ГОСТ Р 57178-2016
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
МЕТОД ЭЛЕКТРОКОНТАКТНОГО УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
Типовой технологический процесс
Electric-contact method of surface hardening of details. Typical technological process
ОКС 25.200
Дата введения 2017-06-01
Предисловие
1 РАЗРАБОТАН Закрытым акционерным обществом "СНАГА" (ЗАО "СНАГА"), Федеральным государственным бюджетным образовательным учреждением высшего образования "Российский университет транспорта (МИИТ)" (РУТ (МИИТ))
(Поправка)
2 ВНЕСЕН Техническим комитетом ТК 210 "Технологическое обеспечение создания и производства изделий"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 21 октября 2016 г. N 1475-ст
4 ВВЕДЕН ВПЕРВЫЕ
5 ИЗДАНИЕ (февраль 2020 г.) с Поправкой (ИУС 7-2019)
6 Настоящий стандарт может быть применен на добровольной основе для соблюдения требований технических регламентов
Правила применения настоящего стандарта установлены в статье 26 Федерального закона от 29 июня 2015 г. N 162-ФЗ "О стандартизации в Российской Федерации". Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (www.gost.ru)
1 Область применения
Настоящий стандарт устанавливает требования к типовому технологическому процессу электроконтактного упрочнения деталей, изготовленных из конструкционных низкоуглеродистых, низко- и среднелегированных сталей.
Настоящий стандарт распространяется на машиностроительную продукцию.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ 3.1109 Единая система технологической документации. Термины и определения основных понятий
ГОСТ 12.0.003 Система стандартов безопасности труда. Опасные и вредные производственные факторы. Классификация
ГОСТ 12.0.004 Система стандартов безопасности труда. Организация обучения безопасности труда. Общие положения
ГОСТ 12.1.012 Система стандартов безопасности труда. Вибрационная безопасность. Общие требования
ГОСТ 12.1.019 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ 12.1.030 Система стандартов безопасности труда. Электробезопасность. Защитное заземление, зануление
ГОСТ 12.2.007.0 Система стандартов безопасности труда. Изделия электротехнические. Общие требования безопасности
ГОСТ 12.2.009 Станки металлообрабатывающие. Общие требования безопасности
ГОСТ 12.2.061 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности к рабочим местам
ГОСТ 12.2.107 Система стандартов безопасности труда. Шум. Станки металлорежущие. Допустимые шумовые характеристики
ГОСТ 12.3.003 Система стандартов безопасности труда. Работы электросварочные. Требования безопасности
ГОСТ 12.4.026 Система стандартов безопасности труда. Цвета сигнальные, знаки безопасности и разметка сигнальная. Назначение и правила применения. Общие технические требования и характеристики. Методы испытаний
ГОСТ 162 Штангенглубиномеры. Технические условия
ГОСТ 166 (ИСО 3599-76) Штангенциркули. Технические условия
ГОСТ 427 Линейки измерительные металлические. Технические условия
ГОСТ 2789 Шероховатость поверхности. Параметры и характеристики
ГОСТ 6507 Микрометры. Технические условия
ГОСТ 7502 Рулетки измерительные металлические. Технические условия
ГОСТ 7661 Глубиномеры индикаторные. Технические условия
ГОСТ 11358 Толщиномеры и стенкомеры индикаторные с ценой деления 0,01 и 0,1 мм. Технические условия
ГОСТ 15150 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 18353 Контроль неразрушающий. Классификация видов и методов
_________________
Действует ГОСТ Р 56542-2015.
ГОСТ 21105 Контроль неразрушающий. Магнитопорошковый метод
_________________
Действует ГОСТ Р 56512-2015 "Контроль неразрушающий. Магнитопорошковый метод. Типовые технологические процессы".
ГОСТ 21130 Изделия электротехнические. Зажимы заземляющие и знаки заземления. Конструкция и размеры
ГОСТ 25706 Лупы. Типы, основные параметры. Общие технические требования
ГОСТ Р МЭК 536 Классификация электротехнического и электронного оборудования по способу защиты от поражения электрическим током
_________________
Действует ГОСТ IEC 61140-2012 "Защита от поражения электрическим током. Общие положения безопасности установок и оборудования".
