ГОСТ Р 71307-2024
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МЕТЧИКИ МАШИННО-РУЧНЫЕ, ОСНАЩЕННЫЕ ПЛАСТИНАМИ ИЗ ТВЕРДОГО СПЛАВА
Основные размеры
Machine-hand taps with carbide inserts. Basic dimensions
ОКС 25.100.50
Дата введения 2025-07-01
Предисловие
1 РАЗРАБОТАН Акционерным обществом "ВНИИИНСТРУМЕНТ" (АО "ВНИИИНСТРУМЕНТ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 095 "Инструмент"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 19 апреля 2024 г. № 516-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. № 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.rst.gov.ru)
1 Область применения
Настоящий стандарт распространяется на машинно-ручные метчики (далее - метчики), оснащенные пластинами из твердого сплава, диаметрами от 12 до 24 мм, предназначенные для нарезания метрической резьбы по ГОСТ 24705 в деталях из углеродистых, легированных, коррозионно-стойких хромистых, высокопрочных сталей и титановых сплавов, и устанавливает их основные размеры.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 3449 Метчики. Технические условия
ГОСТ 3882 (ИСО 513-75) Сплавы твердые спеченные. Марки
ГОСТ 4543 Металлопродукция из конструкционной легированной стали. Технические условия
ГОСТ 9523 (ИСО 237-75) Хвостовики инструментов. Диаметры, квадраты и отверстия под квадраты. Размеры
ГОСТ 14034 Отверстия центровые. Размеры
ГОСТ 15527 Сплавы медно-цинковые (латуни), обрабатываемые давлением. Марки
ГОСТ 16925 (ИСО 2857-73) Метчики. Допуски на изготовление резьбовой части
ГОСТ 17039 Метчики. Исполнительные размеры
ГОСТ 24705 (ИСО 724:1993) Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 25425 Пластины твердосплавные напаиваемые типа 26. Конструкция и размеры
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Основные размеры
3.1 Метчики следует изготовлять комплектом из четырех и пяти штук.
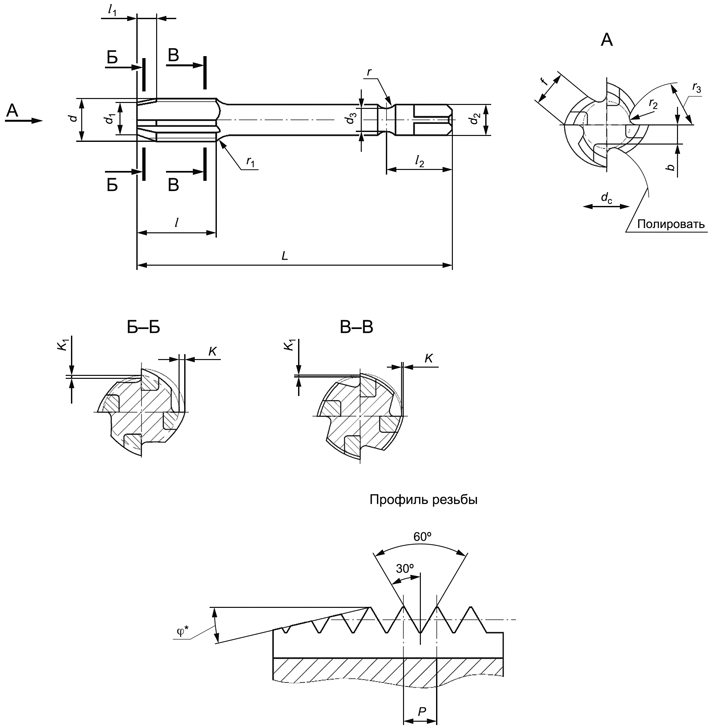
3.2 Конструкция и размеры метчиков должны соответствовать указанным на рисунке 1 и в таблицах 1 и 2.
 |
_______________
* Размер для справок.
