ГОСТ 21834-87
Группа Г43
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ЦЕПИ ПРИВОДНЫЕ РОЛИКОВЫЕ ПОВЫШЕННОЙ ПРОЧНОСТИ И ТОЧНОСТИ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
High-precision heavy-duty transmission roller chains. Specifications
ОКП 41 7317, 41 7318
Срок действия с 01.01.89
до 01.01.94*
______________________________
* Ограничение срока действия снято по протоколу N 3-93
Межгосударственного Совета по стандартизации,
метрологии и сертификации (ИУС N 5/6, 1993 год). -
.
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством химического и нефтяного машиностроения СССР
ИСПОЛНИТЕЛИ
Н.И.Хавасова, канд. техн. наук; Е.Н.Логиневский; Л.А.Важнова; А.В.Чернышова; А.М.Бубакин; Г.В.Гирина
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 18.12.87 N 4711
3. ВЗАМЕН ГОСТ 21834-76
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, подпункта |
ГОСТ 8.326-78 | 4.5 |
2.5.3 | |
6.4 | |
2.4.2 | |
2.5.2 | |
ГОСТ 7855-84 | 4.1 |
ГОСТ 8828-75 | 2.5.2, 2.5.4 |
ГОСТ 10198-78 | 2.5.1 |
2.5.4 | |
2.5.3 | |
ГОСТ 10923-82 | 2.5.2 |
2.4.5 | |
5.2 | |
6.7 | |
5.2 | |
ГОСТ 23676-79 | 4.1 |
ГОСТ 23711-79 | 4.1 |
ГОСТ 24217-80 | 4.1 |
4.3, 4.5, 4.6 | |
6.2 |
Настоящий стандарт распространяется на приводные роликовые цепи повышенной прочности и точности, предназначенные для приводов буровых установок и скоростных нагруженных передач других машин и механизмов.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Цепи должны изготовляться типов:
НП - нормального;
ТП - тяжелого.
