ГОСТ ISO 15236-3-2017
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЛЕНТЫ КОНВЕЙЕРНЫЕ МЕТАЛЛОКОРДНЫЕ
Часть 3
Требования к лентам для горно-шахтного оборудования
Steel cord conveyor belts. Part 3. Requirements for belts for underground mining equipment
МКС 53.040.20
Дата введения 2020-01-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Федеральным государственным унитарным предприятием "Всероссийский научно-исследовательский институт стандартизации материалов и технологий" (ФГУП "ВНИИ СМТ"), Техническим комитетом по стандартизации ТК 160 "Продукция нефтехимического комплекса" на основе собственного перевода на русский язык англоязычной версии международного стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 30 ноября 2017 г. N 52)
За принятие проголосовали:
Краткое наименование страны по | Код страны по | Сокращенное наименование национального органа по стандартизации |
Беларусь | BY | Госстандарт Республики Беларусь |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 20 февраля 2018 г. N 86-ст межгосударственный стандарт ГОСТ ISO 15236-3-2017 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2020 г.
5 Настоящий стандарт идентичен международному стандарту ISO 15236-3:2017* "Металлокордные конвейерные ленты. Часть 3. Специальные требования безопасности для лент, используемых в подземных установках" ("Steel cord conveyor belts - Part 3: Special safety requirements for belts for use in underground installations", IDT).
________________
* Доступ к международным и зарубежным документам, упомянутым в тексте, можно получить, обратившись в Службу поддержки пользователей. - .
Международный стандарт разработан подкомитетом CEN/TC 188 "Конвейерные ленты" Европейского комитета по стандартизации (CEN) в сотрудничестве с подкомитетом SC 3 "Конвейерные ленты" Технического комитета по стандартизации ISO/TC 41 "Шкивы и ремни (в том числе клиновые)" Международной организации по стандартизации ISO.
Наименование настоящего стандарта изменено относительно наименования указанного международного стандарта для приведения в соответствие с ГОСТ 1.5 (подраздел 3.6).
При применении настоящего стандарта рекомендуется использовать вместо ссылочных стандартов соответствующие межгосударственные стандарты, сведения о которых приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
1 Область применения
Настоящий стандарт устанавливает требования к рабочим характеристикам и конструкции конвейерных лент для горно-шахтного оборудования, армированных стальными кордами в продольном направлении. Требования к конструкции применяют при разработке отдельных лент, а также к конструкции серийно выпускаемых лент по ISO 15236-2.
Металлокордные ленты, соответствующие настоящему стандарту, предназначены для использования под землей в угольных шахтах и в других областях, где должны соблюдаться самые высокие требования к пожаро- и взрывобезопасности.
Примечание - В настоящее время такие требования могут быть выполнены только при использовании смесей на основе хлоропренового каучука для обкладок и промежуточных резиновых слоев.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты*:
________________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
ISO 37, Rubber, vulcanized or thermoplastic - Determination of tensile stress-strain properties (Резина вулканизованная или термопластик. Определение упругопрочностных свойств при растяжении)
ISO 703, Conveyor belts - Transverse flexibility (troughability) - Test method [Конвейерные ленты. Гибкость в поперечном направлении (способность к лоткообразованию). Метод испытания]
ISO 2062, Textiles - Yarns from packages - Determination of single-end breaking force and elongation at break (Текстиль. Пряжа в паковках. Определение разрывного усилия и относительного удлинения при разрыве одиночной нити)
ISO 4649 Rubber, vulcanized or thermoplastic - Determination of abrasion resistance using a rotating cylindrical drum device (Резина вулканизованная или термопластик. Определение стойкости к истиранию с использованием устройства с вращающимся цилиндрическим барабаном)
ISO 7590, Steel cord conveyor belts - Methods for the determination of total thickness and cover thickness (Металлокордные конвейерные ленты. Методы определения полной толщины и толщины обкладки)
ISO 7622-2, Steel cord conveyor belts - Longitudinal traction test - Part 2: Measurement of tensile strength (Металлокордные конвейерные ленты. Испытание на продольное растяжение. Часть 2. Измерение прочности при растяжении)
ISO 7623, Steel cord conveyor belts - Cord-to-coating bond test - Initial test and after thermal treatment (Металлокордные конвейерные ленты. Испытание на прочность связи корда с покрытием. Первоначальное испытание и испытание после термической обработки)
ISO 8094, Steel cord conveyor belts - Adhesion strength test of the cover to the core layer (Металлокордные конвейерные ленты. Испытание на прочность связи обкладки с сердечником)
ISO 15236-2, Steel cord conveyor belts - Part 2: Preferred belt types (Металлокордные конвейерные ленты. Часть 2. Основные типы лент)
EN 13827, Steel cord conveyor belts - Determination of the lateral and vertical displacement of steel cords (Металлокордные конвейерные ленты. Определение горизонтального и вертикального смещений стальных кордов)
EN 14973, Conveyor belts for use in underground installations - Electrical and flammability safety requirements (Конвейерные ленты для использования в подземных установках. Требования к электро- и пожаробезопасности)
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями.
