ГОСТ Р 56904-2016
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ЛЕНТЫ КОНВЕЙЕРНЫЕ РЕЗИНОТРОСОВЫЕ ДЛЯ ГОРНОДОБЫВАЮЩЕЙ ПРОМЫШЛЕННОСТИ
Общие технические условия
Steelcord conveyor belts for mining industry. General specifications
ОКС 53.040.20
ОКП 25 6120
Дата введения 2017-07-01
Предисловие
1 РАЗРАБОТАН Обществом с ограниченной ответственностью "Научно-исследовательский институт эластомерных материалов и изделий" (ООО "НИИЭМИ"), Открытым акционерным обществом "Курскрезинотехника" (ОАО "Курскрезинотехника")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 160 "Продукция нефтехимического комплекса"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 25 марта 2016 г. N 216-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт распространяется на конвейерные резинотросовые ленты для горнодобывающей промышленности (далее - ленты), предназначенные для транспортирования угля, породы, горной массы, руды, солей и других полезных ископаемых, а также перевозки людей на ленточных конвейерах с желобчатыми роликоопорами, имеющими угол наклона боковых роликов до 36° включительно.
Ленты применяют на ленточных конвейерах, установленных в подземных выработках, на поверхности шахт и рудников, на обогатительных фабриках, угольных складах, электрических и тепловых станциях, работающих на угле. Угол расположения выработки должен быть от минус 16° до плюс 18°.
Трудновоспламеняющиеся и трудносгораемые ленты предназначены для эксплуатации при температуре окружающей среды от минус 25°С до плюс 60°С и влажности до 98%.
Теплостойкие ленты предназначены для эксплуатации при температуре окружающей среды от минус 25°С до плюс 60°С (вид Т1) и от минус 10°С до плюс 60°С (вид Т2).
Ленты, применяемые на открытых горных предприятиях, предназначены для эксплуатации при температуре окружающей среды от минус 45°С до плюс 60°С (ленты общего назначения и трудновоспламеняющиеся морозостойкие) и от минус 60°С до плюс 60°С (морозостойкие ленты).
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 9.024-74 Единая система защиты от коррозии и старения. Резины. Методы испытаний на стойкость к термическому старению
ГОСТ 12.1.005-88 Система стандартов безопасности труда. Общие санитарно-гигиенические требования к воздуху рабочей зоны
ГОСТ 12.1.007-76 Система стандартов безопасности труда. Вредные вещества. Классификация и общие требования безопасности
ГОСТ 12.1.044-89 (ИСО 4589-84) Система стандартов безопасности труда. Пожаровзрывоопасность веществ и материалов. Номенклатура показателей и методы их определения
ГОСТ 166-89 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 262-93 (ИСО 34-79) Резина. Определение сопротивления раздиру (раздвоенные, угловые и серповидные образцы)
ГОСТ 263-75 Резина. Метод определения твердости по Шору А
ГОСТ 270-75 Резина. Метод определения упругопрочностных свойств при растяжении
ГОСТ ISO 282-2014 Ленты конвейерные. Отбор образцов
ГОСТ ISO 340-2014 Ленты конвейерные. Характеристики воспламеняемости в лабораторных условиях. Требования и метод испытания
ГОСТ 408-78 Резина. Методы определения морозостойкости при растяжении
ГОСТ 427-75 Линейки измерительные металлические. Технические условия
ГОСТ 503-81 Лента холоднокатаная из низкоуглеродистой стали. Технические условия
ГОСТ 618-73 Фольга алюминиевая для технических целей. Технические условия
ГОСТ ISO 703-2014 Ленты конвейерные. Определение гибкости в поперечном направлении (способности к лоткообразованию)
ГОСТ 3282-74 Проволока стальная низкоуглеродистая общего назначения. Технические условия
ГОСТ 3560-73 Лента стальная упаковочная. Технические условия
ГОСТ 5100-85 Сода кальцинированная техническая. Технические условия
ГОСТ 5542-2014 Газы горючие природные промышленного и коммунально-бытового назначения. Технические условия
ГОСТ 6433.2-71 Материалы электроизоляционные твердые. Методы определения электрического сопротивления при постоянном напряжении
ГОСТ 6768-75 Резина и прорезиненная ткань. Метод определения прочности связи между слоями при расслоении
ГОСТ 7502-98 Рулетки измерительные металлические. Технические условия
ГОСТ 11358-89 Толщиномеры и стенкомеры индикаторные с ценой деления 0,01 и 0,1 мм. Технические условия
ГОСТ 14192-96 Маркировка грузов
ГОСТ 17299-78 Спирт этиловый технический. Технические условия
ГОСТ 23509-79 (ИСО 4649-85) Резина. Метод определения сопротивления истиранию при скольжении по возобновляемой поверхности
ГОСТ 23706-93 (МЭК 51-6-84) Приборы аналоговые показывающие электроизмерительные прямого действия и вспомогательные части к ним. Часть 6. Особые требования к омметрам (приборам для измерения полного сопротивления) и приборам для измерения активной проводимости
ГОСТ Р 12.1.019-2009 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ Р 52087-2003 Газы углеводородные сжиженные топливные. Технические условия
ГОСТ Р 55878-2013 Спирт этиловый технический гидролизный ректификованный. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 лента конвейерная резинотросовая: Тяговый и грузонесущий элемент ленточного конвейера, представляющий собой один ряд параллельно уложенных металлических тросов, завулканизованных в резину (сердечник ленты), с наружными резиновыми обкладками рабочей и нерабочей поверхностей ленты, резиновыми бортами и защитными тканевыми прокладками с одной или двух сторон ленты или без защитных тканевых прокладок.
3.2 защитная тканевая прокладка: Прорезиненная ткань, расположенная с одной или двух сторон сердечника, для защиты его от продольных порезов.
3.3 кислородный индекс: По ГОСТ 12.1.044.
4 Классификация, основные параметры и размеры
4.1 В зависимости от условий эксплуатации и назначения резинотросовые ленты подразделяют на типы и виды (см. таблицу 1). Методика установления категории условий эксплуатации лент приведена в приложении А.
4.2 Конструкции лент приведены на рисунке 1. Размеры, указанные на рисунке 1, за исключением ширины ленты, толщины ленты и шага троса в ленте, обеспечиваются технологией изготовления лент и на готовом изделии не контролируются.
4.3 Ширина резинового борта ленты (расчетная) должна быть от 25 до 40 мм.
4.4 Прочность несущей ширины конвейерной ленты , Н, вычисляют по формуле
![]() , (1)
, (1)
где - удельная расчетная прочность ленты, Н/мм;
- несущая ширина ленты.
4.5 Примеры условных обозначений (при заказе и в другой документации):
Лента конвейерная резинотросовая трудносгораемая (трудногорючая) с двумя защитными тканевыми прокладками [2РТЛШТС(ТГ)], прочностью 2500 Н/мм несущей ширины ленты (2500), шириной 1200 мм (1200), на основе оцинкованного троса (Ц), с толщиной рабочей резиновой обкладки 7 мм (7) и нерабочей - 7 мм (7), изготовленная из резины класса ТСО:
Лента 2 РТЛШТС(ТГ)-25001200-Ц-7/7-ТСО ГОСТ Р 56904-2016
Лента конвейерная резинотросовая трудновоспламеняющаяся морозостойкая бестканевой конструкции (РТЛТВМ), прочностью 1500 Н/мм несущей ширины ленты (1500), шириной 1000 мм (1000), на основе латунированного троса (Л), с толщиной резиновых обкладок: рабочей - 8 мм (8) и нерабочей - 7 мм (7), изготовленной из резины класса Г-2:
Лента РТЛТВМ-15001000-Л-8/7-Г-2 ГОСТ Р 56904-2016
Таблица 1 - Типы и виды лент в зависимости от транспортируемого материала
Тип ленты | Обозначение ленты | Вид ленты | Основная характе- | Кате- | Вид транспортируемого материала | Темпе- |
Бестканевая конструкция | РТЛ | Общего назначения | С двухсторонней резиновой обкладкой и резиновыми бортами | Средние Тяжелые | Среднекусковые материалы: | От -45 до +60 |
РТЛМ | Морозостойкая | От -60 до +60 | ||||
РТЛТВ | Трудно- | От -25 до +60 | ||||
РТЛТВМ | Трудно- | От -45 до +60 | ||||
РТЛШТС(ТГ) | Трудносгораемая (трудногорючая) | От -25 до +60 | ||||
РТЛТ1 | Теплостойкая Т1 (при температуре материалов до 100°С) | Малоабразивный материал с размером кусков до 300 мм, формовочная земля, глина, песок, гравий, цемент | От -25 до +60 | |||
РТЛТ2 | Теплостойкая Т2 (при температуре материалов до 150°С) | От -10 до +60 | ||||
Тип 1 | 1РТЛ | Общего назначения | С двухсторонней резиновой обкладкой, одной защитной тканевой прокладкой под резиновой обкладкой рабочей поверхности и резиновыми бортами | Очень тяжелые | Крупнокусковые материалы: | От -45 до +60 |
1РТЛМ | Морозостойкая | От -60 до +60 | ||||
1РТЛТВ | Трудно- | От -25 до +60 | ||||
1РТЛТВМ | Трудно- | От -45 до +60 | ||||
1РТЛШТС(ТГ) | Трудносгораемая (трудногорючая) | От -25 до +60 | ||||
Тип 2 | 2РТЛ | Общего назначения | С двухсторонней резиновой обкладкой, двумя защитными тканевыми прокладками под резиновой обкладкой рабочей и нерабочей поверхностей и резиновыми бортами | Крупнокусковые материалы: крепкая горная порода (крепость свыше 10 по шкале Протодьяконова), руда кусками размером до 500 мм. | От -45 до +60 | |
2РТЛМ | Морозостойкая | От -60 до +60 | ||||
2РТЛТВ | Трудно- | От -25 до +60 | ||||
2РТЛТВМ | Трудно- | От -45 до +60 | ||||
2РТЛШТС(ТГ) | Трудносгораемая (трудногорючая) | От -25 до +60 |

- ширина ленты;
- несущая ширина ленты; H - толщина ленты;
- толщина резиновой обкладки рабочей (верхней) поверхности ленты;
- толщина резиновой обкладки нерабочей (нижней) поверхности ленты;
,
- расстояние между защитной тканевой прокладкой и тросом;
- ширина резинового борта;
- диаметр троса; t - шаг троса в ленте; 1 - защитная тканевая прокладка
Рисунок 1 - Конструкции лент
5 Технические требования
5.1 Основные показатели и характеристики лент
5.1.1 Ленты должны соответствовать требованиям настоящего стандарта и изготовляться по технологической документации, утвержденной в установленном порядке.
