ГОСТ 24271-80*
Группа Г21
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ШАРНИРЫ ПОД СВАРКУ НА КАССЕТНЫЕ ПРЕСС-ФОРМЫ ДЛЯ ИЗГОТОВЛЕНИЯ РЕЗИНОТЕХНИЧЕСКИХ ИЗДЕЛИЙ
Конструкция и размеры
Joints welding on plates of bar press moulds for manufacturing of industrial rubber articles. Design and dimensions
ОКП 39 6380
Дата введения 1981-01-01
Постановлением Государственного комитета СССР по стандартам от 24 июня 1980 г. N 3018 срок введения установлен с 01.01.81
ПРОВЕРЕН в 1985 г.
* ПЕРЕИЗДАНИЕ (май 1993 г.) с Изменением N 1, утвержденным в ноябре 1985 г. (ИУС 2-86).
1. КОНСТРУКЦИЯ И РАЗМЕРЫ ШАРНИРОВ
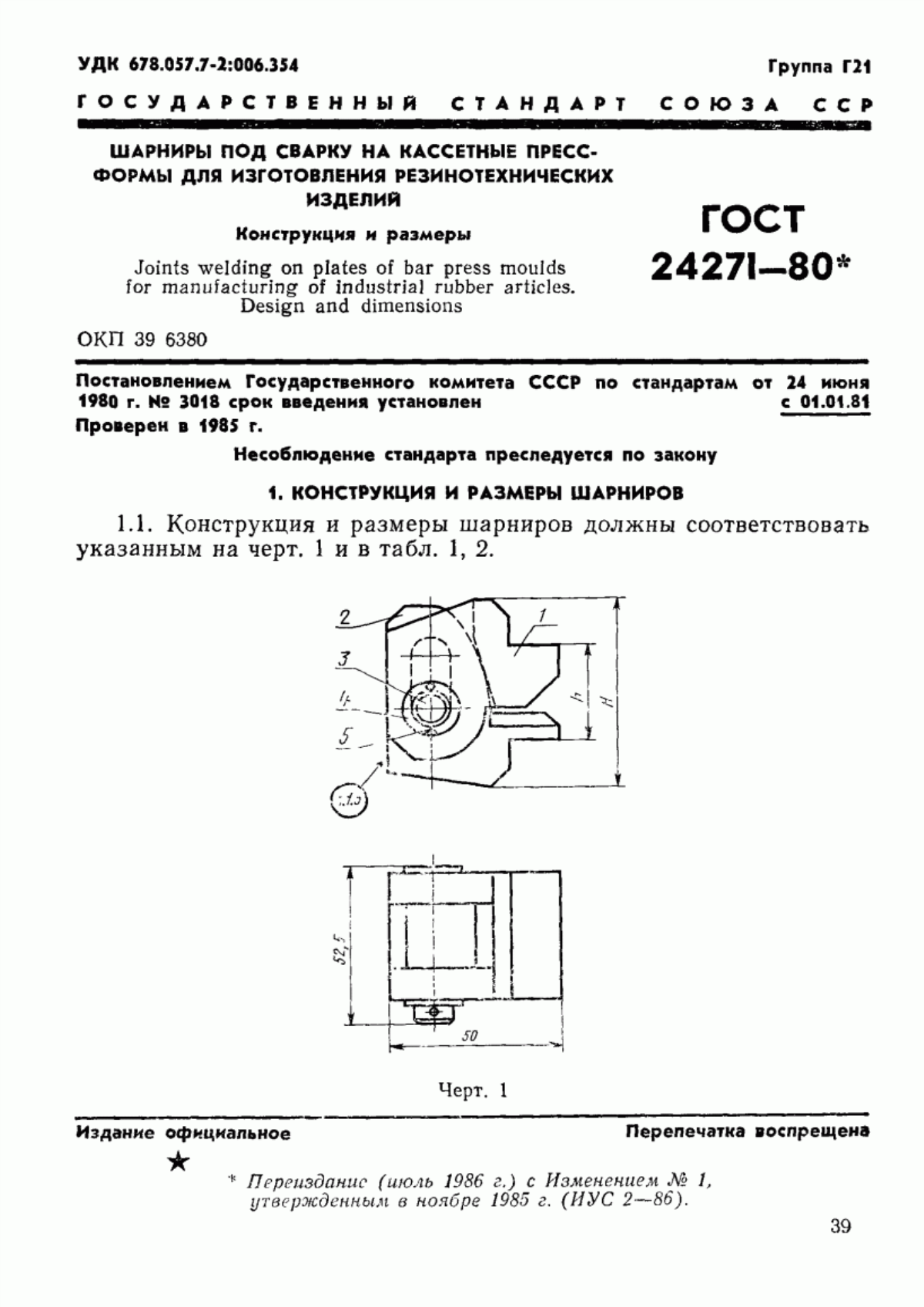
1.1. Конструкция и размеры шарниров должны соответствовать указанным на черт.1 и в табл.1, 2.