Рисунок 1
Таблица 1 - Размеры метчиков, комплектных из четырех штук
Размеры в миллиметрах | ||||||||||||||||
Номинальный диаметр резьбы | Шаг резьбы P | L | l | Метчик | ||||||||||||
d | черновой | промежуточный 1 | промежуточный 2 | чистовой | ||||||||||||
12 | 1,50 | 10,2 | 9,0 | 8 | 7,0 | 80 | 18 | 17 | 7,5 | 3°38’ | 6 | 6°50’ | 4,5 | 11°33’ | 4,5 | 12°09’ |
1,75 | 9,9 | 8,7 | 3°33’ | 7 | 6°34’ | 5,2 | 11°10’ | 5,2 | 12°14’ | |||||||
14 | 1,50 | 12,1 | 11,2 | 10 | 8,5 | 22 | 7,5 | 4°01’ | 6 | 7°19’ | 4,5 | 12°09’ | 4,5 | 12°45’ | ||
2,00 | 11,6 | 10,0 | 90 | 21 | 10,0 | 4°00’ | 8 | 6°45’ | 6,0 | 10°16’ | 6,0 | 12°06’ | ||||
16 | 1,50 | 14,1 | 12,5 | 11 | 80 | 25 | 23 | 7,5 | 4°01’ | 6 | 7°19’ | 4,5 | 12°09’ | 4,5 | 12°45’ | |
2,00 | 13,8 | 12,0 | 90 | 10,0 | 4°00’ | 8 | 6°45’ | 6,0 | 10°16’ | 6,0 | 12°06’ | |||||
18 | 1,50 | 16,1 | 14,0 | 12 | 26 | 7,5 | 4°01’ | 6 | 7°19’ | 4,5 | 12°07’ | 4,5 | 12°43’ | |||
2,50 | 15,0 | 12,5 | 3°38’ | 10 | 6°19’ | 7,5 | 10°59’ | 7,5 | 12°05’ | |||||||
20 | 1,50 | 18,1 | 16,0 | 14 | 100 | 32 | 28 | 7,5 | 4°04’ | 6 | 7°19’ | 4,5 | 12°11’ | 4,5 | 12°43’ | |
2,50 | 17,0 | 14,0 | 12,5 | 3°38’ | 10 | 6°19’ | 7,5 | 12°59’ | 7,5 | 12°05’ | ||||||
22 | 1,50 | 20,1 | 18,0 | 16 | 30 | 7,5 | 4°01’ | 6 | 7°19’ | 4,5 | 12°07’ | 4,5 | 12°43’ | |||
2,50 | 19,0 | 12,5 | 3°37’ | 10 | 6°19’ | 7,5 | 10°59’ | 7,5 | 12°05’ | |||||||
24 | 2,00 | 21,6 | 20,0 | 18 | 15,0 | 110 | 32 | 10,0 | 4°00’ | 8 | 6°45’ | 6,0 | 10°16’ | 6,0 | 12°08’ | |
3,00 | 20,5 | 15,0 | 2°37’ | 12 | 5°54’ | 9,0 | 9°53’ | 9,0 | 11°48’ | |||||||
Продолжение таблицы 1
Размеры в миллиметрах | |||||||||||
Номинальный диаметр | Шаг резьбы P | r | f | K | b | Обозначение пластин по ГОСТ | |||||
резьбы d | для стали | для титановых сплавов | 25425 | ||||||||
1,50 | 4,0 | 1,0 | 1,0 | 8 | 5,0 | 1,3 | 0,17 | - | 2,8 | 26050 | |
12 | - | 0,36 | |||||||||
1,75 | 0,17 | - | |||||||||
- | 0,36 | ||||||||||
14 | 1,50 | 1,6 | 1,6 | 10 | 5,5 | 1,5 | 0,20 | - | 3,8 | 26070 | |
- | 0,38 | ||||||||||
2,00 | 0,20 | - | |||||||||
- | 0,38 | ||||||||||
16 | 1,50 | 6,0 | 6,0 | 1,8 | 0,22 | - | 4,3 | 26090 | |||
- | 0,44 | ||||||||||
2,00 | 0,22 | - | |||||||||
- | 0,44 | ||||||||||
18 | 1,50 | 2,0 | 2,5 | 12 | 2,0 | 0,25 | - | ||||
- | 0,50 | ||||||||||
2,50 | 0,25 | - | |||||||||
- | 0,50 | ||||||||||
