
ГОСТ 26619-85
Группа Г21
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ПРЕСС-ФОРМЫ ОДНОМЕСТНЫЕ ДЛЯ ИЗГОТОВЛЕНИЯ МАНЖЕТ
ГИДРАВЛИЧЕСКИХ УСТРОЙСТВ
Конструкция и размеры
Single-impression press moulds for manufacturing rubber U-packing seals.
Design and dimensions
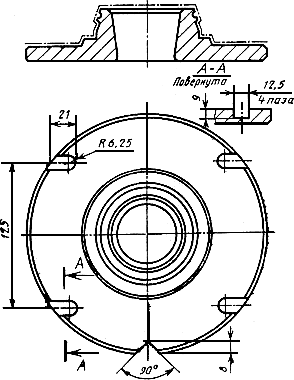
ОКП 39 6381
Дата введения 1986-07-01
РАЗРАБОТАН Министерством тракторного и сельскохозяйственного машиностроения
ИСПОЛНИТЕЛИ
Е.А.Дьяченко (руководитель темы), М.А.Бандурская, И.С.Алтухова, Л.А.Сафронова
ВНЕСЕН Министерством тракторного и сельскохозяйственного машиностроения
Зам. министра В.М.Шабанов
УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 26 сентября 1985 г. N 3057
1. Настоящий стандарт распространяется на съемные одноместные пресс-формы для изготовления резиновых уплотнительных манжет по ГОСТ 14896-84 типов 1 и 3 размерами от 110х90 до 500х475 мм.
Пресс-формы должны изготавливаться трех исполнений:
1 - | для манжет размерами | от 110х90 до 200х180 мм; | |||
2 - | " " " | св. 200х180 до 320х300 мм; | |||
3 - | " " " | св. 320х300 до 500х475 мм. | |||
2. Конструкция и размеры пресс-форм должны соответствовать указанным на черт.1 и в табл.1, 2.
Исполнение 1
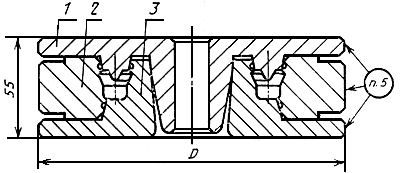
1 - пуансон по табл.1, 2, 3, 4; 2 - обойма по табл.1, 2, 5, 6; 3 - матрица по табл.1, 2, 7, 8;
4 - ручка по ГОСТ 12486-67, 7095-0014 (кол.2); 5 - ручка по ГОСТ 12486-67, 7095-0011 (кол.4)
Черт.1
Исполнение 2
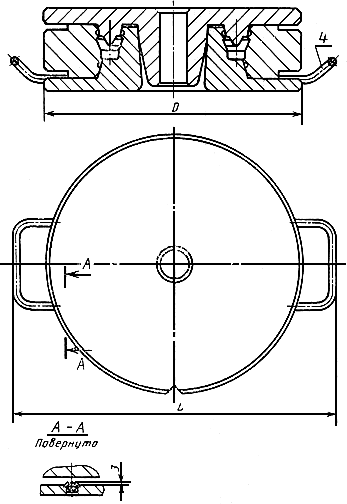
Черт.1 (продолжение)
Исполнение 3
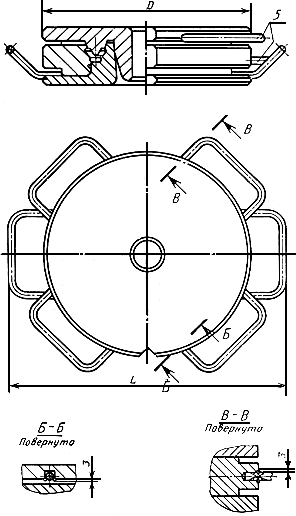
Черт.1 (продолжение)
Таблица 1
Обозначение пресс-форм | При- меня- емость | Обозна- чение | Испол- нение |
|
| Масса, кг, не более | Поз.1 | Поз.2 | Поз.3 |
Обозначение | |||||||||
1886-3451 | 1-110х90 | 1 | 190 | 12,216 | 1886-3451/001 | 1886-3451/002 | 1886-3451/003 | ||
1886-3452 | 1-120х100 | 210 | 13,405 | 1886-3452/001 | 1886-3452/002 | 1886-3452/003 | |||
1886-3453 | 1-125х105 | 13,228 | 1886-3453/001 | 1886-3453/002 | 1886-3453/003 | ||||
1886-3454 | 1-130х110 | 220 | 14,509 | 1886-3454/001 | 1886-3454/002 | 1886-3454/003 | |||
