ГОСТ Р 58375-2019
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
ЛАЗЕРНОЕ ТЕРМОУПРОЧНЕНИЕ ДЕТАЛЕЙ МАШИНОСТРОЕНИЯ
Термины и определения
Laser heat-hardening of machinery parts. Terms and definitions
ОКС 25.200
Дата введения 2020-09-01
Предисловие
1 РАЗРАБОТАН Федеральным государственным унитарным предприятием "Научно-исследовательский институт физической оптики, оптики лазеров и информационных оптических систем Всероссийского научного центра "Государственный оптический институт им.С.И.Вавилова" (ФГУП "НИИ-ФООЛИОС ВНЦ "ГОИ им.С.И.Вавилова") и Обществом с ограниченной ответственностью "Новые технологии лазерного термоупрочнения" (ООО "НТЛТ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 296 "Оптика и фотоника"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 27 сентября 2019 г. N 820-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
Введение
Установленные в стандарте термины расположены в систематизированном порядке, отражающем систему понятий данной области знания.
Для каждого понятия установлен один стандартизованный термин.
Заключенная в круглые скобки часть термина может быть опущена при использовании термина в документах по стандартизации.
Наличие квадратных скобок в терминологической статье означает, что в нее включены два термина, имеющие общие терминоэлементы.
В стандарте в качестве справочных приведены эквиваленты стандартизованных терминов на английском языке.
При применении настоящего стандарта приведенные определения можно при необходимости изменять, вводя в них производные признаки, раскрывая значения используемых в них терминов и указывая объекты, входящие в объем определяемого понятия. Изменения не должны нарушать объем и содержание понятий, определенных в настоящем стандарте.
В стандарте приведены алфавитные указатели терминов на русском языке и эквивалентов на английском языке.
В стандарте имеется приложение А, в котором приведен иллюстративный материал, необходимый для понимания строения поверхностно-упрочненного слоя при лазерном термоупрочнении.
Стандартизованные термины набраны полужирным шрифтом, их краткие формы, представленные аббревиатурой, - светлым.
1 Область применения
Настоящий стандарт устанавливает термины и определения основных понятий, применяемых в области лазерной упрочняющей термической обработки деталей машиностроения, изготовленных из конструкционных сталей.
Термины, установленные настоящим стандартом, рекомендуются для использования во всех видах документации и литературы по лазерной термической обработке, входящих в сферу действия работ по стандартизации и (или) использующих результаты этих работ.
2 Термины и определения
Общие понятия | ||
2.1 | ||
поверхностная упрочняющая обработка: Обработка, создающая поверхностное упрочнение. [ГОСТ 18295-72, статья 6] | surface strengthening treatment | |
2.2 поверхностная упрочняющая термическая обработка: Поверхностная упрочняющая обработка, при которой термическое воздействие ограничивается поверхностным слоем детали. | surface heat treatment strengthening | |
Примечание - В ГОСТ 18295-72, статья 1, термин "упрочнение" (strengthening) характеризует повышение сопротивляемости материала или заготовки разрушению или остаточной деформации независимо от технологического процесса получения требуемых свойств. В настоящем стандарте для лазерного упрочнения, процесс которого преимущественно связан с закалкой, во избежание тавтологии в качестве англоязычного эквивалента употреблен синоним hardening, за исключением 2.36, 2.37. | ||
2.3 лазерное термоупрочнение; ЛТ: Поверхностная упрочняющая термическая обработка с применением лазерного излучения в качестве источника нагрева. | laser surface hardening | |
2.4 местное лазерное термоупрочнение: Лазерное термоупрочнение, ограниченное воздействием лазерного излучения на определенный участок поверхности. | local laser hardening | |
2.5 обрабатываемая поверхность (при лазерном термоупрочнении): Поверхность детали, которая при проведении лазерного термоупрочнения подвергается воздействию лазерного излучения. | treated surface | |
2.6 поверхностно-упрочненный слой (при лазерном термоупрочнении): Поверхностный слой материала, полученный при лазерном термоупрочнении и отличающийся от исходного структурой и повышенным уровнем твердости. | surface hаrdened (strengthened) layer | |
