ГОСТ Р 55807-2013
НАЦИОНАЛЬНЫЙ СТАНДАРТ РОССИЙСКОЙ ФЕДЕРАЦИИ
Контроль неразрушающий
АКУСТИЧЕСКИЙ МЕТОД КОНТРОЛЯ СОСТОЯНИЯ ВНУТРЕННЕЙ ТРУБНОЙ ЦИЛИНДРИЧЕСКОЙ РЕЗЬБЫ
Общие требования
Non-destructive testing. Ultrasonic monitoring of internal stright pipe threads. General requirements
ОКС 77.040.10
Дата введения 2015-01-01
Предисловие
1 РАЗРАБОТАН Автономной некоммерческой организацией "Научно-исследовательский центр контроля и диагностики технических систем" (АНО "НИЦ КД"), Закрытым акционерным обществом "Специальное конструкторское бюро "Инфотранс" (ЗАО "Инфотранс")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 132 "Техническая диагностика"
3 УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Приказом Федерального агентства по техническому регулированию и метрологии от 22.11.13 г. N 1673-ст
4 ВВЕДЕН ВПЕРВЫЕ
Правила применения настоящего стандарта установлены в ГОСТ Р 1.0-2012 (раздел 8). Информация об изменениях к настоящему стандарту публикуется в ежегодном (по состоянию на 1 января текущего года) информационном указателе "Национальные стандарты", а официальный текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ближайшем выпуске ежемесячного информационного указателя "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте национального органа Российской Федерации по стандартизации в сети Интернет (gost.ru).
Введение
Большинство ответственных технических объектов содержит резьбовые соединения, состояние которых часто определяет конструктивную целостность и безопасность эксплуатации объекта.
Например в себестоимости нефти, добываемой российскими нефтяными компаниями, до 35-40% составляют затраты на поддержание в исправном состоянии насосно-компрессорных труб и муфт для них. При этом более 50% аварий трубных подвесок происходит из-за неисправности резьбовых соединений.
Такие методы неразрушающего контроля как магнитопорошковый, вихретоковый, проникающих жидкостей, имеют принципиальный недостаток, заключающийся в необходимости разборки соединения.
В отличие от них акустический метод не требует разборки, однако вследствие наличия большого количества ложных сигналов, вызываемых отражением акустического сигнала от резьбы, единой методики ультразвукового контроля резьбовых соединений в настоящее время не существует [1].
Контролировать состояние внутренней резьбы без разборки соединения по критериям ультразвуковой дефектоскопии часто оказывается невозможно.
Существует, однако, значительный класс объектов, эксплуатационная надежность которых определяется не наличием дефектов типа усталостных трещин во внутренней резьбе, а степенью ее общей деградации, обусловленной коррозией, деформацией и другими процессами, нарушающими геометрию резьбы.
Для таких широко распространенных промышленных объектов как соединительные муфты трубопроводов, газовые баллоны и др., имеющие внутреннюю трубную резьбу, может быть использован акустический метод контроля, основанный на анализе закономерностей спектральных искажений сигнала, отраженного от поверхности резьбы [2, 3].
Настоящий стандарт разработан с целью обеспечения методической основы применения акустического метода для определения состояния внутренней резьбы на основе анализа изменений спектра акустических сигналов, распространяющихся в материале резьбового соединения.
1 Область применения
Настоящий стандарт устанавливает метод определения состояния внутренней трубной цилиндрической резьбы ответственных технических объектов акустическим методом с применением приемов спектральной обработки акустических сигналов.
Стандарт устанавливает основные требования к порядку определения состояния резьбы акустическим эхо-методом с использованием электроакустических преобразователей упругих волн в режиме ручного сканирования поверхности объекта контроля.
Стандарт распространяется на внутреннюю трубную цилиндрическую резьбу по ГОСТ 6357 с внутренним диаметром не менее 30 мм.
