ГОСТ Р 57430-2017
Группа В62
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ТРУБЫ, СОЕДИНИТЕЛЬНЫЕ ЧАСТИ ИЗ ВЫСОКОПРОЧНОГО ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ И ИХ СОЕДИНЕНИЯ ДЛЯ ПРОМЫСЛОВЫХ НЕФТЕПРОВОДОВ
Технические условия
Pipes, fitting from ductile iron with spherical graphite and their connections for trade oil pipelines. Specifications
ОКС 77.140.75
ОКП 14 6000
Дата введения 2017-09-01
Предисловие
1 РАЗРАБОТАН Открытым акционерным обществом "Российский научно-исследовательский институт трубной промышленности" (ОАО "РосНИТИ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 28 марта 2017 г. N 200-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
ВНЕСЕНО Изменение № 1, утвержденное и введенное в действие приказом Федерального агентства по техническому регулированию и метрологии от 29.03.2024 № 380-ст c 01.05.2024
Изменение № 1 внесено изготовителем базы данных
1 Область применения
Настоящий стандарт устанавливает требования к трубам и соединительным частям из высокопрочного чугуна с шаровидным графитом и их соединениям при номинальном давлении до 6,4 МПа (64 кгс/см![]() ) включительно и температуре транспортируемой среды от 5°C до 95°C, используемым для подземной и надземной прокладки при строительстве трубопроводов внутрипромыслового сбора, транспорта нефти и сопутствующих ей компонентов - примесей, газа и пластовых вод.
) включительно и температуре транспортируемой среды от 5°C до 95°C, используемым для подземной и надземной прокладки при строительстве трубопроводов внутрипромыслового сбора, транспорта нефти и сопутствующих ей компонентов - примесей, газа и пластовых вод.
(Измененная редакция, Изм. № 1).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9.602 Единая система защиты от коррозии и старения. Сооружения подземные. Общие требования к защите от коррозии
ГОСТ 166 Штангенциркули. Технические условия
ГОСТ 577 Индикаторы часового типа с ценой деления 0,01 мм. Технические условия
ГОСТ 969 Цементы глиноземистые и высокоглиноземистые. Технические условия
ГОСТ 1497 Металлы. Методы испытаний на растяжение
ГОСТ 2216 Калибры-скобы гладкие регулируемые. Технические условия
ГОСТ 3443 Отливки из чугуна с различной формой графита. Методы определения структуры
ГОСТ 6507 Микрометры. Технические условия
ГОСТ 7293 Чугун с шаровидным графитом для отливок. Марки
ГОСТ 7565 Чугун, сталь и сплавы. Метод отбора проб для определения химического состава
ГОСТ 8026 Линейки поверочные. Технические условия
ГОСТ 8736 Песок для строительных работ. Технические условия
ГОСТ 9012 Металлы. Метод измерения твердости по Бринеллю
ГОСТ 9454 Металлы. Метод испытания на ударный изгиб при пониженных, комнатной и повышенных температурах
ГОСТ 10692 Трубы стальные, чугунные и соединительные детали к ним. Приемка, маркировка, упаковка, транспортирование и хранение
ГОСТ 13841 Ящики из гофрированного картона для химической продукции. Технические условия
ГОСТ 14192 Маркировка грузов
ГОСТ 15140 Материалы лакокрасочные. Методы определения адгезии
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 18360 Калибры-скобы листовые для диаметров от 3 до 260 мм. Размеры
ГОСТ 18365 Калибры-скобы листовые со сменными губками для диаметров свыше 100 до 360 мм. Размеры
ГОСТ 19200 Отливки из чугуна и стали. Термины и определения дефектов
ГОСТ 27208 Отливки из чугуна. Методы механических испытаний
ГОСТ 33259 Фланцы арматуры, соединительных частей и трубопроводов на номинальное давление до PN 250. Конструкция, размеры и общие технические требования
ГОСТ ISO 2531-2022 Трубы, фитинги, арматура и их соединения из чугуна с шаровидным графитом для водоснабжения. Технические условия
ГОСТ Р 51164-98 Трубопроводы стальные магистральные. Общие требования к защите от коррозии
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется принять в части, не затрагивающей эту ссылку.
(Измененная редакция, Изм. № 1).
3 Термины, определения, обозначения и сокращения
3.1 Термины и определения
В настоящем стандарте применены термины по ГОСТ 19200, а также следующие термины с соответствующими определениями:
3.1.1 высокопрочный чугун с шаровидным графитом; ВЧШГ: Тип чугуна, в котором графит присутствует преимущественно в шаровидной форме.
3.1.2 гладкий конец: Конец трубы или соединительной части, помещаемый в раструбное соединение.
3.1.3 длина: Действительная длина трубы или соединительной части (см. рисунок 1).
Примечание - Для фланцевых соединений действительная длина равна полной длине. Для раструбных соединений действительная длина равна полной длине минус глубина, на которую входит гладкий конец в раструб.
3.1.4 допустимое рабочее давление: Внутреннее давление, исключая скачки давления, которое компоненты трубопровода должны безопасно выдерживать при постоянной работе.
3.1.5 класс трубы или соединительной части; К: Коэффициент обозначения толщины стенки трубы или соединительной части, выбираемый из целого ряда чисел - 9, 10, 11, 12...
3.1.6 номинальная масса: Справочная масса отливки с номинальными размерами.
3.1.7 номинальное давление; PN, МПа: Цифровое обозначение давления, выраженное числом, которое носит справочный характер для всех компонентов трубопровода одного номинального размера, имеющих сопряженные размеры.
3.1.8 овальность; О, %: Отклонение от окружности поперечного сечения трубы, определяемое по формуле
![]() , (1)
, (1)
где D - максимальный наружный диаметр, мм;
D - минимальный наружный диаметр, мм;
D - номинальный наружный диаметр, мм.
3.1.9 отросток: Ответвление от основной цилиндрической части отливки, расположенное под углом к ней, с равным или меньшим условным проходом DN.
3.1.10 партия: Количество отливок, из которого выбирается образец для испытаний.
Примечание - За партию принимается количество труб или соединительных частей, отлитых из металла одной плавки, одного типоразмера, одного вида термообработки.
3.1.11 раструб: Конец трубы или соединительной части, охватывающий гладкий конец трубы или соединительной части.
3.1.12 раструбно-замковое соединение: Фиксированное соединение труб или соединительных частей, в котором предусмотрено устройство, предотвращающее разъединение собранного соединения при сохранении его герметичности, подвижности и прочности.
Примечание - Раструбно-замковое соединение включает в себя уплотнительное кольцо и комплект стопоров. Данные элементы и раструб трубы могут иметь различное конструктивное исполнение.
3.1.13 соединительная часть: Присоединяемое к трубе изделие, которое обеспечивает отклонение и/или изменение направления трубопровода.
3.1.14 труба: Отливка с равнопроходным каналом, с прямой осью, имеющая гладкий и раструбный или фланцевый концы.
3.1.15 условный проход; DN, мм: Округленное цифровое обозначение внутреннего проходного сечения, которое является общим для всех компонентов трубопроводной системы.
3.1.16 эффективная длина; L, мм: Для раструбных труб и соединительных частей L равна полной длине минус глубина раструба l, на которую входит гладкий конец (см. рисунок 1).
3.1.17
электрохимическая защита: Защита металла от коррозии, осуществляемая поляризацией от внешнего источника тока или путем соединения с металлом (протектором), имеющим более отрицательный или более положительный потенциал, чем у защищаемого металла. Примечание - В зависимости от направления поляризации различают катодную и анодную защиты. [ГОСТ 9.106-2021, статья 98] |
(Введен дополнительно, Изм. № 1).
3.2 Обозначения и сокращения
3.2.1 Обозначения
b - ширина кольцевого валика, мм;
D - наружный диаметр раструба, мм;
D - максимальный наружный диаметр, мм;
D - минимальный наружный диаметр, мм;
DE - наружный диаметр трубы, мм;
DN - условный проход, мм;
h - высота кольцевого валика, мм;
l - расстояние от торца трубы до кольцевого валика, мм;
l - длина раструба, мм;
L - эффективная длина, мм;
O - овальность, %;
PN - номинальное давление, МПа;
S - толщина стенки трубы, мм;
S - толщина внутреннего покрытия, мм;
- предел текучести, Н/мм
;
- временное сопротивление, Н/мм
;
- относительное удлинение, %.
3.2.2 Сокращения
ВЧШГ - высокопрочный чугун с шаровидным графитом;
К - класс трубы или соединительной части;
ДРК - двойной раструб компенсационный;
МС - муфта свертная;
МН - муфта надвижная;
ОР - отвод раструбный;
ОРГ - отвод, раструб - гладкий конец;
ПРГ- патрубок, раструб - гладкий конец;
ПФР - патрубок, фланец - раструб;
ПФГ - патрубок, фланец - гладкий конец;
ПРГ ст. - патрубок, раструб - гладкий конец сталь;
ТР - тройник раструбный;
ТРГ - тройник, раструб - гладкий конец;
ТРФГ - тройник, раструб - фланец - гладкий конец;
ТРФ - тройник, раструб - фланец;
УР - колено раструбное;
УРГ - колено, раструб - гладкий конец.
4 Сортамент
4.1 Размеры
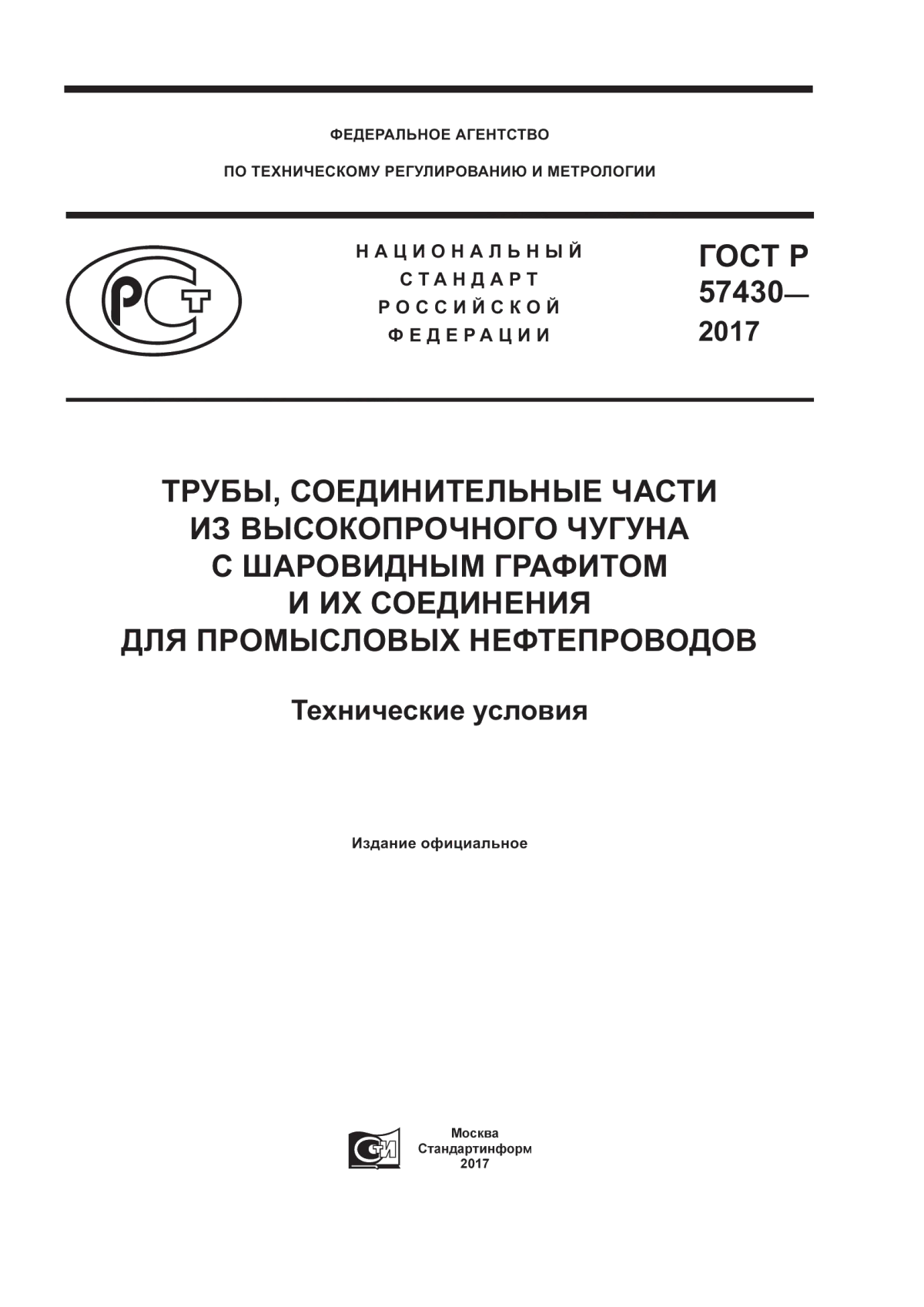
4.1.1 Трубы и соединительные части изготавливают условным проходом DN 80, 100, 125, 150, 200, 250, 300, 350, 400 и 500 мм. Основные размеры гладких концов труб приведены на рисунке 1 и в таблице 1.
|
b - ширина кольцевого валика; D - наружный диаметр раструба; DE - наружный диаметр трубы; h - высота кольцевого валика; l - расстояние от торца трубы до кольцевого валика; l - длина раструба; L - эффективная длина; S - толщина стенки трубы; S
- толщина внутреннего покрытия
Рисунок 1 - Основные размеры труб и их гладких концов
Таблица 1 - Основные размеры и масса труб
Размеры, мм | Номинальная масса трубы без цементного покрытия/с цементным покрытием, кг, при эффективной длине | ||||||||
Услов- | Наруж- | Наруж- | Тол- | Толщина внутрен- | Рас- | Высота кольце- | Ширина кольце- | ||
5800 | 6000 | ||||||||
80 | 156 | 98 | 6,0 | 3 | 85 | 5,0 | 8±2,0 | 76,0/87,0 | 78,5/90,0 |
100 | 176 | 118 | 6,0 | 3 | 91 | 5,0 | 8±2,0 | 95,0/108,0 | 98,0/12,0 |
125 | 205 | 144 | 6,0 | 3 | 95 | 5,0 | 8±2,0 | 118,0/135,0 | 122,0/139,0 |
150 | 230 | 170 | 6,0 | 3 | 101 | 5,0 | 8±2,0 | 143,0/163,0 | 148,0/168,0 |
200 | 288 | 222 | 6,3 | 3 | 106 | 5,5 | 9±2,0 | 194,0/222,0 | 200,5/229,0 |
250 | 346 | 274 | 6,8 | 3 | 106 | 5,5 | 9±2,0 | 255,0/290,0 | 264,0/299,0 |
300 | 402 | 326 | 7,2 | 3 | 106 | 5,5 | 9±2,0 | 323,0/363,0 | 334,0/375,0 |
350 | 452 | 378 | 7,7 | 5 | 110 | 6,0 | 10±2,0 | 401,0/473,0 | 415,0/488,0 |
400 | 513 | 429 | 8,1 | 5 | 115 | 6,0 | 10±2,0 | 480,0/568,0 | 497,0/586,0 |
500 | 618 | 532 | 9,0 | 5 | 120 | 6,0 | 10±2,0 | 666,0/776,0 | 689,0/800,0 |
Примечания 1 Толщина наружных покрытий - по [1]* и [2]*. 2 Длину раструба l | |||||||||
________________
* Поз. [1]-[3], [6]-[10], [13] и [14] см. раздел Библиография, здесь и далее по тексту. - .
Трубы и соединительные части могут иметь различные типы раструбно-замкового соединения (например "RJ", см. приложение А). Тип раструбно-замкового соединения устанавливают по согласованию между изготовителем и заказчиком.
4.1.2 Литые соединительные части из ВЧШГ изготавливают:
- с раструбной частью с одной стороны и гладким концом с другой;
- с фланцем с одной стороны и гладким концом с другой;
- с раструбными частями с двух или трех (для тройников) сторон.
Наименования и обозначения литых соединительных частей приведены в таблице 2, конфигурация и размеры - в приложении Б.
Таблица 2 - Литые соединительные части
Наименование | Обозначение | Конфигурация и основные размеры | |
в схемах | в документе | ||
Тройник раструбный |
| ТР | Рисунок Б.2, таблица Б.2 |
Колено раструбное |
| УР | Рисунок Б.3, таблица Б.3 |
Колено, раструб - гладкий конец |
| УРГ | Рисунок Б.4, таблица Б.4 |
Отвод раструбный |
| ОР | Рисунок Б.5, таблица Б.5 |
Отвод, раструб - гладкий конец |
| ОРГ | Рисунок Б.6, таблица Б.6 |
Патрубок, раструб - гладкий конец |
| ПРГ | Рисунок Б.7, таблица Б.7 |
Патрубок, фланец - раструб |
| ПФР | Рисунок Б.8, таблица Б.8 |
Патрубок, фланец - гладкий конец |
| ПФГ | Рисунок Б.9, таблица Б.9 |
Двойной раструб компенсационный |
| ДРК | Рисунок Б.10, таблица Б.10 |
Муфта свертная |
| МС | Рисунок Б.11, таблица Б.12 |
Муфта надвижная |
| МН | Рисунок Б.12, таблица Б.13 |
4.1.3 Сварные соединительные части из ВЧШГ изготавливают:
- с раструбной частью с одной стороны и гладким концом с другой;
- с фланцем с одной стороны и гладким концом с другой;
- с раструбными частями с двух или трех (для тройников) сторон;
- с раструбной частью, фланцем и гладким концом (для тройников).
Примечание - По согласованию между изготовителем и заказчиком возможны другие варианты изготовления сварных соединительных частей.
Наименования и обозначения сварных соединительных частей приведены в таблице 3, конфигурация и размеры - в приложении В.
Таблица 3 - Сварные соединительные части
Наименование | Обозначение | Конфигурация и основные размеры | |
в схемах | в документе | ||
Тройник, раструб - гладкий конец |
| ТРГ | Рисунок В.1, таблица В.1 |
Тройник, раструб - фланец - гладкий конец |
| ТРФГ | Рисунок В.1, таблица В.1 |
Тройник раструбный |
| ТР | Рисунок В.2, таблица В.2 |
Тройник, раструб - фланец |
| ТРФ | Рисунок В.2, таблица В.2 |
Колено, раструб - гладкий конец |
| УРГ | Рисунок В.3, таблица В.3 |
Колено раструбное |
| УР | Рисунок В.4, таблица В.3 |
Отвод раструбный |
| ОР | Рисунки В.5, В.6, таблицы В.4, В.5 |
Отвод, раструб - гладкий конец |
| ОРГ | Рисунки В.5, В.6, таблицы В.4, В.5 |
Патрубок, фланец - гладкий конец |
| ПФГ | Рисунок В.7, таблица В.6 |
Патрубок, фланец - раструб |
| ПФР | Рисунок В.8, таблица В.7 |
Патрубок, раструб - гладкий конец сталь |
| ПРГ ст. | Рисунок В.9, таблица В.8 |
4.2 Классы
Трубы и соединительные части изготавливают следующих классов: К9, К10, К11, К12...
4.3 Толщина стенки
Номинальную толщину стенки труб и соединительных частей S, мм, рассчитывают по следующей формуле, при этом толщина стенки труб должна быть не менее 6 мм, соединительных частей - не менее 7 мм:
![]() , (2)
, (2)
где К - класс трубы или соединительной части;
DN - условный проход, мм.
4.4 Длина
Трубы с раструбным соединением поставляют эффективной длины, равной 5800 и 6000 мм.
Примечание - При заказе труб общей длины, изготовитель может определить требуемое к поставке количество труб любой мерной длины путем суммирования эффективных длин отдельных труб.
4.5 Масса
Номинальная масса труб приведена в таблице 1.
4.6 Примеры условных обозначений
Труба раструбная (труба ВЧШГ) под соединение "RJ" (RJ), с условным проходом DN 200 мм (200), мерной длины 6000 мм (6000), класса К10 (К10), изготовленная по ГОСТ Р:
Труба ВЧШГ - RJ - 200x6000 - К10 - ГОСТ Р 57430-2017
Тройник раструбный (ТР) со стволом условного прохода DN 200 мм (200) и отростком условного прохода DN 100 мм (100), с раструбным соединением "RJ" (RJ), изготовленный по ГОСТ Р:
ТР 200x100 - RJ - ГОСТ Р 57430-2017
Колено раструбное (УР) с условным проходом DN 300 мм (300), с раструбным соединением "RJ" (RJ), изготовленное по ГОСТ Р:
УР 300 - RJ - ГОСТ Р 57430-2017
Колено, раструб - гладкий конец (УРГ), с условным проходом DN 300 мм (300), с раструбным соединением "RJ" (RJ), изготовленное по ГОСТ Р:
УРГ 300 - RJ - ГОСТ Р 57430-2017
Отвод раструбный (ОР) с условным проходом DN 300 мм (300), с центральным углом 45° (45°), с раструбным соединением "RJ" (RJ), изготовленный по ГОСТ Р:
ОР 300 - 45° - RJ - ГОСТ Р 57430-2017
Отвод, раструб - гладкий конец (ОРГ) с условным проходом DN 400 мм (400), центральным углом 30° (30°), с раструбным соединением "RJ" (RJ), изготовленный по ГОСТ Р:
ОРГ 400 - 30° - RJ - ГОСТ Р 57430-2017
Патрубок, раструб - гладкий конец (ПРГ) с условным проходом DN 250 мм (250), с раструбным соединением "RJ" (RJ), изготовленный по ГОСТ Р:
ПРГ 250 - RJ - ГОСТ Р 57430-2017
Патрубок, фланец - раструб (ПФР) с условным проходом DN 500 мм (500), с раструбным соединением "RJ" (RJ), изготовленный по ГОСТ Р:
ПФР 500 - RJ - ГОСТ Р 57430-2017
Патрубок, фланец - гладкий конец (ПФГ) с условным проходом DN 80 мм (80), с раструбным соединением "RJ" (RJ), изготовленный по ГОСТ Р:
ПФГ 80 - RJ - ГОСТ Р 57430-2017
Двойной раструб компенсационный (ДРК) с условным проходом DN 150 мм (150), изготовленный по ГОСТ Р:
ДРК 150 - ГОСТ Р 57430-2017
Муфта свертная (МС) с условным проходом DN 250 мм (250), изготовленная по ГОСТ Р:
МС 250 - ГОСТ Р 57430-2017
Муфта надвижная (МН) с условным проходом DN 200 мм (200), изготовленная по ГОСТ Р:
МН 200 - ГОСТ Р 57430-2017
Сварной тройник, раструб - гладкий конец (ТРГ), со стволом условного прохода DN 200 мм (200) и отростком условного прохода DN 100 мм (100), с раструбным соединением "RJ" (RJ) под номинальное давление 4,0 МПа (PN4,0), изготовленный по ГОСТ Р:
ТРГ 200x100 - RJ - PN4,0 - ГОСТ Р 57430-2017
Сварной патрубок, фланец - гладкий конец (ПФГ), с условным проходом DN 100 мм (100), с раструбным соединением "RJ" (RJ), длиной 555 мм (L555) под номинальное давление 4,0 МПа (PN4,0), изготовленный по ГОСТ Р, фланец исполнения 1 (фланец 1) по ГОСТ 33259 из стали 20 (Ст20):
ПФГ 100 - RJ - L555 PN4,0 - ГОСТ Р 57430-2017 - фланец 1 - ГОСТ 33259 - Ст20
Сварное колено, раструб - гладкий конец (УРГ), с условным проходом DN 200 мм (200), с раструбным соединением "RJ" (RJ) под номинальное давление 4,0 МПа (PN4,0), изготовленные по ГОСТ Р:
УРГ 200 - RJ - PN4,0 - ГОСТ Р 57430-2017
(Измененная редакция, Изм. № 1).
4.7 Сведения, указываемые в заказе
4.7.1 При оформлении заказа на трубы и соединительные части из ВЧШГ, изготовляемые по настоящему стандарту, заказчик должен указать в заказе следующие обязательные требования:
а) обозначение настоящего стандарта;
б) характеристики и классификацию транспортируемых сред (см. 12.5, таблица 6);
в) условный проход труб (см. 4.1.1, таблица 1);
г) наименование литой соединительной части, при необходимости (см. 4.1.2, таблица 2);
д) наименование сварной соединительной части, при необходимости (см. 4.1.3, таблица 3);
е) класс трубы или соединительной части (см. 4.2);
ж) длину труб мерной длины, или общую эффективную длину труб в заказе (см. 4.4);
и) тип раструбно-замкового соединения (см. приложение А);
к) условный проход литой соединительной части (см. приложение Б);
л) условный проход сварной соединительной части (см. приложение В).
4.7.2 При необходимости заказчик может указать в заказе следующие требования:
а) дополнительную маркировку краской на наружной поверхности трубы (см. 5.12.6);
б) поставку труб с наружным защитным покрытием (см. 5.13.1);
в) поставку труб с внутренним защитным покрытием (см. 5.13.1);
г) поставку труб с наружным и внутренним защитными покрытиями (см. 5.13.1);
д) поставку соединительных частей с наружным защитным покрытием (см. 5.13.2);
е) поставку соединительных частей с внутренним защитным покрытием (см. 5.13.2);
ж) поставку соединительных частей с наружным и внутренним защитными покрытиями (см. 5.13.2);
и) увеличение толщины внутреннего покрытия эпоксидной композиции или полиуретанового материала до 2 мм (см. 5.13.4);
к) поставку в комплекте с полиэтиленовой пленкой (рукавом) (см. 9.4);
л) увеличение длины тройника L до 1,5 м (см. таблицу В.1, приложение В);
м) изменение угла для отвода в пределах от 5° до 45° (см. таблицу В.4, приложение В);
н) изменение угла для отвода в пределах от 45° до 88° (см. таблицу В.5, приложение В);
п) изменение длины патрубка фланец - гладкий конец в пределах до 2 м (см. таблицу В.6, приложение В);
р) изменение длины патрубка фланец - раструб в пределах до 2 м (см. таблицу В.7, приложение В);
с) изменение длины патрубка раструб - гладкий конец сталь в пределах до 2 м (см. таблицу В.8, приложение В).
4.7.3 При необходимости между заказчиком и изготовителем могут быть согласованы и указаны в заказе следующие требования:
а) тип раструбно-замкового соединения (см. 4.1.1);
б) другие варианты изготовления сварных соединительных частей (см. 4.1.3);
в) другой вид упаковки (см. 5.12.7);
г) комплектность поставки (см. 9.1).
5 Технические требования
5.1 Способ производства
5.1.1 Трубы из ВЧШГ изготавливают центробежнолитыми.
5.1.2 Литые соединительные части из ВЧШГ изготавливают любым способом литейного производства.
5.1.3 Сварные соединительные части изготавливают методом сварки заготовок из труб ВЧШГ с использованием в ряде случаев заготовок из углеродистой конструкционной стали.
5.1.4 На наружную поверхность гладких концов труб и сварных соединительных частей методом электродуговой сварки наплавляются кольцевые валики согласно размерам, указанным на рисунке 1 и в таблице 1. На литых соединительных частях кольцевые валики выполняются при отливке соединительных частей.
5.2 Химический состав
Рекомендуемый химический состав чугуна труб и соединительных частей приведен в приложении Г.
5.3 Механические свойства
5.3.1 Механические свойства труб и соединительных частей должны соответствовать таблице 4.
5.3.2 Временное сопротивление сварных швов в сварных соединительных частях должно быть не менее 400 Н/мм.
Таблица 4 - Механические свойства труб и соединительных частей
Изделие | Предел текучести | Временное сопротивление | Относи- | Ударная вязкость, Дж/см |
не менее | ||||
Трубы и сварные соединительные части | 300 | 420 | 10 | 3,0 |
Литые соединительные части и стопора | 300 | 420 | 5 | |
5.4 Твердость
5.4.1 Твердость металла труб и сварных соединительных частей не должна превышать 230 НВ.
5.4.2 Твердость металла литых соединительных частей на наружной поверхности не должна превышать 250 НВ.
5.4.3 Твердость в околошовной зоне сварных соединительных частей не должна превышать 230 НВ.
5.5 Микроструктура
5.5.1 Микроструктура металла труб должна быть ферритная с шаровидной формой графита. Доля перлитной составляющей не должна превышать 20%. Доля шаровидного графита должна быть не менее 95%. Количество структурно-свободного цементита в микроструктуре не должно превышать 5%.
5.5.2 Микроструктура металла соединительных частей должна быть ферритно-перлитная с шаровидной формой графита. Доля перлитной составляющей не должна превышать 40%. Доля шаровидного графита должна быть не менее 95%. Количество структурно-свободного цементита не должно превышать 5%.
5.6 Предельные отклонения размеров, длины, формы и массы
5.6.1 Предельные отклонения размеров
5.6.1.1 Предельные отклонения размеров гладких концов труб и соединительных частей приведены в таблице 1.
Примечание - Для труб с внутренним покрытием допускается уменьшение условного прохода DN на 10 мм.
5.6.1.2 Предельные отклонения по толщине стенки S и по наружному диаметру цилиндрической части труб DE не должны превышать величин, указанных в таблице 1. Плюсовой допуск по толщине стенки трубы ограничивается допуском на массу.
5.6.1.3 Предельные отклонения по толщине стенки S цилиндрических участков соединительных частей не должны превышать величин, указанных в приложениях Б и В. Плюсовой допуск по толщине стенки соединительных частей ограничивается допуском на массу.
5.6.2 Предельные отклонения длины
5.6.2.1 Предельные отклонения длины труб не должны превышать мм.
5.6.2.2 При поставке партии труб одной мерной длины количество труб с минусовым допуском не должно быть более 10%.
5.6.2.3 Предельные отклонения длины сварных соединительных частей не должны превышать ±2% от длины.
5.6.2.4 Предельные отклонения длины литых соединительных частей с раструбами, с фланцем и раструбом, с фланцем и гладким концом не должны превышать ±20 мм, а по длине фланцевых соединительных частей ±10 мм.
5.6.3 Предельные отклонения формы
5.6.3.1 Отклонение от прямолинейности всей трубы не должно быть более 0,125% длины трубы.
5.6.3.2 Овальность гладких концов труб и соединительных частей должна:
- оставаться в пределах допусков наружного диаметра - для DN от 80 до 200 мм включительно;
- составлять не более 1% наружного диаметра - для DN от 250 до 500 мм включительно.
5.6.4 Предельные отклонения массы
Отклонения фактической массы от номинальной расчетной массы не должны превышать:
- ±8% - для труб и литых соединительных частей DN от 80 до 200 мм включительно;
- ±5% - для труб и литых соединительных частей DN от 250 до 500 мм включительно;
- ±8% - для сварных соединительных частей.
Примечания
1 Значение массы выше максимально допустимой не является браковочным признаком при условии обеспечения установленной величины условного прохода DN.
2 Значение массы ниже минимально допустимой не является браковочным признаком при условии обеспечения толщины стенки трубы в пределах установленного допуска.
5.7 Качество поверхности
5.7.1 На наружной и внутренней поверхностях труб и соединительных частей допускаются дефекты, обусловленные способом производства, не выводящие толщину стенки за минимальные допустимые значения и не влияющие на прочность и герметичность труб при гидростатическом испытании. В приложении Д приведены допустимые дефекты для труб и соединительных частей из ВЧШГ с учетом терминов по ГОСТ 19200.
5.7.2 В месте контакта уплотнительного кольца с наружной поверхностью гладкого конца трубы и соединительных частей углубления подлежат заделке шпаклевками на основе полиэфирных смол. Допускается заделка шпаклевками на основе полиэфирных смол дефектных мест, расположенных на других участках наружной поверхности трубы и соединительных частей, если они ухудшают товарный вид.
5.7.3 В месте контакта резинового уплотнительного кольца с внутренней поверхностью раструба углубления подлежат заделке шпаклевками на основе полиэфирных смол.
5.8 Качество сварки швов
5.8.1 В сварных швах сварных соединительных частей не допускаются:
- трещины любых размеров, всех видов и направлений, расположенные в металле сварного шва и околошовной зоне;
- непровары в корне одностороннего шва глубиной более 10% толщины стенки или суммарной длиной более 30% его протяженности независимо от глубины;
- поры и шлаковые включения согласно требованям [3].
5.8.2 Поверхность сварных швов сварных соединительных частей должна быть слегка выпуклой. Подрезы, кратеры и прожоги не допускаются.
5.8.3 Допускается исправление дефектов сварного шва сварной соединительной части, если общая длина участка с недопустимыми дефектами не превышает 30% его общей длины при глубине этих дефектов не более 50% толщины стенки, а длина трещины не более 50 мм.
5.8.4 Дефектные места должны быть устранены, заварены вновь и подвергнуты контролю неразрушающими методами. Односторонний шов с непроваром корня сварного шва может быть исправлен подваркой корня.
5.9 Герметичность
5.9.1 Трубы должны выдерживать испытательное гидростатическое давление:
- не менее 6,0 МПа - для DN от 80 до 300 мм;
- не менее 4,0 МПа - для DN от 350 до 500 мм.
5.9.2 Сварные соединительные части должны выдерживать испытательное гидростатическое давление, равное 1,25 от рабочего давления.
5.10 Угол загиба
Угол загиба сварных швов в сварных соединительных частях должен быть не менее 18°.
5.11 Отделка концов
Торец гладкого конца у наружной поверхности трубы должен иметь скругление радиусом 5 мм.
5.12 Маркировка и упаковка
5.12.1 На внутреннюю поверхность раструба трубы должна быть нанесена литая маркировка, содержащая:
- наименование или товарный знак изготовителя;
- условный проход;
- номер плавки;
- номер ковша;
- номер трубы;
- год и квартал изготовления;
- обозначение материала ("GGG").
5.12.2 На наружной поверхности соединительной части должна быть нанесена маркировка, содержащая:
- товарный знак изготовителя;
- условное обозначение соединительной части;
- год изготовления (допускается указывать две последние цифры);
- обозначение материала ("GGG");
- номинальное давление для фланцевых соединений (PN).
5.12.3 Маркировка на сварные соединительные части наносится на нерабочую поверхность ударным способом. Высота шрифта 10-40 мм. Допускается нанесение маркировки краской.
5.12.4 Маркировка на литых соединительных частях отливается на нерабочей поверхности. Обозначение номинального давления для фланцев (PN) разрешается выполнять штамповкой. Высота шрифта 10-40 мм.
5.12.5 При маркировке краской труб и соединительных частей наносят следующую информацию:
- ссылку на настоящий стандарт;
- обозначение материала ("GGG95");
- допустимое рабочее давление.
5.12.6 Упаковка труб и соединительных частей, а также дополнительная маркировка - по ГОСТ 10692. По требованию заказчика допускается нанесение дополнительной маркировки краской на наружной поверхности трубы.
5.12.7 Уплотнительные резиновые кольца упаковывают в картонные коробки по ГОСТ 13841 (не более 30 кг), стопоры - в специальные контейнеры (ящики). По согласованию между изготовителем и заказчиком допускается другой вид упаковки. Транспортная маркировка - по ГОСТ 14192.
5.13 Защита трубопроводов от коррозии*
________________
* Измененная редакция, Изм. № 1.
Если трубопровод целиком смонтирован с применением труб из ВЧШГ, то для его защиты от коррозии достаточно использовать изоляционное покрытие нормального типа независимо от условий прокладки и эксплуатации.
Если трубопровод из ВЧШГ имеет стальные элементы или участки, то в зависимости от конкретных условий прокладки и эксплуатации средства защиты от подземной и атмосферной коррозии должны соответствовать требованиям ГОСТ Р 51164 и ГОСТ 9.602.
Противокоррозионная защита независимо от условий прокладки и эксплуатации трубопровода, а также материалов, из которых трубопровод смонтирован, должна обеспечивать его безотказную работу в течение всего срока эксплуатации.
Стальные узлы и элементы трубопроводов из ВЧШГ (крановые узлы, тройниковые узлы, муфты и другие элементы) должны иметь противокоррозионное защитное покрытие по всей наружной поверхности в соответствии с требованиями ГОСТ Р 51164.
Подготовка траншеи и засыпка трубопровода грунтом должны выполняться способом, исключающим повреждение изоляции.
Изоляционные покрытия законченных строительством подземных участков трубопроводов из ВЧШГ должны иметь сопротивление не ниже 5·10 Ом·м
![]() . Контроль значения сопротивления должен проводиться катодной поляризацией по методике, приведенной в ГОСТ Р 51164-98 (приложение Д).
. Контроль значения сопротивления должен проводиться катодной поляризацией по методике, приведенной в ГОСТ Р 51164-98 (приложение Д).
Тип и материал изоляционного покрытия трубопровода, полностью смонтированного из труб и соединительных деталей и узлов из ВЧШГ, для защиты от почвенной коррозии должны определяться в каждом конкретном случае на стадии проектирования.
На трубопроводе, смонтированном из труб и соединительных деталей из ВЧШГ с применением стальных элементов трубопроводов, в зависимости от конкретных условий прокладки стальные элементы должны иметь усиленный или нормальный тип изоляционного покрытия в соответствии с требованиями ГОСТ Р 51164.
Трубопроводы из ВЧШГ при надземной прокладке нуждаются в дополнительных мерах по защите от атмосферной коррозии, кроме указанных в [4].
Для защиты от коррозии трубопроводов при надземной прокладке должны использоваться атмосферостойкие лакокрасочные покрытия на основе эпоксидных, полиуретановых и других лакокрасочных материалов, устойчивые к нагрузкам, возникающим в результате перепадов температур в процессе эксплуатации, и обеспечивающие защиту с учетом степени коррозионной агрессивности атмосферы по ГОСТ 15150.
Если трубопровод целиком состоит из труб ВЧШГ и имеется наружное изоляционное защитное покрытие, то применение электрохимической защиты (ЭХЗ) не требуется.
При применении стальных элементов или узлов, стальных труб на трубопроводах из ВЧШГ в зависимости от конкретных условий прокладки и эксплуатации трубопровода стальные части должны быть защищены с использованием средства защиты от коррозии в соответствии с требованиями ГОСТ Р 51164 и ГОСТ 9.602.
При устройстве ЭХЗ на трубопроводе необходимо руководствоваться ГОСТ 9.602, ГОСТ Р 51164, [5], а также [4].
Применение ЭХЗ не должно оказывать вредного влияния на соседние трубопроводы и другие подземные металлические сооружения.
Выбор средств защиты от коррозии должен осуществляться с учетом коррозионной активности грунтов, фактической скорости коррозии внутренней и наружной поверхностей труб, эффективности мероприятий при обеспечении проектных сроков эксплуатации трубопроводов.
ЭХЗ допускается применять в следующих случаях:
- если грунты обладают удельным электрическим сопротивлением менее 0,5 Ом·м;
- если существует опасное влияние блуждающих постоянных и переменных токов (высоковольтные линии электропередач и т.д.);
- при наличии достаточной электрической проводимости трубопровода в продольном направлении (фланцевые и сварные соединения).
Защита трубопроводов от внутренней коррозии может осуществляться с помощью технологических методов борьбы с коррозией, антикоррозионных внутренних покрытий и ингибиторов коррозии.
Защита трубопроводов от коррозии технологическими методами должна предусматривать поддержание рабочего режима трубопроводов и периодическую очистку внутренней поверхности участков трубопроводов.
Для защиты внутренней поверхности трубопроводов может быть применена ингибиторная защита.
Необходимость применения ингибиторов коррозии должна определяться в соответствии с требованиями [5].
Для внутренней изоляции труб следует применять материалы в соответствии с требованиями [4].
Нанесение внутренних антикоррозионных покрытий труб должно проводиться в стационарных заводских или базовых условиях.
Способ внутренней противокоррозионной защиты трубопроводов должен быть определен в проекте.
(Измененная редакция, Изм. № 1).
5.13.1 По требованию заказчика на трубы наносят наружное или внутреннее защитные покрытия или их различные комбинации.
5.13.1.1 Наружные покрытия:
а) металлический цинк - по [1];
б) металлический цинк - по [1] с нанесением поверх цинка дополнительного покрытия одним из следующих материалов:
- грунтовка на основе акриловой смолы;
- эпоксидная композиция - по ГОСТ 9.602, [6], [7];
- полиуретан - по ГОСТ 9.602, [6], [7];
- клейкие полимерные ленты - по ГОСТ 9.602;
- полиэтиленовый рукав;
в) допускается нанесение защитных покрытий на трубы без цинкового покрытия.
(Измененная редакция, Изм. № 1).
5.13.1.2 Вес цинкового покрытия (не менее 130 г/м) и толщина завершающего наружного покрытия (не менее 70 мкм) - по [1].
5.13.1.3 Внутренние покрытия:
а) цементно-песчаное из высокоглиноземистого цемента - по ГОСТ 969, [8];
б) эпоксидные композиции или полиуретановые материалы - по ГОСТ 9.602, [6], [7].
(Измененная редакция, Изм. № 1).
5.13.2 По требованию заказчика на соединительные части наносят наружное или внутреннее защитное покрытие или их различные комбинации.
5.13.2.1 Наружные покрытия:
а) цинкнаполненная краска - по [2];
б) цинкнаполненная краска - по [2], с нанесением поверх нее дополнительного покрытия одним из следующих материалов:
- грунтовка на основе акриловой смолы;
- эпоксидная композиция - по ГОСТ 9.602, [6], [7];
