ГОСТ Р 54917-2012
(ИСО 1275:2006)
Группа Г15
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ЦЕПИ РОЛИКОВЫЕ ДЛИННОЗВЕННЫЕ И ЗВЕЗДОЧКИ ДЛЯ ПРИВОДОВ И КОНВЕЙЕРОВ
Long-link roller chains and associated chain sprockets for transmission and conveyors
ОКС 21.220.30
53.040.20
ОКП 41 7310
Дата введения 2013-01-01
Предисловие
Цели и принципы стандартизации в Российской Федерации установлены Федеральным законом от 27 декабря 2002 г. N 184-ФЗ "О техническом регулировании", а правила применения национальных стандартов Российской Федерации - ГОСТ Р 1.0-2004 "Стандартизация в Российской Федерации. Основные положения"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации и сертификации в машиностроении" (ВНИИНМАШ) на основе собственного аутентичного перевода на русский язык международного стандарта, указанного в пункте 4
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 229 "Крепежные изделия"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 26 июня 2012 г. N 120-ст
4 Настоящий стандарт является модифицированным по отношению к международному стандарту ИСО 1275:2006* "Цепи прецизионные роликовые с увеличенным шагом, приспособления и звездочки для приводов и конвейеров" (ISO 1275:2006 "Double-pitch precision roller chains, attachments and associated chain sprockets for transmission and conveyors"). При этом все разделы и приложения полностью идентичны, а приложения ДА, ДБ, ДВ и элемент "Библиография" дополняют их с учетом потребностей национальной экономики Российской Федерации.
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ Р 1.5 (пункт 3.5)
5 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодно издаваемом информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячно издаваемых информационных указателях "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячно издаваемом информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
Настоящий стандарт устанавливает требования к длиннозвенным роликовым цепям, применяемым в механических приводах и конвейерах, а также требования к звездочкам данных цепей. Настоящий стандарт определяет размеры, допуски, измерение длины, предварительный натяг и минимальный предел прочности при растяжении.
Роликовые длиннозвенные цепи разработаны на основе приводных роликовых прецизионных цепей с мелким шагом по ГОСТ 13568, с некоторыми общими размерами, но с двойным шагом.
Цепи предназначены для применения в менее тяжелых условиях по скорости и передаваемой нагрузке относительно цепей, от которых они образованы.
Настоящий стандарт распространяется на звездочки с 5-75 зубьями включительно (с промежуточными числами зубьев от 5 до 74
включительно).
Предпочтительные числа зубьев: 7, 9, 10, 11, 13, 19, 27, 38 и 57.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 25347-82 (СТ СЭВ 144-75) Основные нормы взаимозаменяемости. Единая система допусков и посадок. Поля допусков и рекомендуемые посадки (ИСО 286-2:1988 "Допуски и посадки по системе ISO. Часть 2. Таблицы классов стандартных допусков и предельных отклонений на размеры отверстий и валов", MOD)
ГОСТ 13568-97 (ИСО 606-94) Цепи приводные роликовые и втулочные. Общие технические условия (ИСО 606:1994 "Цепи роликовые приводные прецизионные с мелким шагом и звездочки", MOD)
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодно издаваемому информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по соответствующим ежемесячно издаваемым информационным указателям, опубликованным в текущем году. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Приводные цепи
3.1 Спецификация узлов и комплектующих деталей
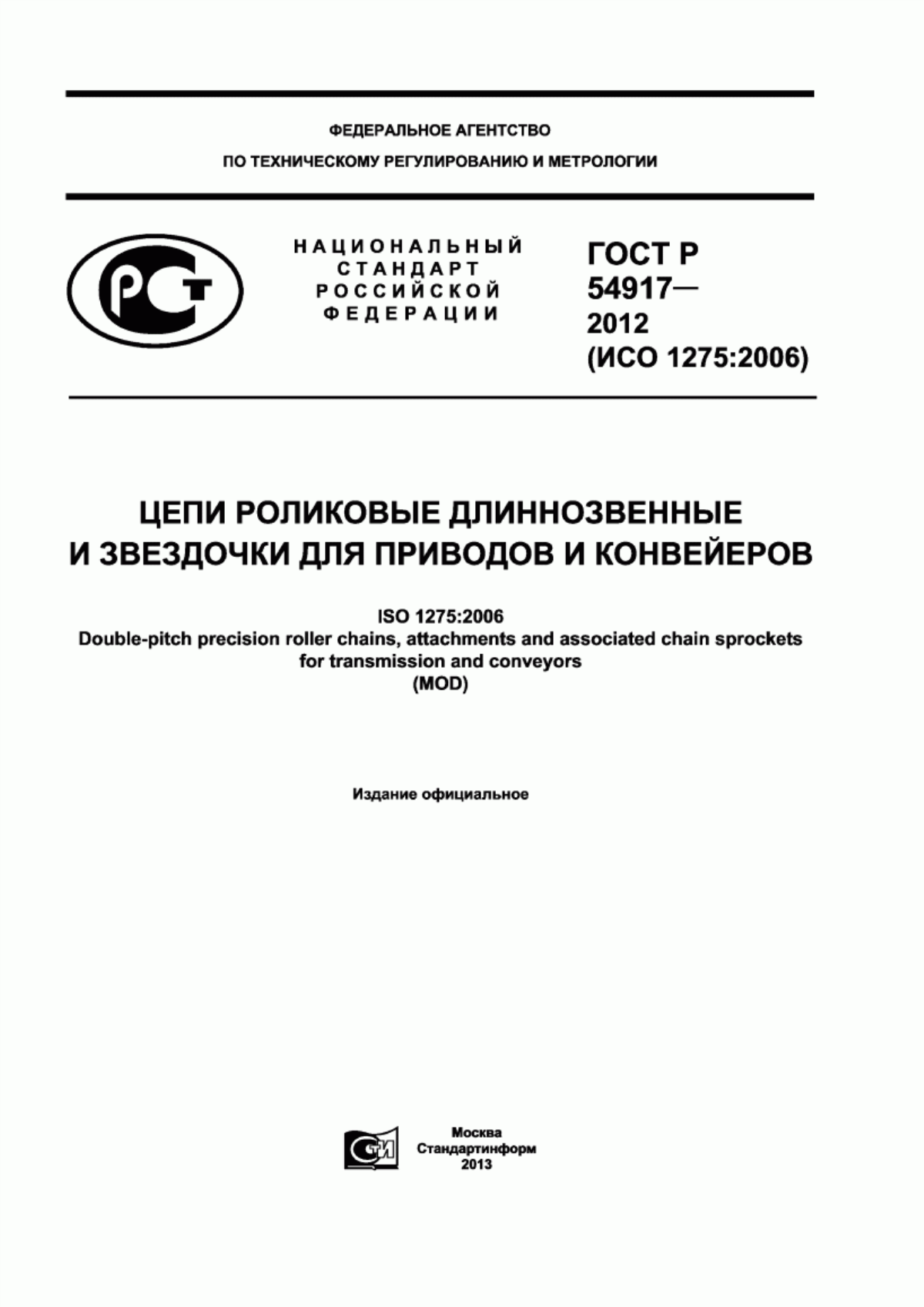
Спецификация узлов и комплектующих деталей цепи показана на рисунках 1 и 2.
Примечание - Рисунки приведены для примера и не определяют фактическую форму пластин цепи.