Устанавливаемый стандартом метод может быть применен как при лабораторных исследованиях, так и при эксплуатации технических объектов различного назначения, содержащих резьбовые соединения с трубной цилиндрической резьбой.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты:
ГОСТ Р ИСО 5725-2-2002 Точность (правильность и прецизионность) методов и результатов измерений. Часть 2. Основной метод определения повторяемости и воспроизводимости стандартного метода измерений
ГОСТ 7.32-91 Система стандартов по информации, библиотечному и издательскому делу. Отчет о научно-исследовательской работе. Структура и правила оформления
ГОСТ 12.1.001-89 Система стандартов безопасности труда. Ультразвук. Общие требования безопасности
ГОСТ 12.1.004-91 Система стандартов безопасности труда. Пожарная безопасность. Общие требования
ГОСТ 12.1.019-79 Система стандартов безопасности труда. Электробезопасность. Общие требования и номенклатура видов защиты
ГОСТ 12.1.038-82 Система стандартов безопасности труда. Электробезопасность. Предельно допустимые значения напряжений прикосновения и токов
ГОСТ 12.2.003-91 Система стандартов безопасности труда. Оборудование производственное. Общие требования безопасности
ГОСТ 12.3.002-75 Система стандартов безопасности труда. Процессы производственные. Общие требования безопасности
ГОСТ 32-74 Масла турбинные. Технические условия
ГОСТ 2768-84 Ацетон технический. Технические условия
ГОСТ 2789-73 Шероховатость поверхности. Параметры и характеристики
ГОСТ 6259-75 Реактивы. Глицерин. Технические условия
ГОСТ 6357-81 Основные нормы взаимозаменяемости. Резьба трубная цилиндрическая
ГОСТ 11708-82 Основные нормы взаимозаменяемости. Резьба. Термины и определения
ГОСТ 17299-78 Спирт этиловый технический. Технические условия
ГОСТ 23829-85 Контроль неразрушающий акустический. Термины и определения
ГОСТ 26266-90 Контроль неразрушающий. Преобразователи ультразвуковые. Общие технические требования
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если заменен ссылочный стандарт, на который дана недатированная ссылка, то рекомендуется использовать действующую версию этого стандарта с учетом всех внесенных в данную версию изменений. Если заменен ссылочный стандарт, на который дана датированная ссылка, то рекомендуется использовать версию этого стандарта с указанным выше годом утверждения (принятия). Если после утверждения настоящего стандарта в ссылочный стандарт, на который дана датированная ссылка, внесено изменение, затрагивающее положение, на которое дана ссылка, то это положение рекомендуется применять без учета данного изменения. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, рекомендуется применять в части, не затрагивающей эту ссылку.
3 Термины, определения, обозначения и сокращения
3.1 В настоящем стандарте используются термины по ГОСТ 11708 и ГОСТ 23829.
3.2 В настоящем стандарте применены обозначения по ГОСТ 11708, ГОСТ 6357, а также следующие основные обозначения:
- | уровень сигнала в | |
- | число точек осциллограммы для | |
- | число точек измерений в выбранной зоне контроля; | |
- | уровень сигнала в | |
- | амплитуда | |
- | число информативных гармоник в амплитудном спектре анализируемого импульса для | |
- | амплитуда | |
- | внешний диаметр резьбового соединения мм. |
3.3 В настоящем стандарте применены следующие сокращения:
PC | - | резьбовое соединение; |
БПФ | - | быстрое преобразование Фурье; |
УИ | - | ультразвуковой импульс; |
СИ | - | средство измерений; |
ПО | - | программное обеспечение; |
СОП | - | стандартный образец предприятия; |
ЭАП | - | - электроакустический преобразователь (пьезоэлектрический или электромагнитно-акустический); |
ПЭП | - | пьезоэлектрический преобразователь; |
ЭМАП | - | электромагнитно-акустический преобразователь. |
4 Общие положения
4.1 Метод основан на использовании чувствительности формы амплитудного спектра ультразвукового импульса с длиной волны, близкой к шагу резьбы, к форме ее профиля, изменяющейся в процессе эксплуатации.
