ГОСТ 18843-73*
Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
МЕТЧИКИ БЕССТРУЖЕЧНЫЕ
Допуски на резьбу
Non-shaving taps. Thread tolerances
ОКП 39 1302
Дата введения 1974-07-01
Постановлением Государственного комитета стандартов Совета Министров СССР от 29 мая 1973 г. N 1355 срок введения установлен с 01.07.74
Проверен в 1986 г. Постановлением Госстандарта СССР от 20.12.86 N 4232 ограничение срока действия отменено
* ПЕРЕИЗДАНИЕ (июль 1990 г.) с Изменением N 1, утвержденным в декабре 1986 г. (ИУС 3-87)
1. Настоящий стандарт распространяется на бесстружечные метчики для метрической резьбы по ГОСТ 24705-81* с предельными отклонениями по ГОСТ 16093-81**, предназначенные для получения резьбы с посадками скольжения и зазорами методом пластической деформации.
________________
* На территории Российской Федерации действует ГОСТ 24705-2004
** На территории Российской Федерации действует ГОСТ 16093-2004. - Примечание "КОДЕКС".
2. Метчики должны изготовляться четырех классов точности 1, 2, 3 и 4 для метрической резьбы с посадками скольжения и двух классов точности и
для резьбы с посадками с зазорами.
3. Предельные отклонения резьбы метчиков должны соответствовать:
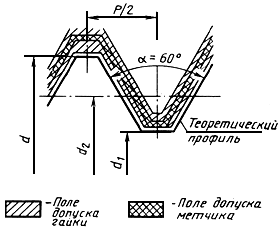
для посадок скольжения - черт.2 и табл.1;
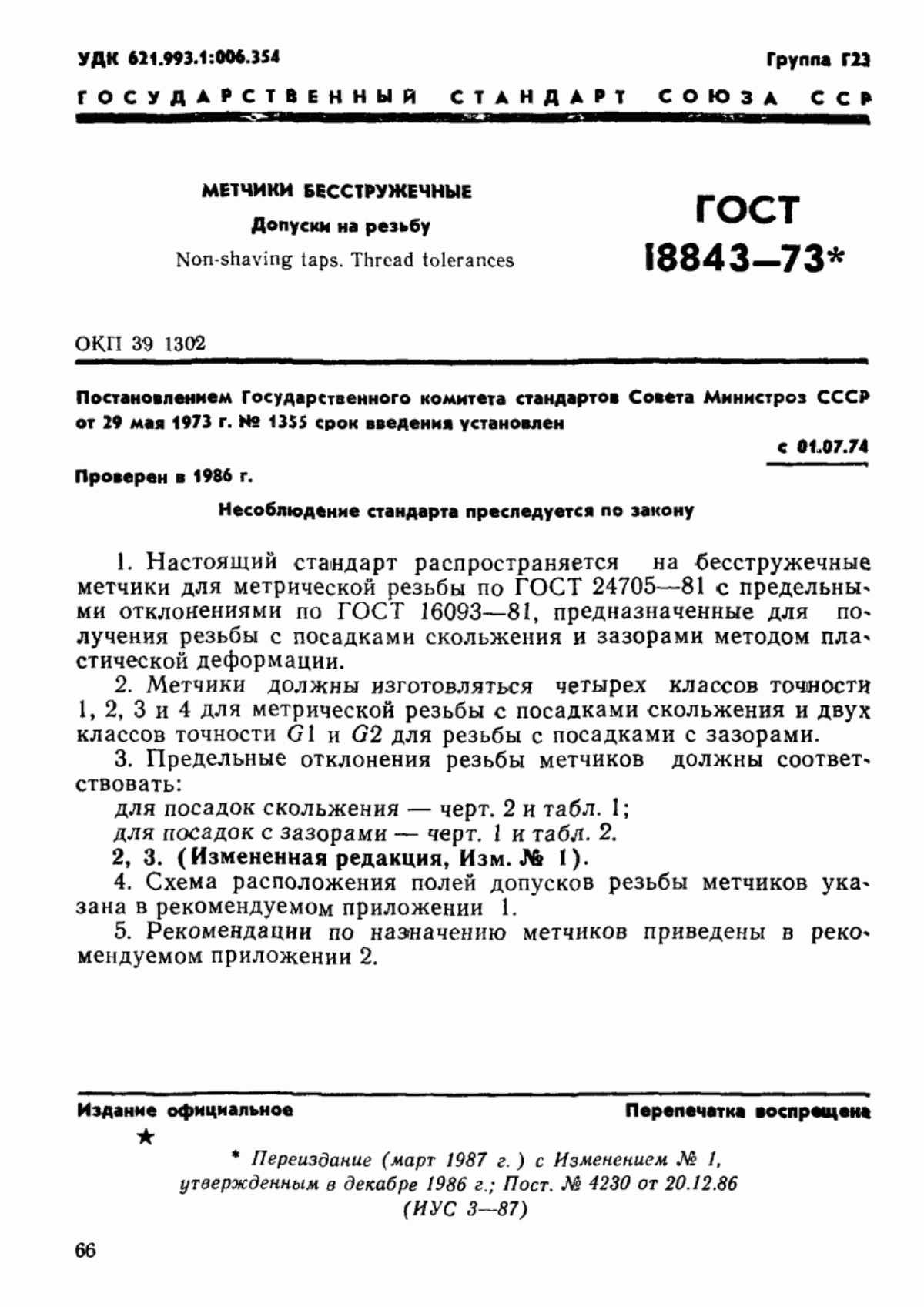
для посадок с зазорами - черт.1 и табл.2.
2, 3. (Измененная редакция, Изм. N 1).
4. Схема расположения полей допусков резьбы метчиков указана в приложении 1.
5. Рекомендации по назначению метчиков приведены в приложении 2.
Черт.1
Таблица 1
Номи- | Шаг ре- | Наружный диаметр | Средний диаметр | Внутрен- | Шаг | Предельные отклонения половины | ||||||||||||
Предельные отклонения, мкм | ||||||||||||||||||
Нижн. | Верхн. | 1 | 2 | 3 | 4 | Верхн. | 1, 2, | 4 | 1, 2, | 4 | ||||||||
Нижн. | Верхн. | Нижн. | Верхн. | Нижн. | Верхн. | Нижн. | Верхн. | на длине | ||||||||||
до 25 мм | до | до 10 мм | до 25 мм | |||||||||||||||
От 1,0 до 1,4 | 0,20 | +10 | +25 | +19 | +34 | +29 | +44 | +39 | +54 | +34 | +54 | +14 | ±8 | ±15 | ±40 | - | ±40' | ±80' |
