (Process Support engineering). Эти виды деятельности изображены на рисунке A.3.
|

Рисунок A.3 - Композиция домена управления производством (Production Control)
Примечание - Рисунок адаптирован из МЭК 62264-1.
А.6 Эталонная модель домена управления производством
В данном разделе установлены требования к эталонной модели совокупности всех функциональных действий на промышленном предприятии, на которые ссылается настоящая структура интероперабельности. Другие эталонные модели промышленного предприятия могут иметь другую функциональную структуру, однако эталонная совокупность функций, определенная в настоящем стандарте, может быть отображена и в других функциональных структурах.
Совокупность производственных действий, входящих в домен управления производством (Production Control), включает в себя следующие:
a) проектирование изделия;
b) разработка технологического процесса;
c) планирование ресурсов предприятия;
d) приобретение ресурсов;
e) выполнение производственных заказов;
f) управление работой оборудования и технологическими процессами;
g) работы на стадии производства.
Эти действия, за исключением указанных в перечислении g), рассмотрены в приложении В в виде диаграмм деятельности, показывающих функции деятельности предприятия и последовательность его функционирования. Подробное описание действий, указанных в перечислениях a) и e), приведено в приложении В. Подробное описание действий, указанных в перечислениях f) и g), может быть изложено с использованием тех же самых условных обозначений для составления диаграммы деятельности (см. B.1). Для деятельности, указанной в перечислении g), необходимы данные, полученные в результате действий, указанных в перечислениях от a) до f).
Приложение B
(справочное)
Примеры эталонной модели производственной деятельности
Рисунки, приведенные в настоящем приложении, частично соответствуют методологии моделирования IDEFO, приведенной в стандарте IEEE 1320.1, который описывает язык моделирования, поддерживающего метод IDEFO для разработки графического представления системы или предметной области. Физическая конструкция моделей IDEFO представляет функции, функциональные взаимоотношения, а также физические и информационные объекты, необходимые для данных взаимоотношений. Модель IDEFO состоит из иерархического ряда диаграмм с дополнительным поясняющим материалом, представляющим постепенно нарастающие уровни детализации, характеризующие функции и их интерфейсы в рамках контекста системы.
Основными компонентами языка IDEFO являются блоки и стрелки. Блок моделирует деятельность, которая может быть разбита на совокупность вспомогательных действий. Деятельность принимает входные данные с помощью некоторого механизма, а затем под воздействием определенных средств управления преобразует входные данные в выходные. Название деятельности определяется активным глаголом или глагольной фразой. Деятельность обозначена шифром, начинающимся с буквы "А", расположенным внизу правого угла блока. Стрелка, присоединенная к левой стороне блока, представляет входные данные, т.е. условия, которые должны быть удовлетворены для того, чтобы деятельность приводила к правильному выходу. Стрелка снизу представляет данные механизма, т.е. средства, необходимые для осуществления деятельности. Стрелка справа представляет выходные данные, т.е. то, что произведено в результате деятельности.
Для элементов, представленных на эталонных моделях производственной деятельности на рисунках B.1-B.18, приведены пояснения в таблице B.1.
|
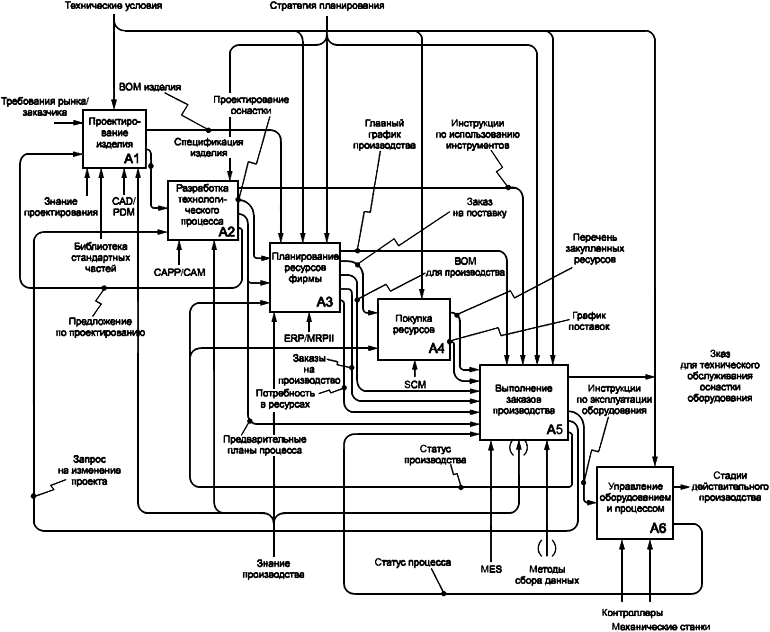
Рисунок B.1 - Разработка изделий
N | Деятельность | Описание |
А1 | Проектирование изделия | Техническое проектирование изделия включает функциональные требования, разработку концепций построения системы, проектирование вариантов конструкции, детальное проектирование, анализ проектирования и спецификацию/ перечень материалов. |
А2 | Разработка технологического процесса | Формирование плана производственного процесса и альтернативных планов. Технология производственного процесса включает выбор процесса, планирование операции, технологический маршрут обрабатываемой детали, создание программы управления оборудованием/устройством. Эта деятельность обеспечивает проектную и обрабатываемую информацию для планирования ресурсов в основном направлении и производственное исполнение. |
A3 | Планирование ресурсов фирмы (предприятия) | Анализ частей (деталей) и принятие решений об изготовлении/покупке всех частей. Разработка бизнес-плана и графика для приобретения необходимых ресурсов и/или выпуска изделия для продажи. Ресурсы фирмы включают материал, готовые детали, оборудование и квалифицированных специалистов. Функция планирования ресурсов фирмы включает административное управление финансами и заказами, производство и планирование материалов, график основного производства, планирование требований к производительности и определение работ. Она также включает планирование процесса деловых отношений и спецификацию требуемых ресурсов. |
А4 | Покупка ресурсов | Закупка ресурсов на основе соответствующего плана от поставщиков для соответствия графику производства. Эту деятельность поддерживает менеджмент цепи поставок, который включает распределение, материально-техническое обеспечение, управление перевозками и перспективное планирование. |
А5 | Выполнение заказов производства | На основе плана производства и графика выполнения промышленных заказов в производственном помещении для изготовления готовых товаров. Эта деятельность включает начало, управление и отчет о производственных действиях. |
А6 | Управление оборудованием и процессом | Использование предварительно запрограммированных инструкций, управление и осуществление текущего контроля за работой оборудования и процессов в реальном времени. Эта деятельность обычно вовлекает распределенное числовое программное управление, программируемый логический контроль и сбор данных на уровне предприятия или цеха. |
Описание других элементов на рисунке B.1 приведено в таблице B.1.
|
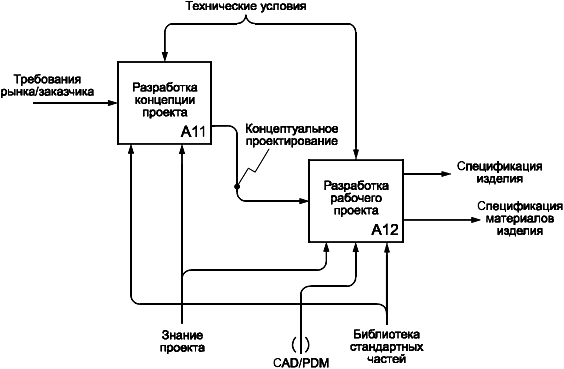
Рисунок В.2 - Проектирование изделия
N | Деятельность | Описание |
А11 | Разработка концепции проекта | Процесс принятия решения, в результате которого создаются концепции изделия. Концепция включает требования к изделию, функции, линии поведения, форму, возможные материалы, структуру и ограничения. |
А12 | Разработка рабочего проекта | Процесс принятия решения, в результате которого создается подробная конфигурация, топология, определяются размеры, допустимые отклонения, чистовые отделки поверхностей, твердость поверхностей и спецификация материалов изделия. |
Описание других элементов на рисунке B.2 приведено в таблице B.1.
|
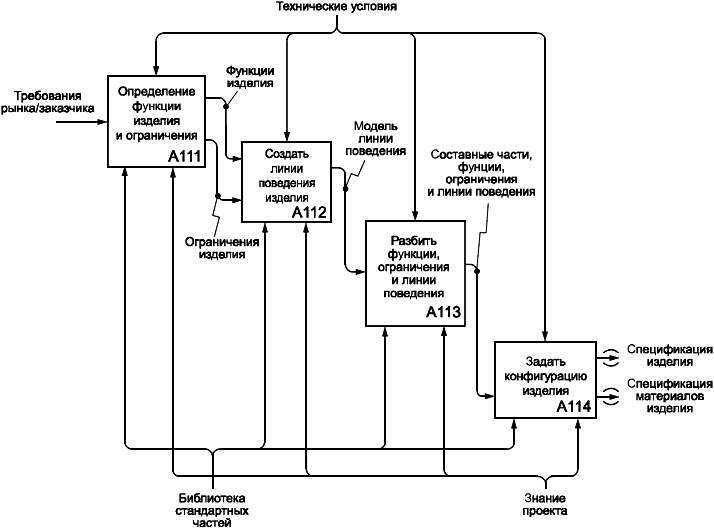
Рисунок B.3 - Разработка концептуального проекта
N | Деятельность | Описание |
А111 | Определить функции изделия и ограничения | Эта деятельность определяет функции изделия и ограничения на основе технических требований. |
А112 | Создать линии поведения изделия | Эта деятельность создает линии поведения изделия на основе функций и ограничений изделия. |
А113 | Разбить функции, ограничения и линии поведения на составные части | Эта деятельность позволяет разбить (разложить) функции на подфункции, ограничения на субограничения и линии поведения на сублинии поведения так, что каждая часть, субблок и изделие в сборе имеют свои собственные функции, ограничения и линии поведения. |
А114 | Задать конфигурацию изделия | Эта деятельность задает форму и структуру изделия на основе разбитых на части функций, ограничений и линий поведения. Конфигурация изделия включает компоненты и взаимоотношения между этими компонентами. |
Описание других элементов на рисунке B.3 приведено в таблице B.1.
