ГОСТ 33752-2017
МЕЖГОСУДАРСТВЕННЫЙ СТАНДАРТ
БАЛЛОНЫ СТАЛЬНЫЕ СВАРНЫЕ ДЛЯ СЖИЖЕННЫХ УГЛЕВОДОРОДНЫХ ГАЗОВ, ИСПОЛЬЗУЕМЫХ В КАЧЕСТВЕ МОТОРНОГО ТОПЛИВА НА МЕХАНИЧЕСКИХ ТРАНСПОРТНЫХ СРЕДСТВАХ
Технические условия
Steel welded cylinders for liquefied hydrocarbon gases, used as motor fuel on automotive vehicles. Specifications
МКС 23.020.30
ОКП 14 1200; 14 1300
Дата введения 2018-04-01
Предисловие
Цели, основные принципы и основной порядок работ по межгосударственной стандартизации установлены в ГОСТ 1.0-2015 "Межгосударственная система стандартизации. Основные положения" и ГОСТ 1.2-2015 "Межгосударственная система стандартизации. Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Правила разработки, принятия, обновления и отмены"
Сведения о стандарте
1 ПОДГОТОВЛЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны", Открытым акционерным обществом "Российский научно-исследовательский институт трубной промышленности" (ОАО "РосНИТИ")
2 ВНЕСЕН Техническим комитетом по стандартизации ТК 357 "Стальные и чугунные трубы и баллоны"
3 ПРИНЯТ Межгосударственным советом по стандартизации, метрологии и сертификации (протокол от 1 июня 2017 г. N 51)
За принятие проголосовали:
Краткое наименование страны по | Код страны по | Сокращенное наименование национального органа по стандартизации |
Армения | AM | Минэкономики Республики Армения |
Беларусь | BY | Госстандарт Республики Беларусь |
Киргизия | KG | Кыргызстандарт |
Россия | RU | Росстандарт |
Туркмения | TM | Главгосслужба "Туркменстандартлары" |
(Поправка. ИУС N 1-2023).
4 Приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2017 г. N 617-ст межгосударственный стандарт ГОСТ 33752-2017 введен в действие в качестве национального стандарта Российской Федерации с 1 апреля 2018 г.
5 Настоящий стандарт подготовлен на основе применения ГОСТ Р 55085-2012*
________________
* Приказом Федерального агентства по техническому регулированию и метрологии от 30 июня 2017 г. N 617-ст ГОСТ Р 55085-2012 отменен с 1 апреля 2018 г.
6 ВВЕДЕН ВПЕРВЫЕ
Информация об изменениях к настоящему стандарту публикуется в ежегодном информационном указателе "Национальные стандарты", а текст изменений и поправок - в ежемесячном информационном указателе "Национальные стандарты". В случае пересмотра (замены) или отмены настоящего стандарта соответствующее уведомление будет опубликовано в ежемесячном информационном указателе "Национальные стандарты". Соответствующая информация, уведомление и тексты размещаются также в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет ()
ВНЕСЕНЫ: поправка, опубликованная в ИУС N 2, 2022 год, введенная в действие с 09.01.2022; поправка, опубликованная в ИУС N 1, 2023 год
Поправки внесены изготовителем базы данных
1 Область применения
Настоящий стандарт устанавливает минимальные требования к материалам, конструкции и качеству изготовления стальных сварных баллонов без арматуры (далее - баллоны) с рабочим давлением до 2,0 МПа, номинальной вместимостью до 350 л включительно, предназначенных для сжиженных углеводородных газов по ГОСТ 27578, используемых в качестве моторного топлива на механических транспортных средствах.
Температура безопасной эксплуатации баллонов, изготовленных по настоящему стандарту, должна находиться в диапазоне от минус 40°С до плюс 65°C.
Стандарт не распространяется на баллоны тороидальной формы.
2 Нормативные ссылки
В настоящем стандарте использованы нормативные ссылки на следующие межгосударственные стандарты:
ГОСТ 2.001-2013 Единая система конструкторской документации. Общие положения
ГОСТ 3.1001-2011 Единая система технологической документации. Общие положения
ГОСТ 9.032-74 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Группы, технические требования и обозначения
ГОСТ 9.402-2004 Единая система защиты от коррозии и старения. Покрытия лакокрасочные. Подготовка металлических поверхностей к окрашиванию
ГОСТ 9.410-88 Единая система защиты от коррозии и старения. Покрытия порошковые полимерные. Типовые технологические процессы
ГОСТ 15.309-98 Система разработки и постановки продукции на производство. Испытания и приемка выпускаемой продукции. Основные положения
ГОСТ 380-2005 Сталь углеродистая обыкновенного качества. Марки
ГОСТ 1050-2013 Металлопродукция из нелегированных конструкционных качественных и специальных сталей. Общие технические условия
ГОСТ 1497-84 Металлы. Методы испытаний на растяжение
ГОСТ 2016-86 Калибры резьбовые. Технические условия
ГОСТ 3242-79 Соединения сварные. Методы контроля качества
ГОСТ 5539-73 Глет свинцовый. Технические условия
ГОСТ 5639-82 Стали и сплавы. Методы выявления и определения величины зерна
ГОСТ 6996-66 (ИСО 4136-89, ИСО 5173-81, ИСО 5177-81) Сварные соединения. Методы определения механических свойств
ГОСТ 7512-82 Контроль неразрушающий. Соединения сварные. Радиографический метод
ГОСТ 7931-76 Олифа натуральная. Технические условия
ГОСТ 8253-79 Мел химически осажденный. Технические условия
ГОСТ 9909-81 Основные нормы взаимозаменяемости. Резьба коническая вентилей и баллонов для газов
ГОСТ 10006-80 Трубы металлические. Метод испытания на растяжение
ГОСТ 13078-81 Стекло натриевое жидкое. Технические условия
ГОСТ 14249-89 Сосуды и аппараты. Нормы и методы расчета на прочность
ГОСТ 14637-89 Прокат толстолистовой из углеродистой стали обыкновенного качества. Технические условия
ГОСТ 14782-86 Контроль неразрушающий. Соединения сварные. Методы ультразвуковые
________________
В Российской Федерации действует ГОСТ Р 55724-2013 "Контроль неразрушающий. Соединения сварные. Методы ультразвуковые"
ГОСТ 15150-69 Машины, приборы и другие технические изделия. Исполнения для различных климатических районов. Категории, условия эксплуатации, хранения и транспортирования в части воздействия климатических факторов внешней среды
ГОСТ 16523-97 Прокат тонколистовой из углеродистой стали качественной и обыкновенного качества общего назначения. Технические условия
ГОСТ 18442-80 Контроль неразрушающий. Капиллярные методы. Общие требования
ГОСТ 19151-73 (ИСО 510-77) Сурик свинцовый. Технические условия
ГОСТ 19903-2015 Прокат листовой горячекатаный. Сортамент
ГОСТ 19904-90 Прокат листовой холоднокатаный. Сортамент
ГОСТ 21105-87 Контроль неразрушающий. Магнитопорошковый метод
________________
В Российской Федерации действует ГОСТ Р 56512-2015 "Контроль неразрушающий. Магнитопорошковый метод. Типовые технологические процессы".
ГОСТ 23055-78 Контроль неразрушающий. Сварка металлов плавлением. Классификация сварных соединений по результатам радиографического контроля
ГОСТ 24297-2013 Верификация закупленной продукции. Организация проведения и методы контроля
ГОСТ 24705-2004 (ИСО 724:1993) Основные нормы взаимозаменяемости. Резьба метрическая. Основные размеры
ГОСТ 24997-2004 (ИСО 1502:1996) Калибры для метрической резьбы. Допуски
ГОСТ 24998-81 Калибры для конической резьбы вентилей и баллонов для газов. Допуски
ГОСТ 25859-83 Сосуды и аппараты стальные. Нормы и методы расчета на прочность при малоцикловых нагрузках
ГОСТ 27578-87 Газы углеводородные сжиженные для автомобильного транспорта. Технические условия
Примечание - При пользовании настоящим стандартом целесообразно проверить действие ссылочных стандартов в информационной системе общего пользования - на официальном сайте Федерального агентства по техническому регулированию и метрологии в сети Интернет или по ежегодному информационному указателю "Национальные стандарты", который опубликован по состоянию на 1 января текущего года, и по выпускам ежемесячного информационного указателя "Национальные стандарты" за текущий год. Если ссылочный стандарт заменен (изменен), то при пользовании настоящим стандартом, следует руководствоваться заменяющим (измененным) стандартом. Если ссылочный стандарт отменен без замены, то положение, в котором дана ссылка на него, применяется в части, не затрагивающей эту ссылку.
3 Термины и определения
В настоящем стандарте применены следующие термины с соответствующими определениями:
3.1 баллон: Сосуд, имеющий одну или две горловины для установки вентилей, фланцев или штуцеров, предназначенный для транспортировки, хранения и использования сжатых, сжиженных или растворимых под давлением газов.
3.2 визуальный контроль: Органолептический контроль, осуществляемый органами зрения.
3.3 вместимость: Объем внутренней полости баллона.
3.4 закат: Заусенец или бугорок, не сваренный с поверхностью металла и расположенный вдоль направления проката.
3.5 измерительный контроль: Контроль, осуществляемый с применением средств измерений.
3.6 кратер: Дефект сварного шва в виде углубления, образующегося в конце валика под действием давления дуги и объемной усадки металла шва.
