ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОЛЕСНЫЕ ПАРЫ ДЛЯ ТЕПЛОВОЗОВ И ЭЛЕКТРОВОЗОВ ЖЕЛЕЗНЫХ ДОРОГ КОЛЕИ 1520 мм
ТЕХНИЧЕСКИЕ УСЛОВИЯ
ГОСТ 11018-87
Издание официальное
ГОСУДАРСТВЕННЫЙ КОМИТЕТ СССР ПО СТАНДАРТАМ Москва
УДК 629.4.027.5:006.354 Группа Д55
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
КОЛЕСНЫЕ ПАРЫ ДЛЯ ТЕПЛОВОЗОВ И ЭЛЕКТРОВОЗОВ ЖЕЛЕЗНЫХ ДОРОГ КОЛЕИ 1520 мм
ГОСТ
11018—87
Технические условия
Wheel sets of diesel and electric locomotives for 1520 mm gauge railways. Specifications
ОКП 31 8000
Срок действия
с 01.07.88 до 01.07.93
Несоблюдение стандарта преследуется по закону
Настоящий стандарт распространяется на колесные пары теп ловозов и электровозов железных дорог колеи 1520 мм, эксплуати рующихся со скоростями не выше 200 км/ч.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Колесные пары должны изготовляться в соответствии с требованиями настоящего стандарта и по рабочим чертежам, утвержденным в установленном порядке.
1.2. Колесная пара должна состоять из:
оси по ГОСТ 3281—81;
сборных колес, состоящих из колесных центров по ГОСТ 4491 — 86 или катаных центров по нормативно-технической документации на них, бандажей по ГОСТ 398—81 и ГОСТ 3225—80 и закрепляющих бандажных колец по ГОСТ 5267.10—78, или цельнокатаных колес по нормативно-технической документации на них.
В колесную пару могут входить одно или два зубчатых колеса по нормативно-технической документации на них, а также другие детали, которые расположены между колесами и не могут быть демонтированы без расформирования колесной пары и которые изготавливаются по конструкторской и технологической документации, утвержденной в установленном порядке.
Издание официальное
1.3. Собранная колесная пара и ее детали должны отвечать следующим требованиям:
разность значений твердости ободьев 1 колес для одной колесной пары не допускается более 24 НВ;
шероховатость поверхностей сопряжения бандажа и обода колесного центра J?z^20 мкм 2 по ГОСТ 2789—73;
разность размеров по ширине одного обода колеса не должна быть более 3 мм (ширину бандажа измерять на расстоянии не менее 100 мм по окружности от крайних цифр маркировки);
на обработанной внутренней поверхности бандажа у бурта и выточки на ширине до 10 мм черновины не допускаются. На остальной части этой поверхности не допускаются черновины площадью более 16 см2 (наибольшая длина черновины — 40 мм). Чер-новин площадью до 16 см2 не должно быть более 2 шт.;
отклонение от круглости внутренней поверхности бандажа и сопрягаемой с ним поверхности обода колесного центра не допускается более 0,2 мм, отклонение профиля продольного сечения — более 0,1 мм. В случае конусообразности направления конусности внутренней поверхности бандажа и сопрягаемой с ним поверхности обода колесного центра должны совпадать, а разница отклонений профиля продольного сечения бандажа и обода не должна быть более 0,05 мм;
насадка бандажа на колесный центр должна производиться с натягом 1,2—1,6 мм на каждые 1000 мм диаметра колесного центра. При этом на стадии создания новой колесной пары обязательна проверка отсутствия повышенной (более 20% натяга) усадки колесного центра при максимальном выбранном натяге вследствие пластических деформаций при формировании;
температура нагрева бандажа перед насадкой на колесный центр должна быть 250—320° С. Не допускается разность температур различных участков бандажа при нагреве более 50° С;
бандажное кольцо следует заводить в выточку бандажа при температуре бандажа не ниже 200° С и закончить обжатие бурта бандажа при его температуре не ниже 100° С. После обжатия бурта кольцо должно плотно сидеть в выточке; зазор между концами более 2 мм не допускается. После окончания обжатия бурта ой дообрабатывается на длине не менее (7± 1) мм от торца до номинального значения внутреннего (посадочного) диаметра бандажа с допуском ±0,2 мм. Допускается получение указанного диаметра бурта без дообработки;
на наружной грани бандажа и обода колесного центра после насадки бандажа должны быть нанесены контрольные отметки на одной прямой по радиусу колеса. Контрольная отметка на бандаже в виде 4—5 кернов глубиной 1,5—2,0 мм должна начинаться на расстоянии не менее 10 мм от кромки упорного бурта и располагаться на длине 24 мм с равными интервалами между кернами. Контрольная отметка на ободе колесного центра должна быть в виде канавки глубиной до 1 мм, наносимой притупленным инструментом;
шероховатость поверхностей оси должна быть: шеек под моторно-осевые подшипники /?а^0,63 мкм, шеек под подшипники качения и подступичных частей J?a^l,25 мкм, средней части и торца 7?а^2,5 мкм;
на шейках под подшипники качения не допускается отклонение от круглости и отклонение профиля продольного сечения более 0,015 мм,, радиальное биение (при проверке в центрах) — более 0,03 мм;
шероховатость поверхности отверстия ступицы колесного центра Ла^2,5 мкм, разность толщин ступицы колесного центра в разных местах по окружности — не более 5 мм;
на подступичных частях оси не допускается отклонение от круглости и отклонение профиля продольного сечения более 0,05 мм. В случае конусообразности больший диаметр должен быть обращен к середине оси;
в отверстии ступицы колесного центра не допускается отклонение от круглости и отклонение профиля продольного сечения более 0,05 мм. В случае конусообразности больший диаметр должен быть обращен к середине оси;
радиусы сопряжения элементов профиля выточки бандажа под закрепляющее бандажное кольцо должны быть не менее 2,5 мм, а шероховатость поверхности выточки /?а^20 мкм.
Примечание. До оснащения производства измерительными приборами для контроля отклонений от круглости и профиля продольного сечения допускается контроль овальности и конусообразности с обеспечением идентичных значений отклонений по ГОСТ 24642—Й.
1.4. До формирования колесных пар оси должны быть подвергнуты магнитной дефектоскопии и ультразвуковой дефектоскопии, если она не проведена на черновых осях; зубчатые колеса — магнитной дефектоскопии.
1.5. Формирование (насадка колес на ось) колесной пары должно проводиться тепловым методом или запрессовкой по конструкторской и технологической документации, утвержденной в установленном порядке.
1.6. Основные размеры колесной пары (без зубчатых колес и других деталей) должны соответствовать указанным на черт. 1.
С 4 ГОСТ 11018—S7
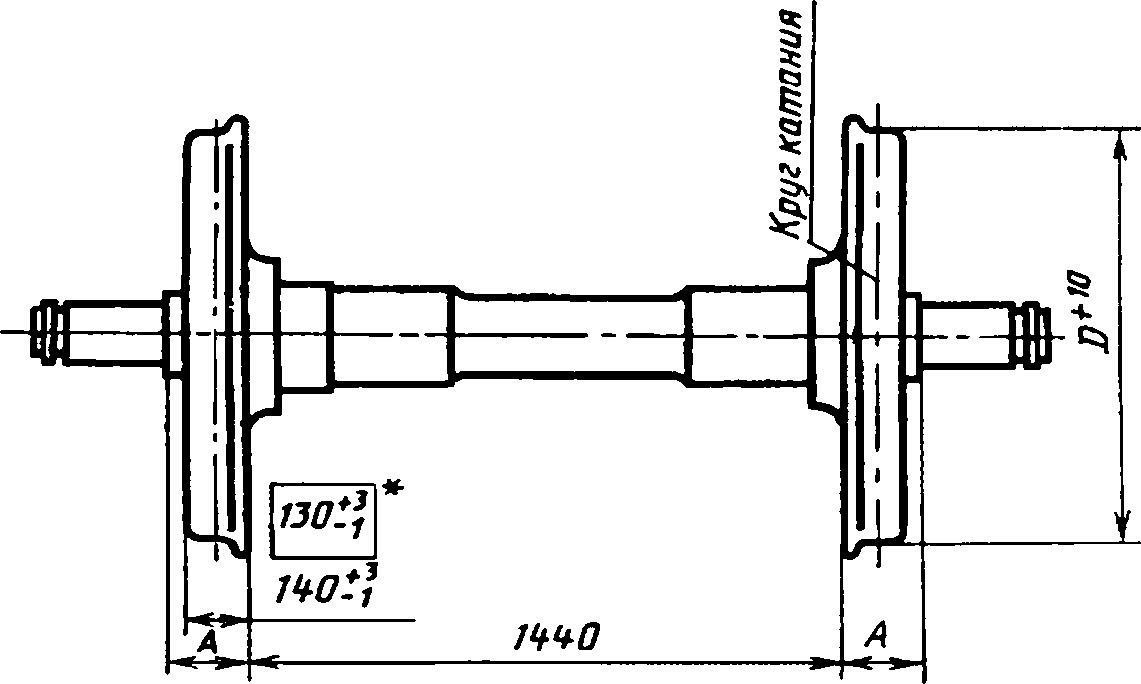
* Для колесных пар с шириной обода колеса 130 мм.
D — диаметр колеса то кругу катания: А — расстояние между внутренней гранью колеса по ободу и предступичной частью оси
Черт. 1
1.7. Для одной колесной пары разность диаметров колес по кругу катания не должна превышать 0,5 мм.
1.8. Расстояние между внутренними гранями ободьев колес должно быть для тепловозов и электровозов с конструкционными скоростями до 120 км/ч—(14401з) мм, свыше 120 км/ч — (1440±1) мм.
Разность размеров между внутренними гранями ободьев колес не должна быть более 1 мм.
1.9. Для одной колесной пары разность размеров А не должна превышать 2 мм.
Допускается по согласованию с заказчиком взамен контроля размеров А контролировать симметричность расположения колес относительно середины оси путем измерения расстояний (720 мм) от внутренних граней ободьев колес до этой середины с полем допуска, равным половине поля допуска, указанного в п. 1.8.
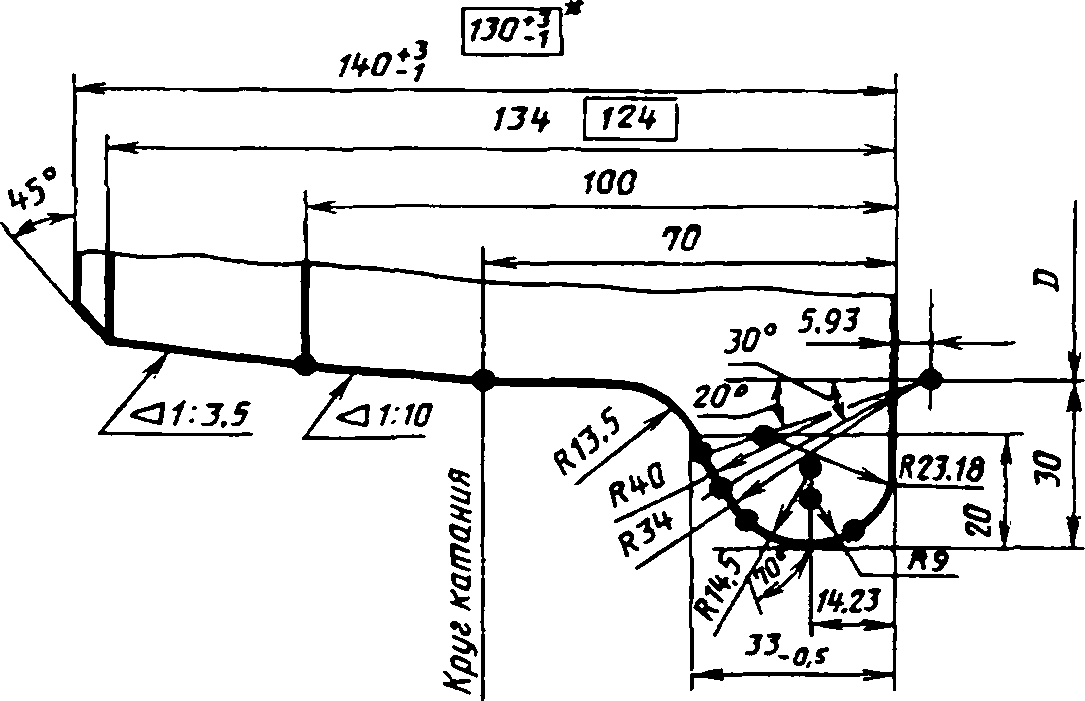
1.10. Профили ободьев колес должны соответствовать черт. 2 или 3.