5.1.2 Ленты должны состоять из стальных латунированных или оцинкованных нераскручивающихся тросов, запрессованных во внутренний адгезионный слой резины (сердечник ленты), наружных резиновых обкладок, расположенных с обеих сторон резинометаллического сердечника и резиновых бортов.
В зависимости от назначения ленты могут иметь одну или две защитные тканевые прокладки или не иметь их.
5.1.2.1 Два соседних троса должны иметь разные (правое и левое) направления свивки.
5.1.2.2 Тросы в сердечнике ленты должны располагаться параллельно друг другу в поперечной плоскости ленты. Смещение тросов по высоте их расположения от поперечной плоскости ленты должно быть ±1 мм. Допускается для 5% тросов от их общего количества смещение тросов на ±1,5 мм.
Расположение тросов в ленте обеспечивается технологией производства.
5.1.2.3 Допускается соединение тросов методом счаливания или сплетением. На каждом отдельном тросе в ленте должно быть не более одного соединения. По ширине ленты допускаются не более двух счалок отдельных тросов на длине не менее 2 м.
5.1.2.4 Защитная тканевая прокладка должна располагаться по всей ширине резинометаллического сердечника. Технические пропитанные ткани, применяемые в качестве защитной тканевой прокладки, должны иметь разрывную прочность по утку не менее 120 Н/мм.
5.1.3 Ленты следует изготовлять прочностью 1000, 1500, 2000, 2500, 3150, 4000 и 5000 Н/мм несущей ширины ленты. Допускается по согласованию с потребителем изготовление лент другой прочности несущей ширины ленты. Технические параметры лент приведены в таблице 2.
Таблица 2 - Технические параметры лент
Наименование показателя | Значение для лент прочностью несущей ширины ленты, Н/мм | ||||||||
1000 | 1500 | 2000 | 2500 | 3150 | 4000 | 5000 | |||
Диаметр троса | Номин. | 4,20 | 4,20 | 6,00 | 5,40 | 7,50 | 8,25 | 10,60 | |
Пред. откл. | +0,10 | +0,20 | +0,30 | +0,50 | |||||
Агрегатное разрывное усилие металлотроса, Н (кгс), не менее | 15680 | 25580 | 28400 | 41160 | 50960 | 76000 | 96040 | ||
Шаг тросов в ленте t, мм | Номин. | 14,0 | 9,0 | 15,0 | 12,0 | 14,0 | 17,5 | ||
Пред. откл. | ±2,0 | ±1,5 | |||||||
Номинальная толщина резиновых обкладок, мм | рабочей (верхней) поверхности ленты | 7 | 10 | ||||||
нерабочей (нижней) поверхности ленты | 7 | 10 | |||||||
Толщина ленты, мм | 18,2 | 20,0 | 19,4 | 20,5 | 22,5 | 30,5±2,0 | |||
Ширина ленты, мм | Количество тросов в ленте | ||||||||
800 | - | 77 | - | - | - | - | - | - | |
(900) | 59 | 87 | 57 | - | - | - | - | - | |
1000 | 65 | 98 | 65 | 77 | 64 | 64 | - | - | |
1200 | 78 | 121 | 78 | 95 | 77 | 77 | - | - | |
1400 | 92 | 142 | 92 | 111 | 91 | 91 | 82 | 82 | |
1600 | 106 | 163 | 105 | 128 | 105 | 105 | 94 | 94 | |
1800 | 120 | 183 | 119 | 145 | 119 | 119 | 106 | 106 | |
2000 | 134 | 205 | 133 | 160 | 133 | 133 | 116 | 116 | |
2250 | - | - | 148 | - | - | - | - | - | |
Примечания 1 Толщина резиновых обкладок указана без учета защитных тканевых прокладок. 2 Значения расчетной толщины ленты приведены для лент бестканевой конструкции (РТЛ). Расчетная толщина лент типов 1РТЛ и 2РТЛ превышает указанную в таблице на толщину одной или двух защитных тканевых прокладок - соответственно на 1,0 или 2,0 мм. 3 Допускается изготовление лент другой конструкции, с применением металлотросов других диаметров, при условии обеспечения прочности несущей ширины ленты. 4 По согласованию с потребителем допускается изготовлять ленты с толщиной резиновых обкладок, отличающейся от указанных в настоящей таблице. 5 Допускается предельное отклонение по шагу тросов в ленте до ±3,0 мм для не более чем 5% тросов от общего количества тросов в ленте. | |||||||||
5.1.4 Удельную расчетную прочность ленты , Н/мм, вычисляют по формуле
![]() , (2)
, (2)
где - агрегатное разрывное усилие металлотроса, Н;
t - шаг тросов в ленте, мм;
R - коэффициент неравномерности распределения нагрузки между тросами в ленте, принят 0,9.
Несущую ширину ленты , мм, определяют по формуле
![]() , (3)
, (3)
где - ширина ленты, мм;
- расстояние от крайнего троса до края ленты, мм;
- диаметр троса, мм.
5.1.5 Ширина лент должна быть 800, (900), 1000, 1200, 1400, 1600, 1800, 2000, 2250 мм. По согласованию с потребителем допускается изготовление лент другой ширины. Предельные отклонения по ширине лент должны быть ±1,5%.
5.1.6 Колебания по фактической толщине ленты должны быть не более 2 мм.
5.1.7 Ленты должны быть прямыми. Предельные отклонения борта ленты от прямой линии на длине 20 м должны быть не более 3,0% от ширины ленты.
5.1.8 Ленты изготовляют конечными, длину лент согласовывает изготовитель с потребителем. Предельное отклонение длины ленты должно быть %.
5.1.9 Поверхность лент должна быть гладкой, без трещин, механических повреждений, посторонних включений и обнажения сердечника ленты. Не должно быть отслоений наружных резиновых обкладок и бортов от сердечника ленты.
На поверхности лент не допускаются:
- углубления и возвышения на резиновой обкладке глубиной и высотой более 3 мм при толщине резиновых обкладок до 7 мм включительно и более 30% от толщины резиновой обкладки при толщине свыше 7 мм;
- утолщения в местах прессовых переходов более 10% от толщины ленты;
- пузыри диаметром более 20 мм в количестве более 2 шт. на 2 м поверхности ленты.
Допускаются следы от очистки плит вулканизационного пресса и ремонта ленты, а также следы от починки участков выпрессовки троса по борту общей длиной не более 10 м на одну ленту.
5.1.10 Трудновоспламеняющиеся, трудновоспламеняющиеся морозостойкие и трудносгораемые (трудногорючие) ленты должны соответствовать требованиям по пожаробезопасности и искробезопасности (поверхностному электрическому сопротивлению), приведенным в таблице 3.
Таблица 3 - Показатели пожаробезопасности и искробезопасности
Наименование показателя | Значение для лент | |
РТЛТВ, РТЛТВМ | РТЛШТС(ТГ) | |
1 Время горения ленты после вынесения из пламени горелки, с, не более: | ||
одного образца с обкладками | 15 | 5 |
шести образцов с обкладками | 45 | 18 |
2 Кислородный индекс ленты, %, не менее | - | 30 |
3 Поверхностное электрическое сопротивление ленты, Ом, не более | 3·10 | |
4 Длина оставшегося неповрежденным участка ленты при проведении испытаний в лабораторной пожарной штольне, %, не менее | - | Должно остаться неповрежденным не менее 30% длины образца с обкладками |
5.1.11 Физико-механические показатели лент должны соответствовать значениям, приведенным в таблице 4.