|
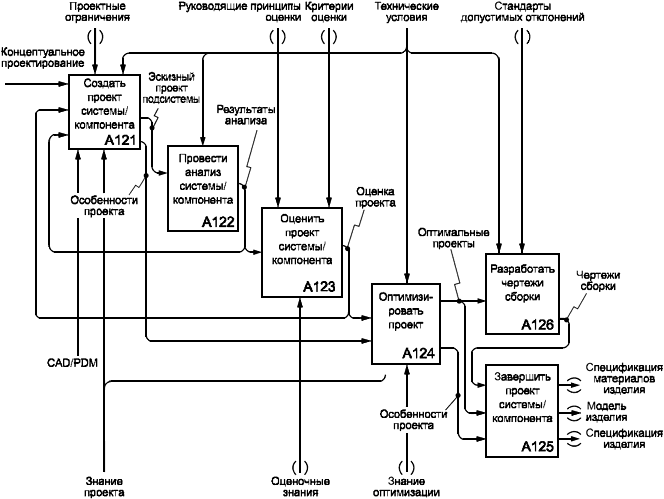
Рисунок B.4 - Деятельность по разработке рабочего проекта
N | Деятельность | Описание |
А121 | Проектирование системы/ | Каждый компонент (или устройство) детализируется по конфигурации и материалам (с информацией обо всех допустимых отклонениях) для того, чтобы изделие могло быть изготовлено. В некоторых случаях разработка рабочего проекта вовлекает идентификацию групповой технологии, т.е. свойств компонента, используемых, при выполнении проектной классификации, для того, чтобы можно было идентифицировать подобные проекты на основе твердых знаний предшествующих проектов. Этот процесс является повторяющимся, модифицированным по результатам анализа и оценки в зависимости от изменений компоновки и интерфейса и запросов об изменениях, поступающих в ходе производственных технологических действий |
А122 | Анализ системы/ | Выполнить технический анализ характеристик и поведения компонентов и подсистем. Установить и определить величину отклика спроектированной системы на внешние и внутренние сигналы (например, воздействие силы). Допускается использование математической и визуальной имитации |
А123 | Оценка проекта системы/ | Установить степень соответствия проекта функциональным и рабочим техническим условиям и определить, насколько он удовлетворяет другим качественным ограничениям, включая стоимость. Ускоренная разработка прототипов может быть сделана для того, чтобы сделать механические и этические оценки. Нисходящая технологическая обратная связь становится частью оценки |
А124 | Оптимизация проектов | Создать грубую математическую модель системы и оптимизировать взаимосвязанные проектные параметры с использованием различных математических/технических способов |
А125 | Завершить проект системы/ | Создать и одобрить для выпуска версию изделия, состоящую из рабочего комплекта проектных чертежей и технических условий компонентов, например, таких как функция, конфигурация, чистовая отделка, технологические примечания, узлы в сборе и примечания по сборке. Отметим, что по мере обработки запросов на изменение, альтернативы к проекту появляются во многих местах и окончательное завершение дает последующую версию. Важным является тот факт, что процесс технического менеджмента вмешивается в процесс технического проектирования для определения выпуска последовательного комплекта архивных проектных документов для промышленной технологии, производства или технического обслуживания |
А126 | Разработать сборочные чертежи | Разработать комплект чертежей, иллюстрирующих сборку компонентов в субузлы, которые также собираются и присоединяются для получения конечного изделия. В некоторых случаях это является подробной оптимизацией компоновочных чертежей, в других - полностью другим комплектом компонентов изделия |
Описание других элементов на рисунке B.4 приведено в таблице B.1.
|
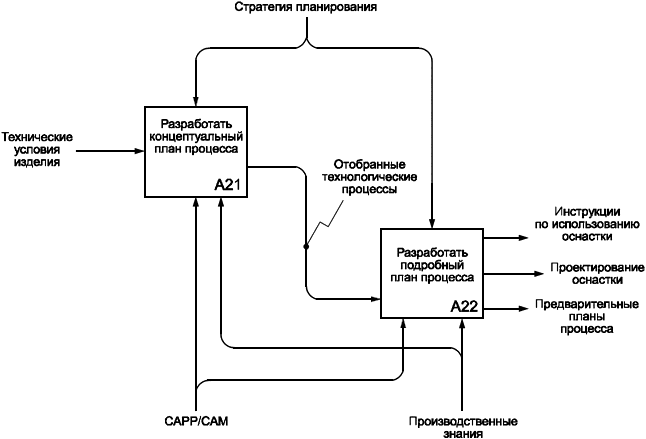
Рисунок В.5 - Деятельность по разработке технологического процесса
N | Деятельность | Описание |
А21 | Концептуальное планирование (технологического) процесса | Концептуальное планирование (технологического) процесса является деятельностью по отбору производственных процессов и ресурсов, и оценке себестоимости производства и затрат времени на ранней стадии проектирования |
А22 | Подробное планирование процесса | Подробное планирование процесса является деятельностью для определения спецификаций операций, установления последовательности операций, отображения станков и инструментальной оснастки, изображения набора заданных значений, определения параметров процесса, расчета времени процесса и себестоимости производства на основе рабочего проекта |
Описание других элементов на рисунке B.5 приведено в таблице B.1.
|
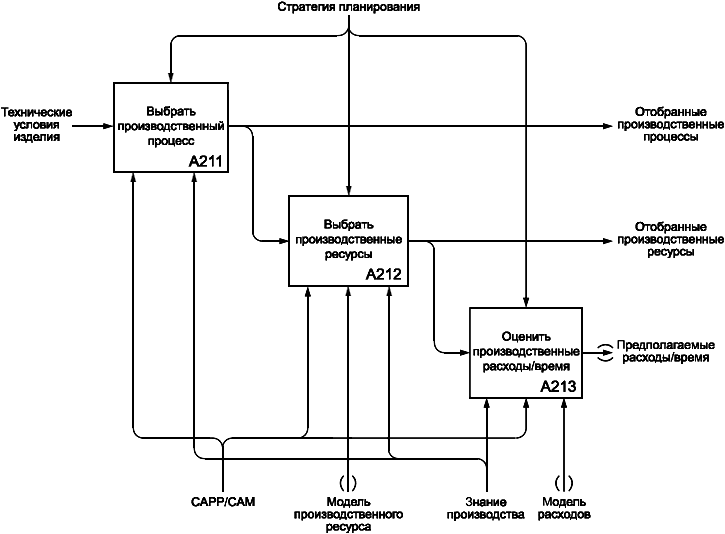
Рисунок B.6 - Деятельность по концептуальному планированию процесса
N | Деятельность | Описание |
А211 | Выбрать производственный процесс | Выбрать первичные производственные (технологические) процессы, например, литье, ковку, формование и обработку резанием на основе концептуального проекта |
А212 | Выбрать производственные ресурсы | Выбрать подходящие производственные ресурсы, включая как физические, так и трудовые ресурсы. Физические ресурсы включают станки, инструменты, зажимные приспособления и контрольно-измерительные приборы. Трудовые ресурсы включают в себя квалификацию рабочих и служащих |
А213 | Оценить производственные расходы/время | Приблизительный расчет общезаводских накладных расходов на основе отобранных технологических процессов и трудовых ресурсов. Производственные расходы охватывают материал, закупленные части, труд, оснастку, использование станков и непроизводительные издержки |
Описание других элементов на рисунке B.6 приведено в таблице B.1.
|
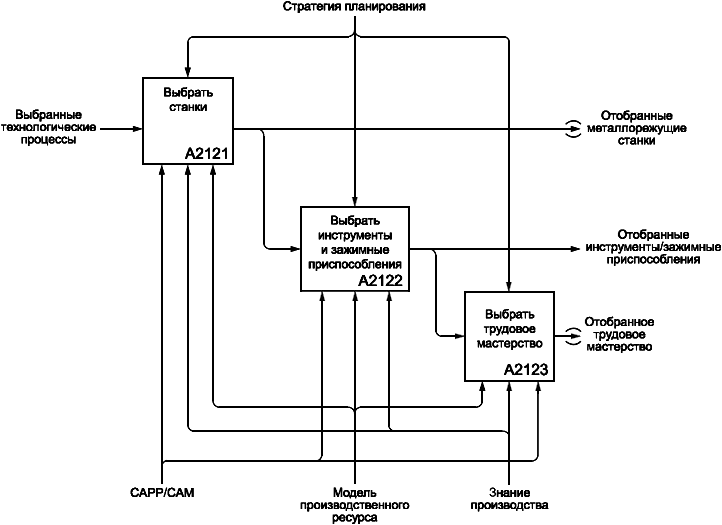
Рисунок B.7 - Деятельность по выбору производственных ресурсов
N | Деятельность | Описание |
А2121 | Выбрать станки | Выбрать механические станки или оборудование на основе производственных (технологических) процессов, информации об изделиях |
А2122 | Выбрать инструменты и зажимные приспособления | Выбрать инструменты и зажимные приспособления на основе технологических процессов, информации о продукции и соответствующих станках |
А2123 | Выбрать трудовое мастерство | Выбрать квалифицированных специалистов на основе технологических процессов |
Описание других элементов на рисунке B.7 приведено в таблице B.1.