3.7 минимальная расчетная толщина стенки: Минимально допустимая толщина стенки днищ или обечайки газового баллона, определяемая по минимальным значениям механических свойств, гарантированных стандартом на материал, и коэффициентам запаса прочности по временному сопротивлению и пределу текучести при рабочей температуре, обеспечивающая минимально требуемый уровень безопасности при эксплуатации, не учитывает прибавку на скорость коррозии.
3.8 минимальная гарантированная толщина стенки: Толщина стенки, гарантированная изготовителем и обеспечивающая безопасную эксплуатацию в пределах расчетного срока службы, назначается для компенсации коррозии и воздействия вредных факторов окружающей среды.
3.9 механическое транспортное средство: Транспортное средство, приводимое в движение двигателем.
3.10 наплыв на сварном соединении: Дефект в виде натекания металла шва на поверхность основного металла или ранее выполненного валика без сплавления с ним.
3.11 непровар: Дефект в виде несплавления в сварном соединении вследствие неполного расплавления кромок или поверхностей ранее выполненных валиков сварного шва.
3.12 освидетельствование: Контроль баллонов в процессе эксплуатации.
3.13 орган государственного надзора: Орган, осуществляющий государственный контроль (надзор) за соблюдением требований технических регламентов в части предупреждения, выявления и пресечения нарушений при производстве и эксплуатации газовых баллонов.
3.14 орган технического контроля; ОТК: Самостоятельная служба технического контроля изготовителя или другая служба, персонал или отдельные специалисты, которые осуществляют независимый контроль соответствия продукции требованиям конструкторской, технологической и нормативной документации, а также оценку ее качества.
Примечание - Орган технического контроля должен находится в непосредственном подчинении высшего руководства изготовителя, что обеспечивает независимость контроля.
3.15 пробное давление: Избыточное давление, при котором проводится испытание оборудования на прочность.
3.16 партия баллонов: Группа баллонов, не включая баллоны, предназначенные для разрушающих испытаний, имеющих одинаковые размеры, изготовленных по одной и той же конструкторской и технологической документации, на одном и том же оборудовании, из одного металла, одновременно предъявляемых на приемку, при оценке качества которой принимают одно общее решение.
3.17 плена: Дефект, представляющий собой тонкое плоское отслоение металла языкообразной формы, соединенное с основным металлом.
3.18 подрез зоны сплавления: Дефект в виде углубления по линии сплавления сварного шва с основным металлом.
3.19 пора в сварном шве: Дефект сварного шва в виде полости округлой формы, заполненной газом.
3.20 прожог сварного шва: Дефект в виде сквозного отверстия в сварном шве, образовавшийся в результате вытекания части металласварочной ванны.
3.21 превышение выпуклости: Избыток наплавленного металла на лицевой стороне стыкового шва.
3.22 рабочее давление: Максимальное избыточное давление газа, возникающее при нормальном протекании рабочего процесса.
3.23 разрушающее давление: Максимальное давление, достигаемое при испытании баллона на разрушение.
3.24 расчетный срок службы: Срок службы в календарных годах, установленный при проектировании и исчисляемый со дня ввода в эксплуатацию оборудования.
3.25 риска: Дефект поверхности в виде канавки без выступа кромок.
3.26 свищ в сварном шве: Дефект в виде воронкообразного углубления в сварном шве.
3.27 трещина: Дефект, представляющий собой разрыв металла.
3.28 типоразмерный ряд баллонов: Баллоны, изготовленные по одной конструкторской документации, из одного материала, одного диаметра, но разной длины.
3.29 усадочная раковина сварного шва: Дефект в виде полости или впадины, образованный при усадке металла шва в условиях отсутствия питания жидким металлом.
3.30 шлаковое включение сварного шва: Дефект в виде вкрапления шлака в сварном шве.
4 Обозначения
В настоящем стандарте приняты следующие обозначения:
- относительная овальность в поперечном сечении баллона, %;
a - фактическая толщина образца, мм;
- овальность в поперечном сечении баллона, мм;
D - максимальный наружный диаметр в поперечном сечении баллона, мм;
D - минимальный наружный диаметр в поперечном сечении баллона, мм;
D - диаметр оправки при испытании на статический изгиб;
h - длина цилиндрической части отбортовки днищ, мм;
H - высота выпуклой части днища баллона без учета цилиндрической части, мм;
k - отношение диаметра оправки к фактической толщине образца a;
L - расчетная длина образца для испытания на растяжение, мм;
m - ширина сварного шва, мм;
n - коэффициент запаса прочности по минимальному значению временного сопротивления
![]() материала баллона при определении относительно рабочего давления;
материала баллона при определении относительно рабочего давления;
n - коэффициент запаса прочности по минимальному значению предела текучести
![]() материала баллона при определении относительно рабочего давления;
материала баллона при определении относительно рабочего давления;
P - рабочее давление баллона, МПа;
P - пробное давление баллона, МПа;
P - разрушающее давление баллона, МПа;
R - радиус кривизны в вершине днища по внутренней поверхности, мм;
r - радиус отбортовки торосферического днища по внутренней поверхности, мм;
S - минимальная гарантированная толщина стенки цилиндрической части баллона, мм;
S - минимальная расчетная толщина стенки обечайки, мм;
S - минимальная исполнительная толщина стенки днищ баллона, мм;
T - максимальная температура эксплуатации, С;
V - вместимость баллона полная, л;
w - ширина образца для испытания на растяжение, мм;
- относительное удлинение, %;
![]() - минимально гарантированный стандартом на материал предел текучести, Н/мм
- минимально гарантированный стандартом на материал предел текучести, Н/мм;
- минимально гарантированное стандартом на материал временное сопротивление, Н/мм
;
![]() - фактическое значение временного сопротивления, Н/мм
- фактическое значение временного сопротивления, Н/мм.
5 Технические требования
5.1 Основные характеристики
5.1.1 Конструкция баллонов должна быть технологичной, надежной и безопасной при изготовлении, монтаже и эксплуатации в течение расчетного срока службы, установленного изготовителем, и предусматривать возможность проведения технического освидетельствования, очистки, промывки, полного опорожнения, продувки и ремонта.
Конструкция баллонов не должна предусматривать более одного продольного сварного шва в обечайке, а количество кольцевых швов приварки к обечайке днищ не должно превышать двух. Допускается изготовление баллонов без использования продольного шва, при этом корпус баллона должен состоять из двух частей, соединяемых с помощью одного кольцевого сварного шва.
5.1.2 Конструкция баллонов должна соответствовать минимальным требованиям, установленным в настоящем стандарте, и должна быть работоспособной при наполнении сжиженными углеводородными газами до рабочего давления.
В баллонах, спроектированных и изготовленных в соответствии с настоящим стандартом, пробное давление P должно в 1,5 раза превышать рабочее давление P, но его величина должна быть не менее 3,0 МПа.
5.1.3 Баллоны, на которые распространяются требования настоящего стандарта, должны проектироваться только с положительным допуском на вместимость (относительно номинальной).
5.1.4 Расчет баллонов на прочность производят на основе требований ГОСТ 14249 и ГОСТ 25859 по пределу текучести, гарантированному стандартом на материал. В случае необходимости допускается проводить расчет по иной нормативной документации, действующей в установленном порядке на территории страны изготовления, но не противоречащей требованиям настоящего стандарта. Расчет по ГОСТ 14249 должен быть основан на коэффициенте запаса прочности по пределу текучести n не менее 2,0 при определении относительно рабочего давления в газовом баллоне, при условии соответствия толщины стенки обечайки формуле (1) и обеспечении требований 5.1.15.
Величина минимальной расчетной толщины стенки обечайки баллона S, мм, соответствующая требованиям настоящего стандарта, должна быть не менее величины определенной по следующей формуле
 . (1)
. (1)
Номинальная толщина стенки цилиндрической части и днищ не должна быть менее значения ![]() , но не менее 1,5 мм.
, но не менее 1,5 мм.
Фактическое значение коэффициента запаса прочности по временному сопротивлению n, определяемое относительно пробного давления в газовом баллоне, должно быть не менее 2,25. Проверка коэффициента запаса прочности по временному сопротивлению осуществляется проведением разрушающих испытаний по 8.6.1.
При определении толщин стенок днищ и обечайки баллонов расчетное значение минимально гарантированного предела текучести не должно составлять более 85% от расчетного значения минимального гарантированного значения временного сопротивления.
5.1.5 Для изготовления газовых баллонов по настоящему стандарту должны использоваться бесшовные конструкции днищ тороидальной или эллиптической формы. Конфигурацию и толщину стенки днищ баллонов определяет изготовитель на основе требований ГОСТ 14249. Типовая схема днищ с обозначением основных размеров приведена на рисунке 1. Длина цилиндрической части отбортовки днищ h должна обеспечивать надежную работу конструкции и соответствовать условию (2) (требование не распространяется на баллоны, изготовленные с использованием сварного шва, показанного на рисунке 2):
![]() . (2)
. (2)
Толщина стенки S днищ баллона должна удовлетворять условию (3):
![]() . (3)
. (3)
Высота выпуклой части днищ баллона должна соответствовать условию (4):
![]() . (4)
. (4)
При этом рекомендуется при наличии технической возможности ограничивать глубину штамповки так, чтобы выполнялось условие (5):
![]() . (5)
. (5)
Для днищ торосферической формы также должны обеспечиваться следующие условия:
![]() , (6)
, (6)![]() , (7)
, (7)![]() . (8)
. (8)
Толщина стенки цилиндрической части отбортовки днищ должна определяться на основании требований ГОСТ 14249, при этом она должна быть эквивалентна толщине стенки обечайки баллона, допускается уменьшение не более чем на 15%.
|

1 - торосферическое днище; 2 - эллиптическое днище
Рисунок 1 - Иллюстрация конструкций днищ, разрешенных к использованию
5.1.6 Днища баллонов, изготовленные методом холодной штамповки или горячей штамповки при температуре ее окончания менее 700°C, должны быть подвергнуты термической обработке для снятия внутренних напряжений. Вид термической обработки и ее режимы должны быть указаны в технической документации на баллоны.