Таблица 4 - Физико-механические показатели лент
Наименование показателя | Значение |
1 Прочность связи между резиновой обкладкой и защитной тканевой прокладкой, Н/мм, не менее | 8 |
2 Отношение стрелы прогиба в поперечном направлении к ширине ленты в зависимости от угла наклона боковых роликов: | |
20° |
|
25° |
|
30° |
|
36° |
|
5.1.12 Сопротивление вырыву троса из резины должно соответствовать значениям, приведенным в таблице 5.
Таблица 5 - Сопротивление вырыву троса из резины
Прочность, Н/мм несущей ширины ленты | Диаметр троса, мм | Сопротивление вырыву троса из резины, Н/мм длины троса, не менее |
1000 | 4,20 | 70 |
1500 | 4,20 | 70 |
6,00 | 80 | |
2000 | 5,60 | |
2500 | 7,50 | 110 |
3150 | 8,25 | 115 |
4000 | 10,60 | 150 |
5000 |
5.1.13 Физико-механические показатели резин, применяемых для изготовления наружных резиновых обкладок, должны соответствовать значениям, указанным в таблице 6.
Таблица 6 - Физико-механические показатели резин
Наименование показателя | Обозначение ленты | ||||||||||
РТЛ | РТЛМ | РТЛТ1 | РТЛТ2 | РТЛТВ | РТЛТВМ | РТЛШТС | |||||
Значение для резины класса | |||||||||||
А | И | D(W) | Н(Х) | М | T-1 | T-2 | Г-1 | К | Г-2 | ТСО | |
1 Условная прочность при растяжении, МПа, не менее | 24,5 | 20,0 | 18,0 | 25,0 | 15,0 | 11,0 | 10,0 | 15,6 | 15,0 | 14,7 | 11,0 |
2 Относительное удлинение при разрыве, %, не менее | 500 | 500 | 400 | 450 | 400 | 400 | 300 | 450 | 350 | 350 | 350 |
3 Твердость по Шору А, ед. Шор А, в пределах | 40-60 | 50-70 | 55-75 | 50-70 | 50-70 | 45-65 | 50-70 | 55-75 | 55-75 | 55-75 | 50-70 |
4 Сопротивление раздиру, Н/мм, не менее | - | 80 | 80 | - | - | - | - | 70 | - | - | - |
5 Потери объема при истирании, мм | |||||||||||
- метод А | 160 | 90 | - | - | 100 | 140 | 150 | 150 | 200 | 180 | 150 |
- метод Б | - | - | 90 | 120 | - | - | - | - | - | - | - |
6 Коэффициент морозостойкости при растяжении при температуре | |||||||||||
- минус 50°С, не менее | - | - | - | - | 0,2 | - | - | - | - | - | - |
- минус 45°С, не менее | - | - | - | - | - | - | - | - | - | 0,3 | - |
7 Изменение условной прочности после старения в воздухе, %, не менее: | |||||||||||
- при температуре (100±1)°С в течение 72 ч | - | - | - | - | - | -40 | - | - | - | - | - |
- при температуре (125±1)°С в течение 72 ч | - | - | - | - | - | - | -45 | - | - | - | - |
8 Изменение относительного удлинения после старения в воздухе, %, не менее: | |||||||||||
- при температуре (100±1)°С в течение 72 ч | - | - | - | - | - | -60 | - | - | - | - | - |
- при температуре (125±1)°С в течение 72 ч | - | - | - | - | - | - | -65 | - | - | - | - |
Примечание - Значения сопротивления раздиру, не указанные для классов резин, устанавливаются после набора данных в течение трех лет после утверждения настоящего стандарта. Определение обязательно для набора данных. | |||||||||||
5.1.14 Прочность стыкового соединения ленты должна быть не менее 75% от прочности несущей ширины ленты. Требование вводится в действие с 01.01.2020 г., определение обязательно. Основные правила стыковки лент приведены в приложении Б.
5.1.15 Срок службы лент, используемых для грузопассажирских конвейеров после навески, не должен превышать 3,5 года (42 мес).
Срок службы лент, используемых в грузовом режиме работы конвейеров, не должен превышать 5 лет (60 мес).
При отсутствии дефектов по 11.12 срок службы может быть увеличен по заключению специальной комиссии из представителей потребителя.
5.2 Требования к покупным изделиям
5.2.1 Тросы, применяемые для изготовления лент, должны соответствовать требованиям нормативных документов.
5.3 Комплектность
5.3.1 Ленты должны снабжаться комплектом стыковочных материалов, в который входят обкладочная и прослоечная каландрованные резины, резиновый клей или клееобразная паста.
Перечень материалов для стыковки и их средний расход приведены в таблице Б.3 (приложение Б).
5.3.2 Предприятие-изготовитель сопровождает ленты следующими документами:
- документом о качестве, содержащим: наименование или товарный знак предприятия-изготовителя, условное обозначение ленты, номер ленты, длину ленты, номер партии, марки резин и клея (клееобразной пасты), рекомендуемые для стыковки; результаты испытаний в соответствии с таблицами 3-5, год и месяц изготовления, штамп технического контроля предприятия-изготовителя;
- инструкцией по стыковке лент (по запросу потребителя).
5.4 Маркировка
5.4.1 Ленты должны иметь четкую рельефную маркировку на рабочей поверхности наружной обкладки в виде оттиска гравировки.
5.4.2 Рельефная маркировка должна находиться на рабочей стороне ленты на расстоянии от 3 до 5 м от начала ленты на обоих ее концах через каждые (30,0±5,0) м, на расстоянии от борта не более 0,2 м.
5.4.3 Рельефная маркировка должна содержать:
- товарный знак или наименование предприятия-изготовителя;
- условное обозначение;
- номер ленты;
- месяц и год изготовления.
5.4.4 На наружном конце ленты краской наносят маркировку с указанием:
- условного обозначения ленты без обозначения настоящего стандарта;
- номера ленты;
- даты изготовления (месяц, год).
5.4.5 Транспортная маркировка - по ГОСТ 14192 без указания манипуляционных знаков.
5.5 Упаковка
5.5.1 Ленту наматывают на специальный металлический или деревянный транспортировочный барабан диаметром не менее 300 мм, обеспечивающий механическую намотку и размотку рулона. Конец ленты промазывают с торца защитным клеем (от проникновения влаги), заклеивают сырой каландрованной резиновой смесью, используемой для обкладки троса. Допускается упаковка резинотросовых конвейерных лент в виде сдвоенных рулонов.
5.5.2 Ленты должны быть перевязаны не менее чем в двух местах в поперечном направлении и не менее чем в двух местах по наружной поверхности полиэтилентерефталатной (полиэстеровой) лентой (ПЭТ-лента), обеспечивающей прочность упаковки.
5.5.3 К внутренней поверхности последнего витка свернутой в рулон ленты крепят ярлык из любого материала, обеспечивающего четкость маркировки и сохранность ярлыка при транспортировании и хранении. Ярлык следует помещать в водонепроницаемый пакет.
Допускаются другие способы крепления ярлыка, обеспечивающие четкость маркировки и сохранность ярлыка при транспортировании и хранении.
5.5.3.1 На ярлыке должно быть указано:
- наименование или товарный знак предприятия-изготовителя;
- условное обозначение ленты;
- номер ленты;
- месяц и год изготовления;
- обозначение настоящего стандарта;
- расчетная масса ленты;
- длина ленты;
- марки резин и клея (или клееобразной пасты), рекомендуемые для стыковки ленты;
- штамп технического контроля предприятия-изготовителя.
5.5.4 С торцевой стороны барабана прикрепляют металлический ярлык с указанием:
- наименования или товарного знака предприятия-изготовителя;
- условного обозначения ленты;
- номера ленты;
- месяца и года изготовления;
- расчетной массы ленты;
- длины ленты.
5.5.5 Документ о качестве сопровождает каждую ленту в комплекте с отгрузочными документами.
6 Требования безопасности
6.1 Ленты не взрывоопасны, самопроизвольно не воспламеняются, горят только при внесении в источник огня.
6.2 При сгорании в воздух выделяются продукты деструкции резин, содержащие предельные и непредельные углеводороды, оксид углерода, технический углерод. Класс опасности - 4 по ГОСТ 12.1.007.
6.3 Ленты следует хранить в складских помещениях, имеющих категорию пожарной безопасности В. Складские помещения должны быть оборудованы средствами пожаротушения.
6.4 Расстояние от светильников до лент на складе должно быть не менее 1,5 м.
6.5 При возникновении пожара можно применять все способы и виды пожаротушения (асбестовые одеяла, воду, углекислотные огнетушители и др.).