ГОСТ Р 52727 Техническая диагностика. Акустико-эмиссионная диагностика. Общие требования
ГОСТ Р 55724 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
ГОСТ Р МЭК 60204-1 Безопасность машин. Электрооборудование машин и механизмов. Часть 1. Общие требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1
упрочнение: Повышение сопротивляемости материала или заготовки разрушению или остаточной деформации. [ГОСТ 18295-72, статья 1] |
3.2
поверхностное упрочнение: Упрочнение изменением свойств поверхностного слоя. [ГОСТ 18295-72, статья 3] |
3.3
обрабатываемая поверхность: Поверхность, подлежащая воздействию в процессе обработки. [ГОСТ 18295-72, статья 5] |
3.4
типовой технологический процесс: Технологический процесс изготовления группы изделий с общими конструктивными и технологическими признаками. [ГОСТ 18295-72, статья 16] |
3.5
технологическое оборудование: Средства технологического оснащения, в которых для выполнения определенной части технологического процесса размещают материалы или заготовки, средства воздействия на них, а также технологическая оснастка. [ГОСТ 18295-72, статья 93] |
3.6
технологический режим: Совокупность значений параметров технологического процесса в определенном интервале времени. [ГОСТ 18295-72, статья 66] |
3.7 технологический процесс: Организованный процесс изготовления продукции (изделия) или оказания услуги заданного качества, состоящий из отдельных технологических операций, выполняемых людьми с применением материально-технических средств и необходимых ресурсов, в соответствии с имеющейся технологией.
3.8 зона термического влияния: Объем металла, структура и свойства которого изменились в результате термического воздействия осуществленного при реализации технологического процесса упрочнения поверхности детали.
3.9 локальная зона упрочнения: Объем упрочненного материала в детали, полученный при неподвижном положении источника теплоты или от единичного импульса тока при его движении.
3.10 ленточная зона упрочнения: Объем упрочненного материала в детали, полученный при перекрытии локальных зон упрочнения в случае движения источника теплоты по заданной траектории.
3.11 триботехнический рисунок: Периодическое чередование свойств на поверхности трения детали.
4 Сокращения и условные обозначения
4.1 В настоящем стандарте приняты следующие сокращения:
ЭКУ - электроконтактное упрочнение;
ТП - технологический процесс;
ТТП - типовой технологический процесс;
ЗТВ - зона термического влияния;
ЛУУ - локальный участок упрочнения;
ССБТ - система стандартов безопасности труда.
4.2 Для конструктивных элементов упрочненных зон применены следующие условные обозначения:
- ширина роликового электрода;
![]() - максимальная глубина ЗТВ относительно упрочняемой поверхности;
- максимальная глубина ЗТВ относительно упрочняемой поверхности;
![]() - максимальная глубина ЛУУ;
- максимальная глубина ЛУУ;
![]() - минимальная глубина ЛУУ после механической обработки;
- минимальная глубина ЛУУ после механической обработки;
![]() - минимальная глубина ЛУУ относительно упрочняемой поверхности;
- минимальная глубина ЛУУ относительно упрочняемой поверхности;
![]() - максимальная глубина ЛУУ;
- максимальная глубина ЛУУ;
- высота бурта;
- глубина вмятины;
- ширина локального участка упрочнения;
- ширина зоны термического влияния;
- величина перекрытия ЛУУ в продольном направлении;
- величина не перекрытого ЛУУ в продольном направлении;
- величина перекрытия ЛУУ в поперечном направлении;
- величина не перекрытого ЛУУ в поперечном направлении.
5 Требования к технологическому оборудованию и инструменту
5.1 Технологическое оборудование, применяемое для реализации процесса поверхностного упрочнения, должно быть полностью автоматизировано, параметры процесса ЭКУ должны быть стабилизированы.
5.2 Применяемое технологическое оборудование должно быть предназначено для эксплуатации в климатических районах УХЛ4 в соответствии с ГОСТ 15150.
5.3 Технологическое оборудование должно позволять оператору контролировать технологические режимы ЭКУ.
5.4 Технические характеристики технологического оборудования для выполнения процесса ЭКУ должны отвечать требованиям, приведенным в приложении Б.
5.5 Применяемый инструмент должен соответствовать требованиям ГОСТ 162, ГОСТ 166, ГОСТ 427, ГОСТ 6507, ГОСТ 7502, ГОСТ 7661, ГОСТ 11358, ГОСТ 25706.
5.6 Лупы, используемые при визуальном контроле, должны соответствовать требованиям ГОСТ 25706.