ISO и IEC поддерживают терминологические базы данных для использования в стандартизации, расположенные в сети Интернет по следующим адресам:
- IEC Electropedia: доступна по адресу http://www.electropedia.org;
- Платформа интернет-поиска ISO: доступна по адресу http://www.iso.org/obp.
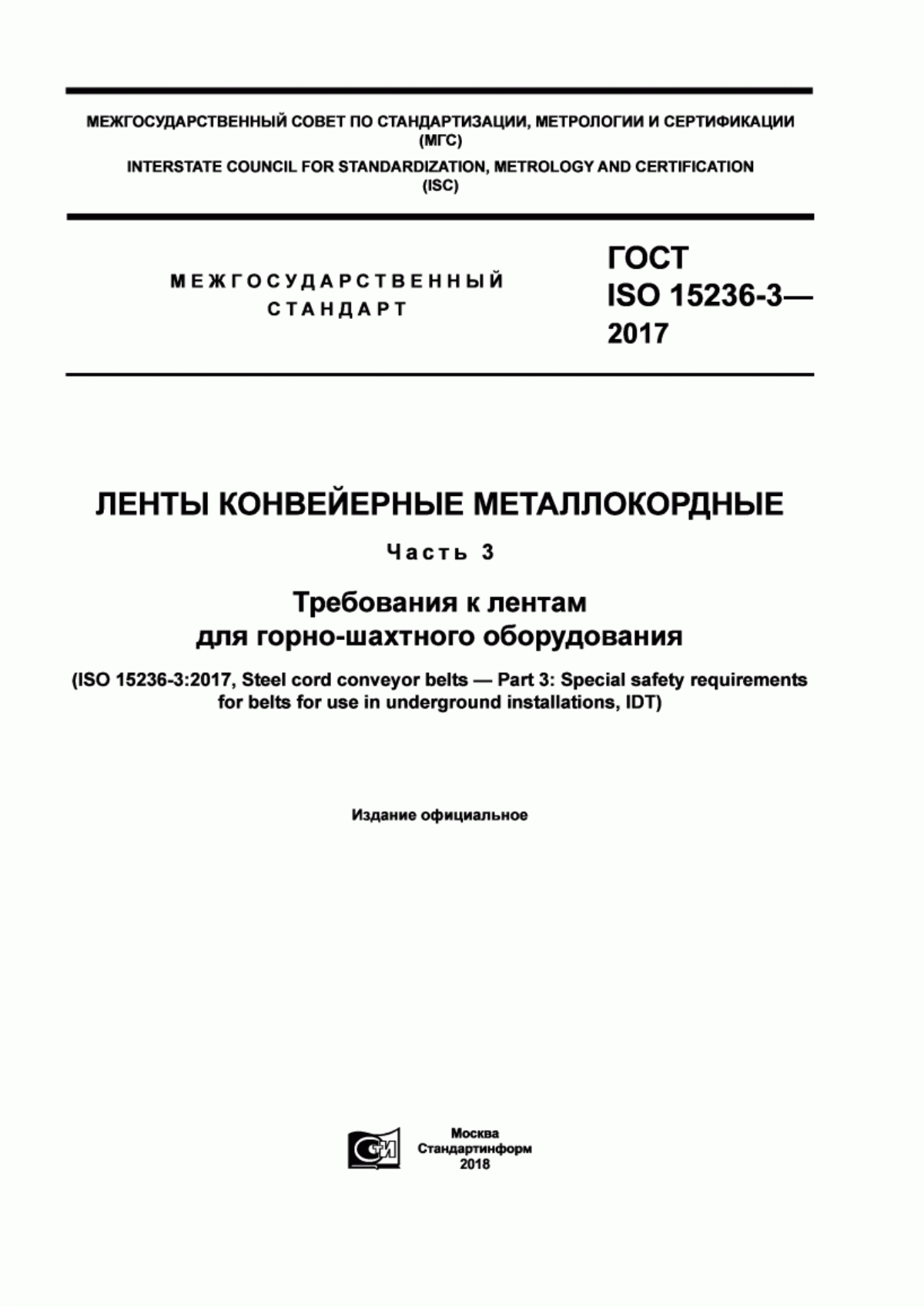
3.1 ширина борта (edge width
): Толщина резины между наружным кордом и бортом ленты.
