ГОСТ 23117-91
Группа Ж34
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ЗАЖИМЫ ПОЛУАВТОМАТИЧЕСКИЕ ДЛЯ НАТЯЖЕНИЯ АРМАТУРЫ ЖЕЛЕЗОБЕТОННЫХ КОНСТРУКЦИЙ
Технические условия
Semiautomatic grips for tensioning of the steel in prestressed concrete structures. Specifications
ОКП 48 4221
Дата введения 1992-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Научно-исследовательским, проектно-конструкторским и технологическим институтом бетона и железобетона (НИИЖБ) Госстроя СССР
РАЗРАБОТЧИКИ
А.А.Мартынов, канд. техн. наук (руководитель темы); В.В.Смурыгин; В.А.Куликов; О.Д.Золотова; И.М.Дробященко, канд. техн. наук; Б.Л.Скляр, канд. техн. наук; Р.М.Колтовская; И.Н.Нагорняк
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ постановлением Государственного комитета СССР по строительству и инвестициям от 20.09.91 г. N 6
3. ВЗАМЕН ГОСТ 23117-78
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
3.1 | |
1.4.3 | |
3.3 | |
1.4.3 | |
1.4.3 | |
3.1 | |
3.1 | |
1.4.2 | |
1.4.2 | |
1.7.4 | |
1.4.2 | |
1.1, 1.2.1 | |
1.1, 1.2.1, 1.4.2 | |
3.4 | |
4.2 | |
1.4.2 | |
1.7.1 | |
1.1, 1.2.1 | |
1.1, 1.2.1 | |
1.4.4 | |
1.7.1 | |
1.4.2 | |
4.3 | |
1.7.1 | |
1.7.2 | |
3.5.1 | |
4.2 | |
3.5.1 | |
ТУ 2-034-225-88 | 3.1 |
ТУ 14-4-22-71 | 1.1, 1.2.1 |
5. ПЕРЕИЗДАНИЕ. Февраль 1999 г.
Настоящий стандарт распространяется на полуавтоматические зажимы, предназначенные для натяжения арматуры из канатов, проволоки, а также стержневой арматуры, применяемой при изготовлении предварительно напряженных железобетонных изделий, конструкций заводского изготовления (далее - конструкций).
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Зажимы для натяжения арматуры из канатов класса К7 по ГОСТ 13840, К19 по ТУ 14-4-22*, проволоки по ГОСТ 7348, а также стержневой арматуры классов Aт-IV, Aт-V, Aт-VI и Aт-VII по ГОСТ 10884 или классов А-IIIв, А-IV, A-V и A-VI по ГОСТ 5781 следует изготовлять в соответствии с требованиями настоящего стандарта и технологической документации по рабочим чержам, утвержденным в установленном порядке.
________________
* Документ в информационных продуктах не содержится. За информацией о документе Вы можете обратиться в Службу поддержки пользователей. - .
1.2. Основные параметры и размеры
1.2.1. Зажимы по конструкции и в зависимости от назначения подразделяют на типы и марки, приведенные в табл.1.
Таблица 1
Тип | Марка | Напрягаемая арматура | |
|
| Вид, класс и обозначение НТД | Диаметр, мм |
1 | П1-3-5 | Проволочная, В, Вр по ГОСТ 7348 | 3; 4; 5 |
К1-4,5-6 | Канатная, К7 по ГОСТ 13840 | 4,5; 6 | |
ПК1-6-9 | Проволочная, В, Вр по ГОСТ 7348 или канатная, К7 по ГОСТ 13840 | 6; 7,5; 9 | |
2 | К2-12-15 | Канатная, К7 по ГОСТ 13840 | 12; 15 |
| Канатная, К19 по ТУ 14-4-22 | 14 | |
С2-8-14 | Стержневая, Ат-VII, Ат-VI, Ат-V или Ат-IV по ГОСТ 10884; A-V, A-IV или A-IIIв по ГОСТ 5781 | 8; 10; 12; 14 | |
С2-10-18 | 10; 12; 14; 16; 18 | ||
С2-16-25 | 16; 18; 20; 22; 25 | ||
3 | С3-16-25 |
| |
С3-25-32 | 25; 28; 32 | ||
С3-32-40 | 32; 36; 40 | ||
Примечание. Допускается изготовлять зажимы и съемные детали к ним других конструкций и типов, не указанных в табл 1-3 и на черт 1-5, но удовлетворяющие техническим требованиям настоящего стандарта. | |||
1.2.2. Условное обозначение типов и марок зажимов состоит из буквенно-цифровых групп, разделенных дефисом.
