ГОСТ Р 56187-2014
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Техническая диагностика
АКУСТИЧЕСКИЙ МЕТОД КОНТРОЛЯ ПЕРЕГРЕВА СТАЛИ
Общие требования
Technical diagnostics. Ultrasonic monitoring of steel overheating sheets. General requirements
ОКС 77.040.10
Дата введения 2016-01-01
Предисловие
1 РАЗРАБОТАН Открытым акционерным обществом "Научно-исследовательский центр контроля и диагностики технических систем" (ОАО "НИЦ КД")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 132 "Техническая диагностика"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 24 октября 2014 г. N 1412-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет (gost.ru)
Введение
Многие режимы термообработки полуфабрикатов, заготовок и готовых изделий из стали предполагают высокотемпературный нагрев, при котором существует опасность перегрева металла. Перегрев стали приводит к значительному ухудшению ее эксплуатационных свойств, в первую очередь - к резкому охрупчиванию.
Эксплуатация изделий из перегретой стали совершенно недопустима, поскольку они могут внезапно разрушиться даже при пониженных рабочих нагрузках.
Применяемый в настоящее время металлографический метод контроля микроструктуры стали с целью обнаружения перегрева, являясь достаточно трудоемким, предназначен в основном для контроля образцов и малоприменим для готовых изделий.
В последние годы активно разрабатываются аппаратура и методы неразрушающего акустического контроля для определения параметров структуры и физико-механических характеристик сталей [1], [2].
Настоящий стандарт разработан с целью обеспечения методической основы применения акустического метода для экспресс-контроля наличия перегрева в структуре как образцов, так и элементов конструкций.
1 Область применения
Настоящий стандарт распространяется на экспериментальное определение перегрева стали термообработанных полуфабрикатов или готовых изделий акустическим эхо-методом с использованием продольных упругих волн мегагерцового диапазона.
Метод может быть применен как при лабораторных исследованиях, так и при эксплуатации технических объектов различного назначения.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р ИСО 5725-2-2002 Точность (правильность и прецизионность) методов и результатов измерений. Часть 2. Основной метод определения повторяемости и воспроизводимости стандартного метода измерений
ГОСТ 7.32-91 Система стандартов по информации, библиотечному и издательскому делу. Отчет о научно-исследовательской работе. Структура и правила оформления
ГОСТ 12.1.001-89 Система стандартов безопасности труда. Ультразвук. Общие требования безопасности
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.019-79 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ 12.1.038-82 Система стандартов безопасности труда. Электробезопасность. Предельно допустимые значения напряжений прикосновения и токов
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.3.002-75 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 32-74 Масла турбинные. Технические условия
ГОСТ 2768-84 Ацетон технический. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 6259-75 Реактивы. Глицерин. Технические условия
ГОСТ 17299-78 Спирт этиловый технический. Технические условия
ГОСТ 20415-82 Контроль неразрушающий. Методы акустические. Общие положения
ГОСТ 23829-85 Контроль неразрушающий акустический. Термины и определения
ГОСТ 26266-90 Контроль неразрушающий. Преобразователи ультразвуковые. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины, определения, обозначения и сокращения
3.1 В настоящем стандарте применены термины по ГОСТ 23829.
3.2 В настоящем стандарте применены следующие условные обозначения: - толщина объекта контроля в точке измерения, мм;
- скорость распространения продольных упругих волн в материале объекта контроля, м/с;
- длительность развертки, обеспечивающая визуализацию двух отраженных импульсов, мкс;
- задержка первого отраженного импульса продольной упругой волны, мкс;
- задержка второго отраженного импульса продольной упругой волны, мкс;
- задержка первого отраженного импульса продольной упругой волны относительно второго отраженного импульса, мкс;
- минимальное значение номинальной частоты используемых пьезопреобразователей, МГц;
- максимальное значение номинальной частоты используемых пьезопреобразователей, МГц;
- номинальные частоты используемых пьезоэлектрических преобразователей, МГц,
=1..
;
- радиус излучателя -го* преобразователя, мм,
=1..
;
_________________
* Текст документа соответствует оригиналу. - . - число используемых пьезопреобразователей;
- коэффициент затухания материала объекта контроля при
-м измерении
-м преобразователем, дБ/м,
=1..
;
- число повторных акустических измерений для -го* преобразователя;
_________________
* Текст документа соответствует оригиналу. - . - среднее значение коэффициента затухания материала объекта контроля при измерении
-м преобразователем, дБ/м;
- среднее значение коэффициента затухания материала стандартного образца при измерении
-м преобразователем, дБ/м;
- акустическая характеристика структуры объекта контроля;
- предельное значение
, соответствующее перегреву стали.