Рисунок 1 - Приводная роликовая длиннозвенная цепь

а) Внутреннее звено
1 - внутренняя пластина; 2 - ролик; 3 - втулка
b) Наружное звено
1 - наружная пластина; 2 - валик
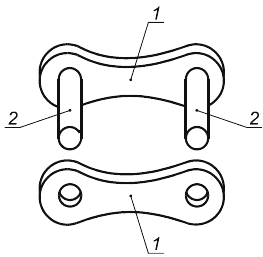
с) Соединительное звено с зашплинтованным концом валиика
1 - наружная пластина; 2 - зашплинтованный соединительный валик; 3 - шплинт; 4 - съемная пластина
d) Звено с пружинно-клеммным скреплением
1 - наружная пластина; 2 - соединительный валик с пружинно-клеммным замком; 3 - пружинная пластина; 4 - съемная пластина

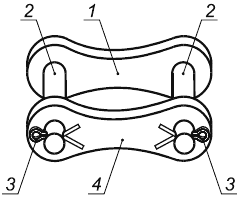
е) Одинарное переходное звено
1 - ролик;
2 - втулка; 3 - переходная пластина; 4 - переходный валик; 5 - шплинт

f) Двойное переходное звено
1 - ролик;
2 - внутренняя пластина; 3 - валик с расклепанным концом; 4 - переходная пластина; 5 - втулка
Примечание - Размеры пластины приведены в таблице 1.
Примечание - Крепления могут быть различных конструкций. На рисунках приведены примеры.
Рисунок 2 - Типы звеньев
3.2 Обозначение
Длиннозвенные приводные роликовые цепи классифицируют по номерам цепи, приведенным в таблице 1. Эти номера цепи образованы добавлением цифры 2 к номеру цепи по ГОСТ 13568.
Пример - Цепь ГОСТ Р.........- 208В
Таблица 1 - Основные размеры, пробные нагрузки при измерении шага и разрушающие нагрузки приводных роликовых длиннозвенных цепей (см. рисунок 3)
В миллиметрах
Но- мер цепи | Шаг | Диа- метр ролика | Макси- | Рас- | Макси- | Диа- метр отверс- | Габа- | Шири- на плас- | Раз- мер пере- | Шири- на внут- | Рас- стоя- | Шири- на цепи по концам валика | Допол- | Проб- ная наг- рузка при изме- | Разру- |
208А | 25,4 | 7,92 | 15,88 | 7,85 | 3,98 | 4,00 | 12,33 | 12,07 | 6,9 | 11,17 | 11,31 | 17,8 | 3,9 | 120 | 13,9 |
208В | 25,4 | 8,51 | 15,88 | 7,75 | 4,45 | 4,50 | 12,07 | 11,81 | 6,9 | 11,30 | 11,43 | 17,0 | 3,9 | 120 | 17,8 |
210А | 31,75 | 10,16 | 19,05 | 9,40 | 5,09 | 5,12 | 15,35 | 15,09 | 8,4 | 13,84 | 13,97 | 21,8 | 4,1 | 200 | 21,8 |
210В | 31,75 | 10,16 | 19,05 | 9,65 | 5,08 | 5,13 | 14,99 | 14,73 | 8,4 | 13,28 | 13,41 | 19,6 | 4,1 | 200 | 22,2 |
212А | 38,1 | 11,91 | 22,23 | 12,57 | 5,96 | 5,98 | 18,34 | 18,10 | 9,9 | 17,75 | 17,88 | 26,9 | 4,6 | 280 | 31,3 |
212В | 38,1 | 12,07 | 22,23 | 11,68 | 5,72 | 5,77 | 16,39 | 16,13 | 9,9 | 15,62 | 15,75 | 22,7 | 4,6 | 280 | 28,9 |
216А | 50,8 | 15,88 | 28,58 | 15,75 | 7,94 | 7,96 | 24,39 | 24,13 | 13 | 22,60 | 22,74 | 33,5 | 5,4 | 500 | 55,6 |
216В | 50,8 | 15,88 | 28,58 | 17,02 | 8,28 | 8,33 | 21,34 | 21,08 | 13 | 25,45 | 25,58 | 36,1 | 5,4 | 500 | 60,0 |
220А | 63,5 | 19,05 | 39,67 | 18,90 | 9,54 | 9,56 | 30,48 | 30,17 | 16 | 27,45 | 27,59 | 41,1 | 6,1 | 780 | 87,0 |
220В | 63,5 | 19,05 | 39,67 | 19,56 | 10,19 | 10,24 | 26,68 | 26,42 | 16 | 29,01 | 29,14 | 43,2 | 6,1 | 780 | 95,0 |
224А | 76,2 | 22,23 | 44,45 | 25,22 | 11,11 | 11,14 | 36,55 | 36,20 | 19,1 | 35,45 | 35,59 | 50,8 | 6,6 | 1110 | 125,0 |
224В | 76,2 | 25,4 | 44,45 | 25,40 | 14,63 | 14,68 | 33,73 | 33,40 | 19,1 | 37,92 | 38,05 | 53,4 | 6,6 | 1110 | 160,0 |
228В | 88,9 | 27,94 | - | 30,99 | 15,90 | 15,95 | 37,46 | 37,08 | 21,3 | 46,58 | 46,71 | 65,1 | 7,4 | 1510 | 200,0 |
232В | 101,6 | 29,21 | - | 30,99 | 17,81 | 17,86 | 42,72 | 42,29 | 24,4 | 45,57 | 45,70 | 67,4 | 7,9 | 2000 | 250,0 |
| |||||||||||||||
_________________
* Соответствует оригиналу. Обозначения "" и "
" в бумажном оригинале не приводятся. - .
3.3 Размеры
Цепи должны соответствовать размерам, показанным на рисунке 3 и приведенным в таблице 1. Максимальные и минимальные размеры определены для обеспечения взаимозаменяемости звеньев от различных производителей. Они представляют собой пределы взаимозаменяемости, но не являются производственными допусками.
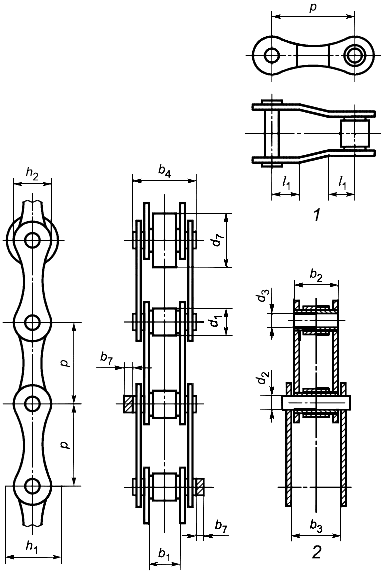
1 - переходное звено; 2 - секция цепи
Глубина прохода цепи является минимальной шириной желоба, по которому будет проходить собранная цепь.
Общая ширина цепи с замком составляет:
![]() - для валика с расклепанным концом и замком с одной стороны;
- для валика с расклепанным концом и замком с одной стороны;
![]() - для валика с высаженной головкой и замком с одной стороны;
- для валика с высаженной головкой и замком с одной стороны;
![]() - для двух замков с обеих сторон
- для двух замков с обеих сторон
Рисунок 3 - Обозначения к таблице 1
В настоящем стандарте приведены размеры только для однорядных длиннозвенных цепей.
3.4 Испытание на растяжение
3.4.1 Общие положения
При испытании образца на разрыв применяют силу растяжения, превышающую значение минимального предела прочности при растяжении, как определено в 3.4.2. Минимальный предел прочности не является рабочей нагрузкой и в основном используется как сравнительная величина для цепей различных конструкций.