Средства технологического оснащения лазерного термоупрочнения | ||
2.7 технологический лазер: Лазерное устройство, предназначенное для использования в технологических процессах. | industrial laser | |
2.8 технологический лазер для термоупрочнения: Технологический лазер, обеспечивающий необходимый уровень мощности (энергии) излучения для нагрева поверхностного слоя детали до температур фазовых превращений. | industrial laser for surface hardening | |
2.9 система транспортировки излучения: Устройство для передачи излучения от технологического лазера в зону обработки. | laser beam transport system | |
2.10 фокусирующая оптическая головка: Устройство, предназначенное для повышения плотности мощности (энергии) лазерного излучения на обрабатываемой поверхности. | focusing optical head | |
2.11 сканатор: Устройство для отклонения пучка лазерного излучения на обрабатываемой поверхности по заданному закону или траектории. | optical scanner | |
2.12 формирователь пучка лазерного излучения: Устройство, предназначенное для управления формой пучка и распределением плотности мощности (энергии) лазерного излучения по сечению пучка. | beam shaper | |
2.13 технологическая оснастка: Устройство для установки и закрепления детали в зоне обработки. | mounting device | |
2.14 манипулятор: Устройство, предназначенное для перемещения детали или фокусирующей оптической головки по заданному закону или траектории при проведении технологического процесса. | manipulator | |
2.15 контроллер: Программируемое устройство, изменяющее параметры лазерного излучения в соответствии с техническими требованиями к лазерному термоупрочнению обрабатываемой детали. | controller of laser radiation | |
2.16 лазерная установка для термообработки; ЛУТ: Специализированное технологическое оборудование, состоящее из технологического лазера для лазерного термоупрочнения, системы транспортировки излучения, фокусирующей оптической головки, манипулятора и технологической оснастки. | Industrial laser assembly for heat treatment | |
2.17 автоматизированный лазерный комплекс для термоупрочнения; АЛКТ Специализированное технологическое оборудование с числовым программным управлением в составе лазерной установки для термообработки и дополнительных устройств, расширяющих технологические возможности лазерной термообработки, предназначенное для проведения лазерного термоупрочнения в режиме автоматического или ручного управления. | specialized laser equipment for heat treatment | |
Технология лазерного термоупрочнения | ||
2.18 технологический режим лазерного термоупрочнения: Совокупность значений энергетических, механических и временных параметров технологического процесса лазерного термоупрочнения в режиме автоматического или ручного управления. | technological regime of laser hardening | |
2.19 режим автозакалки: Технологический режим лазерного термоупрочнения с самопроизвольным охлаждением поверхностного слоя без управления параметрами термического цикла. | regime of laser autohardening | |
2.20 режим термоциклирования: Технологический режим лазерного термоупрочнения с управлением параметрами термического цикла, в том числе скоростью охлаждения поверхностного слоя. | regime of laser thermocycling | |
2.21 лазерная закалка: Термическая обработка путем лазерного воздействия, заключающаяся в высокоскоростном нагреве поверхностного слоя детали в интервале или выше температур аустенитизации и последующем самопроизвольном охлаждении за счет теплоотвода в деталь без применения охлаждающих сред со скоростью, превышающей критическую скорость закалки на мартенсит. | laser hardening | |
2.22 импульсная лазерная закалка: Лазерная закалка, при которой нагрев поверхностного слоя осуществляется лазером, работающим в импульсном или импульсно-периодическом режиме генерации лазерного излучения. | pulse laser hardening | |
2.23 закалка непрерывным лазерным излучением: Лазерная закалка, при которой нагрев поверхностного слоя осуществляется лазером, работающим в режиме непрерывной генерации лазерного излучения. | laser hardening by continuous wave laser | |