4.2 О качестве резьбы и пригодности ее к дальнейшей эксплуатации судят на основании сравнения амплитудного спектра донного УИ, отраженного от профиля резьбы, с амплитудным спектром, полученным при измерениях на СОП.
Примечание - На рисунке 1 приведена огибающая типичного амплитудного спектра донного сигнала с центральной спектральной частотой 2,5 МГц, отраженного от профиля резьбы СОП.
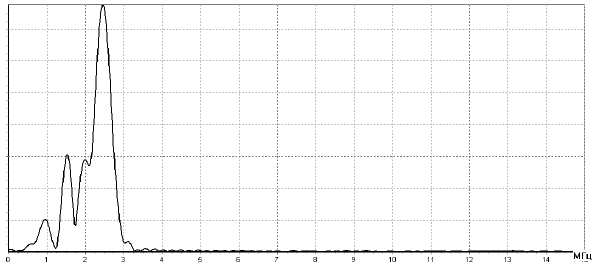
Рисунок 1 - Амплитудный спектр для резьбы СОП
На рисунке 2 приведена огибающая амплитудного спектра для сильно корродированной резьбы, непригодной для эксплуатации.
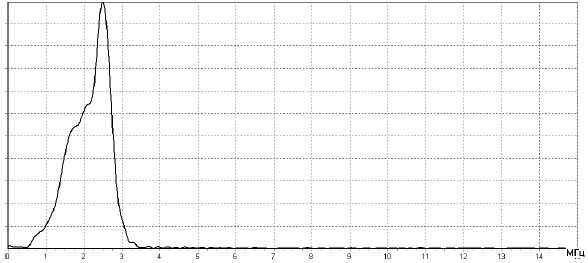
Рисунок 2 - Амплитудный спектр для сильно корродированной резьбы
4.3 Метод реализуется с помощью ручного способа ультразвукового прозвучивания с применением прямых совмещенных ПЭП по ГОСТ 26266 или аналогичных ЭМАП.
4.4 Оптимальный вид излучаемого сигнала - "радиоимпульс" с высокочастотным (ультразвуковым) заполнением, плавной огибающей и эффективной длительностью (на уровне 0,6 максимальной амплитуды), равной 2-4 периодам основной частоты.
4.5 Метод обеспечивает достоверные результаты при проведении контроля в зоне вне сбега резьбы.
5 Требования безопасности
5.1 К выполнению измерений допускают операторов, обладающих навыками эксплуатации оборудования ультразвукового контроля, умеющих пользоваться национальными и отраслевыми нормативными и техническими документами по акустическим методам контроля, прошедших обучение работе с применяемыми СИ и аттестованных на знание правил безопасности в соответствующей отрасли промышленности.
5.2 При контроле PC оператор должен руководствоваться ГОСТ 12.1.001, ГОСТ 12.2.003, ГОСТ 12.3.002 и правилами безопасности при эксплуатации электроустановок по ГОСТ 12.1.019 и ГОСТ 12.1.038.
5.3 Измерения проводят в соответствии с требованиями безопасности, указанными в инструкции по эксплуатации аппаратуры, входящей в состав используемых СИ.
5.4 Помещения для проведения измерений должны соответствовать требованиям по [4] и [5].
5.5 При организации работ по контролю PC должны быть соблюдены требования пожарной безопасности по ГОСТ 12.1.004.
6 Требования к средствам измерений
6.1 В качестве СИ используют установки, собранные из серийной аппаратуры, или специализированные ультразвуковые приборы, сертифицированные и поверяемые в установленном порядке.
6.2 В комплект СИ должны входить ЭАП, устанавливаемые на боковой поверхности PC и обеспечивающие излучение и прием импульсов продольных упругих волн, распространяющихся вдоль диаметра PC.