20 | 1,50 | 7,0 | 2,2 | 0,28 | - | 5,3 | 26250 | ||||
- | 0,56 | ||||||||||
2,50 | 0,28 | - | |||||||||
- | 0,56 | ||||||||||
22 | 1,50 | 14 | 2,4 | 0,30 | - | 6,3 | |||||
- | 0,62 | ||||||||||
2,50 | 0,30 | - | |||||||||
- | 0,62 | ||||||||||
24 | 2,00 | 16 | 8,0 | 2,6 | 0,32 | - | 7,3 | ||||
- | 0,70 | ||||||||||
3,00 | 0,32 | - | |||||||||
- | 0,70 | ||||||||||
Примечание - Размеры и f - рекомендуемые. | |||||||||||
Таблица 2 - Размеры метчиков, комплектных из пяти штук
Размеры в миллиметрах | ||||||||||||||||||
Номинальный диаметр | Шаг резьбы P | L | l | Метчик | ||||||||||||||
резьбы d | черновой | промежуточный 1 | промежуточный 2 | промежуточный 3 | чистовой | |||||||||||||
14 | 2,0 | 11,6 | 11,2 | 10 | 8,5 | 80 | 22 | 19 | 10,0 | 3°23’ | 10,0 | 4°47’ | 8 | 7°35’ | 6,0 | 11°50’ | 6,0 | 12°06’ |
16 | 13,6 | 12,5 | 11 | 10,0 | 90 | 25 | 20 | |||||||||||
11,0 | ||||||||||||||||||
18 | 15,6 | 14,0 | 12 | 22 | ||||||||||||||
2,5 | 15,0 | 12,5 | 3°06’ | 12,5 | 4°25’ | 10 | 7°06’ | 7,5 | 11°24’ | 7,5 | 12°05’ | |||||||
20 | 2,0 | 17,6 | 16,0 | 14 | 12,0 | 100 | 32 | 24 | 10,0 | 3°25’ | 10,0 | 4°49’ | 8 | 7°38’ | 6,0 | 11°52’ | 6,0 | 12°09’ |
2,5 | 17,0 | 12,5 | 3°06’ | 12,5 | 4°45’ | 10 | 7°06’ | 7,5 | 11°24’ | 7,5 | 12°05’ | |||||||
22 | 19,0 | 18,0 | 16 | 14,0 | 30 | 3°04’ | ||||||||||||
24 | 2,00 | 21,6 | 20,0 | 18 | 15,0 | 110 | 32 | 10,0 | 3°25’ | 10,0 | 4°49’ | 8 | 7°38’ | 6,0 | 11°52’ | 6,0 | 12°09’ | |
3,00 | 20,5 | 15,0 | 2°16’ | 15,0 | 4°01’ | 12 | 6°46’ | 9,0 | 10°41’ | 9,0 | 11°48’ | |||||||
Продолжение таблицы 2
Размеры в миллиметрах | |||||||||||
Номинальный диаметр | Шаг резьбы P | r | f | К | b | Обозначение пластин по | |||||
резьбы d | для стали | для титановых сплавов | ГОСТ 25425 | ||||||||
14 | 2,0 | 4,0 | 1,6 | 1,6 | 10 | 5,5 | 1,5 | 0,20 | - | 3,8 | 26070 |
- | 0,38 | ||||||||||
16 | 6,0 | 6,0 | 1,8 | 0,22 | - | 4,3 | 26090 | ||||
- | 0,44 | ||||||||||
18 | 2,0 | 2,5 | 12 | 2,0 | 0,25 | - | 5,3 | ||||
- | 0,50 | ||||||||||
2,5 | 0,25 | - | |||||||||
- | 0,50 | ||||||||||
20 | 2,0 | 7,0 | 2,2 | 0,28 | - | 26250 | |||||
- | 0,56 | ||||||||||
2,5 | 0,28 | - | |||||||||
- | 0,56 | ||||||||||
22 | 14 | 2,4 | 0,30 | - | 6,3 | ||||||
- | 0,62 | ||||||||||
24 | 2,0 | 16 | 8,0 | 2,6 | 0,32 | - | 7,3 | ||||
- | 0,70 | ||||||||||