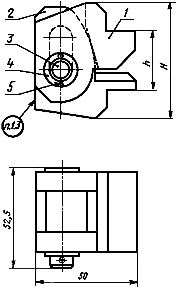
Черт.1
Таблица 1
Размеры в мм
Обозначение шарнира | Применяемость | Масса, кг, не более | ||
1089-0513 | 58 | 28 | 0,597 | |
1089-0501 | 30 | 0,603 | ||
1089-0502 | 35 | 0,621 | ||
1089-0503 | 40 | 0,646 | ||
1089-0504 | 73 | 45 | 0,759 | |
1089-0505 | 50 | 0,769 | ||
1089-0506 | 55 | 0,789 | ||
1089-0507 | 88 | 60 | 0,895 | |
1089-0508 | 65 | 0,913 | ||
1089-0509 | 70 | 0,946 | ||
1089-0511 | 98 | 75 | 1,014 | |
1089-0512 | 80 | 1,053 |
Пример условного обозначения шарнира размерами =58 мм,
=30 мм:
Шарнир 1089-0501 ГОСТ 24271-80
Таблица 2
Обозначение шарнира | Поз.1 | Поз.2 | Поз.3 | Поз.4 | Поз.5 |
Обозначение | |||||
1089-0513 | 1089-0513/001 | 1089-0513/002 | 6-12 | 12.05.45.05 | 3.2 |
1089-0501 | 1089-0501/001 | 1089-0501/002 | |||
1089-0502 | 1089-0502/001 | 1089-0502/002 | |||
1089-0503 | 1089-050З/001 | 1089-0503/002 | |||
1089-0504 | 1089-0504/001 | 1089-0504/002 | |||
1089-0505 | 1089-0505/001 | 1089-0505/002 | |||
1089-0506 | 1089-0506/001 | 1089-0506/002 | |||
1089-0507 | 1089-0507/001 | 1089-0507/002 | |||
1089-0508 | 1089-0508/001 | 1089-0508/002 | |||
1089-0509 | 1089-0509/001 | 1089-0509/002 | |||
1089-0511 | 1089-0511/001 | 1089-0511/002 | |||
1089-0512 | 1089-0512/001 | 1089-0512/002 | |||
1.2. Технические требования - по ГОСТ 14901-79*.
______________
* На территории Российской Федерации действуют ГОСТ 14901-93, ГОСТ 29077-91. - .
1.3. Маркировать: обозначение шарнира, номер настоящего стандарта и товарный знак предприятия-изготовителя.
1.4. Пример применения шарнира дан в справочном приложении.
2. КОНСТРУКЦИЯ И РАЗМЕРЫ ВИЛОК (поз.1)
2.1. Конструкция и размеры вилок должны соответствовать указанным на черт.2 и в табл.3.