2.24 пятно лазерного воздействия: След воздействия лазерного пучка на обрабатываемую поверхность при неподвижном относительно детали источнике излучения. | spot of laser beam on treated surface | |
2.25 полоса лазерного воздействия: След воздействия лазерного пучка на обрабатываемую поверхность при подвижном относительно детали источнике излучения. | hardened track by means of moving laser beam | |
2.26 эффективный размер пятна [полосы] лазерного воздействия: Размер части пятна [полосы] лазерного воздействия, плотность мощности (энергии) в которой достаточна для лазерного термоупрочнения на заданную глубину. | part of laser spot with energy density sufficient for hardening | |
2.27 перекрытие пятен [полос] лазерного воздействия: Последовательное наложение единичных пятен [полос] лазерного воздействия на обрабатываемой поверхности по заданной схеме со смещением пятен [полос] относительно друг друга на расстояние менее эффективного размера пятна [полосы]. | crossing (lamination) of heat treatment tracks on the surface | |
2.28 триботехнический рисунок (лазерного термоупрочнения): Геометрическая схема расположения зон упрочнения на обрабатываемой поверхности. | tribotechnical scheme of laser hardening | |
Строение и свойства поверхностно-упрочненного слоя | ||
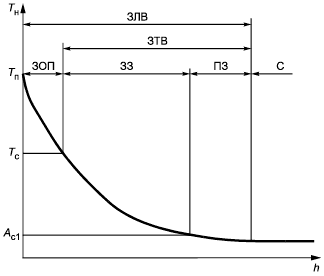
2.29 зона лазерного воздействия; ЗЛВ: Поверхностный слой материала детали с измененными структурой и свойствами в результате термического воздействия лазерного излучения. Примечание - См. рисунок А.1. | region (zone) of laser action | |
2.30 сердцевина С: Материал детали вне зоны лазерного воздействия с исходными структурой и свойствами, соответствующими материалу до обработки лазерным излучением. | core | |
2.31 зона оплавления; ЗОП: Часть зоны лазерного воздействия, образующаяся при нагреве материала выше температуры плавления с последующей кристаллизацией при охлаждении. | melting layer | |
2.32 зона закалки из твердого состояния; ЗЗ: Часть зоны лазерного воздействия, образующаяся при охлаждении в результате структурных превращений материала, нагретого выше температуры | hardened zone | |
2.33 зона термического влияния; ЗТВ: Часть зоны лазерного воздействия, образующаяся в результате структурных превращений материала в твердом состоянии и состоящая из зоны закалки из твердого состояния и переходной зоны. | heat-affected zone | |
2.34 переходная зона; ПЗ: Часть зоны термического влияния, прилегающая к сердцевине и образующаяся при охлаждении материала, нагретого ниже температуры | transitional zone | |
Примечание - При лазерном термоупрочнении предварительно закаленных сталей переходную зону называют зоной отпуска. Как правило, в этой зоне наблюдается уменьшение микротвердости до уровня ниже микротвердости сердцевины (рисунок А.2). | ||
2.35 зона упрочнения: Часть зоны лазерного воздействия с твердостью, превышающей твердость сердцевины. | hardened layer | |
2.36 поверхностная твердость (зоны лазерного воздействия): Твердость, измеренная установленным методом на обрабатываемой поверхности. | surface hardness of strengthened layer | |
Примечание - Для измерения поверхностной твердости применяют средства измерений утвержденного типа. Измерения проводят методом, установленным в эксплуатационной документации на средство измерений. | ||
2.37 распределение микротвердости (зоны лазерного воздействия): Изменение значения микротвердости зоны лазерного воздействия вдоль нормали к обрабатываемой поверхности. | hardness distribution of strengthened layer | |
2.38 толщина зоны лазерного воздействия: Кратчайшее расстояние от обрабатываемой поверхности до сердцевины, определяемое по структурным признакам и значению микротвердости. | depth of heat treated zone | |
Алфавитный указатель терминов на русском языке
АЛКТ | 2.17 |
головка оптическая фокусирующая | 2.10 |
закалка лазерная | 2.21 |
закалка лазерная импульсная | 2.22 |
закалка непрерывным лазерным излучением | 2.23 |
ЗЗ | 2.32 |
ЗЛВ | 2.29 |
зона закалки из твердого состояния | 2.32 |
зона лазерного воздействия | 2.29 |
зона оплавления | 2.31 |
зона переходная | 2.34 |
зона термического влияния | 2.33 |
зона упрочнения | 2.35 |
ЗОП | 2.31 |
ЗТВ | 2.33 |
