ГОСТ ISO 17708-2014
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ОБУВЬ
Методы испытаний готовой обуви. Прочность крепления подошвы
Footwear. Test methods for finished shoes. Upper sole adhesion
МКС 61.060
Дата введения 2015-07-01
Предисловие
Цели, основные принципы и основной порядок проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0-92 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2009 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, применения, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации Российской Федерации ТК 424 "Кожа и обувь", Открытым акционерным обществом "Центральный научно-исследовательский институт кожевенной промышленности" (ОАО "ЦНИИКП") на основе аутентичного перевода на русский язык стандарта, указанного в пункте 5
2 ВНЕСЕН Федеральным агентством по техническому регулированию и метрологии
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 февраля 2014 г. N 64-П.)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по | Сокращенное наименование национального органа по стандартизации |
Азербайджан | AZ | Азстандарт |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Грузия | GE | Грузстандарт |
Казахстан | KZ | Госстандарт Республики Казахстан |
Киргизия | KG | Кыргызстандарт |
Молдова | MD | Молдова-Стандарт |
Россия | RU | Росстандарт |
Таджикистан | TJ | Таджикстандарт |
Туркменистан | TM | Главгосслужба "Туркменстандартлары" |
Узбекистан | UZ | Узстандарт |
Украина | UA | Госпотребстандарт Украины |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 26 ноября 2014 г. N 1897-ст межгосударственный стандарт ГОСТ ISO 17708-2014 введен в действие в качестве национального стандарта Российской Федерации с 1 июля 2015 г.
5 Настоящий стандарт идентичен международному стандарту ИСО 17708:2003* "Обувь. Методы испытаний обуви цельного кроя. Приклеивание верхней подошвы" (ISO 17708:2003 "Footwear - Test methods for whole shoe - Upper sole adhesion").
________________
* Доступ к международным и зарубежным документам, упомянутым здесь и далее по тексту, можно получить, перейдя по ссылке на сайт . - .
Перевод с английского языка (en).
Наименование настоящего стандарта изменено относительно наименования международного стандарта в связи с особенностями построения межгосударственной системы стандартизации.
В разделе "Нормативные ссылки" и тексте стандарта ссылки на международные стандарты актуализированы.
Сведения о соответствии межгосударственных стандартов ссылочным международным стандартам приведены в дополнительном приложении ДА.
Степень соответствия - идентичная (IDT).
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет
1 Область применения
1 Область применения
Настоящий стандарт устанавливает метод определения прочности крепления подошвы, прочность соединения слоев подошвы, силы (усилия) при разрыве материала верха.
Стандарт определяет условия старения обуви, которые могут быть использованы при контроле качества.
Стандарт распространяется на закрытую обувь химических методов крепления (клеевого, литьевого и метода прессовой вулканизации).
Примечания
1 Основной целью является определение прочности связи между подошвой и верхом в месте их соединения.
2 Испытания не должны проводиться, если обувь изготовлена ниточным, гвоздевым и винтовым методами крепления.
2 Нормативные ссылки
В настоящем стандарте используются ссылки на следующие международные стандарты*:
_______________
* Таблицу соответствия национальных стандартов международным см. по ссылке. - .