6 Требования к деталям
При реализации типового технологического процесса упрочнению подвергают поверхности деталей, изготовленных вновь или восстановленных после эксплуатации.
6.1 Все детали, предназначенные для ЭКУ, должны иметь припуск для последующей механической обработки 0,2-0,5 мм с шероховатостью упрочняемой поверхности не ниже Rz80 в соответствии с ГОСТ 2789, очищены от масла, органических соединений, загрязнений, ржавчины и проконтролированы на отсутствие дефектов.
6.2 Детали на обрабатываемой поверхности не должны иметь газотермических, гальванических и других покрытий (цементацию, азотирование, хромирование и др. виды химикотермической обработки).
6.3 На деталях, имеющих центровые отверстия, при необходимости производят их правку.
7 Последовательность выполнения технологических операций
Перед выполнением оформляют карты ТТП в соответствии с ГОСТ 3.1109.
Выполнение ТТП включает следующую последовательность действий:
- закрепляют деталь в технологическом оборудовании;
- перемещают роликовый(е) электрод(ы) в рабочую зону к месту начала процесса;
- устанавливают роликовый(е) электрод(ы) на расстоянии 10-15 мм от поверхности детали;
- прижимают роликовый(е) электрод(ы) к детали (в зависимости от реализуемого варианта процесса);
- задают параметры режима упрочнения (устанавливаются в соответствии с приложением Б);
- подают охлаждающую жидкость (воду) в зону контакта электрод - деталь;
- запускают процесс ЭКУ (во время процесса проводят визуальный контроль и подают команды управления согласно варианту его реализации);
- останавливают процесс;
- отжимают роликовый(е) электрод(ы) от детали;
- отключают подачу охлаждающей жидкости;
- отводят роликовый(е) электрод(ы) в нерабочую зону;
- снимают деталь и передают ее на дальнейшую механическую обработку.
8 Принципиальная технологическая схема
8.1 Технологический процесс ЭКУ применяют для изнашиваемых поверхностей новых деталей или восстановленных различными способами сварки (например, ручной дуговой наплавкой, в среде защитных газов или под флюсом с соответствующей подготовкой поверхности, согласно разделу 6).
8.2 Принципиальные схемы выполнения процесса ЭКУ для различных видов поверхностей приведены на рисунке 1.
От источника питания (4) ток передается через токоподводящие элементы в зону контакта роликовый электрод (2) - деталь (1). Одновременно в зону контакта подается охлаждающая жидкость (техническая вода). Поверхностное упрочнение обеспечивается с использованием неподвижного (см. рисунок 2) и движущегося источника теплоты (см. рисунки 3 и 4). При движении роликового электрода относительно детали либо движение детали относительно роликового электрода в зависимости от варианта реализации процесса:
- при выполнении ЭКУ для тел вращения траектория движения роликового электрода осуществляется по винтовой линии относительно упрочняемой поверхности. Для этого задают скорость вращения детали (об/мин), обеспечивающую перекрытие ЛУУ в радиальном (продольном) направлении
и скорость поперечного перемещения роликовых электродов (для наружных поверхностей), роликового электрода (для внутренних поверхностей)
, мм/мин, обеспечивающую перекрытие ЛУУ вдоль образующей
;
- при выполнении процесса ЭКУ для плоских поверхностей обеспечивается движение роликового электрода по заданной траектории (в зависимости от конфигурации упрочняемой поверхности детали), при этом задается скорость движения электрода - , мм/мин.
8.3 Выполнение ЭКУ может быть проведено как с перекрытием, так и без перекрытия участков нагрева (упрочнения и отпуска) в пределах зоны термического влияния, в зависимости от эксплуатационных требований, предъявляемых к детали.