|
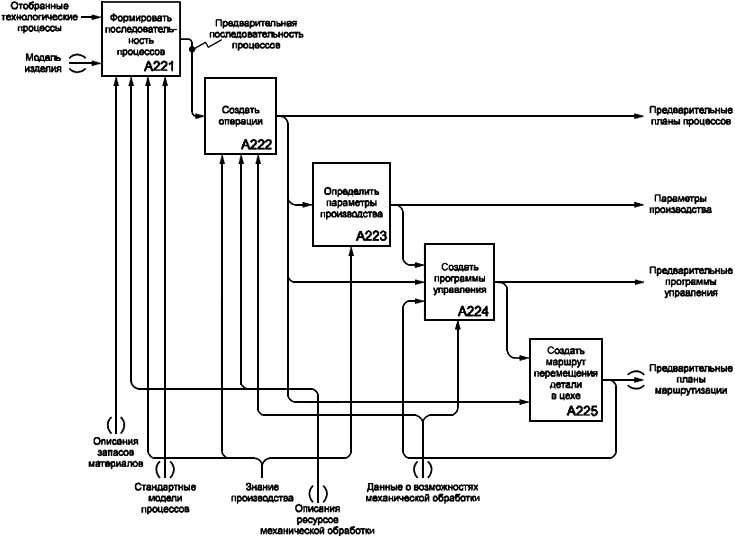
Рисунок B.8 - Деятельность по разработке подробного плана процесса
N | Деятельность | Описание |
А221 | Формировать последовательности процессов | Выбор и последовательность серии процессов для трансформирования запасов материалов в готовые части. При этом могут быть выработаны альтернативные серии последовательных процессов |
А222 | Создать операции | Разработка инструкций механической обработки для каждой операции в маршрутизации процесса. Информация, использованная в операции, включает обрабатывающие поверхности/свойства, установки обрабатываемой детали, станки, отобранные инструменты и зажимные приспособления, размеры и допустимые отклонения механической обработки на станках и т.д. |
А223 | Определить параметры производства | Определить и выбрать параметры производства для каждой операции в маршрутизации процесса. Параметры производства включают скорость резания, скорость подачи и глубину резания |
А224 | Создать программы управления | Создание компьютерных программ, которые управляют металлорежущими станками, загрузкой/разгрузкой обрабатываемой детали и транспортными средствами цеха. Компьютерный код включает такие программы, как числовое программное управление (ЧПУ) для обрабатывающих центров, программы для роботов и программы для автоматически управляемых транспортных средств, т.е. робокара (AGV) |
А225 | Создать маршрут перемещения детали в цехе | Эта деятельность позволяет установить конфигурацию цеха и средства транспортировки обрабатываемой детали. Технические условия цеха включают рабочие центры, в которых детали обрабатываются, и соответствующие маршруты перемещения обрабатываемой детали |
Описание других элементов на рисунке B.8 приведено в таблице B.1.
|
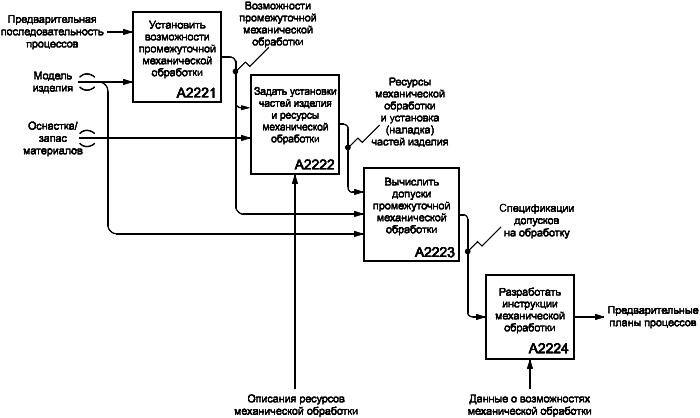
Рисунок B.9 - Деятельность по осуществлению операций
N | Деятельность | Описание |
А2221 | Установить возможности промежуточной механической (станочной) обработки | Деятельность для установления поверхности и возможности промежуточной механической обработки в каждой операции сформированных последовательностей процессов |
А2222 | Задать установки (наладку) частей изделия и ресурсы механической обработки | Деятельность, обеспечивающая выбор типа специального обрабатывающего центра, определение позиции и ориентацию заготовки относительно координат станка и выбор подходящего резца, адаптеров, типа охлаждающей жидкости, оправки и зажимных приспособлений для одного или более процессов механической обработки из определенной последовательности процессов. Определение установки (наладки) части изделия и выбор ресурсов механической обработки являются взаимосвязанными и осуществляются в одной деятельности. Станки, инструменты и зажимные приспособления могут быть заданы по их возможностям или путем идентификации специальных станков, инструментов и зажимных приспособлений |
А2223 | Вычислить допуски промежуточной механической обработки | Деятельность, обеспечивающая вычисление распределения допустимых отклонений для этапов механической обработки в каждой операции на основе возможностей процесса. Соблюдением промежуточных допусков следует гарантировать реализацию проектных требований изделия |
А2224 | Разработать инструкции механической обработки | Деятельность, обеспечивающая задание поэтапных инструкций операций механической обработки. Когда необходимо, то в инструкциях задаются специальные требования к станкам, оснастке и установкам (наладкам) деталей. Механическая обработка связана с работой по удалению материала, осуществляемого станком с инструментом для выполнения какой-либо функции |
Описание других элементов на рисунке B.9 приведено в таблице B.1.
|
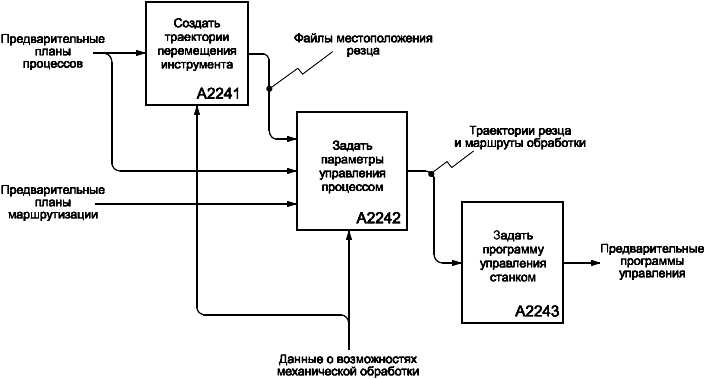
Рисунок В.10 - Деятельность по созданию программ управления
N | Деятельность | Описание |
А2241 | Создать траектории перемещения инструмента | Деятельность, обеспечивающая прокладку маршрута резца для механической обработки части изделия на основе выведенных свойств станочной обработки, модели изделия, установок и отобранных обрабатывающих центров и технологических инструментов. Следует также специфицировать линейные, круговые или сплайновые интерпретации. Траектория перемещения резца является входом для создания управляющей программы станка с ЧПУ |
А2242 | Задать параметры управления процессом | Деятельность, обеспечивающая задание параметров машинной обработки, маршрутизацию и режим процесса загрузки/выгрузки обрабатываемой детали, например, скорости резания, подачи, перемещения, максимальные глубины резки, смену инструментов, включение/выключение охлаждающей жидкости, скорость робокара и робота |
А2243 | Создать программу управления станком | Деятельность, обеспечивающая разработку программы, например, программы числового управления (NC), автоматический программируемый инструмент (APT), программы роботов и робокаров для прямого управления обрабатывающими центрами, механизмы загрузки/выгрузки и механизмы перемещения обрабатываемой детали |
Описание других элементов на рисунке B.10 приведено в таблице B.1.
|
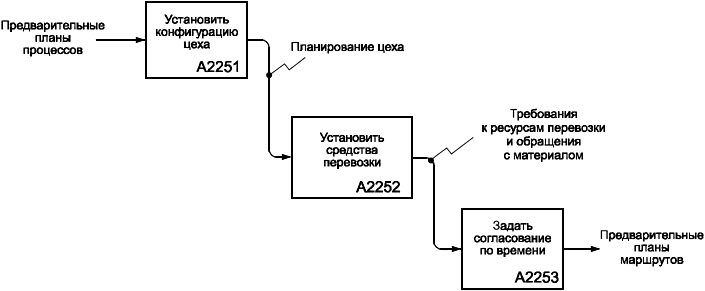
Рисунок В.11 - Деятельность по цеховой маршрутизации
N | Деятельность | Описание |
А2251 | Установить конфигурацию цеха | Деятельность, обеспечивающая задание местоположения обрабатывающих центров, механизмы загрузки/выгрузки обрабатываемой детали (например, роботы) и механизмы перевозки обрабатываемой детали (например, автоматически направляемые средства транспорта) в цехе |
А2252 | Установить средства перевозки | Деятельность, обеспечивающая задание типов механизмов и операции загрузки обрабатываемой детали в обрабатывающие центры и ее выгрузки из центров, а также перевозки обрабатываемых деталей от одного обрабатывающего центра к другому |
А2253 | Задать согласование по времени | Деятельность, обеспечивающая задание суммарного времени, когда обрабатываемая деталь находится в обрабатывающем центре, и времени перемещения от одного центра к другому. Время в обрабатывающем центре включает время загрузки/выгрузки, время установки и время механической обработки |
Описание других элементов на рисунке B.11 приведено в таблице B.1.
