ГОСТ 15948-76
Группа Г02
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ДЕТАЛИ РЕЗЬБООФОРМЛЯЮЩИЕ ДЛЯ ФОРМОВАНИЯ МЕТРИЧЕСКОЙ РЕЗЬБЫ
В ПЛАСТМАССОВЫХ ИЗДЕЛИЯХ
Расчет исполнительных размеров
Thread-forming pieces for moulding metric thread in plastic articles.
Size calculation
Дата введения 1977-01-01
ИНФОРМАЦИОННЫЕ ДАННЫЕ
1. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 14.01.76 N 102
2. Срок проверки 1992 г., периодичность - 5 лет
3. ВЗАМЕН ГОСТ 15948-70
4. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначение НТД, на который дана ссылка | Номер пункта, приложения |
Приложение | |
Приложение | |
1 | |
Приложение |
_______________
* На территории Российской Федерации действует ГОСТ 9150-2002, здесь и далее по тексту;
** На территории Российской Федерации действует ГОСТ 16093-2004, здесь и далее по тексту. - .
5. ПЕРЕИЗДАНИЕ (октябрь 1987 г.) с Изменениями N 1, 2, утвержденными в апреле 1981 г., марте 1987 г. (ИУС 6-81, 6-87)
6. ПРОВЕРЕН в 1987 г. Ограничение срока действия снято Постановлением Госстандарта СССР от 22.11.82 N 4368.
1. Настоящий стандарт распространяется на резьбооформляющие детали (кольца и стержни) для формования метрической резьбы по ГОСТ 11709-81 в пластмассовых изделиях.
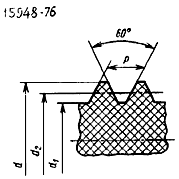
2. Расчет исполнительных размеров резьбы резьбооформляющих деталей следует выполнять в соответствии с черт.1 и 2 и табл.1.
Болт | Резьбооформляющее кольцо
|
Черт.1 | |
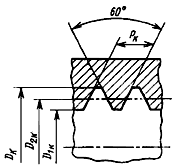
Гайка
| Резьбооформляющий стержень
|
Черт.2 | |
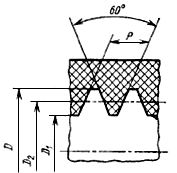
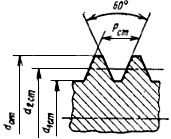
Таблица 1
Наименование размера | Расчетная формула | |
Резьбооформляющее кольцо | ||
Наружный диаметр |
| (1) |
Средний диаметр |
| (2) |
Внутренний диаметр |
| (3) |
Шаг |
| (4) |
Резьбооформляющий стержень | ||
Наружный диаметр |
| (5) |
Средний диаметр |
| (6) |
Внутренний диаметр |
| (7) |
Шаг |
| (8) |
Буквенные обозначения в формулах (1)-(8):
| - | соответственно наружный, средний и внутренний номинальный диаметр резьбы болта в мм; |
| - | соответственно наружный, средний и внутренний номинальный диаметр резьбы гайки в мм; |
- | шаг резьбы в мм; | |
| - | допуски наружного и среднего диаметров резьбы болта в мм; |
| - | допуски среднего и внутреннего диаметров резьбы гайки в мм; |
- | верхнее отклонение диаметров резьбы болта в мм; | |
- | нижнее отклонение диаметров резьбы гайки в мм; | |
| - | соответственно наибольшая, наименьшая и средняя усадка пластмассы в процентах. |
(Измененная редакция, Изм. N 2).
3. Диаметры резьбы резьбооформляющих деталей, рассчитанные по формулам табл.1, следует округлять в соответствии с требованиями, указанными в табл.2, причем диаметры резьбы кольца следует округлять в сторону увеличения, а диаметры резьбы стержня - в сторону уменьшения.
Таблица 2
Диаметр резьбы, мм | Степень точности среднего диаметра формуемой резьбы | |
6-7 | 8-10 | |
Кратная величина округления диаметра резьбы, мм | ||
До 10 | 0,005 | 0,02 |
Св. 10 до 50 | 0,010 | |
Св. 50 до 180 | 0,020 | 0,05 |
4. Предельные отклонения диаметров резьбы резьбооформляющих деталей следует назначать в соответствии с полями допусков, приведенными в табл.3.
Таблица 3
Степень точности среднего диаметра формуемой резьбы | Обозначение поля допуска | |
для кольца | для стержня | |
6-7 | ||
8-10 | ||
(Измененная редакция, Изм. N 1).
5. Шаг резьбы резьбооформляющих деталей, рассчитанный по формулам (4) и (8), округляется до сотых долей миллиметра.
6. Предельные отклонения шага резьбы резьбооформляющих деталей следует назначать в соответствии с табл.4.