| |
| |
|
|
|
|
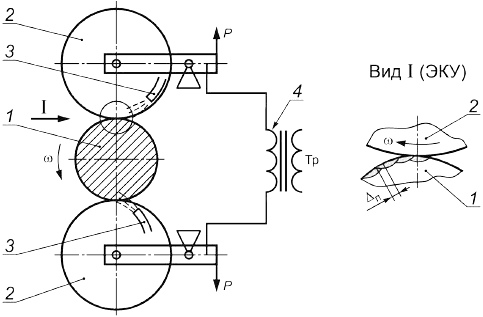
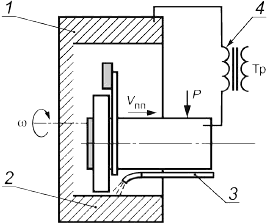
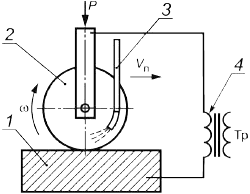
- усилие прижатия роликового электрода к детали;
- скорость продольного перемещения роликового электрода;
- скорость вращения;
- перекрытие зон нагрева; 1 - деталь; 2 - роликовый электрод; 3 - трубки для подачи охлаждающей воды; 4 - вторичная обмотка трансформатора (Тр)
Рисунок 1 - Принципиальные схемы выполнения процесса ЭКУ
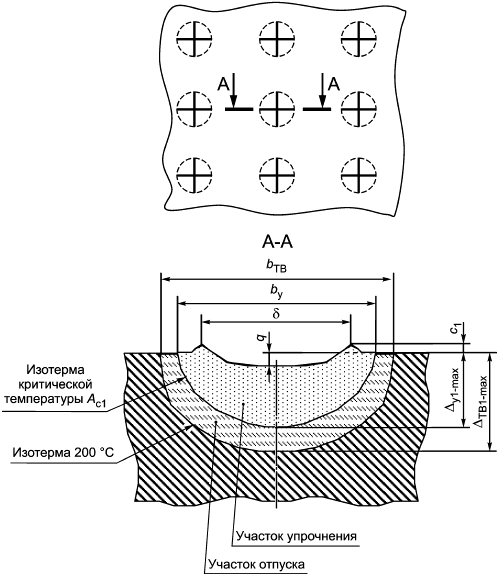
Рисунок 2 - Конструктивные элементы локальной зоны упрочнения при ЭКУ, выполненной неподвижным источником теплоты

Рисунок 3 - Конструктивные элементы ленточной зоны упрочнения при ЭКУ, выполненной подвижным источником теплоты

Рисунок 4 - Конструктивные элементы плоской зоны упрочнения при ЭКУ, выполненной подвижным источником теплоты
9 Способы упрочнения поверхности
9.1 Упрочнение поверхности производят:
- отдельными локальными участками - точками (см. рисунок 2);
- ленточной зоной - отрезками/линиями (см. рисунок 3);
- плоской зоной (см. рисунок 4).
9.2 Упрочнение локальными участками (см. рисунок 2) осуществляют неподвижным источником теплоты, при этом в ЗТВ с максимальной глубиной ![]() находится локальный участок упрочнения. Максимальная глубина
находится локальный участок упрочнения. Максимальная глубина ![]() ЛУУ - наибольшее расстояние от поверхности до границы ЛУУ в глубину материала или заготовки. Припуск на механическую обработку поверхности не менее глубины вмятины -
ЛУУ - наибольшее расстояние от поверхности до границы ЛУУ в глубину материала или заготовки. Припуск на механическую обработку поверхности не менее глубины вмятины - .
9.3 Упрочнение ленточной зоной (см. рисунок 3) осуществляют подвижным источником теплоты, с перекрытием ЛУУ. Без последующей механической обработки определяют ![]() . При использовании последующей механической обработки необходимо делать припуск с минимальной величиной
. При использовании последующей механической обработки необходимо делать припуск с минимальной величиной при этом определяют значение
![]() в глубину материала или заготовки.
в глубину материала или заготовки.
Значение перекрытия ЛУУ в продольном направлении должно удовлетворять требованиям чертежей и быть определено на основе проведения эксплуатационных испытаний.
9.4 Упрочнение поверхности плоской зоной (см. рисунок 4) осуществляют подвижным источником теплоты, с перекрытием ЛУУ с перекрытием как в продольном , так и в поперечном
направлениях.
Значение перекрытия ЛУУ, и ЗТВ в продольном и поперечном направлениях должно:
- удовлетворять требованиям чертежей и быть определено на основе проведения эксплуатационных испытаний;
- формировать на поверхности трения триботехнический рисунок, обеспечивающий заданную интенсивность изнашивания.
10 Требования к технологическим режимам
Для обеспечения требуемого качества упрочненной поверхности, технологические режимы должны контролироваться по обратной связи и погрешность их воспроизведения должна отвечать требованиям, приведенным в приложении В.
