ГОСТ EN 1677-1-2015
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
ДЕТАЛИ СРЕДСТВ СТРОПОВКИ. БЕЗОПАСНОСТЬ
Часть 1
Кованые детали, класс прочности 8
Components for slings. Safety. Part 1. Forged steel components, grade 8
МКС 53.020.30
Дата введения 2025-01-01
Предисловие
Цели, основные принципы и общие правила проведения работ по межгосударственной стандартизации установлены ГОСТ 1.0 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Республиканским государственным предприятием "Казахстанский институт стандартизации и сертификации" и ОЮЛ "Республиканская ассоциация горнодобывающих и горно-металлургических предприятий" на основе собственного перевода на русский язык англоязычной версии стандарта, указанного в пункте 5
2 ВНЕСЕН Комитетом технического регулирования и метрологии Министерства по инвестициям и развитию Республики Казахстан
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 27 августа 2015 г. N 79-П)
За принятие проголосовали:
Краткое наименование страны по МК (ИСО 3166) 004-97 | Код страны по МК (ИСО 3166) 004-97 | Сокращенное наименование национального органа по стандартизации |
Армения | AM
| ЗАО "Национальный орган по стандартизации и метрологии" Республики Армения |
Беларусь | BY
| Госстандарт Республики Беларусь |
Казахстан | KZ
| Госстандарт Республики Казахстан |
Киргизия | KG
| Кыргызстандарт |
Россия | RU | Росстандарт |
Молдова | MD
| Молдова-Стандарт |
Узбекистан | UZ | Узстандарт |
4 Приказом Федерального агентства по техническому регулированию и метрологии от 22 декабря 2023 г. N 1614-ст межгосударственный стандарт ГОСТ EN 1677-1-2015 введен в действие в качестве национального стандарта Российской Федерации с 1 января 2025 г.
5 Настоящий стандарт идентичен европейскому стандарту EN 1677-1:2000+A1:2008* "Детали средств строповки. Безопасность. Часть 1. Кованые детали, класс прочности 8" ("Components for slings - Safety - Part 1: Forged steel components, grade 8", IDT).
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам приведены в дополнительном приложении ДА
6 ВВЕДЕН ВПЕРВЫЕ
Информация о введении в действие (прекращении действия) настоящего стандарта и изменений к нему на территории указанных выше государств публикуется в указателях национальных стандартов, издаваемых в этих государствах, а также в сети Интернет на сайтах соответствующих национальных органов по стандартизации.
В случае пересмотра, изменения или отмены настоящего стандарта соответствующая информация также будет опубликована на официальном интернет-сайте Межгосударственного совета по стандартизации, метрологии и сертификации в каталоге "Межгосударственные стандарты"
1 Область применения
Настоящий стандарт устанавливает общие требования к кованным стальным деталям класса прочности 8 с грузоподъемностью до 63 т, которые применяются в:
- строповочных цепях по EN 818-4;
- строповочных стальных канатах по prEN 13414-1:1999;
- текстильных строповочных средствах по EN 1492-1:2000 и EN 1492-2:2000, предназначенных для подъема различных грузов.
Настоящий стандарт не распространяется на изделия ручной ковки и сварные цепи, а также на сварные детали.
Опасные ситуации и требования для их уменьшения представлены в разделе 4.
Расчет механических свойств описан в приложении A.
Схема обозначения представлена в приложении B.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие стандарты [для датированных ссылок применяют только указанное издание ссылочного стандарта, для недатированных - последнее издание (включая все изменения)]:
EN 292-1:1991 Safety of machinery - Basic concepts, general principles for design - Basic terminology, methodology (Безопасность машин. Основные понятия. Общие принципы конструирования. Часть 1. Основные термины, методика)
EN 292-2:1991/A1:1995 Safety of machinery - Basic concepts - General principles for design - Part 2: Technical principles and specifications (Amendment 1:1995) (Безопасность машин. Основные понятия. Общие принципы конструирования. Часть 2. Технические правила и технические условия (Изменение 1:1995)
EN 818-4:1996+A1:2008 Short link chain for lifting purposes - Safety - Part 2: Chain slings Grade 8 (Цепи стальные из круглых коротких звеньев для подъема грузов. Безопасность. Часть 4: Стропальные цепи класса 8)
EN 818-6:2000 Short-link chain for lifting purposes - Safety - Part 6: Chain slings - Specification for information for use and maintenance to be provided by the manufacturer (Цепи стальные из круглых коротких звеньев для подъема грузов. Безопасность. Часть 6. Стропальные цепи. Инструкции по применению и техническому обслуживанию)
EN 10002-2:1991 Metallic materials - Tensile testing - Part 2: Verification of the force measuring system of the tensile testing machine (Материалы металлические. Испытание на разрыв. Часть 2. Проверка динамометров для испытания на разрыв).