7 Требования охраны окружающей среды
7.1 Ленты при эксплуатации и хранении не выделяют в окружающую среду токсичные вещества и не оказывают вредного воздействия на организм человека при непосредственном контакте.
7.2 Ленты, утратившие потребительские свойства, по степени воздействия на окружающую среду относятся к 4-му классу опасности (малоопасные) и подлежат утилизации на полигоне промышленных отходов.
8 Правила приемки
8.1 Ленты принимают партиями. Партией считают ленты одной прочности несущей ширины ленты, одного типа и вида, изготовленные с применением одного вида троса (латунированного или оцинкованного) в едином технологическом цикле, общей длиной не более 1500 м. Каждая партия лент сопровождается документом о качестве с указанием:
- наименования или товарного знака предприятия-изготовителя;
- условного обозначения ленты;
- номера ленты;
- месяца и года изготовления;
- длины ленты;
- расчетной массы ленты;
- обозначения настоящего стандарта;
- штампа технического контроля предприятия-изготовителя.
8.2 Для проверки соответствия качества лент требованиям настоящего стандарта их подвергают приемо-сдаточным, периодическим и типовым испытаниям в соответствии с таблицей 7.
Отбор образцов - по ГОСТ ISO 282.
Таблица 7 - Виды испытаний лент
Наименование показателя | Объем выборки и периодичность испытаний | Вид испытаний | ||
приемо- | периоди- | типовые | ||
1 Внешний вид, шаг между тросами, маркировка, упаковка, комплектность | 100% | + | - | + |
2 Длина, ширина, толщина, колебания по фактической толщине | 100% | + | - | + |
3 Время горения после вынесения из пламени горелки для лент РТЛТВ, РТЛТВМ, РТЛШТС(ТГ) (таблица 3, показатель 1) | 100% | + | - | + |
4 Кислородный индекс для лент РТЛШТС(ТГ) (таблица 3, показатель 2) | Не менее 1 раза в 6 мес на одной ленте любого типа и прочности несущей ширины ленты от текущей партии | - | + | + |
5 Поверхностное электрическое сопротивление для лент РТЛТВ, РТЛТВМ, РТЛШТС(ТГ) (таблица 3, показатель 3) | Не менее одной ленты от партии | + | - | + |
6 Длина несгоревшего участка образца лент РТЛШТС(ТГ) (таблица 3, показатель 4) | Не менее 1 раза в 6 мес на одной ленте от текущей партии | - | + | + |
7 Прочность связи между резиновой обкладкой и защитной тканевой прокладкой (таблица 4, показатель 1) | Не менее 1 раза в квартал на одной ленте от текущей партии | - | + | + |
8 Отношение стрелы прогиба в поперечном направлении к ширине ленты (таблица 4, показатель 2) | По программе типовых испытаний изготовителя совместно с потребителем | - | - | + |
9 Прочность стыкового соединения | По программе типовых испытаний изготовителя совместно с потребителем | - | - | + |
10 Физико-механические показатели резиновых смесей (таблица 6) | Не менее 1 раза в квартал на трех закладках резиновой смеси, применяемой для каждого вида лент | - | + | + |
11 Сопротивление вырыву троса из резины (таблица 5) | 100% | + | - | + |
8.3 Типовые испытания лент проводит изготовитель совместно с потребителем при разработке новых конструкций лент и стыковых соединений, а также изменении рецептуры и технологии изготовления лент.
По согласованию данные испытания изготовитель проводит совместно с потребителем в соответствии с программой типовых испытаний.
Типовые испытания по показателям 1-9 таблицы 7 проводит изготовитель.
8.4 При получении неудовлетворительных результатов приемо-сдаточных испытаний лент по показателям 1, 2, 3 и 11 таблицы 7 проводят повторные испытания на удвоенной выборке образцов, взятой от той же ленты.
Результаты повторных испытаний являются окончательными. Решение по реализации данной ленты принимается руководством предприятия в соответствии с установленным порядком.
8.5 При получении неудовлетворительных результатов периодических испытаний по показателям 4, 5, 6 и 7 таблицы 7 проводят повторные испытания на удвоенной выборке образцов, взятой от той же ленты.
При получении неудовлетворительных результатов повторных испытаний переводят испытания лент по показателям 4, 5, 6 и 7 таблицы 7 в приемо-сдаточные до получения положительных результатов испытаний на трех партиях (лентах) подряд, проверяя по 2 ленты от партии.
8.6 При получении неудовлетворительных результатов периодических испытаний по показателю 10 таблицы 7 проводят повторные испытания по данному показателю на удвоенной выборке, взятой от резиновой смеси того же класса.
При получении неудовлетворительных повторных результатов испытаний переводят испытания по этому показателю в приемо-сдаточные до получения положительных результатов не менее чем на трех закладках резиновой смеси подряд.
8.7 Ленты РТЛТВ, РТЛТВМ и РТЛШТС(ТГ), не прошедшие испытания по показателям 3-6 таблицы 7, запрещаются к отгрузке на предприятия горнодобывающей промышленности и могут быть переданы потребителям других отраслей. При этом рельефную маркировку указанных лент удаляют и наносят новую маркировку несмываемой краской.
9 Методы испытаний
9.1 Испытания лент проводят при температуре окружающего воздуха (20±5)°С. Отобранные образцы выдерживают в указанных условиях не менее 6 ч.
9.2 Внешний вид ленты проверяют визуально и штангенциркулем по ГОСТ 166 с ценой деления 0,1 мм, измерительной металлической линейкой по ГОСТ 427 с ценой деления 1 мм.
Комплектность, маркировку и упаковку проверяют визуально.
9.3 Длину ленты измеряют счетчиком метража, аттестованным в установленном порядке, или другим прибором или измерительным инструментом, обеспечивающим погрешность измерения ±0,5%.
9.4 Ширину ленты измеряют металлической измерительной рулеткой по ГОСТ 7502 с ценой деления 1 мм или другим измерительным инструментом, обеспечивающим погрешность измерения ±1 мм.
Ширину ленты измеряют не менее чем на трех участках в точках, отстоящих друг от друга на расстоянии не менее 10 м и от концов ленты не менее 5 м. За результат принимают среднеарифметическое значение трех измерений, округленное до 1,0 мм.
9.5 Толщину ленты измеряют толщиномером по ГОСТ 11358 с ценой деления 0,1 мм или штангенциркулем по ГОСТ 166 с ценой деления 0,1 мм не менее чем на трех участках в точках, отстоящих друг от друга на расстоянии не менее 1 м, и от концов ленты - не менее 5 м.
За результат принимают среднеарифметическое значение трех измерений, округленное до 0,1 мм.
За колебание по фактической толщине ленты принимают разность максимального полученного измерения и среднеарифметического значения толщины ленты.
9.6 Для проведения испытаний на соответствие требованиям, приведенным в таблицах 3-5, вырезают (вырубают) образцы из рулона (бухты) ленты, выдержанной после вулканизации не менее 8 ч, отступая от конца ленты не менее 1 м.
9.7 Время горения ленты после вынесения из пламени горелки определяют по ГОСТ ISO 340 со следующими дополнениями.
9.7.1 Допускается использовать спиртовую горелку (спирт - по ГОСТ 17299 или ГОСТ Р 55878, или другим нормативным документам) при соблюдении условий испытаний, предусмотренных ГОСТ ISO 340.
9.7.2 Допускается применять другие средства измерений, не уступающих по своим техническим и метрологическим характеристикам приведенным в ГОСТ ISO 340.
9.7.3 Допускается проводить испытания в вытяжных шкафах, не оборудованных отдельным вентилятором. В этом случае вытяжной шкаф должен быть подключен к общей вытяжной вентиляционной системе.
9.8 Кислородный индекс ленты определяют по ГОСТ 12.1.044 со следующими дополнениями.
9.8.1 От отобранного в соответствии с 9.6 образца конвейерной ленты, отступая от борта ленты не менее чем 100 мм, вырезают или вырубают в продольном направлении 5-10 образцов полной толщины длиной 150 мм, шириной, соответствующей расстоянию между тросами, вырезанными на расстоянии не более 1 мм от края троса. Срезы образцов должны располагаться под прямым углом.
9.8.2 Подготовка установки к работе проводится в соответствии с технической документацией на прибор.
9.8.3 Допускается проведение испытаний с применением кислородно-воздушной газовой смеси с содержанием кислорода в воздухе 20,9%.
9.8.4 Зажигание образцов проводят по варианту А.
9.8.5 Суммарная длительность воздействия пламени на образец составляет (30±1) с для образцов толщиной до 12 мм включительно и (45±1) с - для образцов толщиной более 12 мм. В течение всего времени поджигания горелку отстраняют от образца 3-4 раза и оценивают поверхность горения.
9.8.6 Во время горения образца концентрация кислорода в газовой смеси не должна изменяться более чем на 0,2% об.
9.8.7 Ленту считают выдержавшей испытание, если полученное значение кислородного индекса не превышает установленное значение.