Примечание - См. рисунок 1.
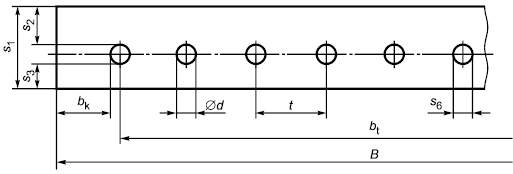
3.2 брекер (breaker): Поперечное армирование конвейерной ленты, как правило, из текстильного материала, прикрепленное сверху и/или снизу слоя продольных кордов на расстоянии не менее 1 мм, считающееся частью обкладки ленты (см. рисунок 2).
Примечание - См. рисунок 2 (источник - ISO 7590:2009, пункт 2.1, изменено).
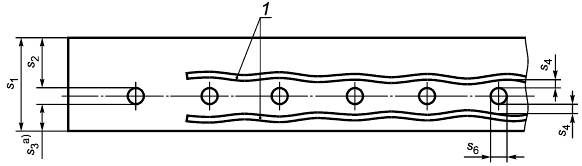
3.3 уток (weft): Поперечное армирование конвейерной ленты, как правило, из стальной проволоки, прикрепленное сверху и/или снизу слоя продольных кордов на расстоянии менее 1 мм, считающееся частью сердечника ленты (см. рисунок 3).
Примечание - См. рисунок 2 (источник - ISO 7590:2009, пункт 2.2, изменено).
4 Условные обозначения и единицы измерения
Условные обозначения, используемые в настоящем стандарте, и единицы измерения приведены в таблице 1.
Таблица 1 - Условные обозначения и единицы измерения показателей
Условное обозначение | Наименование показателя |
В | Ширина ленты, мм |
Усилие выдергивания корда на единицу длины корда, Н/мм | |
Прочность корда при растяжении, взятого из вулканизованной ленты, кН | |
Усилие выдергивания корда на единицу длины корда после термической обработки, Н/мм | |
Минимальная (номинальная) прочность ленты при растяжении на единицу ширины ленты, Н/мм | |
Вычисленная ширина борта ленты, мм | |
Ширина несущей части ленты, мм | |
d | Диаметр корда, мм |
e | См. рисунок 4 |
F | Прогиб ленты (способность к лоткообразованию), мм |
Медианное значение высоты корда по EN 13827, мм | |
n | Число кордов |
Номинальная толщина ленты (см. ISO 7590), мм | |
Толщина обкладки на несущей стороне, мм | |
Толщина обкладки со стороны шкивов, мм | |
Толщина слоя между брекером и слоем продольных кордов, мм | |
Толщина слоя между утком и слоем продольных кордов, мм | |
Толщина сердечника ленты, мм | |
t | Шаг кордов, мм |
Количество кордов, расположенных в диапазоне | |
Количество кордов, расположенных в диапазоне 1,0 | |
Количество кордов, расположенных в диапазоне |
5 Конструкция ленты
5.1 Стандартный тип
Конвейерные ленты, соответствующие требованиям настоящего стандарта, содержат стальные корды, окруженные слоем резины сердечника, который защищен сверху и снизу обкладками (см. рисунок 1).