EN 1050:1996 Safety of machinery - Principles of risk assessment (Безопасность машин. Принципы оценки риска)
EN 1492-1:2000 Textile slings - Safety - Part 1: Flat woven webbing slings made of man-made fibers (Текстильные строповочные средства. Безопасность. Часть 1. Требования к плоским лентам из химических волокон общего назначения)
EN 1492-2:2000 Textile slings - Safety - Part 2: Round slings made of man-made fibres (Текстильные строповочные средства. Безопасность. Часть 2. Кольцевые стропы из химических волокон общего назначения)
EN 13414-1:2008 Steel wire rope slings - Safety - Part 1: Wire rope slings (Стропы из стальных канатов. Безопасность. Часть 1. Стропы).
EN ISO 9001:2008* Quality management systems - Requirements (Системы качества. Модель для обеспечения качества при конструировании/разработке, производстве, установке и обслуживании)
___________________
* На территории Российской Федерации действует ГОСТ Р ИСО 9001-2015 "Системы менеджмента качества. Требования".
EN ISO 9002:1994 Quality systems - Model for quality assurance in production, installation and servicing (Системы качества. Модель для обеспечения качества при производстве, установке, монтаже и обслуживании)
EN 10025:2004 Hot rolled products of non-alloy structural steels - Technical delivery conditions (Изделия горячекатаные из нелегированных конструкционных сталей. Технические условия поставки)
EN 10228-1:1999 Non-destructive testing of steel forgings - Part 1: Magnetic particle inspection (Неразрушающий контроль поковок из стали. Часть 1: Магнитно-порошковая дефектоскопия)
EN 10228-2:1998 Non-destructive testing of steel forgings - Part 2: Penetrant testing (Неразрушающий контроль поковок из стали. Часть 2. Дефектоскопия капиллярным методом)
EN 45012:1998 General requirements for bodies operating quality system certification (Общие требования к организациям, выполняющим сертификацию системы качества)
ISO 643:2013 Steels - Micrographic determination of the ferritic or austenitic grain size (Сталь. Микрографическое определение размера ферритного или аустенитного зерна).
3 Термины и определения
В настоящем стандарте применяются следующие термины с соответствующими определениями:
3.1 грузоподъемность (WLL) (working load limit): Наибольшая закрепляемая масса груза, на которую рассчитано изделие при использовании в обычных условиях.
Примечание 1 - "Грузоподъемность" соответствует термину "максимальная рабочая нагрузка" по EN 292-2:1991/A1:1995.
3.2 испытательная нагрузка (MPF) (manufacturing proof force): Усилие, которому подвергается изделие в процессе испытаний.
3.3 разрушающая нагрузка (BF) (breaking force): Усилие, достигаемое при статическом испытании изделия на разрыв, предшествующее разрушению изделия.
3.4 код прослеживаемости (traceability code): Серия букв и/или цифр, нанесенных на изделие, позволяющих отследить происхождение применяемой стали.
3.5 компетентное лицо (competent person): Соответствующим образом обученный и имеющий соответствующие знания и практический опыт специалист, который проводит требуемые испытания и делает заключения на основании определенных предписаний.
Примечание 2 - Руководство по обучению по EN ISO 9002:1994.
3.6 партия (lot): Количество единиц изделий, изготовленных из одной партии стали при одинаковых условиях термической обработки, из которой берутся пробы для контрольных измерений.
4 Опасные ситуации
Падение грузов, непреднамеренное или обусловленное отказом кованых деталей, влечет прямую или косвенную угрозу безопасности лиц, находящихся в опасной зоне.
