Издание официальное
Управление по стандартизации при Госплане СССР
ГОСУДАРСТВЕННЫЙ ОБЩЕСОЮЗНЫЙ СТАНДАРТ
ГОСТ 6713—53
СТАЛЬ УГЛЕРОДИСТАЯ ГОРЯЧЕКАТАНАЯ
ДЛЯ МОСТОСТРОЕНИЯ Технические условия
Взамен
ОСТ 12535—38
Группа В23
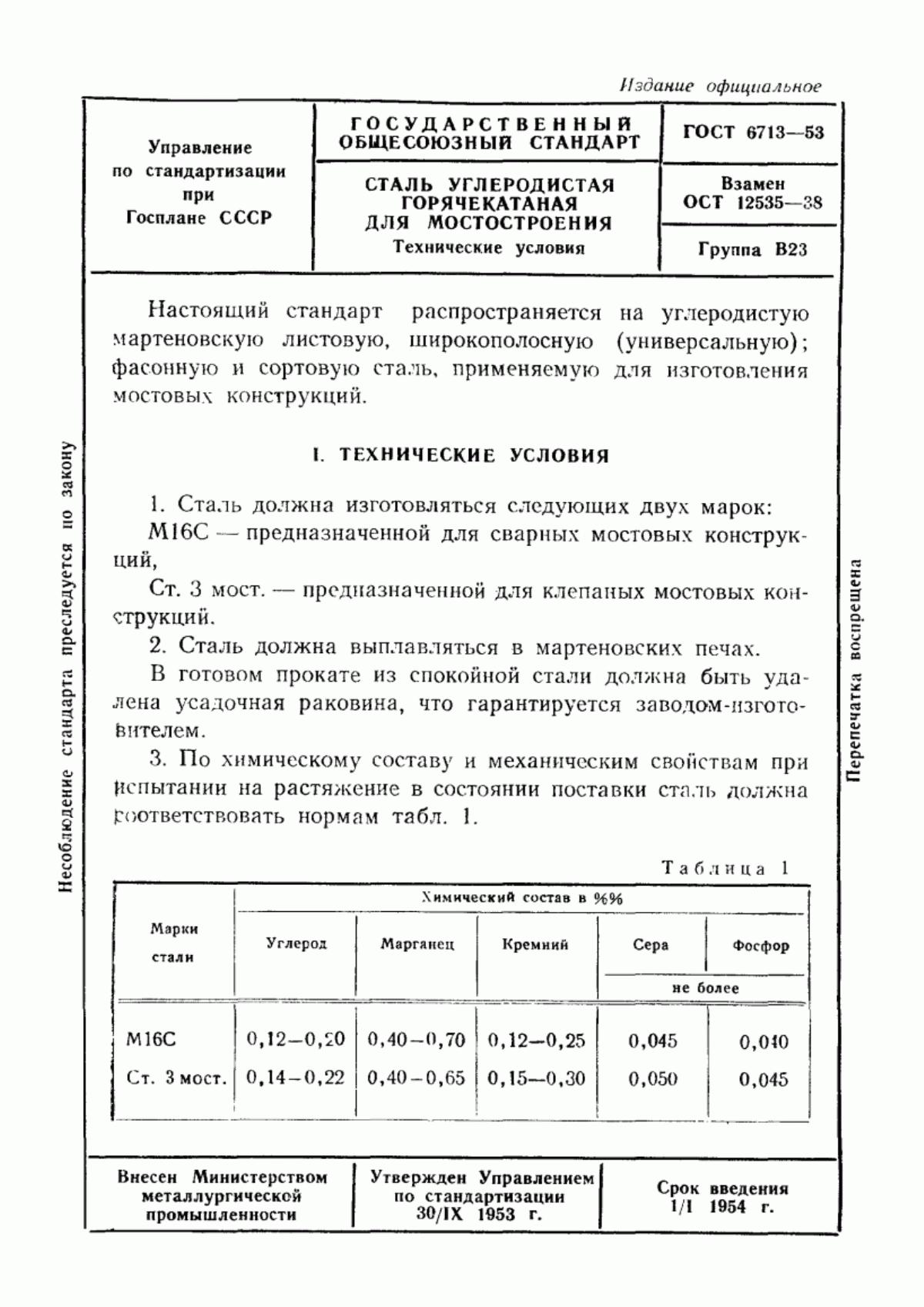
Настоящий стандарт распространяется на углеродистую мартеновскую листовую, широкополосную (универсальную); фасонную и сортовую сталь, применяемую для изготовления мостовых конструкций.