3,0 | 0,32 | - | |||||||||
- | 0,70 | ||||||||||
Примечание - Размеры и f - рекомендуемые. | |||||||||||
Примеры условных обозначений
Метчик 18 - 2,5 - 2 ВК6М 0°C ГОСТ Р 71307-2024
То же, для титановых сплавов - Т:
Метчик 18 - 2,5 - 2 ВК6М 0°Т ГОСТ Р 71307-2024
Примечание - Комплектность метчиков оговаривается при заказе.
3.3 Значения передних углов метчиков в зависимости от обрабатываемых материалов приведены в таблице 3.
Таблица 3
Обрабатываемый материал | Передний угол | ||
Группа | Твердость HRC | Временное сопротивление разрыву , МПа (кгс/мм ) | |
Углеродистые и легированные стали | 38-44 | От 1200 до 1400 включ. (от 120 до 140 включ.) | 3°-5° |
44-48 | Св. 1400 до 1600 включ. (св. 140 до 160 включ.) | 0°-3° | |
Коррозионно-стойкие хромистые стали | - | От 1000 до 1400 включ. (от 100 до 140 включ.) | 0°-3° |
Титановые сплавы | Св. 1000 включ. (св. 100 включ.) | ||
Высокопрочные стали | 40-44 | От 1400 до 1600 включ. (от 140 до 160 включ.) | |
44-53 | Св. 1600 до 2000 включ. (св. 160 до 200 включ.) | -3°-0° | |
53-60 | Св. 2000 до 2300 включ. (св. 200 до 230 включ.) | -3° | |
3.4 Метчики следует изготовлять классов точности 1 и 2 по ГОСТ 16925.
3.5 Материал режущей части - пластины из твердого сплава марок ВК6М, ВК8, ВК10-ХОМ по ГОСТ 3882.
3.6 Материал корпуса - сталь марки 40Х по ГОСТ 4543.
3.7 Твердость хвостовика должна быть 37-51 HRC.
3.8 В качестве припоя следует применять латунь марки Л68 по ГОСТ 15527 или припои марок МНМЦ 68-4-2, или АНМц 0,6-4-2.
Примечание - Допускается применение других марок припоев, не уступающих указанным по прочности соединения.
3.9 Толщина слоя припоя должна быть не более 0,15 мм.
3.10 Метчики по согласованию с потребителем допускается изготовлять как с кольцевой проточкой на хвостовике, так и без проточки.
3.11 Размеры квадратов - по ГОСТ 9523.
3.12 Центровые отверстия форм A и R - по ГОСТ 14034.
3.13 Параметры шероховатости поверхностей метчиков по ГОСТ 2789 должны быть, мкм, не более:
Rz 1,6 - профиля резьбы и задней поверхности режущей части;
Rz 0,8 - передней поверхности режущей части;
Ra 0,8 - поверхности хвостовика и канавок.
3.14 Допуск биения режущей части по наружному диаметру, калибрующей части по наружному и среднему диаметрам и хвостовика метчиков в посадочной части, установленных в центрах, должен быть не более 0,02 мм.