3.3 В настоящем стандарте применены следующие сокращения:
ОК - объект контроля;
УИ - ультразвуковой импульс;
СИ - средство измерений;
ПЭП - пьезоэлектрический преобразователь;
СОП - стандартный образец предприятия.
4 Общие положения
4.1 Метод основан на существующей зависимости между коэффициентом затухания ультразвуковых волн и величиной среднего размера зерна стали [1].
4.2 Влияние величины среднего размера зерна стали на частотную зависимость коэффициента затухания ультразвука позволяет использовать достаточно простую методологию акустических измерений, обеспечивающую возможность экспресс-оценки наличия перегрева стали у полуфабрикатов или готовых изделий.
4.3 Метод основан на ручном способе ультразвукового эхо-импульсного контактного прозвучивания с применением совмещенных пьезоэлектрических преобразователей по ГОСТ 26266.
4.4 Оптимальный вид излучаемого сигнала - "радиоимпульс" с высокочастотным (ультразвуковым) заполнением, плавной огибающей и эффективной длительностью (на уровне 0,6 максимальной амплитуды) 2-4 периода основной частоты.
4.5 Наличие перегрева в структуре ОК определяется для областей, усредненных по объему ультразвукового пучка, определяемого поперечными размерами ПЭП и толщиной материала ОК.
5 Требования безопасности
5.1 К выполнению измерений допускают операторов, обладающих навыками эксплуатации оборудования ультразвукового контроля, умеющих пользоваться национальными и отраслевыми нормативными и техническими документами по акустическим методам контроля, прошедших обучение работе с применяемыми СИ и аттестованных на знание правил безопасности в соответствующей отрасли промышленности.
5.2 При контроле перегрева оператор должен руководствоваться ГОСТ 12.1.001, ГОСТ 12.2.003, ГОСТ 12.3.002 и правилами безопасности при эксплуатации электроустановок по ГОСТ 12.1.019 и ГОСТ 12.1.038.
5.3 Измерения проводят в соответствии с требованиями безопасности, указанными в инструкции по эксплуатации аппаратуры, входящей в состав используемых СИ.
5.4 Помещения для проведения измерений должны соответствовать требованиям [3] и [4].
5.5 При организации работ по контролю перегрева должны быть соблюдены требования пожарной безопасности по ГОСТ 12.1.004.
6 Требования к средствам измерений
6.1 В качестве СИ используют установки, скомпонованные из серийной аппаратуры, или специализированные ультразвуковые приборы, сертифицированные и поверяемые в установленном порядке.
6.2 СИ должны содержать комплект ПЭП, обеспечивающих излучение и прием продольных упругих волн в диапазоне частот от до
. Номинальные частоты ПЭП выбирают в следующем порядке.
6.2.1 Для исследуемой стали на основе анализа соответствующих технических документов устанавливают максимальное возможное допустимое значение среднего диаметра зерна ![]() .
.
6.2.2 В соответствии с ГОСТ 5639 вычисляют значения ,
по формулам
![]() , (1)
, (1)
![]() . (2)
. (2)
6.2.3 Минимальное значение M должно быть равно 5. Для этого диапазон частот от до
разбивают на октавные полосы, границы которых должны соответствовать номинальным частотам используемых ПЭП
![]() , (3)
, (3)![]() , (4)
, (4)![]() , (5)
, (5)![]() , (6)
, (6)![]() . (7)
. (7)
Примечание - Для уменьшения погрешности оценки наличия перегрева допускается увеличение значения за счет использования дополнительных номинальных частот, находящихся внутри выделенных октавных полос.
6.3 СИ должны обеспечивать проведение измерений эхо-методом с использованием УИ с плавной огибающей.
6.4 СИ должны обеспечивать дискретизацию ультразвукового сигнала с частотой, превосходящей не менее чем в раз максимальную эффективную частоту используемого ПЭП.
6.5 СИ должны содержать аналого-цифровые преобразователи с разрядностью не менее .
6,6 Величины и
обычно имеют значения 10 и 12 соответственно, однако могут быть уточнены в ходе предварительных экспериментальных исследований.
6.7 Первичная акустическая информация для каждого измерения должна постоянно храниться на внешних носителях, защищенных от несанкционированного доступа.
6.8 Документация СИ должна содержать методику выполнения измерений, а также документы, устанавливающие:
- назначение и область применения СИ;
- состав и основные характеристики средств аппаратного и программного обеспечения, включающие погрешность измерения параметров УИ;
- методы и средства достижения совместимости СИ, в том числе информационной, электрической, энергетической, программной, конструкторской, эксплуатационной;
- правила агрегатирования средств аппаратного и программного обеспечения и организации их взаимодействия.
6.9 Описание функциональных возможностей СИ в эксплуатационных, конструкторских и программных документах должно содержать характеристики аппаратного и программного обеспечения.