Первая группа содержит буквенно-цифровое обозначение вида арматуры (П - проволочная, К - канатная, ПК - проволочная или канатная, С - стержневая) и типа зажима; вторая группа - обозначение наименьшего, наибольшего и конкретного диаметра напрягаемой арматуры в миллиметрах, а также обозначение настоящего стандарта.
Пример условного обозначения зажима марки П1-3-5 для натяжения проволоки диаметром 4 мм:
П1-3-5-4 ГОСТ 23117-91
то же, зажима марки К2-12-15 для натяжения арматуры из канатов диаметром 14 мм:
К2-12-15-14 ГОСТ 23117-91
то же, зажима марки С3-16-25 для натяжения стержневой арматуры диаметром 20 мм:
С3-16-25-20 ГОСТ 23117-91
1.2.3. Основные размеры, допуски и параметры зажимов должны соответствовать указанным на черт.1-3 и в табл.2.
Зажим типа 1
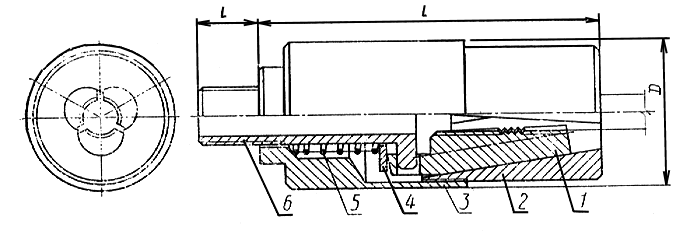
1 - зажимная губка; 2 - корпус; 3 - хвостовик; 4 - шайба; 5 - винтовая пружина; 6 - толкатель
Черт.1
Зажим типа 2
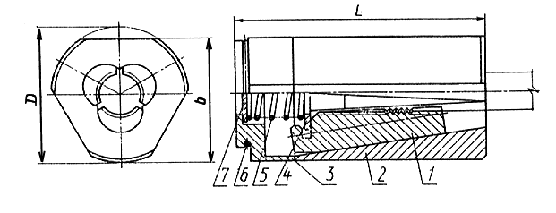
1 - зажимная губка; 2 - корпус; 3 - хвостовик; 4 - шайба; 5 - винтовая пружина; 6 - кольцевая пружина; 7 - заглушка
Черт.2
Зажим типа 3

1 - зажимная губка; 2 - корпус; 3 - хвостовик; 4 - шайба; 5 - винтовая пружина; 6 - толкатель
Черт.3
Таблица 2
Размеры, мм
Тип | Марка |
| |||
|
| Не более | |||
1 | П1-3-5 | 26 | 60 | 10 | - |
К1-4,5-6 | |||||
ПК1-6-9 | 40 | 90 | |||
2 | К2-12-15 | 54 | 95 | - | 50 |
C2-8-14 | 48 | 75 | - | ||
C2-10-18 | 52 | 80 | |||
C2-16-25 | 76 | 95 | 67 | ||
3 | C3-16-25 | 80 | 120 | 55 | - |
C3-25-32 | 100 | 180 | |||
C3-32-40 | 115 | 200 | |||
1.2.4. Основные размеры съемных деталей зажимов (головок толкателя и шарнирных вилок) должны соответствовать указанным на черт.4, 5 и в табл.3.