3.15 Метчики следует изготовлять с обратной конусностью (уменьшение диаметра в направлении к хвостовику) по внутреннему, среднему и наружному диаметрам. Обратная конусность метчиков должна быть в пределах 0,04-0,05 мм на 25 мм длины.
3.16 Исполнительные размеры резьбы чистовых метчиков - по ГОСТ 17039.
3.17 Исполнительные размеры резьбы черновых и промежуточных метчиков, комплектных из четырех штук - в соответствии с приложением A, комплектных из пяти штук - в соответствии с приложением Б.
3.18 На хвостовике метчика должны быть нанесены:
- товарный знак предприятия-изготовителя;
- обозначение резьбы;
- класс точности;
- номер метчика в комплекте (одна риска на черновом метчике, две - на первом промежуточном, три - на втором промежуточном, четыре - на третьем промежуточном, чистовой метчик рисок не имеет);
- марка твердого сплава;
- передний угол;
- буква C - при затыловании для стали и сплавов, буква Т - для титана.
3.19 Остальные технические требования - по ГОСТ 3449.
Приложение А
(обязательное)
Исполнительные размеры резьбы черновых и промежуточных метчиков, комплектных из четырех штук
А.1 Исполнительные размеры резьбы черновых и промежуточных метчиков должны соответствовать указанным на рисунке А.1 и в таблицах А.1-А.3.
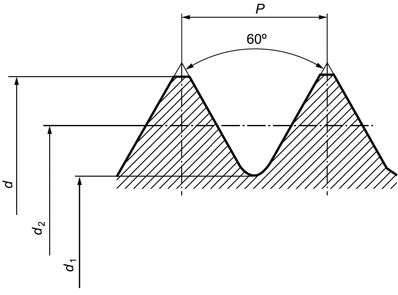 |
Рисунок А.1
Таблица А.1 - Исполнительные размеры резьбы черновых метчиков
Размеры в миллиметрах | ||||||||
Номинальный диаметр резьбы | Шаг резьбы P | Наружный диаметр d | Средний диаметр | Внутренний диаметр , макс. | Предель- ное отклонение шага | Предель- ное отклонение половины | ||
макс. | пред. откл. | макс. | пред. откл. | резьбы на длине 25 мм | угла профиля | |||
12 | 1,50 | 11,152 | -0,070 | 10,673 | -0,043 | 10,286 | ±0,05 | ±30’ |
1,75 | 10,980 | 10,383 | 10,006 | |||||
14 | 1,50 | 13,152 | 12,736 | 12,286 | ||||
2,00 | 13,000 | 12,283 | 11,725 | ±25’ | ||||
16 | 1,50 | 15,152 | 14,736 | 14,286 | ±30’ | |||
2,00 | 15,000 | 14,283 | 13,725 | ±25’ | ||||
18 | 1,50 | 17,152 | 16,736 | 16,286 | ||||
2,50 | 16,584 | -0,084 | 16,017 | -0,052 | 15,164 | |||
20 | 1,50 | 19,166 | 18,847 | 18,286 | ±30’ | |||
2,50 | 18,584 | 18,017 | 17,164 | ±25’ | ||||
22 | 1,50 | 21,166 | 20,847 | 20,286 | ±30’ | |||
2,00 | 20,584 | 20,017 | 19,164 | ±25’ | ||||
24 | 2,00 | 23,014 | 22,292 | 21,725 | ||||
3,00 | 21,876 | 21,517 | 20,592 | |||||
Таблица А.2 - Исполнительные размеры резьбы первого промежуточного метчика