5.2 Конвейерные ленты с поперечным армированием
Требования к металлокордным конвейерным лентам с брекерами показаны на рисунке 2, к металлокордным конвейерным лентам с утком - на рисунке 3.
|
![]()
Рисунок 1 - Поперечное сечение ленты стандартного типа
|
________________
Включая брекер.
1 мм;
![]() (с м. таблицу 1);
(с м. таблицу 1);
1 - брекер
Рисунок 2 - Поперечное сечение ленты с брекером
|
________________
Над утком.
Под утком.
<1 мм;
1 - уток
Рисунок 3 - Поперечное сечение ленты с утком
5.3 Сердечник ленты
Толщину сердечника ленты (каркаса) для всех типов лент определяют по формуле
![]() . (1)
. (1)
6 Элементы конструкции ленты
6.1 Прочность ленты при растяжении
Металлокордные ленты должны иметь прочность при растяжении от 500 до 8000 Н/мм ширины ленты.
Следует выбирать основные типы лент, приведенные в таблице 2.
Таблица 2 - Типы лент
ST 1000 | ST 1250 | ST 1600 | ST 2000 | ST 2500 | ST 3150 |
ST 3500 | ST 4000 | ST 4500 | ST 5000 | ST 5400 | - |
6.2 Ширина ленты
Требования к ширине ленты и допуски на ширину, приведенные в таблице 3, применяют только при изготовлении лент, а не к установленным на оборудовании лентам.
Таблица 3 - Ширина ленты В
Ширина ленты В, мм | |||||||||||||||
Значение | 500 | 650 | 800 | 1000 | 1200 | 1400 | 1600 | 1800 | 2000 | 2200 | 2400 | 2600 | 2800 | 3000 | 3200 |
Допуск | ±10 | ±10 | ±12 | ±12 | ±14 | ±14 | ±15 | ±15 | ±15 | ±15 | ±15 | ±15 | |||
6.3 Ширина борта и несущей части ленты
6.3.1 Ширина борта ленты
Ширина борта ленты должна быть не менее 15 мм и не более 40 мм. В этих пределах ширину борта ленты приближенно вычисляют по формуле
![]() . (2)
. (2)
6.3.2 Ширина несущей части ленты
Ширину несущей части ленты вычисляют по формуле
![]() . (3)
. (3)
(См. также 7.2.2).
6.4 Число кордов
На основе минимальной прочности корда при растяжении , кН (см. 7.1), номинальной минимальной прочности ленты при растяжении
, Н/мм, ширины ленты и ширины ленты В, мм, минимальное число кордов
вычисляют по формуле
![]() . (4)
. (4)
Фактическое число кордов n должно быть больше или равно .
6.5 Шаг кордов
Шаг кордов t вычисляют по формуле
![]() . (5)
. (5)
Шаг кордов округляют с точностью до 0,1 мм.
Ширину края ленты вычисляют по формуле
![]() . (6)
. (6)
6.6 Толщина обкладок
Для лент стандартного типа (см. 5.1) минимальная толщина одной из обкладок ( или
) должна быть не менее 0,7d или 4 мм, в зависимости от того, что больше.
Для лент с поперечным армированием (см. 5.2) минимальная толщина обкладок лент с брекером в зависимости от его конструкции может быть больше. Минимальная толщина обкладок лент с утком может быть меньше.
Толщину обкладок следует определять с учетом класса покрытия ленты и условий транспортирования. Сумма толщин обкладок (![]() ) влияет на воспламеняемость ленты, и, следовательно, следует соблюдать требование к минимальному значению, допуск на которое составляет
) влияет на воспламеняемость ленты, и, следовательно, следует соблюдать требование к минимальному значению, допуск на которое составляет мм при измерении по ISO 7590.
6.7 Толщина ленты
Толщину ленты получают суммированием толщины сердечника
и толщины обкладок
и
.
При измерении по ISO 7590 максимальная толщина ленты должна быть (+2) мм.
Поверхности ленты должен быть ровными и параллельными, расхождение по толщине ленты (например, на краях или по центру ленты) не должно превышать 0,05 при измерении по ISO 7590.
6.8 Длина ленты
Ленты поставляют с учетом допусков на длину, приведенных в таблице 4.