Головка толкателя
Исполнение 1

Исполнение 2

Черт.4
Вилка шарнирная

Черт.5
Таблица 3
Размеры, мм
Марка зажима | ||
К2-12-15, С2-8-14, С2-10-18 | 35 | 80 |
С2-16-25 | 45 | 80 |
1.3. Характеристики
1.3.1. Зажимы выпускают в собранном виде в комплекте с губками, предназначенными для натяжения арматуры конкретного диаметра.
Губки должны быть взаимозаменяемыми.
1.3.2. Губки в каналах корпуса зажима должны перемещаться свободно. При этом губки должны достигать плоскости торца корпуса зажима или выходить за ее пределы не более чем на 5 мм.
1.3.3. Арматура, вставленная в зажим, не должна проскальзывать при вытягивании ее с усилием более 39 Н (4 кгс).
1.3.4. Значения предельной статической нагрузки, обеспечиваемой зажимами при натяжении арматуры максимального диаметра, и контрольной нагрузки под арматуру конкретного диаметра должны соответствовать указанным в табл.4.
Таблица 4
Марка зажима | Образцы арматуры | Нагрузка, кН (тс) | ||
| Диаметр, мм | Класс | предельная статическая | контрольная |
П1-3-5 | 3 | В, Вр | 24,5 (2,5) | 10,8 (1,1) |
4 | 18,6 (1,9) | |||
5 | 29,4 (3,0) | |||
К1-4,5-6 | 4,5 | К7, В, Вр | 29,4 (3,0) | 19,6 (2,0) |
ПК1-6-9 | 6 | 70,6 (7,2) | 34,3 (3,5) | |
7,5 | 53,9 (5,5) | |||
9 | 78,4 (8,0) | |||
К2-12-15 | 12 | 176,5 (18,0) | 122,6 (12,5) | |
15 | 191,2 (19,5) | |||
14 | К19 |
| ||
С2-8-14 | 8 | Ат-VII, Ат-VI или Ат-IV, A-V, A-IV или A-IIIв | 117,7 (12,0) | 49,5 (5,0) |
10 | 73,5 (7,5) | |||
12 | 107,9 (11,0) | |||
14 | 147,1 (15,0) | |||
С2-10-18 | 10 | 176,5 (18,0) | 73, 5 (7,5) | |
12 | 179,0 (11,0) | |||
14 | 147,1 (15,0) | |||
16 | 161,8 (16,5) | |||
18 | 205,9 (21,0) | |||
С2-16-25 | 16 | 343,2 (35,0) | 161,8 (16,5) | |
С3-16-25 | 18 | 205,9 (21,0) | ||
20 | 250,1 (25,5) | |||
22 | 304,0 (31,0) | |||
25 | 392,3 (40,0) | |||
С3-25-32 | 539,4 (55,0) | |||
28 | 490,3 (50,00) | |||
32 | 637,4 (65,0) | |||
С3-32-40 | 637,4 (65,0) | |||
36 | 666,8 (68,0) | |||
40 | 706,1 (72,0) | |||
1.4. Требования к материалам и комплектующим изделиям
1.4.1. Материалы для изготовления зажимов и их съемных деталей принимают в соответствии с требованиями рабочих чертежей.
1.4.2. Детали зажимов (корпус, губки, хвостовик, шайба, винтовая и кольцевая пружины, толкатель) следует изготовлять из стали с механическими характеристиками (твердостью) и термической обработкой (цементацией, закалкой, низкотемпературным отпуском после закалки), соответствующими требованиям табл.5.
1.4.3. Все поверхности зажимов и съемных деталей (головок толкателей исполнений 1 и 2, шарнирных вилок) перед сборкой должны быть очищены от окислов по ГОСТ 9.402* и затем подвергнуты химическому оксидированию или хромированию по ГОСТ 9.301. Выбор покрытия - по ГОСТ 9.303.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 9.402-2004. - .