5.1.7 Отклонение от плоскостности торцевой поверхности днищ должно быть не более 1 мм.
5.1.8 Утонение фактической толщины стенки днищ при технологических операциях - вытяжке, штамповке или других, должно быть не более 10% от номинальной толщины стенки.
Примечание - В конструкции днищ должно быть предусмотрено, чтобы толщина стенки в местах утонения была не меньше минимальной гарантированной толщины S.
5.1.9 Отклонения наружного диаметра обечаек и отбортованных элементов днищ должны быть не более ±1% от номинального диаметра.
5.1.10 Относительная овальность в любом поперечном сечении баллона должна быть не более 1%.
Допускается в конструкторской документации на баллоны задавать допуск овальности в пределах допуска относительной овальности.
Относительная овальность баллонов, у которых отношение толщины стенки обечайки к внутреннему диаметру не более 0,01, может быть увеличена до 1,5%.
5.1.11 Максимальное отклонение обечайки баллона от прямой линии (прямолинейность) не должно превышать 0,3% от ее длины.
5.1.12 Резьба сливной горловины и заглушки должна быть W27,8 по ГОСТ 9909. На резьбе не допускаются вмятины, заусенцы, забоины, раковины и выкрашивания.
Метрическая резьба отверстий фланца должна быть по ГОСТ 24705.
На метрической резьбе допускаются незначительные выкрашивания, не более чем на третьей части всего числа витков, на длине суммарно не более одного витка.
5.1.13 При изготовлении на наружной и внутренней поверхностях баллонов не допускаются плены, раковины, закаты, трещины, а также риски и иные дефекты, выводящие толщину стенки за минимально гарантированную. Дефекты, расположенные на наружной, а при наличии возможности и на внутренней поверхности, допускается зачищать подходящим способом, после чего направить баллоны на повторный контроль и испытания, убедившись, что толщина стенки после проведения операции не стала меньше минимально гарантированной.
Примечание - Качество внутренней поверхности газовых баллонов должно оцениваться во время изготовления и гарантироваться документом качества на исходный материал.
5.1.14 Баллоны должны быть прочными и герметичными.
Признаки разрыва, течи, потения и видимые остаточные деформации не допускаются.
5.1.15 Величина минимального разрушающего давления для баллонов должна соответствовать условию (9), но должна быть не менее 6,75 МПа:
![]() , (9)
, (9)
при n не менее 2,25.
Разрушение должно быть безосколочным при выполнении требований 8.6.1.
5.1.16 В конструкции баллона должны быть предусмотрены элементы для строповки баллонов и стационарные узлы крепления или другие элементы крепления (при помощи рамы, ленточных хомутов).
На баллон наносится метка в целях его правильной установки на транспортном средстве.
5.1.17 Наружная поверхность баллонов должна быть окрашена атмосферостойкой эмалью. Цвет наружного покрытия должен соответствовать требованиям законодательства страны, в которой намечена эксплуатация баллонов. Покрытие должно соответствовать требованиям V класса по ГОСТ 9.032.
Допускается покрытие наружной поверхности баллона порошковыми полимерными покрытиями в соответствии с требованиями ГОСТ 9.410.
Перед нанесением покрытия наружная поверхность баллонов должна быть подготовлена - очищена от грязи, масел, ржавчины и покрыта грунтовкой по ГОСТ 9.402.
Не допускается покрытие грунтовкой и окрашивание посадочной поверхности фланца, торца сливной горловины и резьбы баллона.
5.1.18 В сливную горловину баллона должна быть установлена заглушка с применением уплотнителя. Допускается по требованию заказчика изготавливать баллоны без сливной горловины.
В качестве уплотнителя может быть использован свинцовый глет по ГОСТ 5539 или свинцовый сурик по ГОСТ 19151, разведенный натуральной олифой по ГОСТ 7931, или смесь жидкого стекла по ГОСТ 13078 и мела по ГОСТ 8253 в соотношении 1:1, или другие подходящие материалы.
5.2 Требования к материалам
5.2.1 Основные детали - обечайка, днища и подкладные кольца баллонов должны быть изготовлены из листового проката по ГОСТ 16523 или ГОСТ 14637 из углеродистой или низколегированной марок стали, например, из стали марки Ст3сп или Ст3пс по ГОСТ 380, группы прочности ОК370В, 5 категории по нормируемым характеристикам, III группы отделки поверхности с гарантией свариваемости, предел текучести материала готовых баллонов не должен быть менее 250 МПа.
В таблицах 1 и 2 приведены примеры химического состава некоторых сталей, рекомендуемых для изготовления баллонов, а в таблице 3 приведены требования к максимальным массовым долям химических элементов и их предельным отклонениям. Допускается использование иных подходящих сталей с химическим составом, отличным от указанного в таблице 3.
Сортамент проката должен соответствовать требованиям ГОСТ 19903 или ГОСТ 19904.
Углеродистую кипящую сталь для изготовления баллонов применять не допускается.
Рекомендуемый размер зерна материала готовых баллонов - не крупнее 8 балла по ГОСТ 5639.
Таблица 1 - Механические свойства некоторых сталей, предназначенных для изготовления баллонов
Предел текучести | Временное сопротивление | Типовое значение относительного удлинения, мм, в зависимости от толщины образца a, мм | Температура нормализации | |
| 3 | |||
245 | 360-150 | 26 | 34 | 900-940 |
265 | 410-500 | 24 | 32 | 890-930 |
310 | 460-550 | 21 | 28 | 890-930 |
355 | 510-620 | 19 | 24 | 880-920 |
| ||||
Таблица 2 - Массовые доли химических элементов в анализе плавки
В процентах
Углерод | Кремний | Марганец | Фосфор | Сера | Алюминий | Азот | Ниобий | Титан |
не более | не менее | не более | не менее | не более | ||||
0,16 | 0,25 | 0,30 | 0,20 | 0,15 | 0,020 | 0,009 | 0,050 | 0,03 |
0,19 | 0,25 | 0,40 | ||||||
0,20 | 0,50 | 0,70 | ||||||
0,20 | 0,50 | 0,70 | ||||||
| ||||||||
Таблица 3 - Максимальные массовые доли химических элементов и их предельные отклонения в анализе плавки
Наименование химического элемента | Максимальная массовая доля химического элемента | Предельные отклонения массовой доли химического элемента в стали |
Углерод | До 0,22 включ. | +0,02 |
Кремний | До 0,50 включ. | +0,05 |
Марганец | От 0,30 до 1,60 включ. | -0,05 |
Фосфор | До 0,020 включ. | +0,005 |
Сера | До 0,015 включ. | +0,003 |
Сера и фосфор | До 0,025 включ. | +0,005 |
Алюминий | От 0,020 | -0,005 |
Азот | До 0,009 включ. | +0,002 |
Ниобий | До 0,050 включ. | +0,010 |
Титан | До 0,030 включ. | +0,010 |
5.2.2 Механические свойства основного металла (временное сопротивление и предел текучести) должны соответствовать требованиям конструкторской документации на баллоны.
5.2.3 Остальные детали баллонов (фланец, сливную горловину, заглушку, такелажные петли и паспортную табличку) изготавливают из подходящих материалов, например, из стали тех же марок, что и основные детали или из стали марок Ст3, Ст3сп или Ст3пс по ГОСТ 380 или 08, 10, 15, 20 по ГОСТ 1050.
Горловина баллонов должна изготавливаться из подходящего материала, например, из сталей марок Ст3сп или Ст3пс по ГОСТ 380, или из стали марки 20 по ГОСТ 1050.
5.2.4 Используемые для изготовления баллонов материалы должны подвергаться входному контролю с учетом требований ГОСТ 24297, включая проверку документа о качестве и маркировку. При отсутствии некоторых данных в документе о качестве или в маркировке изготовитель баллонов должен провести все необходимые испытания с оформлением их результатов протоколом, дополняющим документ качества поставщика материалов.
5.3 Требования к сварке
5.3.1 При сварке обечаек и приварке днищ к обечайкам следует применять стыковые сварные швы с полным проплавлением. Для приварки фланцев и сливных горловин должны быть использованы тавровые и угловые сварные швы с полным проплавлением. Сварные швы должны быть доступны для контроля при изготовлении и эксплуатации.