|
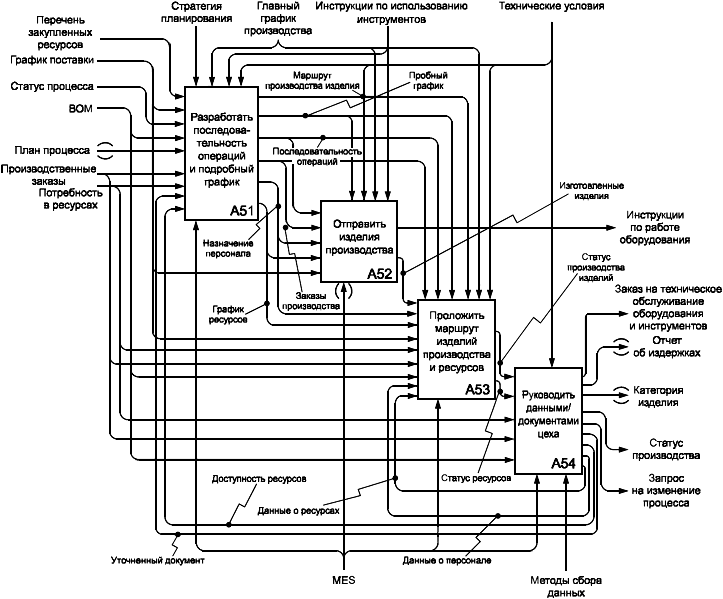
Рисунок B.12 - Деятельность по исполнению производственных заказов
N | Деятельность | Описание |
А51 | Разработать последовательность операций и подробный график | На основе производственного плана и графика производства определение последовательности и состава операций локально на уровнях производственного модуля, производственной рабочей станции (АРМ) и станка для оптимизации производительности, например, сведения к минимуму времени установки (наладки), максимизации пропускной способности, минимизации простоя, минимизации времени стояния в очереди и регулирования модели рабочей смены при действии нового приоритета |
А52 | Отправить изделия производства | Определение того, какая производственная единица, стоящая в очереди, лучше всех подходит для следующей обработки. Целью этого является сокращение времени реализации заказа и запаздывания |
А53 | Проложить маршрут изделий производства и ресурсов | Деятельность заключается в предоставлении информации о том, где какая-либо производственная единица (изделие) находится в настоящий момент и о ее диспозиции, а также предоставление генеалогической информации об изделии, например, кто над ним работает, текущую производственную информацию, компонентные материалы от поставщика, номер партии изделий, серийный номер, любую переделку, измеренные данные или другие исключения, имеющие отношение к изделию. В то же время необходимо давать статусную информацию о заданных ресурсах, например, инструментах (оснастке), устройствах, станках и материалах на складе |
А54 | Руководить данными/документами цеха | Деятельность заключается в предоставлении интерфейсных связей аппаратных/программных средств для получения данных, зависящих от целевого назначения и относящихся к производственной деятельности, сборе данных предприятия и их анализе для многих целей, например, о пропускной способности изделий, качестве, доставке и техническом обслуживании оборудования; осуществление административного руководства документами, например, отчетами об издержках, заказами на техническое обслуживание и ремонт, актами материально-производственных запасов, запросами на изменение технологического процесса, руководствами, техническими условиями. Контрольный сбор данных, доступ и распределение. Обеспечение управления версиями документов, например, программами обработки деталей, рабочими инструкциями, производственными заказами, подробными графиками, чертежами деталей, примечаниями на технические изменения, документами, касающимися производственных единиц, коммуникаций от смены к смене, руководствами, стандартами, стратегией фирмы и правилами безопасности |
Описание других элементов на рисунке B.12 приведено в таблице B.1.
|
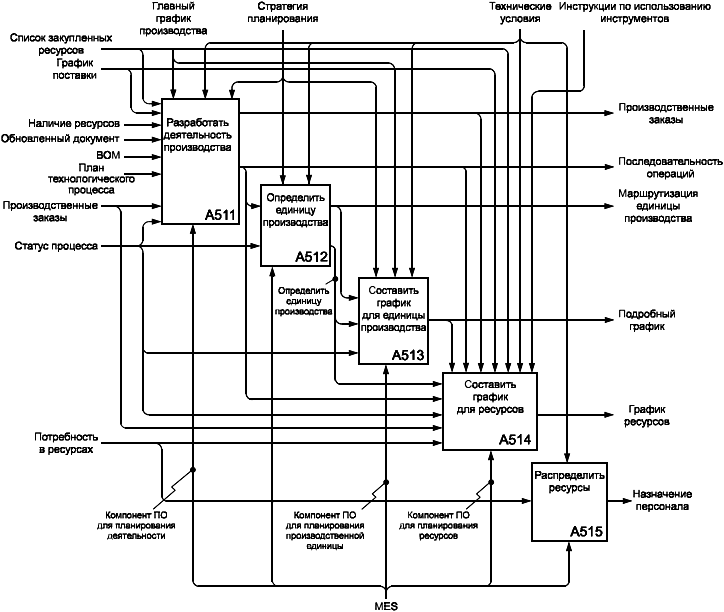
Рисунок B.13 - Деятельность по разработке последовательности операций и подробного графика
N | Деятельность | Описание |
А511 | Разработать деятельность производства | Разработать последовательность производственных операций на основе приоритета, характеристик, изменений/времени установки (наладки), главных графиков производства и т.д. Также создать альтернативные последовательности операций, чтобы распознать возможные изменения производства, например, изменения приоритетов, простой станков и т.д. |
А512 | Определить единицу производства | Идентифицировать партию или объем путем разделения на части или объединения производственных заказов. Каждая партия или объем планируется, обрабатывается, постоянно контролируется и прослеживается системой как единое целое |
А513 | Составить график для единицы производства | Дополнить партию или объем информацией о времени начала и конца производства, которые обусловлены последовательностью операций. Целью является оптимизация производительности и качества и соблюдение главного производственного графика |
А514 | Составить график для ресурсов | Дополнить информацию о начале и окончании обработки каждого ресурса, который используется операциями в ходе производства |
А515 | Распределить ресурс | Назначить и сделать ресурс доступным к операциям, которые нуждаются в ресурсах до начала операции. Оборудование должно быть правильно налажено. Эта деятельность выдает назначение, которое связывает тип ресурса, его количество и специальную операцию, которая нуждается в ресурсе в определенный период времени |
Описание других элементов на рисунке B.13 приведено в таблице B.1.
|
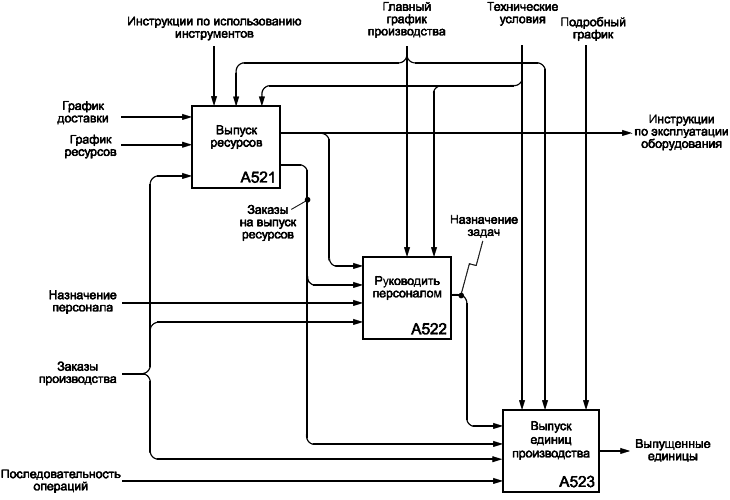
Рисунок B.14 - Деятельность по выпуску единиц производства
N | Деятельность | Описание |
А521 | Выпуск ресурсов | На основе распределения ресурсов отпустить ресурс для производственной деятельности в своевременной манере. Результатом этой деятельности являются физические материалы, инструменты и т.д., перемещенные из запаса или склада к производственным модулям или рабочим станциям (АРМ) |
А522 | Руководить персоналом | Назначить рабочих с адекватным профессиональным мастерством для выполнения специальных операций в соответствии с подробным графиком |
А523 | Выпуск единиц производства | На основе подробного графика выпустить производственные единицы к рабочим модулям или рабочим станциям (АРМ) и инициировать обработку единиц продукции |
Описание других элементов на рисунке B.14 приведено в таблице B.1.
|
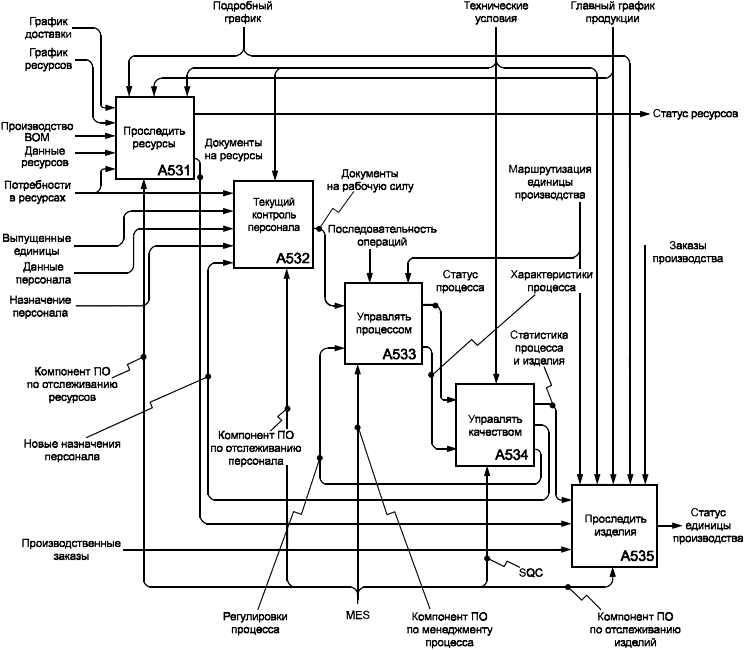
Рисунок B.15 - Деятельность по отслеживанию единиц производства и ресурсов
N | Деятельность | Описание |
А531 | Проследить ресурсы | Следить и осуществлять текущий контроль статуса ресурсов. Простота оперативного отслеживания по использованию и потреблению ресурсов. Создать регистрацию истории ресурсов, которые необходимо отслеживать |
А532 | Текущий контроль персонала | Проследить статус персонала и доложить о статусе. Доклад включает присутствие, изменения профессионального мастерства, назначения на работы, время, затраченное по каждому назначению, и время приготовления материала/оснастки |
А533 | Управлять процессом | Осуществлять текущий контроль производственного процесса и принимать своевременные решения, чтобы скорректировать план подробного расписания и технологического процесса при возникновении неожиданных ситуаций. Управление процессом включает менеджмент аварийных сигналов, чтобы обеспечить понимание персоналом изменений процесса, которые выходят за пределы допустимых отклонений. Оно также включает наладку процесса и приготовление инструмента, прежде чем единицы производства отправляются для обработки, и поддерживает историю пришедших событий или проблем, чтобы оказывать помощь в их диагностике |
А534 | Управлять качеством | Обеспечение своевременного анализа производимых измерений, собранных от продуктов и процессов управления качеством изделия. Сверка текущей производительности с подробным графиком производства. Выявление проблем на производстве, требующих внимания. Рекомендация правильных действий для корректировки решений по существующим проблемам. Предоставление данных о статистике и статусе изделий и процессов персоналу менеджмента производства/бизнеса |
А535 | Проследить изделия | Осуществление текущего контроля прогресса производства и предоставление самых последних данных о статусе производства, например, о количестве изготовленной продукции, проценте брака, проценте переделок и в сравнении с графиком производства |
Описание других элементов на рисунке B.15 приведено в таблице B.1.