Несоблюдение стандарта преследуется по закону
I ТЕХНИЧЕСКИЕ УСЛОВИЯ
1. Сталь должна изготовляться следующих двух марок:
М16С — предназначенной для сварных мостовых конструкций,
Ст. 3 мост. — предназначенной для клепаных мостовых конструкций.
2. Сталь должна выплавляться в мартеновских печах.
В готовом прокате из спокойной стали должна быть удалена усадочная раковина, что гарантируется заводом-изготовителем.
3. По химическому составу и механическим свойствам при Испытании на растяжение в состоянии поставки сталь должна р<ютветствовать нормам табл. 1.
Перепечатка воспрещена
Таблица 1
Марки
стали
Химический состав в
Углерод
Марганец
Кремний
Сера
Фосфор
не более
М16С
Ст. Змост.
0,12-ОДО
0,14-0,22
0,40-0,70
0,40-0,65
0,12-0,25
0,15-0,30
0,045
0,050
0,040
0,045
Внесен Министерством металлургической промышленности
Утвержден Управлением
по стандартизаиии 30/1X 1953 г.
Срок введения 1,1 1954 г.
ГОСТ 6713—53
Сталь углеродистая горячекатаная для мостостроения. Технические условия
Продолжение
Марки стали | Механические сиойствя | ||||||
Прс-д<л текучести кг!мм* | Предел прочности кг {мм* | Относительное удлинение в %% | Относительное сужение плишади потерей-него селения в ИИ | ||||
для длинного образца | для короткого образца | ||||||
сортовой и фасонной стали | листовой И ШИРОКОПОЛОСНОЙ стали | сортовой и фасонной стали | ЛИСТОВОЙ н широкополосной -стали | ||||
не менее | |||||||
М16С | 23 | 38 | 24 | 22 | 28 | 26 | 50 |
Ст. 3 мост. | 24 | 38 | 24 | 22 | 28 | 26 | 50 |
4. Сталь марки М16С должна дополнительно раскисляться присадкой в ковш алюминия. По согласованию с министерством-потребителем допускается применение и других специальных раскислителей.
5. Величина относительного сужения площади поперечного сечения является факультативной и должна указываться в сертификате.
6. Сталь марки Ст. 3 мост, с согласия потребителя может поставляться кипящей.
7. При контрольном химическом анализе стали марки Ст. 3 мост, допускаются следующие отклонения от норм табл. 1:
Наименование элементов
Ниже нижнего предела
Выше верхнего предела
Углерод
0,02
0,03
Марганец
0,03
0,(5
Кремний
0,02
0,03
8. В стали марки М16С содержание хрома, никеля и меди не должно превышать 0,3% (каждого элемента).
Примечание. Анализ на хром, никель и медь на заводе-изготовителе может не производиться, но последний должен гарантировать, что их содержание не превышает указанной нормы.
Сталь углеродистая горячекатаная для мостостроения. Технические условия
ГОСТ 6713—53
9. Нормы относительного удлинения, указанные в табл. 1, распространяются на листовую и широкополосную сталь шириной от 8 до 20 мм и на сортовую и фасонную сталь толщиной от 8 до 40 мм. Для стали толщиной менее 8 мм допускается понижение относительного удлинения на 1% (абсолютный) на каждый миллиметр уменьшения толщины. Для листовой и широкополосной стали толщиной более 20 мм, а также для сортовой и фасонной стали толщиной более 40 мм допускается понижение относительного удлинения на 0,25% (абсолютных) на каждый миллиметр увеличения толщины, но не более чем на 2% для листов и полос толщиной до 32 мм и не более чем на 3% для листов и полос более 32 мм и для сортовой и фасонной стали.
10. По требованию потребителя, оговоренному в заказе, в стали марки Ст. 3 мост, предел прочности должен быть не более 52 кг/мм?.
11. Сталь испытывается на загиб в холодном состоянии на 180° при толщине до 25 мм до соприкосновения сторон, при большей толщине — вокруг оправки диаметром, равным толщине стали. На образцах в местах сгиба не должно быть трещин, надрывов и расслоений.
12. В стали марки Ст. 3 мост, определяется ударная вязкость при нормальной температуре и при температуре минус 20°С. В стали марки М16С определяется ударная вязкость при температуре минус 20°С и при нормальной температуре после старения заготовки для образцов по методу, указанному в п. 28 настоящего стандарта. Значения ударной вязкости при указанных испытаниях должны соответствовать нормам табл. 2.