- полиуретан - по ГОСТ 9.602, [6], [7];
- клейкие полимерные ленты - по ГОСТ 9.602;
в) допускается нанесение защитных покрытий на соединительные части без покрытия цинкнаполненной краской.
(Измененная редакция, Изм. № 1).
5.13.2.2 Вес покрытия цинковой краской (не менее 150 г/м) и толщина завершающего наружного покрытия (не менее 70 мкм) - по [2].
5.13.2.3 Внутренние покрытия:
а) цементно-песчаное из высокоглиноземистого цемента - по ГОСТ 969, [8];
б) эпоксидные композиции или полиуретановые материалы - по ГОСТ 9.602, [6], [7].
(Измененная редакция, Изм. № 1).
5.13.3 Адгезия нанесенных наружных покрытий должна быть не более 1 балла.
5.13.4 Толщина внутреннего цементно-песчаного покрытия - по [9]. Средняя толщина нанесенного внутреннего покрытия, состоящего из эпоксидной композиции или полиуретанового материала, должна составлять не менее 70 мкм. По требованию заказчика возможно увеличение толщины слоя до 2 мм.
(Измененная редакция, Изм. № 1).
6 Требования безопасности и охраны окружающей среды
6.1 Трубы и соединительные части изготовляют из взрывобезопасных, нетоксичных и радиационнобезопасных материалов. Специальных мер безопасности в течение всего срока службы труб и соединительных частей не требуется.
6.2 При хранении, транспортировке и эксплуатации трубы и соединительные части являются экологически безопасной продукцией.
6.3 Трубы и соединительные части по окончании эксплуатации подлежат переработке.
7 Правила приемки
7.1 Трубы и соединительные части принимают партиями. Количество проверяемых в партии отливок устанавливается изготовителем.
7.2 Трубы и соединительные части из ВЧШГ подвергают следующим видам контроля:
- химического состава;
- на растяжение;
- на ударную вязкость;
- твердости;
- микроструктуры;
- измерительному;
- визуальному;
- гидростатическому;
- качества покрытия.
У сварных соединительных частей дополнительно контролируют механические свойства сварного шва и угол загиба.
7.3 Контроль химического состава чугуна труб и соединительных частей проводят на пробах, изготовленных из жидкого металла одной партии. Микроструктура и химический состав (кроме содержания серы и фосфора) чугуна являются факультативными характеристиками и не считаются браковочными признаками при соблюдении механических свойств металла.
7.4 Контроль механических свойств, твердости и микроструктуры металла труб и соединительных частей проводят на образцах, изготовленных из любой трубы, а на соединительных частях из приливных образцов в проверяемой партии.
7.5 Гидростатическому испытанию, визуальному и измерительному контролю должны быть подвергнуты каждые труба или соединительная часть.
7.6 Результаты гидростатического испытания труб и соединительных частей считают удовлетворительными, если на их наружной поверхности не обнаружено видимой протечки, выпотевания или другого признака повреждения.
7.7 При получении неудовлетворительных результатов испытаний по временному сопротивлению, относительному удлинению или ударной вязкости проводят повторные испытания по этому показателю удвоенного количества образцов взятых от той же трубы или соединительной части. Результаты повторных испытаний распространяют на всю партию.
7.8 Допускается в случае неудовлетворительных результатов повторных испытаний подвергать каждое изделие поштучному контролю по невыполняемому показателю.
8 Методы контроля и испытаний
8.1 Пробы и образцы для химического анализа отбирают по ГОСТ 7565.
Химический состав чугуна определяют стандартными методами контроля.
При возникновении разногласий в определении химического состава применяют методы химического анализа.
8.2 Для проведения механических испытаний, определения микроструктуры и твердости металла от гладкого конца отобранной трубы отрезают кольцо, из которого изготавливают один образец для испытания на растяжение и три образца для определения ударной вязкости. Изготовление образцов - по ГОСТ ISO 2531. Для соединительных частей отдельно отлитые заготовки - по ГОСТ 7293.
Испытания на растяжение проводят по ГОСТ 1497 или ГОСТ 27208.
8.3 Испытания на ударную вязкость металла труб и соединительных частей проводят по ГОСТ 9454 при температуре 20°C на образцах без надреза. Результат испытаний оформляют как среднеарифметическое значение.
(Измененная редакция, Изм. № 1).
8.4 Контроль твердости проводят по ГОСТ 9012.
8.5 Контроль микроструктуры проводят по ГОСТ 3443.
8.6 Геометрические размеры труб, соединительных частей и наплавленного валика контролируют калибром-скобой по ГОСТ 18360, ГОСТ 18365, ГОСТ 2216, штангенциркулем по ГОСТ 166, микрометром по ГОСТ 6507, или шаблоном, изготовленным по чертежам изготовителя.
8.7 Контроль прямолинейности всей трубы проводят визуально. При возникновении разногласий, отклонение от прямолинейности любого участка трубы длиной 1 м может быть измерено при помощи поверочной линейки по ГОСТ 8026 и набором щупов или другими способами по методике завода-изготовителя.
8.8 Толщину стенки труб и соединительных частей контролируют способом ультразвукового контроля по ГОСТ ISO 2531.
8.9 Определение массы труб и соединительных частей производят на весах по методике изготовителя.
8.10 Контроль качества наружной и внутренней поверхностей труб и соединительных частей проводят визуально без применения увеличительных приспособлений.
Для определения влияния на прочностные и эксплуатационные характеристики труб таких дефектов, как газовая шероховатость, раковины, углубления, царапины, необходимо определить глубину дефекта для последующего определения толщины бездефектного металла под дефектом.
Глубину дефектов определяют индикатором часового типа по ГОСТ 577. Индикатор должен быть адаптирован для измерений углублений и раковин диаметром от 1,0 мм и более. Допускается применение аналогичных измерительных устройств с таким же или более высоким классом точности.
Замеры производят на поверхности с наиболее характерными дефектами, в любых пяти точках.
8.11 Гидростатическое испытание труб и соединительных частей проводят по ГОСТ ISO 2531.
8.12 Радиус скругления торца труб контролируют по документации предприятия-изготовителя.
8.13 Состав и свойства цементно-песчаного покрытия регламентируют по ГОСТ 969 и ГОСТ 8736 или по документации предприятия-изготовителя.
8.13.1 Контроль качества цементно-песчаного покрытия, нанесенного на трубу, проводят визуально и с помощью инструментальных методов контроля по [8].
(Измененная редакция, Изм. № 1).
8.13.2 Толщину внутреннего цементно-песчаного покрытия труб контролируют:
- непосредственно после его нанесения - путем прокалывания специальным щупом, изготовленным по чертежам завода-изготовителя;
- после отверждения цементно-песчаного покрытия - толщиномером покрытий.
8.13.3 Среднее значение толщины внутреннего цементно-песчаного покрытия измеряют в любом сечении, перпендикулярном оси трубы в четырех точках, разделенных интервалами в 90°, на расстоянии не менее 200 мм от гладкого конца.
8.13.4 Контроль качества наружного защитного покрытия производят визуально. Толщину защитного покрытия измеряют по [10].
8.13.5 Адгезию наружного завершающего покрытия определяют методом решетчатых надрезов по ГОСТ 15140 на расстоянии 200-500 мм от края трубы. Контроль производится не ранее 24 ч после нанесения покрытия на трубы и соединительные части.
8.13.6 Контроль массы цинкового покрытия производят по [1].
8.14 Контроль качества уплотнительных резиновых колец и стопоров производят по [11] и [12].
9 Комплектность
9.1 Комплектность поставки труб и соединительных частей определяется по согласованию между изготовителем и заказчиком с учетом требований настоящего раздела.
9.2 Трубы и соединительные части поставляют заказчику в комплекте с уплотнительными резиновыми кольцами. Размеры и масса уплотнительных колец определяются типом раструбно-замкового соединения. Технические требования - по [11].
9.3 Трубы и соединительные части поставляют заказчику в комплекте со стопорами. Размеры и масса стопоров определяются типом раструбно-замкового соединения. Технические требования - по [12].
9.4 По требованию заказчика трубы могут поставляться в комплекте с полиэтиленовой пленкой (рукавом), предназначенной для обеспечения дополнительной защиты трубопроводов от коррозии. Рукав надевается на трубы непосредственно перед их прокладкой.
9.5 На каждую отгружаемую заказчику партию труб изготовитель должен выдать документ о качестве труб, в котором должны быть указаны:
- обозначение настоящего стандарта;
- наименование изготовителя;
- наименование заказчика;
- условный проход и класс труб;
- количество труб и общая длина в метрах;
- номер партии и номер плавки;
- номинальная расчетная масса труб;
- тип и количество уплотнительных резиновых колец;
- величина испытательного гидростатического давления;
- временное сопротивление, относительное удлинение, предел текучести;
- величина ударной вязкости;
- твердость металла труб;
- химический состав чугуна;
- металлографический анализ;
- виды наружного и внутреннего покрытия;
- дата выписки документа.
9.6 На каждую отгружаемую заказчику партию соединительных частей изготовитель должен выдать документ о качестве, в котором должны быть указаны:
- обозначение настоящего стандарта;
- наименование изготовителя;
- наименование заказчика;
- номер заказа;
- наименование и обозначение соединительных частей;
- количество соединительных частей в штуках и массу партии;
- номер партии и номер плавки;
- величина испытательного гидростатического давления;
- тип и количество уплотнительных резиновых колец;
- подтверждение о соответствии изделий требованиям настоящего стандарта;
- виды наружного и внутреннего покрытия;
- дату выписки документа о качестве.
10 Транспортирование и хранение
10.1 Транспортирование и хранение труб и соединительных частей осуществляют в соответствии с ГОСТ 10692.
10.2 Трубы DN от 80 до 300 мм транспортируют в пакетах. В пакете каждый слой труб располагают на специальных деревянных прокладках. Количество труб в пакетах регламентируется документацией завода-изготовителя. Трубы DN от 350 до 500 мм транспортируют без пакетов.
Соединительные части транспортируют в специальных контейнерах или россыпью. Транспортная маркировка - по ГОСТ 14192.
10.3 Транспортные средства должны быть подходящими для перевозки, погрузки и разгрузки труб. Во время транспортировки должны соблюдаться следующие правила:
- не допускают прямого контакта труб с дном транспортного средства;
- при транспортировке используют боковые упоры;
- закрепляют груз при помощи текстильных ремней и натягивающих устройств;
- при перевозке труб автотранспортом длина свисающих концов не должна превышать 25% от длины трубы;
- не допускают соприкосновений труб с металлическими поверхностями транспортного средства.
10.4 Хранение труб на складах и строительных площадках производят в транспортных пакетах или без пакетов в специально оборудованных штабелях.
Соединительные части могут храниться на складах, в неотапливаемых помещениях и под навесами.
Допустимая температура окружающей среды при хранении труб и соединительных деталей трубопроводов без и с нанесенными противокоррозионными покрытиями: от минус 50°C до плюс 50°C - для труб и соединительных деталей, предназначенных для южной и средней климатической зон, и от минус 60°C (включительно) до плюс 50°C - для труб и фитингов, предназначенных для условий Крайнего Севера.
(Измененная редакция, Изм. № 1).
10.4.1 Пакеты труб могут быть сложены в штабель, на брусьях размером 80x80x2600 мм, по 3 или 4 пакета в каждом ряду. Каждый последующий ярус пакетов отделяют от предыдущего брусьями, толщина которых больше чем численное значение разницы диаметров раструба и цилиндра трубы. Общая высота штабеля не должна превышать 2,5 м.
10.4.2 Штабелирование непакетированных труб должно производиться на ровных прочных основаниях. Ряды труб в штабеле должны быть уложены на деревянные прокладки. При этом необходимо предусматривать боковые опоры, предотвращающие самопроизвольное раскатывание труб.
10.5 Стопоры хранят в открытой таре, рассортированные по диаметрам.
10.6 Уплотнительные резиновые кольца транспортируются и хранятся в соответствии с [11].
11 Погрузка и разгрузка
11.1 Допустимая температура окружающей среды при проведении погрузочных, разгрузочных работ и транспортировании труб и соединительных деталей трубопроводов без и с нанесенными противокоррозионными покрытиями: от минус 40°C до плюс 40°C - для труб и соединительных деталей, предназначенных для южной и средней климатической зон, и от минус 60°C (включительно) до плюс 40°C - для труб и фитингов, предназначенных для условий Крайнего Севера.
При погрузочных и разгрузочных работах с трубами и соединительными частями необходимо избегать раскачивания, ударов или трения труб и соединительных частей о другие трубы или соединительные части, землю, опоры трейлера, борта вагона.
(Измененная редакция, Изм. № 1).
11.2 Погрузка и выгрузка пакетов должна осуществляться приспособлениями, обеспечивающими сохранность и целостность пакетов. Для перемещения следует применять приспособления с использованием нейлоновых канатов или ремней с четырехкратным запасом по грузоподъемности.
11.3 При перевозке, погрузке и разгрузке соединительных частей и пакетов труб запрещается сбрасывать, ронять и подвергать их ударным нагрузкам.
11.4 Погрузка и разгрузка пакетов должна производиться захватом всего пакета. Запрещается захват пакета за одну трубу.
11.5 Для непакетированных труб и соединительных частей следует использовать крюки с эластичным покрытием, при этом важно не допускать контакта металла с внутренним покрытием во избежание его повреждения.
12 Указания по применению
12.1 Трубы, изготовленные по настоящему стандарту, предназначены для эксплуатации в трубопроводах с температурой транспортируемой среды до 95°C.
Примечание - Возможно кратковременное повышение температуры до плюс 130°C (до 15 ч один раз в 2 мес).
12.2 Допустимое рабочее давление приведено в таблице 5.
Таблица 5 - Допустимое рабочее давление
Условный проход DN, мм | Допустимое рабочее давление, МПа |
80 | 4,0 |
100 | 4,0 |
125 | 4,0 |
150 | 4,0 |
200 | 4,0 |
250 | 3,6 |
300 | 3,4 |
350 | 3,0 |
400 | 2,5 |
500 | 2,5 |
12.3 Допустимая температура эксплуатации и строительства трубопроводов - до минус 40°C.
12.4 Трубы и соединительные части из ВЧШГ с наружным защитным покрытием могут применяться во всех типах почв.
12.5 Характеристики допустимых к транспортированию сред по трубопроводам из ВЧШГ приведены в таблице 6.
12.6 Характеристики и классификацию транспортируемых сред заказчик указывает в заказе.
Таблица 6 - Характеристики транспортируемых сред
Среда | рН | Содержание агрессивных компонентов | Степень агрессивного воздействия | |||||
Минера- | СВБ | H | CO | O | Взве- | |||
Вода пресная (техническая) | ||||||||
неаэрированная | ~7 | менее 5 | - | - | - | менее 0,5 | - | Неагрессивная |
аэрированная | ~7 | менее 5 | - | - | - | более 0,5 | - | Слабоагрессивная |
Воды подземных горизонтов | ||||||||
неаэрированные | ||||||||
- не содержащие H | 6...8 | любая | - | - | - | менее 0,1 | 100 | Слабоагрессивная |
- содержащие H | менее 7 | любая | + | более 1,0 | - | менее 0,1 | 100 | Среднеагрессивная |
- содержащие CO | менее 7 | любая | - | - | более 20 | менее 0,1 | 100 | Среднеагрессивная |
аэрированные | ||||||||
- не содержащие H | 6...8 | любая | - | - | - | более 0,1 | 100 | Среднеагрессивная |
- содержащие H | 6...8 | любая | + | более 1,0 | - | более 0,1 | 100 | Среднеагрессивная |
- содержащие CO | 6...8 | любая | - | - | более 20 | более 0,1 | 100 | Среднеагрессивная |
Промысловые сточные воды | ||||||||
неаэрированные | ||||||||
- не содержащие H | ~7 | любая | - | менее 1,0 | - | менее 0,1 | - | Неагрессивная |
- содержащие H | менее 7 | любая | + | более 1,0 | - | менее 0,1 | - (FeS) | Среднеагрессивная |
- содержащие CO | менее 7 | любая | - | - | более 20 | менее 0,1 | - | Среднеагрессивная |
аэрированные | ||||||||
- не содержащие H | менее 7 | любая | - | менее 1,0 | - | более 0,1 | - | Среднеагрессивная |
- содержащие H | менее 7 | любая | + | более 1,0 | - | более 0,1 | - (FeS) | Среднеагрессивная |
- содержащие CO | менее 7 | любая | - | - | более 20 | более 0,1 | - | Среднеагрессивная |
Устойчивые водонефтяные эмульсии | ||||||||
- не содержащие агрессивных компонентов | ~7 | - | - | - | - | - | до 0,05 | Неагрессивная |
- содержащие агрессивные компоненты | ~7 | - | + | более 1,0 в водной фазе | более 5,0 | - | более 0,05 | Слабоагрессивная |
Неустойчивые водонефтяные эмульсии | ||||||||
- не содержащие агрессивных компонентов | ~7 | - | - | - | - | до 0,1 в вод. фазе | - | Неагрессивная |
- содержащие агрессивные компоненты | менее 7 | - | + | более 1,0 | 5,0 | более 0,1 в вод. фазе | - | Среднеагрессивная |
Газоводонефтяные смеси | ||||||||
- не содержащие агрессивных компонентов | ~7 | - | - | - | - | - | - | Неагрессивная |
- содержащие агрессивные компоненты | менее 7 | - | + | следы | - | - | - | Среднеагрессивная |
Приложение А
(рекомендуемое)
Раструбно-замковое соединение "RJ"
Раструбно-замковое соединение "RJ" изготовляют в соответствии с рисунком А.1. Размеры раструбно-замкового соединения "RJ" приведены в [12].
|