Для обеспечения необходимой прочности и долговечности изделия, в настоящем стандарте устанавливаются требования к разработке, изготовлению и испытанию для обеспечения соответствия заданным критериям продукции.
Настоящий стандарт устанавливает требования к маркировке и сертификации завода-изготовителя.
В настоящем стандарте рассматривается опасность травматизма при эксплуатации острыми и режущими кромками или необработанными поверхностями.
Требования безопасности эксплуатации кованых деталей должны соответствовать EN 818-6:2000.
Опасные ситуации, возникающие при эксплуатации кованых стальных деталей класса прочности 8, и требуемые меры по их уменьшению представлены в таблице 1.
Таблица 1 - Опасные ситуации и связанные с ними требования
Опасные ситуации, указанные в EN 1050:1996, приложение А | Соответствующий раздел из EN 292-2:1991/A1:1995, приложение А | Соответствующий раздел /подраздел настоящего стандарта | |
1 | Опасные ситуации, обусловленные недостаточной прочностью | 1.3.2
| 5 |
4.1.2.3
| 5 | ||
4.1.2.5
| 5 | ||
4.2.4
| 5 | ||
1.7.3
| 7 | ||
1.7.4 | 9 | ||
1.3 | Опасные ситуации, обусловленные острыми или режущими кромками | 1.3.4 | 5.3 |
1.8 | Опасные ситуации, обусловленные трением или износом | 1.3.4 | 5.3 |
5 Требования безопасности
5.1 Общие положения
5.1.1 Соединение
Размеры кованых стальных деталей, на которые распространяется настоящий стандарт, должны обеспечивать подвижность соединений при перемещении грузов в различных направлениях.
5.1.2 Относительное движение
Конструкция частей механических соединительных устройств (стержни с предохранительными элементами) должны обеспечивать отсутствие сдвигов во время эксплуатации после их монтажа.
Примечание - Необходимо учитывать влияние износа, коррозии крепежных изделий и неправильную эксплуатацию.
5.2 Материалы и термическая обработка
5.2.1 Требования к материалам
5.2.1.1 Общие положения
Марка применяемой стали должна обеспечивать соответствие механических свойств готовых деталей требованиям настоящего стандарта после термической обработки в соответствии с 5.2.1.2-5.2.1.4.
5.2.1.2 Марки стали
Сталь должна изготавливаться посредством электрометаллургической плавки или кислородно-конвертерным методом.
5.2.1.3 Раскисление
Для обеспечения усталостной прочности сталь должна быть очищена по EN 10025:1993 и иметь размер зерен аустенита не более 5 по ISO 643.
Содержание в стали алюминия в количестве более или равным 0,025%, обеспечивает усталостную прочность деталей при эксплуатации.
5.2.1.4 Химический состав
Содержание легирующих элементов стали должно соответствовать требованиям настоящего стандарта.
Готовая деталь в соответствии с 5.2.2 после термической обработки должна соответствовать механическим свойствам, установленным в настоящем стандарте и обладать стойкостью для соответствующей работы в диапазоне температур от минус 40°С до 400°C.
Сталь должна содержать не менее двух из трех легирующих элементов, с минимальным процентным содержанием по таблице 2.
Таблица 2 - Содержание легирующих элементов
Элемент | Массовое содержание элемента, %, не менее |
Никель | 0,40 |
Хром | 0,40 |
Молибден | 0,15 |
Содержание серы и фосфора в стали не должно превышать значений, установленных в таблице 3.
Таблица 3 - Содержание серы и фосфора
Элемент | Массовое содержание, %, не более | |
плавки % | детали % | |
Сера | 0,025 | 0,030 |
Фосфор | 0,025 | 0,030 |
5.2.2 Термическая обработка
Примечание - Метод контроля: проводится повторный нагрев деталей при температуре 400°С в течение 1 ч и охлаждаются до комнатной температуры. В готовом виде детали должны соответствовать графам 3 и 4 таблицы 4.
Поверхностная закалка несущих деталей не допускается.
5.3 Порядок изготовления
5.3.1 Изготовление
Каждый кованый элемент детали должен стать посредством горячей ковки цельным изделием. Заусенцы после ковки должны быть удалены, а острые и режущие кромки притуплены. После термической обработки необходимо удалить окалину.