0,25 | +13 | +28 | +22 | +38 | +33 | +49 | +44 | +60 | +38 | +60 | ||||||||
0,30 | +19 | +34 | +24 | +41 | +36 | +53 | +48 | +65 | +41 | +65 | +18 | ±65' | ||||||
Св. 1,4 | 0,20 | +10 | +25 | +24 | +35 | +35 | +46 | +46 | +57 | +35 | +57 | +15 | ±80' | |||||
0,25 | +13 | +28 | +28 | +40 | +40 | +52 | +52 | +64 | +40 | +64 | ||||||||
0,35 | +25 | +40 | +32 | +45 | +45 | +58 | +58 | +71 | +45 | +71 | +20 | ±65' | ||||||
0,40 | +31 | +46 | +33 | +47 | +47 | +61 | +61 | +75 | +47 | +75 | ±20 | ±30 | ±50' | |||||
0,45 | +35 | +50 | +36 | +51 | +51 | +66 | +66 | +81 | +51 | +81 | +24 | ±30' | ||||||
Св. 2,8 до 5,6 | 0,35 | +25 | +40 | +33 | +47 | +47 | +61 | +61 | +75 | +47 | +75 | +21 | ±12 | ±15 | ±40 | ±50 | ±40' | ±65' |
0,50 | +41 | +56 | +37 | +53 | +53 | +69 | +69 | +85 | +53 | +85 | +28 | ±20 | ±30 | ±30' | ±50' | |||
0,60 | +48 | +68 | +42 | +60 | +60 | +78 | +78 | +96 | +60 | +96 | +32 | |||||||
0,70 | +60 | +80 | +44 | +63 | +63 | +82 | +82 | +101 | +63 | +101 | +37 | - | ±40' | |||||
0,75 | +56 | +86 | ||||||||||||||||
0,80 | +72 | +92 | +48 | +68 | +68 | +88 | +88 | +108 | +68 | +108 | +40 | |||||||
Св. 5,6 до 11,2 | 0,50 | +41 | +56 | +42 | +60 | +60 | +78 | +78 | +96 | +60 | +96 | +28 | ±20 | - | - | ±30' | ±50' | |
0,75 | +66 | +86 | +51 | +72 | +72 | +93 | +93 | +114 | +72 | +114 | +38 | - | ±50 | ±40' | ||||
1,00 | +94 | +114 | +56 | +80 | +80 | +104 | +104 | +128 | +80 | +128 | +40 | ±25' | ||||||
1,25 | +119 | +144 | +60 | +85 | +85 | +110 | +110 | +135 | +85 | +135 | +42 | ±35' | ||||||
1,50 | +142 | +172 | +67 | +95 | +95 | +123 | +123 | +151 | +95 | +151 | +50 | |||||||
Св. 11,2 | 0,50 | +41 | +56 | +44 | +63 | +63 | +82 | +82 | +101 | +63 | +101 | +28 | ±20 | - | ±30' | ±50' | ||
0,75 | +66 | +86 | +53 | +76 | +76 | +99 | +99 | +122 | +76 | +122 | +38 | - | ±50 | ±40' | ||||
1,00 | +94 | +114 | +60 | +85 | +85 | +110 | +110 | +135 | +85 | +135 | +40 | ±25' | ||||||
1,25 | +119 | +144 | +67 | +95 | +95 | +123 | +123 | +151 | +95 | +151 | +42 | ±30 | ±35' | |||||
