ГОСТ 9520-73
Группа Г81
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
СТАНКИ ОТДЕЛОЧНО-РАСТОЧНЫЕ ВЕРТИКАЛЬНЫЕ
Основные размеры
Vertical fine boring machines. Basic dimensions
Дата введения 1974-07-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. РАЗРАБОТАН И ВНЕСЕН Министерством станкостроительной и инструментальной промышленности СССР
РАЗРАБОТЧИКИ
А.Н.Байков, канд. техн. наук; Ю.А.Архипов; Л.М.Кордыш, канд. техн. наук; С.С.Кедров, канд. техн. наук; Н.П.Семченкова; Л.Т.Ставцева
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по управлению качеством продукции и стандартам от 29.03.73 N 759
3. Стандарт соответствует СТ СЭВ 5944-87
4. ВЗАМЕН ГОСТ 9520-60
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта |
5 | |
7 | |
7 | |
7 |
6. Ограничение срока действия снято Постановлением Госстандарта от 27.03.84 N 1015
7. ПЕРЕИЗДАНИЕ (октябрь 1998 г.) с Изменениями N 1, 2, 3, утвержденными в марте 1984 г., июне 1988 г., июне 1991 г. (ИУС 7-84, 9-88, 9-91)
1. Настоящий стандарт распространяется на одношпиндельные вертикальные отделочно-расточные станки с фланцевым креплением шпинделя.
Требования настоящего стандарта являются обязательными.
(Измененная редакция, Изм. N 3).
2. Основные размеры станков должны соответствовать указанным на чертеже и в таблице.
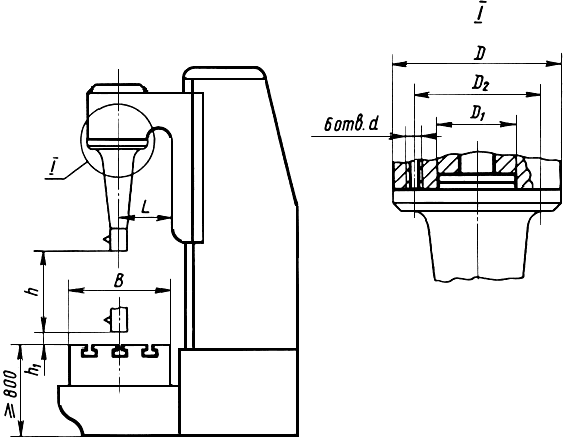
Примечание. Чертеж не определяет конструкцию станков.
мм
Наименование основного размера | Значение | |||||
Наибольший номинальный диаметр растачиваемого отверстия | 125 | 200 | 320 | |||
Наибольший ход | 320 | 500 | 800 | |||
Расстояние | 220 | 280 | 360 | |||
Расстояние | 20 | 25 | 32 | |||
Размеры рабочей поверхности стола (плиты) | Ширина | 400 | 500 | 630 | ||
Длина | 800 | 1000 | 1250 | |||
Диаметр | 200 | 250 | 320 | |||
Диаметр | 125 | 160 | 200 | |||
Диаметр | 160 | 200 | 250 | |||
Диаметр | М12 | М16 | М20 | |||
(Измененная редакция, Изм. N 3).
3. В станках с перемещающимся столом величина продольного хода стола должна быть не менее 0,7 длины стола, а поперечного - не менее 0,1 ширины стола по ряду Ra 20.
4. Наименьший диаметр растачиваемого отверстия изделия должен быть не более 0,25 наибольшего номинального диаметра растачиваемого отверстия при ходе не более пяти диаметров растачивания.
5. Размеры Т-образных пазов в столах, расстояние между ними - по ГОСТ 1574.
6. Допускается увеличение расстояния от оси шпинделя до салазок шпиндельной бабки (вылета), длины рабочей поверхности стола и наибольшего хода
по ряду Ra 20, но не более чем в 1,25 раза по сравнению с указанными в таблице.
7. Резьба - по ГОСТ 9150* в части профиля и по ГОСТ 24705** в части основных размеров. Предельное отклонение диаметра резьбового отверстия 7 по ГОСТ 16093***.
_______________
* На территории Российской Федерации действует ГОСТ 9150-2002;
** На территории Российской Федерации действует ГОСТ 24705-2004;
*** На территории Российской Федерации действует ГОСТ 16093-2004. - .
(Измененная редакция, Изм. N 1).
Электронный текст документа
и сверен по:
М.: ИПК Издательство стандартов, 1999
