ГОСТ 21610-82
(СТ СЭВ 3131-81)
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ ФРЕЗЕРНЫЕ
С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ
Основные параметры и присоединительные размеры
Numerically controlled milling machines.
Basic parameters and coupling dimensions
ОКП 38 1600
Дата введения 1983-07-01
Постановлением Государственного комитета СССР по стандартам от 14 сентября 1982 г. N 3624 срок введения установлен с 01.07.83
ВЗАМЕН ГОСТ 21610-76
ПЕРЕИЗДАНИЕ. Май 1986 г.
1. Настоящий стандарт распространяется на фрезерные станки общего назначения консольные, с крестовым столом и продольным, с числовым программным управлением, изготавливаемые для нужд народного хозяйства и на экспорт в соответствии со специализацией СССР в этой области.
Стандарт полностью соответствует СТ СЭВ 3131-81.
2. Основные параметры и присоединительные размеры фрезерных станков должны соответствовать указанным в таблице, а также консольно-фрезерных станков - ГОСТ 165-81, продольно-фрезерных станков - по ГОСТ 6955-79, фрезерных вертикальных станков с крестовым столом - ГОСТ 9191-83.
Наименование параметра | Величина параметра | ||||||||||
Ширина рабочей поверхности стола или диаметр круглого встроенного стола, мм, для станков | консольных (черт.1 и 2) | 250 | 320 | 400 | - | - | - | - | - | ||
с крестовым столом (черт.3, 4, 5) | 250 | 320 | 400 | 500 | 630 | 800 | 1000 | - | |||
продольных | черт.6 и 7 | - | - | 400 | 500 | 630 | 800 | 1000 | - | ||
черт.8, 9 и 10 | - | - | - | - | 630 | 800 | 1000 | 1250; 1600; 2000; 2500; 3150; 4000 | |||
Конец шпинделя с конусностью 7:24 по ГОСТ 24644-81 | 40; (45); 50; 60 | 50; 60 | |||||||||
Дискретность задания перемещений | по осям | 0,001; 0,01 | |||||||||
по оси | 0,001; 0,01 | ||||||||||
Количество управляемых осей координат, не менее | 3 | ||||||||||
Количество одновременно управляемых осей координат, не менее | 2 | ||||||||||
Примечания:
1. Размер, указанный в скобках, непредпочтителен.
2. Значения дискретности задания перемещений обязательны для станков, разработанных после 01.01.83, оснащенных устройствами ЧПУ отечественного производства.