Профиль по черт. 3 допускается применять до 01.01.90.
Для бестележечных локомотивов допускается применение без-гребневых колесных пар с профилем обода по конструкторской документации, утвержденной в установленном порядке.
1.11. Радиальное биение круга катания относительно центров оси не должно превышать для тепловозов и электровозов с конструкционными скоростями до 70 км/ч— 1,0 мм; свыше 70 км/ч — 0,5 мм.
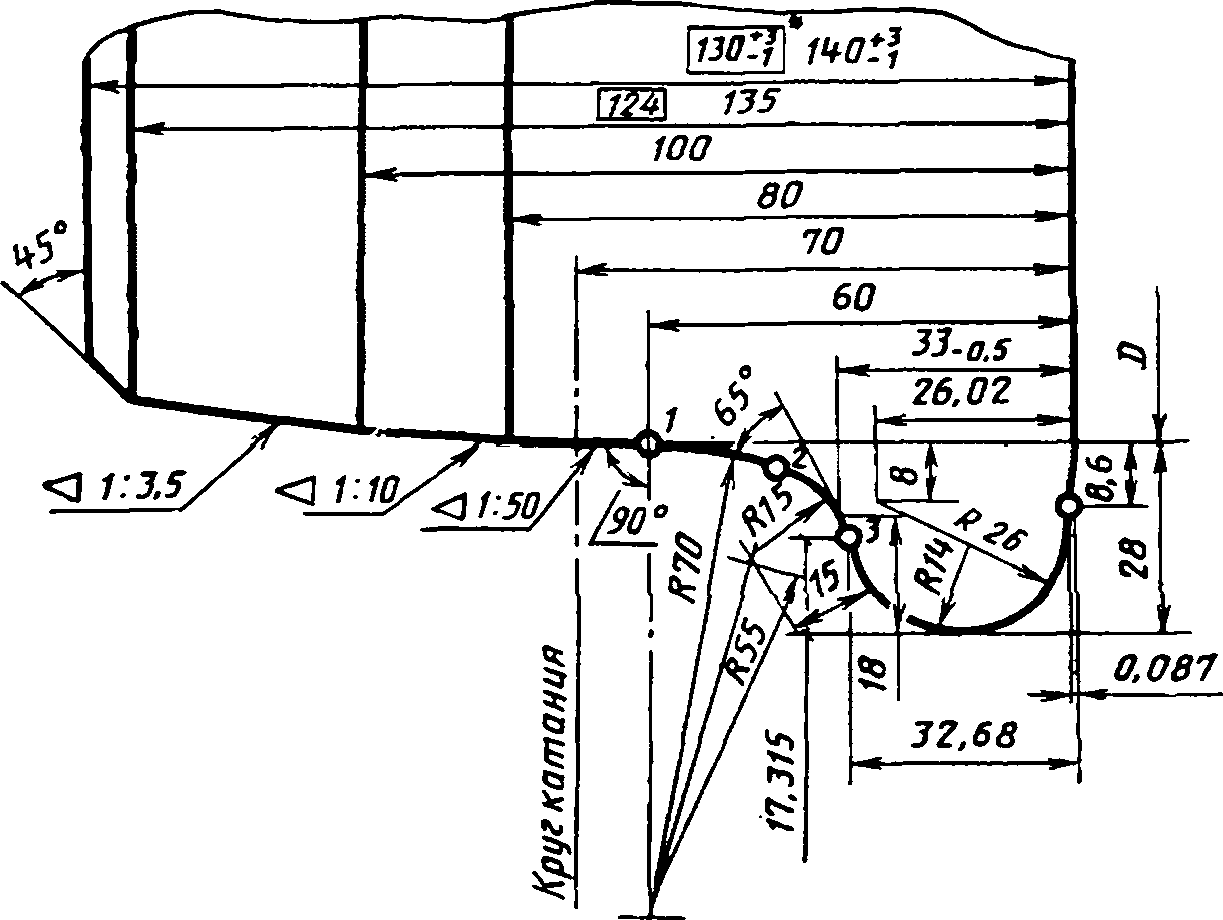
* Для колесных пар с шириной обода колеса 130 мм. D — диаметр колеса по кругу катания.
Черт. 2
* Для колесных пар с шириной обода колеса 130 мм. D—диаметр колеса по кругу катания Черт. 3
1.12. Шероховатость поверхности по ГОСТ 2789—73: внутренней грани обода колеса — Rz^80 мкм; поверхности катания — 7?z^40 мкм.
1.13. На внутренней боковой грани обработанного обода колеса не допускаются черновины глубиной более 1 мм.
Суммарная площадь черновин не должна превышать 50 см2.
1.14. Зазоры между шаблоном (см. приложение) и поверхностями обода колеса не должны быть более:
между шаблоном и поверхностью катания, между шаблоном и поверхностью гребня по ширине — 0,5 мм;
между шаблоном и поверхностью гребня по высоте— 1,0 мм.
1.15. Колесные пары тепловозов и электровозов с конструкционной скоростью свыше 120 км/ч необходимо подвергать динамической балансировке, кроме колесных пар с несъемными без рас-прессовки колес деталями, имеющими свободу перемещения относительно осн колесной пары. Для таких колесных пар необходимо проводить статическую балансировку колесных центров.
Значения допускаемого небаланса указывают в конструкторской документации, утвержденной в установленном порядке.
1.16. Установленная безотказная наработка колесной пары, за исключением зубчатого колеса, должна быть не менее установленного пробега локомотива до первого капитального ремонта. Критерии отказа — по ГОСТ 27.103—83 и согласованию с заказчиком. Установленная безотказная наработка зубчатого колеса должна соответствовать нормативно-технической документации на зубчатые колеса.
1.17. Лакокрасочные покрытия готовых колесных пар — по ГОСТ 22947—78 или ГОСТ 22896—77, конструкторской и технологической документации, утвержденной в установленном порядке.
1.18. К каждой колесной паре прилагают паспорт колесной пары и паспорт на зубчатое колесо. Паспорт колесной пары содержит:
наименование, условный номер или товарный знак предприятия-изготовителя;
дату выпуска колесной пары;
дату выпуска и номера осей, бандажей, зубчатых колес и их плавок;
обозначение настоящего стандарта.
В паспорт колесной пары включают основные данные по другим деталям, входящим в состав колесной пары. Номенклатуру данных устанавливают в конструкторской и технологической документации, утвержденной в установленном порядке.
1.19. Условия проведения типовых испытаний, указанные в технической документации, утвержденной в установленном порядке, должны соответствовать условиям эксплуатации колесных пар по основным факторам нагруженности (нагрузка от колесной пары на рельсы, максимальная частота вращения, реализуемая максимальная сила тяги).
1.20. Маркировку колесной пары после формирования следует выполнять на правом торце оси по черт. 4.
Для осей с подшипниками скольжения
Для осей с подшипниками качения
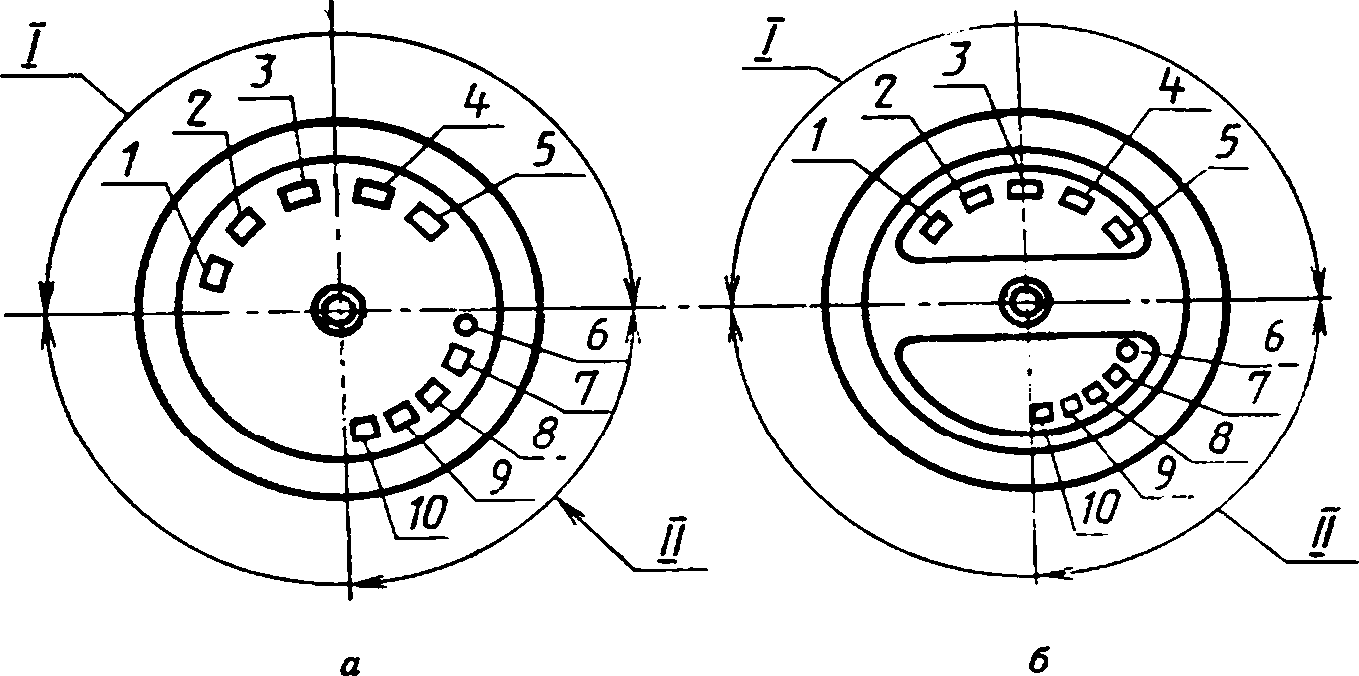
Черт. 4
Зона I (наносят при изготовлении оси)
1 — условный номер или товарный знак предприятия-изготовителя необработанной оси, 2 — месяц (римскими цифрами) и год (две последние цифры) изготовления необработанной оси; 3 — порядковый номер оси; 4 — клейма технического контроля предприятия-изготовителя и представителя приемки, проверивших правильность переноса маркировки и принявших обработанную ось; 5 — условный номер или товарный знак предприятия-изготовителя, обработавшего ось.