Таблица 4 - Допуски на длину ленты
Состояние поставки ленты | Максимальное допустимое расхождение между полученной и заказанной длинами ленты |
Лента, поставляемая одной полной длиной |
|
Лента, поставляемая в виде нескольких длин | ±5% для каждой отдельной длины с учетом общего допуска на сумму всех длин |
При размещении заказов на поставку ленты потребители должны указывать длину ленты с учетом длины, необходимой для стыковки и проведения независимых испытаний.
7 Требования к физико-механическим свойствам
7.1 Прочность стального корда при растяжении
Прочность стального корда при растяжении должна подтверждаться сертификатом изготовителя корда. Альтернативно проводят испытание по ISO 7622-2, если необходимо испытать корд из ленты.
Прочность корда при растяжении должна быть не менее произведения минимальной прочности ленты при растяжении
на ширину ленты В, разделенного на число кордов n, то есть
![]() . (7)
. (7)
7.2 Положение стального корда в конвейерной ленте
7.2.1 Общие положения
Положение кордов в конвейерной ленте определяют по EN 13827.
7.2.2 Горизонтальное положение
Корды в ленте должны быть прямолинейными. При измерении по EN 13827 не более 5% стальных кордов должны отклоняться от номинального шага кордов более чем на ±1,5 мм.
Отклонение ширины несущей части ленты от арифметического значения
![]() не должно превышать 1%.
не должно превышать 1%.
7.2.3 Вертикальное положение
Стальные корды в ленте должны быть в одной плоскости. При проведении измерений по EN 13827 значение должно составлять не менее 95%, значение
должно быть не более 5%, а значение
должно быть равно нулю.
7.3 Количество соединений кордов и расстояние между ними
В любой отдельной длине конвейерной ленты (см. 6.8) соединения могут иметь не более 2% кордов от общего числа кордов n. Отдельный корд не должен иметь более одного соединения.
Расстояние между соединениями в продольном направлении должно быть более 10 м.
7.4 Усилие выдергивания корда
Прочность связи между резиной и стальным кордом имеет решающее значение при передаче усилий в металлокордной конвейерной ленте и ее соединениях.
Прочность связи между резиной и стальным кордом определяют в состоянии при поставке и после термической обработки
.
При проведении испытаний по ISO 7623 усилия выдергивания корда и
должны соответствовать требованиям, приведенным в таблице 5. Для термической обработки образцы выдерживают при температуре (145±5)°С в течение (150±1) мин; при испытании лент, подлежащих ремонту и/или восстановлению несколько раз или подлежащих стыковке при эксплуатации, используют температуру (155±5)°С и время выдерживания (240±1) мин.
Таблица 5 - Требования к прочности связи между резиной и стальным кордом на единицу длины корда
Условия испытания | Усилие выдергивания корда, Н/мм | |
|
| |
В состоянии при поставке: | ||
- без поперечного армирования; | 15d+15 | - |
- с поперечным армированием | 17d+20 | - |
После термической обработки при температуре (145±5)°С в течение (150±1) мин или при температуре (155±5)°С в течение (240±1) мин: | ||
- без поперечного армирования; | - | 15d+5 |
- с поперечным армированием | - | 17d+20 |
7.5 Обкладки. Классификация в зависимости от качества
При проведении испытаний по ISO 37 и ISO 4649 (метод А) обкладки конвейерной ленты должны соответствовать требованиям, приведенным в таблице 6, по отношению к поверхности обкладки:
- при отсутствии поперечного армирования - вплоть до расстояния ±25% диаметра корда от поверхности корда;
- при наличии поперечного армирования - вплоть до расстояния ±0,5 мм от поперечного армирования.
Таблица 6 - Классы обкладок
Класс | Прочность при растяжении по ISO 37, МПа, не менее | Относительное удлинение при разрыве по ISO 37, %, не менее | Стойкость к истиранию по ISO 4649, мм |
V | 17 | 350 | 175 |
7.6 Прочность связи
При проведении испытаний по ISO 8094 прочность связи между обкладками и резиновым сердечником и между обкладками и поперечным армированием должна быть не менее 10 Н/мм ширины образца.