Таблица 2
Профиль проката н расположение образцов | Ударная вязкость кгм!см\ не менее | ||
Нормал* ная температура | Температура минус 2б°С | После старения | |
Листовая и широкополосная: | |||
а) на продольных образцах | 8 | 4 | 4 |
б) на поперечных образцах | 7 | 3,5 | 3,5 |
Сортовая и фасонная на продольных образцах | 10 | 4 | 5 |
ГОСТ G7I3—53
Сталь углеродистая горячекатаная для мостостроения. Технические условия
13. Структура стали в изломе должна быть однородной и мелкозернистой. В изломе не должно быть видимых невооруженным глазом дефектов структуры стали: усадочной рыхлости, трещин, пузырей и засоров. В одном изломе у листов толщиной до 25 мм не должно быть волосовин и расслоений длиной более 10 мм при суммарной их длине более 20 мм. Для листов толщиной более 25 мм в изломе допускаются отдельные волосовины длиной не более 15 мм.
14. В стали марки М16С определяется величина действительного зерна по ГОСТ 5639—51 у поверхности и в середине (по толщине) проката. Величина зерна указывается в сертификате, но не служит браковочным признаком.
15. По форме, размерам и допускаемым отклонениям сталь должна удовлетворять стандартам на сортамент соответствующего вида проката.
16. Листы должны быть ровно обрезаны со всех сторон. Обрезка может производиться секаторной огневой резкой.
Листы дилжны быть правлены. Допускаемая коробоватость по длине и ширине листа не должна превышать 15 мм на 1 пог. м.
17. На поверхности листов и полос не допускаются пузыри, плены, раковины, трещины и засоры.
На кромках листов и полос не должно быть расслоений.
18. На поверхности листов и полос допускаются: тонкий слой окалины и ржавчины, не препятствующий выявлению поверхностных дефектов, незначительная шероховатость от опавшей окалины, риски, отпечатки надавов и сетка от валков, не выводящие лист и полосу за пределы допускаемых отклонений, установленных ГОСТ 5681—51 и ГОСТ 82—51.
19. Дефекты на поверхности листов и полос должны быть удалены путем пологой зачистки наждачным кругом или зубилом. Глубина зачистки не должна выводить размеры листов и полос за пределы допускаемых отклонений.
20. У листов толщиной от 4 до 10 мм вкл., прокатанных на станах непрерывной прокатки и поставляемых с необрезной (катаной) кромкой, глубина надрывов кромок и другие дефекты не должны превышать половины допускаемого отклонения по ширине листа и не должны выводить лист за пределы номинальной ширины, указанной в заказе.
21. На поверхности штанг фасонной и сортовой стали не должно быть трещин, закатов, плен, пузырей и засоров. Допускаются отдельные мелкие волосовины, раковины, вмятины и рябизна, не превышающие по глубине половины до-
Grp. 5
Сталь углеродистая горячекатаная для мостостроения. Технические условия
ГОСТ 6713—53
пуска (полусуммы отклонений) и не выводящие размеры профиля за пределы допускаемых отклонений.
На штангах стали не допускаются конисвыс заусенцы размером более 6 мм. По требованию потребителя заусенцы должны быть зачищены.
22. Дефекты на поверхности штанг фасонной и сортовой стали должны быть удалены посредством пологой вырубки или зачистки. Поперечная вырубка не допускается.
Глубина вырубки или зачистки не должна выводить размеры профиля за пределы допускаемых отклонений.
23. Заварка или заделка дефектов на поверхности и кромках листов, полос и штанг не допускаются.
II. ОТБОР ПРОБ И МЕТОДЫ ИСПЫТАНИЙ
24. Отбор проб для определения химического состава производится согласно ГОСТ 380—50.
Химический анализ производится по ГОСТ 2331—43 и ГОСТ 2604—44. При содержании в стали марки М16С в пла-вочном анализе углерода 0,18% и выше, а также при содержании в стали марок М16С и Ст. 3 мост, серы или фосфора 0,04% и выше завод-изготовитель обязан произвести контрольный химический анализ указанных элементов в готовом прокате. Результаты контрольного анализа по содержанию этих элементов должны соответствовать требованиям табл. 1 настоящего стандарта.
25. Отбор образцов для определения механических свойств стали производится согласно ГОСТ 380—50 и ГОСТ 1497—42.
26. Испытание на растяжение производится по ГОСТ 1497—42.
27. Определение ударной вязкости производится по ГОСТ 1524—42.
Определение ударной вязкости производится для листов, полос, сортового и фасонного проката, если из проката возможно вырезать стандартный образец. Для образцов из стали толщиной 10—12 мм допускается сохранение черноты на поверхности образца. Из фасонного проката с толщиной стенкл 10 мм и менее допускается вырезать образцы на ударную вязкость в любом месте профиля.
28. Ударная вязкость после искусственного старения определяется после предварительного растяжения заготовки на 10% расчетной длины и последующего отпуска при 250°С в течение одного часа. Испытание производится для проката толщиной не менее 12 мм.