Зона II (наносят при формировании колесной пары)
6 — обозначение метода формирования колесной пары (ФТ — тепловой, Ф — прессовый метод); 7 — условный номер или товарный знак предприятия, производившего формирование колесной пары; 8 — месяц и год формирования колесной пары; 9 — клейма технического контроля предприятия-изготовителя и представителя приемки, принявших колесную пару; 10—клеймо балансировки Примечания:
1. В случае, когда торцы осей являются рабочими элементами буксовых узлов, знаки и клейма выбивают на цилиндрической поверхности буртов или другой нерабочей поверхности, указанной на рабочем чертеже; высота цифр: для а — 10 мм, для б — 6 мм.
2. Клейменую сторону оси условно считать правой.
1 ПРАВИЛА ПРИЕМКИ
2.1. Для проверки соответствия колесных пар требованиям настоящего стандарта, конструкторской и технологической документации проводят приемо-сдаточные, периодические и типовые испытания.
2.2. Приемо-сдаточные испытания деталей колесной пары, подготовленных к сборке, и колесной пары в сборе проводятся до окраски.
2.2.1. При приемо-сдаточных испытаниях контролируют для каждой колесной пары:
твердость, геометрические размеры и их отклонения, состояние и качество обработки поверхностей, соблюдение технологического процесса сборки (температура нагрева сопрягаемых деталей, монтажные зазоры) и другие требования по п. 1.3, кроме проверки отсутствия повышенной усадки колесного центра;
отсутствие дефектов в осях и зубчатых колесах, проверяемых по п. 1.4;
геометрические размеры и их отклонения по пп. 1.6—1.10, 1.14; радиальное биение круга катания по п. 1.11;
качество обработки поверхности катания и внутренней грани обода колеса по п. J.12;
состояние поверхности внутренней боковой грани обода колеса по п. 1.13;
значение небаланса по п. 1.15;
прочность сопряжений колесных центров с бандажами по п. 1.3 и оси с колесами по п. 1.5;
качество окраски по п. 1.17.
2.2.2. При приемо-сдаточных испытаниях колесной пары в целом должны быть предъявлены:
сертификаты на элементы колесной пары;
диаграммы проверки колес на сдвиг при тепловом методе формирования или диаграммы запрессовки при прессовом методе формирования;
паспорта зубчатого колеса и колесной пары.
2.2.3. На принятой колесной паре должны быть поставлены приемочные клейма предприятия-изготовителя и представителя приемки.
2.3. При приемо-сдаточных испытаниях в случае несоответствия хотя бы одному проверяемому требованию детали колесной пары, подготовленные к сборке, и колесные пары в сборе не принимают.
2.4. Периодические испытания включают в себя:
контроль качества обработки поверхностей по п. 1.3 и качества обработки поверхности катания по п. 1.12;
контроль прочности соединения бандажа с колесным центром по п. 1.3.
2.5. Контроль качества поверхностей по п. 2.4 проводят один раз в шесть месяцев на двух колесных парах каждой конструкции.
2.6. Контроль прочности соединения бандажа с колесным центром по п. 2.4 проводят не реже одного раза в год на двух колесных парах каждой конструкции.
2.7. При неудовлетворительном результате периодических испытаний по какому-либо из проверяемых требований хотя бы на одной колесной паре испытания по этому требованию повторяют на удвоенном числе колесных пар.
При неудовлетворительных результатах повторных испытаний результаты периодических испытаний считают окончательными.
2.8. В состав типовых испытаний колесной пары включают испытания:
по проверке изменения расстояния между внутренними гранями ободьев колес вследствие уменьшения толщины бандажа из-за износа и ремонтных обточек и нагревов при колодочном торможении (п. 1.8);
по проверке отсутствия при максимальном выбранном натяге повышенной (более 20% натяга) усадки колесного центра (п. 1.3);
по проверке усталостной прочности оси и колесных центров (п. 1.16);
по проверке качества соединения колес с осью (пп. 1.5, 1.16) и качества посадки зубчатого колеса (п. 1.16);
по проверке установленной безотказной наработки колесной пары (п. 1.16)
и все проверки, предусмотренные периодическими испытаниями.
В состав типовых испытаний допускается включать и другие виды испытаний по согласованию с заказчиком.
3. МЕТОДЫ ИСПЫТАНИЙ
3.1. При приемо-сдаточных испытаниях (п. 2.2.1) проверку соответствия требованиям пп. 1.3, 1.6, 1.10—1.14 осуществляют средствами и методами, предусмотренными конструкторской и технологической документацией, утвержденной в установленном порядке. При этом предусматривается визуальный контроль качества обработки поверхностей по образцам.
Проверку натяга при сборке колесной пары по п. 1.3 осуществляют путем измерения посадочных диаметров колесного центра и бандажа перед сборкой.
Проверку фактических сочетаний направлений конусностей посадочных поверхностей по п. 1.3 осуществляют сопоставлением направлений конусностей посащочных поверхностей перед сборкой. Направления конусностей определяют по результатам измерений посадочных диаметров при проверке натяга при сборке колесной пары.
Разность размеров по пп. 1.7—1.9 определяют по трем измерениям в точках, равномерно расположенных по окружностям ободьев колес.
Профиль обода колеса (п. 1.10) по черт. 2 следует проверять шаблоном по черт. 5, профиль обода колеса по черт. 3 — шаблоном по черт. 6. При проверке шаблон должен быть плотно прижат к внутренней грани обода колеса.
Отсутствие дефектов в осях и зубчатых колесах по п. 1.4 проверяют методами магнитной и ультразвуковой дефектоскопии в соответствии с технической документацией, утвержденной в установленном порядке.
Методику и оборудование для балансировки колесных пар (п. 1.15) определяют технологической документацией, утвержденной в установленном порядке.
Прочность сопряжения колес с осью (п. 1.5) при тепловом методе формирования проверяют путем приложения к соединению регламентированного сдвигающего усилия с записью диаграммы нагружения, а при прессовом — параметрами диаграммы запрессовки в соответствии с технической документацией, утвержденной в установленном порядке.
Прочность сопряжения бандажа с колесным центром (п. 1.3) проверяют после остывания колеса остукиванием. Глухой звук не допускается.
Методы контроля качества окраски колесных пар (п. 1.17) должны соответствовать ГОСТ 22896—77 и ГОСТ 22947—78.
3.2. При периодических испытаниях (п. 2.4) качество обработки поверхностей по пп. 1.3, 1.12 проверяют путем записи профилограмм поверхности и последующей их обработки с применением средств и методов, предусмотренных действующей нормативнотехнической документацией и технологической документацией, утвержденной в установленном порядке.
Прочность соединения бандажа с колесным центром по п. 1.3 контролируют путем проверки фактического натяга после снятия бандажей и проверки механических свойств металла колесного центра.
Уменьшение фактического натяга по сравнению с его исходным значением вследствие пластических деформаций при формировании, получаемое путем измерений сопрягаемых деталей перед сборкой колеса и после снятия бандажа в 3 плоскостях по длине посадочной поверхности в трех сечениях под углом 120°, не должно быть более 20% исходного значения натяга.
Проверку механических свойств металла проводят на колесных центрах путем вырезания 3 образцов из колесного центра под углом 120° и их испытаний на соответствие техническим требованиям ГОСТ 4491—86.
3.3. При типовых испытаниях колесных пар (п. 2.8) проверку отсутствия повышенной усадки колесного центра вследствие пластических деформаций при формировании (п. 1.3) проводят путем определения степени уменьшения фактического натяпа по п. 3.2.
Изменение расстояния между внутренними гранями ободьев колес в эксплуатации от нагрева при колодочном торможении по п. 1.8 определяют экспериментальным методом для режимов длительных торможений на затяжных спусках и остановочных торможений, следующих за длительными.
Изменение расстояния между внутренними гранями ободьев колес в эксплуатации вследствие уменьшения толщины бандажа из-за износа и ремонтных обточек (п. 1.8) определяют экспериментальным методом для колес с полномерными и имеющими минимально допустимую толщину бандажами.
Усталостную прочность оси и колесных центров по п. 1.16, качество соединения колес с осью по пп. 1.5, 1.16 и качество посадки зубчатого колеса по п. 1.16 проверяют согласно нормативно-технической документации на методы испытаний, утвержденной в установленном порядке.
Установленную безотказную наработку (п. 1.16) колесной пары проверяют в процессе эксплуатационных испытаний.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. При транспортировании колесных пар не допускаются захваты крюками или привязывание проволокой, тросами и цепями за шейки и предступичные части осей колесных пар, а также сбрасывания и удары колесных пар друг о друга.
4.2. При хранении и транспортировании колесной пары шейки, предступичные части осей и венцы зубчатых колес должны быть покрыты антикоррозионным составом в соответствии с группой защиты 1—2, вариантом защиты ВЗ-1 по ГОСТ 9.014—78.
Шейки осей и венцы зубчатых колес должны быть обернуты влагонепроницаемой бумагой и защищены от повреждений.
S. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
5.1. Изготовитель гарантирует соответствие выпускаемых колесных пар требованиям настоящего стандарта при условии соблюдения условий эксплуатации и хранения.
Гарантийный срок эксплуатации колесной пары по прочности сопряжений — 10 лет.
Гарантии по прочности сопряжений прекращаются до истечения указанного гарантийного срока в случае переформирования элементов колесной пары или испытания соответствующих сопряжений на сдвиг.
5.2. Гарантийные сроки эксплуатации на детали колесной пары: оси — по ГОСТ 3281—81;
бандажи — по ГОСТ 398—81;
колесные центры — по ГОСТ 4491—86;
зубчатые и цельнокатаные колеса — по нормативно-технической документации на них.