комплекс для термоупрочнения лазерный автоматизированный | 2.17 |
контроллер | 2.15 |
лазер для термоупрочнения технологический | 2.8 |
лазер технологический | 2.7 |
ЛТ | 2.3 |
ЛУТ | 2.16 |
манипулятор | 2.14 |
обработка термическая упрочняющая поверхностная | 2.2 |
обработка упрочняющая поверхностная | 2.1 |
оснастка технологическая | 2.13 |
перекрытие полос лазерного воздействия | 2.27 |
перекрытие пятен лазерного воздействия | 2.27 |
ПЗ | 2.34 |
поверхность обрабатываемая | 2.5 |
поверхность при лазерном термоупрочнении обрабатываемая | 2.5 |
полоса лазерного воздействия | 2.25 |
пятно лазерного воздействия | 2.24 |
размер полосы лазерного воздействия эффективный | 2.26 |
размер пятна лазерного воздействия эффективный | 2.26 |
распределение микротвердости | 2.37 |
распределение микротвердости зоны лазерного воздействия | 2.37 |
режим автозакалки | 2.19 |
режим лазерного термоупрочнения технологический | 2.18 |
режим термоциклирования | 2.20 |
режим лазерного термоупрочнения триботехнический | 2.28 |
рисунок триботехнический | 2.28 |
сердцевина | 2.30 |
система транспортировки излучения | 2.9 |
сканатор | 2.11 |
слой поверхностно-упрочненный | 2.6 |
слой при лазерном термоупрочнении поверхностно-упрочненный | 2.6 |
твердость зоны лазерного воздействия поверхностная | 2.36 |
твердость поверхностная | 2.36 |
термоупрочнение лазерное местное | 2.4 |
толщина зоны лазерного воздействия | 2.38 |
установка для термообработки лазерная | 2.16 |
формирователь пучка лазерного излучения | 2.12 |
Алфавитный указатель эквивалентов терминов на английском языке
beam shaper | 2.12 |
controller of laser radiation | 2.15 |
core | 2.30 |
crossing (lamination) of heat treatment tracks on the surface | 2.27 |
depth of heat treated zone | 2.38 |
focusing optical head | 2.10 |
tribotechnical scheme of laser hardening | 2.28 |
hardened layer | 2.35 |
hardened track by means of moving laser beam | 2.25 |
hardened zone | 2.32 |
hardness distribution of strengthened layer | 2.37 |
heat-affected zone | 2.33 |
industrial laser | 2.7 |
industrial laser for surface hardening | 2.8 |
Industrial laser assembly for heat treatment | 2.16 |
laser beam transport system | 2.9 |
laser hardening | 2.21 |
laser hardening by continuous wave laser | 2.23 |
laser surface hardening | 2.3 |
local laser hardening | 2.4 |
manipulator | 2.14 |
mounting device | 2.13 |
melting layer | 2.31 |
optical scanner | 2.11 |
part of laser spot with energy density sufficient for hardening | 2.26 |
pulse laser hardening | 2.22 |
regime of laser auto-hardening | 2.19 |
regime of laser thermocycling | 2.20 |
region (zone) of laser action | 2.29 |
specialized laser equipment for heat treatment | 2.17 |
spot of laser beam on treated surface | 2.24 |
surface heat treatment strengthening | 2.2 |
surface hаrdened (strengthened) layer | 2.6 |
surface strengthening treatment | 2.1 |
surface hardness of strengthened layer | 2.36 |
technological regime of laser hardening | 2.18 |
transitional zone | 2.34 |
treated surface | 2.5 |
Приложение А
(справочное)
Строение и распределение микротвердости зоны лазерного воздействия
|
![]() - температура нагрева;
- температура нагрева; ![]() - температура поверхности;
- температура поверхности; ![]() - температура солидус;
- температура солидус; ![]() - температура, при которой начинается образование аустенита при нагреве; h - расстояние от обрабатываемой поверхности
- температура, при которой начинается образование аустенита при нагреве; h - расстояние от обрабатываемой поверхности
Рисунок А.1 - Изменение температуры нагрева поверхностного слоя материала детали при лазерном воздействии и строение зоны лазерного воздействия
|
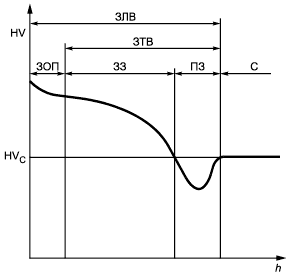
![]() - микротвердость сердцевины; h - расстояние от обрабатываемой поверхности
- микротвердость сердцевины; h - расстояние от обрабатываемой поверхности
Рисунок А.2 - Характерное распределение микротвердости HV зоны лазерного воздействия для доэвтектоидных предварительно закаленных углеродистых сталей
УДК 621.785:006.354 | ОКС 25.200 |
Ключевые слова: лазерное термоупрочнение, лазерное термоупрочнение деталей машиностроения, термины и определения | |
Электронный текст документа
и сверен по:
, 2019