ЭАП должны иметь подошвы цилиндрической формы с радиусом кривизны, величина которого находится в интервале 0,45-0,55 от внешнего диаметра PC.
6.3 СИ должны обеспечивать проведение измерений эхо-методом с использованием УИ с плавной огибающей.
6.4 СИ должны обеспечивать дискретизацию ультразвукового сигнала с частотой, превосходящей не менее чем в раз эффективную частоту используемого ЭАП.
6.5 СИ должны содержать аналого-цифровые преобразователи с разрядностью не менее .
6.6 Величины и
обычно имеют значения 10 и 12 соответственно, однако могут быть уточнены в ходе предварительных экспериментальных исследований.
6.7 ПО СИ должно обеспечивать возможность расчета амплитудных спектров донных импульсов с использованием БПФ.
6.7* Первичная акустическая информация для каждого измерения должна постоянно храниться на внешних носителях, защищенных от несанкционированного доступа.
__________________
* Нумерация соответствует оригиналу. - .
6.8 Документация СИ должна содержать методику выполнения измерений, а также документы, устанавливающие:
- назначение и область применения СИ;
- состав и основные характеристики средств аппаратного и программного обеспечения, включающие погрешность измерения параметров УИ;
- методы и средства достижения совместимости СИ, в том числе информационной, электрической, энергетической, программной, конструкторской, эксплуатационной;
- правила агрегатирования средств аппаратного и программного обеспечения и организации их взаимодействия.
6.9 Описание функциональных возможностей СИ в эксплуатационных, конструкторских и программных документах должно отражать характеристики аппаратного и программного обеспечения.
6.10 Эксплуатационные характеристики СИ должны соответствовать требованиям технических условий и настоящего стандарта.
6.11 Вспомогательные устройства и материалы
6.11.1 Для подготовки поверхности ОК используют шлифовальный инструмент, обеспечивающий шероховатость поверхности в соответствии с 7.2.
6.11.2 Для обезжиривания поверхности применяют спирт по ГОСТ 17299 или ацетон по ГОСТ 2768.
6.11.3 При использовании ПЭП в качестве контактной применяют достаточно густые текучие, хорошо проводящие ультразвук жидкости (например, глицерин по ГОСТ 6259; автолы 6, 10, 18; компрессорное и другие аналогичные им масла по ГОСТ 32, обладающие смачивающими свойствами по отношению к поверхности PC и контактной поверхности ПЭП).
6.11.4 При контроле используют емкости для хранения контактной жидкости, кисти для нанесения контактной жидкости на поверхность PC, ветошь для протирки ультразвуковой аппаратуры и рук оператора, линейку металлическую 500 мм для разметки поверхности PC, маркер или мел для нанесения меток на проконтролированные PC, журнал для рабочих записей.
7 Требования к объектам контроля
7.1 Материал PC не должен иметь недопустимые расслоения, включения и другие дефекты, обнаруживаемые акустическим эхо-методом.
7.2 Шероховатость боковой поверхности PC в зонах контроля - не более 2,5 мкм по ГОСТ 2789.
Примечание - Метод не гарантирует требуемую точность оценки качества PC, если шероховатость его боковой поверхности превышает 2,5 мкм.
7.3 Температура поверхности PC в зонах контроля должна быть в пределах от 5 °С до 40 °С.
7.4 Перед установкой ЭАП боковую поверхность PC очищают от грязи, окалины, ржавчины и обезжиривают.
8 Порядок подготовки к проведению контроля
8.1 На основании технической документации на PC определяют внутренний диаметр резьбы и внешний диаметр PC
.
8.2 Выбирают ЭАП с номинальной частотой, равной 2,5 МГц, и радиусом кривизны подошвы, соответствующей 6.2.
8.3 Проверку работоспособности СИ проводят на СОП, в качестве которого используют не бывшее в эксплуатации резьбовое изделие, соответствующее по типоразмеру и марке материала контролируемому.