1886-3455 | 1-140х120 | 14,568 | 1886-3455/001 | 1886-3455/002 | 1886-3455/003 | ||||
1886-3456 | 1-145х125 | 14,833 | 1886-3456/001 | 1886-3456/002 | 1886-3456/003 | ||||
1886-3457 | 1-160х140 | 240 | 15,070 | 1886-3457/001 | 1886-3457/002 | 1886-3457/003 | |||
1886-3458 | 1-180х160 | 260 | 17,322 | 1886-3458/001 | 1886-3458/002 | 1886-3458/003 | |||
1886-3459 | 1-200х180 | 280 | 19,258 | 1886-3459/001 | 1886-3459/002 | 1886-3459/003 | |||
1886-3461 | 1-220х200 | 2 | 310 | 394 | 22,817 | 1886-3461/001 | 1886-3461/002 | 1886-3461/003 | |
1886-3462 | 1-240х220 | 330 | 416 | 24,211 | 1886-3462/001 | 1886-3462/002 | 1886-3462/003 | ||
1886-3463 | 1-250х230 | 340 | 426 | 27,746 | 1886-3463/001 | 1886-3463/002 | 1886-3463/003 | ||
1886-3464 | 1-270х250 | 370 | 458 | 27,893 | 1886-3464/001 | 1886-3464/002 | 1886-3464/003 | ||
1886-3465 | 1-280х260 | 23,814 | 1886-3465/001 | 1886-3465/002 | 1886-3465/003 | ||||
1886-3466 | 1-300х280 | 390 | 480 | 30,381 | 1886-3466/001 | 1886-3466/002 | 1886-3466/003 | ||
1886-3467 | 1-320х300 | 410 | 500 | 32,065 | 1886-3467/001 | 1886-3467/002 | 1886-3467/003 | ||
1886-3468 | 1-340х320 | 3 | 440 | 532 | 35,759 | 1886-3468/001 | 1886-3468/002 | 1886-3468/003 | |
1886-3469 | 1-360х335 | 450 | 542 | 35,482 | 1886-3469/001 | 1886-3469/002 | 1886-3469/003 | ||
1886 3471 | 1-385х360 | 480 | 574 | 39,395 | 1886-3471/001 | 1886-3471/002 | 1886-3471/003 | ||
1886-3472 | 1-400х375 | 500 | 594 | 44,398 | 1886-3472/001 | 1886-3472/002 | 1886-3472/003 | ||
1886-3473 | 1-425х400 | 530 | 626 | 48,173 | 1886-3473/001 | 1886-3473/002 | 1886-3473/003 | ||
1886-3474 | 1-450х425 | 560 | 656 | 53,879 | 1886-3474/001 | 1886-3474/002 | 1886-3474/003 | ||
1886-3475 | 1-475х450 | 580 | 676 | 54,861 | 1886-3475/001 | 1886-3475/002 | 1886-3475/003 | ||
1886-3476 | 1-500х475 | 600 | 696 | 64,594 | 1886-3476/001 | 1886-3476/002 | 1886-3476/003 | ||
Таблица 2
Обозна- чение пресс-формы | При- меня- емость | Обозна- чение | Испол- нение |
|
| Масса, кг, не более | Поз.1 | Поз.2 | Поз.3 |
Обозначение | |||||||||
1886-3491 | 3-120х90 | 1 | 210 | - | 12,419 | 1886-3491/001 | 1886-3491/002 | 1886-3491/003 | |