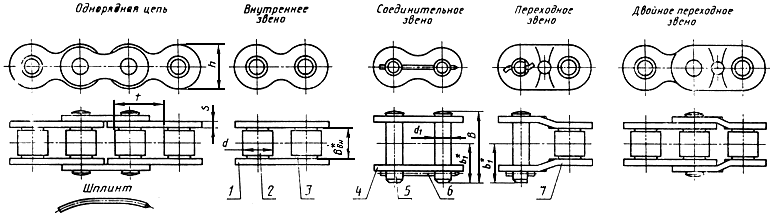
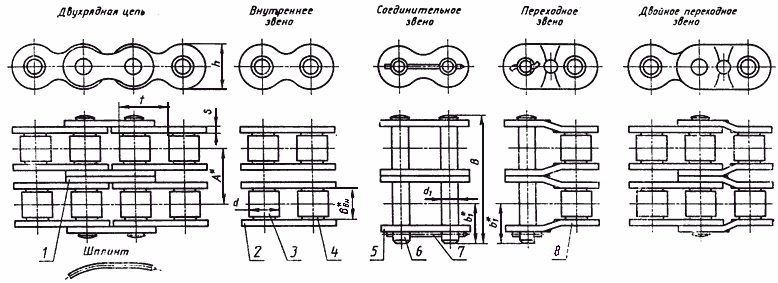
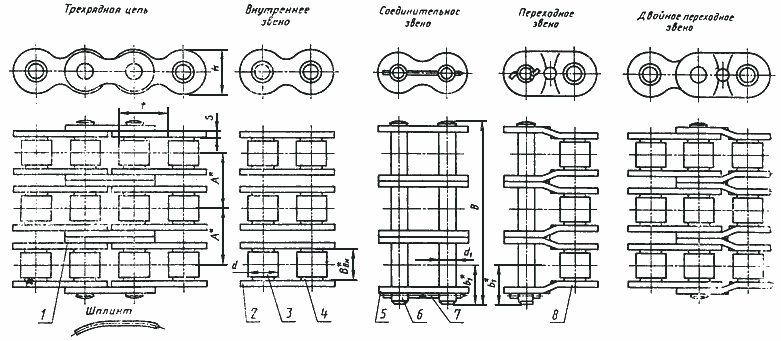
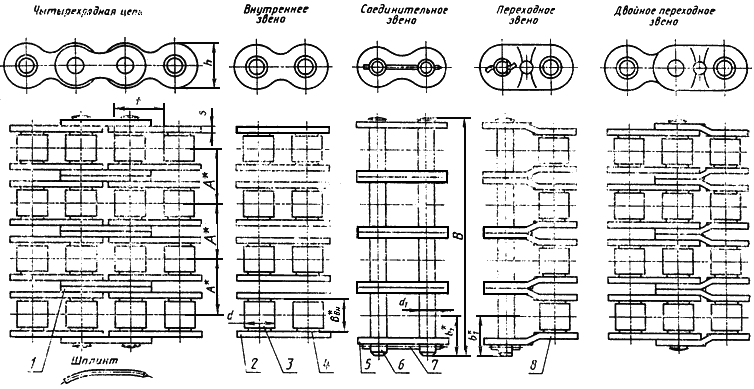
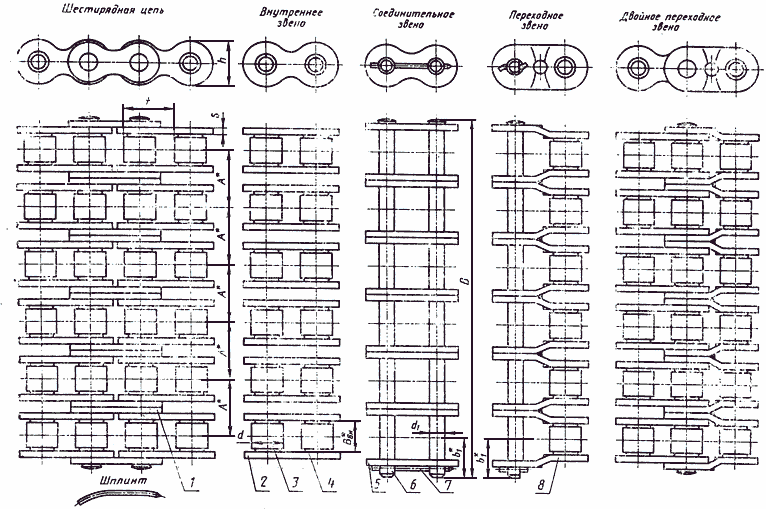
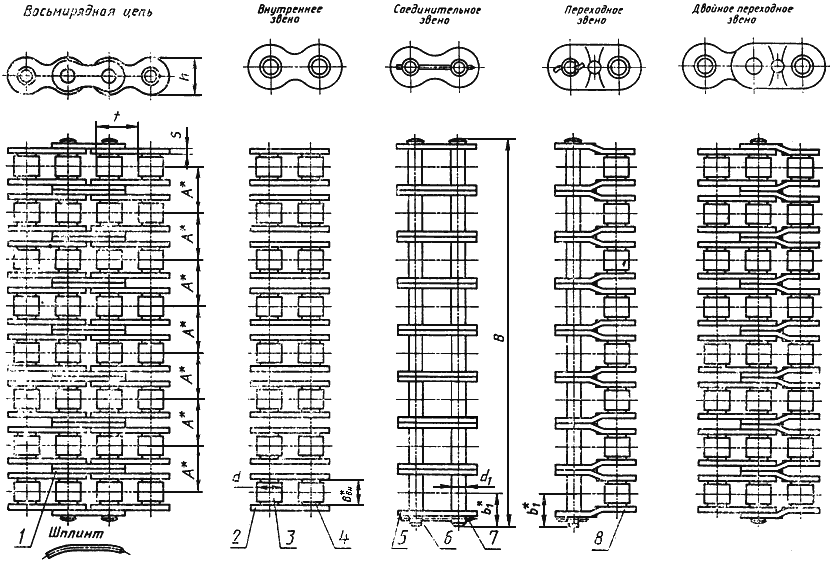
1.2. Основные параметры и размеры цепей должны соответствовать указанным на черт.1-6 и в табл.1-7.
_______________
* Размеры для справок
1 - внутренняя пластина; 2 - ролик; 3 - втулка; 4 - наружная пластина; 5 - валик;
6 - шплинт; 7 - переходная пластина
Черт.1
_______________
* Размеры для справок
1 - промежуточная пластина; 2 - внутренняя пластина; 3 - ролик; 4 - втулка; 5 - наружная пластина;
6 - валик; 7 - шплинт; 8 - переходная пластина
Черт.2
_______________
* Размеры для справок
1 - промежуточная пластина; 2 - внутренняя пластина; 3 - ролик; 4 - втулка; 5 - наружная пластина;
6 - валик; 7 - шплинт; 8 - переходная пластина
Черт.3
_______________
* Размеры для справок
1 - промежуточная пластина; 2 - внутренняя пластина; 3 - ролик; 4 - втулка; 5 - наружная пластина;
6 - валик; 7 - шплинт; 8 - переходная пластина
Черт.4
_______________
* Размеры для справок
1 - промежуточная пластина; 2 - внутренняя пластина; 3 - ролик; 4 - втулка; 5 - наружная пластина;
6 - валик; 7 - шплинт; 8 - переходная пластина
Черт.5
_______________
* Размеры для справок
1 - промежуточная пластина; 2 - внутренняя пластина; 3 - ролик; 4 - втулка; 5 - наружная пластина;
6 - валик; 7 - шплинт; 8 - переходная пластина
Черт.6
Черт.1-6 не устанавливают формы контура пластин, конструкцию валиков и шплинтов.