6.10 Эксплуатационные характеристики СИ должны соответствовать требованиям технических условий и настоящего стандарта.
6.11 При определении наличия перегрева применяют СОП с нормальной структурой, не содержащей признаков перегрева. Каждый СОП должен быть аттестован и иметь свидетельство об аттестации и паспорт. СОП должны проходить периодическую, а также в специальных случаях внеочередную аттестацию (ведомственную поверку) в установленном в отрасли порядке.
6.12 Расстояние от центра СОП до боковых граней ОК должно быть не менее максимального из значений
, вычисляемых по формуле
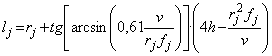 . (8)
. (8)
6.13 Вспомогательные устройства и материалы
6.13.1 Для подготовки поверхности ОК используют шлифовальный инструмент, обеспечивающий шероховатость поверхности в соответствии с 7.2.
6.13.2 Для обезжиривания поверхности применяют спирт по ГОСТ 17299 или ацетон по ГОСТ 2768.
6.13.3 При использовании ПЭП в качестве контактных применяют достаточно густые текучие, хорошо проводящие ультразвук жидкости (например, глицерин по ГОСТ 6259, автолы 6, 10, 18, компрессорное и другие аналогичные им масла по ГОСТ 32), обладающие смачивающими свойствами по отношению к поверхности ОК и контактной поверхности ПЭП.
6.13.4 При контроле используют емкости для хранения контактной жидкости, кисти для нанесения контактной жидкости на поверхность ОК, ветошь для протирки ультразвуковой аппаратуры и рук оператора, металлическую линейку 500 мм для разметки поверхности ОК, маркер или мел для нанесения меток на проконтролированные ОК, журнал для рабочих записей.
7 Требования к объектам контроля
7.1 Материал ОК не должен содержать недопустимых расслоений, включений и других дефектов, обнаруживаемых акустическим эхо-методом.
7.2 Шероховатость поверхности OК в зонах измерений - не более 2,5 мкм по ГОСТ 2789.
Примечание - Метод не гарантирует требуемую точность определения наличия перегрева, если шероховатость поверхности ОК в зонах измерений превышает 2,5 мкм.
7.3 Температура поверхности ОК в зонах измерений должна быть в пределах от 5°С до 40°С.
7.4 Перед установкой ПЭП поверхность ОК очищают от грязи, окалины, ржавчины и обезжиривают.
7,5 Расстояние от точки ввода акустической волны до боковых граней ОК должно быть не менее максимального из значений
, вычисляемых по формуле (8).
8 Порядок подготовки к проведению контроля
8.1 На основании технической документации на ОК определяют значения в зонах измерений.
8.2 На основании справочных данных или экспериментально определяют значение .
8.3 Определяют расположение точек контроля перегрева.
8.4 Наносят слой контактной жидкости на подготовленную поверхность ОК.
8.5 Устанавливают ПЭП с номинальной частотой , включают СИ и проверяют его работоспособность, выводя на экран временную развертку отраженных импульсов.
Длительность развертки , мкс, должна обеспечивать выполнение неравенства
![]() , (9)
, (9)
где - задержка зондирующего импульса, определяемая техническими характеристиками используемого СИ, мкс.
8.6 Проверяют отсутствие на временной развертке импульсов, вызванных наличием в зонах измерений дополнительных отражающих границ (расслоений, трещин, пор и др.), находящихся в материале ОК и не обнаруженных в процессе дефектоскопического контроля.
9 Порядок проведения контроля и правила обработки результатов
9.1 Контроль проводят по технической документации, разработанной в соответствии с ГОСТ 20415.
9.2 В выбранной точке измерений устанавливают ПЭП с частотой .
9.3 Получают осциллограмму отраженных импульсов, вид которой схематически приведен на рисунке 1.
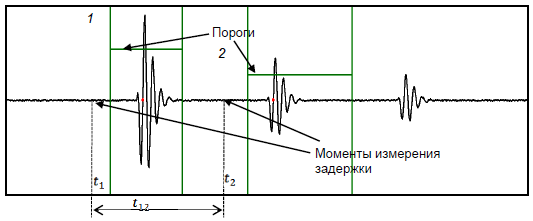
1 - первый отраженный УИ, 2 - второй отраженный УИ
Рисунок 1 - Осциллограмма УИ
9.4 Для первого и второго отраженных импульсов определяют задержки и
следующим образом [5]:
- средствами программного обеспечения используемого СИ обнаруживают сигнал в момент превышения им порога селектора;
- задержка УИ определяется как момент времени, в который сигнал переходит нулевое значение.
9.5 Вычисляют значение по формуле
![]() . (10)
. (10)
9.6 Для каждого излучателя в выбранной точке измерений получают осциллограмму отраженных УИ, аналогичную приведенной на рисунке 1.