1886 3492 | 3-125х95 | 12,763 | 1886-3492/001 | 1886-3492/002 | 1886-3492/003 | ||||
1886-3493 | 3-130х100 | 220 | 14,071 | 1886-3493/001 | 1886-3493/002 | 1886-3493/003 | |||
1886-3494 | 3-140х110 | 14,211 | 1886-3494/001 | 1886-3494/002 | 1886-3494/003 | ||||
1886-3495 | 3-155х125 | 240 | 14,452 | 1886-3495/001 | 1886-3495/002 | 1886-3495/003 | |||
1886-3496 | 3-160х130 | 14,673 | 1886-3496/001 | 1886-3496/002 | 1886-3496/003 | ||||
1886-3497 | 3-170х140 | 250 | 15,825 | 1886-3497/001 | 1886-3497/002 | 1886-3497/003 | |||
1886-3498 | 3-180х150 | 260 | 16,890 | 1886-3498/001 | 1886-3498/002 | 1886-3498/003 | |||
1886-3499 | 3-190х160 | 270 | 17,505 | 1886-3499/001 | 1886-3499/002 | 1886-3499/003 | |||
1886-3501 | 3-200х170 | 2 | 280 | 18,191 | 1886-3501/001 | 1886-3501/002 | 1886-3501/003 | ||
1886-3502 | 3-210х180 | 290 | 18,794 | 1886-3502/001 | 1886-3502/002 | 1886-3502/003 | |||
1886-3503 | 3-220х190 | 310 | 394 | 23,932 | 1886-3503/001 | 1886-3503/002 | 1886-3503/003 | ||
1886-3504 | 3-230х200 | 320 | 416 | 24.033 | 1886-3504/001 | 1886-3504/002 | 1886-3504/003 | ||
Пример условного обозначения пресс-формы для изготовления манжеты 1-110х90 из резины со средней усадкой 1,5%:
ПРЕСС-ФОРМА 1886-3451-1,5 ГОСТ 26619-85
То же, для изготовления манжеты 3-120х90:
ПРЕСС-ФОРМА 1886-3491-1,5 ГОСТ 26619-85
3. Для индивидуального производства допускается изготовление деталей методом пригонки сопрягаемых конусных поверхностей.
4. Ручки приварить к матрице, обойме, пуансону ручной электродуговой сваркой (электрод типа Э-42).
5. Маркировать шрифтом ПО-5 по ГОСТ 2930-62:
на обойме - условное обозначение пресс-формы (без слова "пресс-форма"), массу пресс-формы, товарный знак предприятия-изготовителя пресс-форм и обозначение манжеты по ГОСТ 14896-84;
на пуансоне и матрице - условное обозначение пресс-формы (без слова "пресс-форма").
Маркировку следует наносить любым способом, обеспечивающим ее сохранность при производстве РТИ.
6. Технические требования - по ГОСТ 14901-79.
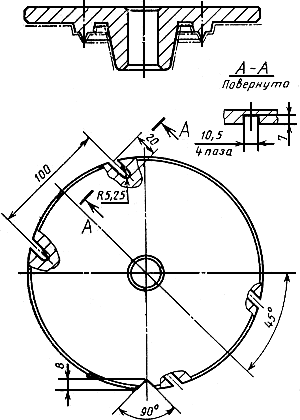
7. Конструкция и размеры пуансона должны соответствовать указанным на черт.2 и в табл.3, 4.