Таблица 1
Цепи с шагом 25,4 мм
Размеры, мм
Обозначение цепи |
|
| Разрушающая | Масса 1 м цепи, кг, не более | ||||||
Не более | ||||||||||
1НП-25,4 | 29,29 | 39 | 15,88 | 7,95 | 22,0 | 3,2 | 15,88 | 24,13 | 65 | 2,8 |
2НП-25,4 | 68 | 130 | 5,6 | |||||||
3НП-25,4 | 98 | 195 | 8,4 | |||||||
4НП-25,4 | 127 | 260 | 11,2 | |||||||
6НП-25,4 | 185 | 390 | 16,8 | |||||||
8НП-25,4 | 244 | 520 | 22,4 | |||||||
1ТП-25,4 | 32,59 | 42 | 24,0 | 4,0 | 65 | 3,2 | ||||
2ТП-25,4 | 75 | 130 | 6,4 | |||||||
3ТП-25,4 | 107 | 195 | 9,6 | |||||||
4ТП-25,4 | 140 | 260 | 12,8 | |||||||
6ТП-25,4 | 205 | 390 | 19,2 | |||||||
8ТП-25,4 | 270 | 520 | 25,6 | |||||||
Таблица 2
Цепи с шагом 31,75 мм
Размеры, мм
Обозначение цепи |
|
| Разрушающая | Масса 1 м цепи, кг, не более | ||||||
Не более | ||||||||||
1НП-31,75 | 35,76 | 46 | 19,05 | 9,55 | 26,0 | 4,0 | 19,05 | 30,18 | 100 | 4,2 |
2НП-31,75 | 82 | 200 | 8,4 | |||||||
3НП-31,75 | 118 | 300 | 12,6 | |||||||
4НП-31,75 | 153 | 400 | 16,8 | |||||||
6НП-31,75 | 225 | 600 | 25,2 | |||||||
8НП-31,75 | 297 | 800 | 33,6 | |||||||
1ТП-31,75 | 39,10 | 50 | 28,0 | 4,8 | 100 | 4,7 | ||||
2ТП-31,75 | 89 | 200 | 9,4 | |||||||
3ТП-31,75 | 127 | 300 | 14,1 | |||||||
4ТП-31,75 | 166 | 400 | 18,8 | |||||||
6ТП-31,75 | 245 | 600 | 28,2 | |||||||
8ТП-31,75 | 322 | 800 | 37,6 | |||||||
Таблица 3
Цепи с шагом 38,10 мм
Размеры, мм
Обозначение цепи |
|
| Разрушающая | Масса 1 м цепи, кг, не более | ||||||
не более | ||||||||||
1НП-38,1 | 45,44 | 57 | 25,40 | 11,12 | 31,0 | 4,8 | 22,23 | 36,10 | 150 | 6,3 |
2НП-38,1 | 103 | 300 | 12,4 | |||||||
3НП-38,1 | 148 | 450 | 18,6 | |||||||
4НП-38,1 | 194 | 600 | 24,8 | |||||||
6НП-38,1 | 284 | 900 | 37,2 | |||||||
8НП-38,1 | 375 | 1200 | 49,6 | |||||||
1ТП-38,1 | 48,87 | 61 | 32,0 | 5,6 | 150 | 6,8 | ||||
2ТП-38,1 | 110 | 300 | 13,4 | |||||||
3ТП-38,1 | 158 | 450 | 20,1 | |||||||
4ТП-38,1 | 207 | 600 | 26,8 | |||||||
6ТП-38,1 | 304 | 900 | 40,2 | |||||||
8ТП-38,1 | 402 | 1200 | 53,6 | |||||||
Таблица 4
Цепи с шагом 44,45 мм
Размеры, мм
Обозначение цепи |
|
| Разрушающая | Масса 1 м цепи, кг, не более | ||||||
не более | ||||||||||
1НП-44,45 | 48,87 | 61 | 25,40 | 12,72 | 34,0 | 5,6 | 25,40 | 42,24 | 209 | 8,1 |
2НП-44,45 | 110 | 418 | 16,0 | |||||||
3НП-44,45 | 159 | 627 | 24,0 | |||||||
4НП-44,45 | 208 | 836 | 32,0 | |||||||
6НП-44,45 | 305 | 1200 | 48,0 | |||||||
8НП-44,45 | 403 | 1600 | 64,0 | |||||||
1ТП-44,45 | 52,20 | 64 | 36,0 | 6,4 | 209 | 8,8 | ||||
2ТП-44,45 | 116 | 418 | 17,4 | |||||||
3ТП-44,45 | 168 | 627 | 25,9 | |||||||
4ТП-44,45 | 220 | 836 | 34,5 | |||||||
6ТП-44,45 | 325 | 1254 | 51,7 | |||||||
8ТП-44,45 | 429 | 1600 | 69,0 | |||||||