EN 12222: 1997 Footwear - Standard atmospheres for conditioning and testing of footwear and components for footwear (Обувь. Стандартные условия для кондиционирования и испытания обуви и комплектующих для обуви)
EN ISO 7500-1:2004 Metallic materials - Verification of static uniaxial testing machines - Part 1: Tensile testing machines - Corrigendum (Материалы металлические. Проверка машин для статических одноосных испытаний. Машины для испытания на растяжение/сжатие. Проверка и калибрование системы измерения усилия)
3 Термины и определения
В настоящем стандарте применяется следующий термин и определение:
3.1 прочность крепления подошвы: Сила, необходимая (требуемая) для отделения подошвы от верха.
4 Аппаратура и материалы
Следующий аппарат и материал должны использоваться:
4.1 Инструмент режущий
Для вырубки испытуемых образцов.
4.2 Машина для испытания на растяжение, соответствующая требованиям EN ISO 7500-1, класс 2, с диапазоном силы от 0 до 600 Н и постоянной скоростью движения (100±10) мм/мин.
Машина должна быть оснащена зажимами шириной от 25 до 30 мм, конструкция и дизайн внутренних поверхностей которых (в зависимости от конструкции испытуемого образца) обеспечивали бы устойчивый зажим испытуемых образцов.
Машина должна иметь низкую инерционность и средства автоматической записи значений силы.
4.3 Кронциркули Верньера
Для измерения ширины затяжной кромки верха обуви или ранта.
5 Отбор и подготовка образцов
5.1 Кондиционирование обуви
Перед вырубкой испытуемых образцов обувь кондиционируют в соответствии с требованиями EN 12222 в течение 24 ч и, если это необходимо, выполняют процедуру старения обуви в соответствии с приложением А.
5.2 Количество образцов
От каждого образца обуви должно быть отобрано не менее двух испытуемых образцов.
5.3 Подготовка испытуемых образцов
5.3.1 Прочность крепления подошвы с верхом: конструкция тип а (рисунок 1)
Испытуемый образец берут с внутренней или с наружной стороны обуви.
Испытуемый образец вырубают по линиям X-X и Y-Y под прямым углом к краю подошвы с использованием пресс-резака или ленточной пилы (4.1), чтобы прорубить верх, стельку, подошву или подметку для получения образца шириной ~25 мм. Длина верха и подошвы должна быть ~ по 15 мм, измеренных от затяжной кромки (рисунок 2). Стельку удаляют.
5.3.2 Прочность крепления подошвы с верхом: конструкция тип b, c, d и e (рисунок 1).
Испытуемый образец берут с внутренней или с наружной стороны обуви.
Испытуемый образец вырубают по линиям X-X и Y-Y, чтобы получить испытуемый образец шириной ~10 мм и длиной не менее 50 мм. Стельку удаляют.
Отделяют верх от подошвы на длину ~10 мм, вставляя нагретый нож в клеевой слой (рисунок 3).
Примечание - Считают, что для конструкции с или d расстояние от X-X до верхней поверхности стельки составляет не менее 8 мм.
5.3.3 Прочность связи промежуточного слоя: конструкция типов f и g (рисунок 1).
Испытуемый образец берут с внутренней или с наружной стороны обуви.
Отделяют верх, разрезая вдоль затяжной кромки на линии X-X. Удаляют стельку, если она есть. Вырубают полосу, параллельную и включающую край подошвы по Y-Y, чтобы получить испытуемый образец шириной ~15 мм и длиной не менее 50 мм.
Отделяют верх от подошвы на длину ~10 мм, вставляя нагретый нож в клеевой слой (рисунок 3).
Рисунок 1 - Конструкции обуви с указанием места вырубки испытуемых образцов для испытания на прочность крепления подошвы

