ГОСТ 7499-71
Группа Г88
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОЛОНКА ПОЖАРНАЯ
Технические условия
Fire standpipe. Specifications
ОКП 48 5480
Дата введения 1972-01-01
ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета стандартов Совета Министров СССР от 23 апреля 1971 г. N 780
Проверен в 1985 г. Постановлением Госстандарта от 04.12.85 N 3815. Срок действия продлен до 01.01.91*
________________
* Ограничение срока действия снято по протоколу N 5-94 Межгосударственного Совета по стандартизации, метрологии и сертификации. (ИУС N 11-12 1994 год). - Примечание "КОДЕКС".
ВЗАМЕН ГОСТ 7499-55
ПЕРЕИЗДАНИЕ (март 1986 г.) с Изменениями N 1, 2, утвержденными в октябре 1980 г., декабре 1985 г. (ИУС 12-80, 2-86).
Настоящий стандарт распространяется на пожарную колонку, предназначенную для открывания (закрывания) подземных гидрантов и присоединения пожарных рукавов с целью отбора воды из водопроводных сетей на пожарные нужды.
1. ОСНОВНЫЕ ПАРАМЕТРЫ И РАЗМЕРЫ
1.1. Габаритные и присоединительные размеры колонки должны соответствовать указанным на черт.1.
1.2. Основные показатели качества колонки должны соответствовать указанным ниже:
условное давление | 1,0 (10); | |||
условный проход входного патрубка | 125; | |||
условный проход выходного патрубка | 80; | |||
число выходных патрубков | 2; | |||
коэффициент гидравлического сопротивления, не более | 10,0; | |||
масса, кг, не более | 16. | |||
1.1, 1.2. (Измененная редакция, Изм. N 2).
2. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
2.1. Пожарная колонка должна изготовляться в соответствии с требованиями настоящего стандарта по рабочим чертежам, утвержденным в установленном порядке.
(Измененная редакция, Изм. N 2).
2.2. Литые алюминиевые детали колонки должны изготовляться из сплавов, по механическим свойствам не уступающих сплавам марок АК7(АЛ9В) или АЛ9 по ГОСТ 2685-75.
Материал резьбового кольца по механическим свойствам не должен уступать латуни марки ЛК1 по ГОСТ 1020-77.
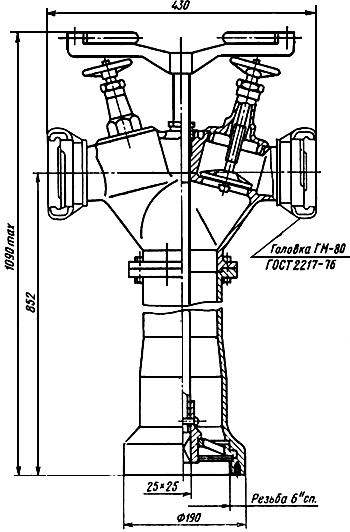
Черт.1
Примечание. Чертеж не определяет конструкцию пожарной колонки.
Пример условного обозначения пожарной колонки:
Колонка КП ГОСТ 7499-71
2.3. Поверхности литых деталей не должны иметь трещин, посторонних включений и других дефектов, снижающих прочность и ухудшающих внешний вид изделия.
На поверхности колонки допускаются отдельные раковины глубиной не более 25% толщины стенки детали, наибольший размер которых не превышает 3 мм.
2.4. Предельные отклонения размеров обрабатываемых поверхностей, не ограниченных допусками: отверстий - 14; валов -
14; остальных -
![]() .
.
2.2-2.4. (Измененная редакция, Изм. N 1).
2.5. Внутренняя резьба резьбового кольца должна быть дюймовая, специальная в соответствии с указанной в приложении и выполнена по среднему классу точности с полем допуска 7 по ГОСТ 16093-81.
2.6. Резьбы должны быть полными, без раковин, подрезов, вмятин и сорванных ниток.
На резьбах деталей, кроме специальной резьбы и ходовой резьбы шпинделей, а также сопряженных с ними деталей, допускаются местные надрывы и выкрашивания, если в сумме они составляют не более 10% от всей длины резьбы.
(Измененная редакция, Изм. N 1).
2.7. Стальные крепежные детали колонки должны иметь защитное покрытие Ц6.хр по ГОСТ 9.073-77.
2.8. Наружная поверхность колонки должна иметь лакокрасочное покрытие по ГОСТ 9.032-74, класс V; группа условий эксплуатации - У1 по ГОСТ 9.104-79.
2.9. Запорные устройства должны обеспечивать герметичность затворов вентилей по 3-му классу ГОСТ 9544-75.
2.8, 2.9. (Измененная редакция, Изм. N 1, 2).
2.10. Вращение ключа колонки должно быть свободным, равномерным, без заеданий, при этом крутящий момент на рукоятке ключа должен быть не более 20 Н·м (2 кгс·м).
2.11. Пожарная колонка должна иметь блокировку, исключающую поворот ключа при открытых клапанах.
2.12. Номенклатура показателей надежности:
установленный срок службы - 8 лет;
срок сохраняемости - 1 год;
установленная безотказная наработка - 400 циклов.