Для устранения острых кромок и улучшения механических свойств поверхность детали закругляют с помощью обработки режущим инструментом.
Сварка при изготовлении деталей допускается в случае:
a) сварные элементы не используются в качестве несущих;
b) сварные соединения при надлежащем применении детали не будут подвергнуты нагрузке, и сварка проведена перед термической обработкой.
Примечание - В результате проведения сварки не должно быть ухудшений механических свойств частей готовых деталей.
Все сварочные швы должны быть зачищены.
5.3.2 Обработка поверхности
Состояние "готовые детали" включает все свойства поверхности.
Примечание - Детали поставляются с различными свойствами поверхности, например, с удалением окалины, с гальваническим покрытием или окрашенные.
5.4 Механические свойства
5.4.1 Испытательная нагрузка (MPF)
Детали, включая несущие стержни, должны выдерживать испытательную нагрузку в соответствии с таблицей 4.
По окончании испытаний размеры должны находиться в пределах допусков, указанных на чертежах завода-изготовителя.
Таблица 4 - Механические свойства
Типоразмеры | Грузоподъемность (WLL), т | Испытательная нагрузка (MPF), кН | Разрушающая нагрузка ( ), кН |
3 | 0,25
| 6,1 | 9,8 |
4 | 0,5
| 12,3 | 19,6 |
5 | 0,8 | 19,6 | 31,4
|
6 | 1,12 | 27,5 | 43,9
|
7 | 1,5 | 36,8 | 58,8
|
8 | 2 | 49 | 78,5
|
9 | 2,5 | 61,3 | 98,1
|
10 | 3,15 | 77,2 | 124
|
11 | 4 | 98,1 | 157
|
13 | 5,3 | 130 | 208
|
14 | 6 | 147 | 235
|
16 | 8 | 196 | 314
|
18 | 10 | 245 | 392
|
19 | 11,2 | 275 | 439
|
20 | 12,5 | 306 | 490
|
22 | 15 | 368 | 588
|
23 | 16 | 392 | 628
|
25 | 20 | 490 | 785
|
26 | 21,2 | 520 | 832
|
28 | 25 | 613 | 981
|
32 | 31,5 | 772 | 1240
|
36 | 40 | 981 | 1570
|
40 | 50 | 1230 | 1960
|
45 | 63 | 1540 | 2470 |
Примечание 1 - Приведенные данные соответствуют грузоподъемности строповочных цепей по EN 818-4, дополненные некоторыми значениями грузоподъемности деталей, используемых при строповке текстильными тросами. Примечание 2 - Механические свойства, указанные в таблице 4, рассчитываются исходя из указанного в приложении A. Округление MPF и BF до более высоких значений, которые могут быть представлены в опубликованных каталогах, является распространенной практикой среди изготовителей. | |||
5.4.2 Разрушающая нагрузка (BF)
Детали, включая несущие стержни, должны выдерживать минимальное значение разрушающей нагрузки в соответствии с таблицей 4. По окончании испытания на статический разрыв на детали должны быть видны следы деформации.
5.4.3 Предел усталости
Детали, включая несущие стержни, с грузоподъемностью менее 32 т включительно, должны выдерживать, без разрушения, не менее 20000 циклов в пределах установленных в 6.2.5.
6 Контроль выполнения требований безопасности
6.1 Квалификация персонала
Все виды испытаний и аттестация должны проводиться компетентными лицами.
6.2 Испытания и аттестация типоразмеров
6.2.1 Общие положения
Готовые детали каждого типоразмера подвергают испытаниям согласно требованиям настоящего стандарта для проверки конструкции, материалов, способа термической обработки и изготовления.
Каждое изменение конструкции, материалов, термической обработки, способа изготовления или предельных отклонений размеров, которое может привести к изменению подвижности, относительного движения или механических свойств, требует проведения на измененных деталях аттестации типоразмеров по 6.2.2 и испытаний типа по 6.2.3-6.2.5.
Испытания по 6.2.3-6.2.5 должны производиться на трех образцах каждого типоразмера, конструкции, материала, термической обработки и способа изготовления.