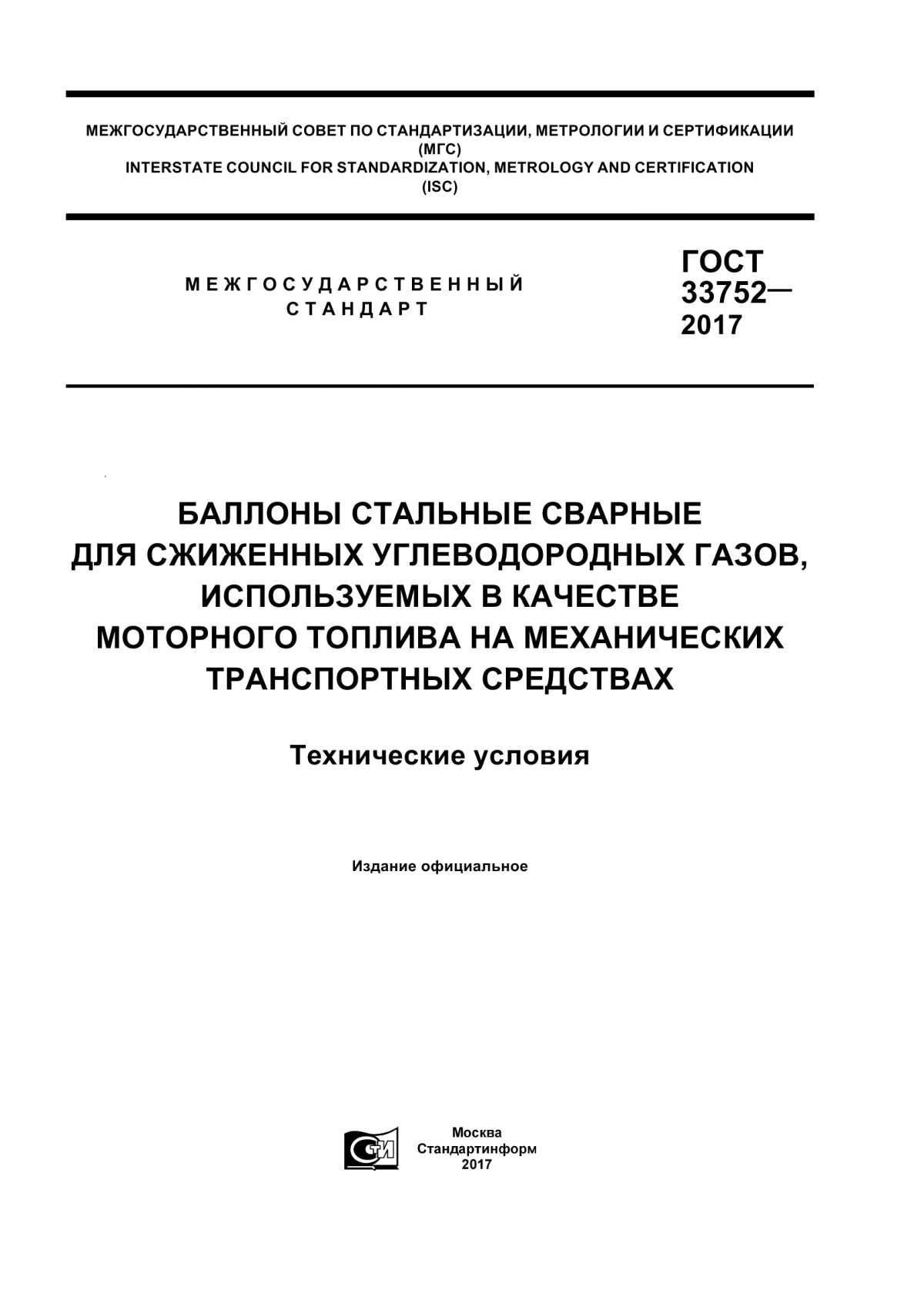
Сварной шов, приведенный на рисунке 2, следует рассматривать как особый вид стыкового сварного соединения. Допускается применять указанный сварной шов при условии аттестации технологии сварки на данный вид сварного шва в соответствии с требованиями нормативных документов стран, принявших настоящий стандарт.
|
1 - разделка кромки (если предусмотрено); 2 - подгибка края (фаска) обечайки (если предусмотрено); 3 - глубина смещения, должна обеспечивать хорошую посадку деталей; 4 - изгиб, должен быть плавным и располагаться внутри баллона; 5 - выпуклость, не должна превышать 25% от ширины сварного шва m; 6 - расстояние между кромками от a до 2,5a; 7 - минимальная длина 1,5a; a - фактическая толщина стенки; m - ширина сварного шва, должна находиться в диапазоне от 3a до 8a
Рисунок 2 - Особый вид сварного соединения
5.3.2 Смещение кромок стыковых сварных соединений баллонов должно быть не более, мм:
- 0,1S - для продольных;
- 0,1S+1 - для кольцевых.
5.3.3 Увод (угловатость) стыкуемых кромок в сварных соединениях должен быть не более 0,1S+3 мм.
5.3.4 Применяемая технология сварки, сварочное оборудование и применяемые сварочные материалы должны быть аттестованы в соответствии с требованиями нормативных документов стран, принявших настоящий стандарт, и должны обеспечивать воспроизводимость качества сварки.
К контролю сварных соединений физическими методами и производству сварочных работ допускаются специалисты неразрушающего контроля и сварщики, аттестованные в соответствии с требованиями нормативных документов стран, принявших настоящий стандарт, и имеющие удостоверение установленной формы.
5.3.5 Сварочные работы при изготовлении баллонов следует проводить при положительных температурах в закрытом помещении.
5.3.6 Механические свойства продольного и кольцевых стыковых сварных соединений (временное сопротивление и предел текучести) при испытании на статическое растяжение должны быть не меньше минимальных механических свойств свариваемого материала и соответствовать требованиям конструкторской документации на баллоны.
Примечание - Все механические испытания, проводимые для контроля характеристик основного металла и сварных соединений, проводятся только на образцах, вырезанных из готовых баллонов.
Угол изгиба стыковых сварных соединений при испытании на статический изгиб должен соответствовать требованиям, приведенным в 8.4.3.
5.3.7 Сварные соединения баллонов не должны иметь внешних или подповерхностных дефектов (повреждений), которые могут повлиять на их безопасность при эксплуатации. В сварных соединениях баллонов не допускаются следующие дефекты:
1) трещины всех видов и направлений, расположенные в металле шва, по линии сплавления и в околошовной зоне основного металла;
2) непровары;
3) газовые поры и шлаковые включения, превышающие нормы, соответствующие 3 классу дефектности по ГОСТ 23055 - шириной более 0,6 мм, длиной более 2,0 мм и суммарной длиной более 6,0 мм на 100 мм длины сварного шва;
4) для баллонов с толщиной стенок 4 мм не допускаются:
- любые газовые включения с размером более S/4, мм;
- любое газовое включение, размер которого лежит в диапазоне от S/4 до S
/3, мм, если любое другое газовое включение, размер которого укладывается в аналогичный диапазон, расположено на расстоянии менее 25 мм;
- любое продолговатое включение или любая группа круглых включений, расположенных в ряд, если их суммарная длина превышает 6 мм на длине сварного соединения 12;
- если площадь дефектов превышает 2S, мм
, на 100 мм длины сварного шва;
5) для баллонов с толщиной стенок S<4 мм не допускаются:
- любые газовые включения с размером более S/2, мм;
- любое газовое включение, размер которого лежит в диапазоне от S/2 до S
/1,5, мм, если любое другое газовое включение, размер которого укладывается в аналогичный диапазон, расположено на расстоянии менее 25 мм;
- любое продолговатое включение или любая группа круглых включений, расположенных в ряд, если их суммарная длина превышает 6 мм на длине сварного соединения 12S;
- если площадь дефектов превышает 2S, мм
, на 100 мм длины сварного шва;
6) подрезы основного металла длиной более 2 мм и глубиной более 0,6 мм, в количестве более трех подрезов на 100 мм длины сварного шва;
7) кратеры;
8) прожоги;
9) наплывы;
10) свищи;
11) превышение выпуклости на стыковых сварных соединениях более чем на 25% от ширины сварного шва;
12) несоответствие формы и размеров сварных швов требованиям конструкторской документации или любые другие отклонения, в случае, если они дополняют или устанавливают повышенные требования.
5.3.8 При возможности, недопустимые дефекты сварного соединения, обнаруженные в процессе изготовления баллонов (до проведения испытаний), должны быть устранены с последующим контролем исправленного участка. Допускается исправлять дефекты сварных соединений не более одного раза в одном и том же участке сварного соединения.
5.4 Требования к термической обработке
Отдельные части баллона или весь баллон на конечной стадии изготовления могут подвергаться термической обработке, при этом проведение местной термической обработки газовых баллонов не допускается.
Газовые баллоны с толщиной стенки 5 мм, должны подвергаться:
- горячий и нормализованный прокат - отпуску или нормализации;
- другие виды материалов - нормализации.
Газовые баллоны должны подвергаться термической обработке (нормализации или отпуску) на конечной стадии изготовления, за исключением одновременного выполнения следующих условий:
- конструкция баллонов состоит из трех частей (то есть они имеют один продольный и два кольцевых шва приварки днищ);
- днища баллонов соответствуют условию (4), при этом ![]() ;
;
- размер зерна материала готовых баллонов - не крупнее 8 балла по ГОСТ 5639;
- газовые баллоны соответствуют требованиям циклических испытаний.
Части баллона, деформировавшиеся при изготовлении более чем на 5%, должны быть подвергнуты нормализации.
Изготовитель должен указывать в технической документации применяемый метод и режимы проведения термической обработки.