9.8.8 Допускается применение других средств измерения, отличающихся от указанных в ГОСТ 12.1.044 и не уступающих им по своим техническим и метрологическим характеристикам.
9.9 Поверхностное электрическое сопротивление ленты определяют по методике в соответствии с приложением В.
9.10 Измерение длины несгоревшего участка образца ленты в модельной штольне проводят в соответствии с приложением Г.
9.11 Прочность связи между резиновыми обкладками и защитными тканевыми прокладками определяют по ГОСТ 6768 со следующими дополнениями.
Количество образцов для испытаний:
- три - для лент с одной защитной тканевой прокладкой;
- шесть - для лент с двумя защитными тканевыми прокладками.
Образцы должны иметь ширину (25±3) мм, длину - не менее 150 мм. При этом в образце должно быть не менее двух завулканизированных в резину тросов.
Для лент с двумя защитными прокладками прочность связи определяют на образцах, отслаивая наружные резиновые обкладки от тканевых прокладок с двух сторон ленты.
Наружную резиновую обкладку отслаивают от тканевой прокладки таким образом, чтобы испытуемый образец можно было закрепить в захватах разрывной машины.
В ходе испытания одного образца регистрируют десять последовательных наибольших показаний силы. Силу расслоения определяют как среднеарифметическое значение десяти наибольших значений. За результат испытаний принимают среднеарифметическое значение испытаний трех образцов.
Прочность связи между резиновой обкладкой и защитной тканевой прокладкой определяют как отношение среднеарифметического значения силы расслоения к ширине испытуемого образца (Н/мм).
9.12 Отношение стрелы прогиба в поперечном направлении к ширине ленты определяют по ГОСТ ISO 703.
9.13 Прочность стыкового соединения ленты определяют по методике в соответствии с приложением Д.
9.14 Условную прочность при растяжении и относительное удлинение при разрыве резин определяют по ГОСТ 270 на образцах типа 1 толщиной 2 мм.
9.15 Твердость по Шору А определяют по ГОСТ 263.
9.16 Сопротивление раздиру резин определяют по ГОСТ 262, метод D.
9.17 Потери объема резин при истирании определяют по ГОСТ 23509 (метод А - для резин класса D(W) и метод Б - для резин класса Н(Х).
9.18 Коэффициент морозостойкости резин при растяжении определяют по ГОСТ 408, метод А.
9.19 Изменение условной прочности и относительного удлинения резин класса Т-1 и Т-2 после старения в воздухе определяют по ГОСТ 9.024.
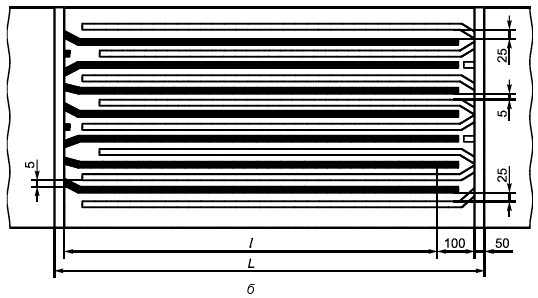
9.20 Для определения сопротивления вырыву троса из резины вырезают образцы в соответствии с рисунком 2. Для проведения арбитражных испытаний образцы вырезают в соответствии с рисунком 3. Испытывают не менее шести образцов.

t - шаг троса в ленте; - длина рабочего участка образца; 1, 2, 3 - тросы
Рисунок 2 - Образец ленты для определения сопротивления вырыву троса из резины

- длина рабочего участка образца; H - толщина образца; 5t - ширина образца с пятью тросами; 1 - пять тросов
Рисунок 3 - Образец ленты для определения сопротивления вырыву троса из резины при арбитражных испытаниях
Длина рабочего участка образца лент прочностью ленты до 1500 Н/мм несущей ширины включительно должна быть равна (50±2) мм, лент прочностью свыше 1500 Н/мм несущей ширины ленты - (100±2) мм.
Концы тросов (1, 2, 3) в вырезанных образцах очищают от резины. На тросах допускают остатки резины толщиной не более 1,5 мм.
Испытания проводят на разрывной машине, имеющей скорость движения активного захвата (100±10) мм/мин. Допускается проводить испытания при скорости (50±10) мм/мин.
По шкале динамометра фиксируют усилие (Н), при котором начинается вырыв троса на рабочем участке образца.
Сопротивление вырыву троса из резины , Н/мм, вычисляют по формуле
![]() , (4)
, (4)
где - усилие вырыву троса, Н;
- длина рабочего участка образца, мм.
За результат испытаний принимают среднеарифметическое значение испытаний шести образцов, округленное до целого числа.
9.21 Прямолинейность лент определяют только у потребителя до установки ленты на конвейер в соответствии с 11.11.
10 Транспортирование и хранение
10.1 Ленты транспортируют всеми видами транспорта в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.
По железной дороге ленты транспортируют повагонными отправками.
10.2 Ленты должны храниться на барабанах в закрытых складских помещениях при температуре от минус 5°С до плюс 30°С на расстоянии не менее 1 м от отопительных приборов. Склад должен быть оборудован погрузочно-разгрузочными приспособлениями.
10.2.1 Допускается хранение лент у потребителя в неотапливаемых помещениях или под навесом на поддонах или настилах, уложенными в один ряд, при температуре от минус 20°С до плюс 40°С в течение не более 3 мес в пределах гарантийного срока хранения.
10.2.2 При хранении рулоны лент должны находиться в горизонтальном положении, уложенными в один ряд.
При хранении ленты следует перематывать или перекатывать не менее 1 раза в месяц.
10.3 Ленты при транспортировании и хранении должны быть защищены от воздействия прямых солнечных лучей и атмосферных осадков, кислот, щелочей, масел, бензина, керосина, их паров и других веществ, разрушающих резину, а также от воздействия ударных нагрузок и деформаций.
10.4 После транспортирования и хранения при отрицательной температуре перед монтажом ленты должны быть выдержаны при температуре (20±5)°С в течение:
- трудносгораемые и трудновоспламеняющиеся - не менее 72 ч;
- ленты других видов - не менее 24 ч.
Монтаж лент должен проводиться при температуре окружающего воздуха, соответствующей температуре эксплуатации лент.
11 Основные правила эксплуатации и применения лент
11.1 Для правильного выбора типа ленты и ее технических характеристик в договоре между изготовителем и потребителем следует указывать область применения.
Ленты применяют на ленточных конвейерах с желобчатыми роликоопорами, имеющими угол наклона боковых роликов до 36°.
11.2 Основные правила эксплуатации лент должны соответствовать требованиям нормативных актов.
11.3 При проведении тяговых расчетов конвейеров коэффициент сцепления конвейерной ленты с футерованными приводными барабанами принимают в зависимости от состояния трущихся поверхностей в соответствии с таблицей 8.
Таблица 8 - Коэффициент сцепления ленты с футерованными приводными барабанами
Состояние трущихся поверхностей | Коэффициент сцепления |
Грязные и влажные | 0,2 |
Сырые | 0,2-0,3 |
Сухие | 0,35 |
11.4 Диаметр приводного барабана должен быть:
- не менее 630 мм - для лент разрывной (расчетной) прочностью 1000 и 1500 Н/мм несущей ширины ленты;
- не менее 800 мм - для лент разрывной (расчетной) прочностью 2000 и 2500 Н/мм несущей ширины ленты;
- не менее 1250 мм - для лент разрывной (расчетной) прочностью 3150 и 4000 Н/мм несущей ширины ленты;
- не менее 1600 мм для лент прочностью 4000 и 5000 Н/мм несущей ширины ленты.
Приводные барабаны должны быть футерованы резиной.
11.5 В местах загрузки ленты должны быть установлены обрезиненные амортизирующие ролики.
На конвейерной установке должны быть в наличии все ролики и они должны вращаться.
11.6 В процессе эксплуатации не допускается заштыбовка натяжного барабана и роликов.
11.7 Груз на ленту следует подавать со скоростью, близкой к скорости движения ленты в том же направлении.
Высота падения груза на ленту должна быть не более 0,5 м.
11.8 Типы, виды и конструкции лент должны соответствовать условиям их применения, указанным в таблицах 1 и 2.
11.9 Ленты стыкуют только методом горячей вулканизации по инструкции предприятия - изготовителя ленты с применением стыковочных материалов предприятия - изготовителя ленты. Основные правила стыковки лент приведены в приложении Б.
11.10 Максимально допустимое рабочее натяжение ленты , Н/мм, вычисляют по формуле
![]() , (5)
, (5)
где - разрывная (расчетная) прочность несущей ширины ленты, Н/мм;
- коэффициент запаса прочности ленты по таблице 9.