Размеры в миллиметрах | ||||||||
Номинальный диаметр резьбы | Шаг резьбы P | Наружный диаметр d | Средний диаметр | Внутренний диаметр , макс. | Предель- ное отклонение шага | Предель- ное отклонение половины | ||
макс. | пред. откл. | макс. | пред. откл. | резьбы на длине 25 мм | угла профиля | |||
12 | 1,50 | 11,638 | -0,048 | 10,870 | -0,027 | 10,286 | ±0,015 | ±25’ |
1,75 | 11,513 | -0,043 | 10,627 | 10,006 | ±20’ | |||
14 | 1,50 | 13,638 | -0,048 | 12,870 | 12,286 | ±25’ | ||
2,00 | 13,473 | -0,043 | 12,517 | 11,725 | ±20’ | |||
16 | 1,50 | 15,638 | -0,048 | 14,870 | 14,286 | ±25’ | ||
2,00 | 15,473 | -0,043 | 14,517 | 13,725 | ±20’ | |||
18 | 1,50 | 17,633 | -0,048 | 16,870 | 16,286 | ±25’ | ||
2,50 | 17,212 | -0,052 | 16,198 | 15,164 | ±20’ | |||
20 | 1,50 | 19,642 | 18,876 | 18,286 | ±25’ | |||
2,50 | 19,212 | 18,198 | 17,164 | ±20’ | ||||
22 | 1,50 | 21,633 | 20,876 | 20,286 | ±25’ | |||
2,00 | 21,213 | 20,198 | 19,164 | ±20’ | ||||
24 | 2,00 | 23,941 | 22,523 | 21,725 | ||||
3,00 | 22,977 | 21,757 | 20,592 | |||||
Таблица А.3 - Исполнительные размеры резьбы второго промежуточного метчика
Размеры в миллиметрах | ||||||||
Номинальный диаметр резьбы | Шаг резьбы P | Наружный диаметр d | Средний диаметр | Внутренний диаметр , макс. | Предель- ное отклонение шага | Предель- ное отклонение половины | ||
макс. | пред. откл. | макс. | пред. откл. | резьбы на длине 25 мм | угла профиля | |||
12 | 1,50 | 12,038 | -0,043 | 10,995 | -0,027 | 10,286 | ±0,015 | ±25’ |
1,75 | 11,953 | 10,787 | 10,006 | ±20’ | ||||
14 | 1,50 | 14,038 | -0,048 | 12,995 | 12,286 | ±25’ | ||
2,00 | 13,973 | -0,043 | 12,667 | 11,725 | ±20’ | |||
16 | 1,50 | 16,038 | -0,048 | 14,995 | 14,286 | ±25’ | ||
2,00 | 15,973 | -0,043 | 14,667 | 13,725 | ±20’ | |||
18 | 1,50 | 18,033 | -0,048 | 16,995 | -0,033 | 16,286 | ±25’ | |
2,50 | 17,912 | -0,052 | 16,368 | 15,164 | ±20’ | |||
20 | 1,50 | 20,042 | 19,001 | 18,286 | ±25’ | |||
2,50 | 19,912 | 18,368 | 17,164 | ±20’ | ||||
22 | 1,50 | 22,033 | 20,995 | 20,286 | ±25’ | |||
2,00 | 21,913 | 20,368 | 19,164 | ±20’ | ||||
24 | 2,00 | 23,941 | 22,640 | 21,725 | ||||
3,00 | 23,638 | 21,917 | 20,592 | |||||
Приложение Б
(обязательное)
Исполнительные размеры резьбы черновых и промежуточных метчиков, комплектных из пяти штук
Б.1 Исполнительные размеры резьбы черновых и промежуточных метчиков должны соответствовать указанным на рисунке Б.1 и в таблицах Б.1-Б.4.