Таблица 5
Цепи с шагом 50,80 мм
Размеры, мм
Обозначение цепи |
|
| Разрушающая | Масса 1 м цепи, кг, не более | ||||||
не более | ||||||||||
1НП-50,8 | 58,55 | 70 | 31,75 | 14,29 | 39,0 | 6,4 | 28,58 | 48,26 | 263 | 10,8 |
2НП-50,8 | 128 | 526 | 21,4 | |||||||
3НП-50,8 | 187 | 789 | 32,1 | |||||||
4НП-50,8 | 246 | 1052 | 42,8 | |||||||
6НП-50,8 | 363 | 1500 | 64,2 | |||||||
1ТП-50,8 | 61,90 | 73 | 42,0 | 7,2 | 263 | 11,5 | ||||
2ТП-50,8 | 135 | 526 | 22,8 | |||||||
3ТП-50,8 | 197 | 789 | 34,2 | |||||||
4ТП-50,8 | 259 | 1052 | 45,6 | |||||||
6ТП-50,8 | 383 | 1500 | 68,4 | |||||||
Таблица 6
Цепи с шагом 57,15 мм
Размеры, мм
Обозначение цепи |
|
| Разрушающая | Масса 1 м цепи, кг, не более | ||||||
не более | ||||||||||
1НП-57,15 | 65,84 | 78 | 35,72 | 17,45 | 42,0 | 7,2 | 35,70 | 54,0 | 340 | 14,1 |
2НП-57,15 | 144 | 680 | 28,0 | |||||||
3НП-57,15 | 210 | 1020 | 42,0 | |||||||
4НП-57,15 | 276 | 1360 | 56,0 | |||||||
1ТП-57,15 | 69,16 | 82 | 44,0 | 8,0 | 340 | 16,1 | ||||
2ТП-57,15 | 152 | 680 | 32,0 | |||||||
3ТП-57,15 | 222 | 1020 | 48,0 | |||||||
4ТП-57,15 | 289 | 1360 | 64,0 | |||||||
Таблица 7
Цепи с шагом 63,50 мм
Размеры, мм
Обозначение цепи |
|
| Разрушающая | Масса 1 м цепи, кг, не более | ||||||
не более | ||||||||||
1НП-63,5 | 72,50 | 88 | 38,10 | 19,85 | 48,0 | 8,0 | 39,67 | 60,32 | 430 | 17,5 |
2НП-63,5 | 160 | 860 | 34,8 | |||||||
3НП-63,5 | 231 | 1290 | 52,2 | |||||||
4НП-63,5 | 304 | 1720 | 69,6 | |||||||
1ТП-63,5 | 78,31 | 95 | 22,2 | 52,0 | 9,5 | 520 | 20,0 | |||
2ТП-63,5 | 173 | 1040 | 40,0 | |||||||
3ТП-63,5 | 251 | 1560 | 60,0 | |||||||
4ТП-63,5 | 330 | 2080 | 80,0 | |||||||
Пример условного обозначения:
Цепи приводной роликовой повышенной прочности и точности двухрядной нормального типа с шагом 50,8 мм, длиной 108 шагов:
Цепь 2НП-50,8-108 ГОСТ 21834-87
Внутреннего звена трехрядной цепи нормального типа с шагом 44,45 мм:
Звено В-3НП-44,45 ГОСТ 21834-87
Соединительного звена трехрядной цепи нормального типа с шагом 50,80 мм:
Звено С-3НП-50,80 ГОСТ 21834-87
Переходного звена однорядной цепи нормального типа с шагом 50,80 мм:
Звено П-1НП-50,80 ГОСТ 21834-87
Двойного переходного звена трехрядной цепи тяжелого типа с шагом 44,45 мм:
Звено П2-3ТП-44,45 ГОСТ 21834-87
Шплинта для цепи любой рядности с шагом 50,80 мм:
Шплинт Ш-50,80 ГОСТ 21834-87
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Цепи должны изготовлять в соответствии с требованиями настоящего стандарта по технической документации, утвержденной в установленном порядке.
2.2. Характеристики
2.2.1. Материалы, применяемые для изготовления цепей, должны согласовываться с головной организацией-разработчиком.