ПРИЛОЖЕНИЕ
Обязательнее
Шаблоны для проверки профилей ободьев колес
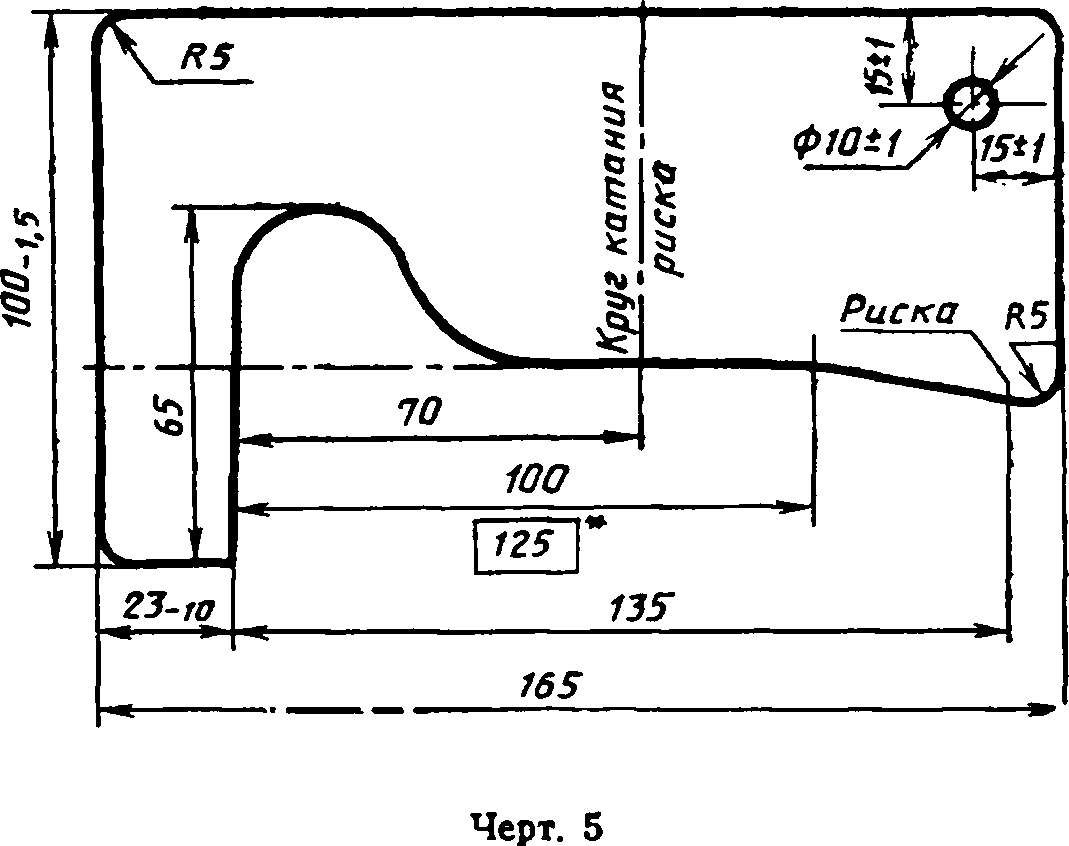
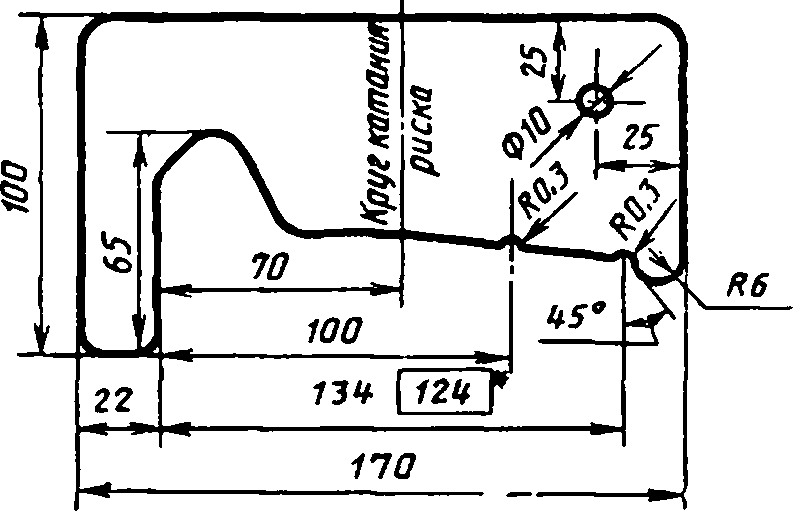
* Для колесных пар с шириной обода колеса 130 мм.
Рабочие кромки шаблонов должны быть выполнены по контршаблону, изготовленному с допуском на размеры ±0,05 мм с шероховатостью поверхности /?а^1,25 мкм по ГОСТ 2789—73. Допускается зазор между шаблоном и контршаблоном в любом месте не более 0,2 мм.
Черт. 6
С. 14 ГОСТ 11018—87
ИНФОРМАЦИОННЫЕ ДАННЫЕ
РАЗРАБОТАН И ВНЕСЕН Министерством тяжелого и транспортного машиностроения (Минтяжмаш)
ИСПОЛНИТЕЛИ
С. М. Голубятников, В. Л. Кидалинский, В. Ф. Титаренко, А. А. Рыбалов,
Э. Н. Никольская, Е. Т. Корнеева, А. С. Заривная, В. И. Грек, В. Я. Свердлов, Н. И. Манохин
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 30.03.87 № 1075
3. Взамен ГОСТ 11018—76
4. Срок первой проверки IV квартал 1991 г.
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
Обозначения НТД. на которые дана ссылка | Номер пункта |
ГОСТ 9.014—78 | 4.2 |
ГОСТ 27.103—83 | 1.16 |
ГОСТ 398—81 | 1.2, 5.2 |
ГОСТ 2789—73 | 1.3, 1.12, приложение |
ГОСТ 3225—80 | 1.2 |
ГОСТ 3281—81 | 1.2, 5.2 |
ГОСТ 4491—86 | 1 2, 3.2, 5.2 |
ГОСТ 5267.10—78 | 1.2 |
ГОСТ 22896—77 | 1.17, 3.1 |
ГОСТ 22947—78 | 1.17, 3.1 |
ГОСТ 24G42—81 | 1.3 |
Редактор В. М. Лысенкина Технический редактор М. И. Максимова Корректор А. М. Трофимова
Сдано в наб 17 04.87 Подп. в печ 22.06.87 1,0 усл п л. 1,0 уел кр-отт. 0,83 уч-изд. л. Тир 5000 Цена 5 коп.
Ордена «Знак Почета» Издательство стандартов, 123840, Москва, ГСП, Новопресненскнй пер , 3 Тип «Московский печатник». Москва, Лялин пер. 6. Зак. 740
Изменение М 1 ГОСТ 11018—87 Колесные пары для тепловозов и электровозов железных дорог колеи 1520 мм. Технические условия
Утверждено и введено в действие Постановлением Государственного комитета СССР по стандартам от 05.08.88 № 2845
Дата введения 01.01,89
Вводную часть дополнить словами: «(кроме тепловозов с дышловым приво дом)».
Пункт 1.3. Шестой абзац. Заменить слова: «а разница отклонений профиля продольного сечения бандажа и обода не должна быть более 0,05 мм» на «а разница отклонений профиля продольного сечения бандажа и обода устанавливается по согласованию с заказчиком»;
девятый абзац. Заменить слово: «дообрабатывается» на «дообрабатывается (для создания мерной базы)»; дополнить словами: «По согласованию с заказчиком допускается использование другой мерной базы для контроля поверхности катания бандажа»;
одиннадцатый абзац изложить в новой редакции: «шероховатость поверхностей оси должна быть: шеек под моторно-осевые подшипники /?д<0,63 мкм (допускается 7?а<1,25 мкм по согласованию с заказчиком), шеек под подшипники качения и подступичных частей 1,25 мкм, средней части (кроме осей промышленных тепловозов, не подвергающихся накатке) и торцов осей с упорными
(Продолжение см. с. 144)
(Продолжение изменения к ГОСТ 11018-^-87) подшипниками скольжения 7?а<2,5 мкм, торцов осей с упорными подшипниками качения /?а<10 мкм»;
заменить значение: 0,03 мм на «0,05 мм на оси»;
тринадцатый абзац изложить в новой редакции: «шероховатость поверхности отверстия дтупнцы колесного центра Яа<2,5 мкм при тепловом способе формирования, 7?а<5 мкм при прессовом способе формирования».
Пункт 1.4. Заменить слова: «зубчатые колеса» на «зубчатые колеса, зубчатые венцы и бандажи».
Пункт 2.2.1. Пятый абзац изложить в новой редакции: «радиальное биение круга катания по п. 1.11 (для колесных пар, обработанных на колесно-токарном оборудовании по кругу катания по согласованию с заказчиком на каждой десятой колесной паре каждой конструкции до 01.01.90)».
Пункты 2.8, 3.3. Исключить ссылку: п. 1.8.
Пункт 3.1. Шестой абзац изложить в новой редакции: «Отсутствие дефектов в осях, зубчатых колесах, зубчатых венцах и бандажах по п. 1.4 проверяют методами магнитной и ультразвуковой дефектоскопии по технической документации, утвержденной в установленном порядке».
Пункт 3.3. Второй, третий абзацы дополнить словами: «Допустимая величина изменения устанавливается по согласованию с заказчиком».
(ИУС № 12 1988 г.)
Группа Д55
Изменение № 2 ГОСТ 11018—87 Колесные пары для тепловозов и электровозов железных дорог колеи 1520 мм. Технические условия
Утверждено и введено в действие Постановлением Государственного комитета СССР по управлению качеством продукции н стандартам от 24.04.91 № 559
Дата введения 01.10.91
На обложке и первой странице под обозначением стандарта проставить обозначение: ИСО 1005/7—82.
Вводную часть дополнить абзацами: «Требования настоящего стандарта являются обязательными. Стандарт соответствует требованиям ИСО 1005/7—82 (приложение 2)>.
Пункт 1.2. Заменить ссылку: ГОСТ 5267.10—78 на ГОСТ 5267.10—90.
Пункт 1.9. Первый абзац дополнить словами: «а для вновь создаваемых колесных пар — 1 мм».
Пункт L11. Заменить слова: «свыше 70 км/ч — 0,5 мм» на «свыше 70 км/ч до 120 км/ч — 0,5 мм, свыше 120 км/ч — ОД мм».
Раздел 1 дополнить пунктами — 1.3.16, 1.3.19: «1.3.18. Торцовое биение
внутренней поверхности ободьев каждого колеса для тепловозов и электровозов с конструкционными скоростями до 1120 км/ч — 1 мм, от 120 км/ч до 160 км/ч— 0,8 мм, свыше 160 км/ч — 0,5 мм.
1,3.19. Электрическое сопротивление колесной пары регламентируется в технически обоснованных случаях по требованию заказчика, при этом численное значение сопротивления, правила и методы проверки устанавливаются по согласованию между изготовителем и заказчиком и указываются в технических условиях на локомотивы конкретных типов».
Стандарт дополнить приложением — 2:
ПРИЛОЖЕНИЕ 2 Рекомендуемое
1. Назначение и область применения
1.1. Настоящая часть стандарта устанавливает требования к колесным парам в сборе, получаемым путем механической напрессовки или тепловой посадки на ось цельных колес, колесных центров, колесных центров в сборе с бандажами, тормозных дисков, монтируемых на осн, шкивов генераторов, зубчатых колес, звездочек и других деталей, которые заказчиком включены в колесную пару в сборе3.
Она определяет также размеры готовых узлов и допуски на них, условия кон оля и поставки.
П римечание. Во многих случаях операции подготовки деталей к сборке, так же как операции окончательной механической обработки (подступичных
(Продолжение изменения к ГОСТ 11018—87) частей осей и отверстий ступиц колес), и посадки бандажей на колесные центры, выполняются изготовителем колесной пары и, следовательно, должны рассматриваться как часть процесса при изготовлении колесной пары. Однако требования к этим операциям и к состоянию готовности к сборке для разных деталей в целях ясности изложения более подробно приведены в соответствующих международных стандартах.
1.2. В настоящую часть стандарта вошли требования к колесным парам, тяговым и прицепным средствам всего железнодорожного подвижного состава; ома применима к колесным парам, включающим в себя следующие типы деталей: Оси: наружные нлн внутренние буксы;
цилиндрические (или конические)1 подступичные части осей;
ось гладкая или с посадочными местами для зубчатых колес для подвески тягового двигателя и для установки шкивов генераторов, звездочек, тормозных дисков или любой другой детали, монтируемой на оси.
Колеса: цельное — катаное, кованое или литое;
колесо с бандажом — с катаным, кованым (или литым)2 дисковым центром или с (литым) спицевым центром2.
Буксовый подшипник: подшипник скольжения или роликовый подшипник. Подшипник тягового двигателя Сили главного привода): подшипник скольжения или роликовый подшипник.
1.3l В дополнение к настоящей части стандарта используются требования ГОСТ 7566—814.
2. Ссылки3
ГОСТ 25346—89 «Основные нормы взаимозаменяемости. ЕСДП. Общие положения, ряды допусков и основных отклонений».
ГОСТ 7566—61 «Прокат и изделия дальнейшего передела. Правила приемки, маркировки, упаковки, транспортирования и хранения».
ГОСТ 396—61 «Бандажи из углеродистой стали для подвижного состава железных дорог и метрополитена. Технические условия».