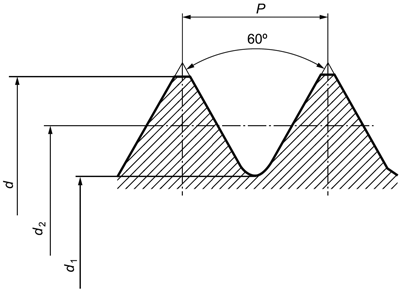 |
Рисунок Б.1
Таблица Б.1 - Исполнительные размеры резьбы черновых метчиков
Размеры в миллиметрах | ||||||||
Номинальный диаметр резьбы | Шаг резьбы P | Наружный диаметр d | Средний диаметр | Внутренний диаметр , | Предель- ное отклонение | Предель- ное отклонение | ||
макс. | пред. откл. | макс. | пред. откл. | макс. | шага резьбы на длине 25 мм | половины угла профиля | ||
14 | 2,0 | 12,789 | -0,070 | 12,357 | -0,043 | 11,725 | ±0,050 | ±25’ |
16 | 14,780 | 14,357 | 13,725 | |||||
18 | 2,5 | 16,344 | -0,084 | 16,051 | -0,052 | 15,164 | ||
20 | 18,344 | 18,051 | 17,164 | |||||
22 | 20,344 | 20,051 | 19,164 | |||||
24 | 3,0 | 21,693 | 21,617 | 20,592 | ||||
Таблица Б.2 - Исполнительные размеры резьбы первого промежуточного метчика
Размеры в миллиметрах | ||||||||
Номинальный диаметр резьбы | Шаг резьбы P | Наружный диаметр d | Средний диаметр | Внутренний диаметр , | Предель- ное отклонение | Предель- ное отклонение | ||
макс. | пред. откл. | макс. | пред. откл. | макс. | шага резьбы на длине 25 мм | половины угла профиля | ||
14 | 2,0 | 13,273 | -0,043 | 12,461 | -0,027 | 11,725 | ±0,015 | ±20’ |
16 | 15,273 | 14,461 | 13,725 | |||||
18 | 2,5 | 16,932 | -0,052 | 16,152 | -0,033 | 15,164 | ||
20 | 18,932 | 18,152 | 17,164 | |||||
22 | 20,932 | 20,152 | 19,164 | |||||
24 | 3,0 | 22,610 | 21,737 | 20,592 | ||||
Таблица Б.3 - Исполнительные размеры резьбы второго промежуточного метчика
Размеры в миллиметрах | ||||||||
Номинальный диаметр резьбы | Шаг резьбы P | Наружный диаметр d | Средний диаметр | Внутренний диаметр , | Предель- ное отклонение | Предель- ное отклонение | ||
макс. | пред. откл. | макс. | пред. откл. | макс. | шага резьбы на длине 25 мм | половины угла профиля | ||
14 | 2,0 | 13,733 | -0,043 | 12,581 | -0,027 | 11,725 | ±0,015 | ±20’ |
16 | 15,733 | 14,581 | 13,725 | |||||
18 | 2,5 | 17,492 | -0,052 | 16,272 | -0,033 | 15,164 | ||
20 | 19,492 | 18,272 | 17,164 | |||||
22 | 21,492 | 20,272 | 19,164 | |||||
24 | 3,0 | 23,344 | 21,877 | 20,592 | ||||
Таблица Б.4 - Исполнительные размеры резьбы третьего промежуточного метчика
Размеры в миллиметрах | ||||||||
Номинальный диаметр резьбы | Шаг резьбы P | Наружный диаметр d | Средний диаметр | Внутренний диаметр , | Предель- ное отклонение | Предель- ное отклонение | ||
макс. | пред. откл. | макс. | пред. откл. | макс. | шага резьбы на длине 25 мм | половины угла профиля | ||
14 | 2,0 | 14,113 | -0,043 | 12,701 | -0,027 | 11,725 | ±0,015 | ±20’ |
16 | 16,113 | 14,701 | 13,725 | |||||
18 | 2,5 | 18,022 | -0,052 | 16,392 | -0,033 | 15,164 | ||
20 | 20,022 | 18,392 | 17,164 | |||||
22 | 22,022 | 20,392 | 19,164 | |||||
24 | 3,0 | 23,895 | 22,017 | 20,592 | ||||
УДК 621.993.1:006.354 | ОКС 25.100.50 |
Ключевые слова: метчики машинно-ручные, пластины из твердого сплава, размеры | |