5.5 Комплектность
5.5.1 Баллоны должны быть укомплектованы в соответствии с требованиями конструкторской документации.
5.5.2 В комплект каждого баллона должен входить паспорт, содержащий требования к безопасной эксплуатации (инструкцию) и габаритный чертеж баллона.
Примечание - Требование о содержании и процессе восстановления паспорта устанавливается нормативными документами страны, в которой производится изготовление баллонов.
Содержание паспорта должно регламентироваться нормативными документами страны, в которой намечена эксплуатация баллонов, при этом паспорт баллона должен содержать информацию о расчетном сроке службы, величине минимальной расчетной толщины стенки S, мм, а также допускаемом температурном диапазоне эксплуатации.
5.5.3 Паспорт, содержащий требования к безопасной эксплуатации (инструкцию), и габаритный чертеж должны быть запаяны в пакет из полиэтиленовой пленки толщиной не менее 0,1 мм и надежно прикреплены или уложены в транспортировочную тару. Допускается использовать другой вариант упаковки паспорта и инструкции по эксплуатации, обеспечивающий их сохранность.
5.5.4 Каждую отгружаемую партию баллонов следует сопровождать документом качества, в котором должно быть указано:
- наименование предприятия-изготовителя;
- условное обозначение баллонов;
- номер партии и дата отпуска партии;
- количество баллонов в партии и их номера;
- сведения о приемке баллонов ОТК;
- обозначение настоящего стандарта.
5.6 Маркировка
5.6.1 На каждом баллоне должна быть надежно прикреплена паспортная табличка, на которой четко нанесена маркировка, содержащая следующие данные:
- обозначение "СУГ" (сжиженный углеводородный газ) или "СНГ" (сжиженный нефтяной газ);
- товарный знак предприятия-изготовителя или его наименование;
- номер баллона по системе нумерации предприятия-изготовителя;
- условное обозначение баллона с указанием настоящего стандарта;
- дату изготовления (месяц, год) и год следующего освидетельствования (две цифры месяца и две последние цифры года);
- массу порожнего баллона (номинальная), кг;
- рабочее давление P, МПа;
- пробное давление P, МПа;
- вместимость баллона полная (номинальная) V, л;
- надпись: "максимальная степень наполнения: 80%";
- клеймо ОТК предприятия-изготовителя круглой формы диаметром 10 мм;
- обозначение соответствия, например "ЕАС" [1].
Паспортная табличка должна предусматривать область, достаточную для нанесения результатов проведения технических освидетельствований на протяжении всего расчетного срока службы газового баллона.
Примечание - Пример нанесения даты изготовления и освидетельствования: при изготовлении в декабре 2017 г. и проведении очередного технического освидетельствования в декабре 2019 г.: 12/17/19 (клеймо).
5.6.2 Высота знаков маркировки определяется разработчиком исходя из длины и диаметра баллона, при этом высота должна быть не менее 5 мм. На баллонах, наружный диаметр которых менее 140 мм, допускается уменьшение высоты знаков до 2,5 мм. Минимальный размер маркировочного знака "ЕАС" должен быть 10 мм для баллонов с наружным диаметром 140 мм и более, и 5 мм - для баллонов с наружным диаметром менее 140 мм.
Глубина и высота знаков должна обеспечивать возможность четкой идентификации баллона на всех стадиях жизненного цикла.
5.6.3 На обечайке баллонов по образующей должна быть нанесена надпись атмосферостойкой эмалью белого цвета "ПРОПАН". Высота букв должна быть не менее 60 мм, в случае, если длина обечайки не позволяет нанести надпись, то допускается уменьшение высоты букв до 40 мм. Шрифт и расположение надписи должны соответствовать конструкторской документации на баллоны.
5.7 Упаковка
5.7.1 Упаковка должна предохранять баллоны от ударов, механических повреждений, обеспечивать сохранность окраски и защиту от попадания грязи и влаги внутрь баллонов.
В отверстие сливной горловины баллона должна быть установлена заглушка, фланец баллона должен быть надежно закрыт крышкой.
5.7.2 Принятые ОТК баллоны должны быть обернуты бумагой и уложены в транспортировочную тару предприятия-изготовителя. Перемещение баллона внутри тары не допускается.
Допускается для упаковки использовать воздушно-пузырчатую пленку или другой упаковочный материал, обеспечивающий предохранение от ударов, механических повреждений и обеспечивающий сохранность баллонов при их транспортировании.
5.7.3 Допускается поставлять баллоны без транспортировочной тары. Для предохранения от ударов, механических повреждений и обеспечения сохранности окраски на корпус баллонов должно быть надето не менее двух резиновых защитных колец с диаметром сечения от 16 до 20 мм.
6 Требования безопасности
6.1 Основные требования при изготовлении баллонов, обеспечивающие их безопасную эксплуатацию:
- механические свойства основного металла и сварных соединений согласно 5.3.6, 5.2.1 или 5.2.2;
- расчетные размеры баллонов (диаметр и толщина стенки) согласно 5.1.4, 5.1.5;
- прочность и герметичность баллонов согласно 5.1.14;
- отсутствие недопустимых дефектов резьбы, поверхностей и сварных соединений баллонов согласно 5.1.12, 5.1.13, 5.1.14, 5.3.7;
- разрушающее давление и коэффициент запаса прочности баллонов согласно 5.1.4, 5.1.15, 8.6.1.
6.2 Требования безопасности баллонов обеспечены технологией изготовления и следующими категориями испытаний:
- приемочные;
- квалификационные;
- приемо-сдаточные;
- периодические.
Примечание - В случае типоразмерного ряда баллонов допускается подвергать испытаниям (за исключением приемо-сдаточных испытаний партии) баллоны - типовые представители типоразмерного ряда, при условии единого технологического процесса изготовления всех баллонов типоразмерного ряда. Результаты проведенных испытаний распространяются на все баллоны типоразмерного ряда, представленные изготовителем.
6.3 При изготовлении и эксплуатации должно быть обеспечено предохранение баллонов от ударов.
6.4 Расчетный срок службы баллонов, изготовленных в соответствии с требованиями настоящего стандарта, должен быть установлен изготовителем исходя из намеченных условий эксплуатации, при этом он не должен превышать 20 лет.
Эксплуатация газовых баллонов за пределами расчетного срока службы запрещена.
Фактический срок службы не должен превышать расчетного, при этом он зависит от условий эксплуатации, качества используемых газов и определяется по результатам проведения технического освидетельствования.
6.5 Все забракованные баллоны должны быть приведены в состояние непригодности для применения по первоначальному назначению.
На забракованных баллонах, независимо от их назначения, в круге диаметром 12 мм должно быть выбито клеймо "X".
Чтобы полностью предотвратить возможность ремонта или повторного использования, баллоны должны быть приведены в негодность одним из следующих методов:
- формирование отверстия неправильной формы в одном из днищ, с площадью около 10% от площади днища;
- сверление в корпусе баллона не менее двух отверстий диаметром 12,5 мм или более;
- разрезание баллона на две или несколько частей.
В журнале испытаний делается отметка об изъятии баллона из эксплуатации и приведения в негодность с указанием причины изъятия.
Приведенные в негодность баллоны должны быть утилизированы разрешенным способом.
Изготавливать из забракованных баллонов баллоны для других условий эксплуатации не допускается.
7 Правила приемки
7.1 Приемочные испытания
7.1.1 Приемочным испытаниям опытных баллонов при постановке на производство баллонов новой конструкции подвергают готовые изделия, имеющие идентификационные номера и представляющие опытное производство.
7.1.2 Приемочные испытания проводят для подтверждения соответствия баллонов новой конструкции требованиям настоящего стандарта и проектной документации, а также для принятия решения о целесообразности постановки баллонов на производство.
7.1.3 Приемочные испытания проводят по программе и методике, которая разрабатывается на основе требований настоящего стандарта, при этом в документе должны, как минимум, быть отражены испытания, приведенные в таблице 4. Программа и методика испытаний должна быть утверждена руководством и согласована органом технического контроля изготовителя, а в случае наличия требования, действующего в стране изготовления, необходимо получить также согласование органа государственного надзора.
Приемочные испытания должны проводиться изготовителем при участии представителя органа технического контроля, при этом могут быть приглашены представители органа государственного надзора, разработчика конструкции (ОАО "РосНИТИ"), заказчика и иных специализированных организаций, например, занимающихся подтверждением соответствия газовых баллонов требованиям настоящего стандарта. Участие в приемочных испытаниях представителей перечисленных организаций, за исключение представителя органа технического контроля, добровольное, если иное не сказано в действующем в установленном порядке на территории страны изготовления баллонов законодательстве или других нормативных документах.
7.1.4 Изготовитель должен представить приемочной комиссии пакет разработанной технической документации на каждую новую конструкцию баллона, при этом члены приемочной комиссии должны убедиться, что:
- имеется утвержденный расчет на прочность;
- конструкторская документация соответствует ГОСТ 2.001, и содержится информация обо всех допусках на размеры, включая цилиндричность и прямолинейность цилиндрических поверхностей баллона;
- имеются наружное покрытие и дополнительные комплектующие, которые являются неотъемлемой частью конструкции;
- конструкция баллонов соответствует требованиям раздела 5;
- технологическая документация соответствует требованиям ГОСТ 3.1001;
- выполняются требования раздела 6;
- внутренние и наружные поверхности баллонов не имеют недопустимых дефектов.