2.2.2. Детали цепей должны изготавливать из холоднокатаных полосовых профилей высокой точности и холоднокатаного калиброванного проката, поставляемых в термически обработанном состоянии согласно нормативно-технической документации, утвержденной в установленном порядке.
2.2.3. Детали цепей не должны иметь окалины, заусенцев и коррозии.
2.2.4. Цепи должны иметь подвижность в шарнирных соединениях без заедания.
2.2.5. Цепи не должны иметь пропеллерности и серповидности, препятствующих замыканию цепи в контур усилием руки.
2.2.6. Вращающие моменты при испытании на проворачивание валика или втулки в пластине не должны быть ниже значений, указанных в табл.8.
Таблица 8
Шаг цепи | Тип цепи | Вращающий момент, Н·м | |
соединение валик-пластина (наружное звено) | соединение втулка-пластина (внутреннее звено) | ||
25,40 | НП | 18 | 11 |
ТП | 22 | 13 | |
31,75 | НП | 29 | 17 |
ТП | 35 | 21 | |
38,10 | НП | 40 | 24 |
ТП | 48 | 29 | |
44,45 | НП | 55 | 33 |
ТП | 66 | 40 | |
50,80 | НП | 75 | 45 |
ТП | 90 | 54 | |
57,15 | НП | 96 | 58 |
ТП | 115 | 69 | |
63,50 | НП | 120 | 72 |
ТП | 160 | 100 | |
2.2.7. Предельное отклонение длины измеряемого отрезка цепи от номинального значения не более +1,3 мм. Число звеньев в измеряемом отрезке цепи должно соответствовать указанному в табл.9. Длина отрезка может измеряться по контактному шагу с учетом диаметра ролика.
Таблица 9
Шаг цепи | Число звеньев в измеряемом отрезке |
25,40 | 39 |
31,75 | 31 |
38,10 | 25 |
44,45 | 21 |
50,80 | 19 |
57,15 | 17 |
63,50 | 15 |
2.2.8. Разность размеров по внешним образующим отверстий промежуточных пластин одного наружного звена не должна быть более 0,02 мм для цепей с шагом от 25,40 до 38,10 мм включительно и не более 0,03 для цепей с шагом от 44,45 до 63,50 мм включительно (при посадке валиков в отверстия пластин с зазором).
Внутреннее звено многорядной цепи должно состоять из однорядных внутренних звеньев, отличающихся друг от друга по наименьшему размеру между крайними образующими втулок:
1) для цепей с шагом до 38,10 мм включительно не более 0,03 мм;
2) для цепей с шагом от 44,45 мм до 63,50 мм не более 0,04 мм.
2.2.9. Каждая собранная цепь должна быть подвергнута растяжению нагрузкой, составляющей от 30 до 33% от разрушающей нагрузки, указанной в табл.17.
2.2.10. Показатели надежности применительно к режимам ускоренных стендовых испытаний базовых цепных контуров приведены в приложении.
2.2.11. Критерием отказа является обрыв цепи вследствие разрушения валика или пластин.
Критерием предельного состояния является удлинение цепи из-за износа на 3%.
2.2.12. Предельное отклонение контактного шага от его номинального значения по длине цепи, а также разность контактных шагов в каждом ряду по ширине цепи должны соответствовать указанным в табл.10.
Таблица 10
Шаг цепи | Предельное отклонение контактного шага цепи от номинального значения по длине цепи | Разность контактных шагов в одном звене многорядной цепи, мм, не более | |
% | мм | ||
25,40 | +0,70 | +0,18 | 0,20 |
-0,20 | -0,05 | ||
31,75 | +0,60 | +0,19 | 0,20 |
-0,20 | -0,06 | ||
38,10 | +0,50 | +0,19 | 0,21 |
-0,20 | -0,08 | ||
44,45 | +0,50 | +0,22 | 0,23 |
-0,20 | -0,09 | ||
50,80 | +0,41 | +0,21 | 0,25 |
-0,20 | -0,10 | ||
57,15 | +0,36 | +0,21 | 0,25 |
-0,20 | -0,11 | ||
63,50 | +0,36 | 0,23 | 0,28 |
-0,20 | -0,13 | ||
2.3. Комплектность
2.3.1. В комплект изделия входит цепь в сборе с соединительным звеном. Длина цепи устанавливается потребителем по согласованию с предприятием-изготовителем.
При отсутствии указания о длине цепи в шагах или метрах предприятие-изготовитель изготавливает отрезки цепи длиной 5 м.
2.3.2. По отдельному заказу-наряду потребителю изготавливают двойные переходные звенья.
2.3.3. К каждой цепи прикладывается этикетка.
2.4. Маркировка
2.4.1. Маркировка должна наноситься на наружные пластины соединительных звеньев цепей и содержать: товарный знак предприятия-изготовителя, тип и шаг цепи в целых числах.