|
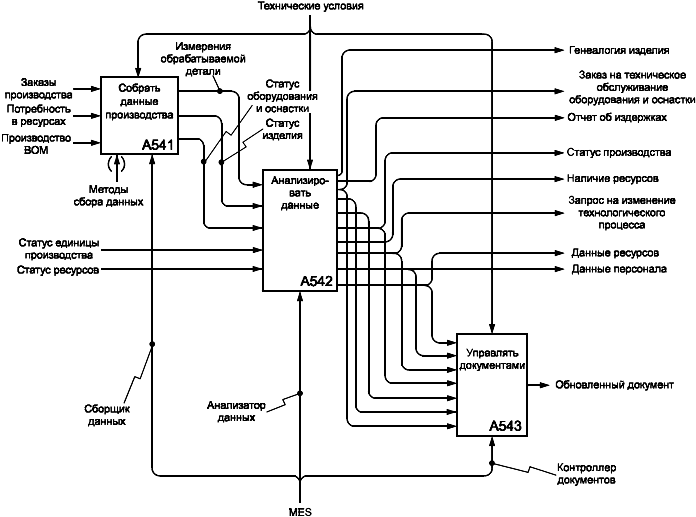
Рисунок B.16 - Деятельность по управлению данными и документами цеха предприятия
N | Деятельность | Описание |
А541 | Собрать данные производства | Используя устройства сбора данных, получить данные путем измерений и отбора образцов обрабатываемых деталей, изделий и производственных процессов для поддержания качества изделия и технологического процесса |
А542 | Анализировать данные | Используя собранные данные и адекватные алгоритмы, анализировать данные и создать документ и отчеты, сделать их доступными для принятия решений и отслеживания продукции |
А543 | Управлять документами | Собрать (или создать), хранить и распределять документы и отчеты, имеющие отношение к производству, чтобы поддерживать производство, принимать решения на уровне цеха предприятия и отслеживать продукцию |
Описание других элементов на рисунке B.16 приведено в таблице B.1.
|
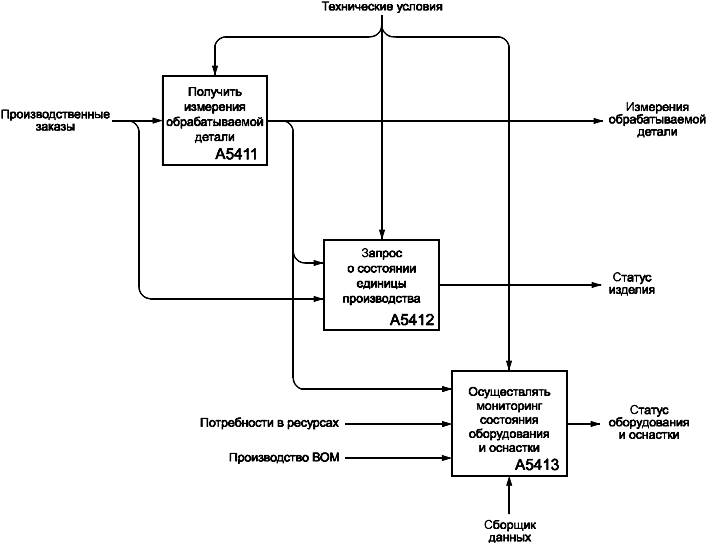
Рисунок B.17 - Деятельность по сбору данных производства
N | Деятельность | Описание |
А5411 | Получить измерения обрабатываемой детали | Используя устройства сбора данных, запросить и собрать измерения обрабатываемых деталей, трудовые документы, данные об условиях технологического процесса, чтобы осуществлять мониторинг функционирования процесса и качества изделия. |
А5412 | Запросить состояние единицы производства | Используя механизмы сбора данных, например, устройства считывания штрихового кода или устройства ручного ввода, запросить данные о производственных единицах, чтобы установить, где они находятся и сколько производственных единиц закончено. Предоставить оперативную, самую последнюю информацию о статусе изделия. Эти данные становятся доступными и видимыми для менеджмента производства и бизнеса. |
А5413 | Осуществлять мониторинг состояния оборудования и оснастки | Используя измеренные данные изделия и процесса, показать статус инструментальных средств, устройств и станков, используемых в производстве, чтобы установить, все ли они пригодны для правильного функционирования или нуждаются в настройке или техническом обслуживании. |
Описание других элементов на рисунке B.17 приведено в таблице B.1.
|
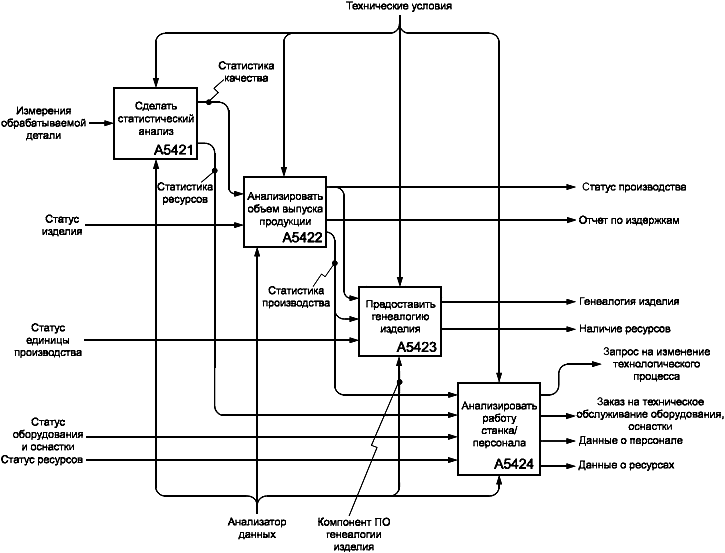
Рисунок B.18 - Деятельность по анализу данных
N | Деятельность | Описание |
А5421 | Сделать статистический анализ | Выполнить статистический анализ данных, собранных из цеха для отслеживания рабочей характеристики технологического процесса и обеспечения качества продукции |
А5422 | Анализировать объем выпуска продукции | Вычислить количество завершенной продукции, проверить ее в сравнении с графиком и передать результат анализа уполномоченному персоналу на обозрение |
А5423 | Предоставить генеалогию изделия | Обеспечить учет изделия для прослеживаемости, включая операции, параметры процесса, номера партии, номера объема, поставщика, идентификации оператора, измерения изделия и любые возникшие исключительные условия обработки. Сделать этот учет доступным для уполномоченного персонала |
А5424 | Анализировать работу станка/ | Используя собранные данные процесса, провести анализ использования станка, производительности, возможностей и расчет графика технического обслуживания. Также необходимо проанализировать эффективность труда рабочих, например, продуктивность, трудовое мастерство, учет посещаемости |
Описание других элементов на рисунке B.18 приведено в таблице B.1.
Таблица B.1 - Пояснения к элементам, содержащимся в эталонных моделях производственной деятельности
Элемент | Пояснение |
Стадии действительного производства | Стадия действительного производства - это подробная инструкция для оборудования или рабочих, чтобы выполнять производственную деятельность, например, загрузку оснастки в машину, запуск цикла фрезерования, сверление отверстия, проверку действительного размера детали и т.д. |
Результат анализа | Результаты технического анализа (например, структурное, тепловое, электрическое поведение, влияние вибрации, исполнение специальных функций) компонента или подсистемы, сделанных по эскизному проекту |
Сборочные чертежи | Комплект чертежей, показывающих порядок совместной подгонки компонентов в узлы и задающих характеристики каждой подгонки и соединения. В некоторых случаях это является подробной оптимизацией компоновочных чертежей, в других - полностью другим комплектом видов компонентов изделия |
Модель линии поведения | Модель поведения является математической моделью того, как ведет себя артефакт (искусственный объект), основанный на физических принципах. Она характеризуется входным и выходными переменными и взаимоотношением между ними. Линии поведения изделия являются физическими действиями артефакта в заданной окружающей среде |
Концептуальное проектирование | Концепция изделия, которая включает функции изделия, линии поведения, форму, виды материалов, структуры, ограничения и технические требования |
Модель расходов | Эта модель представляет структуру себестоимости изделия на основе деятельности в производстве |
Отчет по издержкам | Отчет о заводской себестоимости производства части изделия. Он содержит издержки по таким пунктам, как материал, труд и использование оборудования |
Файлы местоположения резца | Эти файлы задают траектории резца и средства управления станком для механической обработки. Эти файлы используются для того, чтобы создавать программы для автоматического программируемого инструмента (APT) и программ числового управления (NC) |
Анализатор данных | Компонент программного обеспечения, который предоставляет самые последние отчеты по результатам действительных производственных операций для сравнения с предысторией и ожиданиями бизнеса. Результаты включают такие измерения, как использование ресурсов, наличие ресурсов, время цикла изделия, соблюдение графика и функционирование по стандартам |
Сборщик данных | Совокупность устройств с программным управлением, которые имеют связь с производственным оборудованием цеха, чтобы собирать самые последние по времени данные вручную или автоматически от средства производства |
Функции, ограничения и линии поведения, разбитые на составные части | Функции, ограничения и линии поведения изделия разбиваются на подфункции, субограничения и сублинии поведения на основе физических принципов |
Оценки проекта | Интерпретации технического анализа и другие оценки, чтобы установить степень соответствия проекта функциональным, рабочим техническим условиям, стандартам и другим критериям |
Особенность проектирования | Идентификация свойств изделия или компонента, которые являются важными для разработчика в случае принятия решений и выявления сходств с предыдущими конструкциями. Сюда можно включить некоторый вид схемы кодирования групповых технологий для автоматической идентификации сходств. Особенности проекта и коды различаются от технологических свойств и кодов тем, что последние предназначаются поддерживать решения производственного процесса и поэтому могут акцентировать внимание на разных аспектах части. Например, две части, которые очень похожи по форме и материалам, но различаются по допустимым отклонениям, могут иметь общие проектные свойства, но совершенно разные требования к обработке и, следовательно, разные производственные особенности |
Подробный график | План, который задает время начала и завершения работы каждой производственной единицы, стоящей в очереди, локально в зоне средства производства, например, для производственного модуля, рабочей станции (АРМ) или станка |
Контроллер документов | Механизм, обычно программное обеспечение, который осуществляет управление документами и формами, поддерживающими действия жизненного цикла изделия. К ним относятся руководства, чертежи, компьютерные модели, процедуры, способы, программы, заказы на технические изменения (ЕСО), документы по связям одной рабочей смены с другой |
Предварительные программы управления | Программы, созданные плановиками процесса на основе предварительных планов процессов и технологических маршрутов. Эти программы подлежат проверке достоверности и утверждению |
Предварительные планы процесса | Это планы, разработанные инженерами-технологами по техническим условиям проекта и с учетом доступных ресурсов. Эти планы подлежат проверке на достоверность и утверждению |
Предварительные последовательности процессов | Технические условия процессов и их последовательности для механической обработки частей. Технические условия подлежат проверке на достоверность и утверждению. Имеется только одна первичная последовательность процесса, но может быть несколько альтернативных последовательностей процесса |
Предварительные планы маршрутизации | Программы, созданные плановиками процесса на основе предварительных последовательностей процессов и доступных ресурсов. Эти планы подлежат проверке на достоверность и утверждению. Подробности смотрите в определении планов маршрутизации |
Эскизный проект подсистемы | Все элементы производственной модели для системы или компонента, которые необходимы, чтобы выполнять разные технические анализы и оценки: материалы (или компоненты), конфигурация для всех анализов и топология, допустимые отклонения, чистовая отделка поверхности и сопряженные технические условия для некоторых анализов |
Инструкции по эксплуатации оборудования | Стадии специальных операций или способов, которые используются для управления работой станка, например, обработка на станке, сварка, сборка, перемещение материала и т.д. |
ERP/MRP II | Планирование ресурсов предприятия (ERP) и планирование производственных ресурсов (MRP II) являются системами, которые обеспечивают финансирование, управление заказами, планирование продукции и материалов и предоставляют соответствующие функции. Современные системы сосредоточены на всеобъемлющем планировании, деловых процессах и исполнении по всему предприятию (системам внутри предприятия) с недавним увеличением важности аспектов, подобных планированию цепи поставок, аспектов менеджмента всей цепи поставок, которая расширяется, чтобы включать всю цепь поставок между предприятиями |
Предполагаемые расходы/время | Предполагаемая стоимость и время производства изделия, рассчитанные на основе производственных показателей |
Критерии оценки | Критерии и метрики, разработанные для оценки качества проекта во время производственного планирования, как средство определения вероятности успешного рынка для данного проекта |