Исполнения 1, 2
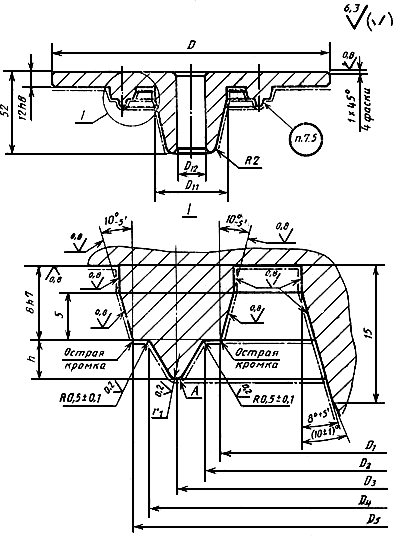
Черт.2
Исполнение 3
Черт.2 (продолжение)
Таблица 3
Размеры, мм
Обозначение |
|
| Масса, | |
1886-3451/001 | 190 | 60 | 30 | 3,994 |
1886-3452/001 | 210 | 65 | 35 | 4,393 |
1886-3453/001 | 70 | 40 | 4,434 | |
1886-3454/001 | 220 | 75 | 45 | 4,843 |
1886-3455/001 | 90 | 60 | 4,562 | |
1886-3456/001 | 95 | 65 | 4,911 | |
1886-3457/001 | 240 | 110 | 80 | 5,744 |
1886-3458/001 | 260 | 130 | 100 | 6,544 |
1886-3459/001 | 280 | 150 | 120 | 7,335 |
1886-3461/001 | 310 | 170 | 140 | 8,725 |
1886-3462/001 | 330 | 190 | 160 | 9,633 |
1886-3463/001 | 340 | 210 | 180 | 9,456 |
1886-3464/001 | 370 | 220 | 190 | 10,119 |
1886-3465/001 | 230 | 200 | 10,393 | |
1886-3466/001 | 390 | 250 | 220 | 11,231 |
1886-3467/001 | 410 | 270 | 240 | 12,921 |
1886-3468/001 | 440 | 290 | 260 | 13,941 |
1886-3469/001 | 450 | 300 | 270 | 14,150 |
1886-3471/001 | 480 | 330 | 300 | 15,832 |
1886-3472/001 | 500 | 340 | 310 | 16,870 |
1886-3473/001 | 530 | 370 | 340 | 17,397 |
1886-3474/001 | 560 | 390 | 360 | 19,273 |
1886-3475/001 | 580 | 420 | 390 | 19,733 |
1886-3476/001 | 600 | 440 | 410 | 20,712 |
Таблица 4
Размеры, мм
Обозначение |
|
| Масса, кг, не более | |
1886-3491/001 | 210 | 60 | 30 | 4,349 |
1886-3492/001 | 65 | 35 | 4,390 | |
1886-3493/001 | 220 | 70 | 40 | 4,809 |
1886-3494/001 | 80 | 50 | 4,818 | |
1886-3495/001 | 240 | 95 | 65 | 4,912 |
1886-3496/001 | 100 | 70 | 5,473 | |
1886-3497/001 | 250 | 110 | 80 | 5,841 |
1886-3498/001 | 260 | 120 | 90 | 6,500 |
1886-3499/001 | 270 | 130 | 100 | 6,771 |
1886-3501/001 | 280 | 140 | 110 | 7,235 |
1886-3502/001 | 290 | 150 | 120 | 7,431 |
1886-3503/001 | 310 | 160 | 130 | 8,521 |
1886-3504/001 | 320 | 170 | 140 | 8,784 |
Пример условного обозначения пуансона для изготовления манжеты 1-110х90 из резины со средней усадкой 1,5%:
ПУАНСОН 1886-3451/001-1,5 ГОСТ 26619-85
То же, для манжеты 3-120х90:
ПУАНСОН 1886-3491/001-1,5 ГОСТ 26619-85
7.1. Материал - сталь марки 40Х по ГОСТ 4543-71.
Допускается изготовление пуансонов из сталей других марок в соответствии с ГОСТ 14901-79.
7.2. Твердость - 39...43 HRC.
При применении сталей других марок твердость должна соответствовать указанной в ГОСТ 14901-79.