7.7 Поперечное армирование
7.7.1 Брекер
Брекер должен состоять из нитей, расположенных перпендикулярно к кордам под обкладками на несущей стороне и/или со стороны шкивов. Нити должны быть встроены в обкладки в виде отдельных нитей или слоев ткани, соединенных между собой нитями.
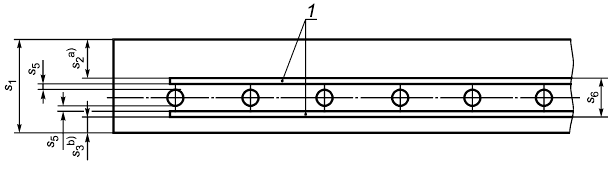
Примечание 1 - В процессе изготовления нити могут приобрести овальное сечение (см. рисунок 4).
Отношение шага между нитями к их длинному диаметру должно быть от 2 до 6 для обеспечения хорошего проникания в резину, то есть
![]() . (8)
. (8)
|

Рисунок 4 - Поперечное сечение поперечного армирования
Поперечное армирование в обкладке (брекер) применяют на расстоянии от 1 до 2 мм от продольных кордов. Ширина брекерного слоя должна быть не менее ширины ленты минус 100 мм. Расстояние между краем брекера и бортом ленты должно быть не менее 10 мм.
При измерении по ISO 2062 прочность при растяжении брекерного слоя должна быть не менее 150 Н/мм и относительное удлинение при разрыве должно быть не менее 15%.
Примечание 2 - Испытание брекера, как правило, проводят на невулканизованном материале. Если необходимо испытать брекер из вулканизованной ленты, образцы отбирают очень осторожно, избегая повреждения, так как брекерный слой может быть волнообразным.
7.7.2 Уток
Поперечное армирование в виде части сердечника (уток) применяют на расстоянии не более 1 мм от слоя продольных кордов. Ширина утка должна быть не менее ширины ленты минус 50 мм. Расстояние между краем утка и краем ленты должно быть не менее 5 мм.
7.8 Способность к лоткообразованию
При испытании по ISO 703 способность к лоткообразованию, характеризуемая отношением прогиба F к ширине ленты L (см. рисунок 5), должна соответствовать значениям, приведенным в таблице 7.
|
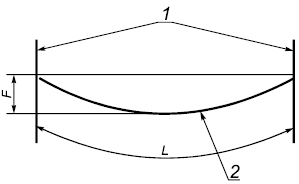
1 - нить для подвешивания; 2 - образец ленты
Рисунок 5 - Подвешивание образца ленты
Таблица 7 - Минимальные значения F/L для ленточных конвейеров с тремя шкивами одинаковой длины в соответствии с ISO 703
Угол наклона боковых шкивов | F/L |
20° | 0,08 |
25° | 0,10 |
30° | 0,12 |
35° | 0,14 |
40° | 0,16 |
45° | 0,18 |
50° | 0,20 |
55° | 0,23 |
60° | 0,26 |
7.9 Боковое отклонение (прямой ход)
Металлокордная конвейерная лента при работе на правильно отрегулированном и загруженном по центру конвейере не должна отклоняться от центральной траектории более чем на ±40 мм для ленты шириной не более 800 мм или более чем на ±5% ширины ленты или ±75 мм, в зависимости от того, что меньше, - для ленты шириной свыше 800 мм.
7.10 Требования безопасности
После оценки рисков по рекомендации EN 14973 металлокордные конвейерные ленты для горно-шахтного оборудования должны соответствовать требованиям безопасности, приведенным в EN 14973.
8 Отбор образцов
При необходимости проведения испытаний и предоставления сертификата соответствия требованиям раздела 7 отбирают образец между двумя последовательными длинами для представления обеих длин ленты.
При необходимости дополнительных испытаний отбирают количество образцов, приведенное в таблице 8, длиной не менее 450 мм и полной ширины, распределенное примерно одинаково по всей длине ленты.
Таблица 8 - Количество образцов
Длина ленты, м | Количество образцов |
До 200 включ. | 1 (при запросе) |
От 200 до 500 включ. | 1 |
Св. 500 до 1000 включ. | 2 |
Св. 1000 до 2000 включ. | 3 |
Св. 2000 до 3500 включ. | 4 |
Св. 3500 до 5000 включ. | 5 |
Св. 5000 до 7000 включ. | 6 |
Св. 7000 до 10000 включ. | 7 |
Для каждых последующих 5000 м | 1 |
9 Обозначение
Материал (стальные корды), используемый для изготовления элементов, работающих на растяжение в продольном направлении, обозначают ST. После него указывают номинальную прочность ленты при растяжении в ньютонах на миллиметр ширины ленты (см. таблицу 2).