б) С упротнительным резиновым кольцом типа "TYTON"
Рисунок А.1 - Раструбно-замковое соединение "RJ"
Приложение Б
(обязательное)
Соединительные части литые
|

Рисунок Б.1 - Фланец
Таблица Б.1 - Основные размеры фланцев
В миллиметрах
DN | PN, МПа | D1 | D2 | D3 | d | Количество отверстий, шт. | а | b |
80 | 2,5 | 200 | 160 | 133 | 19 | 8 | 19,0 | 3 |
4,0 | ||||||||
100 | 2,5 | 235 | 190 | 159 | 23 | 8 | 19,0 | 3 |
4,0 | ||||||||
125 | 2,5 | 270 | 220 | 184 | 19 | 8 | 19,0 | 3 |
4,0 | 270 | 220 | 184 | 19 | 8 | 23,5 | 3 | |
150 | 2,5 | 300 | 250 | 214 | 28 | 8 | 20,0 | 3 |
4,0 | 300 | 250 | 214 | 28 | 8 | 26,0 | 3 | |
200 | 2,5 | 360 | 310 | 274 | 28 | 12 | 22,0 | 3 |
4,0 | 375 | 320 | 281 | 31 | 12 | 30,0 | 3 | |
250 | 2,5 | 425 | 370 | 331 | 31 | 12 | 24,5 | 3 |
4,0 | 450 | 385 | 343 | 34 | 12 | 34,5 | 3 | |
300 | 2,5 | 485 | 430 | 389 | 31 | 16 | 27,5 | 4 |
4,0 | 515 | 450 | 406 | 34 | 16 | 39,5 | 4 | |
400 | 2,5 | 620 | 550 | 503 | 37 | 16 | 32,0 | 4 |
4,0 | 660 | 585 | 835 | 40 | 16 | 48,0 | 4 | |
500 | 2,5 | 730 | 660 | 613 | 37 | 20 | 36,5 | 4 |
4,0 | 755 | 670 | 617 | 43 | 20 | 52,0 | 4 |
|