7.3. Размеры и шероховатость поверхностей А указаны после покрытия.
7.4. Покрытие поверхностей А - Х18 тв. по ГОСТ 9.073-77, для манжет из резины групп 0 и 1 - Х24 тв.
Поверхности с шероховатостью 0,2 мкм полировать до и после покрытия.
7.5. На пуансонах маркировать в зеркальном изображении условное обозначение манжеты по ГОСТ 14896-84 (без слова "манжета" и обозначения стандарта), товарный злак предприятия-изготовителя манжет.
Маркировка должна быть выполнена шрифтом ПО-2 - ПО-5 по ГОСТ 2930-62, глубина маркировки не должна превышать 0,2 мм.
7.6. Исполнительные размеры формообразующих поверхностей - ![]() и значение средних усадок резины приведены в ГОСТ 26620-85.
и значение средних усадок резины приведены в ГОСТ 26620-85.
7.7. Технические требования - по ГОСТ 14901-79.
8. Конструкция и размеры обоймы должны соответствовать указанным на черт.3 и в табл.5, 6.
Исполнение 1
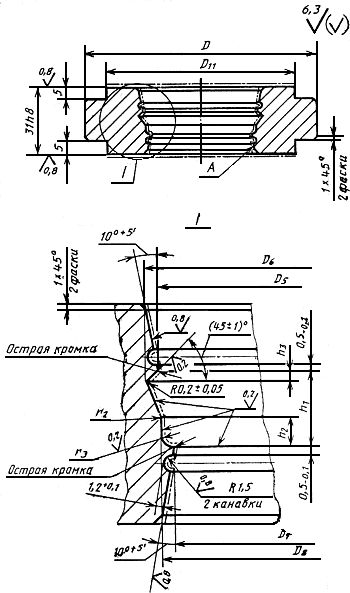
Черт.3
Исполнение 3
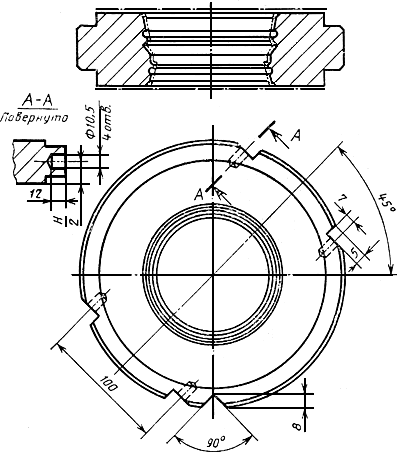
Черт.3 (продолжение)
Таблица 5
Размеры, мм
Обозначение обоймы |
| Масса, | |
1886-3451/002 | 190 | 160 | 4,556 |
1886-3452/002 | 210 | 180 | 4,816 |
1886-3453/002 | 4,581 | ||
1886-3454/002 | 220 | 190 | 5,121 |
1886-3455/002 | 4,603 | ||
1886-3456/002 | 4,330 | ||
1885-3457/002 | 240 | 210 | 5,140 |
1886-3458/002 | 260 | 230 | 5,615 |
1886-3459/002 | 280 | 250 | 6,001 |
1886-3461/002 | 310 | 280 | 7,576 |
1886-3462/002 | 330 | 300 | 8,051 |
1886-3463/002 | 340 | 310 | 8,352 |
1886-3464/002 | 370 | 340 | 10,314 |
1886-3465/002 | 9,260 | ||
1886-3466/002 | 390 | 360 | 9,642 |
1886-3467/002 | 410 | 380 | 9,207 |
1886-3468/002 | 440 | 410 | 11,283 |
1886-3469/002 | 450 | 420 | 9,800 |
1886-3471/002 | 480 | 450 | 11,266 |
1886-3472/002 | 500 | 470 | 12,554 |