11 Требования к механической обработке деталей после выполнения процесса
Механическая обработка после процесса ЭКУ должна соответствовать требованиям заводских или ремонтных чертежей.
12 Методы контроля качества
12.1 Контроль качества работы технологического оборудования проводят независимо от номенклатуры упрочняемых деталей:
- в процессе эксплуатации;
- после проведения профилактических работ.
12.2 Контроль качества осуществляют на основе замера твердости упрочненной поверхности изготовленного контрольного образца (упрочненной детали).
12.3 Замер твердости проводят в двух взаимно-перпендикулярных направлениях, например в продольном и поперечном направлениях. Значения твердости должны соответствовать требованиям, предъявляемым к триботехническому рисунку.
12.4 Изготовление контрольного образца и замер твердости проводят в соответствии с нормативными документами на изготовление деталей и на эксплуатацию используемого для упрочнения оборудования.
12.5 Контроль качества должен осуществляться в течение всего производственного цикла.
Все детали, упрочненные ЭКУ, должны проверяться контролером ОТК (мастером или технологом) на их соответствие:
- техническим требованиям чертежей;
- нормативным документам по неразрушающему контролю (ГОСТ Р 55724, ГОСТ 18353, ГОСТ 21105, ГОСТ Р 52727).
12.6 При визуальном осмотре на поверхности изделия не допускается наличие дефектов (трещин и др.). Контроль осуществляют путем внешнего осмотра или с применением лупы увеличением до 10 раз.
12.7 Упрочненная поверхность детали должна контролироваться на соответствие требованиям технических условий и на отсутствие дефектов согласно требованиям 12.1.
13 Требования безопасности
13.1 Общие требования
13.1.1 Эксплуатация технологического оборудования для реализации процесса ЭКУ должна отвечать требованиям Правил технической эксплуатации электроустановок потребителей [1] и Межотраслевых правил по охране труда (правила безопасности) при эксплуатации электроустановок [2], а также требованиям стандартов системы безопасности труда - ГОСТ 12.1.019.
13.1.2 Проведение инструктажа по технике безопасности на предприятии должно соответствовать требованиям ГОСТ 12.0.004.
13.1.3 Рабочее место должно соответствовать требованиям безопасности по ГОСТ 12.2.061.
13.1.4 Работа на неисправном технологическом оборудовании запрещается. При обнаружении неисправности на технологическом оборудовании для выполнения процесса ЭКУ, приспособлений и инструмента руководитель работ (мастер или технолог) должен быть немедленно поставлен в известность.
13.2 Требования к технологическому оборудованию
13.2.1 Технологическое оборудование для выполнения процесса ЭКУ должно быть заземлено. Сечение заземляющих проводников должно быть 50 мм, но не менее чем сечение подводящих проводников, а электрическое сопротивление между шиной заземления и узлами технологического оборудования, которые могут оказаться под напряжением, не должно превышать 0,1 Ом в соответствии с ГОСТ 12.1.030.
13.2.2 Аппаратура и трубопроводы, установленные на гидрооборудовании, должны быть герметичны [14].
13.2.3 Безопасность работы технологического оборудования для выполнения процесса ЭКУ должна обеспечиваться соответствием его конструкции требованиям ГОСТ Р МЭК 60204-1, ГОСТ 12.2.007.0, ГОСТ 12.2.009, а также Требованиям безопасности к нестандартному специальному технологическому оборудованию [3].
13.2.4 Дополнительные требования к технологическому оборудованию для выполнения процесса ЭКУ приведены в приложении В.
13.3 Характеристики опасных и вредных воздействующих факторов
13.3.1 При проведении работ на технологическом оборудовании для выполнения процесса ЭКУ персонал должен быть защищен от воздействия опасных и вредных производственных факторов: поражение электрическим током, брызги, механическое перемещение рабочих узлов технологического оборудования в соответствии с ГОСТ 12.0.003.
13.3.2 Шумовые характеристики на рабочем месте не должны превышать допустимых значений в соответствии с требованиями ГОСТ 12.2.107.
13.3.3 Уровень вибрации, возникающей на рабочем месте при работе установки в эксплуатационном режиме, не должен превышать допустимых значений в соответствии с требованиями ГОСТ 12.1.012.
13.4 Требования к применению средств индивидуальной защиты
13.4.1 Работающие на технологическом оборудовании для выполнения процесса ЭКУ должны быть обеспечены средствами индивидуальной защиты: для защиты глаз от брызг применяют защитные очки; для защиты рук при установке и снятии деталей применяют рукавицы согласно ГОСТ 12.3.003.