Рисунок Б.2 - Тройник раструбный (ТР)
Таблица Б.2 - Основные размеры тройников раструбных (ТР)
В миллиметрах
DN | Ствол | Отросток | ||
S1 | L1 | S2 | L2 | |
80x80 | 8,1 | 175 | 8,1 | 85 |
100x80 | 8,4 | 165 | 8,1 | 90 |
100x100 | 8,4 | 195 | 8,4 | 100 |
125x80 | 8,8 | 175 | 8,1 | 105 |
125x100 | 8,8 | 195 | 8,4 | 115 |
125x125 | 8,8 | 225 | 8,4 | 115 |
150x80 | 9,1 | 180 | 8,1 | 120 |
150x100 | 9,1 | 200 | 8,4 | 125 |
150x150 | 9,1 | 260 | 9,1 | 130 |
200x80 | 9,8 | 180 | 8,1 | 145 |
200x100 | 9,8 | 200 | 8,4 | 150 |
200x150 | 9,8 | 260 | 9,1 | 155 |
200x200 | 9,8 | 320 | 9,8 | 160 |
250x100 | 10,5 | 205 | 8,4 | 190 |
250x150 | 10,5 | 265 | 9,1 | 190 |
250x200 | 10,5 | 320 | 9,8 | 190 |
250x250 | 10,5 | 380 | 10,5 | 190 |
300x100 | 11,2 | 210 | 8,4 | 220 |
300x150 | 11,2 | 265 | 9,1 | 220 |
300x200 | 11,2 | 325 | 9,8 | 220 |
300x250 | 11,2 | 380 | 10,5 | 220 |
300x300 | 11,2 | 440 | 11,2 | 220 |
400x200 | 12,6 | 325 | 9,8 | 260 |
400x250 | 12,6 | 440 | 10,5 | 265 |
400x300 | 12,6 | 440 | 11,2 | 270 |
400x400 | 12,6 | 560 | 12,6 | 280 |
500x100 | 14,0 | 215 | 8,4 | 295 |
500x200 | 14,0 | 330 | 9,8 | 310 |
500x300 | 14,0 | 450 | 11,2 | 315 |
500x400 | 14,0 | 565 | 12,6 | 335 |
500x500 | 14,0 | 680 | 14,0 | 350 |
|
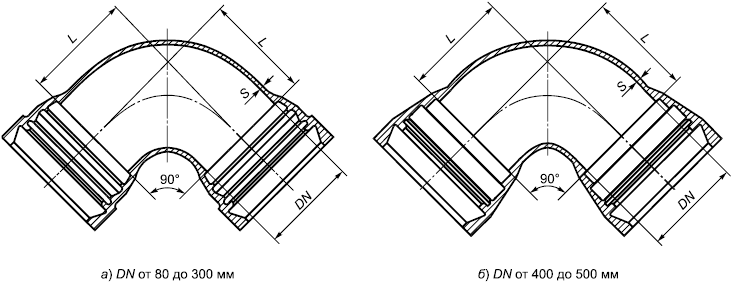
Рисунок Б.3 - Колено раструбное (УР)
Таблица Б.3 - Основные размеры колен раструбных (УР)
В миллиметрах
DN | S | L |
80 | 8,1 | 100 |
100 | 8,4 | 120 |
125 | 8,8 | 145 |
150 | 9,1 | 170 |
200 | 9,8 | 220 |
250 | 10,5 | 270 |
300 | 11,2 | 320 |
400 | 12,6 | 430 |
500 | 14,0 | 550 |
|