Таблица 5
Наименование | Материал | Термическая обработка и |
Корпус | Сталь марки 30ХГСА или 35ХГСА по ГОСТ 4543 | Закалка, отпуск (твердость 40...43,5 |
Зажимная губка | Сталь марки 18ХГТ или 12ХНЗА по ГОСТ 4543 | Цементация, закалка, отпуск (твердость 56...61 |
Толкатель | Сталь марки 40Х или 30ХГСА по ГОСТ 4543 | Закалка, отпуск (твердость 30...34 |
Хвостовик и фиксирующая шайба | Сталь марки 45 по ГОСТ 1050 | Закалка, отпуск (твердость 32...36 |
Винтовая и кольцевая пружины | Стальная пружинная проволока II класса по ГОСТ 9389 | Низкотемпературный отпуск после закалки |
Штифт | Стальная проволока по ГОСТ 7348 | - |
Шайба | Сталь марки Ст3 по ГОСТ 380* | |
_______________ * На территории Российской Федерации документ не действует. Действует ГОСТ 380-2005, здесь и далее по тексту. - . Примечание. Съемные детали зажимов следует изготовлять из проволоки по ГОСТ 7348, стали марки 45 по ГОСТ 1050 или из круглой стали со специально обработанной поверхностью (серебрянки) по ГОСТ 14955. | ||
1.4.4. Цилиндрические поверхности губок, поставляемых в сборе с зажимами и в качестве запасных деталей, а также каналы в корпусе зажимов должны быть покрыты пастой ВНИИ НП-232 по ГОСТ 14068.
1.4.5. Ресурс деталей зажимов должен быть не менее, циклов:
1000 - для всех деталей, за исключением губок;
60 - для губок под проволоку классов В, Вр и канатов классов К7 и К19, эксплуатируемых в условиях вибрации и термовлажностной среды;
100 - то же, в условиях отсутствия вибрации и термовлажностной среды;
300 - для губок под стержневую арматуру классов Ат-VII, Ат-VI, Ат-V и Ат-IV;
400 - то же, классов A-V, A-IV и A-III.
1.5. Комплектность
1.5.1. Зажимы следует поставлять со съемными деталями и тремя комплектами запасных губок для арматуры одного диаметра.
При разовом использовании зажимов допускается их комплектность оговаривать в договоре на поставку.
1.5.2. Зажимы комплектуют следующими съемными деталями:
марок П1-3-5 и К1-4,5-6 - головкой толкателя исполнения 1;
марки ПК1-6-9 - головкой толкателя исполнения 2;
марок К2-12-15, С2-8-14, С2-10-18, С2-16-25 - шарнирной вилкой.
1.5.3. Съемные детали поставляют из расчета одного комплекта на 20 зажимов одной марки.
Если в заказе число зажимов не кратное 20, то при поставке 10 и более зажимов следует дополнить один комплект съемных деталей.
1.5.4. По согласованию потребителя с изготовителем допускается дополнительно поставлять съемные детали и губки под арматуру других диаметров.
1.6. Маркировка
1.6.1. На каждом зажиме должны быть нанесены методом клеймения товарный знак предприятия-изготовителя и условное обозначение зажима.
1.6.2. На переднем торце корпуса зажима и каждой губки должно быть нанесено клеймо, указывающее предназначенный для них диаметр арматуры.
1.7. Упаковка
1.7.1. Зажимы, съемные детали и запасные губки должны быть завернуты в бумагу по ГОСТ 9569* и упакованы в деревянные ящики по ГОСТ 15623.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 9569-2006. - .
Допускается другая упаковка, обеспечивающая сохранность зажимов от механических повреждений и воздействия влаги во время транспортирования и хранения.
Маркировка упаковки (ящиков) - по ГОСТ 14192.
1.7.2. Упаковка зажимов и съемных деталей, поставляемых в районы Крайнего Севера, - по ГОСТ 15846*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ 15846-2002. - .
1.7.3. Зажимы разных марок и губки разных размеров упаковывают раздельно.
1.7.4. Ящики должны быть обтянуты упаковочной стальной лентой или стальной проволокой по ГОСТ 3282.
Масса ящиков брутто - не более 50 кг.
1.7.5. В каждый ящик (упаковочное место) должны быть вложены:
"Краткие правила эксплуатации зажимов";
документ о качестве;
ведомость с указанием числа зажимов, съемных деталей и губок.