ГОСТ 3226—80 «Бандажи черновые для локомотивов железных дорог широкой колеи. Типы и размеры».
(Продолжение изменения к ГОСТ 11018—87)
ГОСТ 3261—81 «Осн локомотивные железных дорог широкой колеи. Технические условия».
ГОСТ 44О1-—86 «Центры колесные литые для подвижного состава железных, дорог колеи 1520 мм. Общие технические условия».
ГОСТ 10791—89 «Колеса цельнокатаные. Технические условия».
ГОСТ 2^308—79 «ЕСКД. Указание на чертежах допусков форм и расположения поверхностей».
3. Информация, представляемая заказчиком
В своем запросе или заказе заказчик должен представить следующую информацию, которая сопровождается соответствующими чертежами и указывает:
3.1. Категории данной колесной нары (см. п. 42.4 в табл. 3) по размерным характеристикам
3.1Л. Назначение тягового подвижного состава, прицепного пассажирского подвижного состава, прицепного грузового подвижного состава.
3.1.2. Сведения о максимальной рабочей скорости колесной пары, например: t<;100 км/ч; 100 км/ч<и^120 км/ч; 120 км/ч<v^ 160 км/ч; 160 км/ч< <и^200 км/ч; 200 км/ч<о.
3.1.3. Применяемая категория допусков Y или Z — по табл. 3 (см. п. 4.2.4).
3.2. Детали, монтирующиеся на оси (см. пп. 12 и 4.1.1), и методы и (или) правила их использования
ЗкЗ. Требования к холодной прокатке — по ГОСТ 3281—81.
3.4. Требования к полировке буксовых шеек оси под подшипники скольжения или качения, шеек оси для подшипников тягового двигателя или подшипников главного привода.
3w5. Метод установки на оси колес, колесных центров или колесных центров с бандажами в сборе (см. п. 5.2 3 2)
35.1. При механической запрессовке
6.5.1 Л. Сила натяга в соединении оси со ступицей (см. п. 4.1.2) и диапазон усилий напрессовки Pt (см. п. 5.2.38.5).
3.5.12. Необходимость регистрации силы натяга (см. п. 6.3.1).
3.52. При тепловом формировании
3.52. L Сила натяга в соединении оси со ступицей (см. п. 4.1.2) и контрольной осевой нагрузкой Рр (см. п. 6.4.3.1).
35.22. Возможность отказа от испытаний контрольной осевой нагрузкой (см. примечание 4 к табл. 4).
3.6. Требования к механической обработке поверхностей катания (см. п 5.4) 3/7. Места маркировки (см. п. 42.5.1 а, е, п. 4.2.52)
3.8. Ответственность за различные операции контроля (см. п. 6.1 и табл. 4)
3.9. Измерения электрического сопротивления (см. п. 422 и табл. 4) и регистрация
ЗЛО. Тип балансировки (см. п. 4.2.3 и табл. 4) я допустимый дисбаланс (см. пп. 4.2.32 и 423.3).
3.11. Допуски дополнительные или альтернативные, приведенные в табл. 3 (см. п. 424)
3.12. Окончательная окраска или другие постоянные средства защиты от коррозии (см. п. 5.8).
4. Требования
4.1. Детали
4.1.1. Общие положения
Детали, готовые к сборке, должны обладать всеми свойствами для безопасной работы и соответствовать требованиям табл. 1.
4Л.2. Натяг между валами и отверстиями
Для определения натяга между валами и отверстиями заказчик и изгото-
(Продолжение изменения к ГОСТ 11018—87) житель должны согласовывать между собой интервал выбранных нагрузок, который должен соответствовать требованиям пп. 4.2.1, табл. 4 и п. 4.3.1 и черт. 1а ■ 16.
Примечания:
1. На черт. 1а и 16 даны классы отклонений и допусков в соответствии с ТОСТ 25346—39, отвечающие требованиям п. 4.1.2 и табл. 2.
2. Выбор соответствующего значения натяга в приведенных на черт. 1а и 16 пределов, отвечающих условиям напрессовки, зависит от пределов упругости двух сопрягаемых материалов, от применяемой смазки, от конструкции сопрягаемых материалов, от применяемой смазки, от конструкции сопрягаемых деталей, от чистоты обработки сопрягаемых поверхностей, от скорости напрессовки и т. д. Поэтому назначение малых интервалов допусков для натяга и для усилия напрессовки затрудняет сборку узла.
4А Колесная пара
4.2.1. Механические характеристики
При испытании контрольной осевой нагрузкой (см. п. 6.4.3.1 и табл. 4) колеса не должны смещаться на оси.
4-22. Электрическое сопротивление
При испытании электрическое сопротивление каждой колесной пары не должно превышать 0,010 м (см. п. 6.4.3.9).
4.2.3. Балансировка
4.2.3.1. Балансировка, динамический дисбаланс прицепных колесных пар пассажирского подвижного состава при испытаниях по п. 6.4.3.3 не должны превышать следующие значения, если иное не оговорено в заказе:
Рабочая скорость (max) V, км/ч
Динамический дисбаланс (max) дисбаланс1, гм
00
100<и<120
425
120 <о^200
75
v^200
50
1 Измеряется на поверхности катания колеса.
42.3.2. Динамический дисбаланс колесных пар тяговых и прицепных средств грузового подвижного состава может определяться соглашением сторон при Оформлении запроса или заказа.
4.2.3.3. В особых случаях (см. табл. 4, примечание 7) при поверке статического дисбаланса допустимые значения должны согласовываться при оформлении запроса или заказа.
4.2.4. Размерные характеристики
Размерные характеристики колесной пары должны соответствовать указанным в заказе и прилагаемых к нему документах.
Допуски на размеры должны определяться в соответствии с одной из категорий допусков, приведенных в табл. 3.
Примечание. Различные формы развития железных дорог определяются, например, железнодорожными системами, в которых грузовое движение сочетается с интенсивным, а возможно, и высокоскоростным, пассажирским движением и системами, рассчитанными, главным образом, на грузовые перевозки. Инфраструктуры этих двух систем, как правило, различны, что и определяет конструкцию колес при изготовлении и их размерные характеристики.
Стандарт определяет категории материала с соответствующими требованиями к испытаниям качества, обозначаемыми как категории испытаний А и В, и двух категорий допусков на размеры, обозначаемых как категории Y и Z.
Категория А — испытание на растяжение и удар.
(Продолжение изменения к ГОСТ 11018—87) Категория В — определение твердости.
Различия между категориями допусков У и Z даны: для колесных пар — в настоящем стандарте (табл. 3), для колес цельных — ГОСТ 10701—89.
Сочетание категорий испытаний А с категорией допусков Y применяется, главным образом, в железнодорожных системах, где преобладает пассажирское движение с малыми интервалами и большими скоростями или где грузовые к пассажирские перевозки тесно переплетаются.
Сочетание категории испытаний В с категорией допусков Z применяется, главным образом, в железнодорожных системах, где преобладают грузовые перевозки и где грузовые, в меньшей степени, сочетаются с пассажирскими и грузоперевозками.
4.2J>. Маркировка
4.2.5.1. Детали колесных пар должны иметь маркировку, указанную в требованиях к этим деталям. Кроме этого, колесная пара должна иметь маркировку, нанесенную холодным способом клеймами с затупленными кромками (не рекомендуется применять клейма с остроугольными символами), с высотой символов 5—10 мм, обозначающую:
а) порядковое число детали:
б) дату окончательного контроля (приемки).
Наносят две цифры месяца (например февраль — 02); две последние цифры года приемки можно не наносить, если месяц и год приемки совпадают с месяцем и годом производства оси колеса, указанными на ее торце;
в) клеймо контролера;
г) клеймо цеха или завода, производившего сборку данной колесной пары, а если требуется, то символ или номер типа колесной пары и клеймо покупателя.
4.2.3.2. Если иное не оговорено, маркировка должна наноситься на том же торце оси, на котором расположено клеймо изготовителя оси.
Если на этом торце оси места недостаточно (например на осях с роликовыми подшипниками), маркировку по согласованию с покупателем можно наносить иа противоположном торце или на гильзе из металлического листа, обернутого вокруг оси, края этой гильзы должны быть соединены друг с другом с помощью заклепок или сварки.
5. Производство
5.1, Общие положения
Изготовитель должен сообщить заказчику, какие основные процессы будут использованы при выполнении заказа. Он должен извещать заказчика о последующих существенных изменениях, которые могут повлиять на качество колесных пар (см. п. 6.6,2).
5.2. Сборка деталей колесной пары на оси
5.2.1. Подготовительная работа
Перед сборкой детали должны быть подготовлены и проверены в соответствии с требованиями п. 6.2.
6.2.2. Сборка вспомогательных деталей
До установки на ось колес или колесных центров в соответствии с требованиями заказа и прилагаемых к нему документов должны быть установлены такие детали, как подшипники, зубчатые колеса, тормозные диски, шкивы генераторов и т. п. располагаемые между колесами. Если иное не оговорено заказчиком колесных пар или изготовителем этих вспомогательных деталей, условия сборки вспомогательных деталей, за исключением подшипников, должны совпадать с условиями, приведенными в п. 5.2.3 для цельных колес или колесных пар центров, при той же форме отверстия в ступице.
5.2.3. Сборка колес или колесных центров
5 2.3.1. Положение дисбаланса
В случае, когда колеса или колесные центры имеют отметку о положении
(Продолжение изменения к ГОСТ 11018—87) дисбаланса, входящие в колесную пару два колеса или колесные центра должны монтироваться таким образом, чтобы их дисбаланс располагался в одной диаметральной плоскости по одну сторону от осн, а если в колесную пару входит тормозной диск — на противоположной стороне от его дисбаланса.
5X3.2. Методы, сборки
По выбору заказчика могут быть разрешены альтернативные методы посадки деталей колесной пары на ось (см. п. 5.2.3.4.1). Настоящий стандарт устанавливает сборку путем прессовой посадки (см. п. 5X3.3) и сборку путем тепловой посадки (см п. 5.23.4). Возможно применение других методов, например сборка с вводом смазки или конусная форма посадочных мест, что должно определяться соглашением между заказчиком и изготовителем; в этих случаях технология, которая должна применяться, также устанавливается заказчиком.
5.2.3.3. Прессовая посадка
Если заказом предусмотрена прессовая посадка (см. п. 3.5) или если иное не оговорено сборка путем напрессовки колес, колесных центров или колесных центров в сборе с бандажами должна производиться, как указано в п. 5X3.3.1.
5.2 А. 3. к Колеса, колесные центры или колесные центры в сборе с бандажами при сборке должны иметь одинаковую температуру окружающей среды и оси.
5.2АЗХ Отверстие колеса или колесного центра и посадочное место на о«и по всей поверхности контакта должны быть покрыты тонкой пленкой следующих смазок:
а) чистый жир;
б) растительное масло (льняное, сурепное);
в) растительное масло и жир;
г) растительное масло и свинцовые белила;
д) растительное масло и окись цинка;
е) дисульфид молибдена.
Тип смазки определяется заказчиком или изготовителем.
Примечание. В некоторых странах не разрешается использовать свинцовые белила и окись цинка в целях безопасности.
5.2.3.3.3. Напрессовку колеса, колесного центра или колеса с бандажом на посадочное место следует производить на гидравлическом прессе постепенно, с принятием всех мер для предотвращения деформации деталей и повреждения обработанных поверхностей, особенно шеек.