Рисунок Б.4 - Колено, раструб - гладкий конец (УРГ)
Таблица Б.4 - Основные размеры колен, раструб - гладкий конец (УРГ)
В миллиметрах
DN | S | L | L1 |
80 | 8,1 | 102 | 312 |
100 | 8,4 | 123 | 333 |
125 | 8,8 | 150 | 374 |
150 | 9,1 | 175 | 419 |
200 | 9,8 | 226 | 491 |
250 | 10,5 | 280 | 580 |
300 | 11,2 | 330 | 600 |
400 | 12,6 | 430 | 700 |
500 | 14,0 | 550 | 795 |
|

Рисунок Б.5 - Отвод раструбный (ОР)
Таблица Б.5 - Основные размеры отводов раструбных (ОР)
В миллиметрах
DN | S |
|
|
|
L | L | L | ||
80 | 8,1 | 30 | 40 | 55 |
100 | 8,4 | 30 | 40 | 65 |
125 | 8,8 | 35 | 50 | 75 |
150 | 9,1 | 35 | 55 | 85 |
200 | 9,8 | 40 | 65 | 110 |
250 | 10,5 | 50 | 75 | 130 |
300 | 11,2 | 55 | 85 | 150 |
400 | 12,6 | 65 | 110 | 195 |
500 | 14,0 | 75 | 130 | 240 |
|
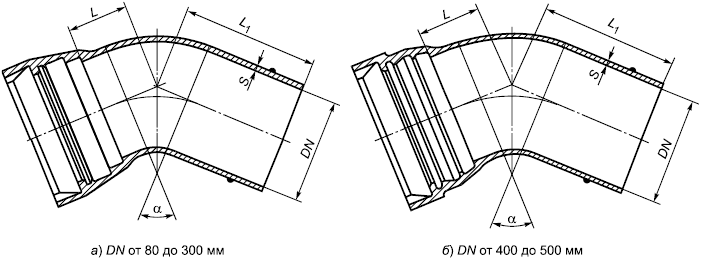
Рисунок Б.6 - Отвод, раструб - гладкий конец (ОРГ)
Таблица Б.6 - Основные размеры отводов, раструб - гладкий конец (ОРГ)
В миллиметрах
DN | S |
|
|
|
| ||||
L | L1 | L | L1 | L | L1 | L | L1 | ||
80 | 8,1 | 65 | 265 | 55 | 253 | 55 | 248 | 45 | 240 |
100 | 8,4 | 70 | 274 | 60 | 260 | 60 | 253 | 50 | 243 |
125 | 8,8 | 80 | 301 | 70 | 283 | 65 | 274 | 55 | 261 |
150 | 9,1 | 87 | 331 | 80 | 309 | 70 | 299 | 60 | 284 |
200 | 9,8 | 109 | 374 | 90 | 345 | 80 | 330 | 70 | 311 |
250 | 10,5 | 130 | 380 | 100 | 345 | 90 | 330 | 75 | 315 |
300 | 11,2 | 155 | 390 | 110 | 345 | 95 | 330 | 80 | 315 |
400 | 12,6 | 200 | 443 | 140 | 383 | 110 | 353 | 90 | 315 |
500 | 14,0 | 240 | 485 | 170 | 415 | 135 | 380 | 95 | 330 |
|
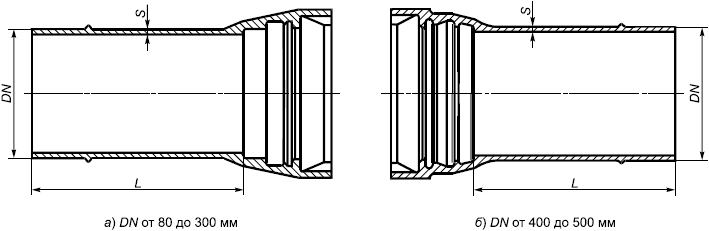
Рисунок Б.7 - Патрубок, раструб - гладкий конец (ПРГ)
Таблица Б.7 - Основные размеры патрубков, раструб - гладкий конец (ПРГ)
В миллиметрах
DN | S | L |
80 | 8,1 | 350 |
100 | 8,4 | 360 |
125 | 8,8 | 370 |
150 | 9,1 | 380 |
200 | 9,8 | 400 |
250 | 10,5 | 420 |
300 | 11,2 | 440 |
400 | 12,6 | 480 |
500 | 14,0 | 520 |
|

Рисунок Б.8 - Патрубок фланец - раструб (ПФР)
Таблица Б.8 - Основные размеры патрубков, фланец - раструб (ПФР)
В миллиметрах
DN | S | L |
80 | 8,1 | 130 |
100 | 8,4 | 130 |
125 | 8,8 | 135 |
150 | 9,1 | 135 |
200 | 9,8 | 140 |
250 | 10,5 | 145 |
300 | 11,2 | 150 |
400 | 12,6 | 160 |
500 | 14,0 | 170 |
|

Рисунок Б.9 - Патрубок, фланец - гладкий конец (ПФГ)
Таблица Б.9 - Основные размеры патрубков, фланец - гладкий конец (ПФГ)
В миллиметрах
DN | S | L |
80 | 8,1 | 350 |
100 | 8,4 | 360 |
125 | 8,8 | 370 |
150 | 9,1 | 380 |
200 | 9,8 | 400 |
250 | 10,5 | 420 |
300 | 11,2 | 440 |
400 | 12,6 | 480 |
500 | 14,0 | 520 |
|
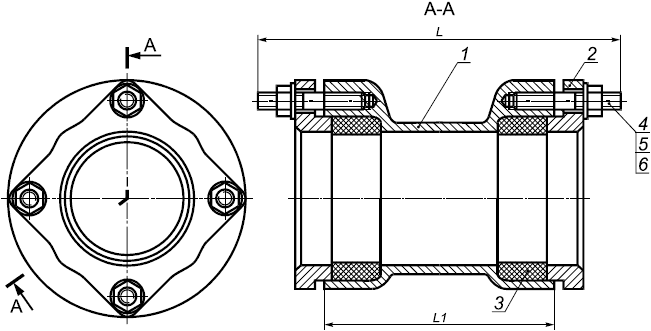
Рисунок Б.10 - Двойной раструб компенсационный (ДРК)
Таблица Б.10 - Двойной раструб компенсационный (ДРК), детали
Поз. | Наименование | DN 100 | DN 150 | DN 200 | DN 250 | DN 300 |
шт. | ||||||
1 | Корпус | 1 | 1 | 1 | 1 | 1 |
2 | Крышка | 2 | 2 | 2 | 2 | 2 |
3 | Резиновый уплотнитель | 2 | 2 | 2 | 2 | 2 |
4 | Шпилька М20-6g*65.58 | 8 | 12 | 16 | 24 | 12 |
5 | Гайка М20 | 8 | 12 | 16 | 24 | 12 |
6 | Шайба 20 | 8 | 12 | 16 | 24 | 12 |
Таблица Б.11 - Основные размеры двойного раструба компенсационного (ДРК)
В миллиметрах
DN | D | L | L1 | d | количество, шт. |
100 | 180 | 320 | 200 | М20 | 4+4 |
150 | 240 | 340 | 210 | М20 | 6+6 |
200 | 295 | 340 | 210 | М20 | 8+8 |
250 | 350 | 350 | 220 | М20 | 12+12 |
300 | 400 | 350 | 220 | М20 | 6+6 |
|
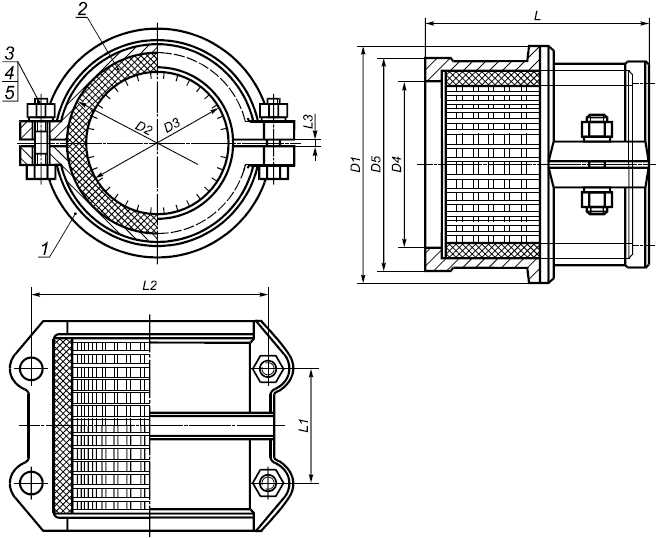
Рисунок Б.11 - Муфта свертная (МС)
Таблица Б.12 - Основные размеры муфты свертной (МС)
В миллиметрах
DN | D1 | D2 | D3 | D4 | D5 | L | L1 | L2 | L3 | Болты | |
Количество, шт. | Резьба | ||||||||||
100 | 220 | 155 | 118 | 143 | 185 | 180 | 85 | 210 | 10 | 4 | М16 |
150 | 265 | 205 | 170 | 193 | 232 | 230 | 130 | 258 | 10 | 4 | М20 |
200 | 320 | 251 | 222 | 239 | 285 | 230 | 110 | 320 | 12 | 4 | М20 |
250 | 370 | 309 | 274 | 297 | 350 | 300 | 180 | 390 | 12 | 4 | М24 |
300 | 435 | 358 | 326 | 346 | 398 | 325 | 200 | 440 | 12 | 4 | М24 |
400 | 504 | 464 | 429 | 454 | 504 | 340 | 220 | 540 | 15 | 6 | М24 |
500 | 610 | 569 | 532 | 560 | 610 | 368 | 250 | 646 | 15 | 6 | М24 |
|
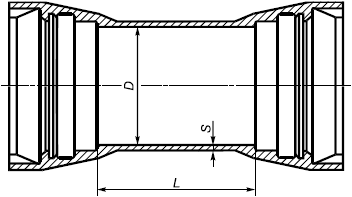
Рисунок Б.12 - Муфта надвижная (МН)
Таблица Б.13 - Основные размеры муфты надвижной (МН)
В миллиметрах
DN | D | S | L |
80 | 109 | 8,1 | 160 |
100 | 130 | 8,4 | 160 |
125 | 156 | 8,8 | 165 |
150 | 183 | 9,1 | 165 |
200 | 235 | 9,8 | 170 |
250 | 288 | 10,5 | 175 |
300 | 340 | 11,2 | 180 |
350 | 393 | 11,9 | 185 |
400 | 445 | 12,6 | 190 |
500 | 550 | 14,0 | 200 |
Приложение В
(обязательное)
Соединительные части сварные
|

Рисунок В.1 - Тройник (ТРФГ, ТРГ)
Таблица В.1 - Основные размеры тройников (ТРФГ, ТРГ)
В миллиметрах
Условный проход | DE, de | L | L | L | L | S | |
DN | dn | ||||||
80 | 80 | 98 | 150 | 125 | 125 | 252 | 6,0 |
100 | 100 | 118 | 200 | 150 | 150 | 285 | 6,0 |
125 | 125 | 144 | 225 | 200 | 200 | 343 | 6,0 |
150 | 100 | 170 | 200 | 150 | 150 | 300 | 6,0 |
150 | 250 | 200 | 200 | 350 | |||
200 | 100 | 222 | 225 | 200 | 200 | 360 | 6,3 |
150 | 225 | 200 | 200 | 360 | |||
200 | 300 | 250 | 250 | 410 | |||
250 | 100 | 274 | 250 | 200 | 200 | 365 | 6,8 |
150 | 250 | 200 | 250 | 365 | |||
200 | 275 | 250 | 250 | 415 | |||
250 | 300 | 250 | 250 | 415 | |||
300 | 100 | 326 | 275 | 200 | 250 | 370 | 7,2 |
150 | 275 | 200 | 250 | 370 | |||
200 | 300 | 250 | 250 | 420 | |||
250 | 300 | 250 | 250 | 420 | |||
300 | 300 | 300 | 300 | 470 | |||
350 | 100 | 378 | 300 | 200 | 250 | 380 | 7,7 |
150 | 300 | 200 | 300 | 380 | |||
200 | 300 | 250 | 300 | 430 | |||
250 | 325 | 250 | 300 | 430 | |||
300 | 325 | 300 | 300 | 480 | |||
350 | 350 | 300 | 300 | 480 | |||
400 | 100 | 429 | 325 | 200 | 300 | 390 | 8,1 |
150 | 325 | 250 | 300 | 440 | |||
200 | 350 | 250 | 300 | 440 | |||
250 | 350 | 250 | 300 | 440 | |||
300 | 350 | 300 | 300 | 490 | |||
400 | 400 | 300 | 350 | 490 | |||
500 | 100 | 532 | 375 | 200 | 350 | 400 | 9,0 |
150 | 375 | 250 | 350 | 450 | |||
200 | 400 | 250 | 350 | 450 | |||
250 | 400 | 250 | 350 | 450 | |||
300 | 425 | 300 | 350 | 500 | |||
400 | 425 | 400 | 400 | 600 | |||
500 | 500 | 400 | 400 | 600 | |||
Примечание - Длина тройника L | |||||||
|

Рисунок В.2 - Тройник (ТРФ, ТР)
Таблица В.2 - Основные размеры тройников (ТРФ, ТР)
В миллиметрах
Условный проход | DE, de | L | L | L | S | |
DN | dn | |||||
80 | 80 | 98 | 150 | 125 | 125 | 6,0 |
100 | 100 | 118 | 200 | 150 | 150 | 6,0 |
125 | 125 | 144 | 225 | 200 | 200 | 6,0 |
150 | 100 | 170 | 200 | 150 | 150 | 6,0 |
150 | 250 | 200 | 200 | |||
200 | 100 | 222 | 225 | 200 | 200 | 6,3 |
150 | 225 | 200 | 200 | |||
200 | 300 | 250 | 250 | |||
250 | 100 | 274 | 250 | 200 | 200 | 6,8 |
150 | 250 | 200 | 250 | |||
200 | 275 | 250 | 250 | |||
250 | 300 | 250 | 250 | |||
300 | 100 | 326 | 275 | 200 | 250 | 7,2 |
150 | 275 | 200 | 250 | |||
200 | 300 | 250 | 250 | |||
250 | 300 | 250 | 250 | |||
300 | 300 | 300 | 300 | |||
350 | 100 | 378 | 300 | 200 | 250 | 7,7 |
150 | 300 | 200 | 300 | |||
200 | 300 | 250 | 300 | |||
250 | 325 | 250 | 300 | |||
300 | 325 | 300 | 300 | |||
350 | 350 | 300 | 300 | |||
400 | 100 | 429 | 325 | 200 | 300 | 8,1 |
150 | 325 | 250 | 300 | |||
200 | 350 | 250 | 300 | |||
250 | 350 | 250 | 300 | |||
300 | 350 | 300 | 300 | |||
400 | 400 | 300 | 350 | |||
500 | 100 | 532 | 375 | 200 | 350 | 9,0 |
150 | 375 | 250 | 350 | |||
200 | 400 | 250 | 350 | |||
250 | 400 | 250 | 350 | |||
300 | 425 | 300 | 350 | |||
400 | 425 | 400 | 400 | |||
500 | 500 | 400 | 400 | |||
|