8.4 Состояние поверхности СОП должно удовлетворять требованиям раздела 7.
8.5 Наносят (при использовании контактных ЭАП) контактную жидкость на центральную зону поверхности СОП.
8.6 Устанавливают ЭАП, включают СИ и проверяют его работоспособность, выводя на экран временную развертку отраженных импульсов.
Длительность развертки в мкс должна обеспечивать выполнение неравенства:
![]() , (1)
, (1)
где - скорость распространения упругой продольной волны в материале PC, м/с;
- задержка зондирующего импульса в мкс, определяемая техническими характеристиками используемого СИ.
8.7 Проверяют отсутствие на временной развертке импульсов, вызванных наличием в зоне контроля дополнительных отражающих границ (расслоений, трещин, пор и др.), находящихся в материале СОП, но не обнаруженных при дефектоскопическом контроле.
9 Порядок проведения контроля и правила обработки результатов
9.1 Проведение измерений и обработка результатов для СОП
9.1.1 Для центральной зоны поверхности СОП в точке измерений с номером 1 получают осциллограмму, содержащую донный УИ.
9.1.2 Средствами ПО на осциллограмме выделяют левую и правую
границы отраженного УИ таким образом, чтобы внутри выбранных границ уровень сигнала
превышал среднее значение уровня шума не менее чем на 6 дБ.
9.1.3 С использованием БПФ рассчитывают амплитудный спектр для массива
с числом значений
![]() , где
, где - целое число, дополняющее число значений массива
до ближайшего значения числа 2 в соответствующей степени.
Примечание - Может быть использована прямоугольная оконная функция.
9.1.4 Определяют максимальное значение спектра ![]() .
.
9.1.5 Определяют левую и правую
границы спектра, вне которых значения
меньше величины
![]() на 20 дБ и более.
на 20 дБ и более.
9.1.6 Средствами ПО на интервале номеров гармоник от до
определяют массивы локальных экстремумов
амплитудного спектра
.
9.1.7 Рассчитывают характеристику неоднородности спектра для СОП по формуле
 , (2)
, (2)
где - число экстремумов амплитудного спектра на интервале
![]() .
.
9.1.8 Перемещая ЭАП вдоль PC в осевом направлении с шагом 1 мм, проводят измерения по 9.1.1-9.1.7 не менее чем в 10 точках.
9.1.9 Массив значений проверяют на наличие выбросов в соответствии с ГОСТ Р ИСО 5725-2.
9.1.10 Определяют среднюю характеристику неоднородности спектра для СОП по формуле
 . (3)
. (3)
9.1.11 Рассчитывают коэффициент вариации результатов измерений по формуле
![]() , (4)
, (4)
где - среднеквадратичное отклонение, вычисляемое по формуле
 . (5)
. (5)
9.1.12 Сравнивают значение с предельно допустимым значением
, полученным в ходе тарировочных экспериментов, обеспечивающим требуемую точность контроля состояния PC.
Если выполняется соотношение
![]() , (6)
, (6)
то в качестве расчетного значения характеристики неоднородности спектра выбирают полученное значение . В противном случае число точек измерений
увеличивают и измерения по 9.1.1-9.1.7 повторяют до тех пор, пока величина коэффициента вариации не достигнет значения
.
Примечание - При невозможности обеспечить величину коэффициента вариации не более
принимают решение о возможности контроля состояния PC с пониженной точностью или о невозможности измерений.
9.2 Проведение измерений и обработка результатов для PC
9.2.1 Для выбранной зоны контроля вне сбега резьбы проводят измерения и обрабатывают их результаты аналогично измерениям на СОП по 9.1.
9.2.2 В результате измерений для каждой зоны контроля PC определяют среднюю характеристику неоднородности спектра .
9.2.3 О состоянии PC судят на основании сравнения разности ![]() с предельно допустимым значением
с предельно допустимым значением , полученным в ходе тарировочных экспериментов на PC исследуемого типа:
- при ![]() PC считается работоспособным,
PC считается работоспособным,
- при ![]() PC считается неработоспособным.