13.4.2 Профилактическая обработка средств индивидуальной защиты работающих - по нормативным и техническим документам в соответствии с ГОСТ 12.3.003.
13.4.3 Детали массой более 16 кг следует устанавливать и снимать только с помощью подъемных механизмов.
13.5 Требования к соблюдению санитарно-гигиенических правил
13.5.1 Работа на технологическом оборудовании для выполнения процесса ЭКУ должна проводиться в помещениях, которые удовлетворяют требованиям [4].
13.5.2 Естественное и искусственное освещение в цехах по эксплуатации технологического оборудования для выполнения процесса ЭКУ должно отвечать требованиям к разряду зрительной работы VI в помещениях с воздушной средой, содержащей в рабочей зоне менее 1 мг/м пыли, дыма, копоти (цехи инструментальные, сборочные, механические, механосборочные) в соответствии с [5].
13.5.3 Цеховая вентиляция должна удовлетворять требованиям, предъявляемым к производственным помещениям в соответствии с [6], дополнительная вентиляция на рабочих местах не требуется.
13.5.4 Микроклимат производственных помещений должен отвечать требованиям к категории работ IIб в соответствии с [7].
13.6 Требования к противопожарной безопасности
13.6.1 Производственные помещения должны удовлетворять требованиям пожарной безопасности зданий и сооружений в соответствии с [8].
13.6.2 При производстве работ необходимо соблюдать требования [9].
13.6.3 Производственные помещения должны иметь переносные огнетушители типа ОУ для тушения пожара горючих веществ класса Е в соответствии с [10].
13.7 Требования к производственному персоналу
К работе на технологическом оборудовании для реализации технологии ЭКУ допускаются лица без ограничений по половому признаку [11]-[13], прошедшие обучение и аттестацию у разработчика оборудования или технологии и имеющих допуск на проведение указанных работ.
Для обеспечения качества выполняемых работ на предприятии должны быть обучены:
- мастер или технолог - для организации процесса ЭКУ на предприятии и работы на технологическом оборудовании для выполнения технологии ЭКУ;
- электрик - для обслуживания электрической части и работе на технологическом оборудовании для реализации технологии ЭКУ;
- оператор - для работы на технологическом оборудовании для реализации технологии ЭКУ.
13.8 Требования к применению знаков безопасности и сигнальных цветов
13.8.1 Ограждения и перемещающиеся узлы технологического оборудования должны быть выкрашены в сигнальные цвета по ГОСТ 12.4.026.
13.8.2 Возле клеммы защитного заземления должен быть нанесен специальный знак в соответствии с требованием ГОСТ 21130.
13.8.3 На корпусах электрооборудования, шкафах с силовым оборудованием, дверцах силовых щитков должен быть нанесен предупредительный знак 2.5 по ГОСТ 12.4.026.
13.8.4 В местах, где необходимо предупреждение о возможной опасности, а передача информации с помощью сигнальных цветов или символа затруднена, необходимо применение знака 2.9 по ГОСТ 12.4.026 ССБТ с поясняющей надписью.
13.8.5 В производственных помещениях для указания местонахождения огнетушителей необходимо использовать специальный знак 4.1 по ГОСТ 12.4.026.
Приложение А
(обязательное)
Основные параметры технологического процесса
Основные параметры технологического процесса приведены в таблице А.1.
Таблица А.1
Наименование параметра | Обозначение |
Сила тока | |
Время импульса | |
Время паузы | |
Давление в пневмомагистрали | |
Давление гидромагистрали | |
Для цилиндрических поверхностей: | |
Скорость вращения детали | |
Скорость продольного перемещения роликового электрода | |
Для плоских поверхностей: | |
Скорость перемещения роликового электрода | |
Приложение Б
(обязательное)
Требования к технологическим режимам
Требования к технологическим режимам приведены в таблице Б.1.