При испытаниях по 6.2.3-6.2.5 испытательные нагрузки необходимо прикладывать плавно вдоль оси. Детали, предназначенные для подъемных лент, необходимо испытывать с соответствующими частями подъемных лент, кроме испытаний на предел усталости.
Применяемые испытательные машины для испытаний по 6.2.3-6.2.5 должны соответствовать EN 10002:1991 Часть 2 класс 1.
6.2.2 Испытания на подвижности и относительноe движениe
Один образец каждого вида должен проверяться визуально на соответствие требованиям 5.1.1 и 5.1.2
6.2.3 Испытание на деформацию
Для проведения испытания на соответствие требованиям, указанным в таблице 4, отбираются три образца. После снятия нагрузки размеры должны находиться в пределах допусков, указанных на чертежах завода-изготовителя. Не допускается изменение размера более чем на 1,0% от начального размера после устранения нагрузки.
6.2.4 Испытание на разрыв
Испытанию подвергаются три образца, и на каждом образце после приложения испытательной нагрузки должно достигаться значение минимальной разрушающей нагрузки, указанной в таблице 4.
Примечание 1 - Данное испытание может проводиться на образцах, используемых при испытаниях на деформацию.
Примечание 2 - Проведение испытаний на фактическую разрушающую нагрузку является необязательным для установления механических свойств. Достаточно того, что достигается установленное минимальное значение разрушающей нагрузки и на детали обнаруживается деформация.
6.2.5 Испытание на предел усталости
Испытанию подвергаются три образца, каждый из которых должен выдержать не менее 20000 циклов без разрушения при заданной нагрузке.
Перегрузка для каждого цикла должна соответствовать 1,5-кратным значениям грузоподъемности, приведенным в таблице 4 по каждой детали.
Минимальная нагрузка для каждого цикла должна быть позитивной и составлять не более 3 кН. Испытательная частота должна быть не более 25 Гц.
6.2.6 Критерии приемки для аттестационных испытаний и аттестации типоразмеров
6.2.6.1 Аттестация соединения и относительного перемещения
Образец должен соответствовать требованиям 5.1.1 и 5.1.2.
6.2.6.2 Испытание на деформацию
Если один из трех испытанных образцов не выдержал испытание на деформацию, то все типоразмеры не соответствуют настоящему стандарту.
6.2.6.3 Испытание на разрыв и испытание на усталость
Если все три испытанных образца выдержали испытания, то весь типоразмер соответствует настоящему стандарту.
При отказе одного из образцов испытываются остальные два, которые должны выдержать испытания для установления соответствия всего типоразмера требованиям настоящего стандарта.
Если два или три образца не выдержали испытания, то весь типоразмер не соответствует настоящему стандарту.
6.3 Оценка изготовления
Все готовые элементы должны проверяться визуально на соответствие требованиям 5.3.1.
6.4 Контрольные испытания
6.4.1 Установка испытательной нагрузки
Для установки испытательной нагрузки следует применять испытательное оборудование, способное обеспечить минимальную нагрузку, соответствующую заданной испытательной нагрузке.
Детали после термической обработки и удаления окалины должны быть подвергнуты испытательной нагрузке согласно таблице 4. После снятия нагрузки не должно быть видимых повреждений и размеры деталей должны находиться в пределах, указанных в чертежах.
При применении метода поверхностной обработки, способствующего возникновению хрупкости материала, например очистки кислотами или гальванизации, необходимо произвести повторные испытания.
6.4.2 Неразрушающий контроль
Кованые детали, кроме стержней из тянутого материала, имеющие несущие нагрузку, должны после термической обработки и удаления окалины подвергаться проверке с помощью магнитного порошка на трещины в соответствии с EN 10228-1:1999 или капиллярному контролю по EN 10228-2:1998.
Не допускаются дефекты длиной более 2 мм в областях деталей, в которых при всех предусмотренных условиях эксплуатации возникают напряжения растяжения.
Если для удаления дефектов необходимо произвести доработку шлифованием, то после шлифования детали должны соответствовать размерам и допускам, указанным в чертежах изготовителя.
При окончательной проверке не должно быть дефектов длиной более 2 мм.
Примечание - Необходимо обращать внимание, чтобы при выборе направления шлифования не возникали предпосылки для появления в дальнейшем трещин из-за неровностей поверхности, а в процессе шлифования был устранен местный перегрев для исключения трещин и внутренних напряжений, ухудшающих качество деталей после термической обработки.