2.4.2. На металлической бирке, изготовленной по чертежам предприятия-изготовителя и прикрепляемой к цепи проволокой любого диаметра ГОСТ 2333-80, наносится:
1) обозначение настоящего стандарта;
2) обозначение цепи;
3) длина цепи в шагах;
4) порядковый номер цепи;
5) дата выпуска (месяц, год).
2.4.3. Место нанесения маркировки, способ маркировки, высота шрифта должны выполняться в соответствии с рабочими чертежами, утвержденными в установленном порядке.
2.4.4. На этикетке должны быть указаны: товарный знак предприятия-изготовителя, обозначение цепи, величина разрушающей нагрузки, номер цепи, штамп технического контроля, дата выпуска цепи.
2.4.5. Транспортная маркировка цепей должна производиться на ящике в соответствии ГОСТ 14192-77*.
_______________
* Действует ГОСТ 14192-96. - .
Содержание маркировки, место нанесения, способ выполнения - по технической документации предприятия-изготовителя.
2.5. Упаковка
2.5.1. Цепи должны быть упакованы в ящик типов 1, 2 по ГОСТ 10198-78* для грузов, массой не более 1000 кг.
_______________
* Действует ГОСТ 10198-91. - .
2.5.2. Внутренние поверхности ящика должны быть выстланы пергамином ГОСТ 2697-83, или рубероидом ГОСТ 10923-82*, или двухслойной упаковочной бумагой ГОСТ 8828-75**.
_______________
* Действует ГОСТ 10923-93;
** Действует ГОСТ 8828-89, здесь и далее по тексту. - .
2.5.3. Цепи перед упаковкой должны быть подвергнуты консервации по ГОСТ 9.014-78 для группы изделий 1-2.
Консервация должна производиться консервационным маслом К-17 по ГОСТ 10877-76 или другими равноценными смазками.
Консервация должна обеспечить стойкость цепей против коррозии не менее 18 месяцев.
2.5.4. Этикетки на каждую цепь должны быть упакованы во влагонепроницаемый пакет из полиэтиленовой пленки по ГОСТ 10354-82 или в парафинированную бумагу по ГОСТ 8828-75 и уложены в ящик вместе с изделием.
3. ПРИЕМКА
3.1. Цепи должны подвергаться приемо-сдаточным и периодическим испытаниям.
3.2. Приемо-сдаточным испытаниям подвергается каждая партия цепей.
Размер партии определяется изготовителем, но не должен превышать 1000 м в однорядном исчислении.
Цепи для проверки должны выбираться произвольно из контролируемой партии. Общая длина проверяемых цепей не должна быть менее 15 м.
3.3. Приемо-сдаточный контроль включает:
проверку внешнего вида на соответствие требованиям п.2.2.3.;
проверку размеров на соответствие требованиям п.1.2, табл.1-7, пп.2.2.7, 2.2.8 и 2.2.12. Число измерений длины отрезков п.2.2.7 в однорядной цепи и в каждом ряду многорядной цепи должно быть не менее 10. Измерение должно производиться посредине цепи;
проверку подвижности шарнирных соединений втулка-валик и подвижность роликов (п.2.2.4). Проверка подвижности шарнирных соединений проводится у всех проверяемых цепей;
проверку отсутствия пропеллерности и серповидности (п.2.2.5). Проверке отсутствия пропеллерности и серповидности должны подвергаться не менее трех цепей. Длина одной цепи не должна превышать 5 м;
проверку величины вращающих моментов соединений (п.2.2.6 и табл.8). Величину вращающих моментов соединений проверяют не менее чем в 5 соединениях каждого вида и не реже 1 раза в месяц для цепей каждого шага;
проверку требований п.2.2.9. Проверка требований этого пункта должна проводиться в процессе сборки цепи;
проверку растяжением каждой цепи под нагрузкой (п.2.2.9). Каждая цепь должна находиться под нагрузкой не менее 1 мин.
3.4. При получении в процессе приемки отдельных деталей, сборочных единиц или приемо-сдаточных испытаний неудовлетворительных результатов или выявления дефектов проводится повторная приемка удвоенного количества деталей или образцов цепей, результаты которой являются окончательными и распространяются на всю партию.
3.5. Результаты приемки фиксируются ОТК предприятия-изготовителя.
3.6. Периодическим испытаниям на соответствие требованиям п.2.2.10 не реже одного раза в год подвергаются 2 контура двухрядных цепей каждого типа и шага, выдержавшие приемо-сдаточные испытания и проверенные на соответствие п.1.2 и табл.17 по массе и габаритам.