Руководящие принципы оценки | Проектирование эксплуатационной готовности, надежности, ремонтопригодности, удобства и простоты использования (касается компонентов). Сюда также можно включить технологичность и простоту сборки в той степени, в какой знания технологического процесса непосредственно внедрены в расчетные функции |
Знания, необходимые для оценки | Знания о том, как оценивать качество конструкции: методика выборки, оценка и показатели достоверности на соответствие конструкции различным поставленным целям. Это также включает приоритезацию самих целей |
Зажимные приспособления | Зажимные приспособления, используемые в производственных процессах |
Возможности промежуточной механической (станочной) обработки | Возможности и конфигурации, которые определяют промежуточные очертания на этапах процессов обработки резанием |
Трудовые документы | Трудовой документ является элементом данных, которые регистрируют время, присутствие, выполненные задачи, назначенные задачи, уровень мастерства и сертификаты рабочего |
Перечень ресурсов | Перечень ресурсов, которые закупили у поставщиков. По каждому пункту ресурса список содержит номер ресурса, описание, дату покупки, количество, стоимость и другую связанную информацию, которую задает фирма |
Данные о возможностях механической обработки | Справочные данные, которые задают режим механической обработки для использования специальных резцов и обрабатывающих центров, чтобы обрабатывать специальные материалы. Данные о возможностях механической обработки обычно находят в справочниках или предоставляются продавцами металлорежущих станков |
Обрабатывающий центр | Идентификация многоцелевых станков с надлежащей технологической оснасткой, на которых выполняется последовательность обрабатывающих операций. Обрабатывающий центр предоставляет магазин (накопитель) с комплектом инструментов, приводными механизмами, контроллером перемещения и шпинделем |
Описания ресурсов механической обработки | Форма и функциональное описание доступного станочного оборудования и инструментальной оснастки. Описание формы включает размеры и очертание оборудования. Функциональное описание включает возможности оборудования, например, распределение механических обрабатывающих свойств, касающихся размерных изменений, производительность обработки на станке в сравнении с мощностью, объем работы, жесткость и универсальность зажимного приспособления, описание механического контроллера, характеристики резцов и адаптеров |
Ресурсы механической обработки и установки (наладки) частей изделия | Ресурсы механической обработки включают технические условия всех станков, оснастку, мастерство специалистов и необходимые задачи механической обработки, чтобы выполнить планы и исполнить программы управления. Примерами являются перечни инструментов, станков и квалифицированных специалистов, спецификация расположения и ориентации части изделия относительно координат станка и средства крепления части на столе станка во время процесса механической обработки |
Спецификации допусков на обработку | Это относится к допустимым отклонениям, определенным при планировании процесса для промежуточных свойств. Они выводятся плановиками процесса из целевых допусков для свойств части изделия |
Автоматизированная система управления производственными процессами (MES) | MES - это система менеджмента производственной деятельности, которая инициирует, направляет, реагирует и сообщает людям, управляющим производством, о работе производства в режиме "on-line" и реальном масштабе времени. Эта система помогает деятельности в сфере исполнения промышленных заказов |
Знания производства | Информация (правила, логика, примеры), которую используют инженеры производства для решения производственных технических проблем, включая способы производства и реализации. Много разных типов знаний о производстве используется в разной производственной деятельности, например, знания декомпозиции, назначения, консолидации и оптимизации, которые применяются в планировании процессов, ресурсов, выпуска продукции и составлении графика |
Промышленные заказы | Инструкции, которые передаются на предприятие, чтобы начать работы по выполнению заказов, поступивших от заказчиков. Даты начала работ задаются в промышленном заказе в соответствии с планом и графиком производства |
Модель производственного ресурса | Модель производственного ресурса представляет тип, атрибуты и возможность производственного ресурса. Эта модель используется для выбора производственных ресурсов |
Требования рынка/заказчика | Перечень потребностей заказчика на основе исследования рынка сбыта, подробная оценка конкуренции и обзор всей доступной литературы. Это включает описание рабочей характеристики изделия, внешний вид, срок доставки, плановую цену, объем, безопасность и влияние на окружающую среду |
Главный график производства | План, который задает время начала и окончания каждой работы в очередности работ, которые выполняются при производстве изделий, заказанных покупателями |
Требования к ресурсам перевозки и обращения с материалами | Спецификации всех необходимых механизмов и машин для перевозки и обращения с материалами, а также зажимных приспособлений и держателей. Механизмы обращения с материалами включают, например, роботы и исполнительные механизмы. Механизмы перевозки включают, например, автоматически управляемые средства транспортировки |
Описания запасов материалов | Форма и свойства материалов на складе, которые доступны на рынке или специально изготавливаются на заводе |
Последовательность операций | Комплект поэтапных инструкций, которые задают, как выполнять задачи обработки детали в местной зоне, например, на станке, рабочей производственной станции (АРМ), производственном модуле |
Знания оптимизации (проектные знания) | Знания о том, как заново факторизовать проект на основе функциональной декомпозиции, чтобы улучшить реализацию путем выявления и улучшения взаимоотношений между функциями и взаимоотношений, не связанных с функциями |
Оптимальные проекты | Проекты оптимизируются на основе оптимизированных задач и ограничений |
Назначение персонала | Список рабочих, которые назначены выполнять специальные операции по плану производства. Каждый рабочий назначается выполнять или осуществлять текущий контроль одной или более операций обычно с датами платежа |
Данные персонала | Список персонала, назначенного для выполнения производственной деятельности. Он включает такие данные, как рабочие часы, время пребывания на рабочем месте, квалификацию и сертификаты |
Переназначение персонала | Запросы по назначению персоналу новых задач |
Компонент программы отслеживания персонала | Компонент программного обеспечения в системе MES, который помогает пользователям следить за рабочими в производственном помещении |
Стратегия планирования | Правила, нормы, искусство планировать деятельность в сфере деловых отношений, технологии и производства |
Регулировки процесса | Запросы от операторов к плановикам процесса о модификации плана процесса или корректировке некоторых заранее определенных параметров, чтобы улучшить рабочую характеристику процесса |
Запрос на изменение процесса | Обратная связь от производства завода (цеха) с запросом об изменениях в плане технологического процесса, когда в нем обнаружены некоторые проблемы. Изменения могут касаться параметров процесса, оснастки, установки параметров и т.д. |
Компонент программы по управлению процессом | Программное обеспечение системы MES, которое помогает пользователям управлять процессами |
Характеристика процесса | Меры качества процесса производства частей, компонентов и изделий. Характеристика процесса включает производительность, качество изделия и возможность процесса |
План (технологического) процесса | План, который задает последовательности операций, оборудование и параметры процесса для производства изделия |
Статус (технологического) процесса | Доклад о режиме контролируемого процесса. Доклад включает аварийные сигналы, изменения процесса и рабочих смен и пропускную способность для обрабатываемой детали |
Статистики изделия и процесса | Измерения и статистические анализы рабочей характеристики процесса, количества и качества изделий |
Ведомость (спецификация) материалов (ВОМ) изделия | Показатель, предназначенный для предоставления информации об изделии, компоненте или детали, известный как "назначенная конфигурация". Он включает букву шифра изделия, номер компонента, необходимое количество в сборке, название или описание компонента, материала, из которого изготовлен компонент, и исходного поставщика компонента |
Ограничения изделия | Ограничения на проектирование изделия, подсистемы и компонента накладываются корпоративной политикой. Они касаются, например, проектных стилей, композиции, использованной технологии, эргономики и подобия семейства изделий. Все эти ограничивающие условия могут заключать в себе ограничения компоновки и компонентов |
Функции изделия | Функции изделия - это его использование по назначению и цель устройства. Функция представляет взаимоотношение трансформации между входом и выходом, как правило, энергии, материала и информационного потока |
Генеалогия изделия | Один из компонентов автоматизированной системы управления производственными процессами (MES), который обеспечивает на протяжении всего времени обзор работы и ее диспозицию. Информация о генеалогии изделия может включать сведения о том, кто работает с изделием, о материалах компонентов от поставщика, партию, серийный номер, текущий режим производства и любые аварийные сигналы, переделки или другие исключения, имеющие отношение к изделию. Эта информация обеспечивает прослеживаемость каждой части или компонента |
Модель изделия | Представление изделия и компоновки сборочных узлов, интерпретируемое с помощью компьютера, и все технические условия для каждого компонента, в том числе: |
Спецификация изделия | Включение отдельным пунктом такой информации, как структура изделия, материал, размеры, допустимые отклонения, чистовая обработка поверхности и т.д. |
Статус изделия | Текущие условия производства изделия, включая количество готовых изделий, проверку в сравнении с графиком, результаты измерения и испытания и любые возникшие исключительные условия процесса |
Компонент программы отслеживания изделия | Компонент программного обеспечения в системе MES, который помогает пользователям следить за ресурсами, использованными в производственном помещении |