Необходима проверка несущих нагрузку стержней из тянутого металла, обработанных под напряжением (например, путем проверки твердости или электромагнитной проверки с сортировкой) для установления, что они были подвергнуты достаточной термической обработке. После термической обработки их необходимо подвергнуть испытаниям для подтверждения отсутствия явных дефектов.
6.5 Порядок проведения проверки технологических процессов
6.5.1 Общие положения
Порядок проведения проверки технологических процессов зависит от того, применяет ли изготовитель систему управления качеством по EN ISO 9001:1994, которая сертифицирована аккредитованным органом по EN 45012.
Примечание 1 - Система управления качеством согласно EN ISO 9001:1994 включает в себя требования EN ISO 9002:1994.
Если система управления качеством создана и применяется, то проверку технологических процессов нужно производить согласно 6.5.2.
Если система управления качеством не создана или не применяется, проверку технологических процессов нужно производить согласно 6.5.3.
Примечание 2 - В 6.5.2 приведены на выбор два порядка проведения проверки. При этом допускается производить проверку несущих стержней иным, чем проверка деталей, способом.
Величина партии в зависимости от типоразмеров должна соответствовать данным таблицы 5.
Таблица 5 - Количество деталей в партии
Типоразмер | Количество партии, шт., не более |
От 3 до 10 включительно | 1000
|
От 10 до 18 включительно | 500
|
Более 18 | 200 |
6.5.2 Порядок проведения проверки технологических процессов и критерий приемки при условии создания и применения системы управления качеством EN ISO 9002
Если создана и применяется система управления качеством по EN ISO 9002, изготовитель имеет выбор между:
a) применением испытательной нагрузки ко всем деталям партии согласно таблице 5 в соответствии с 6.4.1, включая неразрушающий контроль 3% деталей партии в соответствии с 6.4.2.
Если 3% деталей из партии выдерживают проверку неразрушающим контролем, то все детали из партии соответствуют требованиям настоящего стандарта.
Если одна деталь из 3%-ной партии не выдерживает проверку неразрушающим контролем, то повторной проверке подлежат все детали из партии. Детали, выдержавшие обе проверки, соответствуют настоящему стандарту;
b) применением неразрушающего контроля ко всем деталям партии согласно таблице 5 в соответствии с 6.4.2, включая применение испытательной нагрузки к 3% деталей партии по 6.4.1.
Если 3% деталей из партии выдерживают испытательную нагрузку, то все детали из партии, подлежащие проверке неразрушающим контролем, соответствуют требованиям настоящего стандарта.
Если одна деталь из 3%-ной партии не выдерживает испытательную нагрузку, то проверке подлежат все детали из партии. Детали, выдержавшие обе проверки, соответствуют настоящему стандарту.
6.5.3 Режим заводских испытаний и критерии приемлемости, когда система управления качеством EN ISO 9002 не создана или не применяется
Если система управления качеством по EN ISO 9002 не создана или не применяется, то изготовитель должен произвести испытания всех деталей партии, включая несущие стержни, на испытательную нагрузку в соответствии с 6.4.1 и посредством неразрушающего контроля в соответствии с 6.4.2. Деталь, не выдержавшая обоих испытаний, должна считаться не соответствующей настоящему стандарту.
Только те детали, которые выдержали испытательную нагрузку и проверку неразрушающим контролем, соответствуют настоящему стандарту.
Дополнительно изготовитель должен подвергнуть один образец детали из каждой партии испытанию на статический разрыв согласно 6.2.4. Если образец отвечает установленным требованиям, партия считается соответствующей настоящему стандарту.
Если образец детали не соответствует установленным требованиям, то проводятся испытания двух следующих образцов этой партии. Оба образца подвергаются испытанию на статический разрыв.
Если один или оба образца не отвечают установленным требованиям, то и вся партия считается несоответствующей настоящему стандарту.
7 Маркировка
7.1 Детали
Каждая деталь должна иметь четкую и ясную маркировку, которая должна сохраняться в течение всего срока службы и не оказывать влияния на механические свойства детали. Эта маркировка должна содержать следующую информацию:
a) типоразмер;
b) класс прочности "8";
c) наименование или товарный знак изготовителя;
d) код прослеживаемости.