1886-3473/002 | 530 | 500 | 14,468 |
1886-3474/002 | 560 | 530 | 16,600 |
1886-3475/002 | 580 | 550 | 15,292 |
1886-3476/002 | 600 | 570 | 17,464 |
Таблица 6
Размеры, мм
Обозначение обоймы |
| Масса, | |
1886-3491/002 | 210 | 180 | 4,499 |
1886-3492/002 | 4,759 | ||
1886-3493/002 | 220 | 190 | 5,064 |
1886-3494/002 | 4,056 | ||
1886-3495/002 | 240 | 210 | 5,047 |
1886-3496/002 | 4,098 | ||
1886-3497/002 | 250 | 220 | 5,192 |
1886-3498/002 | 260 | 230 | 5,558 |
1886-3499/002 | 270 | 240 | 5,737 |
1886-3501/002 | 280 | 250 | 5,944 |
1886-3502/002 | 290 | 260 | 6,210 |
1886-3503/002 | 310 | 280 | 7,519 |
1886-3504/002 | 320 | 290 | 7,732 |
Пример условного обозначения обоймы для изготовления манжеты 1-110х90 из резины со средней усадкой 1,5%:
ОБОЙМА 1886-3451/002 1,5 ГОСТ 26619-85
То же, для манжеты 3-120х90:
ОБОЙМА 1886-3491/002 1,5 ГОСТ 26619-85
8.1. Материал - сталь марки 40X пo ГОСТ 4543-71.
Допускается изготовление обойм из сталей других марок в соответствии с ГОСТ 14901-79.
8.2. Твердость - 39...43 HRC.
При применении сталей других марок твердость должна соответствовать указанной в ГОСТ 14901-79.
8.3. Размеры и шероховатость поверхностей А указаны после покрытия.
8.4. Покрытие поверхностей А - Х18 тв. по ГОСТ 9.073-77, для манжет из резины групп 0 и 1 - Х24 тв.
Поверхности с шероховатостью 0,2 мкм полировать до и после покрытия.
8.5. Исполнительные размеры формообразующих поверхностей - ![]() и значения средних усадок резины приведены в ГОСТ 26620-85.
и значения средних усадок резины приведены в ГОСТ 26620-85.
8.6. Технические требования - по ГОСТ 14901-79.
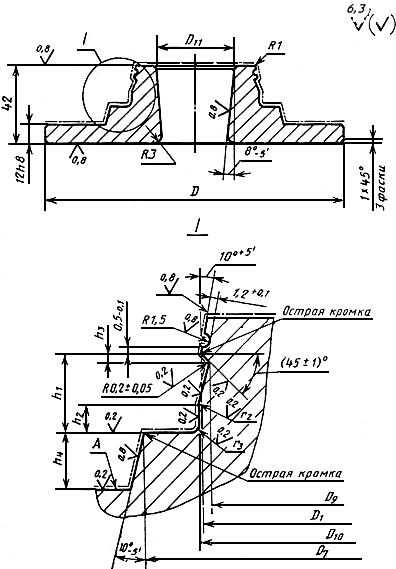
9. Конструкция и размеры матрицы должны соответствовать указанным на черт.4 и в табл.7-9.