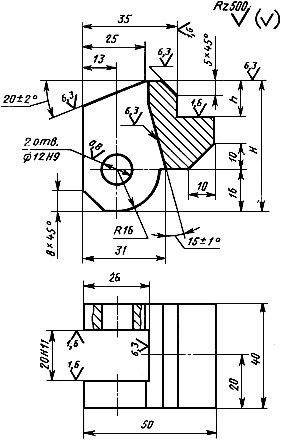
Черт.2
Таблица 3
Размеры в мм
Обозначение вилки | Масса, кг, не более | ||
1089-0513/001 | 50 | 15,0 | 0,329 |
1089-0501/001 | 14,0 | 0,334 | |
1089-0502/001 | 11,5 | 0,346 | |
1089-0503/001 | 9,0 | 0,365 | |
1089-0504/001 | 58 | 14,0 | 0,435 |
1089-0505/001 | 11,5 | 0,439 | |
1089-0506/001 | 9,0 | 0,451 | |
1089-0507/001 | 65 | 14,0 | 0,508 |
1089-0508/001 | 11,5 | 0,520 | |
1089-0509/001 | 9,0 | 0,532 | |
1089-0511/001 | 71 | 11,5 | 0,590 |
1089-0512/001 | 9,0 | 0,602 |
Пример условного обозначения вилки размерами =50 мм,
=14 мм:
Вилка 1089-0501/001 ГОСТ 24271-80
2.2. Материал - сталь 45Л-II по ГОСТ 977-88.
Допускается изготовление из стали марки 45 по ГОСТ 1050-88.
2.3. Твердость - 30...34 HRC.
(Измененная редакция, Изм. N 1).
2.4. Формовочные уклоны - по ГОСТ 3212-92.
2.5. Отливка должна соответствовать 10-му классу точности по ГОСТ 26645-85.
3. КОНСТРУКЦИЯ И РАЗМЕРЫ УШЕК (поз.2)
3.1. Конструкция и размеры ушек должны соответствовать указанным на черт.3 и в табл.4.
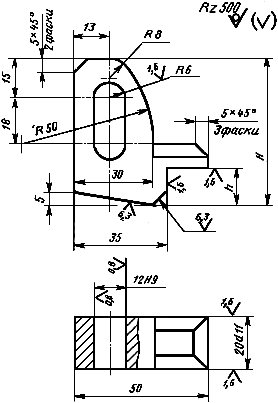
Черт.3
Таблица 4
Размеры в мм
Обозначение ушка | Масса, кг, не более | ||
1089-0513/002 | 56 | 15 | 0,215 |
1089-0501/002 | 14,0 | 0,218 | |
1089-0502/002 | 11,5 | 0,224 | |
1089-0503/002 | 9,0 | 0,230 | |
1089-0504/002 | 63 | 14,0 | 0,273 |
1089-0505/002 | 11,5 | 0,279 | |
1089-0506/002 | 9,0 | 0,285 | |
1089-0507/002 | 71 | 14,0 | 0,336 |
1089-0508/002 | 11,5 | 0,342 | |
1089-0509/002 | 9,0 | 0,363 | |
1089-0511/002 | 75 | 11,5 | 0,373 |
1089-0512/002 | 9,0 | 0,400 |
Пример условного обозначения ушка размерами =56 мм,
=14 мм:
Ушко 1089-0501/002 ГОСТ 24271-80
3.2. Материал - сталь 45Л-II по ГОСТ 977-88.
Допускается изготовление из стали марки 45 по ГОСТ 1050-88.
3.3. Твердость - 30...34 HRC.
3.2, 3.3. (Измененная редакция, Изм. N 1).
3.4. Формовочные уклоны - по ГОСТ 3212-92.
3.5. Отливка должна соответствовать 10-му классу точности по ГОСТ 26645-85.
3.6. По согласованию с потребителем допускается изготовление ушек без скосов под сварку.
3.7. Примеры применения шарнира под сварку для кассетных пресс-форм дан в справочном приложении.
ПРИЛОЖЕНИЕ
Справочное
ПРИМЕРЫ ПРИМЕНЕНИЯ ШАРНИРА ПОД СВАРКУ ДЛЯ КАССЕТНЫХ ПРЕСС-ФОРМ
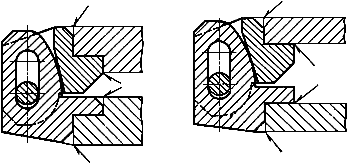
Сварные швы по ГОСТ 5264-80
Черт.4
Электронный текст документа подготовлен
З и сверен по:
Пресс-формы для изготовления резинотехнических изделий.
Детали и сборочные единицы. Конструкция и размеры:
Сб. ГОСТов. ГОСТ 24267-80-ГОСТ 24273-80. -
М.: Издательство стандартов, 1993