Данные требования к испытанию не относятся к изогнутым звеньям или цепям с соединительными элементами, так как их предел прочности может быть снижен.
3.4.2 Испытание
Силу растяжения медленно прикладывают к концам цепи, состоящей из пяти и более свободных шагов, посредством скоб, обеспечивающих свободное движение с обеих сторон геометрической оси цепи, в нормальной плоскости сочленения.
Разрыв считается произошедшим в первой точке, когда увеличение растяжения больше не сопровождается возрастанием силы, т.е. в вершине диаграммы силы растяжения. Сила в этой точке должна превышать минимальный предел прочности, указанный в таблице 1.
Результаты испытания, в котором разрыв происходит вблизи захватов, не принимают в расчет.
Испытание на растяжение следует рассматривать как испытание с разрушением образца. Даже если цепь не имеет видимых повреждений в результате приложения силы растяжения, эквивалентной минимальному пределу прочности, после воздействия напряжения выше критической точки она будет непригодна к использованию.
3.5 Пробная нагрузка
Для всех цепей рекомендуется создавать пробную нагрузку с приложением минимальной силы растяжения, эквивалентной 30% минимального предела прочности, приведенного в таблице 1.
3.6 Проверка длины цепи
Измерение цепей выполняют после создания пробной нагрузки, но перед смазкой.
Стандартная длина для измерения должна быть не менее чем:
a) 610 мм - для цепей с номером от 208А до 210В по ИСО включительно,
b) 1220 мм - цепей с номером от 212А до 232В по ИСО включительно, и при этом цепь должна иметь на концах внутренние звенья.
Цепь должна иметь опору по всей длине, и к ней должна быть приложена пробная нагрузка для измерения шага (таблица 1).
Измеренная длина цепи должна совпадать с номинальной длиной с учетом предельного допуска +0,15%. Точность длины цепей, которые будут работать параллельно, должна быть в пределах допусков, однако это должно быть согласовано с изготовителем.
3.7 Маркировка
Цепи должны быть промаркированы наименованием производителя или торговой маркой.
Номер цепи, указанный в таблице 1, должен быть промаркирован на цепи.
4 Конвейерные цепи
4.1 Общие положения
Если не определено иное, формы, размеры и детали испытаний цепи и звездочек должны соответствовать требованиям разделов 3 и 5 соответственно с заменой значений таблицы 1 значениями таблицы 2, где это необходимо.
Таблица 2 - Основные размеры конвейерной цепи, пробные нагрузки при измерении шага и разрушающие нагрузки
В миллиметрах
Номер цепи | Шаг | Диа- метр ролика | Макси- | Рас- | Макси- | Диа- метр отверс- | Габа- | Шири- на плас- | Раз- мер пере- | Макси- | Макси- | Макси- | Макси- | Проб- | Мини- |
С208А | 25,4 | 7,92 | 15,88 | 7,85 | 3,98 | 4,00 | 12,33 | 12,07 | 6,9 | 11,17 | 11,31 | 17,8 | 3,9 | 120 | 13,9 |
С208В | 25,4 | 8,51 | 15,88 | 7,75 | 4,45 | 4,50 | 12,07 | 11,81 | 6,9 | 11,30 | 11,43 | 17,0 | 3,9 | 120 | 17,8 |
С210А | 31,75 | 10,16 | 19,05 | 9,40 | 5,09 | 5,12 | 15,35 | 15,09 | 8,4 | 13,84 | 13,97 | 21,8 | 4,1 | 200 | 21,8 |
С210В | 31,75 | 10,16 | 19,05 | 9,65 | 5,08 | 5,13 | 14,99 | 14,73 | 8,4 | 13,28 | 13,41 | 19,6 | 4,1 | 200 | 22,2 |
С212А | 38,1 | 11,91 | 22,23 | 12,57 | 5,96 | 5,98 | 18,34 | 18,10 | 9,9 | 17,75 | 17,88 | 26,9 | 4,6 | 280 | 31,3 |
С212А-Н | 38,1 | 11,91 | 22,23 | 12,57 | 5,96 | 5,98 | 18,34 | 18,10 | 9,9 | 19,43 | 19,56 | 30,2 | 4,6 | 280 | 31,3 |
С212В | 38,1 | 12,07 | 22,23 | 11,68 | 5,72 | 5,77 | 16,39 | 16,13 | 9,9 | 15,62 | 15,75 | 22,7 | 4,6 | 280 | 28,9 |
С216А | 50,8 | 15,88 | 28,58 | 15,75 | 7,94 | 7,96 | 24,39 | 24,13 | 13 | 22,60 | 22,74 | 33,5 | 5,4 | 500 | 55,6 |
С216А-Н | 50,8 | 15,88 | 28,58 | 15,75 | 7,94 | 7,96 | 24,39 | 24,13 | 13 | 24,28 | 24,41 | 37,4 | 5,4 | 500 | 55,6 |
С216В | 50,8 | 15,88 | 28,58 | 17,02 | 8,28 | 8,33 | 21,34 | 21,08 | 13 | 25,45 | 25,58 | 36,1 | 5,4 | 500 | 60,0 |
С220А | 63,5 | 19,05 | 39,67 | 18,90 | 9,54 | 9,56 | 30,48 | 30,17 | 16 | 27,45 | 27,59 | 41,1 | 6,1 | 780 | 87,0 |
С220А-Н | 63,5 | 19,05 | 39,67 | 18,90 | 9,54 | 9,56 | 30,48 | 30,17 | 16 | 29,10 | 29,24 | 44,5 | 6,1 | 780 | 87,0 |
С220В | 63,5 | 19,05 | 39,67 | 19,56 | 10,19 | 10,24 | 26,68 | 26,42 | 16 | 29,01 | 29,14 | 43,2 | 6,1 | 780 | 95,0 |
С224А | 76,2 | 22,23 | 44,45 | 25,22 | 11,11 | 11,14 | 36,55 | 36,20 | 19,1 | 35,45 | 35,59 | 50,8 | 6,6 | 1110 | 125,0 |
С224А-Н | 76,2 | 22,23 | 44,45 | 25,22 | 11,11 | 11,14 | 36,55 | 36,20 | 19,1 | 37,18 | 37,31 | 55,0 | 6,6 | 1110 | 125,0 |
С224В | 76,2 | 25,4 | 44,45 | 25,40 | 14,63 | 14,68 | 33,73 | 33,40 | 19,1 | 37,92 | 38,05 | 53,4 | 6,6 | 1110 | 160,0 |
С232А-Н | 101,6 | 25,58 | 57,15 | 31,55 | 14,29 | 14,31 | 48,74 | 48,26 | 25,2 | 46,88 | 47,02 | 69,4 | 7,9 | 2000 | 222,4 |
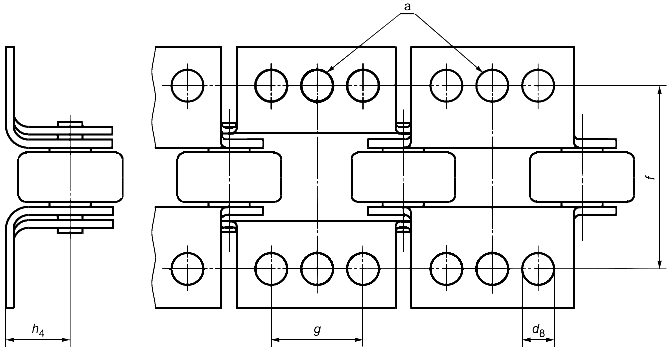
Примечание - Размеры основных цепей идентичны размерам по таблице 1, с добавлением диаметров больших роликов. Боковые пластины обычно прямые (не утоненные). | |||||||||||||||
Обычно в конвейерах используют цепи с прямыми боковыми пластинами (неуменьшенной толщины). Кроме того, может быть установлен вариант с роликами большего диаметра . Эти детали показаны на рисунке 4.