7.1.5 Приемочная комиссия отбирает баллоны из опытной партии по акту с указанием идентификационных номеров баллонов и видов контроля или испытания.
7.1.6 Результаты каждого контроля или испытания оформляют протоколом. По результатам приемочных испытаний составляют акт, который должен быть подписан членами приемочной комиссии.
7.1.7 Минимальные требования к проведению приемочных испытаний приведены в таблице 4. Для проведения приемочных испытаний должно быть использовано достаточное количество, но не менее шести газовых баллонов.
7.1.8 Конструкция баллона считается новой по сравнению с утвержденной существующей конструкцией, если возникла, по крайней мере, одна из следующих ситуаций:
а) баллоны изготавливают на другом предприятии;
Таблица 4 - Минимальные требования к приемочным испытаниям баллонов
Наименование контроля и испытания | Количество баллонов | Метод испытания |
Измерительный контроль основных размеров и допусков формы и расположения поверхностей | На всех представленных баллонах | 8.1 |
Визуальный контроль качества наружной поверхности, сварных швов, резьбы сливной горловины, заглушки и фланца | 8.1 | |
Визуальный контроль качества наружного покрытия и маркировки | На всех представленных баллонах | 8.1 |
Контроль массы и вместимости | 8.2 | |
Контроль сварных соединений неразрушающими методами, включая контроль сварных соединений приварки сливной горловины и фланца | 8.3 | |
Испытание на прочность | 8.5 | |
Испытание на герметичность | 8.5 | |
Контроль механических свойств | 2 | 8.4 |
Макроструктурный анализ | 8.7 | |
Испытание на разрушение | 2 | 8.6 |
Циклические испытания внутренним давлением | 2 | 8.8 |
б) днища или обечайка баллонов изготавливаются другим методом или из другой марки стали или изменился диапазон содержания химических элементов используемой марки стали;
в) изменился используемый тип сварки или вид сварного соединения;
г) внесены иные изменения в технологический процесс изготовления баллонов;
д) существенно изменены режимы сварки или проведения термической обработки баллонов;
е) внесены изменения в конструкцию или форму днищ баллона;
ж) общая длина баллона увеличена более чем на 50% (баллоны с отношением длины к диаметру менее 3 не должны использоваться в качестве базовых для новых баллонов, у которых это отношение составляет более 3);
и) изменился номинальный наружный диаметр баллонов;
к) изменилась минимальная гарантированная толщина стенки;
л) изменился минимально гарантированный предел текучести ![]() и/или минимально гарантированное временное сопротивление
и/или минимально гарантированное временное сопротивление ![]() материала готового баллона.
материала готового баллона.
7.2 Квалификационные испытания
Квалификационные испытания установочной или первой промышленной партии проводят при постановке баллонов на производство. Квалификационные испытания проводят по программе, разработанной изготовителем, с целью оценки стабильности технологического процесса и готовности предприятия к серийному выпуску баллонов.
По результатам квалификационных испытаний оформляют акт, который должен быть подписан членами комиссии, с приложением протоколов каждого вида испытания и контроля.
7.3 Приемо-сдаточные испытания
7.3.1 Приемо-сдаточные испытания каждой партии проводят в соответствии с ГОСТ 15.309 на готовых баллонах, имеющих заводские номера и представляющих серийное производство. Приемо-сдаточные испытания проводит ОТК изготовителя для контроля соответствия баллонов требованиям настоящего стандарта и определения возможности приемки партии.
Количество баллонов в партии должно быть не более 200 шт. без учета баллонов для проведения разрушающих испытаний. При устоявшемся серийном производстве, в т. ч. при неизменном технологическом процессе, специализации сварщиков на отдельных видах работ и высоком их качестве, подтвержденном результатами контроля за период не менее одного года, допускается увеличение размера партии баллонов до 400 шт., без учета баллонов для проведения разрушающих испытаний. В случае изготовления меньшего количества баллонов объем испытаний должен оставаться неизменным.
7.3.2 В процессе изготовления баллоны подвергают:
- контролю массы и вместимости. Контролю подвергают один баллон в смену по 8.2 на соответствие требованиям конструкторской документации;
- контролю относительной овальности обечайки и цилиндрической части днищ. Контролю подвергают один баллон в смену по 8.1 на соответствие требованиям 5.1.10 и конструкторской документации;
- измерительному контролю по 8.1 на соответствие требованиям 5.1.7-5.1.9, 5.1.11, 5.1.13, 5.3.2 и конструкторской документации, один в начале и один баллон в конце каждой рабочей смены.
Каждая изготовленная партия баллонов должна быть подвергнута:
- контролю механических свойств сварных соединений и основного металла на образцах, вырезанных из готовых баллонов, по 8.4 на соответствие требованиям 5.3.6 и контролю макроструктуры по 8.7. В пределах следующих четырех партий, в случае, если баллоны изготавливаются из металла одной плавки, по одной и той же конструкторской и технологической документации, на одном и том же оборудовании допускается вместо механических испытаний проводить испытание на разрушение гидравлическим давлением одного баллона от партии по 8.6 на соответствие требованиям 5.1.15 и 8.6.1;
- контролю на 10% баллонов от каждой производственной партии мест пересечения продольного и кольцевых швов неразрушающим методом по 8.3 на соответствие требованиям 5.3.7. В конструкциях баллонов, не предусматривающих наличие продольного сварного шва, контролю подвергают кольцевой шов в соответствии с 8.3.1 и 8.3.2. Направляемые для проведения контроля баллоны выбираются произвольно, за исключением первого и последнего баллона партии.
7.3.3 Каждый баллон партии в процессе изготовления должен быть подвергнут:
- визуальному контролю качества сварных швов, резьбы сливной горловины, заглушки и фланца. Контроль проводят по 8.1.1 на соответствие требованиям 5.1.12, 5.1.13, 5.1.17, 5.3.7 и конструкторской документации;
- испытанию на прочность пробным давлением по 8.5.1 на соответствие 5.1.14;
- испытанию на герметичность рабочим давлением по 8.5.2 на соответствие 5.1.14;
- визуальному контролю маркировки на соответствие требованиям 5.6;
- визуальному контролю качества наружного покрытия на соответствие требованиям 5.1.17;
- визуальному контролю комплектности и упаковки на соответствие требованиям 5.5 и 5.7.
7.3.4 При положительных результатах приемо-сдаточных испытаний партии изготовитель оформляет документ качества партии.
При отрицательных результатах приемо-сдаточных испытаний изготовитель выявляет причину возникновения дефектов, проводит мероприятия по их устранению и определению возможности исправления. Выявленные дефектные баллоны должны быть забракованы или направлены на доработку.
Повторные приемо-сдаточные испытания проводят в полном объеме или по сокращенной программе, включая только испытания, по которым выявлены несоответствия при первом предъявлении. Если результаты повторных испытаний после доработки будут неудовлетворительные, то все баллоны партии должны быть забракованы.
7.4 Периодические испытания
7.4.1 Периодические испытания проводят для периодического подтверждения качества баллонов и стабильности технологического процесса в соответствии с ГОСТ 15.309.
7.4.2 Периодические испытания проводят не реже одного раза в два года, не менее чем на трех готовых баллонах, принятых ОТК изготовителя, и соответствующих требованиям настоящего стандарта.
Минимальные требования к проведению периодических испытаний приведены в таблице 5. Результаты периодических испытаний оформляют актом.
Допускается совмещать проведение периодических испытаний с испытаниями по подтверждению соответствия, при этом для проведения периодических испытаний должно быть предоставлено не менее трех газовых баллонов.
Таблица 5 - Минимальные требования к проведению периодических испытаний
Наименование контроля и испытания | Количество баллонов | Метод испытания |
Измерительный контроль основных размеров и допусков формы и расположения поверхностей | 3 | 8.1 |
Визуальный контроль качества наружной поверхности, сварных швов, резьбы сливной горловины, заглушки и фланца | ||
Визуальный контроль качества наружного покрытия и маркировки | ||
Контроль массы и вместимости | 3 | 8.2 |
Контроль сварных соединений неразрушающими методами | 8.3 | |
Испытание на прочность и герметичность | 8.5 | |
Испытание на разрушение | 1 баллон, прошедший предыдущие испытания | 8.6 |
Циклические испытания внутренним давлением | 1 баллон, прошедший предыдущие испытания | 8.8 |
Контроль механических свойств | 1 баллон целый; 2 баллона после проведения разрушающих испытаний | 8.4 |
Макроструктурный анализ | 3 баллона, прошедших предыдущие испытания | 8.7 |
8 Методы контроля и испытаний
8.1 Визуальный и измерительный контроль
8.1.1 Визуальный и измерительный контроль баллонов проводят в соответствии с требованиями ГОСТ 3242 или иных подходящих документов, обеспечивающих равную точность.
8.1.2 Величину относительной овальности в любом поперечном сечении баллона вычисляют по формуле
![]() . (10)
. (10)
Величину овальности в любом поперечном сечении баллона вычисляют по формуле
![]() . (11)
. (11)
8.1.3 Контроль метрической резьбы фланца проводят калибрами по ГОСТ 24997 и ГОСТ 2016. Контроль резьбы сливной горловины и заглушки W 27,8 по ГОСТ 9909 проводят калибрами по ГОСТ 24998.