1,50 | +142 | +172 | +70 | +100 | +100 | +130 | +130 | +160 | +100 | +160 | +50 | ±20' | ±25' | |||||
1,77 | +172 | +202 | +74 | +106 | +106 | +138 | +138 | +170 | +106 | +170 | +56 | |||||||
2,00 | +290 | +230 | +78 | +112 | +112 | +146 | +146 | +180 | +112 | +180 | +60 | |||||||
Св. 22,4 | 0,75 | +66 | +86 | +57 | +80 | +80 | +103 | +103 | +126 | +80 | +126 | +38 | ±30' | ±40' | ||||
1,00 | +94 | +114 | +64 | +90 | +90 | +116 | +116 | +142 | +90 | +142 | +40 | ±25' | ±35' | |||||
1,50 | +142 | +172 | +76 | +106 | +106 | +136 | +136 | +166 | +106 | +166 | +50 | |||||||
2,0 | +200 | +230 | +83 | +119 | +119 | +155 | +155 | +191 | +119 | +191 | +60 | ±20' | ±25' | |||||
Черт.2
Таблица 2
Номи- | Шаг резьбы | Наружный диаметр | Средний диаметр | Внутренний диаметр | Шаг резьбы | Предель- | ||||||||
Предельные отклонения, мкм | ||||||||||||||
Нижн. | Верхн. | Верхн. | ||||||||||||
Нижн. | Верхн. | Нижн. | Верхн. | на длине | ||||||||||
до 25 мм | до | до | до 25 мм | |||||||||||
От 1,0 до 1,4 | 0,20 | +10 | +22 | +53 | +68 | +58 | +78 | +14 | ±8 | ±15 | ±40 | - | ±40' | ±80' |
0,25 | +13 | +28 | +60 | +75 | +64 | +86 | ||||||||
0,30 | +19 | +34 | +64 | +79 | +67 | +91 | +18 | ±65' | ||||||
Св. 1,4 до 2,8 | 0,20 | +10 | +22 | +56 | +71 | +60 | +82 | +15 | ±80' | |||||
0,25 | +13 | +28 | +64 | +79 | +67 | +91 | ||||||||
0,35 | +25 | +40 | +73 | +88 | +73 | +103 | +20 | ±65' | ||||||
0,40 | +31 | +46 | +77 | +92 | +77 | +107 | +22 | ±20 | ±30 | ±50' | ||||
0,45 | +35 | +50 | +82 | +97 | +82 | +112 | +24 | ±30' | ||||||
Св. 2,8 до 5,6 | 0,35 | +25 | +40 | +77 | +92 | +77 | +107 | +20 | ±15 | ±40 | ±40' | ±65' | ||
0,50 | +41 | +56 | +86 | +102 | +86 | +118 | +28 | ±12 | ±20 | ±30 | ±30' | ±50' | ||
0,60 | +48 | +68 | +95 | +113 | +95 | +131 | +32 | |||||||
0,70 | +60 | +80 | +100 | +119 | +100 | +138 | +37 | - | ±50 | ±40' | ||||
0,75 | +56 | +86 | ||||||||||||
0,80 | +72 | +92 | +96 | +126 | +96 | +156 | +40 | ±50' | ||||||
Св. 5,6 до 11,2 | 0,50 | +41 | +56 | +94 | +112 | +94 | +130 | +28 | ±20 | - | ||||