Рисунок 4 - Конвейерная цепь с большими роликами
4.2 Спецификация
Спецификация рисунка 2 также применима к конвейерным цепям. Рисунки 2 и 4 не определяют фактическую форму пластин цепи.
4.3 Обозначение
Длиннозвенные роликовые цепи, подходящие для применения в конвейере, обозначают дополнительным индексом С в начале обозначения цепи с прямыми боковыми пластинами (см. рисунок 4) и индексом L в конце обозначения для конвейерных цепей с роликами большего размера (). Если необходимо, в целях различения между размерами роликов установленных цепей в конце может быть добавлен индекс S для цепей меньшего размера.
4.4 Размеры
При установке роликов большего размера размер в формуле расчета звездочки должен быть заменен размером
. Размеры должны быть в соответствии с таблицей 2.
4.5 Проверка длины
Измеренная длина простой цепи должна совпадать с номинальной длиной с допуском %.
Измеренная длина цепи с присоединительными элементами должна совпадать с номинальной длиной с допуском %.
Длина цепей, которые будут работать параллельно, может совпадать в пределах более точных допусков.
4.6 Маркировка
Цепи должны быть маркированы наименованием изготовителя или торговой маркой. Номер цепи, указанный в таблице 2, также должен быть проставлен на цепи.
4.7 Присоединительные элементы
4.7.1 Общие положения
Если не определено иное, размеры и детали испытаний цепи с присоединительными элементами должны соответствовать требованиям раздела 3.
4.7.2 Спецификация
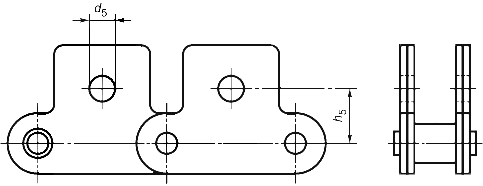
Спецификация присоединительных элементов для цепей показана на рисунках 5, 6, 7, 8 и 9.
Каждый присоединительный элемент К2 имеет два отверстия для крепления. Присоединительные элементы К1 аналогичны, за исключением того, что в них одно отверстие расположено по центру (см. 4.7.3).
Рисунок 5 - Присоединительный элемент К
Примечание - Присоединительный элемент М1 может быть установлен как на внутренних, так и на внешних звеньях.
Рисунок 6 - Присоединительный элемент М1
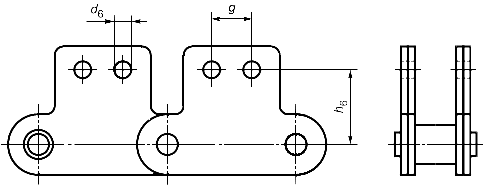
Примечание - Присоединительный элемент М2 может быть установлен как на внутренних, так и на внешних звеньях.
Рисунок 7 - Присоединительный элемент М2
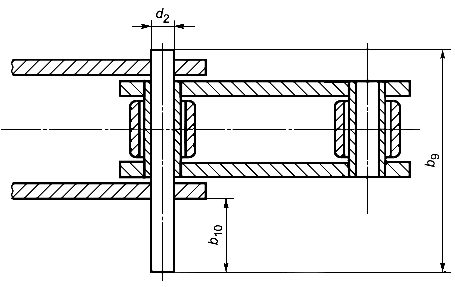
Рисунок 8 - Удлиненный валик типа X (схема с валиком удвоенной длины)

Рисунок 9 - Удлиненный валик типа Y (обычно используется в цепях серии А)
4.7.3 Обозначение
Три типа присоединительных элементов даны с общими размерами, приведенными в таблицах 3, 4, 5 и 6. Их назначение и отличительные признаки описаны ниже.
a) Присоединительные элементы К (см. рисунок 5):
- К1 - присоединительный элемент с одним отверстием, расположенным по центру в каждой платформе;
- К2 - присоединительный элемент с двумя отверстиями, расположенными продольно;
b) Присоединительные элементы М (см. рисунки 6 и 7):
- М1 - присоединительный элемент с одним отверстием, расположенным по центру в пластине;
- М2 - присоединительный элемент с двумя отверстиями, расположенными продольно;
в) удлиненный валик (см. рисунки 8 и 9):
- с валиком, удлиненным с одной стороны цепи.
4.7.4 Размеры
Присоединительные элементы должны соответствовать размерам, приведенным в таблицах 3-6.
Таблица 3 - Размеры присоединительных элементов К (см. рисунок 5)
В миллиметрах
Номер цепи | Высота платформы | Поперечное расстояние между центрами отверстий | Минимальный диаметр отверстия | Продольное расстояние между центрами отверстия |
С208А | 9,1 | 25,4 | 3,3 | 9,5 |
С208В | 9,1 | 25,4 | 4,3 | 12,7 |
С210А | 11,1 | 31,8 | 5,1 | 11,9 |
С210В | 11,1 | 31,8 | 5,3 | 15,9 |
С212А | 14,7 | 42,9 | 5,1 | 14,3 |
С212А-Н | 14,7 | 42,9 | 5,1 | 14,3 |
С212В | 14,7 | 38,1 | 6,4 | 19,1 |
С216А | 19,1 | 55,6 | 6,6 | 19,1 |
С216А-Н | 19,1 | 55,6 | 6,6 | 19,1 |
С216В | 19,1 | 50,8 | 6,4 | 25,4 |
С220А | 23,4 | 66,6 | 8,2 | 23,8 |
С220А-Н | 23,4 | 66,6 | 8,2 | 23,8 |
С220В | 23,4 | 63,5 | 8,4 | 31,8 |
С224А | 27,8 | 79,3 | 9,8 | 28,6 |
С224А-Н | 27,8 | 79,3 | 9,8 | 28,6 |
С224В | 27,8 | 76,2 | 10,5 | 38,1 |
С232А-Н | 36,5 | 104,7 | 13,1 | 38,1 |
| ||||
Таблица 4 - Размеры присоединительных элементов М1 (см. рисунок 6)
В миллиметрах
Номер цепи | Высота центровой линии цепи | Минимальный диаметр отверстия |
С 208А | 11,1 | 5,1 |
С 208В | 13,0 | 4,3 |
С 210А | 14,3 | 6,6 |
С 210В | 16,5 | 5,3 |
С 212А | 17,5 | 8,2 |
С 212А-Н | 17,5 | 8,2 |
С 212В | 21,0 | 6,4 |
С 216А | 22,2 | 9,8 |
С 216А-Н | 22,2 | 9,8 |
С 216В | 23,0 | 6,4 |
С 220А | 28,6 | 13,1 |
С 220А-Н | 28,6 | 13,1 |
С 220В | 30,5 | 8,4 |
С 224А | 33,3 | 14,7 |
С 224А-Н | 33,3 | 14,7 |
С 224В | 36,0 | 10,5 |
С 232А-Н | 44,5 | 19,5 |
| ||
Таблица 5 - Размеры присоединительных элементов М2 (см. рисунок 7)
В миллиметрах