Компонент планирования производственной деятельности | Компонент программного обеспечения в системе MES, который помогает пользователям планировать производственную деятельность |
Производственные заказы | Инструкции, которые передаются в местную зону предприятия, чтобы начать технологическую обработку производственной единицы, с указанием даты и времени начала и даты и времени окончания |
Статистики производства | Измерения и статистические анализы процесса производства, количества и качества выпускаемых изделий |
Статус производства | Доклад о состоянии всех запланированных операций и производственных единиц. Он также включает информацию о ресурсах, установке (наладке) технологического процесса, графике работ и маршрутизации материалов |
Определение единицы производства (или производственной единицы) | Определение партии или объема. Оно включает идентификацию (ID), число и характеристики обрабатываемых деталей. Каждая обрабатываемая деталь может иметь серийный номер. В регистрации изделия ID обрабатываемой детали и ID производственной единицы являются связанными |
Маршрутизация производственной единицы | План, который задает маршрут перемещения производственной единицы на производственном предприятии. Этот план также задает остановки для обработки и постановки в очередь |
Компонент календарного планирования производственной единицы | Компонент программного обеспечения в системе MES, который помогает пользователям составлять расписание локальной обработки единицы производства на производственном предприятии |
Статус производственной единицы | Отображение состояния обрабатываемой производственной единицы. Статус включает количество готовых изделий, процент брака, процент переделки, анализы измерений изделий и сверку статуса с главным графиком производства |
Заказы на поставку | Заказ на поставку является инструкцией для закупки у поставщика определенных ресурсов (например, материала, частей, компонентов, инструментов и станков) |
Статистики качества | Статистические данные, имеющие отношение к качеству изделия, измеренного в ходе процесса и после процесса на основе проектных технических условий |
Выпущенные единицы | Производственные единицы, которые выпускаются для обработки в производственном помещении |
Доступность ресурсов | Доклад о наличии необходимых ресурсов для производства в течение заданных периодов времени |
Данные о ресурсах | Данные, которые показывают состояние ресурса на основе инспекции или измерительного анализа |
Документы о ресурсах | Документ о ресурсе является элементом информации, которая включает следующее: где ресурс располагается, кто его использует и для какого процесса, на какой производственной единице и как долго. Если это элемент оборудования, то в документе следует также указать, является ли оно функциональным |
Заказы на отпуск ресурсов | Заказы на отпуск ресурсов являются инструкцией, которая запрашивает ресурсы со склада или от текущего пользователя к новому пользователю |
Требуемые ресурсы | Перечень ресурсов, необходимых для поддержки изготовления продукции |
График ресурсов | План управления доступностью и распределением ресурсов. Он задает группу ресурсов, в которой каждый ресурс назначается для каждой операции или переводится с одного места в другое в определенный период времени. Только ресурсы, которые используются, в том числе совместно, многочисленными рабочими модулями или рабочими станциями (АРМ), включаются в график ресурсов |
Компонент ПО для планирования ресурсов | Компонент программного обеспечения в системе MES, который помогает пользователям составлять график выпуска ресурсов к производственным модулям, рабочим станциям (АРМ) и/или станкам |
Статистики ресурсов | Статистические данные, относящиеся к состоянию ресурсов, проверенных или измеренных в ходе или после технологического процесса |
Статус ресурсов | Отображение состояния ресурсов, используемых в производстве. Докладывается режим, местоположение и сервисное время ресурса. Если необходимо техническое обслуживание, замена или диспозиция, то ресурс соответственным образом отмечается |
Выбрать трудовое мастерство | Выбор трудового мастерства является деятельностью по подбору квалифицированных специалистов на основе технологических процессов |
Отобранные металлорежущие станки | Отобранные механические станки - это станки, которые планируется использовать в процессах производства |
Отобранные технологические процессы | Технологические процессы, которые выбираются на основе концептуального плана процесса |
Отобранные производственные ресурсы | Отобранные производственные ресурсы включают как физические, так и трудовые ресурсы. Физические ресурсы включают станки, инструменты, зажимные приспособления и контрольно-измерительные приборы. Трудовые ресурсы включают трудовое мастерство |
Отобранные инструменты/ зажимные приспособления | Инструменты/зажимные приспособления, которые планируется использовать в процессах производства |
Установки (наладки) | Спецификация положений и ориентации части относительно координат станка и средства крепления части на поворотном столе во время процесса механической обработки |
Планирование цеха | Спецификация местоположения и ориентации всех станков (включая роботов) и площадей, которые они занимают, инструментальных складов, маршрутов робокаров, мест хранения материалов и другого оборудования, необходимого для процессов механической обработки |
Технические условия | Совокупности характеристики стандартной технологии, производства и практики деловых отношений, которые управляют процессом разработки изделия |
SQC (статистический контроль качества) | SQC является компонентом в MES, который помогает пользователям анализировать и управлять качеством изделия и осуществлять текущий контроль возможности процесса и рабочей смены |
Библиотека стандартных деталей | Информационная библиотека или база данных, которая содержит стандартные детали. Стандартная деталь является членом класса деталей. Она имеет родовую функцию, ее изготовление осуществляется в плановом порядке без ссылки на использование в каком-либо особом изделии. Примером стандартных деталей являются винты, болты, заклепки, крышки сосудов, кнопки, большинство балок, шестерен, пружин и шайб |
Стандартные модели процессов | Предварительно определенная совокупность операций и связанных технических условий, которые используются для механической обработки деталей различных типов |
Менеджмент цепи поставок (SCM) | Менеджмент цепи поставок (SCM) является механизмом, который помогает пользователю осуществлять административное управление поставкой ресурсов, включая прогнозирование, распределение и материально-техническое обеспечение (МТО), управление перевозками, электронную (оптовую) торговлю и перспективное планирование |
Назначение задач | Документы по назначению задач рабочим с датами платежа |
Статус оборудования и оснастки (инструментов) | Состояние оборудования и инструментальной оснастки. Состояние включает коэффициент загрузки, износ и повреждение, статус поломок и прогнозируемое время пригодности к эксплуатации |
Траектории перемещения резца и маршруты обработки | Траектории перемещения резца являются маршрутом, которым следуют резцы во время процессов механической обработки. Маршруты обработки - это маршруты, которым следует обрабатываемая деталь при перемещении от одной рабочей позиции к другой |
Инструкции по использованию инструментов | Инструкции, которые направляют пользователей на правильное использование инструментов в производстве |
Заказ для технического обслуживания оснастки, оборудования | Инструкция, в которой указываются специальные инструменты, станки или устройства, которые нуждаются в техническом обслуживании перед выполнением какой-либо производственной деятельности |
Технологическая оснастка | Технологическая оснастка включает режущие инструменты, используемые в производственных процессах |
Проектирование инструментальной оснастки | Спецификация формы, функции и материала инструмента (например, резца, зажима и зонда). Имеются два главных подтипа проектирования инструментов: (1) проектирование инструментального узла, которое задает сборку инструмента или зажима из стандартных компонентов, и (2) проектирование специальной оснастки, которая должна быть изготовлена |
Запас материала/режущих инструментов (технологической оснастки) | Данные, которые характеризуют эти инструменты и заготовки, имеющиеся на складе и доступные для производства частей. Инвентаризационные данные включают количество, имеющееся в распоряжении и по заказу, статус заказа, типы инструментов и заготовок. К инструментам относятся резцы, адаптеры, держатели обрабатывающих центров, кондукторы, зажимные приспособления, делительно-поворотные столы и типы охлаждающей жидкости |
Обновленный документ | Документ, в который внесены изменения и дополнения в связи с получением новой информации |
Измерения обрабатываемой детали | Оценка и сравнение конфигурации обрабатываемой детали, определение размеров, допустимое отклонение и функции для соответствия проектным атрибутам |
Приложение C
(справочное)
Случаи применения
C.1 Возможности и связанные сценарии
C.1.1 Случаи применения возможностей программного обеспечения
Усилия, направленные на обеспечение профилирования возможности программного обеспечения, относятся к двум аспектам - требованиям пользователя и требованиям интерфейса, в совокупности обеспечивающим возможность интероперабельности программных средств разных поставщиков.
С.1.2 Требования пользователя
Требованиями пользователя, имеющими отношение к профилю возможностей, являются:
a) создание нового функционала на основе двух или более возможностей программного обеспечения;
b) выбор программного обеспечения для конкретных производственных операций;
c) замена одной возможности программного обеспечения на другую;
d) перенос возможности программного обеспечения с одной платформы на другую;
e) управление запасами возможностей программного обеспечения;
f) признание возможности программного обеспечения правильной для удовлетворения частного профиля возможности;
g) распределение программного обеспечения с особыми возможностями для расширения торговой базы в сети Интернет;
h) управление производственными возможностями программного обеспечения с целью получения информации об изменениях в производственных операциях;
i) регистрация новых возможностей программного обеспечения и их реализация.