9.7 Средствами программного обеспечения прибора рассчитывают значения по формуле (см. [6])
 , (11)
, (11)
где ,
- размахи соответственно первого и второго отраженных импульсов при
-м измерении -м* ПЭП.
_________________
* Текст документа соответствует оригиналу. - .
9.8 Массивы значений проверяют на наличие выбросов в соответствии с ГОСТ Р ИСО 5725-2.
9.9 Определяют средние значения по формуле
 . (12)
. (12)
9.10 В СОП проводят измерения значений в соответствии с 9.3-9.9.
9.11 Вычисляют акустическую характеристику структуры ОК по формуле
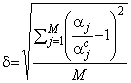 . (13)
. (13)
9.12 Сравнивают величину с величиной
.
9.13 При <
структура стали в зоне измерений считается не содержащей признаков перегрева.
9.14 Если , структура стали в зоне измерений считается перегретой.
10 Правила оформления результатов измерений
10.1 Результаты измерений фиксируют в протоколе, форма которого приведена в приложении А.
Дополнительные сведения, подлежащие записи, порядок оформления и хранения протокола следует устанавливать в технических документах на контроль.
10.2 Если контроль перегрева являются частью научно-исследовательских работ, то результаты измерений следует оформлять в соответствии с требованиями ГОСТ 7.32.
Приложение А
(рекомендуемое)
Форма протокола контроля
"УТВЕРЖДАЮ" | ||||||||||||||||||||||
Руководитель | ||||||||||||||||||||||
(наименование организации) | ||||||||||||||||||||||
(личная подпись) | (инициалы, фамилия) | |||||||||||||||||||||
" | " | 20 | г. | |||||||||||||||||||
| ||||||||||||||||||||||
(технический объект, контролируемый участок технического объекта) | ||||||||||||||||||||||
1 Дата измерения | ||||||||||||||||||||||
2 Организация, проводящая измерения | ||||||||||||||||||||||
3 Владелец объекта | ||||||||||||||||||||||
4 Данные об объекте: | ||||||||||||||||||||||
назначение | ||||||||||||||||||||||
завод-изготовитель, технология изготовления объекта | ||||||||||||||||||||||
толщина материала в зоне измерений | ||||||||||||||||||||||
состояние поверхности | ||||||||||||||||||||||
дополнительные сведения об объекте | ||||||||||||||||||||||
5 Эскиз объекта с указанием местоположения зон измерений и их нумерации (приводится в | ||||||||||||||||||||||
приложении к протоколу) | ||||||||||||||||||||||
6 Сведения о материалах объекта | ||||||||||||||||||||||
страна-изготовитель | ||||||||||||||||||||||
марка материалов (с указанием национального или иного стандарта) | ||||||||||||||||||||||
технология изготовления | ||||||||||||||||||||||
7 Номинальные частоты ультразвуковых преобразователей, МГц | ||||||||||||||||||||||
8 Значение | ||||||||||||||||||||||
Таблица А.1 - Результаты измерений в зонах
N зоны измерения | 1 | 2 | 3 | ... | ... |
Заключение о наличии перегрева |
Измерения выполнил оператор | |||
(личная подпись) | (инициалы, фамилия) | ||
Руководитель лаборатории | |||
(личная подпись) | (инициалы, фамилия) | ||
Библиография
[1] Неразрушающий контроль/под ред. В.В.Клюева, т.3. - М.: Машиностроение, 2004 - 864 с.
[2] Углов А.Л. Акустический контроль оборудования при изготовлении и эксплуатации/Углов А.Л., Ерофеев В.И., Смирнов А.Н. - М.: Наука, 2009 - 280 с.
[3] СНиП 11-М.2-72* Общественные здания и сооружения. Нормы проектирования
________________
* Вероятно, ошибка оригинала. Следует читать: СНиП II-М.2-72. - .
[4] СН 245-71 Санитарные нормы проектирования промышленных предприятий
[5] МВИ Стандартные образцы времени прохождения ультразвуковых сигналов. Определение основных метрологических характеристик.- ИФМ УрО РАН, Екатеринбург, 2007 - 16 с.
[6] Кириченко И.А. Метод определения характеристик затухания ультразвука в поликристаллических материалах/Кириченко И.А., Киреев А.Н., Кашура А.Л. // Электротехнические и компьютерные системы. Акустические и механические измерения. - 2012 - N 06 (82). - С. 50-54
УДК 620.172.1:620.179.16:006.354 | ОКС 77.040.10 |
Ключевые слова: перегрев стали, эхо-метод, ультразвуковой импульс, коэффициент затухания, задержки импульсов, пьезоэлектрический преобразователь, продольная упругая волна | |
Электронный текст документа
и сверен по:
, 2015