Номер цепи | Высота центровой линии цепи | Минимальный диаметр отверстия | Продольное расстояние между центрами отверстия |
С 208А | 13,5 | 3,3 | 9,5 |
С 208В | 13,7 | 4,3 | 12,7 |
С 210А | 15,9 | 5,1 | 11,9 |
С 210В | 16,5 | 5,3 | 15,9 |
С 212А | 19,0 | 5,1 | 14,3 |
С 212А-Н | 19,0 | 5,1 | 14,3 |
С 212В | 18,5 | 6,4 | 19,1 |
С 216А | 25,4 | 6,6 | 19,1 |
С 216А-Н | 25,4 | 6,6 | 19,1 |
С 216В | 27,4 | 6,4 | 25,4 |
С 220А | 31,8 | 8,2 | 23,8 |
С 220А-Н | 31,8 | 8,2 | 23,8 |
С 220В | 33,0 | 8,4 | 31,8 |
С 224А | 37,3 | 9,8 | 28,6 |
С 224А-Н | 37,3 | 9,8 | 28,6 |
С 224В | 42,7 | 10,5 | 38,1 |
С 232А-Н | 50,8 | 13,1 | 38,1 |
| |||
Таблица 6 - Размеры удлиненного валика (см. рисунки 8 и 9)
В миллиметрах
Номер цепи | Удлиненный валик | Диаметр валика | |||
Тип Х | Тип Y | ||||
|
|
|
|
| |
С 208А | - | - | 10,2 | 26,3 | 3,98 |
С 208В | 15,5 | 31,0 | - | - | 4,45 |
С 210А | - | - | 12,7 | 32,6 | 5,09 |
С 210В | 18,5 | 36,2 | - | - | 5,08 |
С 212А | - | - | 15,2 | 40,0 | 5,96 |
С 212А-Н | - | - | 15,2 | 43,3 | 5,96 |
С 212В | 21,5 | 42,2 | - | - | 5,72 |
С 216А | - | - | 20,3 | 51,7 | 7,94 |
С 216А-Н | - | - | 20,3 | 55,3 | 7,94 |
С 216В | 34,5 | 68,0 | - | - | 8,28 |
С 220А | - | - | 25,4 | 63,8 | 9,54 |
С 220А-Н | - | - | 25,4 | 67,2 | 9,54 |
С 220В | 39,4 | 79,7 | - | - | 10,19 |
С 224А | - | - | 30,5 | 78,6 | 11,11 |
С 224А-Н | - | - | 30,5 | 82,4 | 11,11 |
С 224В | 51,4 | 101,8 | - | - | 14,29 |
С 232А-Н | - | - | 40,6 | 106,3 | 14,29 |
| |||||
4.7.5 Изготовление
Фактическую форму пластин присоединительных элементов оставляют на усмотрение изготовителя.
Длину присоединительных элементов также оставляют на усмотрение изготовителя, но она должна позволять расположение двух отверстий в продольном направлении присоединительного элемента. В случае присоединительных элементов типа К2 они не должны мешать работе смежных звеньев. Обычно принимают общую длину для присоединительных элементов с одним и двумя отверстиями.
4.7.6 Маркировка
Маркировка присоединительных элементов К и М не требуется.
Маркировка присоединительных элементов с удлиненным валиком должна быть аналогичной маркировке цепи без присоединительных элементов (см. 4.6).
5 Звездочки
5.1 Спецификация
Спецификация размеров основных цепей, на которых базируется характеристика звездочки, показана на рисунке 3 и приведена в таблицах 1 и 2.
5.2 Диаметральные размеры и форма зуба
5.2.1 Спецификация
Спецификация диаметральных размеров и формы зуба показана на рисунке 10.
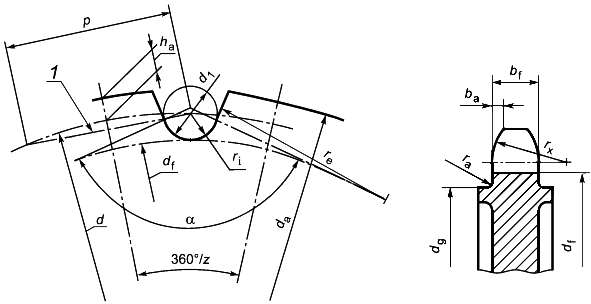
1 - многоугольник шагов; - срез боковой стороны зуба;
- ширина зуба;
- диаметр делительной окружности;
- диаметр окружности вершин зубьев;
- диаметр окружности впадин;
- абсолютный максимум диаметра венца;
- максимальный диаметр ролика;
- высота зуба над делительной окружностью;
- максимальная ширина пластины;
- шаг по хорде (равен шагу цепи);
- радиус галтели венца;
- радиус боковой стороны профиля зуба;
- радиус роликовой опоры (впадины);
- радиус среза боковой стороны зуба;
- число зубьев, соответствующее числу звеньев, оборачиваемых вокруг звездочки;
- число зубьев для длиннозвенной цепи звездочки (равное
);
- угол роликовой опоры (впадины)
Рисунок 10 - Диаметральные размеры и форма зуба
5.2.2 Диаметральные размеры
5.2.2.1 Диаметр делительной окружности
Диаметр делительной окружности цепной звездочки рассчитывают по формуле
 .
.
В приложении А приведен диаметр делительной окружности для единичного шага в виде функции числа зубьев.
5.2.2.2 Диаметр измерительного ролика
Диаметр измерительного ролика цепной звездочки устанавливают:
![]() (см. рисунок 11).
(см. рисунок 11).
5.2.2.3 Диаметр окружности впадин
Диаметр окружности впадин цепной звездочки рассчитывают по формуле
![]()
с применением допустимых пределов, приведенных в таблице 7.
Таблица 7 - Допустимые пределы для диаметра окружности впадин цепной звездочки
В миллиметрах
Диаметр окружности впадин | Верхнее отклонение | Нижнее отклонение |
| 0 | 0,25 |
127 | 0 | 0,3 |
| h11 | |
| ||
5.2.2.4 Измерение по внешней поверхности роликов (см. рисунок 11)
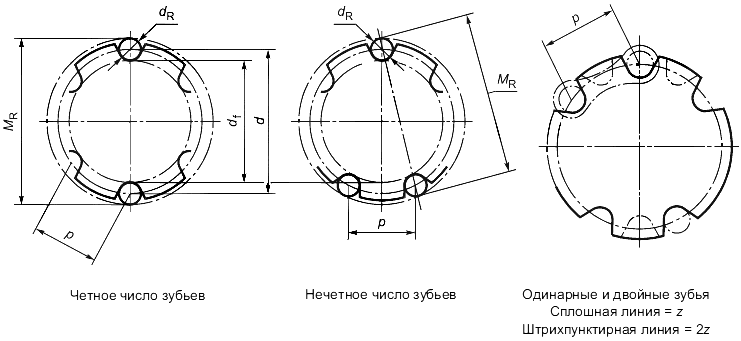
- диаметр делительной окружности;
- диаметр окружности впадин;
- диаметр измерительного ролика;
- измерение по внешней поверхности роликов;
- шаг по хорде (равен шагу цепи)
Рисунок 11 - Измерение параметров роликами
Для четного числа зубьев измерение по внешней поверхности роликов рассчитывают по формуле
![]() .
.
Для нечетного числа зубьев и одинарных звездочек измерение по внешней поверхности роликов рассчитывают по формуле
![]() .
.
Для нечетного числа зубьев и двойных звездочек измерение по внешней поверхности роликов рассчитывают по формуле
![]() .
.
Измерение звездочки с четным числом зубьев выполняют по внешней поверхности роликов, вставленных в противоположные впадины.