ГОСТ 6713—53
Сталь углеродистая горячекатаная для мостостроения. Технические условия
29. Испытание на загиб в холодном состоянии производится по ОСТ 1683.
При испытании на загиб листов и полос толщиной более 25 мм образцы вырезают толщиной 20 мм и шириной не менее 30 мм; при вырезке на образце должна сохраниться черновая поверхность листа или полосы, располагаемая с наружной стороны при загибе.
30. Для определения структуры металла в изломе образец, равный по размерам образцу для испытания на загиб в холодном состоянии, ломается под копром. Предварительно на Уз ширины образца делается надрез.
Образец вырезается рядом и параллельно с прочими образцами.
31. От каждой партии отбираются образцы для механиче
ских испытаний в количестве:
на растяжение.........2 образца
» загиб в холодном состоянии . . 2 »
» излом...........1 образец
» ударную вязкость при нормальной температуре ........ 2 образца
» ударную вязкость при температуре
минус 20°.........2 х-
» ударную вязкость после старения 2 »
» величину зерна ....... 1 образец
HI. ПРАВИЛА ПРИЕМКИ
32. Проверка качества и приемка готовой продукции производятся ОТК за вода-изготовителя на основании результатов наблюдений за процессом производства стали, осмотра, обмера и результатов испытаний, требуемых настоящим стандартом.
33. Сталь сдается поплавочно. При разливке металла плавки в несколько ковшей каждый ковш считается отдельной плавкой.
Заводу-изготовителю предоставляется право разбивать плавку на партии.
В одну партию могут быть включены:
а) профили, отличающиеся по толщине стенки или по диаметру не более чем на 3 мм;
б) листы и полосы толщиной до 10 мм включительно, отличающиеся по толщине не более чем на 2 мм;
в) листы и полосы толщиной более 10 мм, отличающиеся по толщине не более чем на 4 мм.
Сталь углеродистая горячекатаная для мостостроения. Технические условия
ГОСТ 6713—53
В сборных партиях образцы для испытаний отбираются от наиболее толстого профиля, входящего в данную партию.
34. В случае неудовлетворительных результатов какого-либо вида из механических испытаний или технологических проб производится повторение этого испытания на удвоенном количестве образцов.
В случае неудовлетворительных результатов повторных испытаний хотя бы одного образца партия бракуется.
35. При неудовлетворительности результатов определения ударной вязкости хотя бы одного из двух образцов производится повторное испытание на двойном количестве образцов. При этом среднее арифметическое результатов не должно быть ниже норм табл. 2 и результаты испытания отдельных образцов не должны быть ниже этих норм более чем на 1 кгм/см2.
36. Заводу-изготовителю предоставляется право забракованную партию подвергнуть пересортировке или термической обработке и предъявить к сдаче как новую партию.
IV. МАРКИРОВКА И ДОКУМЕНТАЦИЯ
37. На конце каждой штуки листовой, широкополосной и фасонной стали, а также угловой более № 7, 5 и круглой более 35 мм должны быть поставлены клейма: марка завода-изготовителя, номер плавки, марка стали, клеймо ОТК и приемщика заказчика, если приемка таковым производилась. Размеры букв и цифр согласно ГОСТ 380—50.
Листы толщиной до 10 мм, прокатанные на станах непрерывной прокатки, могут упаковываться в плотно увязанные пачки весом каждая не более 10 т. К каждой пачке привешивают две бирки с нанесением на них клейм.
38. При размерах угловой стали менее № 7, 5, а также круглой менее 35 мм металл сдается в пачках, составленных из стали одного размера. В этом случае клейма ставятся на двух бирках, подвешиваемых к концам пачки.
Кроме клеймения завод-изготовитель обязан конец каждой штуки окрасить несмываемой краской следующих цветов:
марки А416С —красной и белой
» Ст. 3 мост. — красной и черной
39. На отгруженную потребителю партию металла завод-изготовитель обязан направить потребителю сертификат, в котором должны быть указаны:
а) наименование министерства, которому подчинен завод-изготовитель;
Цена 25 коп.
ГОСТ 6713—53 | Сталь углеродистая горячекатаная для мостостроения. Технические условия |
б) наименование завода-изготовителя; в) наименование заказчика; г) дата и номер заказа; д) марка стали; е) профиль стали и размеры; ж) количество штук проката или пачек; з) номер плавки; и) но м ер ста н д а рта; к) содержание элементов химического состава, указанных в табл. 1 настоящего стандарта; л) результаты механических и технологических испытаний. |
Л73227. Стандартгиз. Подп. к печ. 20/Х 1953 г. 0,5 п. л. Тир. 15 000 Тип. «Московский печатник». Москва, Лялин пер.. 6. Зак. 2730