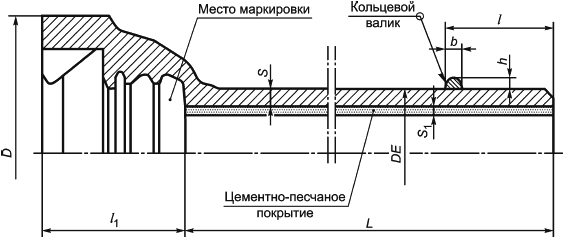
Рисунок В.3 - Колено (УРГ)
Таблица В.3 - Основные размеры колен (УРГ, УР) и варианты исполнений
В миллиметрах
DN | DE | S | q | R=1,5DE | R=2DE | R=3DE | R=5DE | ||||
L | L | L | L | L | L | L | L | ||||
Вариант исполнения | |||||||||||
80 | 98 | 6,0 | 30 | 147 | 127 | 196 | 127 | 294 | 127 | 490 | 127 |
трехсекторное | трехсекторное | четырехсекторное | пятисекторное | ||||||||
100 | 118 | 6,0 | 40 | 177 | 135 | 236 | 135 | 354 | 135 | 590 | 135 |
трехсекторное | четырехсекторное | пятисекторное | |||||||||
125 | 144 | 6,0 | 40 | 216 | 143 | 288 | 143 | 432 | 143 | 720 | 143 |
трехсекторное | четырехсекторное | пятисекторное | |||||||||
150 | 170 | 6,0 | 40 | 255 | 150 | 340 | 150 | 510 | 150 | 850 | 150 |
четырехсекторное | пятисекторное | ||||||||||
200 | 222 | 6,3 | 40 | 333 | 160 | 444 | 160 | 666 | 160 | 1110 | 160 |
четырехсекторное | пятисекторное | ||||||||||
250 | 274 | 6,8 | 40 | 411 | 165 | 548 | 165 | 822 | 165 | 1370 | 165 |
пятисекторное | |||||||||||
300 | 326 | 7,2 | 40 | 489 | 170 | 652 | 170 | 978 | 170 | 1630 | 170 |
пятисекторное | |||||||||||
350 | 378 | 7,7 | 50 | 567 | 180 | 756 | 180 | 1134 | 180 | 1890 | 180 |
пятисекторное | |||||||||||
400 | 429 | 8,1 | 50 | 643,5 | 190 | 858 | 190 | 1287 | 190 | 2145 | 190 |
пятисекторное | |||||||||||
500 | 532 | 9,0 | 50 | 798 | 200 | 1064 | 200 | 1596 | 200 | 2660 | 200 |
пятисекторное | |||||||||||
|
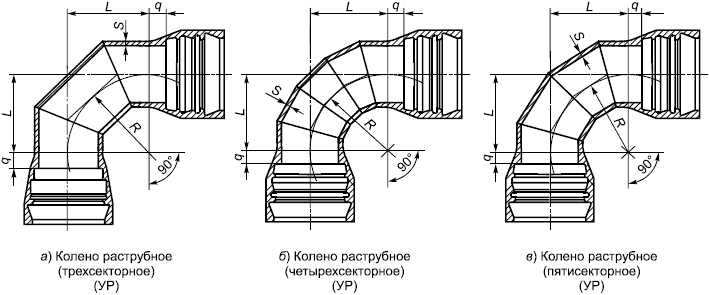
Рисунок В.4 - Колено (УР)
Таблица В.4 - Основные размеры отводов (ОР, ОРГ)
В миллиметрах
DN | DE | S | q |
|
|
| |||
L | L | L | L | L | L | ||||
80 | 98 | 6,0 | 30 | 95 | 127 | 95 | 127 | 96 | 127 |
100 | 118 | 6,0 | 40 | 126 | 135 | 127 | 135 | 129 | 135 |
125 | 144 | 6,0 | 40 | 146 | 143 | 147 | 143 | 149 | 143 |
150 | 170 | 6,0 | 40 | 165 | 150 | 166 | 150 | 169 | 150 |
200 | 222 | 6,3 | 40 | 205 | 160 | 206 | 160 | 209 | 160 |
250 | 274 | 6,8 | 40 | 205 | 165 | 206 | 165 | 209 | 165 |
300 | 326 | 7,2 | 40 | 205 | 170 | 206 | 170 | 209 | 170 |
350 | 378 | 7,7 | 50 | 236 | 180 | 238 | 180 | 241 | 180 |
400 | 429 | 8,1 | 50 | 276 | 190 | 277 | 190 | 281 | 190 |
500 | 532 | 9,0 | 60 | 354 | 200 | 356 | 200 | 362 | 200 |
Примечание - Угол | |||||||||
|

Рисунок В.5 - Отвод =10°/15°/30° (ОР, ОРГ)
Таблица В.5 - Основные размеры отводов (ОР, ОРГ)
В миллиметрах
DN | DE | S | q |
|
| ||
L | L | L | L | ||||
80 | 98 | 6,0 | 30 | 99 | 127 | 104 | 127 |
100 | 118 | 6,0 | 40 | 132 | 135 | 139 | 135 |
125 | 144 | 6,0 | 40 | 153 | 143 | 159 | 143 |
150 | 170 | 6,0 | 40 | 174 | 150 | 181 | 150 |
200 | 222 | 6,3 | 40 | 215 | 160 | 225 | 160 |
250 | 274 | 6,8 | 40 | 215 | 165 | 225 | 165 |
300 | 326 | 7,2 | 40 | 215 | 170 | 225 | 170 |
350 | 378 | 7,7 | 50 | 248 | 180 | 259 | 180 |
400 | 429 | 8,1 | 50 | 290 | 190 | 303 | 190 |
500 | 532 | 9,0 | 60 | 373 | 200 | 387 | 200 |
Примечание - Угол | |||||||
|

Рисунок В.6 - Отвод =45°/60° (ОР, ОРГ)
Таблица В.6 - Основные размеры патрубков (ПФГ)
В миллиметрах
DN | DE | S | L |
80 | 98 | 6,0 | 560 |
100 | 118 | 6,0 | 565 |
125 | 144 | 6,0 | 570 |
150 | 170 | 6,0 | 569 |
200 | 222 | 6,3 | 585 |
250 | 274 | 6,8 | 595 |
300 | 326 | 7,2 | 512 |
350 | 378 | 7,7 | 610 |
400 | 429 | 8,1 | 635 |
500 | 532 | 9,0 | 640 |
Примечания 1 Длина патрубка по требованию заказчика может быть изменена в пределах до 2 м. 2 Патрубок может быть изготовлен с двумя фланцами (патрубок фланцевый - ПФ) или с двумя гладкими концами (патрубок - гладкий конец - ПГ). 3 Расположение сварного шва зависит от вида фланца. | |||
|
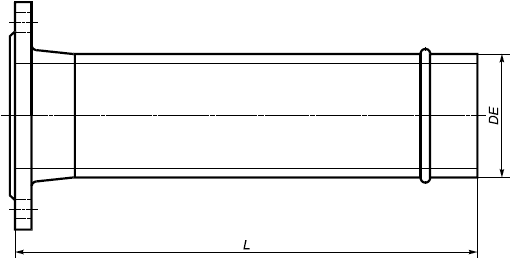
Рисунок В.7 - Патрубок, фланец - гладкий конец (ПФГ)
Таблица В.7 - Основные размеры патрубков (ПФР)
В миллиметрах
DN | DE | S | L |
80 | 98 | 6,0 | 100 |
100 | 118 | 6,0 | 100 |
125 | 144 | 6,0 | 100 |
150 | 170 | 6,0 | 100 |
200 | 222 | 6,3 | 100 |
250 | 274 | 6,8 | 150 |
300 | 326 | 7,2 | 150 |
350 | 378 | 7,7 | 150 |
400 | 429 | 8,1 | 150 |
500 | 532 | 9,0 | 150 |
Примечания 1 Длина патрубка по требованию заказчика может быть изменена в пределах до 2 м. 2 Расположение сварного шва зависит от вида фланца. | |||
|

Рисунок В.8 - Патрубок, фланец - раструб (ПФР)
Таблица В.8 - Основные размеры патрубков (ПРГст.]
В миллиметрах
DN | DE | S | L |
80 | 98 | 6,0 | 200 |
100 | 118 | 6,0 | 200 |
125 | 144 | 6,0 | 200 |
150 | 170 | 6,0 | 200 |
200 | 222 | 6,3 | 200 |
250 | 274 | 6,8 | 250 |
300 | 326 | 7,2 | 250 |
350 | 378 | 7,7 | 250 |
400 | 429 | 8,1 | 250 |
500 | 532 | 9,0 | 250 |
Примечание - Длина патрубка по требованию заказчика может быть изменена в пределах до 2 м. | |||
|

Рисунок В.9 - Патрубок, раструб - гладкий конец сталь (ПРГст.)
Приложение Г
(рекомендуемое)
Рекомендуемый химический состав ВЧШГ
Рекомендуемый химический состав ВЧШГ для изготовления труб и соединительных частей приведен в таблице Г.1.
Таблица Г.1 - Рекомендуемый химический состав ВЧШГ
Массовая доля химических элементов в чугуне, % | ||||||
C | Si | Mn | Mg | S | Р | |
Не более | Не более | |||||
3,300-3,900 | 1,900-2,900 | 0,400 | 0,025-0,050 | 0,015 | 0,100 | |
| ||||||
Приложение Д
(обязательное)
Классификатор допустимых поверхностных дефектов труб и соединительных частей из ВЧШГ
Д.1 Методика контроля допустимых поверхностных дефектов
Данный вид контроля заключается:
- в поисках дефектов поверхности путем осмотра;
- в определении влияния данного дефекта на прочностные и эксплуатационные характеристики труб и соединительных частей.
В случае сомнения необходимо выполнить шлифование до бездефектного металла и измерить остаточную толщину, которая должна быть больше или равна минимально допустимой.
Д.2 Виды допустимых дефектов
Д.2.1 Сетка разгара металлоформы (см. рисунок Д.1) - отпечаток на наружной поверхности трубы или соединительной части в виде сетки неправильной формы. Дефект обусловлен способом производства и не влияет на прочность и герметичность изделия.
|
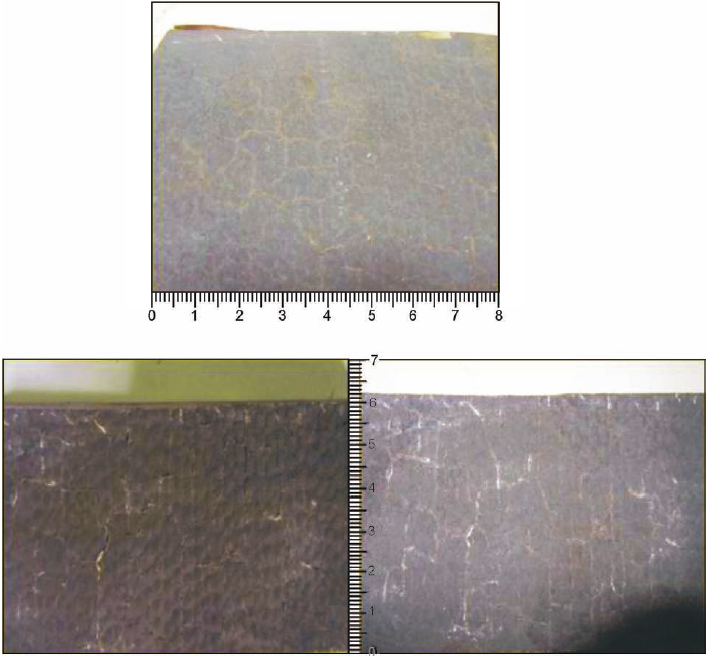
Рисунок Д.1 - Сетка разгара металлоформы
Д.2.2 Газовая шероховатость (см. рисунок Д.2) - дефект отливки в виде сферообразных углублений на наружной поверхности трубы или соединительной части, занимающий до 50% площади, в т.ч. в месте контакта резинового уплотнительного кольца с наружной поверхностью гладкого конца трубы или соединительной части, возникающий вследствие роста газовых раковин на поверхности раздела металл - форма. Дефект обусловлен способом производства, не превышает по глубине минусового допуска на толщину стенки трубы или соединительной части и не влияет на прочность и герметичность изделия.
В месте контакта резинового уплотнительного кольца с наружной поверхностью гладкого конца трубы или соединительной части углубления подлежат заделке шпаклевками на основе полиэфирных смол и последующему выравниванию отремонтированного участка в одной плоскости с прилегаемой поверхностью.
Допускается заделка шпаклевками на основе полиэфирных смол дефектных мест, расположенных на других участках наружной поверхности трубы или соединительной части, если они ухудшают товарный вид.
|

Рисунок Д.2 - Газовая шероховатость
Д.2.3 Плена (см. рисунок Д.3) - дефект наружной поверхности раструба в виде самостоятельного металлического или окисного слоя на поверхности отливки, образовавшегося при недостаточно спокойной заливке. Дефект обусловлен способом производства и не влияет на прочность и герметичность изделия.
Допускается наличие дефекта на раструбе по всей длине окружности.
|