8.2 Контроль массы и вместимости
8.2.1 Контроль массы проводят взвешиванием пустого баллона.
8.2.2 Контроль вместимости проводят взвешиванием наполненного водой баллона и последующего расчета объема воды по разности масс пустого и наполненного водой баллона.
Температура воды, которой наполняют баллон, должна быть (20±5)°C. При использовании воды с температурой выше указанной, объем определяют с учетом ее температурного расширения, умножая на коэффициент температурного расширения. Значения коэффициентов температурного расширения воды приведены в таблице 6.
Таблица 6 - Коэффициенты температурного расширения воды
Температура воды, °C | 30 | 40 | 50 | 60 | 70 | 80 | 90 |
Коэффициент температурного расширения воды | 1,0043 | 1,0078 | 1,0121 | 1,0171 | 1,0228 | 1,0292 | 1,0361 |
8.2.3 Взвешивание баллона проводят на весах с погрешностью не более 0,2 кг.
8.3 Контроль сварных соединений неразрушающими методами
8.3.1 Места пересечения продольного и кольцевых стыковых сварных соединений или 25% кольцевых швов у каждого баллона без обечайки газовых баллонов подвергают контролю проникающими излучениями: радиографическим методом по ГОСТ 7512 или радиоскопическим методом с применением рентгенотелевизионной установки.
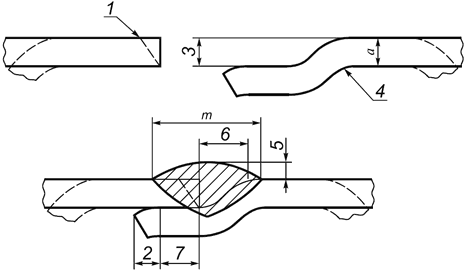
8.3.2 Ширина области контроля сварных соединений неразрушающими способами должна быть не менее 50 мм (25 мм с каждой стороны сварного соединения). Иллюстрация минимальной области контроля мест пересечения сварных швов приведена на рисунке 3.
Размеры в миллиметрах
|
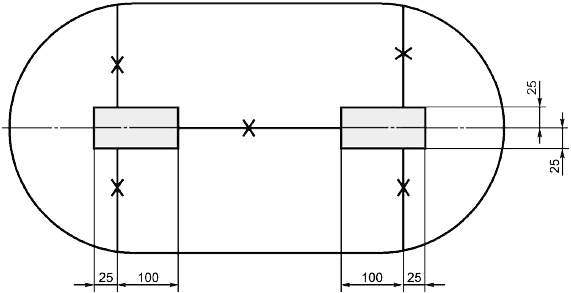
Рисунок 3 - Минимальная область проведения неразрушающего контроля в местах пересечения сварных швов
Если в ходе проведения неразрушающего контроля будет обнаружено несоответствие установленным в 5.3.7 требованиям, то следует проводить 100%-й контроль подобных сварных швов, при этом до тех пор, пока причина возникновения дефекта не выяснена и не устранена, неразрушающему контролю должны быть подвергнуты аналогичные сварные швы на всех газовых баллонах. Если в производстве используется несколько сварочных машин, то данное требование должно распространяться на все сварочные машины.
8.3.3 Контроль сварных соединений приварки сливной горловины и фланца проводят капиллярным методом по ГОСТ 18442, или магнитопорошковым методом по ГОСТ 21105, или ультразвуковым методом по ГОСТ 14782.
8.4 Контроль механических свойств
8.4.1 Общие положения
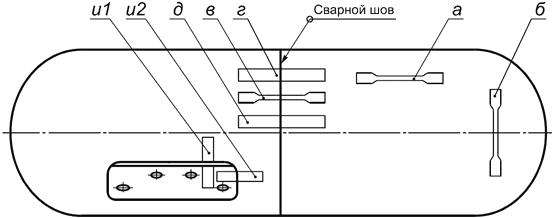
Контроль механических свойств основного материала, продольного и кольцевых сварных соединений баллонов проводят испытаниями на статическое растяжение и статический изгиб образцов, вырезанных из готовых баллонов. Количество и размещение образцов для испытаний для различных конструкции газовых баллонов приведено на рисунках 4 и 5.
|
а - образец для испытания на растяжение материала, из которого изготовлен баллон; б - образец для испытания на растяжение материала, из которого изготовлены днища; в - образец для испытания на растяжение продольного сварного соединения; г - образец для испытания на растяжение кольцевого сварного соединения; д - образец для испытания на изгиб продольного сварного соединения, растягивающие напряжения действуют в зоне, прилегающей к внутренней поверхности; е - образец для испытания на изгиб продольного сварного соединения, растягивающие напряжения действуют в зоне, прилегающей к наружной поверхности; ж - образец для испытания на изгиб кольцевого сварного соединения, растягивающие напряжения действуют в зоне, прилегающей к внутренней поверхности; з - образец для испытания на изгиб кольцевого сварного соединения, растягивающие напряжения действуют в зоне, прилегающей к внешней поверхности; u1, u2 - образцы для макроструктурного исследования
Рисунок 4 - Расположение мест отбора образцов при проведении испытаний на баллонах, имеющих продольный и кольцевые сварные швы
|
а или б - образцы для проведения испытания на растяжение материала, из которого изготовлен баллон; в - образец для проведения испытания на растяжение кольцевого сварного соединения; г - образец для испытания на изгиб кольцевого сварного соединения, растягивающие напряжения действуют в зоне, прилегающей к внутренней поверхности; д - образец для проведения испытания на изгиб кольцевого сварного соединения, растягивающие напряжения действуют в зоне, прилегающей к внешней поверхности; u1, u2 - образцы для макроструктурного исследования
Рисунок 5 - Расположение мест отбора образцов при проведении испытаний баллонов, имеющих один кольцевой сварной шов
8.4.2 Испытание на растяжение основного металла
Испытание на растяжение проводят по ГОСТ 1497 и ГОСТ 10006. Скорость испытания до предела текучести и во время его прохождения должна составлять не более 10 мм/мин, за пределом текучести - не более 40 мм/мин.
Примечание - Необходимо обратить внимание на метод измерения удлинения, особенно в тех случаях, когда образец при испытании приобретает коническую форму, а точка разрыва расположена в стороне от центра расчетной длины образца.
Испытание на растяжение проводят на образцах, вырезанных из цилиндрической части баллона, по одной из следующих процедур:
а) подготавливают прямоугольные образцы в соответствии с рисунком и расчетной длиной
![]() . Две поверхности испытуемого образца, соответствующие наружной и внутренней поверхностям баллона, не должны подвергаться механической обработке. Измеренное относительное удлинение 5 после разрыва должно соответствовать требованиям стандарта на материал.
. Две поверхности испытуемого образца, соответствующие наружной и внутренней поверхностям баллона, не должны подвергаться механической обработке. Измеренное относительное удлинение 5 после разрыва должно соответствовать требованиям стандарта на материал.
Размеры в миллиметрах
|

w4a; w<D/8
Рисунок 6 - Образец для испытания на растяжение
б) механической обработкой подготавливают цилиндрические образцы с наибольшим практически возможным диаметром.
При толщине стенки менее 3 мм использование механически обработанных цилиндрических образцов не допускается.
8.4.3 Испытание на растяжение сварных соединений
Испытание на растяжение проводят в соответствии с ГОСТ 6996 в направлении, перпендикулярном к направлению сварного соединения. При этом испытание должно осуществляться на образцах с шириной поперечного сечения 25 мм и минимальной длиной 15 мм по обе стороны от сварного шва, как показано на рисунке 7. За пределами центральной части ширина образца должна постепенно увеличиваться.
Размеры в миллиметрах
|

Рисунок 7 - Общий вид образца для проведения испытания на растяжение
Показатели механических свойств сварных соединений должны удовлетворять нормам, указанным в конструкторской документации, при этом свойства сварных соединений не должны быть меньше механических свойств основного материала.
8.4.4 Испытание на статический изгиб
Испытание на статический изгиб проводят по ГОСТ 6996 созданием растягивающих напряжений относительно внутренней и наружной поверхностей газового баллона. Длина и ширина каждого образца (см. рисунок 8) должны быть достаточными для правильного проведения испытания на изгиб и должны соответствовать требованиям, приведенным на рисунке 9. Механически обработаны могут быть только боковые кромки образцов, при этом выпуклость шва по обеим сторонам образца снимают механическим способом до уровня основного металла.
Размеры в миллиметрах
|
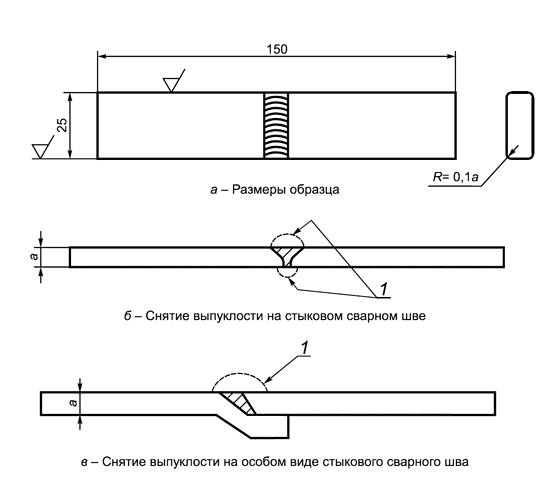
1 - снятие выпуклости на стыковых сварных швах
Рисунок 8 - Размеры и общий вид образов, предназначенных для проведения испытания на изгиб
|

Рисунок 9 - Испытание на статический изгиб
При изгибе образца вокруг оправки до момента, когда расстояние между внутренними сторонами превышает величину D+3a, образование трещин не допускается (см. рисунок 9).