2. ПРИЕМКА
2.1. Зажимы подлежат приемке по результатам входного, операционного и приемочного контроля.
2.2. При входном контроле материалов устанавливают их соответствие требованиям п.1.4.1
2.3. При операционном контроле на технологических постах устанавливают соответствие корпуса зажима, губок и съемных деталей требованиям пп.1.4.2 и 1.4.3.
2.4. При приемосдаточных испытаниях зажимы в сборе и съемные детали принимают партиями.
2.4.1. Объем партии - 300 зажимов одной марки.
Число зажимов в сборе для арматуры конкретного диаметра в заказе менее 300 считают отдельной партией.
2.4.2. Для контрольной выборочной проверки от партии отбирают 5% зажимов, но не менее 5 шт.
2.4.3. Для отобранных от партии для контрольной проверки зажимов устанавливают соответствие их требованиям пп.1.2.3, 1.2.4, 1.3, 1.4.4, 1.5-1.7, 3.3-3.5.
Если зажимы поставляют с губками для арматуры разных диаметров, то испытания их в сборе на соответствие требованиям п.1.3.4 проводят для всех диаметров.
2.4.4. Если при проверке отобранных для приемки зажимов и съемных деталей хотя бы один зажим (изделие) не будет соответствовать требованиям настоящего стандарта, то следует провести повторную проверку удвоенного числа зажимов (изделий), взятых из проверяемой партии.
Если при повторной проверке хотя бы один зажим (изделие) не будет соответствовать требованиям настоящего стандарта, то проверяют каждый зажим (изделие).
2.5. Периодические испытания зажимов в сборе на контрольную нагрузку для конкретного диаметра арматуры, приведенную в табл.4, проводят перед началом массового изготовления, и в дальнейшем при внесении в зажимы конструктивных изменений или при изменении технологии изготовления или материалов, но не реже одного раза в год.
Периодические испытания зажимов на соответствие требованиям п.1.4.5 проводят на предприятии - потребителе зажимов в процессе эксплуатации. При этом фактический ресурс деталей зажимов устанавливают по данным заводских документов, удостоверяющих соответствие их п.1.4.5.
2.6. Потребителю предоставляют право производить контрольную проверку зажимов, указанных в заказе, на соответствие требованиям настоящего стандарта.
2.7. Изготовитель поставляет зажимы в объеме, указанном в заказе потребителя, сопровождая их документом о качестве, в котором указывают:
наименование и товарный знак предприятия-изготовителя;
марку зажима;
губки под диаметр арматуры и их число;
значение предельной статической нагрузки при натяжении арматуры максимального диаметра;
значение контрольной нагрузки, которую выдерживают губки зажима для указанного диаметра арматуры;
дату выпуска;
обозначение настоящего стандарта.
3. МЕТОДЫ КОНТРОЛЯ
3.1. Средства измерения геометрических размеров:
штангенциркули по ГОСТ 166;
нутромеры по ГОСТ 10;
щупы по ТУ 2-034-225 2-го класса точности;
нестандартизованные средства измерения линейных размеров, прошедших метрологическую аттестацию в соответствии с требованиям ГОСТ 8.326*.
________________
* На территории Российской Федерации документ не действует. Действуют Порядок проведения испытаний стандартных образцов или средств измерений в целях утверждения типа, Административный регламент по предоставлению Федеральным агентством по техническому регулированию и метрологии государственной услуги по утверждению типа стандартных образцов или типа средств измерений, Требования к знакам утверждения типа стандартных образцов или типа средств измерений и порядка их нанесения. - .
3.2. Применяемые средства измерения геометрических размеров должны обеспечивать погрешность измерения не более допуска измеряемого параметра зажима.
3.3. Качество покрытия, предохраняющего зажимы и съемные детали от коррозии, проверяют по ГОСТ 9.302.
3.4.Твердость деталей, прошедших термическую обработку, контролируют по ГОСТ 9013.