Рисунок Д.3 - Плена
Д.2.4 Утяжина (см. рисунок Д.4) - дефект в виде углубления с закругленными краями на внутренней поверхности трубы или соединительной части, расположенный по окружности на переходе от раструба к ствольной части. Образуется вследствие усадки металла при затвердевании. Дефект обусловлен способом производства и не влияет на прочность и герметичность изделия.
Допускается наличие дефекта по всей длине окружности, имеющего глубину, не превышающую 25% толщины дефектного участка.
|

Рисунок Д.4 - Утяжина
Д.2.5 Засор (см. рисунок Д.5) - дефект, расположенный на внутренней поверхности раструба, в т.ч. на поверхности прилегания резинового уплотнительного кольца к раструбу, в виде включений шлака, огнеупорного покрытия дозировочных и секторных ковшей, защитной краски металлоприемников и желобов захваченных потоками жидкого металла и внедрившихся в поверхностный слой отливки. После зачистки раструба дефект представляет собой поверхностные углубления неправильной формы, расположенные на месте включений. Дефект обусловлен способом производства и не влияет на прочность и герметичность изделия.
В месте контакта резинового уплотнительного кольца с внутренней поверхностью раструба, углубления подлежат заделке шпаклевками на основе полиэфирных смол и последующему выравниванию отремонтированного участка в одной плоскости с прилегаемой поверхностью.
|

Рисунок Д.5 - Засор
Д.2.6 Складчатость (слоновья кожа) (см. рисунок Д.6) - дефект на внутренней поверхности ствольной части отливки в виде незначительных гладких возвышений и углублений поверхности, возникающих вследствие пониженной жидкотекучести металла. Дефект обусловлен способом производства, не превышает по глубине минусовой допуск на толщину стенки трубы или соединительной части и не влияет на прочность и герметичность изделия.
|

Рисунок Д.6 - Складчатость (слоновья кожа)
Д.2.7 Утонение гладкого конца (см. рисунок Д.7) - дефект в виде уменьшения толщины стенки трубы или соединительной части по всей окружности. Наличие утонения допускается на участке, расположенном за местом установки резинового уплотнительного кольца, т.к. не влияет на эксплуатационные характеристики отливки. Максимальное утонение торца гладкого конца может достигать двойного минусового допуска на толщину стенки трубы или соединительной части. Утонение участка под местом установки резинового уплотнительного кольца не превышает минусовой допуск на толщину стенки. Допустимая протяженность утоненного участка L - согласно таблице Д.1.
|

Таблица Д.1 - Допустимая протяженность утоненного участка на гладком конце
DN, мм | Протяженность утоненного участка на гладком конце трубы L, мм |
80 | 35 |
100 | 41 |
125 | 43 |
150 | 44 |
200 | 46 |
250 | 50 |
300 | 51 |
350 | 55 |
400 | 56 |
500 | 57 |
|

Рисунок Д.7 - Утонение гладкого конца трубы
Д.2.8 Царапина (см. рисунок Д.8) - дефект на наружной поверхности трубы или соединительной части, возникший в результате механического повреждения при отливке по транспортным системам технологического потока. По глубине дефект не превышает минусового допуска на толщину стенки трубы или соединительной части и не влияет на прочность и герметичность изделия.
|

Рисунок Д.8 - Царапина
Д.2.9. Раковина (см. рисунок Д.9) - дефект на внутренней поверхности трубы или соединительной части в виде незначительных углублений поверхности, возникающих в результате попадания шлаковых включений, захваченных потоками жидкого металла, и внедрившихся в поверхностный слой отливки. После удаления шлаковых включений образуются углубления неправильной формы, не превышающие по глубине минусовой допуск на толщину стенки трубы или соединительные части.
|
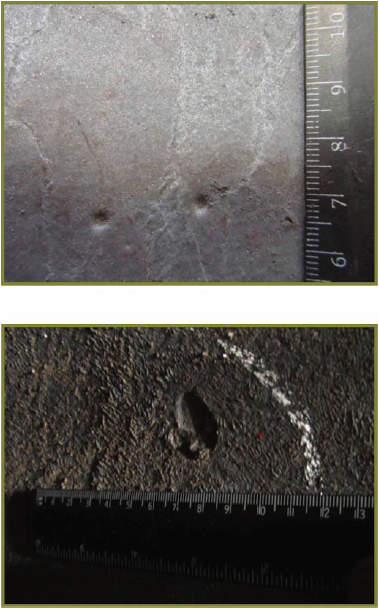
Рисунок Д.9 - Раковина
Д.2.10 Нарост, залив, грубая поверхность (см. рисунок Д. 10) -дефекты внутренней поверхности отливки в виде кольцевых или местных выступов и шероховатостей, обусловленных способом производства. Дефекты не превышают минусовой допуск на толщину стенки и не уменьшают величину установленного проходного сечения, не влияют на прочность и герметичность изделия.
|

Рисунок Д.10 - Нарост, залив, грубая поверхность
Приложение Е
(рекомендуемое)
Диагностирование трубопроводов
Е.1 Для оценки состояния трубопровода и возможности его дальнейшей эксплуатации необходимо проводить периодическое диагностирование.
Е.2 Сроки диагностирования трубопроводов из ВЧШГ устанавливаются с учетом опыта эксплуатации и аварийности, но не реже одного раза в 8 лет.
Первое диагностирование проводится через год после начала эксплуатации.
Е.3 Состав работ по диагностированию трубопровода и периодичность обследований определяет служба технического надзора предприятия.
По результатам диагностирования определяются:
- дефектные участки трубопровода;
- характер дефектов, их размеры, причины появления;
- динамика развития дефектов и остаточный ресурс;
- допустимые параметры эксплуатации трубопровода;
- объем ремонтных работ по торможению развития дефектов и ликвидации опасных из них.
Е.4 Работы по диагностическому обследованию выполняются силами предприятия (при наличии аттестованных лабораторий и персонала) или специализированными организациями.
Е.5 Для выполнения диагностического обследования трубопровода используют методики и аппаратуру, регламентированные для этих целей и нормативно-техническую документацию, действующую на предприятиях потребителя.
Е.6 Для диагностирования состояния основного металла труб и их соединений могут быть использованы общие и локальные методы неразрушающего контроля.
Е.7 Локальная дефектоскопия осуществляется на дефектных участках, выявленных в результате наружного осмотра, и на контрольных отрезках, где наиболее вероятны коррозионные процессы.
Е.8 Толщинометрию стенки труб с помощью ультразвукового толщиномера следует проводить по окружности трубы и вдоль нижней образующей трубы, где интенсивность коррозионных процессов максимальна.
Е.9 Накопленные данные о выявленных повреждениях труб являются важной информацией для анализа работы систем, для определения численных показателей надежности трубопроводов, для прогнозирования остаточного ресурса трубопровода.
Приложение Ж
(справочное)
Область применения труб в зависимости от характеристик грунтов
Ж.1 Стандартное покрытие
Трубы с наружным покрытием металлическим цинком с отделочным слоем в соответствии с [1] и фитинги и арматура с лакокрасочным покрытием на основе синтетической смолы могут применяться при прокладке в различных типах грунтов, анализ которых проводят на месте, кроме:
- грунтов с низким электрическим сопротивлением: менее 1500 Ом·см - при укладке выше уровня грунтовых вод или менее 2500 Ом·см - при укладке ниже уровня грунтовых вод;
- смешанных грунтов, т.е. состоящих из двух или более видов грунтов;
- грунтов с pH ниже 6 и высоким запасом кислотности;
- грунтов, содержащих мусор, золу, шлак или загрязненных отходами или промышленными сточными водами.
В таких грунтах и в случае блуждающих токов рекомендуется дополнительная защита (такая, как полиэтиленовый рукав) или другие типы внешних покрытий, в зависимости от ситуации (см. ГОСТ ISO 2531-2022, подраздел А.2).
Более толстый отделочный слой (например, полиуретановый или эпоксидный, минимум 100 мкм по месту) может расширить область применения до сопротивления 1000 Ом·см - при укладке выше уровня грунтовых вод и 1500 Ом·см - при укладке ниже уровня грунтовых вод.
При выборе отделочного покрытия рекомендуется отдавать предпочтение специально разработанным для центробежно отлитых труб краскам, совместимым с цинковым покрытием.
Ж.2 Сплав цинка с алюминием с использованием или без других металлов
Трубы из чугуна с шаровидным графитом, покрытые сплавом цинка и алюминия с использованием или без других металлов, с минимальной массой 400 г/м![]() , с отделочным слоем, вместе с фитингами из чугуна с шаровидным графитом, с электроосажденными покрытиями минимальной толщиной 50 мкм, нанесенными на очищенную пескоструйной или дробеструйной обработкой поверхность, или покрытые эпоксидным покрытием, могут применяться при прокладке в различных типах грунтов, за исключением:
, с отделочным слоем, вместе с фитингами из чугуна с шаровидным графитом, с электроосажденными покрытиями минимальной толщиной 50 мкм, нанесенными на очищенную пескоструйной или дробеструйной обработкой поверхность, или покрытые эпоксидным покрытием, могут применяться при прокладке в различных типах грунтов, за исключением:
- грунтов, содержащих мусор, золу, шлак или загрязненных отходами или промышленными сточными водами;
- грунтов, расположенных ниже уровня морских грунтовых вод, с сопротивлением ниже 500 Ом·см.
В таких грунтах и в случае блуждающих токов рекомендуется использовать другие типы внешних покрытий, адаптированных к большинству коррозийных грунтов.
Ж.3 Армированные покрытия
Трубы и фитинги из чугуна с шаровидным графитом со следующими внешними покрытиями могут применяться в грунтах с любым уровнем коррозионной стойкости:
- экструдированное полиэтиленовое покрытие (трубы) (см. [13]);
- полиуретановое покрытие (трубы) (см. [7]);
- эпоксидное покрытие с минимальной средней толщиной 250 мкм (фитинги) (см. [6]);
- покрытие раствором фибробетона (трубы) (см. [7]);
- клейкие ленты (трубы и фитинги).
Приложение Ж (Введено дополнительно, Изм. № 1).
Библиография
[1] | ИСО 8179-1-2017* | Трубы из чугуна с шаровидным графитом. Наружное цинковое покрытие. Часть 1. Покрытие металлическим цинком с отделочным слоем |
________________ * Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - . | ||
[2] | ИСО 8179-2-2017 | Трубы из чугуна с шаровидным графитом. Наружное цинковое покрытие. Часть 2. Покрытие краской с большим содержанием цинковой пыли и отделочный слой |
[3] | ТИ 01-СН-2011 | Сварка труб из высокопрочного чугуна с шаровидным графитом для обустройства нефтяных и газовых месторождений |
[4] | СП 483.1325800.2020 | Трубопроводы промысловые из высокопрочного чугуна с шаровидным графитом для нефтегазовых месторождений. Правила проектирования, строительства, эксплуатации и ремонта |
[5] | СП 284.1325800.2016 | Трубопроводы промысловые для нефти и газа. Правила проектирования и производства работ |
[6] | ЕН 14901:2014 | Трубы из ковкого чугуна, фитинги и компоненты. Эпоксидное покрытие (тяжелые условия работы) для фитингов и компонентов из ковкого чугуна. Требования и методы испытаний |
[7] | ЕН 15189:2006 | Трубы из ковкого чугуна, фитинги и вспомогательные части. Наружное полиуретановое покрытие для труб. Требования и методы испытаний |
[8] | ЕН 598:2007 | Трубы и фитинги из чугуна с включениями шаровидного графита для безнапорных трубопроводов канализационной сети. Требования и методы испытаний |
[9] | ИСО 4179:2005 | Трубы и фитинги из чугуна с шаровидным графитом для напорных и ненапорных трубопроводов. Футеровка цементным раствором |
[10] | ЕН 545:2010 | Трубы, фитинги, арматура и их соединения из чугуна с шаровидным графитом для водопроводов. Требования и методы испытаний |
[11] | ТУ 2531-077-50254094-2011 | Уплотнительные резиновые кольца для строительства промысловых трубопроводов на нефтяных месторождениях из труб с раструбно-замковым соединением "RJ" |
[12] | ТУ 24.51.20-075-90910065-2017 | Трубы с раструбно-замковым соединением "RJ" из высокопрочного чугуна с шаровидным графитом для строительства промысловых трубопроводов на нефтяных месторождениях |
[13] | ЕН 14628-1:2020 | Трубы из ковкого чугуна, фитинги и арматура. Требования и методы испытаний. Часть 1. Полиэтиленовые покрытия |
[14] | ЕН 15542:2008 | Трубы, фитинги и вспомогательные части из ковкого чугуна. Наружное покрытие труб из цементного раствора. Требования и методы испытаний |
Библиография (Измененная редакция, Изм. № 1).
УДК 621.774.1.08:669.13:006.354 | ОКС 77.140.75 | В62 | ОКП 14 6000 |
Ключевые слова: трубы, соединительные части, соединения, чугун с шаровидным графитом, промысловые нефтепроводы, технические условия, размеры, механические свойства, герметичность, испытания, испытания на растяжение, испытания на герметичность, измерения размеров, маркировка | |||
Редакция документа с учетом
изменений и дополнений подготовлена