Пресс должен быть оборудован калиброванным устройством для индикации усилия и автоматическим прибором, в течение всей операции прессования вычерчивающим диаграмму усилия напрессовки, как функции смещения колеса или колесного центра относительно посадочного места. Диаграмма должна быть вычерчена несмываемыми чернилами в таком масштабе, чтобы точно определить усилие напрессовки в любой точке кривой.
5.2.313.4. До приложения усилия автоматический прибор должен быть отрегулирован на отметке <0>. Показываемое диаграммой и индикатором (датчиком давления) усилие должно начать возрастать до того, как посадочное место пройдет в отверстие колеса на 20 мм. Диаграмма должна показывать постепенное и плавное возрастание усилия напрессовки по мере продвижения колеса, пока не будет достигнуто максимальное значение (Р/тз-.- ). Это максимальное значение на автоматическом приборе не должно в ходе прессования падать более чем на 50 кН, и ни при одном из таких падений усилие не должно опускаться ниже установленного минимума (Рлпах )♦ а сами падения не должны наблюдаться до достижения последнего участка перемещения колеса длиной 25 мм (см. пп. 6-3_2 и 5.2.3.3.5).
5.2.3.3.5. С учетом условий работы колесной пары, условий напрессовки и конструкции колеса, колесного центра или колесного центра с бандажом в сборе при оформлении запроса или заказа по соглашению сторон из общего интервала.
2,5^^Рг<7,0Р
(Продолжение изменения к ГОСТ 11018—87) Устанавливают соответственно более низкий интервал Pt, так чтобы обеспечить надежное сцепление между колесом или колесным центром и осью, где Pt — усилие напрессовкн, кН (измеряется на последних 25 мм перемещения колеса);
D — диаметр посадочного места колеса, мм.
Примечание. Усилие напрессовкн Pt в процессе напрессовкн колеса зависит яе только от таких факторов, как натяг, смазка, скорость напрессовкн, шероховатость поверхности и т. п., но и от конструкции колеса или колесного центра и его посадочного места. Например, усилие напрессовкн, а с ним и форма кривой может измениться, когда зоны со смазочными канавками или зоны изменения толщины ступицы, т. е. место расположения диска колеса, в ходе вапрессовки совпадают с посадочным местом. Поэтому для определенных конструкций может потребоваться специальный выбор Pt или специальное соглашение относительно формы кривой усилия напрессовкн, особенно тогда, когда толщина стенки ступицы мала или когда длина посадочного места меньше его диаметра. При более узкой полосе значений Pt считают, что допустимое значение в килоньютонах должно равняться примерно 1,0 О для более низких значений Р{9 1,5 D — для средних значений Pt и 2,0 D — для более высоких значений Pt из интервала от 2,5 D до 7,0. D.
Усилие напрессовкн колесных центров без бандажей при прочих сопоставимых условиях может быть примерно на 10 % меньше усилия напрессовкн колес.
5.2.3.3.6. Если конечное усилие напрессовкн Р меньше минимального значения, установленного заказчиком, но более 90 % этого значения, либо если оно больше максимального значения, установленного заказчиком, но составляет менее 110% этого значения, изготовитель в присутствии заказчика может произвести проверку прессовой посадки (см. табл. 4) с помощью испытания осевой нагрузкой в соответствии с п. 6.43.1. При удовлетворительных результатах испытаний отклонение конечного усилия напрессовкн от установленных пределов допустимо.
5.2.3.4. Тепловая посадка
5.2.3.4.1. Тепловая посадка не может использоваться для колесных центров в сборе с бэддажами, если это заранее не оговорено соглашением между изготовителем и заказчиком.
5.2.3.4.2. Для реализации преимуществ тепловой посадки большое значение имеет использование канавок для подачи смазки.
5.2.3.4.3. Если заказом предусмотрена тепловая посадка (см. п. 3.5.2), то колесо или колесный центр общепринятым методом равномерно нагревают до температуры не более 250 °C (время, достаточное, чтобы вся масса приобрела эту температуру, что позволит установить колесо на ось).
5.3. Защиты углублений
Если в результате нависания, например колеса или зубчатого колеса над канавкой для снятия напряжений, образовалось углубление, то оно должно быть заполнено проверенным антикоррозионным материалом по требованию заказчика.
5.4. О б р а б о т к а поверхности катания
Если оговорена механическая обработка поверхностей катания (см. п. 3.6) и если она не производится до сборки, то профиль поверхности катания должен быть выполнен в соответствии с заказом или прилагаемыми к нему документами. Если иное не оговорено, то допуски должны соответствовать приведенным в ГОСТ 3225—80.
5Л Коррекция дисбаланса
Если заказчиком оговорена балансировка (см. п. 3.10), то дисбаланс, превышающий допустимый предел, должен быть уменьшен согласно соответствующему разделу ГОСТ 3225—80 и ГОСТ 10791 —89.
5.6. Коррекция дисбаланса
Если заказчиком оговорена балансировка (см. п. 3.10), то дисбаланс, превы-
(П родолжение изменения к ГОСТ 11018—87) шающнй допустимый предел, должен быть уменьшен согласно соответствующему разделу ГОСТ 3226^—80 и ГОСТ 10791—89-
5.6. Обозначение
После сборки деталей должна быть нанесена маркировка в соответствии с п. 4.2.5.
5.7. Исправление
57Л. Любое исправление деталей колесной пары должно производиться в соответствии с разделами стандартов, приведенных в табл. 1.
5.7.2. Неточная сборка деталей может с согласия заказчика быть исправлена путем демонтажа этих деталей и установки их заново.
5.8. Защита от коррозии при эксплуатации
Заказчик может оговорить окраску или другую постоянную защиту от коррозии при эксплуатации определенных участков колесной пары (см. пп. 3.12 и 5.3), что должно быть согласовано при оформлении запроса или заказа.
6. Контроль
6.1. Тип и время контроля и ответственность за него
6.1.1. Заказчик должен указать в заказе, как осуществляется контроль на соответствие установленным методам изготовления (см. разд. 5) н требованиям к качеству (см. разд. 4).
Контроль осуществляется уполномоченным на это компетентным подразделением изготовителя или в присутствии заказчика (см. табл. 4).
6.1.2. Заказчик также осуществляет контроль производственных процессов и методов испытаний, поэтому он должен иметь доступ к протоколам всех проводимых изготовителем испытаний и иметь возможность контролировать их.
6.1.3. Для выполнения требований п. 65.1 до проведения заказчиком окончательного контроля должны быть применены все виды контроля, ответственность за которые возложена на компетентное подразделение изготовителя.
6.1.4. Заказчик в письменной форме должен сообщить изготовителю о дате предъявления продукции на контроль. В этом сообщении необходимо указать количество колесных пар, предъявляемых для контроля, и номер заказа.
6.2. Контроль деталей
6.2.1, Перед началом сборки колесных пар необходимо удостовериться, что все детали были предварительно подвергнуты контролю согласно соответствующим техническим требованиям (см. п. 4.1),. результаты контроля должны отвечать требованиям заказа и прилагаемых к нему документов и качество деталей не должно ухудшаться.
6.2.2. Если некоторые операции изготовления деталей (чистовая обработка посадочных мест оси или отверстий колес и чистовое профилирование поверхностей катания колес) являются частью процесса изготовления колесных пар, то эти операции и их результаты должны подвергаться контролю согласно соответствующим стандартам (см. табл. I).
Это относится к следующим операциям:
а) контролю внешнего вида и размеров деталей (см. п. 6.3.1);
б) магнитоскопическому исследованию осей;
в) балансировке колес;
г) молотовому испытанию (для колесных пар, имеющих колеса с бандажами).
6.3. Контроль методов изготовления
6.3.1. Контроль натяга
Натяг между охватываемой и охватывающей деталью в каждом соединении должен проверяться при комнатной температуре. В случае применения тепловой посадки записи результатов этих измерений пронумерованные в соответствии с серийным номером узла, должны быть предъявлены представителю заказчика при окончательной приемке.
Если это согласовано при оформлении запроса и заказа (см. п. 3.5 1.2), то натяг для прессовой посадки должен быть записан на диаграмме уоилия запрессовки.
6.3.2. Контроль усилия запрессовки
В случае применения запрессовки оригинал или копия диаграммы усилия запрессовки, построенной в соответствии с п. &23и33 и пронумерованной в соответствии с серийным номером узла, должны быть предъявлены представителю заказчика при окончательной приемке.
6.4.Контроль характеристик колесных пар
6.4.1. Тилы и количество испытаний или проверок
В табл. 4 приведены типы и испытаний и проверок, указано, являются ли они обязательными или факультативными и какое количество колесных пар должно быть подвергнуто испытаниям.
6.4.2. Состояние колесных пар, предъявляемых для контроля
6.4.21. Испытание контрольной осевой нагрузкой, если оно требуется, можно проводить до выполнения таких конечных операций, как механическая обработка поверхности катания и т. п. Обычно колесную пару не подвергают этому испытанию по истечении 48 ч после ее сборки, но изготовитель может по своему усмотрению сократить это время.
6.4.2.2. Проводить измерение электрического сопротивления и дисбаланса и осуществлять контроль внешнего вида и размеров следует на колесных парах в состоянии поставки до нанесения защитных покрытий, если иное не оговорено в п. 5.3.
6.4.3 Методы испытаний
6.4.3.1. Ис п ы т а н и е контрольной осевой нагрузкой
Испытание контрольной осевой нагрузкой, если оно требуется (см. табл. 4), следует проводить на прессе, подобном используемому для механической на-прессовки колес и оборудованному указателем усилия и автоматическим прибором. Контрольная осевая нагрузка на колесную пару должна возрастать постепенно и плавно.
6.4.3.1.1. При прессовой посадке контрольная осевая нагрузка для колес, колесных центров и колесных центров в сборе с бандажами в случае применения смазок, указанных в п. 5.2.3.3.2, должна достигать значения, равного 1,2 фактического усилия напрессовки (Pt), но не превышать 7,0 D.
6.4.3.1.2. В случае применения тепловой посадки заказчик при оформлении запроса и заказа может оговорить минимальное значение контрольной осевой нагрузки (Рр) (см. п. 3 5.2.1). Это значение должно находиться в интервале:
3,OD<Pp<7,OD,
где Р р — контрольная осевая нагрузка, кН;
D — диаметр посадочного места, мм.
Если в заказе осевая нагрузка Рр не оговорена, то эта нагрузка должна составлять:
Рр=6,0 D — для колесных пар тяговых средств;
РР=4,0 D — во всех прочих случаях.
6.4.3.2. Определение электрического сопротивления
Колесную пару устанавливают на опоры градуированного прибора, позволяющего измерить электрическое сопротивление между поверхностями катания колес этой пары. Предварительно следует получить согласие заказчика на использование этого прибора.
64.3.3. Б а л а нс и р о в к а колесных пар
6.4.3.3. L Динамическая балансировка
Динамический дисбаланс колесной пары измеряют на поверхности катания каждого из колес с помощью устройства, согласованного с заказчиком. Это устройство должно обладать такой чувствительностью, чтобы можно было определять дисбаланс, составляющий по крайней мере 1/5 максимального значения, оговоренного в п. 4.2.31.
8»
6.4.3.3.2. Статическая балансировка
Статический дисбаланс измеряют с помощью соответствующего устройства» согласованного с заказчиком. Ось испытуемой колесной пары своими шейками или посадочными местами лабининтных колец должна находиться на гладких полированных поверхностях двух горизонтальных опор этого устройства.