3.7. Испытаниям на разрыв должно быть подвергнуто не менее двух отрезков цепи каждого типоразмера один раз в 6 месяцев. Отрезки для испытания выбираются произвольно из цепей, изготовленных в текущем полугодии. Нагрузки должны соответствовать указанным в табл.17. При разрушении деталей цепи в захватах испытания должны быть проведены повторно.
3.8. Результаты периодических испытаний оформляются протоколом.
4. МЕТОДЫ КОНТРОЛЯ
4.1. Контроль по основным параметрам и размерам на соответствие требованиям пп.1.2, 2.2.8 должен производиться средствами измерения, указанными в технической документации предприятия-изготовителя, утвержденной в установленном порядке.
Контроль массы п.1.2 (табл.17) осуществляется на весах статического взвешивания по ГОСТ 23711-79, ГОСТ 23676-79*.
_______________
* Действует ГОСТ 29329-92. - .
Проверка разрушающей нагрузки на соответствие требованиям п.1.2 (табл.17) должна осуществляться на универсальных разрывных машинах по ГОСТ 7855-84, ГОСТ 24217-80 путем статического растяжения отрезков цепи. Длина отрезков должна быть не менее 7 шагов.
4.2. Контроль на соответствие требованиям пп.2.2.3 должен проводиться визуально в соответствии с установленными образцами.
4.3. Контроль на соответствие требованиям пп.2.2.4 и 2.2.6 и растягивание цепей в соответствии с требованиями п.2.2.9 осуществляется на специальных стендах предприятия-изготовителя, аттестованных по ГОСТ 24555-81*.
_______________
* На территории Российской Федерации действует ГОСТ Р 8.568-97, здесь и далее по тексту. - .
4.4. Контроль на соответствие требованиям п.2.2.5 осуществляется замыканием цепи в контур усилием руки.
4.5. Проверка отклонения длины отрезка на соответствие требованиям п.2.2.7 и разности шагов по ширине цепи на соответствие требованиям п.2.2.8 осуществляется на специальном стенде предприятия-изготовителя, аттестованном по ГОСТ 24555-81.
Проверка выполняется при измерительной нагрузке, указанной в табл.11. Для многорядных цепей нагрузка, приведенная в табл.11, умножается на соответствующее число рядов.
Таблица 11
Шаг цепи | Нагрузка при измерении, даН |
25,40 | 55 |
31,75 | 90 |
38,10 | 130 |
44,45 | 170 |
50,80 | 230 |
57,15 | 290 |
63,50 | 350 |
Длину отрезка контролируют измерительными средствами, имеющими погрешность измерения не более 0,2 мм. При проверке контактного шага цепи измерения должны выполняться средствами измерения, аттестованными по ГОСТ 8.326-78. При этом должен быть обеспечен прижим роликов к втулкам цепи нагрузкой постоянной величины. Погрешность измерения должна быть не более 0,03 мм. Положение роликов на втулках при проведении измерений должно быть случайным.
4.6. Контроль на соответствие требованиям п.2.2.11 должен проводиться на специальных стендах, аттестованных по ГОСТ 24555-81.
5. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
5.1. Цепи разрешается транспортировать любым видом транспорта в соответствии с правилами перевозок, действующими на каждом виде транспорта.
5.2. При транспортировании и хранении должна обеспечиваться:
- в части воздействия климатических факторов - группа 6 (ОЖ2) по ГОСТ 15150-69;
- в части воздействия механических факторов - средняя (с) по ГОСТ 23170-78.
5.3. Не допускается хранение и транспортирование цепей совместно с агрессивными веществами.
6. УКАЗАНИЯ ПО МОНТАЖУ И ЭКСПЛУАТАЦИИ
6.1. Эксплуатация цепей должна производиться в соответствии с инструкцией по эксплуатации или техническим описанием машин и механизмов, в которых применяются цепи, при соблюдении требований настоящего стандарта.
6.2. Допуски плоскостности и параллельности расположения осей валов цепной передачи - по 10-й степени точности по ГОСТ 24643-81.
6.3. Несовпадение торцев зубьев работающих в паре звездочек не должно быть более 0,5 мм на 1 м межцентрового расстояния.
6.4. Звездочки цепных передач по радиальному биению окружности впадин и осевому биению зубчатого венца должны отвечать требованиям ГОСТ 591-69, группа В.
6.5. Провисание цепи должно составлять 1-2% межцентрового расстояния при ненатянутой ведущей ветви цепи.
Провисание определяется по наибольшему расстоянию от касательной, соединяющей венцы двух звездочек, до нижней точки провисшей ветви цепи.
6.6. Способ смазки рекомендуется выбирать в зависимости от скорости цепи по табл.12.