Исполнение 1
Черт.4
Исполнение 2, 3
Черт.4 (продолжение)
Таблица 7
Размеры, мм
Обозначение матрицы |
|
| Масса, | |
1886-3451/003 | 190 | 60 | 13,0 | 3,666 |
1886-3452/003 | 210 | 65 | 4,196 | |
1886-3453/003 | 70 | 4,213 | ||
1886-3454/003 | 220 | 75 | 4,545 | |
1886-3455/003 | 90 | 4,403 | ||
1886-3456/003 | 95 | 3,592 | ||
1886-3457/003 | 240 | 110 | 4,186 | |
1886-3458/003 | 260 | 130 | 4,443 | |
1886-3459/003 | 280 | 150 | 5,163 | |
1886-3461/003 | 310 | 170 | 5,922 | |
1886-3462/003 | 330 | 190 | 6,516 | |
1886-3463/003 | 340 | 210 | 6,527 | |
1886-3464/003 | 370 | 220 | 7,938 | |
1886-3465/003 | 230 | 8,948 | ||
1886-3466/003 | 390 | 250 | 8,240 | |
1886-3467/003 | 410 | 270 | 8,941 | |
1886-3468/003 | 440 | 290 | 9,937 |
Таблица 8
Размеры, мм
Обозначение матрицы |
|
| Масса, кг, не более | |||||
|
| Средняя усадка резины, % |
| |||||
1,0 | 1,5 | 2,0 | 2,5 | 3,0 | ||||
Поле допуска h7 | ||||||||
1886-3469/003 | 450 | 300 | 10,5 | 10,3 | 10,3 | 10,2 | 10,1 | 10,535 |
1886-3471/003 | 480 | 330 | 11,532 | |||||
1886-3472/003 | 500 | 340 | 12,297 | |||||
1886-3473/003 | 530 | 370 | 14,974 | |||||
1886-3474/003 | 560 | 390 | 16,308 | |||||
1886-3475/003 | 580 | 420 | 18,606 | |||||
1886-3476/003 | 600 | 440 | 21,418 | |||||
Таблица 9
Размеры , мм
Обозначение матрицы |
| Масса, кг, не более | ||||||
|
| Средняя усадка резины, % |
| |||||
1,0 | 1,5 | 2,0 | 2,5 | 3,0 | ||||
Поле допуска h7 | ||||||||
1886-3491/003 | 210 | 60 | 5,8 | 5,7 | 5,7 | 5,6 | 5,5 | 3,571 |
1886-3492/003 | 65 | 3,614 | ||||||
1886-3493/003 | 220 | 70 | 4,198 | |||||
1886-3494/003 | 80 | 4,337 | ||||||
1886-3495/003 | 240 | 95 | 4,493 | |||||
1886-3496/003 | 100 | 4,512 | ||||||
1886-3497/003 | 250 | 110 | 4,789 | |||||
1886-3498/003 | 260 | 120 | 4,832 | |||||
1886-3499/003 | 270 | 130 | 4,997 | |||||
1886-3501/003 | 280 | 140 | 5,012 | |||||
1886-3502/003 | 290 | 150 | 5,153 | |||||
1886-3503/003 | 310 | 160 | 5,892 | |||||
1886-3504/003 | 320 | 170 | 6,517 | |||||
Пример условного обозначения матрицы для изготовления манжеты 1-110х90 из резины со средней усадкой 1,5%:
МАТРИЦА 1886-3451/008 1,5 ГОСТ 26619-85
То же, для манжеты 3-120х90:
МАТРИЦА 1886-3491/003 1,5 ГОСТ 26619-85
8.1. Материал - сталь марки 40Х по ГОСТ 4543-71.
Допускается изготовление матриц из сталей других марок в соответствии с ГОСТ 14901-79.
8.2. Твердость - 39...43 НRС.
При применении сталей других марок твердость должна соответствовать указанной в ГОСТ 14901-79.
8.3. Размеры и шероховатость поверхностей А указаны после покрытия.
8.4. Покрытие поверхности А - Х18 тв. по ГОСТ 9.073-77, для манжет из резины групп 0 и 1 - Х24 тв.
Поверхности с шероховатостью 0,2 мкм полировать до и после покрытия.
8.5. Исполнительные размеры формообразующих поверхностей - ![]() и значения средних усадок резины приведены в ГОСТ 26620-85.
и значения средних усадок резины приведены в ГОСТ 26620-85.
8.6. Технические требования - пo ГОСТ 14901-79.
Электронный текст документа
и сверен по:
Пакеты съемных многоместных
и кассетных пресс-форм
и пресс-формы одноместные
для изготовления манжет
гидравлических устройств.
Конструкция и размеры:
Сб. ГОСТов. ГОСТ 26616-85-ГОСТ 26620-85. -
М.: Издательство стандартов, 1986