С.1.3 Требования к интероперабельности
Требованиями к интероперабельности, имеющими отношение к профилю возможностей, являются:
a) способность описать возможности программного обеспечения в установленных терминах для обеспечения общего понимания;
b) характеристика деловых преимуществ, обеспечиваемых компонентами, предоставляющими возможность программного обеспечения;
c) способность найти компоненты программного обеспечения, пригодные для применения, с определенными возможностями, автоматически использующими механизмы поиска Web-узла;
d) способность выразить зависимости компонента одного программного обеспечения с помощью компонентов другого программного обеспечения в показателях их возможностей;
e) способность контролировать учет изменения производственного применения для возможности программного обеспечения.
С.2 Создание новой функциональности
Описание: определение новых возможностей путем объединения двух или более компонентов программного обеспечения, введение результата в новый компонент программного обеспечения и определение характеристик возможностей. Устанавливая профили возможностей программного обеспечения, определяют профили составных возможностей, используя соответствующие интерфейсные возможности. Также должны быть приведены способы возможной компоновки, проверки на совместимость соответствующих сервисных интерфейсов и проверка готовности (включая лицензирование).
Действующие субъекты: поставщики программного обеспечения, провайдеры услуг в сети Интернет (ISPs), репозитории (корпоративная база данных).
Ограничения: единообразная характеристика возможности, сервисные сигнатуры, сертификация источника, качество сервиса.
C.3 Выбор подходящего программного обеспечения
Описание: проведение поиска реквизитов, имеющих отношение к вопросу получения достаточной информации, на основании которой устанавливают пригодность и условия, по которым компонент программного обеспечения может быть куплен или лицензирован.
Действующие субъекты: поставщики программного обеспечения, пользователи ISPs, репозитории (корпоративная база данных).
Ограничения: согласование ключевых слов из различных пространств имен, интеграция с WWW и другими протоколами.
C.4 Установка одного компонента программного обеспечения вместо другого
Описание: проверка выполнимости и правильности подобной установки, определение функциональности, разрешение сервисных нарушений непрерывности и расширений, например таких, как новые дополнительные возможности, тестирование и восстановление возможности, включая уведомление тех, кого оно касается, например покупателей.
Действующие субъекты: пользователи, менеджеры услуг.
Ограничения: возможности проверки/регистрации (стандартное уведомление).
С.5 Миграция на другую платформу
Описание: изменение условий выполнения программы, например прикладных программных интерфейсов, интерфейсов прикладной программы (APIs), языков программирования, средств распространения.
Действующие субъекты: платформы, поставщики, пользователи.
Ограничения: нейтральные и комплексные сервисные определения, стандартизованные контрольные точки (например, определение языков, профили).
С.6 Управление запасами программного обеспечения
Описание: Поддержка репозитория компонентов программного обеспечения, включая их происхождение, использование, условия лицензирования и межкомпонентные зависимости.
Действующие субъекты: пользователи, репозиторий.
Ограничения: единообразная характеристика возможности, сигнатуры сервиса, сертификация источника, качество сервиса.
С.7 Сертификация программного обеспечения в соответствии с профилем возможности
Описание: тестирование конфигурации программного обеспечения на возможность обеспечивать необходимую функциональность и поведение в заданных контрольных точках в соответствии с заданными испытательными условиями.
Действующие субъекты: поставщики, испытательные лаборатории и органы по сертификации.
Ограничения: спецификация комплекта испытательных средств, метрики для соответствия.
С.8 Поставка программного обеспечения на рынок товаров массового производства
Описание: упаковка, продвижение и доставка компонента программного обеспечения или набора компонентов в коммерческую бизнес-модель, включая предоставление поддержки и обновлений.
Действующие субъекты: поставщики, ISPs и т.д.
Ограничения: стандарты/форматы доставки (например, сжатие/архивирование, протоколы).
С.9 Управление производственными изменениями
Описание: перестройка структуры конфигурации компонентов программного обеспечения с целью соответствия бизнес-процессам, прошедшим процедуру реинжиниринга, перераспределенному оборудованию и рабочим ролям.
Действующие субъекты: пользователи, менеджеры, разработчики моделей на предприятии.
Ограничения: моделирование распределенных возможностей информационных технологий (IT) и их связь с бизнес-процессами.
С.10 Регистрация нового программного обеспечения
Описание: характеристика и представление возможностей производственного программного обеспечения. Публикация характеристик возможностей, выраженная либо в стандартной таксономии, либо в пользовательской форме описания поставщиком, которые согласуются с имеющимися описаниями.
Действующие субъекты: поставщики, провайдеры и т.д., органы регистрации.
Ограничения: стандартные таксономии, их представление для машинного поиска (XML и т.д.), процедуры регистрации.
С.11 Требования для общего понимания
Первостепенное значение в профилировании возможности производственного программного обеспечения имеет описание его возможности в установленных терминах. Если программное обеспечение реализует алгоритм, то должно быть единственное название (имя), которое характеризует данный алгоритм. Например, термин "составление графика" может быть слишком расплывчатым, в то время как "график критического пути" является более конкретным. В области моделей издержек более конкретными терминами для описания использованных методов будут, например, "калькуляция себестоимости на основе деятельности", "пропорциональное распределение" или "полное исчисление", обеспечивающие более ясное понимание возможностей программного обеспечения, при условии, что эти термины определены в терминологическом словаре. Любой из этих терминов может содержать другие термины, например, "отдел учета стоимости", который также должен быть определен, чтобы гарантировать его общее и однозначное понимание. Прикладные модели деятельности для частных доменов, например отслеживание отдельных частей в аэрокосмической отрасли, сталкиваются с родственными проблемами и решаются путем сопоставления названий специфической деятельности определенных доменов.
В соответствии с вышеприведенными примерами для характеристики возможностей программного обеспечения существует определенное требование, заключающееся в составлении словаря терминов, который обеспечивает точное понимание терминов, используемых для описания возможностей программного обеспечения. В отношении описания возможностей всего подмножества производственного программного обеспечения наличие словаря связанных с производством терминов является предварительным требованием.
Другие вопросы для рассмотрения:
- какие дескрипторы используют провайдеры программного обеспечения в каталогах своих изделий;
- возможные вклады CALS-технологий;
- как обращаться со специальной номенклатурой организационной функции.
С.12 Эталонная модель деловой возможности
Основой данного подхода является представление выгоды, получаемой от использования программного обеспечения, в деловых терминах, например, преимущества в конкуренции. Этот подход, описанный в работе Hollocks и др. (в 1997 г.), заключается в разработке матрицы представления текущей и желаемой возможности предприятия по отношению к ключевым процессам, системам и технологиям в показателях фрагментации, жесткости, видимости, интероперабельности и полной адаптивности (эти термины должны быть установлены для каждого процесса, системы и технологии). Эту матрицу используют для оценки возможных вкладов стандартов и возникающих технологий.
Предложенная матрица или варианты ее модификации могут быть использованы для оценки вклада и качества программного продукта для бизнеса в целом. В первую очередь рассматривается вопрос о влиянии решений о закупках, которые принимаются в соответствующем отделе предприятия или на основе ограниченной точки зрения.
С.13 Web-поиск для определения возможности компонента программного обеспечения
Поиск вариантов компонентов программного обеспечения с определенными возможностями, автоматически использующий механизмы Web-поиска, может быть облегчен путем использования профилей возможностей.
С.14 Заявления о зависимости компонентов программного обеспечения
Зависимость одного компонента программного обеспечения от других компонентов в показателях их возможностей может быть представлена как свойство профиля возможности.
С.15 Приведение в соответствие возможности программного обеспечения с требованием приложения
Приведение в соответствие возможности программного обеспечения с требованиями производственного приложения может быть выполнено с использованием профиля возможности.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов национальным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответ- | Обозначение и наименование соответствующего национального стандарта |
ISO 15745-1 | IDT | ГОСТ Р ИСО 175745-1-2014* "Системы промышленной автоматизации и интеграция. Прикладная интеграционная среда открытых систем. Часть 1. Общее эталонное описание" |
________________ * Вероятно, ошибка оригинала. Следует читать: ГОСТ Р ИСО 15745-1-2014. - . | ||
ISO 16100 (все части) | IDT | ГОСТ Р ИСО 16100 (все части) "Системы промышленной автоматизации и интеграция. Профилирование возможности интероперабельности промышленных программных средств" |
Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
Библиография
[1] | ИСО 15531-1:2004 | Системы промышленной автоматизации и интеграция. Управляющая информация промышленным производством. Часть 1. Общий обзор |
(ISO 15531-1:2004) | Industrial automation systems and integration - Industrial manufacturing management data - Part 1: General overview | |
[2] | ИСО 15704:2000 | Системы промышленной автоматизации. Требования к архитектуре эталонных предприятий и методологии |
(ISO 15704:2000) | Industrial automation systems - Requirements for enterprise-reference architectures and methodologies | |
[3] | ИСО 19439:2006 | Интеграция предприятия. Структура моделирования предприятия |
(ISO 19439:2006) | Enterprise integration - Framework for enterprise modelling | |
[4] | ИСО/МЭК 19501:2005 | Информационные технологии. Открытая распределительная обработка. Унифицированный язык моделирования (UML). Версия 1.4.2 |
(ISO/IEC 19501:2005) | Information technology - Open Distributed Processing - Unified Modeling Language (UML) Version 1.4.2 | |
[5] | МЭК 62264-1:2003 | Интеграция системы управления предприятием. Часть 1. Модели и терминология |
(IEC 62264-1:2003) | Enterprise-control system integration - Part 1: Models and terminology | |
[6] | IEEE 1320.1-1998 | Standard for Functional Modeling Language - Syntax and Semantics for IDEF0 |
[7] | IEEE 1471-2000 | IEEE Recommended Practice for Architectural Description for Software-Intensive Systems |
[8] | W3C Recommendation 4 Feb 2004, Extensible Markup Language (XML) 1.1 | |
УДК 658.52.011.56:006.354 | ОКС 25.040.01 |
Ключевые слова: автоматизированные промышленные системы, интеграция, жизненный цикл систем, управление производством | |
Электронный текст документа
и сверен по:
, 2020