Примечание - Типоразмер соответствует грузоподъемности деталей (см. таблицу 4).
7.2 Несущие стержни
Каждый сменный несущий стержень с диаметром не менее или равной 13 мм должен иметь четкую и долговечную маркировку, не оказывающую влияния на механические свойства стержня и состоящую из обозначения класса прочности и знака изготовителя.
8 Протокол испытаний
Если все испытания согласно разделу 6 проведены успешно, изготовитель должен составить протокол испытаний на детали одного типоразмера, материала, термической обработки и способа производства.
Протокол испытаний должен содержать следующую информацию:
a) наименование и адрес изготовителя или полномочного представителя, а также дату выдачи и подпись ответственного лица, проводившего испытания;
b) обозначение конструкторского документа и соответствующие номера разделов настоящего стандарта;
c) типоразмер;
d) количество и обозначение деталей;
e) класс прочности "8";
f) грузоподъемность, т;
g) испытательную нагрузку, кН;
h) подтверждение о том, что установленная минимальная разрушающая нагрузка достигнута и превышена;
i) данные о применяемой системе управления качеством согласно EN ISO 9002.
Изготовитель должен сохранять как минимум в течение 10 лет, начиная с последнего выданного свидетельства об испытаниях, документацию о материалах, термической обработке, размерах, результаты проверок, включая применяемую систему управления качеством и все соответствующие данные о деталях и протоколы проверок образцов, выдержавших испытания. В этой документации должна содержаться информация о технологических процессах, действительная для последующего изготовления.
9 Информация по эксплуатации
Информация по эксплуатации предоставляется согласно соответствующим разделам EN 818-6:2000 и содержать указания по монтажу, демонтажу кованых деталей и как обеспечивать правильное положение стержня.
Приложение A
(справочное)
Расчет значений механических свойств
A.1 Расчетные значения испытательной нагрузки (MPF)
Значения испытательной нагрузки рассчитываются по формуле (А.1):
где MPF - заводская контрольная нагрузка, кН;
WLL - предельная рабочая нагрузка, представленная в графе 2 таблицы 4;
Значения в графе 3 таблицы 4 округлены:
Значения минимальной разрушающей нагрузки рассчитываются формуле (А.2):
WLL - предельная рабочая нагрузка, которая дается в графе 2 таблицы 4;
Значения в графе 4 таблицы 4 округлены:
Приложение B
(справочное)
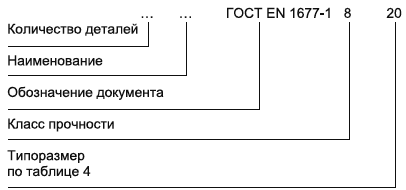
Схема обозначений кованых стальных элементов. Класс 8
B.1 Обозначение
Обозначение кованых стальных деталей должно соответствовать структуре условного обозначения по B.2. Наименование деталей определяется изготовителем.
B.2 Условное обозначение
 |
Приложение ДА
(справочное)
Сведения о соответствии ссылочных международных стандартов межгосударственным стандартам
Таблица ДА.1
Обозначение ссылочного международного стандарта | Степень соответствия | Обозначение и наименование соответствующего межгосударственного стандарта |
EN 292-1:1991 | - | * |
EN 292-2:1991/A1:1995 | - | * |
EN 818-4:1996+A1 | - | * |
EN 818-6:2000 | - | * |
EN 10002-2:1991 | - | * |
EN 1050:1996 | - | * |
EN 1492-1:2000 | - | * |
EN 1492-2:2000 | - | * |
EN 13414-1:2008 | - | * |
EN ISO 9001:2008 | - | * |
EN ISO 9002:1994 | - | * |
EN 10025:2004 | - | * |
EN 10228-1:1999 | - | * |
EN 10228-1:1998 | - | * |
EN 45012:1998 | - | * |
ISO 643:2013 | - | * |
* Соответствующий межгосударственный стандарт отсутствует. | ||
УДК 621.865.12 | МКС 53.020.30 | IDT |
Ключевые слова: средства строповки, кованые детали, испытания на разрыв, грузоподъемность | ||