Измерение звездочки с нечетным числом зубьев выполняют по внешней поверхности роликов, расположенных в максимально противоположных впадинах.
Предельные допуски для измерений по внешней поверхности роликов идентичны допускам для соответствующих диаметров окружности впадин.
Примечание 1 - Звездочки для длиннозвенных цепей могут быть с одним рядом зубьев, где число зубьев равно , или с двумя рядами зубьев, где впадины зубьев второго ряда расположены посредине между впадинами первого ряда. В этом случае общее число зубьев звездочки будет составлять
![]() .
.
Примечание 2 - В случае одного ряда зубьев значение будет представлено целым числом. В случае двойной звездочки
будет представлено целым числом, но значение
будет дробным, если
- нечетное число.
Короткозвенные базовые цепи недопустимо использовать с двойными звездочками, изготовленными для длиннозвенных цепей, и наоборот.
5.2.2.5 Диаметр окружности вершин зубьев
Максимальный и минимальный диаметр окружности вершин зубьев цепной звездочки рассчитывают по формулам:
![]() ,
,
![]() .
.
Необходимо отметить, что ![]() и
и ![]() могут применяться произвольно как к максимальным, так и к минимальным формам впадин, высота зуба над делительной окружностью может быть рассчитана по следующим формулам:
могут применяться произвольно как к максимальным, так и к минимальным формам впадин, высота зуба над делительной окружностью может быть рассчитана по следующим формулам:
![]() ,
,![]() .
.
Примечание - ![]() относится к
относится к ![]() и
и ![]() относится к
относится к ![]() .
.
5.2.3 Форма впадины между зубьями звездочки
5.2.3.1 Общие положения
Фактическая форма впадины между зубьями, образованная резанием или эквивалентным методом, будет иметь форму боковой стороны профиля зуба в пределах минимальных и максимальных радиусов боковой стороны профиля и плавного сопряжения с кривой роликовой опоры, образующего соответствующие углы.
5.2.3.2 Минимальная форма
Соответствующие значения ,
и
рассчитывают по формулам:
![]() ,
,![]() ,
,![]() .
.
5.2.3.3 Максимальная форма
Соответствующие значения ,
и
рассчитывают по формулам:
![]() ,
,![]() ,
,![]() .
.
5.2.3.4 Ширина зуба
Ширину зуба звездочки рассчитывают по формуле
![]() *,
*,
которая может быть использована по согласованию между пользователем и изготовителем.
_______________
* См. ГОСТ 25347.
5.2.3.5 Срез боковой стороны зуба
Срез боковой стороны зуба звездочки ![]() рассчитывают по формуле
рассчитывают по формуле
![]() .
.
5.2.3.6 Абсолютный максимум диаметра венца
Абсолютный максимум диаметра венца рассчитывают по формуле
![]() .
.
5.2.3.7 Радиус боковой стороны профиля зуба
Радиус боковой стороны профиля зуба ![]() рассчитывают по формуле
рассчитывают по формуле
![]() .
.
5.3 Радиальное биение
Радиальное биение, измеренное на одном полном повороте звездочки, по отношению к диаметру отверстия и диаметру впадин не должно превышать суммарные показания индикатора больше, чем на одну (большую) из двух величин:
- (0,0008+0,08) мм, или 0,15 мм;
- до максимума 0,76 мм.
5.4 Осевое биение
Осевое биение, измеренное на одном полном повороте звездочки по отношению к диаметру отверстия и плоской части боковой поверхности зубьев, не должно превышать суммарные показания индикатора:
- (0,0009+0,08) мм;
- до максимума 1,14 мм.
Для готовых (приваренных) звездочек может быть принят минимум 0,25 мм, если по формуле выше была получена меньшая величина.
5.5 Точность шага зубьев звездочки
Точность шага зубьев звездочки имеет большое значение. Более подробную информацию можно получить от изготовителя цепи.
5.6 Допуск для отверстий
Если не имеется иного соглашения между изготовителем и покупателем, допуски для отверстий должны быть Н8*.
_______________
* См. ГОСТ 25347.
5.7 Маркировка
Маркировка звездочек должна содержать следующую информацию:
a) название изготовителя или торговую марку;
b) число зубьев;
c) назначение цепи (ИСО номер цепи и/или эквивалент изготовителя).
Приложение А
(обязательное)
Диаметры делительной окружности
В таблице 1 представлены расчетные диаметры делительной окружности звездочек для цепи с единичным шагом. Диаметры делительной окружности звездочек для цепей с любым другим шагом прямо пропорциональны шагу цепи.
Таблица А.1 - Диаметры делительной окружности
Число зубьев | Диаметр делительной окружности |
5 | 1,7013 |
5 1/2 | 1,8496 |
6 | 2 |
6 1/2 | 2,1519 |
7 | 2,3048 |
7 1/2 | 2,4586 |
8 | 2,6131 |
8 1/2 | 2,7682 |
9 | 2,9238 |
9 1/2 | 3,0798 |
10 | 3,2361 |
10 1/2 | 3,3927 |
11 | 3,5494 |
11 1/2 | 3,7065 |
12 | 3,8637 |
12 1/2 | 4,0211 |
13 | 4,1786 |
13 1/2 | 4,3362 |
14 | 4,494 |
14 1/2 | 4,6518 |
15 | 4,8097 |
15 1/2 | 4,9677 |
16 | 5,1258 |
16 1/2 | 5,284 |
17 | 5,4422 |
17 1/2 | 5,6005 |
18 | 5,7588 |
18 1/2 | 5,9171 |
19 | 6,0755 |
19 1/2 | 6,234 |
20 | 6,3925 |
20 1/2 | 6,5509 |
21 | 6,7095 |
21 1/2 | 6,8681 |
22 | 7,0266 |
22 1/2 | 7,1853 |
23 | 7,3439 |
23 1/2 | 7,5026 |
24 | 7,6613 |
24 1/2 | 7,82 |
25 | 7,9787 |
25 1/2 | 8,1375 |
26 | 8,2962 |
26 1/2 | 8,455 |
27 | 8,6138 |
27 1/2 | 8,7726 |
28 | 8,9314 |
28 1/2 | 9,0902 |
29 | 9,2491 |
29 1/2 | 9,4080 |
30 | 9,5668 |
30 1/2 | 9,7256 |
31 | 9,8845 |
31 1/2 | 10,0434 |
32 | 10,2023 |
32 1/2 | 10,3612 |
33 | 10,520 |
33 1/2 | 10,679 |
34 | 10,838 |
34 1/2 | 10,9969 |
35 | 11,1558 |
35 1/2 | 11,3148 |
36 | 11,4737 |
36 1/2 | 11,6327 |
37 | 11,7916 |
37 1/2 | 11,9506 |
38 | 12,1096 |
38 1/2 | 12,2685 |
39 | 12,4275 |
39 1/2 | 12,5865 |
40 | 12,7455 |
40 1/2 | 12,9045 |
41 | 13,0635 |
41 1/2 | 13,2225 |
42 | 13,3815 |
42 1/2 | 13,5405 |
43 | 13,6995 |
43 1/2 | 13,8585 |
44 | 14,0176 |
44 1/2 | 14,1765 |
45 | 14,3356 |
45 1/2 | 14,4946 |
46 | 14,6537 |
46 1/2 | 14,8127 |
47 | 14,9717 |
47 1/2 | 15,1308 |
48 | 15,2898 |
48 1/2 | 15,4488 |
49 | 15,6079 |
49 1/2 | 15,7669 |
50 | 15,926 |
50 1/2 | 16,085 |
51 | 16,2441 |
51 1/2 | 16,4031 |
52 | 16,5622 |
52 1/2 | 16,7212 |
53 | 16,8803 |
53 1/2 | 17,0393 |
54 | 17,1984 |
54 1/2 | 17,3575 |
55 | 17,5166 |
55 1/2 | 17,6756 |
56 | 17,8347 |
56 1/2 | 17,9938 |
57 | 18,1529 |
57 1/2 | 18,3119 |
58 | 18,471 |
58 1/2 | 18,6301 |
59 | 18,7892 |
59 1/2 | 18,9482 |
60 | 19,1073 |
60 1/2 | 19,2665 |
61 | 19,4255 |
61 1/2 | 19,5847 |
62 | 19,7437 |
62 1/2 | 19,9029 |
63 | 20,0619 |
63 1/2 | 20,221 |
64 | 20,38 |
64 1/2 | 20,5393 |
65 | 20,6982 |
65 1/2 | 20,8575 |
66 | 21,0164 |
66 1/2 | 21,1757 |
67 | 21,3346 |
67 1/2 | 21,4939 |
68 | 21,6528 |
68 1/2 | 21,8121 |
69 | 21,971 |
69 1/2 | 22,1303 |
70 | 22,2892 |
70 1/2 | 22,4485 |
71 | 22,6074 |
71 1/2 | 22,7667 |
72 | 22,9256 |
72 1/2 | 23,0849 |
73 | 23,2438 |
73 1/2 | 23,4031 |
74 | 23,562 |
74 1/2 | 23,7213 |
75 | 23,8802 |
- | - |
- | - |
- | - |
| |
Приложение ДА
(обязательное)
Условия и режимы испытаний цепей на работоспособность
Эти требования являются дополнительными относительно требований международного стандарта ИСО 1275:2006 и приведены для учета основополагающих стандартов, действующих в Российской Федерации и устанавливающих условия и режимы испытаний цепей на работоспособность.