6.4.3.4. Ко нтр ол ь по внешнему виду и размерам
Контроль внешнего вида и размеров следует осуществлять с помощью соответствующих средств, имеющихся у изготовителя н согласованных с заказчиком. При контроле размеров должны применяться калибры, проходящие регулярное освидетельствование.
6.5. Заключение по результатам контроля
6.5.1. Если в результате контроля выявлено, что условия производства не соответствуют оговоренным в заказе или прилагаемым к нему документам, то рассматриваемые колесные пары могут быть забракованы.
6.5.2. Любая колесная пара, не отвечающая требованиям настоящего стандарта (см. табл. 4), бракуется.
6.5.3. Забракованные колеса вновь могут быть предъявлены для приемки после исправления дефектов в соответствии с п. 5.7, на которую получено согласие заказчика.
6.6. Сертификат
6.6.1. При окончательной приемке изготовитель должен предоставить все соответствующие данные о проверках и, испытаниях (п. 6.2.2), ответственность за которые возложена на него (см. табл. 4).
6.6.2. Независимо от того, на кого возложена ответственность за контроль производства (компетентное подразделение изготовителя или заказчика), изготовитель должен удовлетворять всем требованиям настоящего международного стандарта.
6.6.3. В сертификат о контроле должна быть включена также следующая информация:
а) сила натяга между посадочным местом и отверстием (см. пп. 3.5.1.2 и
6.3.1) ;
б) диаграмма усилия напрессовки (см. пп. ЗЛ.1.1 и 6.3.2);
в) диаграмма испытаний контрольной осевой нагрузкой (см. пп. 3.5.2.1 я
6.4.3.1) и если соответствующие проверки оговорены в заказе или прилагаемых к нему документах;
г) электрическое сопротивление (см. пп. 3.9 и 42.2) и дисбаланс (см. пп. 3.10 и 4.2.3).
7. Поставка
7.1. Защита от коррозии при транспортировании
После приемки и до передачи на хранение или отправку колесные пары необходимо защитить от коррозии. Особое внимание следует уделять деталям, не имеющим так й защиты или с которых эта защита была удалена в ходе изготовления или транспортировании. Метод защиты и подлежащие покрытию участки должны быть согласованы при оформлении запроса и заказа.
Примечание. Эффективность любого защитного покрытия определяется только сроком службы, особенно в условиях транспортирования морем или в географических районах с высокой влажностью. Сразу по прибытии на место назначения колесные пары должны быть подвергнуты контролю с целью установления необходимости возобновления защитного покрытия.
7.2. Защита от механических повреждений во время транспортирования
После нанесения антикоррозийного покрытия колесные пары перед отправкой должны быть надежно защищены от механических повреждений. Метод защиты должен быть согласован с заказчикам.
(Продолжение изменения к ГОСТ 11018—87)
8. Гарантии
Гарантии, включенные в хонтракт, должны быть согласованы между изготовителем и заказчиком при оформлении запроса и заказа.
Натяг в соединениях диаметром 100 и 300 мм
гишон грчняиояпзхун n пянчипмпкпн
номинальною д</ а метр посадочного места колеса, зубчатого колеса или диска, мм
Черт. 1а
Натяг в соединениях диаметром
100 и 300 мм для класса отклонений
Минимальный и максимальный натяг
0,500
0,150
0,100
0,350
0,300
0,250
0,200
0,150
0,Ю0
0,050
50 Ю0 150 200 250 300 35.
Номинальный диаметр посадочного места колеса, зубчатого колеса или диска, мм
Черт. 16
(Продолжение см, с. 93)
Ключ к обозначениям, используемым в табл. 2 на черт. 1а и 16, для отклонений, допусков и натяга соединения
Т а блица 1
Требования к деталям колесной пары
Наименование детали | Требования к уровню качества | Требования к размерам в состоянии «готов к сборке» |
Оси Цельные колеса | ГОСТ 11018—87 ГОСТ 10791—89 | |
Колесные пары Бандажи Колеса с бандажами | ГОСТ 4491—86 ГОСТ 398—81 ГОСТ 3225—80 | ГОСТ 3225—80 |
Стопорные кольца Зубчатые колеса Тормозные диски Шкивы генераторов Подшипники | При отсутствии стандарта на эти детали требования должны быть согласованы сторонами при оформлении запроса и заказа |
(Продолжение см. с. 94)
(Продолжение изменения к ГОСТ 11018—87} Тябляца 2 Отклонения, допуски я натяга соединений колес ■ осей
Отклсжеино диметра подступичной части
Номинальный к ыммжаль-п* диаметр отеорстмя <п РВ пот*0 РВ m1n,MM
Максимальный диаметр отверстии
D •••
В max В пол
Нижнее mln к
Bopsiee et^J max
Нб
Н7
Н8
U*
*•
и«
и9
U*
V»
V»
>100 до 120 >120 до НО >140 до 160 >160 до 180 >180 до 200 >200 до 225 >225 до 250 >250 до 280 >280 до 315
0,035
0,040
0,040
0,040
0,046
0,046
0,046
0,052
0,052
0,054
0,063
0,063
0,063
0,072
0,072
0,072
0,081
0,08)
0,144
0,170
0,190
0,210
0,233
0,258
0,284
0,315
0,390
0,1720,166 0,202 0.195 0.228 0,215 0,252 0,235 0.284 0,265 0,310 0.287 0,340 0,313 0,385 0,347 0,425 0,382
0,179 0,198
0,210 0,233
0,230
0,2500,273
0,28210,3080^313
0,304
,253
0,194 0,207
0,227
0,2530.268
0,277
0,242
0,292
0,330
0,358 0,3560^3890,386 0,3960,4170,437 0,431 0,457 0,477
,3300,339
Нагяг между охватывающей я охватывав- | |||||
мой деталью | |||||
mln | |||||
J -=el-H гтчк | «4 г | •а | |||
ШвА | д | ||||
Нб/и* | Н7/и* | H6/V* | H7/V* | Н8/У» | 6 6 |
0,122 | 0,109 | 0,150 | 0,137 | 0,118 | » |
0,145 | 0,130 | 0,177 | 0,162 | 0,139 | w а |
0,165 | ),150 | 0,203 | 0,188 | 0,165 | • ж о |
0,185 | 0,170 | 0,227 | 0,212 | 0,189 | |
0,207 | 0,190 | 0,255 | 0,238 | 0,212 | ад |
0,229 | 0,212 | 0,281 | 0,264 | 0,238 | ||~ |
0.265 | 0,238 | 0,311 | 0,294 | 0,268 | |
0,283 | 0,263 | 0,353 | о.ззз | 0,304 | «40 5 * |
0,318 | 0,298 | 0,393 | 0,373 | 0,344 |
IS *
с2
Диметр подступите* части
Ее
8 2
я £■
I
3 « Еа> х тГ+см
* Для всех интервалов откловеннй допусков.
•• /тм—*<+1ГгЛ7у — мождуаародиый масс допусков, где у“6. 7 или В, см. черт. | в. г—6. 7 или в (см. черт. I а. I б в I в).
(Продолжение см. с. 95)
(Продолжение изменения к ГОСТ ПО 18—87) Ключ к обозначениям, используемым в табл. 3 для допусков на размеры колесных пар
Колесные пары внутренними буксами
Колесные пары с наружными буками
________ Черт. 2 * Если иное не предусмотрено чертежом,
Допуски на размеры
Нашеяование | Обоэначеняе (см. черт. 2) | Применение | Рабочая скорость сг* | Допуск | |
Категория Y**, мы | Категория Z**, мм | ||||
Расстояние между внутренними гранями ободьев двух колес | л, At | Все | Все | М от±§ W ОТ_2 | |
Разность результатов измерения расстояний от внутренних граней ■ободьев колес до опорных поверхностей букс | (C-Ct) ИЛИ (С,-С) | Все | Все | <1,0 | |
Общее поперечное биение внутренней поверхности обода каждого колеса | 2G | Колесные пары тяговых и прицепных средств негрузового подвижного состава | <120 > 120< 160 >160 | <1,0 <0,8 <0,5 | <2,3 *4 |
Все прочие | Все | <1,0 | <2,3 | ||
Общее радиальное биение*** поверхности катания | 2Н | Все | <120 >120<200 >200 | <0,5 <0,3 *5 | <0,75 ♦ 4 «4 |
Разность диаметров кругов катания полностью обработанных колес, расположенных на одной оси | (L-L,) или (L,-L) | Все | <120 >120<200 >200 | <1,0 <0,5 <0,3 | <1,0 *4 |
• v — рабочая скорость, км/ч*
•• См. п. 4.2.4.
••• См. ГОСТ 398—81.
*4 Если рабочая скорость превышает 120 км/ч, то рекомендуется осторожно подходить к ■применению допусков категории (см. п. 4.2.4).
•$ Допуск должен быть согласован при оформления запроса я заказа.
(Продолжение см. с. 97)
Тип и количество испытаний и проверок
Контроль | Типы вспытаннй или проверок | Методы испытаний | Количество колесных пар, подвергаемых испытаниям | |
т или 0 | а или b | |||
Детали | См. пп. 6.2 и 6.6.1 | |||
Изготовитель | Натяг (см. п. 4.1.2) | т | а | Все |
Диаграмма запрессовки при механической на-прессовке колес (см. пп. 5.2.3.3.3 и 5.2.3.3.6) | т | а | Все | |
Характеристики | Контрольное усилие (см. п. 6.4.3.1): при механической напрессовке при тепловой посадке | • т | b b | * Все** |
Электрическое сопротивление (см. п. 4.2.2) | О*** | а | Все | |
Дисбаланс колесной пары (см. п. 4.2.3): динамический статический | О*4 0*5 | а а | Все Все | |
Вид и размеры (см. п. 4.2.4) | т | b | Все |
• См. п. Б.2.3.3.6.
*• Для колес с тепловой посадкой по усмотрению заказчика можно полностью или частично отказаться от испытаний контрольной осевой нагрузкой.
**• Только для колесных пар с бандажами.
*4 Для колесных пар, предназначенных для рабочих скоростей более 120 км/ч.
•s Только для колесных пар, предназначенных для рабочих скоростей от 100 до 140 км/ч.
(Продолжение изменения к ГОСТ 11018—87)
Условные обозначения:
т — обязательные испытания; О — факультативные испытания или проверки, т. е. те, которые следует выполнять, если они предусмотрены законом или прилагаемыми к нему документами; а — выполняются под контролем уполномоченного на это компетентного подразделения изготовителя; b — в присутствии заказчика.
(ИУС № 7 1991 г.)
Изменение № 3 ГОСТ 11018—87 Колесные пары для тепловозов к электровозов железных дорог колеи 1520 мм. Технические условия
Утверждено и введено в действие Постановлением Комитета стандартизации и метрологии СССР от 26.12.91 № 2140
Дата введения 01.07.92
Вводная часть. Первый абзац изложить в новой редакции: «Настоящий стандарт распространяется на колесные пары тепловозов и электровозов железных дорог колеи 1520 мм, эксплуатирующихся со скоростями не выше 200 км/ч».
Пункты 1.3, 1.4 изложить в новой редакции: «1.3. Собранная колесная пара и ее детали должны отвечать требованиям нп. 1.3.1—1.3.17.
1.3.1. Разность значений твердости ободьев5 колес для одной колесной пары не допускается более 24 НВ.
1.3.2. Параметр шероховатости поверхностей сопряжения бандажа и обода колесного центра Rz не более 20 мхм6 по ГОСТ 2789—73.
1.3.3. Разность размеров по ширине одного обода колеса не должна быть более 3 мм (ширину бандажа измерять на расстоянии не менее 100 мм по окружности от крайних цифр маркировки).