Поперечное армирование брекером обозначают толщиной обкладки с последующей буквой Т (для текстильного брекера) или S (для стального брекера).
Поперечное армирование утком обозначают буквой S (для стального утка) или Т (для текстильного утка) после ST для указания материала и места его применения.
Пример 1 - Металлокордная конвейерная лента (ST) длиной 1400 м, шириной 1600 мм, минимальной прочностью при растяжении 5000 Н/мм ширины ленты, толщиной обкладок класса V: 12 мм - на несущей стороне и 8 мм - со стороны шкивов, соответствующая требованиям безопасности по EN 14973:2006, класс С2:
1400 м металлокордной конвейерной ленты, ГОСТ ISO 15236-3 - 1600 ST 5000/12 + 8 V/класс С2.
Пример 2 - Металлокордная конвейерная лента (ST) длиной 900 м, шириной 1400 мм, минимальной прочностью при растяжении 2500 Н/мм ширины ленты, толщиной обкладок класса V: 10 мм - на несущей стороне и 8 мм - со стороны шкивов, с поперечным армированием (брекером) из текстильного материала в обкладках на несущей стороне и со стороны шкивов, соответствующая требованиям безопасности по EN 14973:2006, класс С1:
900 м металлокордной конвейерной ленты, ГОСТ ISO 15236-3 - 1400 ST 2500/10Т + 8Т V/класс С1.
Пример 3 - Металлокордная конвейерная лента (ST) длиной 1000 м, шириной 800 мм, минимальной прочностью при растяжении 800 Н/мм ширины ленты, толщиной обкладок класса V: 10 мм - на несущей стороне и 6 мм - со стороны шкивов, с поперечным армированием (утком) из стали на несущей стороне и со стороны шкивов, соответствующая требованиям безопасности по EN 14973:2006, класс В1:
1000 м металлокордной конвейерной ленты, ГОСТ ISO 15236-3 - 800 ST S/S 800/10 + 6 V/класс В1.
10 Информация для заказа
Для покупателей минимальными требованиями являются: длина, ширина, прочность при растяжении, толщина и класс обкладок.
Покупателям, размещающим заказы на ленты нескольких изготовителей или для замены конвейерной ленты необходимо предоставить более подробную информацию для обеспечения стыковки лент, такую как шаг, количество и, возможно, диаметр кордов, а также является ли лентой стандартного типа или содержит брекерные слои или уток (см. приложение А). Основные типы лент - по ISO 15236-2.
11 Маркировка
На металлокордные конвейерные ленты наносят маркировку, содержащую:
a) обозначение настоящего стандарта;
b) наименование изготовителя ленты;
c) год изготовления (две последние цифры, например, допускается обозначать 2017 г. как "17");
d) идентификационный номер ленты, содержащий не более пяти цифр;
e) номинальную прочность ленты при растяжении в ньютонах на миллиметр;
f) толщину верхней и нижней обкладок в миллиметрах, в том числе обозначение Т для текстильного поперечного армирования или обозначение S для стального брекера или утка.
Приложение А
(справочное)
Информация, предоставляемая потребителем
А.1 Применение
При заказе ленты потребитель должен определить свои требования в соответствии с разделом 10 настоящего стандарта.
А.2 Замена ленты
Если необходимо заменить ленту на действующем конвейере, должна быть представлена следующая информация:
a) сведения об установленной ленте - диаметр, шаг и количество кордов, толщина обкладок, вид поперечного армирования, класс покрытий;
b) ширина ленты, мм;
c) скорость движения ленты, м/с;
d) диаметры шкивов, мм, с указанием о наличии выпуклых шкивов;
e) метод натяжения и доступное количества натяжных устройств;
f) тип привода, в том числе приводной муфты, и конфигурация привода;
g) сведения о футеровке приводных шкивов;
h) шаг, длина и угол наклона несущих шкивов;
i) эскиз профиля с указанием положения привода, натяжного устройства, сбрасывателя и радиусов вертикальной и горизонтальной кривизны;
j) длина ленты, м;
k) тип соединения ленты;
I) мощность двигателя;
m) тип включения;
n) категория безопасности по EN 14973;
o) длина переходного участка головной и хвостовой частей;
p) система предотвращения/обнаружения обрыва ленты.