Испытания цепей на работоспособность проводят в условиях периодической смазки.
Режимы испытаний приведены в таблице ДА.1.
Таблица ДА.1 - Режимы испытаний
| Режимы и результаты испытаний | |||||||
Обозначение цепи | Количество звеньев в контуре | Число зубьев звездочки | Частота вращения ведущей звездочки, мин | Пере- | Продолжи- | Количество звеньев в измеряемом отрезке, шт. | Предельное увеличение длины измеряемого образца цепи, мм | |
ведущей | ведомой | |||||||
208А | 100 | 17 | 17 | 400 | 110 | 200 | 49 | 4,9 |
210А | 100 | 17 | 17 | 300 | 140 | 200 | 47 | 6,2 |
212А | 100 | 17 | 17 | 275 | 145 | 200 | 39 | 4,2 |
216А | 94 | 17 | 17 | 200 | 380 | 200 | 33 | 3,8 |
220А | 94 | 17 | 17 | 160 | 550 | 200 | 29 | 3,7 |
224А | 94 | 17 | 17 | 120 | 630 | 200 | 23 | 3,2 |
228В | 94 | 17 | 17 | 100 | 650 | 200 | 19 | 2,9 |
232В | 94 | 17 | 17 | 80 | 760 | 200 | 13 | 2,7 |
2121 | 100 | 17 | 17 | 200 | 360 | 200 | 39 | 5,9 |
Приложение ДБ
(обязательное)
Размеры, нагрузки (пробная, разрушающая) цепи шага 38 мм
Таблица ДБ.1 - Размеры, нагрузки (пробная, разрушающая) цепи шага 38 мм
Номер цепи | Шаг | Диа- метр ролика | Диа- метр валика | Диа- метр отверс- | Ширина плас- | Рассто- | Ширина внут- | Рассто- яние между наруж- | Ширина цепи по концам валика | Допол- | Размер пере- | Габа- | На- грузка при изме- | Разру- |
2121 | 38,0 | 15,88 | 7,92 | 7,97 | 21,30 | 22,0 | 22,61 | 22,74 | 42,0 | 5,0 | 13,0 | 21,56 | 40 | 4000 |
Примечание - Размеры, нагрузки при измерении шага и разрушающие нагрузки приводных роликовых длиннозвенных цепей. | ||||||||||||||
Приложение ДВ
(обязательное)
Технические требования к обозначениям, испытаниям и эксплуатации длиннозвенных цепей
ДВ.1 Условия обозначения цепей и элементов
ДВ.1.1 Обозначение цепей должно содержать сведения, приведенные в разделе 4.
ДВ.1.2 Соединительные и переходные звенья должны обозначаться цифрами 1 и 2:
1 - для соединительных звеньев;
2 - для переходных звеньев.
Обозначение звеньев указывают перед обозначением цепи.
ДВ.1.3 Примеры условных обозначений:
Цепь приводная роликовая длиннозвенная номер 212А
Цепь 212А ГОСТ Р 54917-2012
Цепь приводная роликовая длиннозвенная номер 2121
Цепь 2121 ГОСТ Р 54917-2012
Звено соединительное для роликовой цепи 212А
Звено соединительное 1-212А ГОСТ Р 54917-2012
Звено переходное для роликовой цепи 212А
Звено переходное 2-212А ГОСТ Р 54917-2012
Звено соединительное для роликовой цепи 2121
Звено соединительное 1-2121 ГОСТ Р 54917-2012
Звено переходное для роликовой цепи 2121
Звено переходное 2-2121 ГОСТ Р 54917-2012
ДВ.2 Технические требования
ДВ.2.1 Цепи должны изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
ДВ.2.2 Детали цепей должны быть изготовлены из сталей, обеспечивающих разрушающую нагрузку, указанную в таблицах 1 и 2.
ДВ.2.3 Поверхность деталей цепей не должна иметь окалины, заусенцев, коррозии и других дефектов, влияющих на прочность цепи и ухудшающих ее товарный вид.
ДВ.2.4 Пластины цепей должны иметь защитно-декоративное покрытие. Допускается наличие покрытия в отверстиях пластин. Вид покрытия должен устанавливаться по согласованию с потребителем или по чертежам, утвержденным в установленном порядке.
ДВ.2.5 Собранная цепь должна иметь легкую (без заедания) подвижность в шарнирных соединениях.
ДВ.2.6 Суммарный зазор между наружными и внутренними пластинами собранных цепей должен быть не более указанного в таблице ДВ.1.
Таблица ДВ.1 - Суммарный зазор между наружными и внутренними пластинами
Шаг цепи (мм) | 25,4 | 31,75 | 38,0 | 38,1 | 50,8 | 63,5 | 76,2 | 88,9 | 101,3 |
Зазор не более | 0,5 | 0,5 | 1,0 | 0,8 | 1,0 | 1,2 | 1,2 | 1,3 | 1,3 |
ДВ.2.7 Вращающий момент при испытании на проворачивание валика и втулки, в одной пластине должен быть не ниже значений, указанных в таблице ДВ.2.
Таблица ДВ.2 - Вращающий момент на проворачивание валика и втулки.