Таблица 9 - Коэффициент запаса прочности ленты
Назначение конвейера | Коэффициент запаса прочности ленты при угле наклона конвейера | |
до 10° | св. 10° | |
Грузовой | 7,0 | 8,5 |
Грузопассажирский, пассажирский | 8,0 | 9,5 |
11.11 Прямолинейность лент у потребителя проверяют до навешивания ленты на конвейер раскатыванием бухты на ровной площадке. Отклонение борта ленты измеряют между ее бортом и прямой линией, образованной натянутым тонким тросом или шнуром. Трос или шнур должен соединять точки по одному борту ленты, отстоящие друг от друга на длину, равную (20,0±0,5) м.
За отклонение борта ленты от прямой линии принимают наибольшее расстояние между прямой линией, образованной натянутым тонким тросом или шнуром, и линией борта ленты.
11.12 В процессе эксплуатации конвейерная лента не должна иметь:
- продольных сквозных повреждений длиной более 100 мм;
- более 10 поврежденных тросов на длине 1 м;
- износа или расслоения борта более чем на 5% ширины ленты;
- поврежденных стыковых соединений.
12 Гарантии изготовителя
12.1 Изготовитель гарантирует соответствие качества лент требованиям настоящего стандарта при соблюдении потребителем условий эксплуатации, хранения и транспортирования.
12.2 Гарантийный срок хранения лент - 12 мес со дня изготовления.
12.3 Гарантийный срок эксплуатации лент (кроме теплостойких) - 18 мес со дня ввода ленты в эксплуатацию.
Гарантийный срок эксплуатации теплостойких лент - 12 мес со дня ввода в эксплуатацию.
Приложение А
(рекомендуемое)
Методика установления категории условий эксплуатации лент на конкретных конвейерах
А.1 Категории условий эксплуатации лент на конкретных конвейерах следует оценивать суммой оценки факторов эксплуатации в баллах, приведенных в таблице А.1.
Если сумма баллов составляет от 50 до 75, условия эксплуатации считают тяжелыми, свыше 75 до 100 - очень тяжелыми.
Если сумма баллов превышает 100, применение лент должно быть согласовано с разработчиком лент.
Таблица А.1 - Оценка основных факторов эксплуатации лент
Наименование основных факторов эксплуатации | Уровень фактора или его характеристика | Оценка фактора, баллы | ||
1 Размер кусков груза, мм | От 0 до 150 - среднекусковой | 8 | ||
От 0 до 350 - среднекусковой | 18 | |||
От 0 до 700 - крупнокусковой | 25 | |||
2 Абразивность груза | Малоабразивный | 5 | ||
Абразивный | 15 | |||
Высокоабразивный | 25 | |||
3 Насыпная плотность груза, т/м | До 1,7 включ. | 0,2 |
| |
4 Высота свободного падения груза на ленту, мм | До 300 включ. | 0,2 |
| |
5 Скорость и направление движения груза и ленты в месте загрузки | Близки | 0 | оценка абразивности | |
6 Метод разгрузки | Через головной барабан | 0 |
| |
7 Минимальная температура окружающего воздуха, °С | Выше 0 | 0 | ||
Ниже 0 | 10 | |||
8 Воздействие атмосферных осадков или грузов с высокой влажностью | Нет | 0 | ||
Есть | 10 | |||
9 Условия технического обслуживания | Хорошие | 0 | ||
Затрудненные | 20 | |||
А.2 Категории абразивности некоторых грузов приведены в таблице А.2.
Таблица А.2 - Категории абразивности грузов
Категория абразивности груза | Транспортируемый материал |
Малоабразивный | Бурый и каменный уголь, формовочная земля, мягкие вскрышные породы, глина, песок, гравий, цемент, комковая сера, шамот, динас, доломит и др. |
Абразивный | Железная руда, антрацит, горные породы средней крепости (крепость до 10 по шкале Протодьяконова), кокс, шихта, известняк, агломерат, окатыши, рудный концентрат, магнезит, щебень, шихта и др. |
Высокоабразивный | Полиметаллические руды, крепкие горные породы (крепость свыше 10 по шкале Протодьяконова), железные руды с включением кварцита, руды цветных металлов и др. |
Приложение Б
(рекомендуемое)
Основные правила стыковки лент
Б.1 Резинотросовые ленты стыкуют методом горячей вулканизации.
Для этого используют переносные вулканизационные прессы, обеспечивающие давление на ленту не менее 1 МПа и температуру 150°С, клей для промазки тросов и склеиваемых поверхностей или клееобразную пасту, применяемую вместо клея для трудносгораемых лент, обкладочную и прослоечную резины, растворители (бензин, этилацетат или толуол) для разбавления загустевшего клея и изготовления клееобразной пасты.
Б.2 Конструкцию стыка и его параметры устанавливают согласно требованиям изготовителя ленты.
Разделку концов лент производят ступенями. Рекомендуемая одноступенчатая схема стыка приведена на рисунке Б.1а; двух-, трех- и четырехступенчатые схемы стыков приведены на рисунке Б.2.
Размеры стыковых соединений указаны в таблице Б.1.
Таблица Б.1 - Размеры стыковых соединений
Обозначение ленты | Число ступеней | Длина ступени | Длина стыка L, мм | ||
Номин. | Пред. откл. | Номин. | Пред. откл. | ||
РТЛ-1000 | 1 | 800 | ±10 | 1100 | ±10 |
РТЛ-1500 | 2 | 500 | 1300 | ||
РТЛ-2000 | 800 | 1900 | |||
РТЛ-3150 | 3 | 1000 | 3350 | ||
РТЛ-4000 | 3 | 1000 | |||
4 | 800 | ||||
РТЛ-5000 | 3 | 1200 | 3900 | ||
Примечание - Под лентами РТЛ подразумевают ленты всех видов. | |||||
Для всех лент допускается одноступенчатая конструкция стыкового соединения "Ступень-1", приведенная на рисунке Б.1б. Схема характеризуется вырубанием лишних тросов с торца ленты. В лентах РТЛ-1500 и РТЛ-2500 вырубают каждый четвертый трос, в лентах РТЛ-3150, РТЛ-4000 и РТЛ-5000 - каждый третий трос. Вырубку начинают со второго, третьего или четвертого троса от борта ленты. Крайние тросы оставляют целыми.
Параметры стыков "Ступень-1" приведены в таблице Б.2.

- длина ступени; L - длина стыка
Рисунок Б.1 - Одноступенчатые схемы стыковки
- длина ступени; L - длина стыка
Рисунок Б.1, лист 2

- длина ступени; L - длина стыка; B - ширина ленты
Рисунок Б.2 - Двух-, трех- и четырехступенчатые схемы стыковки
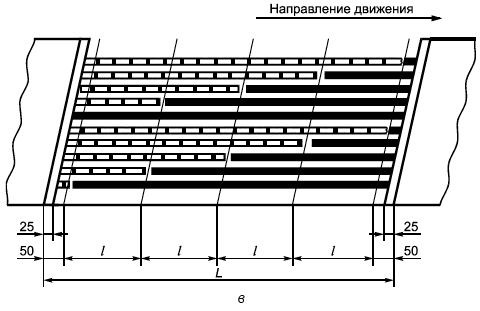
- длина ступени; L - длина стыка; B - ширина ленты
Рисунок Б.2, лист 2
Таблица Б.2 - Размеры стыка "Ступень-1"
Тип ленты | Ширина ленты, мм | Шаг тросов, мм | Диаметр тросов, мм | Число вырубаемых тросов, шт. | Шаг тросов в стыках, мм | Длина, мм | |
ступени | стыка L | ||||||
2РТЛ-1500 | 1000 | 9 | 4,20 | 25 | 6 | 1100 | 1300 |
1200 | 31 | ||||||
2РТЛ-2500 | 1000 | 14 | 7,50 | 16 | 9,5 | 1700 | 1900 |
1200 | 26 | ||||||
2РТЛ-3150 | 1200 | 8,25 | 10,5 | 2500 | 2700-3350 | ||
Стыки должны быть "косыми", с расположением торцевых кромок и границ ступеней под углом 71°30' к продольной оси ленты. Допускается изготовление "прямого" стыка с расположением торца ленты и границ ступеней перпендикулярно к оси ленты.
Длину "прямого" стыкового соединения L, мм, вычисляют по формуле
![]() , (Б.1)
, (Б.1)
где - длина ступени, мм;
- количество ступеней;
- длина участка выравнивания тросов, мм.
Длину ленты , мм, необходимую для изготовления "косого" стыка, вычисляют по формуле
![]() , (Б.2)
, (Б.2)
где - длина стыка, мм;
- ширина ленты, мм.
Зазор между соединяемыми концами тросов должен быть не менее трех диаметров троса.
Толщина полоски прослоечной резины, укладываемой между тросами, должна обеспечивать заполнение всего пространства между ними и быть не менее 1,9 мм для лент прочностью несущей ширины ленты до 3150 Н/мм включительно и не менее 2,3 мм - для лент прочностью несущей ширины ленты свыше 3150 Н/мм.
Ширина срезанных под углом полосок верхней и нижней обкладок у торцов стыка должна быть (25±1) мм.