1.3.4. На обработанной внутренней поверхности бандажа у бурта и выточки на ширине до 10 мм черновины не допускаются. На остальной части этой поверхности не допускаются черновины площадью более 16 см2 (наибольшая длина черновины—40 мм). Черновин площадью до 16 см2 не должно быть более 2 шт.
1.3.5. Отклонение от круглости внутренней поверхности бандажа и сопрягаемой с ним поверхности обода колесного центра не допускается более 0,2 мм, отклонение профиля продольного сечения — более 9,1 мм. В случае конусооб-разности направления конусности внутренней поверхости бандажа и сопрягаемой с ним поверхности обода колесного центра должны совпадать, а разницу от-клоиений профиля продольного сечения бандажа и обода устанавливают по согласованию с заказчиком.
1.3.6. Насадка бандажа на колесный центр должна производиться с натягом 1,2—1,6 мм на каждые 1000 мм диаметра колесного центра. При этом на стадии создания новой колесной пары обязательна проверка отсутствия повышенной (более 20 % натяга) усадки колесного центра при максимальном выбранном натяге вследствие пластических деформаций при формировании.
1.3.7. Допускается уменьшение или увеличение сопрягаемых размеров под запрессовку осн и колесного центра, а также бандажа и колесного центра на 1 мм.
1.3.8. Температура нагрева бандажа перед насадкой на колесный центр должна быть 250—320 °C. Не допускается разность температур различных участков бандажа при нагреве более 50 °C.
1.3.9. Бандажное кольцо следует заводить в выточку бандажа при температуре бандажа не ниже 200 5С и закончить обжатие бурта бандажа при его температуре не ниже 100°C. После окончательного обжатия бурта кольцо должно плотно сидеть в выточке, зазор между концами более 2 мм для магистральных и маневровых и более 3 мм для промышленных локомотивов не допускается.
1.3.10. На наружной грани бандажа и обода колесного центра после насадки бандажа должны быть нанесены контрольные отметки на одной прямой по радиусу колеса. Контрольная отметка на бандаже в виде 4—5 кернов глубиной 1,5-—2,0 мм должна начинаться на расстоянии не менее 10 мм от кромки упорного бурта и располагаться на длине 24 мм с равными интервалами меж-
(Продолжение изменения к ГОСТ 11018—87) ду кернами. Контрольная отметка на ободе колесного центра должна быть в виде канавки глубиной до 1 мм, наносимой притупленным инструментом.
1.3.11. Параметр шероховатости поверхностей оси должна быть: шеек под моторно-осевые подшипники маневровых н промышленных локомотивов Ra более 1,25 мкм, магистральных локомотивов Ra не более ОЦбЗ мкм (допускается Ra не более 1,25 мкм по согласованию с заказчиком); шеек под подшипники качения и подступичных частей Ra не более 1,25 мкм; средней части (кроме осей промышленных тепловозов, не подвергающихся накатке) и торцов осей с упорными подшипниками скольжения Ra не более 2,5 мкм; торцов осей о упорными подшипниками качения и осей тепловозов с дышловым приводом Ra не более 10 мкм.
1.3.12. На шейках под подшипники качения не допускается отклонение от круглости и отклонение профиля продольного сечения более 0,015 мм, радиальное биение (при проверке в центрах) —более 0,05 мм на оси.
1.3.13. Параметр шероховатости поверхности отверстия ступицы колесного центра или цельнокатаного колеса Ra не более 2,5 мкм при тепловом способе формирования, Ra, не более 5 мкм — при прессовом способе формирования; разность толщины ступицы с внутренней стороны в разных местах по окружности— не более 5 мм, а для тепловозов с дышловым приводом—не более 10 мм.
1.3.14. На подступичных частях оси не допускается отклонение от круглости и отклонение профиля продольного сечения более 0,05 мм. В случае кону-сообразности больший диаметр должен быть обращен к середине осн.
1.3.15. В отверстии ступицы колесного центра не допускается отклонеияе от круглости и отклонение профиля продольного сечения более 0,05 мм. В случае конусообразности больший диаметр должен быть обращен к середине оси.
1.3.16. Радиусы сопряжения элементов профиля выточки бандажа под закрепляющее бандажное кольцо должны быть не менее 2,5 мм, а параметр шероховатости поверхности выточки Ra не более 20 мкм.
1.3.17. Требования к обработке посадочных поверхностей и установке пальцев на колесных парах локамогивое с дышловым приводом, а также с опорнорамным подвешиванием тяговых электродвигателей устанавливаются технической документацией, утвержденной в установленном порядке.
Примечание. До оснащения производства измерительными приборами для контроля отклонений от круглости и профиля продольного сечения по п. 1.3 допускается контроль овальности и конусообразности с обеспечением идентичных значений отклонений по ГОСТ 24642—81.
1.4. До формирования колесных пар их элементы должны быть подвергнуты контролю неразрушакицими методами: заготовки колесных центров ■— по ГОСТ 4491—86, осей —по ГОСТ 3281—81, бандажей —по ГОСТ 398—81 — на заводах-изготовителях заготовок; окончательно обработанные оси — магнитной дефектоскопии по ГОСТ 3281—81; рабочие поверхности окончательно обработанных зубчатых колес и зубчатых венцов и внутренние поверхности расточенных бандажей — магнитной дефектоскопии по технической докуметацин, утвержденной в установленном порядке».
Пункт 1.9. Второй абзац изложить в новой редакции: «Допускается при формировании колесной пары от середины оси взамен контроля размеров «А» контролировать расположение одно-го из колес относительно сер ед и ы оси путем измерения расстояний (720 м.м) от внутренней грани обода любого колеса до этой середины с полем допуска, равным половине допуска, указанного в п. 1.8».
Пункт 1.10. Первый абзац изложить в новой редакции: «Профили ободьев колес должны соответствовать черт. 2 или 3 (по требованию заказчика)»: второй абзац исключить:
чертежи 1—3. Заменить размер: 140jj на 140^;
чертеж 2. Заменить размеры: 8,6 на 8; 0,087 на 0,02.
Пункт 1.15. Первый абзац изложить в новой редакции: «Колесные пары локомотивов с конструкционной скоростью до 120 км/ч включительно баланси-
(Продолжение см. с. 111)
(Продолжение изменения к ГОСТ 11018—87) ровке не подвергаются, свыше 120 км/ч—подвергаются динамической балансировке, кроме колесных пар с несъемными без распрессовкя колес деталями, име« ющими свободу перемещения относительно осн колесной пары. Для таких колесных пар яеобходимо проводить статическую балансировку колесных центров*. Пункт 1.16 исключить.
Пункт 2.2.1. Заменить ссылку: п, 1.3 на п. 1.3.6; третий абзац изложить в новой редакции: «Отсутствие дефектов элементов колесных пар по п. 1.4*.
Пункт 2.4. Первый абзац. Заменить ссылку: п. 1.3 на пп. 1.3.2, 1.3.11, 1.3.13} второй абзац. Заменить ссылку: п. '1.3 на п. 1.3.6.
Пункт 2.8. Заменить ссылки: п. 1.3 на п. 1.3.6; п. 1.15 на «(в том числе по
п, 1.5)»; | (Продолжение см. с. 112) |
исключить ссылку: п. 1.16;
второй, третий абзацы дополнить словами: «кроме тепловозов с дышловым приводом».
Пункт 3.1. Предпоследний абзац дополнить словами: «за исключением зоны, ограничиваемой расстояниями по 100 мм в обе стороны от стыка бандажного кольца»;
второй, девятый абзацы. Заменить ссылку: п. 1.3 на п. 1.3.6;
третий абзац. Заменить ссылку: п. 1.3 на пп. 1.3.14, 1.3.15.
Пункт 3.2. Первый абзац. Заменить ссылку: п. 1.3 на пп. 1.3.2, 1.3.11, 1.3.13; второй абзац. Заменить ссылку: п. 1.3 на п. 1.3.6.
Пункт 3.3. Исключить ссылку; п. 1*16; заменить ссылку: п. 1.5 на <(в том числе по п. 1.5)»; п. 1.3 на п. 1.3.6.
(ИУС № 4 1992 г.)
Изменение № 4 ГОСТ 11018—87 Колесные пары для тепловозов и электровозов железных дорог колеи 1520 мм. Технические условия
Принято Межгосударственным Советом по стандартизации, метрологии и сертификации (протокол № 9 от 12.04.96)
Зарегистрировано Техническим секретариатом МГС № 2101
Дата введения 1997—01—01
За принятие проголосовали:
Наименование государства | Наименование национального органа стандартизации |
Азербайджанская Республика Республика Армения Республика Белоруссия Республика Грузия Республика Казахстан Киргизская Республика Республика Молдова Российская Федерация Республика Таджикистан Туркменистан Украина | Азгосстандарт Армгосстандарт Бел стандарт Грузстандарт Госстандарт Республики Казахстан Киргизстандарт Молдовастандарт Госстандарт России Таджикский государственный центр по стандартизации, метрологии и сертификации Туркменглавгосинспекция Госстандарт Украины |
(Продолжение см. с. 22)
(Продолжение изменения 4 к ГОСТ 11018—87)
Пункт 1.10. Чертеж 2. Заменить размеры: 135 на 134; 26,02 на 26,08; 17,315 на 17,31; 32,68 на 32,66; 0,087 на 0,09;
исключить размер: 15;
чертеж 3. Указать расстояние, равное 45 мм, от торца обода до точки сопряжения радиуса Я 13,5 с прямым участком профиля;
дополнить абзацем (после первого): «Профиль по черт. 2 допускается применять до 01.01.95».
Пункт 1.20. Первый абзац изложить в новой редакции: «Для осей, не воспринимающих осевую нагрузку через торец, маркировку колесной пары после формирования выполняют по черт. 4».
Пункт 2.2.2. Третий абзац дополнить словами: «с указанием в них необходимых данных».
Пункт 3.1. Предпоследний абзац изложить в новой редакции: «Прочность сопряжения бандажа с колесным центром (по п. 1.3.6) проверяют после остывания остукиванием, при этом глухой звук и дребезжание не допускаются».
(ИУС № 1 1997 г.)
1
Под понятием «обод колеса» следует понимать «бандаж» сборного и «обод» цельнокатаного колеса.
2
*♦ Здесь и далее допускается взамен параметра /?г применять параметр Ufa г. обеспечением идентичной шероховатости поверхности.
3
В данном документе колесная пара определяется как цельное изделие, состоящее из оси с двумя колесами, и включающее в себя зубчатые колеса, шкивы гонераторов, тормозные диски или подшипники и узлы, которые могут быть оговорены покупателем.
4
Колесные пары, указанные в скобках, применяются редко. Когда заказываются такие колесные лары, могут быть отклонения от требований настоящей части стандарта или дополнения к ним. Такие отклонения и дополнения должны быть оговорены в заказе или прилагаемых к нему документах.
! Колесные пары, указанные в скобках, применяются редко. Когда заказываются тл-кие колесные пары, могут быть отклонения от требований настоящей части стандарта или дополнения к ним. Такие отклонения и дополнения должны быть оговорены в заказе или прилагаемых к нему документах.
3 В приложении 2 ста та рты применены, ка^с удовлетворяющие потребностям народного хозяйства.
5
Под понятием «обод колеса» следует понимать бандаж сборного и обод цельнокатаного колеса.
6
Здесь и далее допускается взамен параметра Rz применять параметр Ra с обеспечением идентичной шероховатости поверхности.
(Продолжение см. с. ПО)