3.5. Испытание зажимов на контрольную нагрузку
3.5.1. Для испытаний зажимов следует применять разрывную машину по ГОСТ 28840.
Допускается применять другие разрывные машины, удовлетворяющие требованиям настоящего стандарта. При этом машины должны быть аттестованы в установленном порядке в соответствии с требованиями ГОСТ 24555*.
________________
* На территории Российской Федерации документ не действует. Действует ГОСТ Р 8.568-97. - .
3.5.2. При испытании по одной из схем, указанных на черт.6 и 7, должны соблюдаться требования:
образцы должны быть прямолинейными, некорродированными, без механических повреждений, а концы образцов из каната - нерасплетенными;
длина образцов - не менее четырехкратной длины зажима;
надежное центрирование зажимов с образцами арматуры;
плавность нагружения.
3.5.3. Образцы арматуры должны быть установлены в зажимы так, чтобы они перекрывались зубчатыми поверхностями губок.
Схема испытания двух зажимов на разрывной машине | |
|
|
1 - зажим; 2 - приспособление для | 1 - зажим; 2 - приспособление для |
Черт.6 | Черт.7 |


При многократном испытании на одном образце арматуры участок образца, деформированный от воздействия зубчатых поверхностей губок зажима, следует переместить за пределы губок.
3.5.4. Расстояние между торцами корпуса зажима и губки до нагружения арматуры, введенной в зажимы, должно соответствовать указанному на черт.6 и в табл.6.
3 5.5. Средняя скорость нагружения должна быть не более 98 кН/мин (10 тс/мин).
3.5.6. Испытания начинают с приложения на арматурный образец 50% величины контрольной нагрузки, приведенной в табл.4, затем снимают ее и освобождают зажимы.
Таблица 6
Напрягаемая арматура | Расстояние | |
Диаметр, мм | Вид | |
3 | Проволочная или канатная | 4-5 |
4 | ||
4,5 | ||
5 | ||
6 | 5-8 | |
9 | 6-10 | |
12 | 7-12 | |
14 | 8-13 | |
15 | ||
8 | Стержневая | 6-10 |
10 | ||
12 | ||
14 | 7-12 | |
16 | ||
18 | 8-14 | |
20 | ||
22 | 10-16 | |
25 | ||
28 | 12-18 | |
32 | ||
36 | 14-20 | |
40 | ||
После проверки образца зажимы заново устанавливают на необжатые участки образца арматуры, прикладывают нагрузку, равную 100% контрольной нагрузки, и выдерживают ее в течение 3 мин.
3.5.7. Зажим считают выдержавшим испытания, если после снятия нагрузки (после одного цикла испытаний) детали зажима не деформированы.
Зажим от образца арматуры освобождают вручную при легком постукивании по хвостовику или образцу арматуры.
Осмотр деталей - визуальный.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Зажимы и съемные детали перевозят крытым транспортом любого вида в условиях, исключающих механические повреждения и коррозию, и в соответствии с "Правилами перевозок грузов", действующих на данном транспорте.
4.2. Транспортирование ящиков пакетами должно производиться по ГОСТ 24597.
Средства пакетирования - плоские поддоны по ГОСТ 9078.
Средства скрепления пакетов - по ГОСТ 24597.
4.3. Хранение зажимов - по группе условий С по ГОСТ 15150.
5. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
5.1. Соединение зажима с арматурой и освобождение арматуры из зажима после работы производят вручную в соответствии с п.3.5.
5.2. При эксплуатации зажимов следует руководствоваться "Краткими правилами эксплуатации зажимов для натяжения арматуры железобетонных конструкций", разработанными НИИЖБ Госстроя СССР.
6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие зажимов и съемных деталей требованиям настоящего стандарта при соблюдении условий транспортирования, хранения и эксплуатации.
6.2. Гарантийный срок эксплуатации зажимов и съемных деталей - 12 мес со дня ввода их в эксплуатацию, но не более установленного ресурса и 18 мес со дня поступления их на предприятие-потребитель.
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1999