0,75 | +66 | +86 | +110 | +131 | +110 | +152 | +38 | - | ±50 | ±40' | ||||
1,00 | +94 | +114 | +121 | +145 | +121 | +169 | +40 | ±25' | ||||||
1,25 | +119 | +144 | +135 | +160 | +135 | +185 | +42 | ±35' | ||||||
1,50 | +142 | +172 | +152 | +180 | +152 | +208 | +50 | |||||||
Св. 11,2 до 22,4 | 0,50 | +41 | +56 | +98 | +117 | +98 | +136 | +28 | ±20 | ±30' | ±50' | |||
0,75 | +66 | +86 | +114 | +137 | +114 | +160 | +38 | - | ±40' | |||||
1,00 | +94 | +114 | +133 | +158 | +133 | +181 | +40 | ±25' | ||||||
1,25 | +119 | +144 | +148 | +176 | +148 | +204 | +42 | ±35' | ||||||
1,50 | +142 | +172 | +158 | +188 | +158 | +218 | +50 | |||||||
1,75 | +172 | +202 | +166 | +198 | +166 | +230 | +56 | ±20' | ±25' | |||||
2,00 | +200 | +230 | +178 | +212 | +178 | +246 | +60 | |||||||
Св. 22,4 до 36 | 0,75 | +66 | +86 | +123 | +146 | +123 | +169 | +38 | ±30' | ±40' | ||||
1,00 | +94 | +114 | +139 | +166 | +139 | +193 | +40 | ±25' | ||||||
1,50 | +142 | +172 | +165 | +197 | +165 | +229 | +50 | ±35' | ||||||
2,00 | +200 | +230 | +186 | +222 | +186 | +258 | +60 | ±20' | ±25' | |||||
ПРИЛОЖЕНИЕ 1
Рекомендуемое
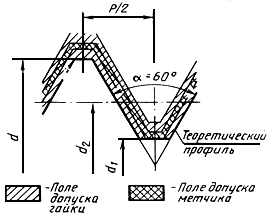
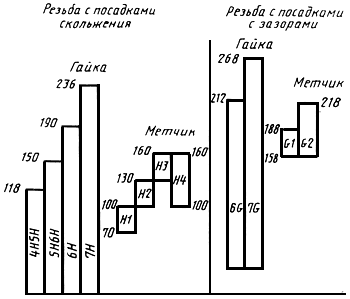
СХЕМА РАСПОЛОЖЕНИЯ ПОЛЕЙ ДОПУСКОВ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ ГАЕК
И МЕТЧИКОВ ДЛЯ НОМИНАЛЬНЫХ ДИАМЕТРОВ РЕЗЬБЫ
ОТ 11,2 MM ДО 22,4 MM И ШАГА 1,5 MM
ПРИЛОЖЕНИЕ 2
Рекомендуемое
РЕКОМЕНДАЦИИ ПО НАЗНАЧЕНИЮ БЕССТРУЖЕЧНЫХ МЕТЧИКОВ
В ЗАВИСИМОСТИ ОТ ПОЛЯ ДОПУСКА ОБРАБАТЫВАЕМЫХ РЕЗЬБ
Классы точности метчика | Поле допуска обрабатываемой резьбы |
1 |
|
2 |
|
3 | |
4 |
|
|
Примечание. Поля допусков обработанных резьб могут быть получены бесстружечными метчиками при эксплуатации их на станках, удовлетворяющих предъявленным к ним нормам точности, с применением патронов, обеспечивающих самоустанавливание метчиков в радиальном направлении и компенсирующих несоосность отверстия и метчика.
Текст документа сверен по:
Метчики бесстружечные: Сб. ГОСТов.
ГОСТ 18839-73-ГОСТ 18844-73. -
М.: Издательство стандартов, 1990