Таблица 4
мм
Длина резьбы | Пред. откл. шага |
До 12 | ±0,008 |
Св. 12 до 32 | ±0,010 |
" 32 " 50 | ±0,012 |
" 50 | ±0,014 |
Предельные отклонения шага относятся к расстояниям между любыми витками резьбы резьбооформляющих деталей.
7. Предельные отклонения половины угла профиля резьбы резьбооформляющих деталей следует назначать в соответствии с табл.5.
Таблица 5
Шаг | Пред. откл. половины угла профиля, мин |
До 0,35 | ±65 |
Св. 0,35 до 0,60 | ±50 |
" 0,60 " 1,00 | ±40 |
" 1,00 " 1,50 | ±35 |
" 1,50 " 3,00 | ±25 |
" 3,00 | ±20 |
8. Пример расчета исполнительных размеров резьбооформляющих деталей приведен в справочном приложении.
ПРИЛОЖЕНИЕ
Справочное
ПРИМЕР РАСЧЕТА ИСПОЛНИТЕЛЬНЫХ РАЗМЕРОВ
РЕЗЬБООФОРМЛЯЮЩИХ ДЕТАЛЕЙ
Рассчитать исполнительные размеры резьбы резьбооформляющих деталей для прессования болта и гайки из фенопласта марки 03-010-02 по ГОСТ 5689-79; усадка 0,4-0,8%; резьба болта М16-8g; резьба гайка М16-; шаг
2 мм; число витков 8.
Наружный, средний и внутренний диаметр резьбы по ГОСТ 9150-81 соответственно равны: ![]() 16 мм;
16 мм; ![]() 14,701 мм;
14,701 мм; ![]() 13,835 мм.
13,835 мм.
По ГОСТ 16093-81 верхнее отклонение болта 0,038 мм; допуск наружного диаметра болта
0,45 мм; допуск среднего диаметра болта
0,25 мм; нижнее отклонение гайки
0; допуск среднего диаметра гайки
![]() 0,265 мм; допуск внутреннего диаметра гайки
0,265 мм; допуск внутреннего диаметра гайки 0,47
5 мм.
1. (Исключен, Изм. N 2).
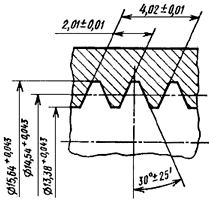
2. Исполнительные размеры диаметров резьбы резьбооформляющего кольца (черт.1) рассчитываются по формулам (1)-(3):
16+16·0,01·0,8-0,45-0,038=15,640 мм;
![]() 14,701+14,701·0,01·0,8-0,25-0,038=14,530 мм;
14,701+14,701·0,01·0,8-0,25-0,038=14,530 мм;![]() 13,835+13,835·0,01·0,8-0,25-0,038-0,144·2=13,369 мм.
13,835+13,835·0,01·0,8-0,25-0,038-0,144·2=13,369 мм.
Исполнительные размеры с учетом округления по табл.2 равны: 15,64 мм;
![]() 14,54 мм;
14,54 мм; ![]() 13,38 мм.
13,38 мм.
Предельные отклонения диаметров (черт.1) приняты в соответствии с табл.3.
3. Исполнительный размер шага резьбы резьбооформляющего кольца рассчитывается по формуле (4).
2(1+0,01·0,6)=2,012 мм.
Исполнительный размер шага с учетом округления согласно п.5 равен 2,01 мм.
|
|
(Измененная редакция, Изм. N 1, 2).
4. Предельные отклонения половины угла профиля резьбы резьбооформляющего кольца (черт.1) приняты по табл.5.
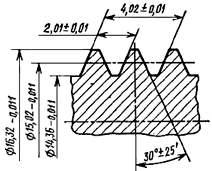
5. Исполнительные размеры диаметров резьбы резьбооформляющего стержня (черт.2) рассчитываются по формулам (5)-(7):
16+16·0,01·0,4+0,265+0=16,329 мм;
![]() 14,701+14,701·0,01·0,4+0,265+0=15,024 мм;
14,701+14,701·0,01·0,4+0,265+0=15,024 мм; ![]() 13,835+13,835·0,01·0,4+0,475+0=14,365 мм.
13,835+13,835·0,01·0,4+0,475+0=14,365 мм.
Исполнительные размеры с учетом округления по табл.2 равны: 16,32 мм;
![]() 15,02 мм;
15,02 мм; ![]() 14,36.
14,36.
Предельные отклонения диаметров (черт.2) приняты в соответствии с табл.3.
6. Исполнительный размер шага и предельные отклонения шага и половины угла профиля резьбы резьбооформляющего стержня те же, что и для резьбооформляющего кольца.
Электронный текст документа
и сверен по:
М.: Издательство стандартов, 1988