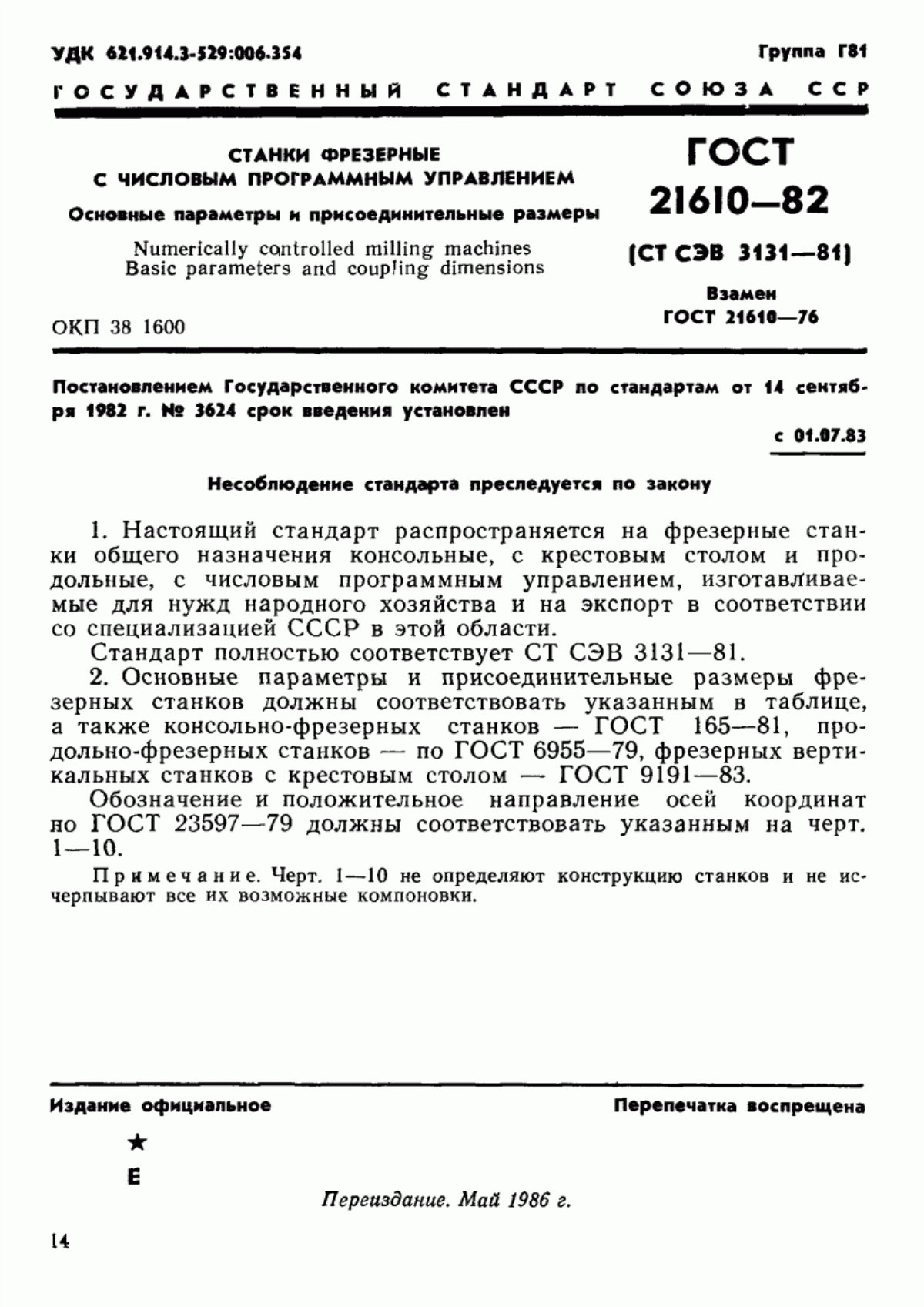
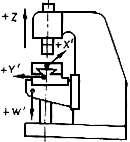
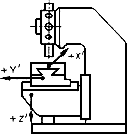
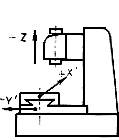
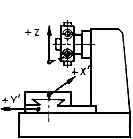
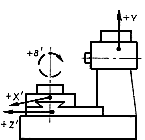
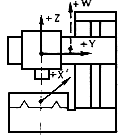
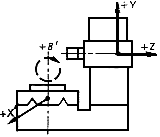
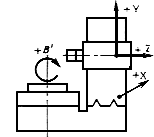
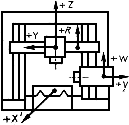
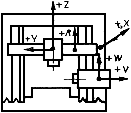
Обозначение и положительное направление осей координат по ГОСТ 23597-79 должны соответствовать указанным на черт.1-10.
Примечание. Черт.1-10 не определяют конструкцию станков и не исчерпывают все их возможные компоновки.
Вертикально-фрезерные консольные станки | Вертикально-фрезерные консольные станки с револьверной головкой
| Вертикально-фрезерные станки с крестовым столом
|
Черт.1 | Черт.2 | Черт.3 |
Вертикально-фрезерные станки
| Горизонтально-фрезерные станки с крестовым поворотным или неповоротным столом | Продольно-фрезерные одностоечные станки
|
Черт.4 | Черт.5 | Черт.6 |
Продольно-фрезерные одностоечные станки
| Продольно-фрезерные одностоечные станки с горизонтальной бабкой,
|
Черт.7 | Черт.8 |
Продольно-фрезерные двухстоечные станки
| Продольно-фрезерные двухстоечные станки с подвижным порталом, с подвижной или неподвижной поперечиной (количество и расположение бабок не регламентируется)
|
Черт.9 | Черт.10 |
3. Допускается по требованию потребителя изготовление станков с шириной стола свыше 3150 мм с размерами по ГОСТ 6569-75.
4. Станки с прямоугольным циклом формообразования по требованию потребителя могут выпускаться с одной управляемой осью координат.
5. Размеры Т-образных пазов - по ГОСТ 1574-75*.
______________
* На территории Российской Федерации действует ГОСТ 1574-91. - .
6. Расстояния между Т-образными пазами - по ГОСТ 6569-75.
Электронный текст документа
и сверен по:
Станки металлорежущие. Станки с числовым
программным управлением. Основные параметры
и присоединительные размеры: Сб. ГОСТов. -
М.: Издательство стандартов, 1986