Отношение k диаметра оправки D к толщине образца a не должно превышать значений, указанных в таблице 7.
Таблица 7 - Параметры проведения испытаний на статический изгиб
Фактическое значение временного сопротивления | Отношение k |
| 2 |
440 | 3 |
520 | 4 |
600 | 5 |
700 | 6 |
8.4.5 Повторное проведение механических испытаний
При получении неудовлетворительных результатов по какому-либо из испытания на разрушение или статический изгиб, проводят повторные испытания по этому виду на удвоенном количестве образцов, вырезанных из того же газового баллона. Результаты повторных испытаний являются окончательными.
Если результаты этих испытаний являются удовлетворительными, то первое испытание не учитывается. При этом если один из подвергаемых повторному испытанию образцов не отвечает установленным требованиям, то вся партия газовых баллонов должна быть забракована.
8.5 Испытания на прочность и герметичность
8.5.1 Проверку на прочность баллонов проводят гидравлическим испытанием. Для проведения испытания должна использоваться вода или иная подходящая неагрессивная к материалу баллона жидкость.
Давление воды в баллоне повышают с контролируемой скоростью, но не более 1,0 МПа/с, до достижения пробного давления P с точностью +0,2 МПа, выдержкой в течение не менее 1 мин и последующим снижением давления до рабочего с точностью +0,1 МПа, при котором проводят осмотр баллонов, при этом величина пробного давления должна соответствовать 5.1.2. Баллоны считаются выдержавшими испытание, если не обнаружено признаков разрыва, течи, потения и видимых остаточных деформаций в сварных соединениях и в основном металле.
Температура воды, используемой при гидравлическом испытании должна быть от 5°C до 40°C. Разность температур стенки баллона и окружающего воздуха во время испытаний не должна вызывать конденсации влаги на поверхности баллона. При заполнении баллона водой воздух из него должен быть полностью удален.
Примечание - По требованию заказчика допускается проводить испытание с определением объемного расширения баллонов.
8.5.2 После гидравлического испытания баллонов проводят испытание на герметичность пневматическим давлением, равным рабочему с точностью +0,1 МПа.
Баллон погружают в ванну с водой таким образом, чтобы над ним был столб воды от 20 до 40 мм. Время выдержки под давлением - не менее 1 мин.
Появление пузырьков на поверхности воды не допускается.
8.5.3 Допускается вместо гидравлических испытаний баллона на прочность проводить пневматические испытания на стенде с бронекамерой, обеспечивающей безопасность испытаний.
Баллон должен находиться в бронекамере под пробным пневматическим давлением, равным пробному давлению с точностью +0,2 МПа, не менее 1 мин, затем давление снижают до рабочего с точностью +0,1 МПа, и баллон погружают в ванну с водой для проверки герметичности.
8.6 Испытание на разрушение
8.6.1 Испытание баллонов на разрушение проводят постепенным повышением давления вплоть до разрушения баллона. Давление, при котором происходит разрушение, должно соответствовать требованиям 5.1.15. Характер разрушения баллонов не должен быть хрупким, то есть его края должны быть правильной формы и иметь плавный наклон при характерном уменьшении площади поперечного сечения относительно первоначальной. Не допускается обнаружения в местах разрыва дефектов.
Разрушение должно быть безосколочным, в случае, если разрушение начинается на сварных швах, необходимо провести дополнительный анализ и оценить надежность данных баллонов. В ходе проведения испытания скорость подачи жидкости не должна превышать 3% от номинальной вместимости баллона в минуту.
Примечание - По требованию заказчика допускается проводить испытание с определением величины остаточных деформаций или зависимости объема поданной воды от величины внутреннего давления в баллоне.
8.6.2 Если баллон не выдержал испытание на разрушение, то должны быть выявлены и устранены причины преждевременного разрушения, а затем проведены повторные испытания на разрушение двух баллонов. При получении неудовлетворительных результатов повторных испытаний вся партия баллонов должна быть забракована.
8.7 Металлографический контроль сварных соединений
Расположение мест отбора образцов для проведения макроструктурного анализа показано на рисунках 4, 5 и 10, при этом требования, предъявляемые к образцам, должны соответствовать 8.4. Результаты контроля должны свидетельствовать об отсутствии дефектов формирования сварного шва и дефектов, указанных в 5.3.7.
В случае возникновения сомнений в удовлетворительных результатах макроструктурного анализа необходимо провести микроструктурный анализ.
|

u1, u2 - образцы для проведения макроструктурного исследования
Рисунок 10 - Расположение мест отбора образцов для проведения макроструктурного исследования
8.8 Циклическое испытание внутренним давлением
8.8.1 Баллоны подвергают испытанию с применением неагрессивной жидкости, при многократном повышении внутреннего давления от 10% P до пробного давления P
с частотой, не превышающей 15 циклов в минуту. Температура на наружной поверхности баллона во время испытания не должна превышать 50°C.
Баллоны должны выдержать без разрушения не менее 10000 циклов.
После прохождения 10000 циклов разрушение должно соответствовать критерию утечки перед разрушением.
В случае неудовлетворительных результатов допускается проведение повторных испытаний еще на трех других баллонах. Результаты повторных испытаний являются окончательными.
Примечание - Требования к проведению данного испытания направлены на подтверждение расчетного срока службы в 20 лет.
После проведения циклических испытаний необходимо разрезать баллоны по сварным швам и убедиться в том, что толщина стенки не менее минимально гарантированной.
Примечание - Данный вид испытания, в общем случае, предназначен только для проведения приемочных испытаний опытной партии продукции или сертификационных испытаний, однако, учитывая особенности баллонов, расположенных на транспортных средствах, по требованию заказчика или в случае возникновения сомнений рекомендуется проводить данное испытание на одном баллоне от каждой производственной партии.
8.8.2 Если разрушение баллона произошло при количестве циклов нагружения внутренним давлением менее 10000, то должны быть выявлены причины неудовлетворительного результата, а затем проведены повторные испытания. Второму испытанию подвергают два баллона, изготовленные в рамках той же партии. Результаты повторных испытаний являются окончательными, при получении неудовлетворительных результатов на одном или обоих баллонах вся партия должна быть забракована.
9 Транспортирование и хранение
9.1 Баллоны транспортируют всеми видами транспорта в соответствии с правилами перевозок груза, действующими на каждом виде транспорта.
При транспортировании и хранении упаковывание баллонов осуществляется в соответствии с требованиями 5.7.
Размещение и закрепление баллонов на транспортных средствах проводят в соответствии с требованиями изготовителя и нормативных документов страны эксплуатации.
9.2 По согласованию с заказчиком разрешается отгрузка баллонов в таре, а также без тары - с применением предохранительных колец и закреплением баллонов в транспортном средстве, исключающем их перемещение и соударение при транспортировании.
9.3 Условия хранения баллонов должны соответствовать группе Ж2 по ГОСТ 15150.
10 Указания по эксплуатации
10.1 Баллоны эксплуатируют в соответствии с инструкцией изготовителя, с учетом общих требований настоящего стандарта и нормативных документов страны эксплуатации.
10.2 Максимальная степень наполнения баллонов сжиженными углеводородными газами составляет 80% от номинальной вместимости баллонов.
10.3 Баллоны следует эксплуатировать только при температурах, обеспечивающих безопасность и приведенных в сопроводительной документации.
10.4 Баллоны в процессе эксплуатации необходимо подвергать периодическому техническому освидетельствованию в соответствии с требованиями законодательства страны эксплуатации. По результатам технического освидетельствования баллоны могут быть переданы для дальнейшей эксплуатации, направлены в ремонт или забракованы.
10.5 Техническое диагностирование, проводимое с целью продления срока службы баллонов, изготовленных в соответствии с требованиями настоящего стандарта, не проводят. Баллоны, срок службы которых превысил указанный изготовителем в паспорте, необходимо изъять из эксплуатации и привести в негодность для применения по первоначальному назначению разрешенным способом 6.5.
(Поправка. ИУС N 2-2022).
11 Гарантии изготовителя
11.1 Изготовитель должен гарантировать заказчику соответствие баллонов требованиям настоящего стандарта при соблюдении правил эксплуатации, транспортирования и хранения.
11.2 Гарантийный срок эксплуатации устанавливается изготовителем и указывается в сопроводительной документации к газовому баллону. Минимальный гарантийный срок - 24 мес со дня ввода баллона в эксплуатацию, но не более 30 мес со дня его продажи через торговую сеть.
Примечание - Ответственность изготовителя за качество изготовления и надежность газовых баллонов на протяжении всего расчетного срока службы определяется требованиями национального законодательства страны эксплуатации, при выполнении правил эксплуатации, транспортирования и хранения.
Библиография
[1] | Технический регламент "О безопасности колесных транспортных средств" Таможенного союза |
УДК 621.642.17:006.354 | МКС 23.020.30 | ОКП 14 1200; 14 1300 |
Ключевые слова: баллоны стальные сварные, сжиженные углеводородные газы, топливо, транспортные средства, методы контроля и испытаний | ||
Редакция документа с учетом
изменений и дополнений подготовлена