Таблица 12
Способ смазки | Наибольшая линейная скорость цепи, м/с, для шага | ||||||
24,40 | 31,75 | 38,10 | 44,45 | 50,80 | 57,15 | 63,50 | |
Ручная | 0,86 | 0,76 | 0,66 | 0,58 | 0,51 | 0,48 | 0,43 |
Капельная | <0,86- | <0,76- | <0,66- | <0,58- | <0,51- | <0,48- | <0,43- |
-3,30 | -2,64 | -2,18 | -1,88 | -1,68 | -1,52 | -1,32 | |
Масляная ванна | >3,30- | >2,64- | >2,18- | >1,88- | >1,68- | >1,52- | >1,32- |
-7,62 | -6,60 | -6,10 | -5,59 | -5,08 | -4,83 | -4,57 | |
Циркуляционная | <7,62 | <6,60 | <6,10 | <5,59 | <5,08 | <4,83 | <4,57 |
6.7. Цепные передачи с циркуляционной смазкой при помощи насоса должны иметь маслонепроницаемое ограждение и надежную систему очистки масла от абразивных частиц.
Для циркуляционной смазки при помощи насоса следует применять следующие марки масла по ГОСТ 20799-75*:
_______________
* Действует ГОСТ 20799-88. - .
И-20А, И-30А - при температуре окружающей среды ниже +5°;
И-50А " " " " от +5° до +30°;
И-70А " " " " свыше +30°.
7. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
7.1. Изготовитель гарантирует соответствие цепей требованиям настоящего стандарта при соблюдении условий хранения, транспортирования, эксплуатации и монтажа.
7.2. Гарантийный срок эксплуатации 12 мес с момента ввода цепей в эксплуатацию.
ПРИЛОЖЕНИЕ.
Обязательное
Таблица 13
Условия стендовых испытаний цепей на надежность
Обозначение цепи | Число шагов в контуре | Число зубьев ведущей и ведомой звездочек | Частота вращения ведущей звездочки, | Испытательная нагрузка, кН | Установленная безотказная наработка, ч, не менее | Допустимое увеличение среднего шага цепи, %, не более |
2НП-25,40 | 110 | 31 | 1700 | 7,0 | 88 (175) | 0,20 |
2ТП-25,40 | 110 | 31 | 1600 | 8,0 | 93 (185) | 0,20 |
2НП-31,75 | 100 | 37 | 1300 | 15,0 | 85 (170) | 0,20 |
2ТП-31,75 | 100 | 37 | 1200 | 18,0 | 90 (180) | 0,20 |
2НП-38,10 | 84 | 31 | 1200 | 15,0 | 95 (190) | 0,30 |
2ТП-38,10 | 84 | 31 | 1100 | 18,0 | 100 (200) | 0,30 |
2НП-44,45 | 76 | 31 | 900 | 28,0 | 115 (230) | 0,40 |
2ТП-44,45 | 76 | 31 | 800 | 36,0 | 130 (260) | 0,40 |
2НП-50,80 | 70 | 31 | 700 | 48,0 | 135 (270) | 0,40 |
2ТП-50,80 | 70 | 31 | 600 | 68,0 | 160 (320) | 0,40 |
2НП-57,15 | 84 | 31 | 500 | 87,0 | 226 (452) | 0,50 |
2ТП-57,15 | 84 | 31 | 400 | 84,0 | 283 (565) | 0,50 |
2НП-63,50 | 78 | 31 | 400 | 100,0 | 263 (525) | 0,50 |
2ТП-63,50 | 78 | 31 | 300 | 96,0 | 350 (700) | 0,50 |
Примечание. Значения параметров, указанные в скобках, относятся ко II ступени.
I ступень соответствует полному среднему ресурсу 7000 ч.
II ступень - полному среднему ресурсу 15000 ч и вводится с 1991 г.
Правила испытаний
1. Вначале производится обкатка цепей без нагрузки в течение 4 ч при частоте вращения звездочек в два раза меньше, чем рабочая частота.
Затем при нагрузке, равной 20% от испытательной нагрузки, - в течение 10 ч.
2. Смазка испытываемых цепей - циркуляционная.
3. Проворачивание валиков и втулок в отверстиях пластин и потеря подвижности шарнирных соединений не допускается.
4. Цепь считается выдержавшей испытания, если за период установленной безотказной наработки в двухрядной цепи произошло одно разрушение пластины, втулки или ролика в одном контуре, или не произошло ни одного повреждения. При испытаниях цепей с числом рядов более двух количество допускаемых повреждений и испытательная нагрузка умножаются на следующие коэффициенты:
1,5 - для трехрядной цепи;
2,0 - для четырехрядной цепи;
3,0 - для шестирядной цепи;
4,0 - для восьмирядной цепи.
5. Увеличение среднего шага во время испытаний не должно превышать значений, указанных в приложении.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1988