PC считается неработоспособным.
10 Правила оформления результатов контроля
10.1 Результаты измерений фиксируют в протоколе, форма которого приведена в приложении А.
Дополнительные сведения, подлежащие записи, порядок оформления и хранения протокола следует устанавливать в технических документах на контроль.
10.2 Если контроль PC является частью научно-исследовательских работ, то результаты измерений следует оформлять в соответствии с требованиями ГОСТ 7.32.
Приложение А
(рекомендуемое)
Форма протокола контроля
"УТВЕРЖДАЮ" | ||||||||||||||||||
наименование организации | ||||||||||||||||||
личная подпись | инициалы, фамилия | |||||||||||||||||
" ___ " _______________ 20 __ г. | ||||||||||||||||||
ПРОТОКОЛ | ||||||||||||||||||
(технический объект, контролируемый участок технического объекта) | ||||||||||||||||||
1 Дата измерения | ||||||||||||||||||
2 Организация, проводящая измерения | ||||||||||||||||||
3 Владелец объекта | ||||||||||||||||||
4 Данные об объекте: | ||||||||||||||||||
назначение | ||||||||||||||||||
завод-изготовитель, технология изготовления объекта | ||||||||||||||||||
обозначение PC | ||||||||||||||||||
внешний диаметр PC, мм | ||||||||||||||||||
состояние поверхности | ||||||||||||||||||
температура поверхности, °С | ||||||||||||||||||
дополнительные сведения об объекте | ||||||||||||||||||
5 Эскиз объекта с указанием местоположения зон контроля | ||||||||||||||||||
6 Сведения о материалах объекта | ||||||||||||||||||
страна-изготовитель | ||||||||||||||||||
марка материалов (с указанием национального или иного стандарта) | ||||||||||||||||||
технология изготовления | ||||||||||||||||||
7 Тип используемого преобразователя | ||||||||||||||||||
8 Разрядность используемого АЦП | ||||||||||||||||||
9 Частота дискретизации акустического сигнала, МГц | ||||||||||||||||||
Таблица 1 - Результаты измерений в зонах
N зоны контроля | 1 | 2 | 3 | … | … |
| |||||
Заключение о работоспособности PC |
Измерения выполнил оператор | ||||
личная подпись | инициалы, фамилия | |||
Руководитель лаборатории | ||||
личная подпись | инициалы, фамилия |
Библиография
[1] Неразрушающий контроль. Справочник под ред. В.В.Клюева, т.3. М.: Машиностроение, 2004. 864 с.
[2] Углов А.Л., Ерофеев В.И., Смирнов А.Н. Акустический контроль оборудования при изготовлении и эксплуатации. М.: Наука, 2009. 280 с.
[3] Хлыбов А.А., Углов А.Л., Пичков С.Н. Оценка качества внутренней резьбы баллонов спектрально-акустическим методом // Контроль. Диагностика, 2010, N 5, с.40-44
[4] СНиП 11-М.2-72* Общественные здания и сооружения. Нормы проектирования
________________
* Заменен СНиП II-91-77. СНиП II-91-77 заменен СНиП 2.09.03-85, СНиП II-89-80. - .
[5] СН 245-71* Санитарные нормы проектирования промышленных предприятий
_______________
* На территории Российской Федерации документ не действует. Действуют СП 2.2.1.1312-03 (постановление Главного государственного санитарного врача РФ от 30.04.03 N 89). - .
____________________________________________________________________________________
УДК 620.172.1:620.179.16:006.354 ОКС 77.040.10
Ключевые слова: эхо-метод, ультразвуковой импульс, электроакустический преобразователь, профиль резьбы, амплитудный спектр, дискретизация сигнала, быстрое преобразование Фурье
____________________________________________________________________________________
Электронный текст документа
и сверен по:
, 2014