Тип a: Стандартная затяжка
Клеевая или формированная подошвы с выступающим урезом

Тип b: Стандартная затяжка с фрезерованной подошвой

Тип c: Стандартная затяжка
Прямой впрыск или вулканизация подошвы или клеевая формованная подошва
Тип d: Затяжка Strobel
Клеевая формированная подошва, прямой впрыск или вулканизация подошвы

Тип e: Стандартная затяжка или затяжка Strobel с резиновым рантом и приклеенной подошвой

Тип f: Машинная прошивка подошвы или ранта с подошвой, где подошва приклеена к подложке

Типа g: Многослойная подошва
Это может быть собранная подошва, формованная или литая подошва
Рисунок 1 - Конструкции обуви с указанием места вырубки испытуемых образцов для испытания на прочность крепления подошвы
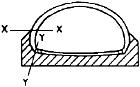
Рисунок 2 - Сечение испытуемого образца

1 - ~15;
2 - стелька (удаленная); 3 - линия затяжной кромки; 4 - подошва; 5 - ~15
Рисунок 2 - Сечение испытуемого образца
Рисунок 3 - Готовый испытуемый образец

Рисунок 3 - Готовый испытуемый образец
6 Метод испытаний
6.1 Принцип
Измеряют силу, требуемую для отделения верха от подошвы, используя разрывную машину, непрерывно делающую запись нагрузки.
6.2 Процедура
6.2.1 Перед выполнением испытания измеряют ширину испытуемого образца в пяти точках с точностью 1,0 мм, используя металлическую линейку, и вычисляют среднее значение А с точностью 1,0 мм.
6.2.2 Затем измеряют прочность крепления согласно одному из следующих способов:
6.2.2.1 Прочность крепления подошвы: конструкция тип a. Зажимают испытуемый образец в зажимах машины для испытания на растяжение, используя зажим для короткого края подошвы (рисунок 4), и делают запись графика сила/деформация при скорости разделения (100±20) мм/мин. После испытания осматривают испытуемый образец и классифицируют изменения в соответствии с подпунктом 7.2.
6.2.2.2 Прочность крепления подошвы: конструкции типов b, c, d и e и межслойной адгезии: Конструкции типов f и g. Зажимают отделенные концы испытуемого образца в плоских зажимах и делают запись графика сила/деформация (рисунок 5) при скорости разделения (100±20) мм/мин. После испытания осматривают испытуемый образец и классифицируют изменения в соответствии с подпунктом 7.2.
Рисунок 4 - Зажим, показывающий положение испытуемого образца

1 - зажим для короткого края подошвы; 2 - верх; 3 - подошва
Рисунок 4 - Зажим, показывающий положение испытуемого образца
Рисунок 5 - Пример графика сила/деформация

x - сила отслаивания, Н; y - деформация; z - средняя величина
Рисунок 5 - Пример графика сила/деформация
7 Обработка результатов
7.1 Определение прочности крепления подошвы
Прочность крепления подошвы, ![]() , Н/мм, вычисляют по формуле
, Н/мм, вычисляют по формуле
![]() ,
,
где ![]() - средняя сила, Н, определенная по графику сила/деформация согласно 6.2.2.1 или 6.2.2.2;
- средняя сила, Н, определенная по графику сила/деформация согласно 6.2.2.1 или 6.2.2.2;![]() - средняя ширина, мм, определенная согласно 6.2.1. Результаты округляют до 0,1 мм.
- средняя ширина, мм, определенная согласно 6.2.1. Результаты округляют до 0,1 мм.
Примечание - Для обуви, где края сборки отличаются, поступают иначе. Обращают внимание на прочность после отклеивания 10 мм и отмечают соответствующий край сборки. Затем рассчитывают местную прочность крепления подошвы, R![]() .
.
Вычисляют среднее значение R![]()
7.2 Оценка внешнего вида испытуемого образца после испытания (6.2.2.1 и 6.2.2.2) должна быть классифицирована по следующим кодам.
7.2.1 Отделение клеевой пленки от одного из материалов (недостаточная адгезия, рисунок 6): Код A
Рисунок 6 - Недостаточная адгезия

Рисунок 6 - Недостаточная адгезия
7.2.2 Разделение в клеевой пленке без отклеивания (Недостаточная когезия, рисунок 7): Код C
Рисунок 7 - Недостаточная когезия

Код C
Рисунок 7 - Недостаточная когезия
7.2.3 Неправильное объединение двух составляющих клея (недостаточная коалесценция, рисунок 8): Код N
Рисунок 8 - Недостаточная коалесценция

Код N
Рисунок 8 - Недостаточная коалесценция
7.2.4 Отслаивание материала верха или подошвы (рисунок 9): Код S
Рисунок 9 - Отслаивание материала верха или подошвы

Рисунок 9 - Отслаивание материала верха или подошвы
7.2.5 Частичное или полное разрушение материала верха или подошвы (рисунок 10): Код M
Рисунок 10 - Частичное или полное разрушение материала верха или подошвы