Таблица Б.1
Наименование параметра | Погрешность |
Время импульса | 0,5% |
Время паузы | 0,5% |
Сила тока: | |
- средняя погрешность | Не более 1,5% |
- единичная погрешность | Не более 3%-4% |
Давление в пневмомагистрали | Не более 0,02 атм. |
Для цилиндрических поверхностей: | |
- скорость вращения детали | Не более 1% |
- скорость продольного перемещения детали | Не более 1% |
Для плоских поверхностей: | |
- скорость перемещения роликового электрода | Не более 1% |
- перемещение механических узлов и механизмов | Не более 3%-4% |
Приложение В
(обязательное)
Требования к оборудованию для реализации технологии
Требования к оборудованию для реализации технологии приведены в таблице В.1.
Таблица В.1
Наименование параметра | Значение |
Параметры упрочняемой поверхности: | |
Цилиндрической поверхности: | |
Минимальный диаметр упрочняемой поверхности, мм | 8 |
Минимальная длина упрочняемой поверхности, мм | 1,5 |
Плоской поверхности: | |
Минимальная толщина упрочняемой детали, мм | 4 |
Минимальная длина упрочняемой детали, мм | 5 |
Минимальная ширина упрочняемой детали, мм | 1,5 |
Класс исполнения по способу защиты от поражения электрическим током по ГОСТ Р МЭК 536 | 1 |
Роликовый электрод: | |
Ширина электрода ( | 2-10 |
Водяное охлаждение: | |
Расход воды, л/мин | 6-8 |
Показатели надежности: | |
Устанавливаемая наработка на отказ, ч | Не менее 5000 |
Срок до первого капитального ремонта (или списания), лет | Не менее 5 |
Оборотная система водоснабжения | |
Материал бака | Нержавеющая сталь |
Объем бака, м | Не менее 3 |
Данные требования должны соблюдаться при организации оборотной системы водоснабжения на предприятии |
Библиография
[1] | Правила технической эксплуатации электроустановок потребителей. Утверждены приказом Минэнерго от 13 января 2003 г. N 6 | |
[2] | ПОТ Р М-016-2001 | Межотраслевые правила по охране труда (правила безопасности) при эксплуатации электроустановок |
[3] | ОСТ 4.097.000 | Оборудование технологическое специальное нестандартное. Требования безопасности |
[4] | ПБО-109-92 | Правила пожарной безопасности на железнодорожном транспорте |
[5] | НПБ 155-96 | Нормы пожарной безопасности. Пожарная техника. Огнетушители переносные. Основные показатели и методы испытаний |
[6] | СНиП 2.04.05-91 | Строительные нормы и правила. Отопление, вентиляция, кондиционирование |
[7] | СанПиН 2.2.4.548-96 | Санитарные нормы и правила. Гигиенические требования к микроклимату производственных помещений |
[8] | СНиП 21-01-97 | Строительные нормы и правила. Пожарная безопасность зданий и сооружений |
[9] | СН 245-71 | Санитарные нормы проектирования промышленных предприятий. Утверждены Государственным комитетом Совета министров СССР по делам строительства 5 ноября 1971 г. |
[10] | СНиП 23-05-95 | Строительные нормы и правила. Естественное и искусственное освещение |
[11] | Постановление Правительства РФ от 25 февраля 2000 г. N 162 "Об утверждении перечня тяжелых работ и работ с вредными и опасными условиями труда, при которых запрещается применение труда женщин" | |
[12] | Приказ Минздравсоцразвития России от 12 апреля 2011 г. N 302н "Об утверждении перечней вредных и (или) опасных производственных факторов и работ, при выполнении которых проводятся обязательные предварительные и периодические медицинские осмотры (обследования), и Порядка проведения обязательных предварительных и периодических медицинских осмотров (обследований) работников, занятых на тяжелых работах и на работах с вредными и (или) опасными условиями труда" | |
[13] | Приказ Министерства труда и социальной защиты Российской Федерации от 9 декабря 2014 г. N 997н "Об утверждении типовых норм бесплатной выдачи специальной одежды, специальной обуви и других средств индивидуальной защиты работникам сквозных профессий и должностей всех видов экономической деятельности, занятым на работах с вредными и (или) опасными условиями труда, а также на работах, выполняемых в особых температурных условиях или связанных с загрязнением" | |
[14] | Правила промышленной безопасности опасных производственных объектов, на которых используется оборудование, работающее под избыточным давлением | |
УДК 621.789:006.354 | ОКС 25.200 | |
Ключевые слова: типовой технологический процесс, технологическое оборудование, электроконтактное упрочнение, технологический режим, зона термического влияния, локальная зона упрочнения, упрочнение | ||
Электронный текст документа
и сверен по:
, 2020