Циклом следует считать полное открывание и закрывание запорного устройства при рабочем давлении 1 МПа (10
кгс/см
) и расходе воды 40 л/с.
Долговечность ходовой резьбы вентилей должна быть не менее срока службы колонки.
(Измененная редакция, Изм. N 2).
2а. ТРЕБОВАНИЯ БЕЗОПАСНОСТИ
2а.1. Штоки вентилей запорных устройств должны плавно перемещаться на полный ход. При этом усилие, необходимое для вращения маховиков, не должно превышать 250 Н (25 кгс), а в момент запирания или страгивания - 450 Н (45 кгс), при давлении 1 МПа (10 кгс/см).
(Измененная редакция, Изм. N 2).
2б. КОМПЛЕКТНОСТЬ
2б.1. Каждая колонка, отправляемая в один адрес, должна сопровождаться паспортом, объединенным с техническим описанием и инструкцией по эксплуатации в соответствии с ГОСТ 2.601-68.
Разд. 2б. (Введен дополнительно, Изм. N 1).
2в. ПРАВИЛА ПРИЕМКИ
2в.1. Для проверки соответствия колонки требованиям настоящего стандарта предприятие-изготовитель должно проводить приемо-сдаточные и периодические испытания.
2в.2. Приемо-сдаточным испытаниям подвергают каждую колонку на соответствие требованиям пп.2.3, 2.8, 2.9, 2б.1, 4.1.
2в.З. Периодические испытания должны проводиться не реже раза в год на соответствие всем требованиям настоящего стандарта на 3 колонках, прошедших приемо-сдаточные испытания. Периодические испытания проводят раз в год по программе приемо-сдаточных испытаний, а также на соответствие требованиям пп.1.1, 1.2, 2.6, 2.7, 2.10, 2.11, 2а.1, 4.2-4.6.
2в.4. Если в процессе периодических испытаний хотя бы один из параметров колонки не соответствует требованиям настоящего стандарта, то проводят повторные испытания удвоенного числа образцов. Результаты повторных испытаний являются окончательными.
2в.1-2в.4. (Введены дополнительно, Изм. N 1).
2в.5. Испытания на надежность (п.2.12) следует проводить раз в три года, допускается проводить испытания на надежность одновременно с периодическими. Испытаниям подвергают колонки, отобранные методом случайного отбора из числа прошедших приемо-сдаточные испытания.
(Измененная редакция, Изм. N 2).
2в.6. Проверку коэффициента гидравлического сопротивления (п.1.2) проводят при постановке на производство новых моделей колонок, а также при модернизации серийных колонок с изменением проточной части.
(Введен дополнительно, Изм. N 2)
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. Соответствие колонок требованиям пп.2.3, 2.6-2.8, 2б.1, 4.1 проверяют визуально.
(Измененная редакция, Изм. N 1).
3.2. (Исключен, Изм. N 1).
3.3. Испытание на прочность материала деталей каждой колонки, работающей под давлением, должно проводиться гидравлическим давлением 1,5 МПа (15 кгс/см
) в течение 2 мин.
При этом допускается появление влаги в 3 точках литых деталей в виде капель, но не более 20 в минуту.
(Измененная редакция, Изм. N 1).
3.4. Испытание колонок на герметичность следует проводить при открытых и закрытых запорных устройствах гидравлическим давлением 1,2 МПа (12 кгс/см) в течение 2 мин. При этом течь через соединения не допускается.
(Измененная редакция, Изм. N 2).
3.4а. Соответствие колонок требованиям п.2а.1 определяется динамометром с ценой деления шкалы не более 5 Н (0,5 кгс) по ГОСТ 18837-82.
(Введен дополнительно, Изм. N 1).
3.5. Проверка метрических и трубных резьб (п.2.6) должна проводиться резьбовыми калибрами по ГОСТ 17758-72, ГОСТ 17761-72 - ГОСТ 17766-72, ГОСТ 18925-73, ГОСТ 18926-73, ГОСТ 18929-73 и ГОСТ 18930-73.
(Измененная редакция, Изм. N 1).
3.5а. Проверку коэффициента гидравлического сопротивления (п.1.2) следует проводить на специальном стенде, рекомендуемая принципиальная схема которого указана на черт.2. Диаметр мерных участков требопровода должен быть равным внутреннему диаметру цилиндрической части корпуса колонки (допускается отклонение ±2% номинального размера указанного диаметра). Длина мерных участков трубопровода должна быть ![]() .
.
Коэффициент гидравлического сопротивления определяют по формуле
![]()
где - скоростной напор, Па;
- разность показаний манометров Б и А, Па;
- разность показателей манометров С и Б, Па;
- плотность воды, кг/м
;
- средняя скорость движения воды в трубопроводе, определяемая по формуле
![]()
где - расход воды через трубопровод, м
/с;
- диаметр проходного сечения мерных участков трубопровода, м.
Класс точности приборов при испытаниях должен быть не менее:
0,6 - при измерениях давления;
1,6 - при измерении расхода.
Значение коэффициента гидравлического сопротивления колонки следует определять как среднее арифметическое результатов не менее трех измерений.