Рисунок 10 - Частичное или полное разрушение материала верха или подошвы
8 Протокол испытаний
Протокол испытаний должен включать следующее:
a) ссылку на настоящий стандарт ГОСТ ISO 17708;
b) особенности используемого образца (материал, тип обуви, конструкция);
c) значение нагрузки для каждого отдельного определения (минимум, максимум, средняя величина);
d) ширину испытуемого образца;
e) прочность крепления подошвы, Н/мм, для каждого образца;
f) код внешнего вида испытуемого образца после испытания;
g) использование процедуры старения (когда это применялось), так же как и все условия или детали, которые могут иметь влияние на результаты, даже если они не записаны в настоящем стандарте;
h) любые отклонения от метода, определенного настоящим стандартом;
i) дату проведения испытаний.
Приложение А (обязательное). Проведение процесса старения образцов перед испытанием на прочность крепления верха с подошвой
Приложение А
(обязательное)
А.1 Область применения
Данное приложение определяет условия процесса старения образцов перед дальнейшим испытанием на прочность крепления верха с подошвой.
А.2 Принцип
Проводят ускоренное термическое старение испытуемого образца и проводят его испытание в соответствии с разделом 6 настоящего стандарта и определяют прочность крепления верха с подошвой после старения.
А.3 Образцы
Пункт 5 описывает подготовку образцов, подвергнутых старению. В первую очередь эти образцы служат для первоначального определения адгезии
А.4 Аппаратура
Должен быть использован следующий аппарат:
А.4.1 Печь с принудительной циркуляцией воздуха, которая должна поддерживать температуру (50±2)°С или (70±2)°С.
А.4.2 Испытуемые образцы, помещенные в печь таким способом, чтобы они не контактировали со стенами.
А.5 Кондиционирование для ускоренного старения
А.5.1 Стандартные условия для старения
Испытуемые образцы помещают в печь с принудительной циркуляцией воздуха (4.1) при температуре (50±2)°С на семь дней, исключив контакт испытуемых образцов со стенами печи.
После этого, перед испытанием на прочность крепления, испытуемые образцы кондиционируют в течение 24 ч в соответствии с ЕН 12222.
А.5.2 Контроль за продукцией
При контроле за продукцией возможно использовать другие условия для ускорения процесса старения. Эти условия состоят в следующем:
испытуемые образцы помещают в печь принудительной циркуляцией воздуха (4.1) при температуре (70±2)°С на 72 ч.
После этого, перед испытанием на прочность, крепления, испытуемые образцы кондиционируют в течение 24 ч в соответствии с ЕН 12222.
Примечание - Условия процедур старения, определенные в 5.1 и 5.2, возможно не дадут эквивалентные результаты.
Приложение ДА (справочное). Сведения о соответствии межгосударственных стандартов ссылочным международным (региональным) стандартам
Приложение ДА
(справочное)
Таблица ДА.1
Обозначение и наименование ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего национального стандарта |
EN 12222:1997 Обувь. Стандартные условия для кондиционирования и испытания обуви и комплектующих для обуви | - | * |
EH ISO 7500-1:2004 Материалы металлические. Проверка машин для статических одноосных испытаний. Машины для испытания на растяжение/сжатие. Проверка и калибрование системы измерения усилия | - | * |
* Соответствующий межгосударственный стандарт отсутствует. |
Библиография
[1] | EN 344:1992, Requirements and test methods for safety, protective and occupational footwear for professional use. |
[2] | EN 1391:1998, Adhesives for leather and footwear materials - A method for evaluating the bondability of materials - Minimum requirements and material classification. |
[3] | EN 1392:1998, Adhesives for leather and footwear materials - Solvent-based and dispersion adhesives - Test methods for measuring the bond strength under specified conditions. |
УДК 675.017.63:006.354 | МКС 61.060 | IDT |
Ключевые слова: готовая обувь, прочность крепления подошвы, отбор образцов, метод, процедура ускоренного старения, обработка результатов, протокол испытаний |
Электронный текст документа
и сверен по:
официальное издание
М.: Стандартинформ, 2015