Б.3 Пакет стыковочных материалов должен поставлять изготовитель лент вместе с лентами в соответствии с договором на поставку.
Перечень стыковочных материалов и их средний расход приведены в таблице Б.3.
Таблица Б.3 - Средний расход материалов для стыковки лент
Наименование материала | Назначение | Расход материала на 1 м |
1 Обкладочная каландрованная резина | Наружная обкладка | 18,0-19,8 |
2 Прослоенная каландрованная резина | Прослойки между тросами, изготовление клееобразной пасты для промазки тросов | 7,0-7,7 |
3 Резиновый клей | Промазка тросов, склеиваемых поверхностей | 2,3-2,8 |
4 Бензин-растворитель для резиновой промышленности | Обработка резиновых заготовок, изготовление клееобразной массы на основе резиновой смеси | 1,5-2,8 |
5 Этилацетат или толуол | Изготовление клееобразной пасты для промазки тросов (вместо клея) | 0,1-0,6 |
6 Клееобразная паста | Промазка тросов, склеиваемых поверхностей | 2,8 |
Примечания 1 Марки материалов указывают в сопроводительных документах на ленту. 2 Для стыковки лент РТЛШТС(ТГ) вместо клея рекомендуется применять клееобразную пасту, изготовляемую из резиновой смеси, соответствующей типу лент. Соотношение растворителя (этилацетата или толуола) и резины - 4:1. 3 Прослоенную резиновую смесь можно поставлять в виде листов толщиной от 1,0 до 1,5 мм или в виде полосок толщиной, равной расстоянию между тросами. 4 Обкладочную резину можно поставлять в виде листов толщиной 2 или 3 мм или толщиной, равной толщине обкладок. | ||
Сроки хранения стыковочных материалов должны соответствовать гарантийным срокам хранения, указанным в сопроводительной документации.
Б.4 Вулканизацию стыка следует проводить при давлении от 1,2 до 1,5 МПа. Режим вулканизации (температура и время вулканизации) устанавливают согласно рисунку Б.3.
Плиты вулканизационного пресса снимают с ленты после их охлаждения до температуры 70°С.

Рисунок Б.3 - Режим вулканизации стыка ленты
Приложение В
(обязательное)
Методика определения поверхностного электрического сопротивления ленты
B.1 Назначение и область применения
Методика предназначена для определения поверхностного электрического сопротивления трудновоспламеняющихся, трудновоспламеняющихся морозостойких и трудносгораемых (трудногорючих) лент. Лента должна обладать достаточной проводимостью, чтобы отводить электрические заряды, образующиеся на ней во время работы.
B.2 Аппаратура, материалы, вещества
Схема установки электродов на образце ленты для определения поверхностного электрического сопротивления приведена на рисунке В.1.

Рисунок В.1 - Схема установки электродов
Для проведения испытаний используют:
- два латунных электрода, установленных следующим образом: внутри кольцевого заземленного электрода наружным диаметром (150±1) мм, внутренним диаметром (125,0±0,1) мм, массой (800±10) г помещен цилиндрический высоковольтный электрод диаметром (25,0±0,1) мм и массой (115±5) г. Рабочая поверхность электродов должна быть отполирована;
- шаблон из диэлектрического материала для взаимного расположения электродов с допускаемым смещением центров ±0,2 мм. Рекомендуемая конструкция шаблона приведена на рисунке В.2;
- прибор для измерения сопротивления (мегаомметр типа Е-6-22 или тераомметр типа Е6-3, Е6-13, Е6-10, МОМ-4 и др.), обеспечивающий выполнение измерений по ГОСТ 6433.2;
- бензин-растворитель для резиновой промышленности или этиловый спирт по ГОСТ Р 55878 или ГОСТ 17299 для удаления с поверхности образцов следов загрязнений;
- полиэтиленовую пленку размером не менее 350350 мм, толщиной не менее 1 мм или другой твердый электроизоляционный материал с удельным поверхностным электрическим сопротивлением не менее 1·10
Ом, измеренным по ГОСТ 6433.2;
- металлическую алюминиевую фольгу по ГОСТ 618, которую накладывают на поверхность образца для улучшения контактов с электродами;
- жидкий проводник (водный раствор, содержащий 10 массовых частей кальцинированной соды по ГОСТ 5100), который наносят на поверхность образца по шаблону (рисунок В.2);
- психрометр и термометр для контроля влажности и температуры в помещении, где проводят испытания.

Рисунок В.2 - Шаблон
B.3 Подготовка образцов
Испытания проводят на трех образцах полной толщины ленты размером не менее 300300 мм.
Вырезают образцы из готовой ленты, выдержанной после вулканизации не менее 8 ч, отступая от борта не менее чем на 0,1 м и от конца ленты не менее чем на 1 м.
B.4 Проведение испытаний
Испытания проводят при температуре окружающего воздуха (20±5)°С и относительной влажности (50±5)%. Образцы лент перед испытанием должны быть выдержаны в указанных условиях не менее 2 ч.
Тщательно протирают образцы бензином или этиловым спиртом для удаления с поверхности ленты талька, следов масла и других загрязнений. Размещают образец на полиэтиленовую пленку. Если поверхность обкладок неровная, контакт между электродами и образцом можно улучшить, применяя тонкую металлическую фольгу, имеющую размеры, как у контактной поверхности электродов. Размещают фольгу на поверхность образца, обработанного контактной жидкостью, и выравнивают по его поверхности легкими нажимами пальцев. Затем укладывают на фольгу латунные электроды.
Электроды устанавливают по шаблону. Присоединяют к электродам прибор для измерения сопротивления. Заземляют или соединяют внешний электрод с клеммой низкого напряжения на зажимах измерительного прибора, а внутренний - с клеммой высокого напряжения. При измерении напряжение постоянного тока должно быть не менее 100 В. За величину поверхностного электрического сопротивления испытуемого образца принимают показание прибора по истечении 2-3 мин измерения.
B.5 Обработка результатов
Ленту считают выдержавшей испытание, если поверхностное электрическое сопротивление каждого испытанного образца не превысит 3·10 Ом.
B.6 Требования безопасности
К проведению испытаний допускаются не менее двух человек, ознакомленных с инструкциями по технике безопасности и промышленной санитарии с соответствующей отметкой в журнале по технике безопасности.
Помещение для испытаний должно быть оборудовано вытяжной вентиляцией и средствами пожаротушения (углекислотный огнетушитель, песок, асбестовое одеяло). Пользоваться водой для тушения пожара запрещается.
Рабочее место должно удовлетворять требованиям электробезопасности по ГОСТ Р 12.1.019 и санитарно-гигиеническим требованиям по ГОСТ 12.1.005.
Приложение Г
(обязательное)
Методика измерения длины несгоревшего участка образца ленты в модельной штольне
Сущность методики заключается в воздействии на образец ленты сосредоточенного пламени мощной газовой горелки в горизонтальных модельных штольнях с принудительным движением потока воздуха, горении образца (с распространением пламени по ленте) после удаления источника тепла и измерении длины несгоревшего участка образца.
Г.1 Модельная штольня
Г.1.1 Конструкция штольни, средства измерений, применяемые вещества
Для проведения испытаний применяют модельную штольню, схема которой приведена на рисунке Г.1.

1 - камера сгорания; 2 - опорный стол; 3 - вытяжная труба с колпаком; 4 - газовая горелка; 5 - подставка для закрепления образца; 6 - металлический поддон; 7 - рукав высокого давления для подачи газа; 8 - крестовина для подвода горелки; 9 - образец ленты
Рисунок Г.1 - Модельная штольня
Монтируют установку на опорном столе длиной 1620 мм, шириной 850 мм и высотой 600 мм. Огневую камеру из листовой стали устанавливают на стол.
Внутренняя поверхность камеры размером 460420 мм должна быть облицована огнеупорным материалом толщиной 50 мм. На боковой стороне камеры должно быть смотровое окошко из термостойкого стекла.
U-образную газовую горелку, изготовленную из металлической трубы с 12 форсунками (по шесть форсунок в верхнем и нижнем рядах) закрепляют на металлической откидной крестовине перед передним торцом образца ленты на расстоянии 15 мм. Горелка должна перемещаться в горизонтальной и вертикальной плоскостях. Поджигают горелкой образцы ленты в течение (5,0±0,1) мин. Расход газа должен быть 1,9 м/ч (1,9·10
л/ч).
Скорость движения потока воздуха, регулируемая дроссельной заслонкой, должна быть постоянная и равна (1,0±0,1) м/с.
Размещают и закрепляют образец на подставке специальными штифтами с шайбами, расположенными на определенном расстоянии друг от друга.