Схема стенда для определения коэффициента гидравлического сопротивления
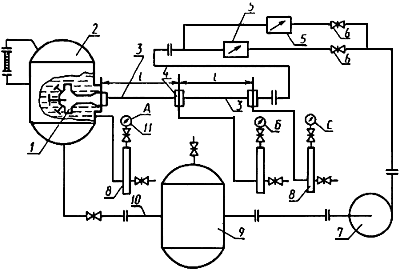
1 - испытуемое изделие; 2 - основной бак; 3 - мерный участок трубопровода; 4 - уравнительная камера;
5 - расходомер; 6 - задвижка; 7 - центробежный насос; 8 - демпферное устройство; 9 - кавитационный бак;
10 - трубопровод; 11 - манометр.
Черт.2
(Введен дополнительно, Изм. N 2).
3.6. Испытания колонок на надежность (п.2.12) следует проводить одноступенчатым методом.
При этом исходными данными являются:
приемочный уровень установленного срока службы | -0,99; | |||
приемочный уровень срока сохраняемости | -0,99; | |||
приемочный уровень установленной безотказной наработки | -0,99; | |||
браковочный уровень установленного срока службы | -0,9; | |||
браковочный уровень срока сохраняемости | -0,9; | |||
браковочный уровень установленной безотказной наработки | -0,9; | |||
риск изготовителя =0,1;
риск потребителя =0,2.
В соответствии с приложением ГОСТ 20699-75 число испытываемых колонок =13, независимо от климатического исполнения. Приемочное число отказов
=0.
(Измененная редакция, Изм. N 2).
3.7. Проверку установленного срока службы проводят обработкой данных, полученных в условиях эксплуатации, путем сбора информации в соответствии с требованиями ГОСТ 16468-79.
Проверку установленной безотказной наработки проводят на специальном стенде после хранения колонок в условиях завода-изготовителя сроком 1 год.
Критерием предельного состояния считается увеличение пропуска, воды через уплотнения штоков ключа, штока вентиля или затворный клапан более чем на 100%, указанного в п.2.9.
Контроль проводят через каждые 50 циклов.
(Введен дополнительно, Изм. N 2).
4. МАРКИРОВКА, УПАКОВКА, ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. На каждой колонке на видном месте должна быть нанесена маркировка, содержащая:
наименование или товарный знак предприятия-изготовителя;
условное обозначение колонки;
год изготовления;
порядковый номер;
номер стандарта.
Маркировка должна сохраняться в течение всего срока службы колонки.
4.2. Консервация поверхностей стальных деталей колонки по варианту защиты В31 ГОСТ 9.014-78.
4.1, 4.2. (Измененная редакция, Изм. N 2).
4.3. Запорные устройства колонок при транспортировании и хранении должны быть закрыты, при этом между прокладками клапанов и посадочными гнездами должен быть зазор, обеспечивающий сохранность эластичных свойств прокладок.
4.4. Колонки должны быть упакованы в решетчатые ящики по ГОСТ 2991-85. Транспортировать колонки допускается транспортом любого вида. Транспортирование колонок в контейнерах и автомобильным транспортом производится без упаковывания в тару при условии предохранения их от повреждения.
(Измененная редакция, Изм. N 1).
4.5. На каждом ящике с пожарными колонками должна быть нанесена маркировка в соответствии с ГОСТ 14192-77:
наименование или товарный знак предприятия-изготовителя;
наименование и обозначение колонки;
масса брутто.
4.6. Упаковка должна полностью предохранять колонки от повреждений при транспортировании и хранении. Допускается транспортировать колонки в контейнерах, предохраняя их от повреждения.
4.7. (Исключен, Изм. N 1).
4.7. Ящики с упакованными колонками должны храниться в условиях, исключающих воздействие атмосферных осадков.
5. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Предприятие-изготовитель должно гарантировать соответствие колонок требованиям настоящего стандарта при соблюдении условий эксплуатации, транспортирования и хранения, установленных настоящим стандартом.
Гарантийный срок - 18 мес со дня ввода колонок в эксплуатацию.
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ
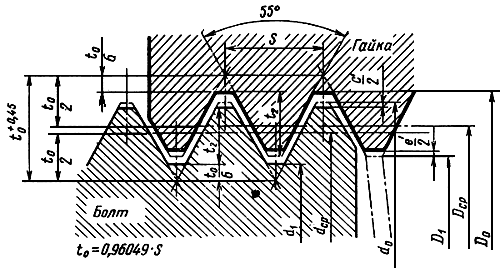
Размеры в мм
|
|
|
| Шаг | Высота | ||||||
резьбы в | на один | олта | гайки |
|
|
| |||||
| | наруж- ный | сред- ний | внутрен- ний | наруж- ный | сред- ний | внут- ренний |
|
|
| |
|
|
|
| ||||||||
9 | 4 | 151,5 | 147,434 | 143,368 | 152,4 | 148,334 | 144,268 | 0,530 | 0,941 | 6,351 | 4,066 |
Текст документа сверен по:
М.: Издательство стандартов, 1986