А.3 Дополнительная информация при установке ленты впервые
Приводят следующую информацию (по возможности):
a) транспортируемый материал;
b) состояние материала - влажный, сухой, липкий, жирный или абразивный, теплый или холодный (с указанием температуры, если известна), и описание условий, при которых необходимы очищающие средства;
c) насыпную плотность материала;
d) размер самых крупных кусков (три измерения), мм;
e) средний размер материалов, мм;
f) примерный гранулометрический анализ материала (см. стандарты [1] и [2]);
g) способ обработки материала непосредственно перед подачей на ленту;
h) необходимость регулируемой подачи и предпочтительный тип устройства подачи;
i) производительность (по массе в час, в день, с указанием длины светового дня в часах);
j) способ разгрузки конвейера;
k) число подъемов или падений и их длину, м;
l) начальную длину, м (между центрами головного и хвостового шкивов);
m) конечную длину, м (между центрами головного и хвостового шкивов);
n) положение привода;
o) описание источника электропитания, то есть напряжение, переменный или постоянный ток;
p) эскиз предлагаемой установки;
q) предпочтительное расположение шкивов и угол наклона боковых шкивов;
r) условия окружающей среды;
s) особенности или требования к испытаниям.
Приложение ДА
(справочное)
Сведения о соответствии ссылочных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
ISO 37 | IDT | ГОСТ ISO 37-2013 "Резина или термопластик. Определение упругопрочностных свойств при растяжении" |
ISO 703 | IDT | ГОСТ ISO 703-2014 "Ленты конвейерные. Определение гибкости в поперечном направлении (способности к лоткообразованию)" |
ISO 2062 | IDT | ГОСТ ISO 2062-2014 "Материалы текстильные. Пряжа в паковках. Методы определения разрывной нагрузки и относительного удлинения при разрыве одиночной нити с использованием прибора для испытаний с постоянной скоростью растяжения образца (CRE)" |
ISO 4649 | - | * |
ISO 7590 | IDT | ГОСТ ISO 7590-2013** "Ленты конвейерные металлокордные. Методы определения общей толщины и толщины обкладок" |
________________ ** Вероятно, ошибка оригинала. Следует читать: ГОСТ ISO 7590-2017. - . | ||
ISO 7622-2 | IDT | ГОСТ ISO 7622-2-2015** "Ленты конвейерные металлокордные. Испытание на продольное растяжение. Часть 2. Определение прочности при растяжении" |
________________ ** Вероятно, ошибка оригинала. Следует читать: ГОСТ ISO 7622-2-2018. - . | ||
ISO 7623 | - | * |
ISO 8094 | IDT | ГОСТ ISO 8094-2015 "Ленты конвейерные металлокордные. Определение прочности связи между обкладкой и сердечником" |
ISO 15236-2 | IDT | ГОСТ ISO 15236-2-2015** "Ленты конвейерные металлокордные. Часть 2. Основные типы лент" |
________________ ** Вероятно, ошибка оригинала. Следует читать: ГОСТ ISO 15236-2-2017. - . | ||
EN 13827 | - | * |
EN 14973 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. До его принятия рекомендуется использовать перевод на русский язык данного стандарта. Официальный перевод данного стандарта находится в Федеральном информационном фонде стандартов. Примечание - В настоящей таблице использовано следующее условное обозначение степени соответствия стандартов: - IDT - идентичные стандарты. | ||
Библиография
[1] | ISO 7806, Industrial plate screens - Codification for designating perforations |
[2] | ISO 9045, Industrial screens and screening - Vocabulary |
УДК 678-419:531.7:006.354 | МКС 53.040.20 | IDT |
Ключевые слова: металлокордные конвейерные ленты, требования к лентам для горно-шахтного оборудования | ||
Электронный текст документа
и сверен по:
, 2018