Для проведения испытания применяют следующие средства измерений и вещества:
- переносной рудничный анемометр АПР-2 диапазоном измерений от 0,1 до 20,0 м/с для измерения скорости воздушного потока в камере сгорания;
- ротаметр типа РМ с верхним пределом измерений по воздуху 6,3 м/ч (6,3·10
л/ч) для контроля расхода газа;
- секундомер третьего класса точности диапазоном измерений от 0 до 60 с с ценой деления 0,2 с для регистрации времени поджигания и горения образца;
- металлическую рулетку по ГОСТ 7502 с ценой деления 1 мм для измерения длины образца и длины участка, оставшегося неповрежденным;
- штангенциркуль по ГОСТ 166 для измерения толщины образца;
- технический метан в баллонах по ГОСТ 5542.
Допускается применять другие средства измерений при условии обеспечения требуемой точности измерений.
Г.1.2 Подготовка образцов
Вырезают образцы из ленты, отступая от борта не менее чем на 100 мм и от конца ленты не менее чем на 1 м. Перед проведением испытаний выдерживают образцы не менее 12 ч в прямолинейном состоянии при температуре (20±5)°С.
Испытания проводят на трех образцах полной толщины длиной (1620±5) мм, шириной (230±5) мм.
Г.1.3 Проведение испытаний
Укладывают и закрепляют на подставке подготовленный образец.
Включают вентилятор. На входе в камеру сгорания у торца образца измеряют скорость воздушного потока. При необходимости проводят ее регулировку.
Перед проведением испытаний выставляют необходимый расход газа ротаметром и регулируют пламя горелки таким образом, чтобы исчез желтый ореол пламени.
Подводят к торцу образца газовую горелку, используя крестовину, затем удаляют горелку от образца и гасят. При этом фиксируют время поджигания, время распространения пламени по поверхности образца и его затухание.
Г.2 Требования безопасности
В испытании участвуют не менее двух человек, ознакомленных с инструкцией по эксплуатации установки и настоящим приложением к стандарту.
Помещение для испытаний должно быть оборудовано вытяжной вентиляцией и средствами пожаротушения - пожарный трубопровод с рукавом, огнетушители.
Рабочее место оператора должно соответствовать санитарно-гигиеническим требованиям по ГОСТ 12.1.005.
После проведения испытания помещение необходимо тщательно проветрить и только после этого приступать к испытанию следующего образца.
Приложение Д
(обязательное)
Методика определения разрывной прочности стыковых соединений
Д.1 Назначение и область применения
Д.1.1 Настоящая методика предназначена для определения разрывной прочности стыковых соединений резинотросовых конвейерных лент и устанавливает требования к порядку проведения испытаний и оформлению результатов.
Д.1.2 Резинотросовые конвейерные ленты стыкуют методом горячей вулканизации.
Д.1.3 Стыковые соединения должны быть выполнены из материалов и по инструкциям, рекомендованным изготовителями стыкуемых конвейерных лент.
Д.1.4 Методику можно использовать при проведении типовых испытаний.
Д.2 Отбор и подготовка образцов
Д.2.1 Образцы ленты для изготовления стыкового соединения вырезают из рулона (бухты) ленты, выдержанной после вулканизации не менее 8 ч, отступая не менее 1 м от края ленты.
Д.2.2 Длину образцов ленты для выполнения стыкового соединения определяют в соответствии с приложением Б настоящего стандарта.
Д.2.3 Из отобранных образцов конвейерных лент изготовляют полномасштабные стыковые соединения в соответствии с "Руководством по выбору и эксплуатации конвейерных лент" и приложением Б настоящего стандарта.
Д.3 Аппаратура
Д.3.1 Испытательная разрывная машина, обеспечивающая точность измерения нагрузки ±1,0% в диапазоне от 0,4% до 100% номинальной мощности датчика (максимальной нагрузки) и скорость перемещения подвижного зажима (100±10) мм/мин. Зажимы должны обеспечивать надежное зажатие образцов, исключающее их выскальзывание и пережатие (повреждение) при возрастании силы и достижении ее максимального значения.
Д.3.2 Рулетка металлическая по ГОСТ 7502 с ценой деления 1 мм, погрешностью ±0,6 мм.
Д.3.3 Психрометр аспирационный МВ-4М по технической документации. Диапазон измерения относительной влажности воздуха при температуре от 5°С до 40°С - от 10% до 100%. Абсолютная погрешность психрометра - от 2% до 6%. Диапазон измерения температур воздуха - от минус 25°С до плюс 50°С.
Примечания
1 Применяемые средства измерения должны быть поверены.
2 Допускается применение других средств измерений и технических средств, не уступающих по своим метрологическим и техническим характеристикам вышеперечисленным средствам испытания.
Д.4 Проведение испытаний
Д.4.1 Испытания проводят при температуре (20±5)°С и относительной влажности воздуха (60±10)%.
Д.4.2 Подготовка образцов
Д.4.3 Из изготовленного в соответствии с Д.2.3 полномасштабного стыка конвейерной ленты вырезают образцы (образец) стыкового соединения полной толщины ленты шириной не менее 500 мм. В зависимости от типа и размера зажимов испытательной машины длина образцов может быть разной, при этом следует соблюдать следующее: длина рабочего участка образца [расстояние между зажимами (захватами)] должна быть не менее трех ширин образца, включая полномасштабный (стандартный) стык. Общая длина образца включает длину рабочего участка (стандартную длину стыкового соединения плюс по (200±10) мм с каждой стороны стыкового соединения) плюс две длины захвата в зажимах испытательной машины. Схема образца для испытаний стыкового соединения приведена на рисунке Д.1.

- стандартная длина стыкового соединения;
- длина рабочего участка образца;
- длина захвата в зажимах разрывной машины;
- длина образца; b - ширина образца
Рисунок Д.1 - Схема образца для испытаний стыковых соединений резинотросовых конвейерных лент
Д.4.4 При подготовке образцов для испытаний стыкового соединения резинотросовых лент разрез должен проходить посередине между соседними тросами.
Д.4.5 Испытуемые образцы после подготовки в соответствии с 6.1 настоящего стандарта выдерживают в прямолинейном состоянии при температуре (20±5)°С, относительной влажности (60±10)% не менее 4 ч.
Д.5 Проведение испытаний
Д.5.1 Измеряют ширину испытуемого образца в трех местах стыкового соединения и вычисляют среднеарифметическое значение полученных измерений.
Д.5.2 Закрепляют концы образца ленты в зажимах испытательной машины таким образом, чтобы продольная ось образца, центровая линия зажимов и линия действия тяговой силы совпадали, обеспечивая равномерное распределение нагрузки по всей ширине образца.
Д.5.3 Для контроля возможного выскальзывания образца из захватов у внешних кромок захватов (зажимов) проводят мелом контрольные поперечные линии по поверхности образца.
Д.5.4 Включают машину и растягивают образец при постоянной скорости (100±10) мм/мин до тех пор, пока не появятся первые признаки разрушения, о чем свидетельствует падение показания нагрузки.
Д.5.5 В ходе испытаний запрещается выключать разрывную машину и корректировать положение образца.
Д.5.6 Регистрируют нагрузку, при которой произошло разрушение (разрыв) образца. Допускается после разрушения образца автоматическое выключение испытательной машины, оснащенной самописцем для графической записи силы.
Д.6 Обработка результатов испытаний
Д.6.1 Вычисляют прочность стыкового соединения , %, по формуле
![]() , (Д.1)
, (Д.1)
где - разрывная прочность стыкового соединения, Н/мм;
- прочность несущей ширины ленты, Н/мм.
Д.6.2 Вычисляют разрывную прочность стыкового соединения , Н/мм, по формуле
![]() , (Д.2)
, (Д.2)
где - нагрузка, при которой произошло разрушение образца, Н;
b - ширина образца, мм.
Д.6.3 Стыковое соединение считается выдержавшим испытание, если его значение не ниже нормируемого.
Д.6.4 Если испытывают несколько образцов стыковых соединений, за результат испытаний принимают среднеарифметическое значение результатов испытаний всех образцов стыкового соединения.
Д.7 Требования безопасности
Д.7.1 К проведению испытаний допускаются лица, достигшие 18-летнего возраста, прошедшие медицинское освидетельствование, сдавшие экзамен квалификационной комиссии, ознакомленные с инструкциями по охране труда, инструкцией по пожарной безопасности, инструкцией по экологии.
Д.7.2 Помещение для испытаний должно быть оборудовано вытяжной вентиляцией и первичными средствами пожаротушения (огнетушитель, песок).
Д.7.3 Во время работы в помещении должно находиться не менее двух человек.
Д.7.4 Лица, допущенные к работе, должны выполнять только ту работу, которая поручена и предусмотрена данной методикой.
Д.7.5 Во время испытаний запрещается приближаться к зажимным устройствам разрывной машины на расстояние менее 2 м.
Д.7.6 На рабочем месте должны быть медицинская аптечка и инструкция по технике безопасности, а также эксплуатационная инструкция разрывной машины.
УДК 621.867.2:418.2:678.065.3:006.354 | ОКС 53.040.20 | ОКП 25 6120 |
Ключевые слова: конвейерные резинотросовые ленты, горнодобывающая промышленность, общие технические требования | ||
Электронный текст документа
и сверен по:
, 2016
