ГОСТ 165-81
(CT СЭВ 5939-87)
Группа Г81
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
СТАНКИ ФРЕЗЕРНЫЕ КОНСОЛЬНЫЕ
Основные размеры
Milling cantilevered machines. Basic dimensions.
ОКП 38 1600
Дата введения 1982-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 23.02.81 N 915
3. ВЗАМЕН ГОСТ 165-72
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
2, 8 | |
3, 4, 6, 7 | |
2 | |
2 |
5. ПЕРЕИЗДАНИЕ (октябрь 1997 г.) с Изменениями N 1, 2, 3, утвержденными в сентябре 1982 г., июне 1988 г., ноябре 1990 г. (ИУС 12-82, 9-88, 2-91)
1. Настоящий стандарт распространяется на фрезерные консольные станки с горизонтальным, вертикальным и поворотным шпинделями, неповоротным и поворотным столами, с поперечным суппортом (с поперечным перемещением ползуна), в том числе на широкоуниверсальные станки с поворотной головкой, станки с копировальным устройством и станки с программным управлением, в том числе на консольные многоцелевые фрезерно-расточные станки с автоматической сменой инструментов и обрабатываемых заготовок.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 3).
2. Основные размеры станков должны соответствовать указанным на черт.1, 2 и в таблице.
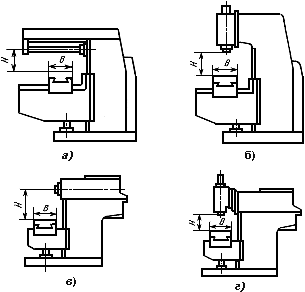
Черт.1
Примечание. Чертеж не определяет конструкцию станков.
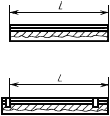
Черт.2
Примечание. Чертеж не определяет конструкцию станков.
Размеры, мм
Наименование размеров | Нормы | |||||||||
Размер рабочей поверхности стола | Ширина | Черт. 1а, б | 100 | 125 | 160 | 200 | 250 | 320 | 400 | - |
Черт. 1в, г | - | - | - | - | - | 320 | 400 | 500 | ||
Длина | 400 | 500 | 630 | 800 | 1000 | 1250 | 1600 | 2000 | ||
Ход стола, ползуна, не менее | продольный | 250 | 320 | 400 | 500 | 630 | 800 | 1000 | 1200 | |
поперечный | 100 (80) | 125 (100) | 150 (125) | 200 (160) | 250 (200) | 320 (250) | 400 (320) | 400 | ||
Расстояние | наибольшее, не менее | 200 | 250 | 320 | 360 | 400 | 450 | 450 | 500 | |
наименьшее, не более | 30 | 50 | 70 | |||||||
Угол поворота стола в горизонтально-фрезерных станках с поворотным столом (стол в крайнем переднем положении), град, не менее | ±45 | |||||||||
Конец шпинделя по ГОСТ 24644 | 30 | 30; 40 | 40 | 40; 45; 50 | ||||||
Конец шпинделя поворотной головки в широкоуниверсальных станках по ГОСТ 24644 | - | 30; 40 | 40; 50 | |||||||
Ход гильзы шпинделя (для станков с вертикальным шпинделем и перемещающейся гильзой), не менее | 40 | 60 | 80 | |||||||
Ход вертикального ползуна со шпинделем (для станков с ползуном), не менее | - | 120 | 150 | |||||||
Угол поворота шпиндельной головки в вертикальной плоскости (для станков с поворотной головкой), град, не менее | ±45 | |||||||||
Примечание. Размеры, заключенные в скобки, при новом проектировании не применять.
Основные размеры станков с числовым программным управлением, кроме того, должны соответствовать ГОСТ 21610.
(Измененная редакция, Изм. N 1, 3).
2а. Допускается по согласованию с потребителем увеличивать размер по ряду
10 ГОСТ 6636 с сохранением остальных размеров согласно таблице.
(Введен дополнительно, Изм. N 3).
3. Значения продольного и поперечного ходов стола ползуна допускается увеличивать по ряду 40 по ГОСТ 6636.
4. Для станков с программным управлением допускается уменьшать значение продольного перемещения стола ползуна по ряду 40 по ГОСТ 6636, но не более чем в 1,6 раза по сравнению с указанными в таблице.
5. В станках с вертикальным шпинделем поперечный ход стола должен быть симметричен относительно оси шпинделя с допускаемым отклонением до 0,06.
При перемещении поперечного ползуна ось вертикального шпинделя должна перекрывать рабочую поверхность стола.
3-5. (Измененная редакция, Изм. N 3).
6. Допускается увеличивать, а в станках с поворотным столом уменьшать значение наибольшего расстояния по ряду
40 по ГОСТ 6636, но не более чем в 1,25 раза по сравнению с указанным в таблице.
6а. Для станков с автоматической сменой инструмента расстояние не регламентируется.
6б. Допускается увеличивать или уменьшать длину рабочей поверхности стола по ряду 40 ГОСТ 6636.
6а, 6б. (Введены дополнительно, Изм. N 3).
7. В станках с копировальным устройством длину стола допускается увеличивать, а продольный ход стола уменьшать по ряду 40 по ГОСТ 6636, но не более чем в 1,6 раза по сравнению со значениями, указанными в таблице.
8. Размеры пазов в столах и расстояния между ними - по ГОСТ 1574.
9. (Исключен, Изм. N 3).
Электронный текст документа
и сверен по:
M.: ИПК Издательство стандартов, 1997