В деканьютон-метрах
Шаг цепи | 25,4 | 31,75 | 38 | 38,1 | 50,8 | 63,5 | 88,9 | 101,6 | |
Вращающий момент | Валик | 0,25 | 0,35 | 1,44 | 0,60 | 1,50 | 2,90 | 5,50 | 7,50 |
Втулка | 0,15 | 0,20 | 0,85 | 0,35 | 0,90 | 1,79 | 3,30 | 4,20 | |
ДВ.2.8 Номинальные значения климатических факторов на цепи - по ГОСТ 15150 для видов климатического исполнения У1 или УХЛ.1, но при этом допускается эксплуатация цепей в условиях исполнения УХЛ.1, если:
- нижнее значение температуры окружающего воздуха не ниже минус 45 °С;
- осуществляется защита цепей от коррозии путем периодической смазки в процессе эксплуатации и их консервации в нерабочем состоянии.
Периодичность и виды смазки должны устанавливаться в технических условиях на конкретные виды изделий.
ДВ.3 Комплектность
a) Длину цепи и число соединительных и переходных звеньев устанавливают по заказу потребителя.
b) Цепи могут состоять из:
- отрезков определенной длины (заказ в метрах) без соединительных звеньев;
- отрезков с определенным числом звеньев (заказ по числу звеньев) с соединительным или с соединительным и переходным звеньями.
В заказе должно быть указано обозначение цепи, соединительных и переходных звеньев по ДВ.1.3.
ДВ.4 Правила приемки
ДВ.4.1 Для проверки соответствия цепей, соединительных и переходных звеньев требованиям настоящего стандарта изготовитель должен проводить приемо-сдаточные, периодические стендовые испытания и (сертификационные испытания).
ДВ.4.2 Приемо-сдаточным и сертификационным испытаниям следует подвергать каждую партию цепей на соответствие требованиям ДВ.2.1-ДВ.2.8.
Партия должна состоять не более чем из 5000 м цепей одного типоразмера. Для проведения испытаний от каждой партии должно быть отобрано следующее минимальное количество образцов:
- на соответствие ДВ.2.2 и 3.4.2 - два образца;
- на соответствие 3.6 - 10 замеров;
- на соответствие ДВ.2.3-ДВ.2.5 - все цепи;
- на соответствие 2.6 - 20 шарниров от партии;
- на соответствие 2.7 - 5 шарниров от партии.
ДВ.4.3 Каждая партия соединительных и переходных звеньев должна подвергаться приемо-сдаточным испытаниям на соответствие разделу 6.
Партия должна состоять не более чем из 4000 штук соединительных звеньев и 2000 штук переходных звеньев. Для проведения испытаний звеньев от каждой партии должны быть отобраны звенья для комплектации двух образцов.
Для испытания на разрыв образцы должны быть укомплектованы по одному из следующих вариантов:
- из трех соединительных и четырех внутренних звеньев;
- из двух соединительных, двух переходных и трех внутренних звеньев;
- из семи переходных звеньев.
Допускается увеличение длины испытуемых отрезков.
ДВ.4.4 Если в процессе приемо-сдаточных испытаний хотя бы один из параметров цепей, соединительных и переходных звеньев не будет удовлетворять требованиям настоящего стандарта, то должно быть проведено повторное испытание удвоенного числа образцов. Результаты повторных испытаний являются окончательными и распространяются на всю партию.
ДВ.4.5 Периодические ускоренные стендовые испытания на работоспособность проводят один раз в год.
Одновременно испытывают два контура. При разрушении цепи, детали или превышении предельного увеличения длины измеряемого отрезка цепи повторному контролю на работоспособность подлежит удвоенное количество контуров.
ДВ.4.6 Сертификационные испытания проводят не реже одного раза в три года в объеме приемо-сдаточных испытаний и испытаний на работоспособность.
ДВ.5 Методы испытаний
ДВ.5.1 Проверке цепей, соединительных и переходных звеньев на разрушающую нагрузку следует проводить в соответствии с требованиями ДВ.2.2.
ДВ.5.2 Точность изготовления цепей таблиц 1 и 2 определяется предельным отклонением отрезка цепи от ее номинального значения при нагрузке, равной 0,01% разрушающей нагрузки. Отклонение должно быть только положительным и составлять не более 0,15%.
Испытывают не менее пяти образцов с числом звеньев, указанным в таблице ДВ.3, в зависимости от размера шага.
Таблица ДВ.3
Шаг, мм | 25,4 | 31,75 | 38,0 и 38,1 | 44,45 | 50,8 | 63,5 | 76,2 | 78,1 | 103,2 |
Число звеньев цепи | 49 | 47 | 39 | 33 | 29 | 23 | 19 | 19 | 15 |
ДВ.5.3 Проверку соответствия цепей требованиям ДВ.2.3 и ДВ.2.4 проводят внешним осмотром невооруженным глазом.
ДВ.5.4 Подвижность шарнирных соединений (ДВ.2.5) проверяют обкатыванием цепи по звездочке с числом зубьев от 9 до 21 или поворотом от руки соседних звеньев и роликов цепи, лежащей на горизонтальной плоскости.
ДВ.5.5 Контроль суммарного бокового зазора между пластинами (ДВ.2.6) следует осуществлять в цепи, лежащей на горизонтальной плоскости, универсальным измерительным инструментом или специальным калибром.
ДВ.5.6 Проверку прочности соединения валиков и втулок с пластинами (ДВ.2.7) проводят на универсальных приспособлениях или специальных машинах.
ДВ.5.7 Работоспособность цепей необходимо контролировать на стенде.
Условия и режимы испытаний цепей на работоспособность должны соответствовать указанным в обязательном приложении ДА.
ДВ.6 Гарантии изготовления
ДВ.6.1 Изготовитель должен гарантировать соответствие цепей требованиям настоящего стандарта при условии соблюдения правил эксплуатации, хранения, транспортирования.
ДВ.6.2 Гарантийный срок эксплуатации - двенадцать месяцев с момента ввода в эксплуатацию.
ДВ.7 Маркировка, упаковка, транспортирование и хранение
a) Цепи должны иметь маркировку в соответствии с требованиями раздела ДВ.2.1.
Для цепей с шагом 38 мм вместо номера по ИСО маркируют номер 2121.
Маркировку следует наносить клеймением не менее чем на 5% наружных пластин цепи с внешней стороны на каждом соединительном или 12-м переходном звене.
b) Цепи должны быть законсервированы. Консервация цепей проводится рабочими и консервационными составами по ГОСТ 9.014 и должна обеспечивать защиту от атмосферной коррозии в течение не менее одного года со дня консервации.
Вид упаковки устанавливается изготовителем.
c) Цепи могут транспортироваться всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозок грузов, действующих на каждом виде транспорта.
d) Каждая партия цепей одного типоразмера должна сопровождаться документом (этикеткой), содержащим:
- условное обозначение изготовителя или фабричную марку;
- условное обозначение цепи по настоящему стандарту;
- штамп ОТК;
- знак соответствия (при наличии сертификата);
- дату выпуска цепей;
- номер партии.
Условия хранения цепей до ввода в эксплуатацию - по ГОСТ 15150. Хранение химикатов в этих помещениях не допускается. Срок хранения - один год.
ДВ.8 Требования безопасности
Требования безопасности включают в себя требования обеспечения размеров по таблице 1, требования к качеству термической или химико-термической обработки, сохраняющей необходимую твердость и прочность деталей цепи, внешнему виду, легкой подвижности, обеспечению значений зазоров, вращающихся моментов на поворачивание валика и втулки в пластине, требования к допускаемому отклонению длины отрезка от номинального значения, обеспечению показателей надежности.
Библиография
[1] ГОСТ 9.014-78 | Единая система защиты от коррозии и старения. Временная противокоррозионная защита изделий. Общие требования |
[2] ГОСТ 15150-69 | Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды |
Электронный текст документа
и сверен по:
, 2013
